
Indonesia - Coal Age
60
OCTOBER 2016 A MINING MEDIA PUBLICATION Indonesia WWW.MINING-MEDIA.COM RTC Kalimantan Mining Power Project PLN’s 2016-2025 10-year Electricity Supply Business Plan Best of Germany 2016
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Indonesia - Coal Age

OCTOBER 2016
A MINING MEDIA PUBLICATION Indonesia
WWW.MINING-MEDIA.COM
RTC Kalimantan Mining Power Project
PLN’s 2016-2025 10-year
Electricity Supply Business Plan
Best of Germany 2016

Get more from oil with PT Tekenomiks Indonesia
PTTekenomiks Indonesia (PTTI) is an independent, multinational company providing
state-of-the-art oil analysis, fluid management and condition monitoring services to
the mining, transport, marine, power and industrial sectors across Indonesia.
PTTIspecialises in expert and innovative total fluid management solutions to keep oil clean, test
its performance, improve its effectiveness with nano additive technology and provide condition
monitoring outcomes through fluid analysis and filtration programs. These services ensure oil
performs better and lasts longer, thereby enhancing productivity, cutting maintenance costs and
adding more value to the bottom line.
As your local total fluid management solutions specialist,PTTI,
which is part of the global Techenomics International group,
provides comprehensive, independent and innovative
oil analysis, fuel analysis, coolant analysis, lubricant and
filtration solutions for vehicles, mobile plant, fixed plant and
offshore installations.
As each Indonesian operating environment is different and involves unique operating characteristics,
PTTI tailors independent fluid management services to suit each work site, enabling operators to get
the best from engines and equipment.
A new product offered by PTTI, NanoLub tungsten disulphide
(WS2) additives, help reduce component wear, reduce
operating temperatures and cut maintenance costs and
downtime. These nano-sized particles are added to oil and
grease to boost productivity and provide better value for
money
PTTI’s network of modern laboratories is ISO 17025 and ISO 9001 accredited, and more than 95% of
samples analysed are tested according to ISO 17025 guidelines.
Techenomics provides comprehensive fluid management services
to support the offshore and shipbuilding industries as well as the
rail and transport sectors. It also provides a range of innovative
services for the mining industry.
Get more from oil with PT Tekenomiks Indonesia
For information about PTTekenomiks Indonesiaandits total fluidmanagementsolutionsplease email Teguh
- [email protected] –eka@techenomics, oroutside Indonesia email Chris Adsett - c.adsett@
techenomics.com.

October 2016 | Coal Age Indonesia • 1
Features
From the Editor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2
Report From RTC Kalimantan Mining 2016: Power project to help miners mitigate Coal downturn . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
PLN’s long-awaited 2016-2025 10-year electricity supply business plan (RUPTL) finally issued . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
Report from Sumatra Miner 2016: Sumatra Mining fast tracked . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
Fitch Rating . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
Geo Energy secures life of mine coal offtake deal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
Rinjani and CK agree to lower waste mining rate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
BPI secures financial close for 2 x 1.000 MW power plant . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .50
Blackgold announces new estimate of coal resources and reserves . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51
GEAR plans to double coal output . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .52
On the Move . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .52
BBM project comprises 90% of coking coal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .53
OCTOBER 2016
A MINING MEDIA PUBLICATION Indonesia
WWW.MINING-MEDIA.COM

2 • Coal Age Indonesia | October 2016
Declining exports and foreign investment plus pressure
from anti-mining lobbyists have spurred the government
of the Republic of Indonesia to reconsider, retract or
rescind, redraft and possibly implement new regulations
and policies. This week’s World Bank revelation that
Indonesia’s GDP growth is unlikely to go beyond 6% by
2018 has everyone rethinking!
Dwindling geothermal exploration (and in fact any
other mineral exploration) and overlapping local, state
and federal regulations can and have impeded any sig-
nificant growth in the exploration of resources to meet Indonesia’s economic
growth and electricity demand. Progress in renewable energy resources is
far too slow to meet such demand.
The Indonesian government wants to add 35,000MW to the nation’s energy
capacity by 2019 and there is no question that coal is a definite requirement to
achieve such a goal. Some companies have been given government approval
to produce more coal and GEAR (Golden Energy) is one such recipient of
this approval, while thermal coal producer Geo Resources has found more
reserves; Cokal reserves at BBM are confirmed to be highly metallurgical
coal; and Blackgold has announced its coal reserves in Riau.
Coal miners wanting to diversify their business so as to offset coal price
reductions have set their sights on becoming power generators and power
plant developers. Adaro is the biggest example here followed by Tambang
Batubara. Adaro is, in fact, the driver for the $4bn Batang power plant proj-
ect in Central Java. Construction of this power plant is soon to commence
following the successful financing received by the BPI consortium, which
includes Adaro.
Recent share price increases in listed coal mining companies on the
Jakarta Exchange is a welcome sign but some analysts remain cautious,
particularly as China’s economic slowdown continues and whilst the global
economy remains volatile. Nevertheless, China’s slowdown and the closure
of some 1000 coal mines so as to adhere to the statutory working days in coal
mines, actually means a boost for coal imports. China may well be looking for
more coal from both Indonesia and Australia in the coming year.
Another boost for the Indonesian coal business is being driven by Coal
India’s (CIL) asset shopping in Indonesia. CIL is eyeing several deposits and
will over time acquire such assets via a government to government arrange-
ment. Acquisition of such assets will reduce CIL’s reliance on coal imports.
Reduced exploration and reduced production means a softening in the
purchase of mining equipment and services in this region. A recent report
on the global mining machinery market indicated the potential for growth in
mining equipment sales in the Asia Pacific region but this is predicated on
equipment purchases in the metals mining industry, more specifically in the
iron ore and bauxite camps and not so in the coal industry. Stationary surface
mining equipment litters the coal sites while most servicing of such equipment
is done in-house.
Improved clean coal technologies and innovations may see some growth
in Indonesia.
Recent conferences conducted by Mining Media on coal and mining in
Indonesia have provided insight, opportunities and prospective resolutions
to issues in infrastructure to mine, as well as technologies that can assist in
optimising mine production.
Meantime, coal mining continues in Indonesia and the industry is optimistic.
From the Editor
www.mining-media.com
E&MJ/Coal Age Indonesia®
Suite 1, G 02/685 Burke Rd.,
Camberwell, Victoria, 3124,
Australia
Phone: +61 3 90061742
Editorial director - Steve Fiscor, [email protected]
Europe - Simon Walker, [email protected]
North America - Russ Carter, [email protected]
Latin America - Oscar Martinez, [email protected]
South Africa - Gavin du Venage, [email protected]
SALESPublisher - Lanita Idrus, [email protected]
North America - Victor Matteucci,
Germany, Austria, Switzerland - Gerd Strasmann,
Rest of Europe - Colm Barry, [email protected]
- Jeff Draycott, [email protected]
Japan - Masao Ishiguro, [email protected]
Indonesia -Dimas Abdillah, [email protected]
Mining Media International
8751 East Hampden, Suite B-1
Denver, Colorado 80231, U.S.A.
Phone: +1 303-283-0640 Fax: +1 303-283-0641
Publisher - Peter Johnson, [email protected]
Subscriptions - Tanna Holzer,
Accounting - Lorraine Mestas, [email protected]
E&MJ/Coal Age Indonesia® is published once per year by
Mining Media International. Every endeavour is made to
ensure that the contents are correct at time of publication.
The Publisher and Editors do not endorse the opinions
expressed in the magazine. Editorial advice is non-spe-
cific and readers are advised to seek professional advice
for specific issues. Images and written material submitted
for publication are sent at the owners risk and while every
care is taken, E&MJ/Coal Age Indonesia® does not accept
liability for loss or damage. E&MJ/Coal Age Indonesia®
reserves the right to modify editorial and advertisement
content. The contents may not be reproduced in whole
or in part without the written permission of the publisher.
ISSN: 1832-7966.
Indonesia
Lanita Ldrus
State of Power

October 2016 | Coal Age Indonesia • 3
Indonesia

4 • Coal Age Indonesia | October 2016
Indonesia

October 2016 | Coal Age Indonesia • 5
NEED PHOTO
Indonesia

6 • Coal Age Indonesia | October 2016
IntroductionThe Kubria® cone crusher from Thyssen-
krupp (see Fig. 1) has proved effective
for many years under the toughest appli-
cation conditions in the field for hard-rock
crushing. It is used mainly in the aggre-
gates industry for the secondary and ter-
tiary crushing of granite, basalt, gneiss
and other hard rock, as well as in the
mining and cement industries.
The Kubria® product line was recent-
ly updated to include the latest techni-
cal developments, and standardised to
assure uniform manufacturing standards
maintained at Thyssenkrupp locations around
the world. The result is that the crusher can
now be offered very competitively and with
significantly lower delivery times.
Fig. 1: Kubria® cone crusher
Design and functionThe Kubria® crusher design has a hy-
draulically supported main shaft and
fixed upper crusher chamber. Crushing
takes place between the concaves in the
crushing chamber and the mantle lined
crushing cone (see Fig. 2), which is ro-
tated by an eccentric drive in the lower
section.
This design allows the gap between
the concaves and the crushing cone to
be continuously decreased or increased
all around the periphery. As the crushing
chamber narrows, crushing of the mate-
rial is achieved by means of increasing
pressure on the rock. The geometry of
the crushing chamber and the eccentric
stroke can be individually adapted to
specific crushing requirements as de-
termined by the material characteristics.
This is particularly important when the
raw material properties or the product re-
quirements change during the service life
of the crusher.
Fig. 2: Main components of the Kubria®
cone crusher
The maximum possible feed size for the
crusher is determined by the opening
width at the top of the crushing chamber.
The finished product lump size is deter-
mined by the closed-side setting (CSS)
in the discharge zone.
The wear material components in
the crusher are made of wear-resistant
austenitic manganese steel that can be
replaced easily. The crushing cone con-
sists of a mantle fit on the cone body that
is in turn firmly connected to the main
shaft. The crushing ring is fastened in
the top shell of the crusher. “G” mod-
els for coarse crushing are additionally
equipped with annular arranged con-
caves. The top shell and bottom shell are
both made of cast steel. The ‘spider’ in
the upper area of the top shell is used
to support the upper shaft bearing. This
spider is also made of cast steel and has
spider arm liners. As all wear parts and
heavy internal removable components
parts are accessible from above, the
crusher is very easy to maintain.
A thrust bearing is used to support the
main shaft on a hydraulic cylinder. This
cylinder is used to control the crusher
setting by raising and lowering the shaft.
If tramp material is experienced in the
crushing chamber, the shaft is lowered
automatically, allowing the tramp mate-
rial to largely pass through the crushing
chamber without resulting in damage to
the crusher. For run of mine materials
that are very hard and tough to crush, the
main shaft is equipped with a hydrostatic
thrust bearing assembly for operating at
high crushing pressures.
The drive and the hydraulic cylinder
are housed in the bottom shell of the
crusher. The Kubria® bevel gear teeth are
cut with a cyclo-palloid process that was
specially developed for this crusher. It
provides for smooth, low-wear operation,
which also allows higher drive powers to
be transmitted. The result is that Kubria®
cone crushers can be equipped with big-
ger motors. In addition, these crushers
are characterised by a long service life
and easy accessibility for maintenance
work.
The crusher is equipped with a circu-
lating lubrication system to supply oil to
the eccentric bush bearing assembly,
the axial bearing assembly and the bev-
el gears, and is also equipped with an
automatic grease lubrication unit for the
spider bearing.
Today’s quarry operations increasing-
ly require automation of plant systems .
This also applies to the crushing circuit.
The Kubria® crusher is typically deliv-
ered with the proven Kubriamatic control
system, which can be integrated into the
control system and the dynamic process
display of the overall plant.
With the Kubriamatic control system,
the crusher settings can be changed
during operation. It is also used to enter
and monitor the crusher-specific operating
data such as closed-side setting, operating
power and pressures, as well as tempera-
tures and the oil flow conditions. Further,
important operating data such as operat-
ing hours and load and no-load hours, as
well as the number of pressure and power
peaks, can be called up. The crushing set-
ting is regulated automatically according to
adjustable power and pressure limits. Au-
tomatic setting adjustment is carried out
to keep the product quality of the crusher
The new Kubria® cone crusher from thyssenkrupp
Authored by: Peter Berlitz
Dr. Armin Greune
Sponsored Content

