
Development of copper based material systems for ... - UNSWorks
Upload
khangminh22Category
view
2download
0
5 r
-iPte
vsy,. : 4- "j" -vsy,. : 4- "j" -


THE UNIVERSITY OF NEW SOUTH WALES
SCHOOL OF ELECTRICAL ENGINEERING
R E P O R T O N P R O J E C T
FOR DEGREE OF MASTER OF ENGINEERING SCIENCE
SEPARATELY POWERED MULTI-ROLL BRIDLES
FOR THE CONTROLLED EXTENSION OF STEEL STRIP
SUBMITTED BY: E.F. Locke
90 Yellagong Street,
WEST WOLLONGONG.
SUPERVISORS : O.J. Tassicker
W. Charlton

UfiilVERSiTYOfiUS.W.

C O N T E N T S
1. SUMMARY.
2. INTRODUCTION.
3. CONTROLLED EXTENSION FOR QUALITY IMPROVEMENT.
4. CONTROLLED EXTENSION BY MECHANICAL GEARING,
a) Description of Operation.
b) Advantages.
c) Disadvantages.
13
13
14
16
5. CONTROLLED EXTENSION BY SEPARATE ELECTRICAL DRIVES.
a) General Arrangement.
b) Advantages of Separate Electrical Drives.
c) Disadvantages of Separate Electrical Drives.
18
18
21
22
6. ECONOMICS OF ELECTRICAL VERSUS MECHANICAL DRIVES
a) Calculation of Motor Horsepowers.
b) Costing.
c) Static Versus Rotating Generators.
27
29
32
34

7 . BRIDLES IN PROCESS LINES .
a ) Mechanical Cons iderat ions ,
b ) E l e c t r i c a l Considerat ions ,
40
40
42
8 . DEVELOPMENT OF A DIGITAL DIFFERENTIAL SPEED TRANSDUCER
a) General .
b ) C i r c u i t Design and Operat ion .
c ) T e s t i n g .
d) Measurement Technique.
e) Measurements.
f ) C o r r e l a t i o n o f Measurements.
g ) Conc lus i ons .
47
47
51
60 62 65
69
73
9 . PILOT SPEED CONTROL SYSTEM USING DIGITAL SIGNALS
a) General .
b ) Servo C i r c u i t and D e s c r i p t i o n o f Operat ion .
c ) D i g i t a l Tacho,
d) D i g i t a l t o Analogue Converter .
e) R e s u l t s .
f ) L imi ta t i ons and Improvements.
74
74
76
87
95
99
105
10. METHODS OF OBTAINING DIGITAL SPEED DIFFERENCE SIGNALS. 107

11. PARAMETER IDENTIFICATION OF EXISTING DUAL 3 ROLL BRIDLE SYSTEM. . . 112 a) G e n e r a l . . . 112 b) Paramete rs of Moto r s . . . 113 c) Pa ramete r s of Boos te r and G e n e r a t o r . . . 126 d) Pa rame te r s of Amplidyne. . . 135 e) Comparison of M a n u f a c t u r e r s R e s u l t s w i t h Measurements . . . 139 f ) Resume. . . 143
12. FREQUENCY RESPONSE AND BLOCK DIAGRAM. a) Frequency Response of Dual 3 B r i d l e System. b) T r a n s f e r Func t ion of G e n e r a t o r . c) T r a n s f e r Func t ion of B o o s t e r . d) T r a n s f e r Func t ion of Amplidyne. e) T r a n s f e r Func t ion of Summating A m p l i f i e r . f ) O v e r a l l Block Diagram. g) Frequency Response Versus Block Diagram.
. 146
. 146
. 158
. 160
. 162
. 164
. 174
. 183
CONCLUSION. . . 186

R E F E R E N C E S . . 1 8 9
APPENDIX . . 191
A 1. Continuous Galvanizing Operation and Layout. . . 191
A 2. Excitation Curves and Test Results on all Machines. • . 194
A 3. Fairchild Semi-Conductor Integrated Circuits. • • 211

CHAPTER 1 SUMMARY
A brief mention is made of the improved properties that can be
imparted to steel strip, namely anti-fluting, by the use of
controlled extension. The method used now, consisting of
mechanical gearing to obtain these properties, is analysed into
advantages and disadvantages so as to be compared with the
proposed separately driven alternative.
The economics of the 2 systems are compared by a theoretical
calculation of the horsepower requirements for the separately
driven alternative. The results indicate considerable prospects
for separately driven rolls within the bridles.
A digital instrument (extensometer) was built so as to conduct
accurate slippage and extension trials on an existing 3 roll
bridle. These tests were conducted over wide speed and load
ranges and the results added further prospects to the proposed
system.
The remaining unknown was whether the required speed accuracies
could be met in present control schemes. As a check on this,
a pilot scheme based on accurately controlling the speed of a
motor against a fixed frequency response, was designed and built,

The model consisted of an S.C.R. bridge and incorporated the digital
extensometer in the outer servo loop to generate accurate speed
difference signals. These signals were transformed from digital to
analogue form by means of a specially made converter.
The next phase in the implementation would be to obtain system
parameters for a block diagram and then a simulation. Most parameters
are generally available from the manufacturers, but as a check on these
figures, measurements were conducted on the machines involved in the
existing dual 3 roll bridle. A comparison of these results gave good
correspondence.
These results, together with some other calculations, enabled the
complete block diagram of the existing dual 3 roll bridle system to
be drawn. This could be used in a simulation which would generally
be the next step. However, in this case the advantage was taken to
conduct a frequency response of the existing system. These results
were compared with some calculations based on the block diagram.
Indications are that the approximations and linearizations made in
the derivation of the block diagram were not very accurate.
(Approximately a 70° difference at the crossover frequency.) This
discrepancy may have arisen from the non-linearities of the system.

CHAPTER 2. INTRODUCTION
Sheet steel quality has become an increasingly important facet of
steel production in the last few years. Quality requirements,
particularly with regard to flatness and surface quality, are
considerably higher. Flatness in steel strip is usually judged by
a comparison of the contour of a sheet when it is laid, free from
external tension or load, on a smooth flat table.
This trend towards increased quality arises from the increased use
of automation in manufacturing industries using steel strip to
make finished products. Automatic feeding of poor shaped material
can cause considerable delays and, where accurate shearing is
required, may result in materials with the wrong dimensions.
Surface defects and material flatness are often difficult to detect
and correct during sheet manufacturing processes but very often are
easily detected when the article has been pressed and painted.
Paints, and particularly high gloss paints, tend to highlight flaws
and surface defects rather than hide them. Often the finished
products have a large aesthetic appeal to the customer, particularly
for such things as cars and refrigerators for example.


Sample of Mild Fluting
Sample of Severe Fluting FIG. 2.1

One quality aspect falling into this category is fluting. This is
a condition defined as the tendency of certain steel sheets to form
with a series of parallel kinks or creases instead of conforming to
the shape of a uniform smooth curve. Fluting appears as visible
line markings on a sheet during a forming process and is associated
with the non-uniform yielding of the metal. Fig. 2.1 shows some
typical degrees of fluting.
Before the introduction of Continuous Galvanizing Lines the amount
of material involved was only small and quality improvement could
be made after the dipping process by material rehandling. Also the
steel was temper rolled prior to dipping in the galvanizing pot. On
Continuous Galvanizing Lines the strip is annealed in the line just
prior to dipping and thus the material is not temper rolled after
annealing. Consequently the added resistance to fluting normally
imparted to steel products by temper rolling is not available, (A
layout of a Continuous Galvanizing Line with a brief description of
operation is appended.)
Material resistance to fluting must therefore be solved by some
other method than temper rolling and, any solution should, if possible,
consist of a process that could be incorporated into the Continuous
Galvanizing Line so as to avoid rehandling. Preferably the solution

would be inserted into the process section, which is essentially a
constant speed section, so that frequent speed changes do not occur.
On the latest Continuous Galvanizing Line installed by John Lysaght
(Australia) Limited a separate tension levelling section was
installed in the process section. It consists of a dual 3 roll
bridle capable of developing tensions up to 8,500 pounds. This
tei sion represents about 25% of the yield point of the average
product processed on this line. Between the 2 tension bridles
there are 2 roller levellers and some deflecting rolls. The
roller levellers are used to improve shape and to work the material
very slightly by a series of bending operations.
This particular 3 roll bridle will be used as a basis for typical
parameter measurements and also for conducting tests to determine
the extent of any speed differential between the strip and the work
rolls of the bridle over the full load range of the motors. These
results will be used to determine the feasibility of obtaining
controlled extension of the strip by using speed control and
separate drives on to each of the rolls within the bridle. Note
that the existing dual 3 roll bridle has separate drives on to
each roll but that this is a tension scheme.