October 2016 | Coal Age Indonesia • 7
constant as the crusher concaves and
mantle liners wear.
Design and applicationFor the aggregates industry, Kubria®
crusher sizes 90, 110 and 130 are com-
monly used. The number denotes the
lower cone diameter. “G” models for
coarse crushing and “F/M” models for fine
and medium crushing applications are
available for each size (see Fig. 3). The
coarse “G” model crushers are equipped
with a steeper cone, while crushers for
fine and medium (F/M) crushing have
a more flat cone. The steep cone angle
results in achieving higher throughput
rates. The use of the flatter cone angles
in the F/M crushers means a particular-
ly high-quality product can be achieved.
The design of the bottom shells for either
the “G” or “F/M” models is identical.
The coarse crushers are used mainly
in the second crushing stage. They can pro-
cess feed sizes of up to 450 mm. The fine
and medium crushers are used for second-
ary and tertiary crushing. Here, feed sizes of
up to 230 mm can be handled.
All versions of the Kubria® cone crush-
ers are characterised by the fact that the
material has a relatively long retention
time in the crushing chamber, with a cor-
respondingly high number of crushing
steps. As a result, a product of high cu-
bicity is produced, which is important for
meeting product standards required for
concrete aggregate and other products.
The Kubria® product name is based on
the high cubicity product it produces.
Fig.: 3
Kubria® G type Kubria® F/M type
Application exampleOne example of the use of Kubria® cone
crushers is in a three-stage crushing plant
for the production of crushed stone. The
flowsheet for this plant, which has a total
capacity of 250 tph, can be seen in Fig. 4.
Depending on the requirements of the
producer, the plant can be designed as a
stationary plant, a semi-mobile crushing
plant, or a wheel-mounted portable plant
in which the crushers and the associated
screens are combined into modules.
The 0–600 mm size run of mine mate-
rial is discharged from a bin by means of
a grizzly feeder where the initial primary
screening takes place. Furthermore, a
fine-screening stage is used to remove
natural contaminants such as soil and dust,
which are not wanted in the end product.
In the first crushing stage, the material
is crushed to 200 mm by an EB 11-08 jaw
crusher. From there, it is conveyed to a
secondary “G 90” cone crusher where it
is crushed to a size of 50 mm in closed
circuit with a screen. The product from
the secondary crusher will already meet
product standards, so the 25–50 mm
fraction can be screened out and sent to
product stockpiles for use as railway bal-
last, drainage systems or other products.
In the tertiary crushing stage, a
Kubria® F/M 90 is used in a closed cir-
cuit to produce the required end product.
The product is then split into the various
product size ranges by a circular vibrat-
ing screen with 4 decks. By adjusting the
close-side settings of the secondary and
the tertiary crushers, it is possible to pro-
duce a final product containing a particu-
larly high portion of the desired fraction.
Fig. 5 shows some typical product curves
for a fine and medium crusher, with dif-
ferent crusher settings.
Fig. 4: Flowsheet for a three-stage crush-
ing plant for the crushing of granite
Thanks to the optimised crushing cham-
ber geometry, the product of the tertia-
ry crusher contains a high portion of the
required fraction, which means that only
approximately 5% of the feed volume
has to be recirculated. This results in low-
er wear of the crusher manganese and
therefore higher availability for the crush-
er and reduced operating expenses.
Overall, the use of Kubria® cone crush-
ers allows the implementation of a plant
concept that is characterised by efficien-
cy, flexibility and a product that meets the
highest quality requirements. With the
use of modern control systems, a high
degree of automation and user-friendli-
ness can additionally be achieved.
Fig. 5: Typical product gradation curves of
Kubria® cone crushers based on crusher setting
A plant based on flowsheet shown in Fig.
4 was delivered to Cameroon earlier this
year as a wheel-mounted portable plant
system. All components were designed
and manufactured by thyssenkrupp. The
mobile modules, feed bins, surge bins
and belt conveyors used were taken
from the standard range of processing
machines. Assembly and commissioning
were also carried out by thyssenkrupp,
which provided a turnkey plant that was
handed over to the customer.
SummaryThe new Kubria® series of cone crushers
from thyssenkrupp offers extremely com-
petitive machines for coarse, medium
and fine crushing to the aggregate indus-
try. In operation for decades, these ma-
chines have proved effective under the
toughest conditions for crushing granite,
basalt, gneiss and other hard rocks, as
well as in the ore processing industry.
Incorporating the latest technology, these
machines provide:
• High-cubicity finished product
• Low wear and low operating expenses
• Rapid crushing setting adjustment
• Variable crushing chamber configurations for
adaptation to product requirements
• Ease of maintenance, with low maintenance
downtimes
• High level of operating reliability and process
control with the Kubriamatic control system
• Solutions for mobile, semi-mobile or station-
ary plant requirements.
For detailed information, please send us your
inquiry to:
P.T. Thyssenkrupp Industrial Solutions
Indonesia
Tempo Scan Tower, 20th Floor
JI. HR. Rasuna Said Kav. 3-4
Jakarta 12950
Tel: +62-21-2939 2800
Fax: +62-21-2939 2804
Email: [email protected]
Website: www.thyssenkrupp-industrial-solutions.com
Sponsored Content

8 • Coal Age Indonesia | October 2016
Indonesia

October 2016 | Coal Age Indonesia • 9
Indonesia

10 • Coal Age Indonesia | October 2016
Indonesia
Makes Geo Energy one of the top
10 coal producers in Indonesia

October 2016 | Coal Age Indonesia • 11
Indonesia


VDMA
A supplement to E&MJ, Coal Age, Equipo Minero, E&MJ/Coal AgeChina, E&MJ/Coal Age Russia, E&MJ/Coal Age India, E&MJ/CoalAge Africa, E&MJ/Coal Age Indonesia and The ASIA Miner
BEST OF GERMANY
2016
In cooperation with
Mining
Mining Equipmentand Technology

< 2000 mPas
800 kW (max)
KAMAT GmbH & Co. KG . Salinger Feld 10 . 58454 Witten . Germany
Phone: +49 2302 8903-0 . Fax: +49 2302 801917 . Mail: [email protected] . www.KAMAT.de
Smooth operation at bigger flows
Product data Parameters
1185 l/min (max) at 350 bar Fluid Viscosity
763 l/min (typ) at 360 bar Input power
up to 641 l/min at 430 bar (max)
without boosterpressure
Operating Pressure 3500 bar (max)
HIGH PRESSURE
PLUNGER PUMPS
AND SYSTEMS
LESS IS
MOREWhere others need more pumps, we simply use bigger ones.
Our new 5-plunger-pumps deliver power - up to 530 kW (max)
or 800 kW (max) and at a range of adjustment between 10 %
to 100 %. Your advantages: less pumps, less service,
longer lifetime and higher availability. Plus: only one of the
pumps in the system needs to be run by a variable speed drive.
THIS REDUCES YOUR CAPITAL INVESTMENT.
Parameters
Fluid Viscosity < 2000 mPas
Input power 800 kW (max)
Operating Pressure 3500 bar (max)
HIGH PRESSURE
PLUNGER PUMPS
AND SYSTEMS
longer lifetime and higher availability. Plus: only one of the
pumps in the system needs to be run by a variable speed drive.
THIS REDUCES YOUR CAPITAL INVESTMENT.

Ger
2016 • VDMA MINING SUPPLEMENT VDMA 15
Published by
Mining Media Int’l
in cooperation with
the VDMA MiningEQUIPO | INGENIERÍA | TECNOLOGÍA
Articles in this publication were researched, edited and written by Steve Fiscor, editor-in-chief of Engineering & Mining Journal (E&MJ) and Coal Age. For addi-
tional information about the articles or the manufacturers highlighted here, please contact Mining Media International ([email protected]).
Commodities that cannot be harvested must be produced in an alternative matter: recycling or mining.
Recycling fails due to some deficiencies. Mining is the most effective method to extract raw materials.
This applies not only to fossil raw materials, but also to all metal and mineral raw materials essential for
alternative power generation, including raw material requirements for the storage of alternative generated
power, e.g., battery storage. Energy revolution without mined commodities will fail to function.
Also an essential point to judge the importance of mining and mining equipment is the demand of people in
developing countries for a reliable supply of heat and energy as well as improvements in infrastructure. Both
need raw materials and, consequently, mining to overcome these disadvantages. The highly developed, safe
and proofed mining technology is provided by German mining equipment manufacturers.
If mining is indispensable for the foreseeable future, the aim is to act as safe and environmentally friendly as
possible. German manufacturers of mining equipment have taken great efforts to optimize operational safety of
the machines. In cooperation with their worldwide customers, this leads to a unique level of safety, particularly
for underground mining. This also leads to substantial improvements in energy consumption, optimized endur-
ance of machines and plants, and higher efficiency in total. Further advances in technology will be achieved
by Industry 4.0 or Mining 4.0. Different approaches are followed by the industry and all experts agree that the
future of mining will be digital.
This edition of Best of Germany focuses on work being done by VDMA Mining member companies to give
the best possible support to the global mining industry. We hope that you find value in this publication, wherever
you are in the world.
Glückauf!
Dr. Michael Schulte Strathaus
President
VDMA Mining
Foreword:
Table oF ConTenTs
A Special Supplement to
E&MJ/Coal Age Indonesia
Produced by Mining Media International
11655 Central Parkway, Suite 306
Jacksonville, FL 32224, USA
Tel: +1-904-721-2925
Fax: +1-904-721-2930
www.mining-media.com
Copyright 2015 Mining Media Int’l
Sponsor: German Engineering Federation
Verband Deutscher Maschinenund
Anlagenbau (VDMA) e.V.
Lyoner Str. 18, D-60528 Frankfurt/Main
Tel: +49-6966-031262
Fax: +49-6966-032262
www.vdma.org
Your Contacts in the Mining Equipment Association . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
VDMA Mining Realigns to Meet the Industry’s Needs . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Underground Mining: Where Power Meets Safety . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Surface Mining: Moving More Rock Safely and Cost Effectively . . . . . . . . . . . . . . . . . . . . 25
Mineral Processing: Improving Recovery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
Material Handling: Engineering Modern Conveyor Systems . . . . . . . . . . . . . . . . . . . . . . . 33
Innovations: An Assortment of Equipment for Mines and Mills . . . . . . . . . . . . . . . . . . . . . 37

16 VDMA 2016 • VDMA MINING SUPPLEMENT
Your Contacts in theMining Equipment Association
Joachim Schmid Managing Director
Phone: + 49 69 6603-1261
Fax: + 49 69 6603-2261
Email: [email protected]
Helmut Schgeiner Director
Technology, standardization and research,
markets Europe, Africa, USA and Canada
Phone: + 49 69 6603-1680
Fax: + 49 69 6603-2680
Email: [email protected]
Christoph Danner Manager Markets
Latin America
Phone: + 49 69 6603-1254
Fax: + 49 69 6603-2254
Email: [email protected]
Alexandra Landgraf Assistance
Phone: + 49 69 6603-1577
Fax: + 49 69 6603-2577
Email: [email protected]
Rajesh Nath Chief Representative
VDMA Representative Office India
Phone: + 91 33 2321-9522/7391
Fax: + 91 33 2321-7073
Email: [email protected]
Sven Flasshoff Chief Representative
VDMA Representative Office Russia
Phone: + 7 499 41803-71
Fax: + 7 499 41803-72
Email: [email protected]
Klaus Stöckmann Deputy Managing Director
Economy and statistics, trade fairs,
markets Asia and Australia
Phone: + 49 69 6603-1270
Fax: + 49 69 6603-2270
Email: [email protected]
Monika Bind Manager Markets
CIS and Russia
Phone: + 49 69 6603-1262
Fax: + 49 69 6603-2262
Email: [email protected]
Jörn LehmannManager Standardization
Phone: + 49 69 6603-1134
Fax: + 49 69 6603-2134
Email: [email protected]
Yvonne Golle Assistance
Phone: + 49 69 6603-1577
Fax: + 49 69 6603-2577
Email: [email protected]
Thomas JunqueiraAyres Ulbrich Chief Representative
VDMA Representative Office Brazil
Phone: + 55 11 430580-42/-43
Fax: +55 11 3078 4335
Email: [email protected]
Claudia BarkowskyChief Representative
VDMA Representative Office China - Beijing
Phone: (+86 10) 87 73 02 12-8 08
Fax: (+86 10) 87 73 02 09
Email: [email protected]

Liebherr’s Innovative Mining Solutions
Experience the Progress.
Integrated smart technologies lower the total cost per tonne
Intelligent design to increase uptime and reliability
Highest productivity and efficiency through intelligent energy management
Ergonomic design for safe and user-friendly operation and maintenance
Customer-focused support throughout the entire equipment lifecycle
Liebherr’s continuous focus to reduce environmental footprint across all machines
Liebherr Mining EquipmentNewport News Co.4100 Chestnut AvenueNewport News, VA 23607Phone: (757) 245-5251E-mail: [email protected]/LiebherrMiningwww.liebherr.us

18 VDMA 2016 • VDMA MINING SUPPLEMENT
VdMa Mining: MeeTing indusTry
needs during unCerTain TiMes
The Mining Association within the German Engineering Federation
(VDMA), now known as VDMA Mining, consists of a little less than 120
companies that provide equipment and services for underground min-
ing, open-cast mining/materials handling and mineral processing tech-
nology, along with consulting, and research and development services.
Many of these companies are privately held. In total, these companies
represent approximately 90% of the German turnover related to mining
and mineral processing equipment and services.
The Best of Germany 2016 offers insight into all of the areas
served and reports on new developments. It quickly becomes apparent
in each section how much VDMA Mining contributes to the advance-
ment of mining and mineral processing. In addition to equipment and
technology, VDMA Mining is also contributing to the modern dialogue
in areas of safety, engineering, training and environmental sustainabili-
ty. This supplement concludes with a listing of member companies and
a matrix describing the services each company provides.
VDMA Mining members pool their competencies to foster busi-
ness-to-business relationships in the mining sector. The association
also represents member interests toward politics in Germany, Europe
and other countries where they do business. As an example, the group
is already looking to restore mining and milling operations in Iran. They
exchange their experiences in several committees and set common
objectives. As part of the greater VDMA umbrella, they have access to
legal services, foreign trade experts, global economics and statistics,
industry standards, and insurance services.
ALong-term VisionCurrently, the mining business finds itself in uncertain times. Prices for
many metals are well below the record levels the industry experienced
only a few years ago. In the short-term, it appears that gold and iron ore
will experience a modest recovery, but prices for base metals remain
soft. Coal consumption, which consistently grew at 2% to 4% annually
for decades, posted a significant downturn last year. Factories are con-
suming less power and steel mills have slowed production, so the two
largest coal producers, China and the USA, have simply seen demand
erode and, in some cases, replaced with natural gas.
This swing in market fundamentals has left its mark on German
mining machinery manufacturers’ balance sheets as well. The industry
expects a 3% drop in sales to 3.62 billion Euros (nearly $4 billion) for
2015. Still, they have a positive outlook for the future.
Germany knows the situation first hand. The downward trend has con-
tinued for its domestic market for mining machinery. Political discussions
about the future of lignite-fueled power stations “is putting pressure on in-
vestment levels,” said Dr. Michael Schulte Strathaus, chairman of VDMA
Mining, at its annual press conference, which was held during November
at the Zollverein mine in Essen. He announced a decline in sales of some
8% to 210 million Euro ($229 million) for the industry in the current year. A
continuing decline in profits is expected for 2016.
The German manufacturers expect a 3% fall in international sales
to 3.41 billion Euros ($3.71) in 2015. The Mediterranean and Middle
East account for the largest export markets (17%). Saudi Arabia has
become the largest customer with an 8% share. Together with Iran,
governments there want to reduce their dependency on oil, according
to Schulte Strathaus. Mining is being developed as an additional main-
stay. Latin America is the second biggest sales region with an 11%
market share, followed by China with 8%, the USA with 7% and Russia
with approximately 5%.
Decline in ExportsThe industry expects a further low single-figure percentage decline in
exports for 2016. Miners are not investing in many new operations and
they are working to reduce costs at existing operations. In some cases,
they have elected to place the mines on care and maintenance until
metal prices improve. VDMA Mining members understand the cyclic
nature of the business. Already, some analysts see the current cop-
per surplus turning into a shortage by the end of 2017, said Schulte
Strathaus. Given the difficult situation, all in all mining machinery man-
ufacturers have “done really well.” Significant adjustments to staffing