Elongation
FIG. 3.1
Typical load versus elongation curve for steel.
Strain
FIG. 3.2 Stressversus strain curve for steel. Region A Material worked to point X and then unloaded Region B Material worked again, note yield point has been
suspressed. Region C Material unloaded again and either aged artlflcally
or naturally and then reloaded. The yield point again appears.

CHAPTER 3. CONTROLLED EXTENSION FOR QUALITY IMPROVEMENT
The use of the tension bridle and a roller leveller as installed
on the Continuous Galvanizing Line offers a solution to the problem
of shape and fluting. However, overseas experience has shown that
the larger the tension, the better, and in fact optimum results
with regard to anti-fluting and flatness are obtained when the
strip is tension'ed beyond its yield point to produce a permanent
deformation around 0.1% to 1%.
Improvements in shape or flatness under these conditions result
from the strip being deflected under tension. Most materials can
be straightened by subjecting them to some tension and then passing
them over a series of deflections.
The improvement in anti-fluting properties can be seen by referring
to fig. 3.1 which shows the typical stress versus elongation for steel
which has been annealed and unworked. The elongation increases
steadily with load, drops suddenly, fluctuates about some constant
load and then continues to rise.
If this material is extended as shown in region A of fig. 3.2 and
then reworked as shown in region B, then it can be seen that the

strain
FIG. 3.3
Stress versus strain curve for steel which has been
work hardened.

yield point no longer occurs. If the material is aged by allowing
it to be stored for 12 months or more, or artificially aged by
heating it to 250° F. for an hour and then reloaded, the result is
region C of fig. 3.2. Note the yield point has returned and at a
higher value.
The return of the yield point means that the material will be
subject to strain aging or more specifically that when the material
is worked it will flute. The yield point will eventually return to
the material after a period, but if the material has no yield point
prior to being worked, then it will not flute.
Consequently if steel is worked to some point around X (fig. 3,2)
on its stress versus elongation curve, then the material at that
time does not possess a yield point but rather has the properties
as shown in fig. 3.3.
If the extension is around point X then it has been found that at
normal storage temperature the fluting will not appear for at least
6 months. Thus the material may be stored for this period and then
worked without fear of fluting.

The use of controlled extension applied to steel strip results in
better shaped strip and, with the suppression of the yield point,
in improved anti-fluting properties. The present industrial solution
to this problem is to deform the metal to point X by roller levelling
and in using the material as quickly as possible before it can age.
The extent of the extension would be such that reasonable accuracies
must be obtained as it is desirable not to work the material too
much, but on the other hand, it must be worked past the lower yield
point. It has been suggested that an accuracy of 1 part in 10 on
the actual extension selected would be adequate.

Delivery Bridle Entry Bridle Deflector Rolls Anti-Fluting w
FIG. 4.1
Simplified arrangement of a mechanically geared extension
or anti-fluting mill.

CHAPTER 4 . CONTROLLED EXTEHSION BY MECHANICAL GEARING
a) Description of Operation
Continuous strip extension processes were developed in 1960
and generally consist of two bridle units each with 5 work
rolls. One process mill currently being used is a C .A .F .L .
anti-fluting mill (C .A .F .L . is an abbreviation for Compagnie
Des Ateliers Et Forges De La Loire, France). Fig 4 .1 shows a
simplified layout of this mill.
The C .A .F . L . Mill consists of a duel 5 roll bridle driven by
1 motor through a gearbox and is suitable for inserting in
process lines like Continuous Galvanizing Lines. This mill
is so arranged that the delivery bridle is driven through a
gearbox by the drive motor. The entry bridle is powered by
the delivery bridle via a differential gearbox. The 5 rolls
within each bridle are inter-connected via gears so that
equal tangential speeds are achieved on each roll.
Controlled extension is based on accurately controlling the
speed of the entry bridle with respect to the delivery bridle.
Extension = delivery speed - entry speed
entry speed

a) Description of Operation (Cont#)
The speed differential between the 2 bridles is achieved by a
differential planetary gear train which provides the mechanical
connection between the bridles. The speed of the planetary
gear train is controlled manually by an operator via hydraulic
power. This means that once the operator has set the desired
stretch or extension then the speed of each roll within each
bridle is locked and the speed difference between the 2 bridles
is locked in at the set extension. Nominally the speed difference
is infinitely controllable between 0.1% to 7%, but 5% of this
range is used to compensate for roll diameter variations between
the bridles.
b) Advantages
Mechanical gearing of the bridles has some inherent advantages
1. The drive motor has only to supply the system losses in
addition to the work done to produce the extension. This
means that if friction and windage losses can be neglected
then a 2% extension requires only TU of the horsepower
requirements in the entry bridle.