2016 • VDMA MINING SUPPLEMENT VDMA 19
levels have been avoided, with the number of employees falling by only
about 600 to 13,700 over the past 12 months. Short-time work is only
a limited answer to multiple changes in market conditions, said Schulte
Strathaus.
New Areas of Business in SightMining machinery manufacturers hold a positive outlook on the future.
An increasing number of companies are registering a rise in custom-
er inquiries. Some sectors that served coal primarily have diversified
into other areas of business, such as hard-rock mining. They assume
that demand for other raw materials such as those used for the global
expansion in alternative energy and power will increase and those ma-
terials also have to be mined.
VDMA Mining members also see the need for the mining operations
and mills to reduce costs as a further cause for optimism, since this can
only be achieved by increasing efficiency. “And that is where our expe-
rience in machinery engineering and plant design come into play,” said
Schulte Strathaus. A global trend toward increasing safety also benefits
German manufacturers. He also believes that the next construction in-
dustry trade fair (bauma 2016), which be held April 11-16 in Munich,
may well “provide a certain boost.”
Competence Centres HelpSchulte Strathaus particularly welcomed the establishment of four com-
petence centres for mining and raw materials by the Federal Ministry
of Economics. Their goal was to promote the government’s renewable
resources policies on-site in Canada, Chile, South Africa and Australia.
Two further centres are planned in Brazil and Peru. Manufacturers are
cooperating closely with these institutions. “This also allows us to pro-
vide German engineering expertise to new regions,” Schulte Strathaus.
To maintain their leading position, particularly in the underground min-
ing sector, manufacturers have been involved with Industry 4.0, “for much
longer than the term even exists,” as Schulte Strathaus remarked. The in-
dustry presented the first machinery to mine coal or other material entirely
independently and autonomously in early 2010, and in global comparison is
“certainly at the forefront” of modernizing its own production facilities.
Technology Serving the MinesWhat follows in the Best of Germany 2016 are examples of what
VDMA Mining members are doing to improve mining and mineral pro-
cessing operations worldwide. Some of the concepts are forward think-
ing and thought provoking, such as convincing miners to move away
from trucks and toward in-pit crushing and conveying systems. Others
are practical solutions for known problems such as a new mine rescue
vehicle hauling rescue teams to the scene rather than making them
hike the distance.
What sets this group apart from others is their commitment to the
mining business. During soft times, many suppliers in other parts of the
world, especially those that are publicly held, had to table projects and
shed positions to meet quarterly numbers for their stockholders. These
companies, the members of VDMA Mining, are managing through the
cycle and already preparing for the recovery. When it’s time to invest
and expand, the mines will find that they have retained the expertise to
hit the ground running.
Maximum Output in Minimum Period of Time
Key components from Voith are engi-
neered for optimum performance and
ensure smooth processes for conveying
and material handling underground and
above ground. Our portfolio includes:
• Voith TurboBelt TT Linear
Booster Drive
• Voith TurboBelt Fluid Couplings
and Drive Solutions
• Voith TurboBelt Hese Pulleys and
other Conveyor Components
• Voith TurboHoist Hopper Discharger
• Voith TurboHoist Shaft Hoisting Systems
• Engineering
www.voith.com /material-handling
Tel. +49 208 620 161 0

20 VDMA 2016 • VDMA MINING SUPPLEMENT
Underground mining has continually evolved from a process that relied
on brute strength and luck to mechanization and better reliability based
on engineering. While underground mining techniques differ consider-
ably by the nature of the formation and strength of the rock, the mines
also have much in common, among others ventilation, getting salable
minerals to the surface effectively, ever increasing travel times and a
high concern for safety. German technology is prevalent throughout the
mining chain and especially underground.
Automated Driverless Rail HaulageSchalke manufactures highly sophisticated mining locomotives. The
company recently sold locomotives to LKAB for the rail haulage system
installed for the new level at the Kiruna iron ore mine in Sweden. The
company has also sold locomotives to Codelco’s El Teniente copper
mine in Chile and Freeport’s Grasberg block cave gold-copper mine in
Indonesia.
During the last two years, Schalke has formed an alliance with Nordic
Minesteel Technologies (NMT) from North Bay Ontario, which supplies
loading and unloading equipment and ore cars for the trains, and Bom-
bardier Transportation’s Rail Control Solution division in Sweden; they
supply the signal systems, automation, train control system for the loco-
motives and track-side equipment.
The collaboration began when the three companies were working on
the Kiruna project under separate contracts. The three companies can
now engineer robust rail haulage systems that feature a high degree
of automation, which translates into high reliability. All of the system’s
components are designed to withstand 25 to 30 years of round-the-clock
operation at maximum capacity.
“This rail haulage consortium has completed three major under-
ground projects,” said Matthias Pütz, sales manager, Schalke. “These
fully automated driverless haulage systems have proven to be extremely
reliable and the interfaces between the three systems work well. We
are now working with Hebei Iron & Steel in China. They are taking their
open-pit iron ore operations underground.”
One of the biggest disadvantages for rail haulage is the significant up-
front capital investment. Schalke has developed a solution to help close
the capital expense gap with the other haulage systems by introducing
the Schalke ModuTrac System. “The biggest advantage of our complete
rail haulage system is the extremely low operating expenses,” Pütz said.
“If you have a long-life mine with high transport distances, rail haulage
offers a distinct advantage, as the cheapest and most reliable, and more
mining companies are converting back to rail haulage.”
Locomotives have evolved along with technology, especially with
drives moving from DC switching to AC inverter technology. Likewise,
a similar leap in technology has taken place with automation, which has
big impact on operating expenses and safety.
“When Freeport starts its operation in the block cave in the end of
2016, the locomotive will employ a modular traction system, which
means it can easily switch from catenary power to battery or diesel
power, reducing upfront capital investment during initial operation,” Pütz
said. “The powerpacks can be replaced in about an hour. This is the new
potential for rail haulage. The only thing that is manually controlled is the
loading of the trains as it requires some experience.”
The production locomotive running at Kiruna weighs 108 metric tons
(mt). This hybrid locomotive is designed with an end cab and is currently one
of the heaviest four-axle locomotive Schalke manufactures. Each wheel-
set is driven by a 225-kW AC electric traction motor. “Four state-of-the-art,
amongst others, liquid-cooled IGBT-controlled traction converters make it
possible to control each wheelset individually,” Pütz said. “The power can
be supplied by various hybrid options, including a vertical pantograph for
overhead catenary during main haulage drift operation and also a horizon-
tal pantograph for side catenary operation, allowing for continuous in-line
loading The locomotive is additionally equipped with batteries, enabling it to
operate without an external power supply.”
The Kiruna locomotive came equipped with an electro-dynamic service
brake, which is powered by the traction converter and strong enough to bring
the entire train to a standstill if required. “The system can bring 1,500 mt of
un-braked train capacity from 25 km/h to a complete halt,” Pütz said. “The
electrodynamic traction technology enables the locomotive to halt briefly or
stop and start on ascending slopes without a problem.” For emergencies
and prolonged parking, the locomotive is equipped with a fail-safe spring-ap-
plied disc brake with pneumatic release.
“A highly efficient slip-and-slide protection system is used, ensuring
the optimal use of available tractive forces, depending, of course, on
the wheel-rail friction coefficient,” Pütz said. The AC traction technology
lowers maintenance costs and reduces downtime when compared to DC
systems. The locomotive can be divided into four separate modules to
facilitate transportation and assembly underground.
underground Mining: Progress
More Toward auToMaTion
Sophisticated systems improve safety and reliability
A Schalke-LKAB 108t Hybrid Loco: A Schalke locomotive hauls ore at LKAB’s Kiruna iron ore mine in Sweden.

2016 • VDMA MINING SUPPLEMENT VDMA 21
Perfect Flow Control Focusing on smooth pump operations, KAMAT has recently redesigned
its range of 80 kW to 400 kW three-plunger pumps. An emphasis was
placed on minimizing noise and vibration, while retaining the advantages
of the earlier design. That way miners can also continue to use the KA-
MAT wear parts they have in stock at the warehouse.
In addition to the modernization of the existing product range, the
company significantly extended the range of pumps to bigger power in-
puts with the development of five-plunger pumps. Here again maintain-
ing the target of smooth operation but at bigger flows. Two Quintuplex
pumps rated at 530 kW (max.) and 800 kW (max.) named K50000M-5G
and K80000M-5G are already available. A new K120000M-5G for an im-
pressive 1,200-kW input power per pump is currently being engineered
and developed.
Modern high-production longwalls with fast cutting shearers demand
increasingly greater flows of longwall fluid. Previously, this has been
achieved by adding more and more small or mid-sized pumps, which
has led to increasingly complex pump stations. The disadvantage for
complex pumps stations is operational reliability.
A more reliable solution for high production longwalls with big flow de-
mands is to use fewer, large KAMAT pumps. Using bigger pumps means
a less complex pumping system. Logically this reflects in less probability
of failure, less service, less maintenance, etc. Using big KAMAT pumps
leads to much simpler installations, which reduce the associated hydrau-
lic and electrical components. In most cases it also eliminates the need
for suction boost pumps. The pump station is simpler and as such much
more reliable.
For longwall operations, the K50000M-5G delivers 640 l/min at 420
bar or 763 l/min at 360 bar. The K80000M-5G delivers 1,185 /min at
420 bar or 1,360 l/min at 375 bar. This means that the longwall can be
powered by only one or two pumps.
Big pumps producing big flows increase the demand for flow control.
Thus, KAMAT also launched a new range of fail-safe smooth-acting un-
loading valves for flows up to 1,500 l/min per pump at 500 bar (max).
Since the experience with the lifetime of the solid ceramic plungers
used for KAMAT pumps have been so positive, the recently introduced
wear-resistant ceramic inner parts of the KAMAT unloader increase the
liftetime of the wearing parts in the valve significantly.
An unloading valve has to act quickly to control and limit the pres-
sure in the delivery line to the face reliably. This requirement leads to
pressure shocks in the hydraulic system—increasingly with bigger flows.
Just as it pioneered the big flow pumps in coal mines, KAMAT has been
pioneering the introduction of variable speed drives (VSDs) for longwall
pump stations. Numerous KAMAT installations in the world prove the
fact that driving a longwall pump with a VSD-drive significantly reduc-
es service necessity and increases availability impressively. The VSD
eliminates pressure shocks by adjusting the pumps drive speed to the
flow demand of the longwall without the need for the unloader valve to
switch. In periods of high demand, the pump operates at full speed and
flow. If the demand is dropping, the speed of the pump is slowed down
and adjusted to the need of the face.
The range of controllability of the speed of a KAMAT pump is unique:
typically the pump is able to be slowed down to 20% of the nominal
speed and flow, in some cases even down to 10%. Running a K50000-
5G to supply a face at the typical 350-380 bar with a VSD-driven motor
thus allows a flow spread of 640 l/min at full speed down to 130 l/min
without the need to switch the unloader valve—and without the need for
a booster pump.
For years, the now-closed Kellingley Colliery in the U.K. operated its
longwall on a single K50055M-5G delivering 640 l/min on a VSD-drive,
without a booster pump. This is the simplest and easiest way to run a
longwall, according to KAMAT. The big pumps have a surprisingly small
footprint and are still relatively easy to handle underground. Systems
built with the K80000M-5G with even higher flow, will not be wider than
1,600 mm.
One VSD driven pump is enough to ensure any flow demand of the
face. The use of only one VSD-drive in the system also reduces capital
investment in the system. Should the longwall maximum flow require
the installation of more pumps, these can be driven directly on line thus
delivering nominal flow at full speed. While the longwall flow adjustments
are managed by the VSD-driven pump, precisely to the demand of the
face.
Modern KAMAT-systems are equipped with one to three big pumps
without booster pumps, controlled by a single VFD-drive. Unproductive
stand-by capacities decrease or are eliminated. The system has high
availability, minimal maintenance requirements, servicing well the needs
of the highest producing modern longwalls. Together with KamDos, the
automatic emulsion-quality measuring and dosing system, KAMAT of-
fers their longwall pump station to meet all increasing demands of mod-
ern high-output longwalls internationally.
The 530-kW KAMAT K50000M-5G Quintuplex pump delivers 640 l/min
at 420 bars for longwall operations.
Next Generation Hoisting TechnologyUnderground coal and hard rock mines differ in many ways. Whereas hoist-
ing from 3,000 m or more is required in some metallic ore mines, the demand
for high capacities is largely driven by the coal industry. In the long history of
mining, SIEMAG TECBERG has often introduced cutting-edge technology
by advancing design and development of hoisting.
Now, in addition to the increasing demands, the industry is embracing
new social responsibility policies with much more emphasis on work-
place safety and working conditions. Technology can be used to isolate
the miner from danger. For hoist applications, traditional guards and
isolation techniques are no longer adequate and innovations such as
mechanical rope handling equipment and higher levels of safety integrity
in the equipment design are required.
“Energy utilization is optimized nowadays using AC drives and highly
efficient converters,” said Detlef Scheppe, executive vice president for
the hoisting technology business unit at SIEMAG TECBERG. “Friction
winders can be further optimized by using the innovation of an integrated
motor built into the winder drum. Its high mechanical rigidity supports an
optimized motor design apart from being a very compact solution with
several benefits to foundation and hoisting tower construction.”

22 VDMA 2016 • VDMA MINING SUPPLEMENT
For Huize, a 1,500-m-deep lead and zinc mine in the Yunnan prov-
ince, Tianjin SIEMAG TECBERG Machinery Co. Ltd. will provide one of
the deepest ore mines in China with a 5-m, six-rope floor-mounted hoist.
“In the Chinese mining industry, revamping and upgrades are getting
more into the focus of customers as they intend to enlarge their pro-
duction capacities and increase the overall safety standards,” Scheppe
said. These local projects can be served with the establishment of SIE-
MAG TECBERG in Wuqing.
When extending the life of underground mines and adopting more
stringent safety protocols, higher ventilation and cooling capacities will
be required. With the patented Pressure Exchange System (PES) for
underground air conditioning with centralized water cooling systems,
SIEMAG TECBERG said it provides the technology for the most effi-
cient systems.
“SIEMAG TECBERG has taken appropriate actions of realization
and verification of the performance and safety for hoisting plants. This
includes the review of automation and hydraulic designs by qualified
independent expert organizations to meet SIL 2 or SIL 3, depending
on the risk analysis for the function in question. A typical system would
include safety circuits, sensors, dual-channel hoist monitor (s-EHMU),
motor isolation, closed-loop brake control, hydraulics and calipers, all
certified individually and in combination.
SIEMAG TECBERG delivers solutions by meeting customer’s expec-
tations of the OEM to take hoisting system responsibility. This is based
on products that have proven to meet the high standards set by unique
experience gained in the group worldwide and successfully extending
the expertise of an automation and drive system integrator providing
total solutions. The Kure copper mine in Turkey is the latest reference
where SIEMAG TECBERG has provided such a solution including the
electrical, automation, safety and shaft signaling systems.
January 2015 marked a major milestone for a hoist system upgrade
at a mine in Canada’s Saskatchewan Province. Installation and commis-
sioning was completed for its new SIEMAG TECBERG ground-mount-
ed 12-MW Koepe hoist. This new mega-hoist, one of the world’s largest,
is a modern system capable of handling almost 1,800 mt/h.
Several years in advance, the mine targeted a massive production
rate increase, which required replacement of their aging tower-mount-
ed hoisting system. The new solution required the use of 50-mt skips
operating at more than 20 m/s and a total suspended hoist system load
of nearly 300 mt.
To tackle this aggressive goal, SIEMAG TECBERG custom-de-
signed a 5.5-m diameter, six-rope Koepe hoist directly connected to
dual 6,000 kW AC motors. The new hoist features many industry-lead-
ing SIEMAG TECBERG hoist technology innovations:
• BG 850 slide bearings with hydrostatic and hydrodynamic pressure
system;
• BE200 brake elements specifically designed and manufactured for
mine hoist duty; and
• Four-channel closed-loop brake system with constant deceleration
rate under all operating conditions.
The multiyear project required diligent and flexible project man-
agement in all phases of the project. SIEMAG TECBERG’s initial role
included hoist design, manufacturing, quality assurance, engineering
review, factory acceptance testing, shipment and controlled-environ-
ment long-term storage. Extensive site work followed for SIEMAG
TECBERG hoist specialists and their subcontractors to install and com-
mission the hoist. The work was completed safely and complied with
rigorous QA and QC requirements. Final commissioning culminated in
dynamic brake testing of descending 50-mt skips above 20 m/s. This
world-class hoisting system continues to meet expectations.
Hybrid Personnel CarrierFor more than 20 years, the MinCa (Mining Car) personnel carrier, manu-
factured by Hermann Paus Maschinenfabrik, has been a popular choice
for transporting miners to the working face. It is a front-steered, all-wheel-
drive transport vehicle designed specifically for use in underground mines.
In addition to its large Paus Minca 18A, the company has also developed a
smaller, battery-powered unit (the Paus Minca 5.1) and it has also worked
with Draeger to develop the new MRV 9000 mine rescue vehicle (See Mine
Rescue, p. 54).
The Paus Minca 18A is a versatile vehicle which can be adapted to
the most diverse requirements. A maneuverable and robust vehicle with
a payload of 4 metric tons (mt), it is specially built to handle extreme mine
conditions and can navigate headings as small as 3.7- x 3.7-m. Powered
by a water-cooled engine with a hydrostatic drive, the vehicle’s suspension
provides good ground clearance and the best comfort for the driver and pas-
sengers. Even with difficult road conditions or extreme inclines, the Minca
reaches a maximum speed of 30 km/h.
The newest generation of the MinCa is based on the same proven con-
cepts. With its compact dimensions (3,998- x 1,725-mm) and a payload of
1.2 mt, the MinCa 5.1 is ideal for narrow conditions. The fully suspended
chassis guarantees a comfortable ride on any road conditions. What sets
the smaller unit apart from the others is the three drive concepts that are
available in one platform: battery, diesel and hybrid.
The Minca 5.1 can be assembled with an 85-kW diesel engine and the
traditional hydrostatic drive. The hybrid generates 50 kW with an electric
drive and a range of approximately 12 hours. The third version is a fully
electric engine generating 50 kW and a range of about three to four hours,
which will be extended in the near future.
Paus launched the MinCa 5.1 at bauma 2016 in Munich. “The new
Minca 5.1 personnel carrier is based on the same successful experi-
ence we have had with the Minca 18,” aid Franz-Josef Paus, managing
director, Hermann Paus Maschinenfabrik. “We now have three versions
based on the same platform, the inexpensive diesel-powered model, a
battery-powered unit and a hybrid version, which is battery-powered with
a small range-extending diesel backup. It is just enough to get the ma-
chine back from the remote parts of the mine at a reduced speed.”
The Minca 5.1 is a simple, yet rugged system with a relatively
inexpensive price tag. “Mines buy vehicles from other manufactur-
ers, such as Toyota, Isuzu, etc., and they start out cheaper, but
once they add the ROPS and mine-duty upgrades, the price has
doubled,” Paus said. “Some mines buy 15 or 20 Toyotas per year
and they last two years or so; it’s part of their budget. Then there
are some mines that buy vehicles, such as the Minca, that last for
10 years.
Paus is also working on battery-powered LHD, which will be
launched later this year. “Customers have been asking for more bat-
tery-powered equipment and they have the infrastructure to support
it. They do not want the diesel emissions and the noise underground
and we understand,” Paus said.
The same system powering the Minca 5.1, which is 50 kW,
would work well for small LHD, Paus explained. The drivelines
are essentially the same. Paus is undecided at this point about
the range-extending diesel for the LHD. “There is room for it, but we
could also fill that space with more batteries,” Paus said. LHDs would
have a more limited range based on where they are working and how
they are used.
At the recent hoist installation for the Hongqinghe coal mine in China
(above), SIEMAG TECBERG provided safety improvements that includ-
ed automation and signaling systems.

2016 • VDMA MINING SUPPLEMENT VDMA 23
As mining operations develop, the underground workings extend farther
from the shaft or portal and become more complex as they continue to
expand. Travel distances and times increase, which also complicates
rescue efforts. “Safety is one of our core values. It drives everything within
our business. As a result, alternative methods of performing a mine res-
cue needed to be considered,” said Markus Uchtenhagen, mine rescue
project manager for Goldcorp, one of the world’s leading gold producers.
“Current breathing apparatus’ durations and physical human limitations
do not allow for these increased work time required to respond to some of
the farthest reaches of our operations.” To extend the useable work time
of the current breathing apparatus, a mine rescue vehicle, the MRV 9000,
was developed in cooperation with Dr . This vehicle allows rescuers
to travel in a contaminated environment, while still maintaining full use of
their breathing apparatus capacity for on-site missions.
“Our mission at Dräger was to develop and design a mine rescue
vehicle specifically for mine rescue teams to use in the 21st century,”
said Dräger’s Global Business Development Manager Kent Armstrong.
“Dräger listened carefully to the needs of Goldcorp and the design for
their requirements and we were able to mutually come to an agreement
on a vehicle that could be used for mine rescue. We were able to partner
with the vehicle manufacturer Paus to design and build a mine rescue
vehicle for mine rescue teams to be used today and in the future.”
The Dräger MRV 9000 is built on the platform of Paus Minca 18A,
a versatile vehicle that can be adapted to the most diverse customer
requirements. The maneuverable and robust vehicle with a payload of
2 metric ton (mt) is specially built for the extreme requirements in diffi-
cult and narrow mine conditions and with a turnaround circle of 3.7 m.
A water-cooled engine with hydrostatic and hydrodynamic drive, per-
manent all-wheel drive and special suspension of the axles with good
ground clearance provide the highest possible driving comfort for the
mine rescue team. Even in difficult road conditions or extreme inclines,
the chassis reaches a maximum speed of 30 km/h. Using Paus’ expertise
in building mine-duty vehicles, the Dräger MRV 9000 is designed as an
economic, safe and reliable transport vehicle for the mining sector.
The MRV allows mine rescuers to travel to and from the incident and it
provides safe and clean breathing air and in a climate-controlled environ-
ment. The breathing air supply system is supplied via stored compressed
air cylinders. To provide a safe breathing atmosphere, both the driver’s
cabin and cassette are supplied with positive-pressure, air-purging sys-
tems. These systems are independent of the ambient air and can be
flushed up to three times. Therefore, the closed-circuit self-contained
breathing apparatus does not need to be donned during transition,
extending the mission time of mine rescue teams.
During the rescue mission with activated closed-circuit self-contained
breathing apparatus, the air flow in the MRV 9000 can be reduced manu-
ally to suit the air supply for the remaining personnel on board via the air
panels and saves resources for the return trip.
The driver’s cabin offers enough space for two persons, and the rear of
the vehicle for an additional seven people. The ergonomically designed
seats provide room for rescuers to wear breathing apparatus while being
fully restrained. Additionally, the rear of the vehicle contains an area to
allow for a basket stretcher to lay flat.
The air conditioning system enhances the safety level for the pas-
sengers. It filters humidity and protects mine rescue teams from over-
heating. Communication between the driver’s cabin and the cassette
is available via an integrated communication system. The external-
ly mounted front and rear thermal imaging cameras, as well as gas
monitoring equipment, feed information to the driver’s cabin and rear
cassette via the screens located inside the vehicle so that the occu-
pants can monitor all aspects of the external environment.
Surface Drills Used to Rescue Chinese
For 36 days, hundreds of rescue workers fought for the lives of numerous
buried miners in a gypsum mine in the Shandong province of eastern
China. On January 29, four of them were eventually
new equiPMenT reCoVers injured
Miners and Frees The TraPPed
Success begins with getting rescue teams to the action quickly and safely
Dräger’s mine rescue vehicle can transport teams to the action underground and safely remove the injured miners.

24 VDMA 2016 • VDMA MINING SUPPLEMENT
saved through a vertical emergency shaft, thanks to drilling rigs from
Bauer Maschinen Group.
The disaster in the gypsum mine, which buried 28 miners, occurred on
December 25, 2015. Eleven of them were rescued immediately, though
one died during the accident. Thirteen miners are still missing. Four min-
ers were able to escape to an enclosed space and signaled from there
that they were alive. During the very first days after the collapse of the
mine, a small supply hole was drilled so that food and clothing could be
supplied.
The necessary rescue equipment was also sent straight to the mine.
The most important system was a deep rotary drilling rig, the Prakla
RB-T 90, which was designed and built in Germany a few years ago
specifically for Chinese mine collapses; six machines were delivered.
The concept was developed in the Bauer Equipment segment. No
low-loader is required; instead, the unit is constructed on a trailer with four
axles and only needs a tractor rig. This means that the machine can be
put into operation quickly.
The China Rescue Organization holds the units at various locations in
China in standby mode. When they were required at the end of Decem-
ber, the drilling rig was dispatched for immediate use after an entire year
on standby.
Two additional Bauer units were also in operation to drill the emergen-
cy shaft, a BG 26 and a BG 38. With these, pre-drilled holes were bored,
before the RB-T 90 rig drilled down more than 200 m. The difficult nature
of the geology posed a large technical challenge for the rescue mission,
as the ground was very unstable due to the various layers of material,
consistencies, water inflow and sinkholes. At first, the hole could not be
stabilized and in the end, casings had to be used to support the hole.
A large team from Bauer was in operation, which also included many
specialists from Schrobenhausen, who were already involved in the
development of the RB-T 90 deep drilling rig. Bauer continuously mon-
itored the operations during the whole action. “We are proud that, thanks
to our modern machines, we are in a position to offer crucial assistance in
such difficult situations and also that the Prakla RB-T 90 passed its acid
test,” said Dieter Stetter, managing director for Bauer Maschinen GmbH.
On January 29, four miners were eventually saved through a vertical
emergency shaft drilled by the PRAKLA RB-T 90 deep drilling rig.
The PRAKLA RB-T 90 deep drilling rig (foreground) and two additional drills, a BG 26 and a BG 38 (background), werer used to drill rescue holes
at a gypsum mine in China.

2016 • VDMA MINING SUPPLEMENT VDMA 25
surFaCe Mining: MoVing More roCk
saFely and CosT eFFeCTiVely
Selecting the proper primary loading tool and haulage method could be the key to success
The people who visit bauma, Expomin and MINExpo this year will surely
marvel over the massive mining equipment on display. Few will realize,
however, that these pieces of equipment are expected to perform at
the same optimum level as their smaller counterparts. With the large
loading tools and the haul trucks, reliability is extra important. Having a
shovel or a couple of haul trucks down for even a shift can be a costly
proposition.
These large pieces of equipment also rely on a host of support equip-
ment. With conventional mining processes, dozers clear the bench for
the shovels, while front-end loaders keep the loading area clean, reduc-
ing tire damage on the trucks. Sometimes those same loaders can be
the primary loading tool. Likewise, drills punch holes into the bench so
that crews can load and detonate blasts to fragment the rock formation.
Others are looking beyond conventional load-and-haul strategies to
more continuous material handling methods, such as in-pit crushing and
conveying (IPCC). These systems could also be used in connection with
continuous mining systems, such as surface miners and bucketwheel
excavators.
Liebherr Launches New Excavator and DozerWith an extensive range of equipment for loading, hauling and support,
Liebherr is the leading German equipment manufacturer for large scale
surface mining equipment. The mining business has partnered with the
company for half a century, allowing it to build a solid reputation for the
development and production of world-class excavators, haul trucks and
other ancilllary equipment.
A classic example is the recently announced R 9200, which combines
tradition with innovative thinking, to overcome any challenge, accroding
to Liebherr. The R 9200 was built to complement the company’s broad
range of mining class excavators. Equipped with a 12.5-m3 bucket, the
company said it offers sustainable performance while delivering peak
fuel burn efficiency, even in the most challenging conditions. The exca-
vator is a pass match for 140-metric-ton (mt) payload haul trucks.
The R 9200 is available in backhoe and face shovel configuration and
is fitted with the company’s advanced bucket and GET solution. The buck-
et has been engineered to deliver superior digging performance and high
fill factors, according to Liebherr. This new excavator is powered by the
Cummins QSK38 diesel engine that complies with USA/EPA Tier 2 or 4i
exhaust emission limits and has a rated output of 810 kW (1,086 hp). The
cutting-edge cab of the R 9200 provides the operator with a panoramic
view of their operation, which leads to efficient truck loading and safe
machine positioning. The R 9200 integrates an advanced electronic pi-
loting control system, which is both intuitive and versatile.
The Liebherr R 9200 excavator is equipped with the Litronic Plus
system, an intelligent power management system that enhances elec-
trical, mechanical and hydraulic power distribution. Combined with a
closed-loop hydraulic swing circuit, this class-leading system means the
Liebherr Aerial: The Liebherr R 9200 loads a 140-mt haul truck with its 12.5-m3 bucket.

26 VDMA 2016 • VDMA MINING SUPPLEMENT
Liebherr Dozer: Liebherr’s PR 776 crawler tractor pushes more than 18 m3 of rock.
R 9200 cycles faster and consumes less fuel without sacrifice. Efficiency
is further enhanced through the use of on-demand cooling control for
both water and oil. The independent cooling circuits eliminate parasitic
loss while diverting power to the attachment. By eliminating heat, the R
9200’s components operate at their most efficient temperature; efficien-
cy leads to lower cost and a longer life.
The R 9200 is designed with service simplicity in mind. Extended
service intervals and purposeful system layouts make the R 9200 easy
to service; minimizing downtime and lowering operating costs. Acces-
sibility of the upper structure is of key note, a powered 45° stairway
directs the maintainer to the centralized major service points, which can
be quickly and easily reached from this single-level service platform.
The engine, too, is surrounded by wide platforms leading to effortless
and safe access to the maintainer.
Liebherr, in consultation with its mining partners, consistently sets the
standard for advanced equipment design and technology. Specifically
designed for extreme mining conditions, the R 9200’s outstanding reli-
ability and easy serviceability provides maximum uptime. The R 9200 is
built on a 50-year foundation that combines experience with innovative
thinking, world-class engineering and manufacturing excellence.
Liebherr also recently unveiled the new PR776 crawler tractor, which is
powered by a Liebherr 12-cylinder diesel engine developing 565 kW (768
hp). The dozer has a maximum operating weight of 74 mt and is equipped
with blade capacities of 18 m3 (semi-U blade) or 22 m3 (U blade).
The modern drive concept of the new PR 776 offers an extremely
efficient and safe operation to customers. A new feature in this machine
class is the infinitely variable hydrostatic travel drive, which is used
for all crawler tractors from Liebherr. Another advantage of the mod-
ern drive concept is the optimization of pressure flow. Hydraulic servo
pressure is based on demand according to the task. If, for example,
the full feed of pressure supply is not required when operating, this is
automatically returned.
The ECO function is standard for all Liebherr Generation 6 crawler
tractors, including the new PR 776. It allows operators to choose be-
tween high performance and maximum efficiency. The ECO control
system enables greater travel drive efficiency in light to medium op-
erations, and also provides greater fuel savings.
The proactive power control is another innovation of the sixth
generation crawler tractors. Internal engine and external machine
parameters are recorded, such as the current deflection of the joy-
stick. If required, the engine power is automatically increased for a
brief period based on the current requirement. As well as respond-
ing more rapidly, the machines offer a significant increase in per-
formance potential and pulling power and a higher reverse speed.
Liebherr custom engineers integral equipment solutions. The in-
telligent Liebherr engine management system combined with the Li-
ebherr Power Efficiency System and the hydrostatic driveline allows
Liebherr to master and optimize all equipment systems and process-
es to maintain constant engine speed, increase overall machine ef-
ficiency and reduce fuel consumption of the PR776. Differentiating
Liebherr’s travel drive concept from other drive concepts available
on the market, with which the engine speed fluctuates sharply during
operation.
All of these measures lead to significantly lower fuel consumption
than the industry standard with similar pushing performance.
Another key advantage of hydrostatically powered crawlers when
working in restricted spaces is the excellent maneuverability with
continuous power to both tracks.
With an optional GPS navigation system, the work progress and the
surrounding area can be visualized, increasing machine productivity
and minimizing operator stress and strain.
Pendulum-mounted guide wheels and track rollers ensure excellent
chain traction and significantly reduce equipment vibration.

2016 • VDMA MINING SUPPLEMENT VDMA 27
New Engine Improves Blasthole Drill PerformanceAt the Wharf gold mine in South Dakota, excavators are in constant
motion. Large haul trucks rumble up and down the spiraling hauls of
the open-pit mine, transporting tons of rock to be processed to recover
tiny gold particles. Overall mine production capacity is 3 million tons per
year. All that hard work pays off in the end, however. For 2015, gold
production at Wharf mine is estimated to be 90,000 oz.
With so much important work to be done, every piece of mining
equipment must be ready to perform. That includes the heavy-duty
machinery that starts off the mining process at each new level of the
pit—the blasthole drill rig. The Wharf mine relies on an Atlas Copco
DM45, equipped with the first MTU Series 1600 mining engine put in
service in North America.
Equipped with crawler pads, the rig moves into position atop the
mine’s bench. A 40-ft mast houses a carousel-type drill pipe changer
that is designed to drill a hole to depths of up to 175 ft. With a bit load
force of up to 45,000 lb, the DM45 produces a hole approximately 9-in.
wide. A sample of the earth is taken from each hole to determine if any
precious metals are present.
Then, using sophisticated GPS positioning, the DM45 moves on to
the next hole, creating a grid-like blast pattern.
After the pattern drilled, the holes are filled with a blasting agent and
detonated. The blast reduces the bench to rubble. The excavators and
haul trucks scoop up the rock and ore and transport it for processing.
For the Atlas Copco DM45 blasthole drill rig, the hard work at Wharf
mine never stops. The machine is in operation six days a week. Mine
operators estimate that the machine will perform 6,000 hours of work
this year.
To meet the extreme demands of surface mining, along with U.S. En-
vironmental Protection Agency (EPA) Tier 4 emissions standards that
went into effect in North America in January 2015, Atlas Copco turned
to MTU. “We teamed up with Atlas Copco and carefully reviewed the
DM45’s performance requirements. It had to meet the most demand-
ing loads—drilling large diameter, deep holes through hard rock at an ex-
tremely high rate,” said Roger Rymarz, application engineer, MTU America.
“Performance requirements are only part of determining the ‘best fit’ MTU
engine for a demanding application. Other factors also need to be consid-
ered—engine displacement, available options, time before overhaul, fuel
burn, overall engine size and weight, to name a few.”
The team decided the new 10V Series 1600 engine was the perfect
fit for the DM45 blasthole drill. “We worked closely with Atlas Copco to
assure a seamless installation, from the initial 3D design to final testing,”
Rymarz said.
The Series 1600 for power generation applications was introduced
in 2009 and subsequently followed by versions for railcars, locomo-
tives, agricultural and forestry vehicles, construction machinery, and
now, mining machines. This marks the first time the mining engine has
been used in North America. The implementation and testing of the new
10-cylinder Series 1600 mining engine took nearly a year to complete.
The engine was installed in June 2014. After more testing, it was deliv-
ered to the Wharf mine site in July 2014.
“There are many advantages of the Series 1600 for mining—low life-
cycle costs, fuel-efficiency, reliability and durability,” said Mark Bennett,
senior manager of global mining accounts, MTU America. “In a drill op-
eration, cost is measured in dollars per foot drilled at specific diameters.
It’s extremely important to mine operations like Wharf that the engine
stays productive.”
Uptime is crucial at the Wharf mine. Since these machines start the
process on each new level of the mine, a problem brings the whole
operation to a halt. For a mine like Wharf that produces one of the most
precious metals on earth, downtime leads directly to lost revenue.
“Atlas Copco was drawn to MTU’s excellent track record of providing
reliable engines,” said Bennett. “The Series 1600 was a perfect fit since
it meets Tier 4 emissions requirements without exhaust gas after-treat
The blasthole drill (above) at the Wharf mine is equipped with the first MTU Series 1600 engine put into service in North America.

28 VDMA 2016 • VDMA MINING SUPPLEMENT
Liebherr Aerial: The Liebherr R 9200 loads a 140-mt haul truck with its 12.5-m3 bucket.
ment.” Starting in January 2015, off-highway engines in North America were
subject to EPA Tier 4 emissions standards.
The Series 1600 is Atlas Copco’s first Tier 4 final engine. The Series 1600 en-
gines meet Tier 4 regulations without exhaust gas after-treatment. The innovative
engine is designed for state-of-the-art diesel combustion. Its technology package
includes exhaust gas recirculation (EGR), a high-pressure common rail fuel injec-
tion system and two-stage turbocharging, all of which enable combustion with very
low oxides of nitrogen (NOx) and particulate matter.
As the industry’s only Tier 4-capable engine without after-treatment in its class,
the Series 1600 has no particulate filter, no diesel exhaust fluid, no SCR catalytic
muffler. This makes the maintenance needs lower compared to engines with af-
ter-treatment systems. Installation is easier, as well. MTU has ensured that the
engine’s EGR components are integrated in a very compact way so the size of the
engine and the exhaust piping are not significantly affected.
The compact size of the Series 1600 made it easier for Atlas Copco to integrate
the engine into its blasthole drill rigs. “For Atlas Copco, no after-treatment greatly
reduces engineering costs. For the customer, it means lower operating costs and
less downtime compared to engines that use after-treatment,” said Bennett.
Fuel consumption is also optimized as a result of the Series 1600 technologies,
such as common rail fuel injection and two-stage regulated turbocharging. While
the engine is still in its testing phase, fuel economy statistics are not available yet.
The operators of the Series 1600-powered DM45 at Wharf mine are positive
about the new engine, too. Considering the long hours the machine is in operation,
engine noise can be an issue. Hydraulic pumps and air compressors run tirelessly.
Fortunately, the advanced technology of the Series 1600, along with Atlas Copco’s
noticeably quieter.
The Series 1600 represents the latest in MTU technology. Engineered for the
future, the engine is ready to meet the demands of tighter emissions regulations
without complicated modifications. Any operation that powers their machinery us-
ing these engines stands to benefit from MTU’s forward-thinking engine concept.
Atlas Copco has struck gold with the Tier 4-capable Series 1600. So far, the
Wharf mine’s blasthole drill has reached 3,000 hours of operation and it’s still going
strong. After a year of testing, updates and calibrations, the engine is ready for
widespread production. In June 2015, the Wharf mine received a second DM45
equipped with the Series 1600. Soon, other mining sites in North America will put
the Series 1600 engines to work.
Maximizing Coal Recovery
by Minimizing Fines Most coal mines measure the particle size distribution (PSD) of their plant feed
to obtain information about the suitability of the feed for their process, especially
regarding the fines content. But few mines know where these fines come from ex-
actly, and few still actually measure the fines content at the face to compare it to the
plant feed data and to optimize the processes in between—although optimizing the
fines content of the run-of-mine (RoM) coal offers numerous savings and benefits.
The breakage of coal occurs throughout the process chain, from extraction at
the face to the point where it is used. Some of this breakage is intentional, e.g.,
extraction and crushing, and some is unwanted, occurring when the coal is trans-
ported, stockpiled, sized or washed. Generally, breakage behavior greatly depends
on the geology, but mining technology offers a chance to affect the amount of
fines generated along the process chain. It is of the utmost importance to use this
chance and reduce the level of fines to the greatest possible extent.
has conducted several large-scale field tests on material degradation
recently. It was found that surface miners offer significant advantages when it
comes to reducing fines.
Surface miners are crawler-mounted mining machines with a rotating cutting
drum for rock penetration mounted at the center of gravity. This ensures that the
full machine weight of the miner can be transformed into rock penetration force.
The cutting drum transfers the material onto a conveyor belt from which it is directly
loaded onto a dump truck.
The Wirtgen surface miner mines layer by individual layer down to the designat-
ed depth. The cutting depth can vary according to the seam thickness. Even seams
as thin as 10 cm can be mined and precisely separated from the interburden layers
above and below it.
SOME THINK LONG-DISTANCE TRANSPORT IS INFRASTRUCTURE- INTENSIVE. WE THINK DIFFERENT.
Transporting materials from remote locations has traditionally
required signifi cant infrastructure investments in road or rail
links, vehicles, personnel and fuel. BEUMER off ers an
economical, effi cient and environmental alternative –
long-distance overland conveying. This gives you a dedicated,
around-the-clock transport link at the fraction of the cost
of infrastructure development. The reduced noise and air
pollution minimises environmental impact and improves
personnel safety. Add to that a high degree of design fl exi bility
and customisation and you can see why overland conveying
makes a big diff erence to operational effi ciency and
environmental protection.
For more information, visit www.beumergroup.com

2016 • VDMA MINING SUPPLEMENT VDMA 29
Wirtgen’s 4200 SM surface miner (above), cuts and crushes the rock
with a special cutting drum and loads it into haul trucks in a single
pass via conveyor system. Wirtgen is the only manufacturer that can
offer a performance range up to 3,000 mt/h with direct loading by
conveyor belt.
In recent years, Wirtgen has conducted several large-scale field
tests on particle size distribution and material degradation. Coal and
sedimentary ore from eight different pits were analyzed to obtain their
particle size distribution. Almost 8,000 metric tons (mt) of material were
screened to compare the material produced by Wirtgen surface miners
and conventional mining methods.
In one coal mine, Wirtgen surface miners are operating alongside
dozers that employ the conventional rip-and-stack method. In view of
the current coal prices, the mine was optimizing every step of the op-
eration. This included optimizing the process for target size material,
enabling most of the material to be processed in the cheaper coarse
circuit of the processing plant. They also were keen on reducing crush-
ing costs.
The test proved the suitability of the surface miner for this kind of
operation once more: The machine delivered coal with a lower fines
level and more target size material than the conventional dozer rip-and-
stack method.
In fact, out of the 1,500 mt/h of coal delivered from the dozer to the
processing plant, 225 mt/h are fines (less than 2 mm). The surface miner
generated 185 mt/h of fines for an equal amount of coal. This means that
22% less coal has to be washed in the fines circuit and can be washed in
the cheaper coarse circuit. Looking at the material measuring less than
1 mm, the plant processes 33% less fine material when working with
coal produced by the surface miner.
The surface miner delivers more than 70% target size coal (2–40
mm), while the dozer ranges at less than 58%. Additional savings are
generated in the crushing stage: only 17% of the material coming from
the surface miner has to be crushed, as opposed to more than 26%
when processing ripped coal. This will also result in more fines that have
to be processed.
Another trial location was a sedimentary ore deposit that is mined us-
ing surface miners and the conventional drill-and-blast method. There,
the surface miner was able to continually feed material where the less
than 1-mm size fraction was as low as 15% to the processing plant. The
normal plant feed (includes material of drill-and-blast and surface miner
operation) contained 25% and more fines (less than 1 mm).
Re-handling contributes significantly to material degradation. Simu-
lating the re-handle, Wirtgen conducted a study to establish the amount
of material degradation that does occur. For simulation purposes, 80 mt
of material were loaded by a wheel loader and run through a screening
plant several times.
With every throughput, the amount of fine material increased signifi-
cantly. During five test cycles in coal, the amount of material less than
4 mm increased from 19% to 26%, representing an increase of 34%. A
similar result was found with sedimentary ore: the fine fraction increased
by 24% during five test cycles.
None of the steps in this re-handling simulation (loading, transport to
the screen deck, sizing on the screen deck itself) involves the high mate-
rial stress levels that would be induced, for example, by a dozer moving
on stockpiled material. Nevertheless, significant material degradation
was measured during the simulation. One can assume that the material
degradation that takes place during stockpiling results in an even higher
increase of the fine fractions.
Keeping in mind that even this kind of “soft” re-handling causes sig-
nificant material degradation and that a lot of re-handling steps occur
all throughout the coal production chain, it is important to minimize the
number of re-handling steps. What is more, every re-handling step itself
results in additional costs. This is where Wirtgen surface miners offer a
two-fold advantage: Material mined with a surface miner has not been
blasted, but cut out of the ground by the rotating cutting drum, thus the
level of fines is already low. But as the material is loaded straight onto a
truck, re-handling is kept to a minimum and thus the level of fines stays
as low as possible.
Looking at the complete mining operation, using a surface miner
simplifies mining operation and reduces the number of process steps,
resulting in immediate cost savings.
Operating a Wirtgen surface miner will reduce the quantity of active
equipment required to load a ton of coal by streamlining the mining process.
Furthermore, it will simplify the interdependence of process steps in mining
operation, reducing costly time losses between the individual process steps.
ABEL GmbH, 21514 Buechen, Germany, [email protected] ABEL Pumps L.P., Sewickley, PA 15143-2339, USA, [email protected]
He likes it
we pump it
For difficult pumping of tailings, slurry
or paste, meet the ABEL heavy duty
HM series piston-diaphragm pump.
Designed for the most challenging tasks
in mines throughout the world.
Learn more about our mining competence
at www.abelpumps.com

30 VDMA 2016 • VDMA MINING SUPPLEMENT
The blasthole drill (above) at the Wharf mine is equipped with the first MTU Series 1600 engine put into service in North America.
Mines try to reduce dilution or the amount of waste rock entering the
production stream in the pit. After all, tailings storage is a cost, and in
some cases, an environmental liability. The object is to leave as much
barren rock in the pit as possible, but working with an excavator and
truck has its limitations when it comes to quality control. Once the ore
(or coal) reaches the plant feed, it’s now the plant’s responsibility to
safely recover the most minerals, cost effectively.
Economies of scale are well understood in the mining business. Ordi-
narily, the larger the process stream, the more minerals are recovered.
Availability is key. Oftentimes, water and power present a problem. Wa-
ter is used for several processes. The plants are powered by electricity,
which can be expensive in the remote parts of the world where most
mines operate, and the mines usually have either too much water or not
enough. Both situations are less than ideal.
Iron Ore Grinding in BrazilDuring October 2015, Loesche celebrated the commissioning of a pi-
lot plant for concentrating dry iron ore, developed by New Steel. The
new facility is located in the historic mining city of Ouro Preto in the
Brazilian state of Minas Gerais. New Steel has developed a revolution-
ary new process for iron ore concentration for which the company was
recognized with the Platts Global Metals Award for Innovation in 2015.
This new process uses Loesche grinding technology and is considered
100% sustainable and unprecedented in the world.
The commissioning of the pilot plant drew a lot of interest in the
industry. High-ranking members of the mining industry, such as
Vale and Hatch, were impressed with the trailblazing advantages
of the new concept, which can produce valuable concentrate from
even low grade iron ore wastes without contaminating water and by
consuming much less electricity. Loesche provides the technically so-
phisticated grinding technology, which has been specifically developed
to suit these requirements.
At its core, the process operates with a newly designed dry mag-
netic separator, developed by New Steel. This separator offers unprec-
edented separation efficiency even in dry operation mode. To do so, the
separator has to be supplied with a ground product of a certain suitable
particle size distribution, which the Loesche mill provides consistently.
With thoughts toward sustainability and keeping costs low for cus-
tomers, Loesche recovers mills from operations that have closed and
tries to find new homes for them. During the last 6 years, the company
has refurbished and sold 22 second hand mills. All of which were pro-
cessing different raw materials.
Mineral ProCessing:
iMProVing reCoVery
Using technology, processing plants can improve safety and lower costs
Erlau AG | 73431 Aalen, Germany
SAVE YOUR TYRES USING
ERLAU TYRE PROTECTION CHAINS
TIME TO CUT YOUR TYRE COSTS!
SAVE YOUR TYRES USING
ERLAU TYRE PROTECTION CHAINS
TIME TO CUT YOUR TYRE COSTS!

110
1906 – 2016
Since 1906, Loesche GmbH has been constructing vertical roller grinding mills. Patented in 1928, the
roller grinding mill technology has been continually advanced and in the meantime is synonymous with
Loesche GmbH.
The new year 2016 will be a very special one – celebrating 110 years of Loesche’s innovative
engineering and Loesche mills around the world !
For more information please refer to: www.loesche.com.

32 VDMA 2016 • VDMA MINING SUPPLEMENT
Loesche recently purchased four of six mills it supplied to a power
plant in 1984 for grinding coal. The power plant, which was operated
by Electrabel Belgium, had been decommissioned in 2014. The mills,
type LM 20.2D and LM 19.2D, were well maintained. Nevertheless, the
company completely refurbished the mills and equipped them with a
new classifier customized for future technical specifications.
Loesche sells the refurbished mills with the new components for
about half the price of a new model. The pre-owned mill can also be
delivered more quickly than new mills. The availability and reliability of
the refurbished mills, according to Loesche, are equal to newly manu-
factured mills.
High-capacity Centrifugal CrushersVSI rotor centrifugal crushers, such as RSMX from BHS Sonthofen,
have been successfully used throughout the world for crushing rock,
including abrasive ores. At bauma 2016, the company presented its
new RSMX unit with a TwinDrive for the first time. The double drive
increases the throughput rate of up to 580 metric tons per hour (mt/h).
The first machine has already proved to be a success in treating gold
ores in China.
An RSMX 1222 with a drive power of 2 x 250 kW has been crushing
gold ore at a mine near Benxi City in the Chinese province of Liaoling.
It reduces granite from a 70-mm feed size up to sand with grain sizes
between 0 and 5 mm and gravel that ranges between 5 and 20 mm. The
proportion of sand is approximately 50% to 60%.
The RSMX is compact rotor with two generously dimensioned
centrifugal chambers mounted on a vertically positioned shaft. The
feed is supplied centrally from above and picked up by the two cen-
trifugal chambers on the rotor. The high circumferential speed of
the rotor (up to 70 m/s), the material in the centrifugal chambers is
accelerated toward the outside and ejected from the two discharge
openings of the rotor. The rock is primarily broken up by the direct-
ed one-off impact of each grain on a fixed, ring-shaped wall, which
either consists of an anvil ring or a stable material bed in the upper
part of the housing. An excellent cube-shaped grain is produced in
the process.
Ordinarily, the RSMX operating with one drive would process be-
tween 30 and 400 mt/h depending on the drive power, which can range
from 75 to 400 kW. Throughput and the reduction ratio depend on the
characteristics of the feed.
The mobile Loesche Ore Grinding Plant (OGP) at the New Steel pilot plant, Ouro Preto, Brazil.
An RSMX from BHS Sonthofen crushes gold ore at a mine in China.

2016 • VDMA MINING SUPPLEMENT VDMA 33
Global challenges including lower commodity prices, stricter environ-
mental regulations and ambitious international climate change mitiga-
tion targets have put significant strain on the material handling business.
Overall, the mining market has been under financial strain for some time
and companies are now facing critical challenges in terms of profitability
and liquidity. In order to remain a market leader within the mining sector,
companies need to selectively make strategic investments to ensure
long-term success.
Increased efficiency and avoiding downtime is key to decreasing cost
per ton and thus accelerating the return on already made investments.
To reach highest levels of efficiency, the mining sector is taking a fresh
look at its material handling processes and looking for cost-effective
solutions that address labor intensive system interfaces or maintenance
intensive equipment. In prior times, process management of mines fo-
cused on partial optimization of single systems like mine planning or
advanced automation solutions. Today, customers demand seamless
integration of all subsystems and overall process optimization from mine
to the market.
Keeping in mind the difficult market conditions, ABB has developed
innovations that increase efficiency such as with gearless drives for
conveyors and process optimization with a combined stockyard man-
agement system (SYMS). These solutions can be applied to existing
systems to help material handlers get even more out of their assets.
The innovative SYMS solution is a good example of how the latest
technology can be leveraged to cost effectively manage bulk material
movement with a relatively small investment. In order to minimize the
efforts on material processing, storage and handling within the complete
material flow chain, an integrated stockyard management tool is needed
to build interfaces and interaction between the different levels—from
order fulfillment in the ERP system down to the operation of the pile or
even in the mine or plant.
Starting from the core of process optimization, ABB helps mines
increase efficiency by delivering reliable and nearly maintenance-free
gearless conveyor drives.
Nowadays, conveyors have to cover longer distances and ascend
steep gradients in increasingly remote locations and harsher tempera-
tures. At the same time, increased transport capacity requires wider
and longer belts, which in turn need higher powered conveyor drives.
The result is ever more stressed and less maintained equipment, which
leads to additional sources of error. In order to improve reliability by
eliminating possible sources of error, the latest trend is to drive convey-
or belt systems with less transfer stations.
ABB responded to this trend by developing a streamlined solution
that helps to overcome the mechanical limitations of the gearbox and
ensures reliability. The new gearless conveyor drive (GCD) with a
permanent magnet (PM) motor delivers radically higher reliability and
improved energy efficiency. In addition to the eliminated gearbox, the
permanent magnet motor for the GCD can work without a complex ex-
ternal cooling system, which avoids further system errors. Furthermore,
the product can be easily installed in new or existing conveyor drives
without complex mechanical design work.
The collateral savings of maintenance and energy costs by elimi-
nating equipment leads to a faster return on investment of operating
assets. For example, a belt conveyor system consisting of four belts and
with 12 permanent magnet motors of 1,000 kW each can save approxi-
mately $5 million over a five-year period.
This demonstrates clearly that the right strategic investments can
lead to efficiency gains in both the long and short term.
Steep-angle Conveying Solutions Lowering the cost for every ton moved is a guiding principle at thyssen-
krupp Industrial Solutions. The engineering powerhouse based in Es-
sen, Germany, recently completed its third gearless drive installation at
the Escondida mine in Chile, and additional systems are scheduled
to come online at the Las Bambas and Cuajone mines in Peru. The
company is also moving forward with equipment innovations, un-
veiling its largest gyratory crusher (the KB 63-130) along with other
crushers and sizers for the bauma event in Munich. In addition to its
plans to launch a smaller, more aggressive bucketwheel excavator
(BWE) for harder formations (See Innovations, p. xx), it also has
ideas on how to improve value throughout the mining chain with
advanced in-pit crushing and conveying (IPCC) systems.
These innovations are the results of an integration plan that be-
gan in March 2014 when the company combined two of its previ-
ously separate plant technology companies, Thyssen-Krupp Uhde
and thyssenkrupp Resource Technologies (formerly Polysius and
Fördertechnik) to form thyssenkrupp Industrial Solutions. Today this
group is focusing on industry-specific solutions, and mining is very
important to them.
“We are supplying some key technologies for the mining busi-
ness from Germany, including IPCC systems and advanced crush-
ing stations along with the supporting network,” said Thomas Jabs,
executive vice president-mining systems for thyssenkrupp Industrial
Solutions. “These gearless drive systems have proven to be bene-
ficial for several large-scale mining operations. We also have some
exciting R&D projects that we will roll out in the near future.”
The engineers at thyssenkrupp see haul trucks, and truck-shovel
mining to a lesser extent, as inefficient. They would like to either
shorten the haul distance or eliminate it entirely and move to contin-
uous mining if possible.
“In the current market, mines are not increasing capacity. They
are looking to maintain current levels while trying to improve the ef-
ficiency of existing systems,” said Detlef Papajewski, thyssenkrupp
vice president of mineral processing. “There is still a lot of room
for improvement as far as efficiency, especially in the area of ore and
waste haulage. Crushing systems and conveyors, especially high-angle
conveyors, offer some innovative solutions.”
In the IPCC world, there are two types of systems: fully and semimobile.
Thyssenkrupp is the only company that can supply all the components:
the crusher, the crusher plant and the conveying systems. “The primary
loading tool dumps directly into the fully mobile system, which is mount-
ed on crawlers, essentially eliminating haul trucks,” Papajewski said.
“On the semimobile systems, haul trucks dump into gyratory crushers.
We have supplied 30 semimobile plants in the last six to seven years.
We are clearly the world market leaders.” If a mine decides to install a
semimobile crushing station at the onset and then 10 years later de-
cides to move it, Papajewski explained, the cost is not that great.
MaTerial handling: where The
CosT Per Ton really MaTTers
Potential investments that help miners
make the most of existing assets

34 VDMA 2016 • VDMA MINING SUPPLEMENT
Today, almost every mine is evaluating at least the option of adding
a fully or semimobile crushing system to reduce truck haulage by
50% or maybe even to zero, Jabs explained. “When you consider all
of different factors, such as labor costs, CO2 emissions and safety is-
sues, miners have realized the value in reducing the haul distance,”
Jabs said. “With the amount of diesel fuel, tires and engines being
handled, some operations look more like storage tank sites and ser-
vice centers than mines.”
If the electrical power is available, conveyors are a much more
cost effective means of moving bulk materials. They can cross great
distances effectively, but large inclines and declines increase the
tension of the system. “The biggest risk in the past, when running
an 8,000- to 10,000-mt/h conveyor uphill, was the gear set,” Pa-
pajewski said. “It was the critical link that was failing more often
in high-horsepower applications and gearless drives eliminate that
risk.” Already several of the new large mining operations coming
online in Latin America have installed long gearless conveyor drives
with thyssenkrupp’s help.
The company is now looking to make a similar leap with steep
angle conveying. Peter Börsting, thyssenkrupp’s R&D coordi-
nator for technology and innovation in mining, discussed the
company’s inclined conveyor concepts. “Three years ago, we
unveiled an incline conveyor with two skips running on steel
structure mounted to the slope of the pit wall,” Börsting said.
“We have now taken that a step further, attaching the system to
a rope structure. It lowers the capacity a bit, but the system is
now independent from the slope wall at the pit bottom, allowing
a smooth transition to the loading point. This is a more balanced,
energy-efficient system. The stability of the slope wall is no lon-
ger an issue—an important factor for areas prone to seismic ac-
tivity—and it can follow the pit if it goes deeper.”
Many mines are evaluating steep angle conveyors. These skip
systems can climb 65° to 70°, Börsting explained, while the high-
est angle for a conventional conveyor is 15°-18° depending on
the materials. “Our colleagues in the materials handling division
have the cable and crane technology and we knew we could apply it
to open-pit mining,” Börsting said.
Thyssenkrupp has three high-angle conveying systems: the
skip-way system for medium and large mines; the integrated skip
conveyor for large capacity and high lifts; and the MegaPipe Con-
veyor, which closes the inclination gap between the conventional
and the skip conveyors. The MegaPipe was co-developed between
thyssenkrupp, Contitech and Siemens. “We are working on other
alternatives as well,” Börsting said. “Steep angle conveying is going
to happen and it will be a game changer.”
Looking toward the future, Papajewski said thyssenkrupp is look-
ing at applications for Big Data. “There is a huge amount of data and,
when you understand all the connections, it can be used to make
improvements in efficiency,” Papajewski said.
As an example, Papajewski explained that all of thyssenkrupp’s
gyratory crushers are now being supplied with the thyssenkrupp Gy-
ramatic and Telesystem. “The operators can switch it off if they like,”
he said. “Usually they switch it on when they need help and we can
support them wherever they are in the world.”
“Our aim is to be as close to the client as possible not only with
dealers but also with engineering,” Papajewski said. “The HPGR
business is a great example. We are the largest supplier and we
have six large service centers to refurbish HPGRs around the world.
We have huge machines to perform this maintenance and repair
work, but we can also perform maintenance on crushing and grind-
ing systems.” This thinking ties directly to the reorganization of its
business.
Today, tthyssenkrupp is much more market focused. “The in-
tegration of the plant business combined the strengths of market
leaders and we are now capitalizing on engineering synergies,” Jabs
said. “The great thing about miners is they love to build these massive
operations. Whether they are looking to build or improve existing opera-
tions, we are ready to support them.”
The engineers at thyssenkrupp Industrial Solutions are looking at three steep angle conveying solutions to reduce truck haulage in open-pit mines.
Efficient Drive Systems
for Belt Conveyors
Over the last quarter-century, most large belt conveyors operating
underground in Germany have been equipped with TT linear booster
drives. They offer a range of clear benefits. In new systems, the use
of Voith TT Linear Booster Drives avoids transfer points, protecting
the belt and resulting in a longer service life. In many cases and
depending on reserves, TT drives can improve the capacity of old-
er conventional conveyors—without needing to change the existing
drive or replace the belt. They lower belt rating requirements and,
in many cases, enable the use of textile belts in operations where,
under normal conditions, a steel cord belt would be necessary. This,
in turn, eases splicing, handling, and repairs, therefore reducing the run-
ning cost of the overall system. The ability to operate with a lower-rated
belt translates to lower running cost, as well as reduced investment in
the belt—which is the single most expensive component.
A few months ago Voith delivered two TT linear booster drives to the
German mine, Prosper Haniel, operated by Ruhrkohle AG (RAG). The
mine produces 3 million metric tons per year (mt/y) of coal. The belt con-
veyor H2 is 1,270 m long and has a conveying capacity of 2,000 mt/h.
The former steel-cord conveyor belt showed serious damages months

2016 • VDMA MINING SUPPLEMENT VDMA 35
before the scheduled overhaul. To have the system running without long
lasting downtimes, a first TT linear booster drive was installed during the
regular conveying to reduce the tensile forces on the belt and thereby
extend its lifetime. The second TT linear booster drive was also installed
during the regular conveying in the mine. Now the strain on the belt
could again be reduced so that the existing belt (type: ST5000) could
be replaced by a less-expensive and low-maintenance textile belt (type:
PVG2000).
The TT Linear Booster Drive is equipped with a head and tail station,
which is integrated into the actual belt. The drive is assembled directly
within the current conveyor system. The top belt of the existing conveyor
system (carrying belt) rests upon the top belt of the introduced TT drive
(pushing belt). The TT drive leads the tensile force linearly through a
friction lock in the belt. Belt tensile forces are significantly lower than
with standard solutions.
TT drives are ideally suited for use with high-power drift conveyors
and overland conveyors. While conventional systems often need to
rely on steel cord belts with large drive units, a system with TT drives
can reduce belt rating requirements. This often enables usage of more
cost-effective textile belts and smaller drive units; e.g., pulleys, gearbox-
es, standard-size motors. In addition, the space required for the head
drive is considerably smaller, which is an important aspect in under-
ground mining.
Voith TurboBelt TT Linear Booster Drives are also used to increase
the performance of existing belt conveyors. When it becomes necessary
to expand conveying capacity for operational reasons, a performance
improvement is required. This means either increasing belt rating (i.e., a
new belt) and/or strengthening the drive station in conventional plants.
By implementing TT drives, this problem can be economically solved.
The existing drives and belt remain unchanged, while TT drives can be
assembled and deployed quickly for reduced downtime. This solution
avoids the need for intermediate transfer points, resulting in reduced
stress and less dust. In coal haulage pathways further benefits are sim-
ple shortening and lengthening of conveyors without having to exchange
the standard equipment.
TT Linear Booster Drives provide benefits when used with medium,
long or inclining belt conveyors. They provide maximum return when
used with belt conveyors of 800 m or longer, as well as with inclining
or declining belt conveyors, independent of length. In terms of installed
base, approximately 150 conveyor systems have been equipped with TT
drives, equivalent to about 300 km of aggregate length, with roughly 250
drive stations delivered.
Voith engineering teams design and develop optimized solutions for
every belt conveyor system. Depending on the operation, these can in-
clude TT Linear Booster Drives and conventional configurations. Voith
also provides complete project management services and supervision of
on-site construction and testing.
The TT Linear Buster Drive from Voith can increase conveyor performance.
Celebrating Milestones in
Conveying TechnologyThis year BEUMER is celebrating 80 years of customized and efficient
conveyor solutions. Based in Beckum, the company has established a
respected position in the world market. “We can only achieve a high
level of customer satisfaction and a sustainable, successful market pres-
ence when the whole team is involved in the corporate strategy in the
long term,” said Dr. Christoph Beumer, chairman and CEO of BEUMER
Group. He has been managing the family business since 2000, now in
the third generation.
In 1935, a 33-year-old Bernhard Beumer started his first work day
as an entrepreneur with four employees. Until then, he had been
working for a conveying technology company in Essen. One of his
most important seed assets, aside from his courage and determina-
tion, was the experience he gained as a repair mechanic for con-
veying technology, working in the mining industry in the Ruhr area
before completing his degree in engineering. He deicded to step out
on his own.
A considerable step toward the success of Beumer conveying
technology was his development of the idler with labyrinth seal. The
founder of the company had this innovation patented and integrated
it further into other products. The company continued to grow, em-
ploying about 100 people at the outbreak of World War II.
After completing studies in mechanical engineering, his son, Ber-
nhard Beumer Jr., followed in his footsteps. He worked at his father’s
side for 18 years and took over the company after his father’s death
in 1981. In the field of conveying technology, he particularly pursued
the development of bucket elevators. He quickly realized that a chain
as a traction element was too heavy. The company had a wealth of
experience in belt conveying technology. This gave Bernhard Beum-
er the idea of using a belt as the traction element for bucket eleva-
tors. The company perfected the system. By the mid-1980s, the sup-
plier had installed about 100 systems altogether, in 2007 and 2008
they were installing about 450 bucket elevators per year, worldwide.
Besides the product development in the field of conveying tech-
nology, Bernhard Beumer Jr. also continued the initial development
of loading systems and set the company on a decisive path of global-
ization, founding companies in Brazil, USA and Asia.
In the 1960s, Beumer laid the foundation for curved belt conveying
systems. The first theoretical designs on the market were from the
company’s department for research and development. Today, this
group is one of the technological leaders for these systems, either
as troughed belt conveyors with open design or as pipe conveyors.
One particularly impressive reference project is the 12.5-km-long
troughed belt conveyor in the Chinese province of Sichuan, which
was put into operation in 2008 and currently conveys about 2,200
tons of limestone from the quarry to the cement plant. Its routing
features several vertical and horizontal curves. The system travers-
es 1.5 km of water surface and extensive bamboo forests, and can
overcome height distances of up to 100 m. For the same project, the
Beumer Group has now been awarded the contract to supply and
install another conveyor of similar size, and the customer is already
planning a third expansion phase.
Meanwhile, the company also pursued other handling systems
unrelated to bulk materials, such as palletizer and high-capacity
packaging systems.
Since 2000, Dr.-Ing. Christoph Beumer, the founder’s grandson,
has been managing the company. “The success is primarily due to
the familial spirit. We have consistently held to our motto, ‘we are

36 VDMA 2016 • VDMA MINING SUPPLEMENT
looking for the long-term success, and not for the
short-term profit,’” he said. BEUMER ensures the
long-term success of the company through man-
ageable growth, a large range of products and
a global market presence. BEUMER machines
and systems are in use all around the world. The
group consistently pursues its globalization, by
setting up local group companies, and even lo-
cal production facilities in China and Thailand.
The result: the company has exhibited extremely
stable organic growth over the last several years.
Undeterred by the impending financial and glob-
al economic crisis, Beumer took over the Danish
sortation technology specialist Crisplant in 2009,
followed later by companies in India, USA and
Belgium. Hundreds of thousands of suitcases ev-
ery day pass through Beumer baggage systems
at airports in Frankfurt, London, Beijing, Singa-
pore and other locations worldwide. Thousands of
packages traverse conveyor belts supplied by the
intralogistics specialist at parcel centers operat-
ed by Hermes, GeoPost, UPS and FedEx. With
its acquisition of Enexco Technologies in India, a
manufacturer of grinding systems and packaging
machines for the cement industry, BEUMER has
reinforced its presence in vital markets and simul-
taneously and systematically expanded its portfolio,
without abandoning its traditional segments.
Dr. Christoph Beumer is chairman and CEO of
BEUMER Group based in Beckum. He is the third
generation to manage the family business.
Beumer pipe conveyors provide perfect adaptability
to local conditions.

2016 • VDMA MINING SUPPLEMENT VDMA 37
Primary and Secondary SizersWith hundreds of complete systems, as well as individual machines,
having been supplied to clients all over the world, Tenova TAKRAF is
a key supplier of equipment and systems for open-pit mining and bulk
handling. Recently, TAKRAF enhanced its product portfolio with the ad-
dition of sizer equipment, which now enables the company to integrate
its own crushing machines into complete mining solutions for its clients.
TAKRAF offers standardized primary and secondary sizers for var-
ious crushing applications. The primary sizer product range accepts
feed sizes from 2.5 m to 4 m with a throughput of up to 10,000 metric
tons per hour (mt/h); the secondary sizer range accepts feed sizes from
2 m to 4 m with a throughput of up to 3,500 mt/h. Both sizer product
ranges are suitable for the comminution of all material types, from stan-
dard to most challenging.
During the sizer’s initial development, TAKRAF paid close attention
to attributes such as ease of maintenance, reduced downtime and long
equipment service life. Some of the innovative solutions adopted in-
clude the quick and easy changing of crushing segments, as well as the
use of advanced wear-resistant materials such as hard-faced segments
and tungsten picks. Other innovative solutions include an inching drive
for roll maintenance, which increases safety significantly, a heavy-duty
drivetrain system, as well as adopting an efficient oil lubrication system
with a view to greater environmental sustainability.
The TAKRAF sizer model type TCS 12.16 will be installed at the test
facility in Germany.
BWEs Engineered for Harder FormationsThe engineers at thyssenkrupp have announced two smaller BWEs
(the Barracuda and Mine Shark) that can be used for harder formations
(compressive strengths to 50 megaPascals). Traditionally, BWEs work well
in soft formations with compressive strengths well below 20 MPa, mining
mostly lignite, oil sands, phosphate, etc., that run 5 MPa to 10 MPa.
To convert the BWEs to cutting from digging, improvements have
been made to both the bucket and the teeth, as well as to the power
train and the steel structure. Thyssenkrupp’s R&D teams determined
that a larger number of stronger teeth and buckets, combined with more
cutting torque, would be key for the extraction process. Of course, com-
bining the extraction and loading process into a single machine gives
the BWE a great advantage and it eliminates the need for blasting.
These new BWEs are expected to produce more than 3,000 mt/h.
“These news BWEs could handle some of the hard coals found
in Australia, Indonesia and India,” said Thomas Jabs, executive vice
president, thyssenkrupp. “We are trying to incorporate this BWE cutting
technology into machines that are smaller, more flexible and easier to
operate than the traditional BWE.”
Solids Handling PumpsMany gold operations process ore through autogenous grinding mills.
Ground ore is classified by hydrocyclone separators and ball mills re-
grind the coarse material. Sized materials are sent through a flotation
process where the sulfide minerals are separated and concentrated
(flotation concentrates) and sent to a thickener/filter press circuit prior
to roasting.
The thickener/filter press circuit reduces the amount of water in the
flotation concentrate and is typically pumped using horizontal centrif-
ugal pumps. The use of this type of pump can be counter-productive
because water must be added on the thickener cone bottom to assist
transport by the pump. Also, gland seal water must be added to the
centrifugal pumps in the two pumping stages. In total, the volume of
water introduced back into the thickened underflow fed to the filter press
can be increased by as much as 25%.
One plant replaced their centrifugal thickener underflow pumps with
ABEL series EM 100 electromechanical diaphragm pumps. Cone water
additions and gland seal water were no longer required thus helping the
process substantially. Also the maintenance costs associated with the
thickener underflow pumps was greatly reduced.
This same plant’s filter press feed pumps had also originally been
centrifugal slurry pumps. Wear on the centrifugal pumps was consider-
able with pump wet ends wearing out as often as every two weeks, and
costing as much as $20,000 each time. Downtime and lost production
mounted with each repeated occurrence.
To mitigate the problem, the centrifugal filter press feed pumps were
supplemented by ABEL series HMD-G-80-1000 piston-diaphragm
pumps. The ABEL pumps employ a hydraulically balanced elastomer-
ic diaphragm, ideal for moving abrasive slurry at higher pressures. By
working in parallel, the centrifugal pump “fast-fills” the filter press at
lower pressures, then hands over consolidation of the press cycle to
the ABEL. The resulting pump maintenance costs and down-time were
greatly reduced. Filter cake quality was improved due to the positive
displacement action of the ABEL pump.
In early 2011, the same plant added another process train of
thickener and filter press to increase the Hydraulic Diaphragm Pump
HMD-G-80-1000 gold production. ABEL EM 100 pumps were specified
for thickener underflow and ABEL HMD-G-80-1000 pumps were speci-
fied for filter press feed duty.
The ABEL HM series pumps are hydraulically-driven, piston-diaphragm
pumps. Reciprocating motion of the piston moves an elastomeric di-
aphragm by means of a hydraulic end. Ball checks and seats on the
product end are available in various materials. This characteristic de-
sign allows the pump to transfer abrasive slurry or sludge at pressure
up to 1,450 psi (10 MPa). The ABEL EM series pumps as used on the
thickener underflow have a similar wet end construction as the HM.
innoVaTions: an assorTMenT oF
equiPMenT For Mines and Mills

38 VDMA 2016 • VDMA MINING SUPPLEMENT
ABEL’s HMD Pump for Filter Press Feed.
Powered Handling and Lifting EquipmentJD Neuhaus (JDN) has been designing and manufacturing handling
equipment for more than 250 years, and pioneered the use of com-
pressed air for powering handling equipment in the early 1950s. The
latter development ensured that their lifting and pulling equipment was
suitable for use in hazardous areas and environments where there was
a risk of explosion.
The company’s hoists and hoisting equipment, which now also in-
clude optional hydraulic-powered operation, are used worldwide in all
major heavy industries. With a range that covers lift capacities from
250 kg up to a full 100 metric tons (mt), JDN air hoists offer reliable,
high performance. Some of the typical advantages offered as standard
include robust construction with a low-maintenance compact design.
The units are relatively lightweight and easy to handle. They operate
at low pressures (4 or 6 bar). The hoists can precisely position loads
when using the relevant controls. The Ex-rated hoists ensure the
highest levels of safety for operating in potentially explosive or oth-
er dangerous atmospheres that can occur in coal mining and other
environments.
Over the years, JDN has developed many purpose designed prod-
ucts for use in specific industries, such as mining, which is acknowl-
edged as one of the toughest fields. The hoists can be found operating
in multiple mining applications, such as pulling longwall roof supports,
lifting and lowering on stationary platforms, in combination with mono-
rails for equipment transport, lifting and lowering of objects in vertical
shafts.
JDN’s M series air hoists have been designed specifically for mining
and other underground applications. They operate off a 4-bar pressure
and can be supplied in lift capacities of 1, 2, 3 and 6 mt. Twin chain
pulls are provided for alternate working conditions and all hoists fea-
ture a top hook mounting to accommodate oblique or horizontal pulling
of loads. These products can be equipped with two optional control
systems for single or two-handed operation.
The DS system, which is designed for the two-handed operation,
has compressed air connected to the hand-control valve. A built-in
pressure regulator prevents hoist overload in the event of inadmissibly
high air pressure. An oiler, situated directly at the hoist motor, is op-
erated from the controller housing to ensure the oil flow automatically
ceases when the hoist stops. The operating air immediately initiates
the motor when the hand lever is activated. This lever is spring loaded
and returns automatically to zero position when released. This forced
release also serves as an emergency stop.
The Profi TI series hoists are also suitable for use underground.
Traverse trolleys for overhead monorail operation are also available
for lift ratings up to 20 mt (max). These trolleys can be supplied for
manual, reel chain and motorized traverse movements, with rack and
pinion drives also available.
Recently a Profi TI hoist with 37-mt lifting capacity was used to safe-
ly and successfully handle an assembled 1,000-m pipeline string. This
involved the connection of individual pipeline sections, each 8 m long,
to create a completed string weighing 30 mt that had to be positioned
within a mining shaft.
JDN’s Profi TI air hoist can lift 37 mt.
Conveyor Components & AccessoriesSpecializing in the supply of components for belt conveyors for all
kinds of bulk handling industries, Schulte Strathaus, located in Unna,
Germany, recently introduced STARCLEAN scrapers, which are de-
signed to help conveyors operate more efficiently. The object was to
provide optimum cleaning result from the first to the last minute of the
blade’s lifespan. This is achieved using the TWIST-SWING feature
that ensures that every blade adapts to the belt and provides longest
lifespans. Being experts in the field of belt cleaning, Schulte Strathaus
knows that conveyor downtime is unacceptable and, when scraper
blades are worn, the replacement should be carried out in a minimum
of time. All STARCLEAN scrapers provide a plug-in foot and are insert-
ed into the shaft without the use of any tools. This feature paired with
the one-touch quick-tensioning devices ensures that the maintenance
can be carried out within minutes.
STARCLEAN scrapers have a plug-in feature to quickly change scrap-
er blades.

2016 • VDMA MINING SUPPLEMENT VDMA 39

40 VDMA 2016 • VDMA MINING SUPPLEMENT

2016 • VDMA MINING SUPPLEMENT VDMA 41

42 VDMA 2016 • VDMA MINING SUPPLEMENT

2016 • VDMA MINING SUPPLEMENT VDMA 43

44 VDMA 2016 • VDMA MINING SUPPLEMENT

2016 • VDMA MINING SUPPLEMENT VDMA 45

46 VDMA 2016 • VDMA MINING SUPPLEMENT

2016 • VDMA MINING SUPPLEMENT VDMA 47

48 VDMA 2016 • VDMA MINING SUPPLEMENT

2016 • VDMA MINING SUPPLEMENT VDMA 49
VdMa
adVerTisers
index
Abel GmbH & Co KG . . . . . . . . . . . . . . 29
Beumer Group GmbH & Co.KG . . . . . . . 28
Erlau AG . . . . . . . . . . . . . . . . . . . . . . . 30
Kamat Pumpen GmbH & Co. KG . . . . 12
Liebherr Holding GmbH . . . . . . . . . . . . 17
Loesche . . . . . . . . . . . . . . . . . . . . . . . . 31
Voith GmbH . . . . . . . . . . . . . . . . . . . . . 19

50 • Coal Age Indonesia | October 2016
Indonesia

October 2016 | Coal Age Indonesia • 51
Indonesia

52 • Coal Age Indonesia | October 2016
Indonesia

Why Sponsor ?
MINING MEDIA INTERNATIONAL
Don't Miss The Only
Platform For Mining
Industry in Sumatra!
Sumatra Miner 2017 will examine the mining industry in Indonesia exclusively about Sumatra, focusing primarily on Coal and Mineral resources. It will look at plans to provide more infrastructure in Sumatra to benefit the industry.
For further information on sponsoring and speaking
opportunities, please contact :
INDONESIA AUSTRALIA
Dimas Abdillah Lanita ldrus [email protected] [email protected]
Niema Lubis (. +61-4-9006-1742 [email protected]
(. +6221-2940-6337
Presented by
,. I
COAL CLUB \i.� INDONESIA
WWW.SUMATRA-MINER.COM

54 • Coal Age Indonesia | October 2016
Indonesia

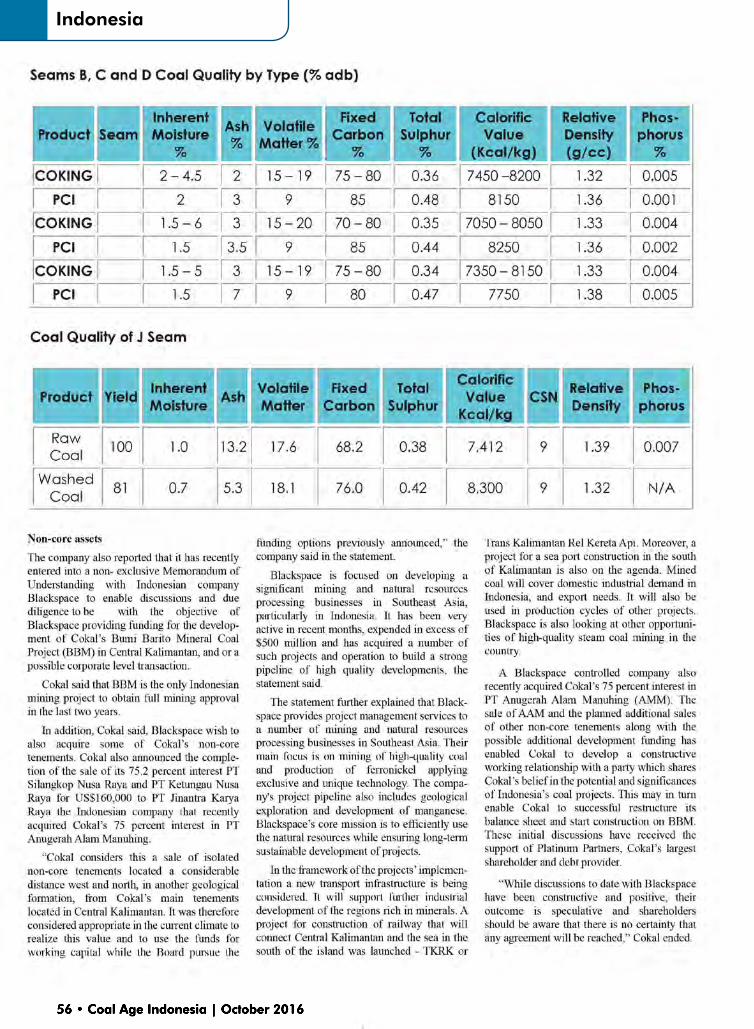
56 • Coal Age Indonesia | October 2016
Indonesia

2016 • VDMA MINING SUPPLEMENT VDMA 57
Interviews
Presentations
Fact Sheets
White Papers
How-to Guides
WebinarsBusiness
Analysis
Industry
Forecasts
CaseStudies
Historical Data
24-7Availability
Infographics
WELCOME TO THE MMI RESOURCE CENTER
RESOURCES.MINING-MEDIA.COM
Download free case studies, white papers, presentations, business
forecasts, and much more. All content designed to help mining, aggregates,
concrete, and cement industry professionals do business better.
Your Building Blocks to Career Success.

58 VDMA 2016 • VDMA MINING SUPPLEMENT




