b) Advantages (Cont.)
e .g . i f a 50,000 pound tension i s required at 500 f t . /min .
then H.P. requirement = 2'TT TN ^ 2 TT p x r x N
33,000 33,000
P = pull in pounds
r = radius of r o l l
N = R.P.M.
H.P. = P X (F.P.M.) (4 .1)
33,000
where F.P.M. = f t . /min .
H.P. = 50,000 X 500
33,000
760 H.P.
On a C.A.F.L. Mil l i t appears that a rule of thimb of 20%
of this horsepower is used, so a C.A.F.L. Mill «rould in the
above example be driven by 150 H.P.
Note i f each of ten r o l l s were separately driven then
twice the calculated H.P. of 760 H.P. would be needed to
produce the tension forward and reverse.

b) Advantages (Cont.)
i . e . 1,500 H .P . against 150 H .P . on C .A .F .L ,
i . e . C .A .F .L . Mill operates on 107o of the horsepower
requirement of separately driven rolls.
2 . The tangential speed of each roll in the bridle are
locked in to equal speeds and thus problems due to rolls
slipping would be alleviated.
3 . Inertia compensation under speed changing conditions is
no problem as the speed differential is always maintained.
4 . With such accurate speed control it has been found feasible
to even extend steel strip which has an elastic limit very
close to the breaking strength and giving only a very small
e l o n g a t i o n ,
c) Disadvantages
1. Although all the rolls within each bridle should wear
evenly it is found in practice that this is not the case.
Any rolls which wear would do less work and possibly cause
even more wear or damage the roll by developing flat spots.

c) Disadvantages (Cont.)
It appears as though there is no compensation for unequal
changes in work roll diameter within each bridle. This
means that all rolls within a bridle would need to be
changed, in order to achieve maximum extension, whenever
any particular roll in a bridle was worn.
This aspect is highlighted by an overseas report that each
roll within the bridle is graduated to allow for strip
extension around each roll. This suggests that roll diameters
on the mechanical drive are extremely important and that
long runs between roll changes could not be anticipated,
2. The gearbox on the mechanical drive is obviously a huge
gearing arrangement which would turn out to be a maintenance
nightmare.

CHAPTER 5. CONTROLLED EXTENSION BY SEPAEATE ELECTRICAL DRIVES
a) General Arrangement
The use of mechanical drives for the extension of steel strip have
been successfully adopted. Whilst the results obtained have been
good, the initial capital cost and running costs are high and
difficult to justify at present. A separately driven alternative
presupposes the following.
1. Roll speed is indicative of strip speed or alternatively there
is no slip. This would be a necessary requirement so that
motor speeds could be controlled sufficiently accurate to achieve
the extensions.
2. Economies result but not at the expense of the required
performance.
3. All rolls within a bridle have the same speed. If this were
not the case then a, separate regulator would be required on
each drive.

Delivery Bridle Entry Bridle
vVxWV^ Entry Booster
FIG. 5.1 Proposed Ward Leonard arrangement for separately driven alterative.
Speed Ref® ~AVWW/V-t
- j W V W W Speed F/B
from Delivery Bridle S .C .R. Bridge Rectifier
FIG. . .3 Booster Voltage Control Scheme.

General Arrangement (Cont.)
Assuming that separate electrical drives are feasible, then fig. 5 . 1
would be the basic Ward Leonard arrangement. Each of the 5 rolls on
both bridles are powered by individual motors, but obviously the
horsepower requirements differ on each roll. Here it is also assumed
that the bridle configuration would be the same as the mechanical
arrangement.
Fig, 5 .2 is the outline schematic of the generator voltage control.
This particular control does not matter to any great extent, and
would not have to be extremely accurate, but rather to be capable
of being tied into an existing Ward Leonard arrangement.
The booster voltage control scheme shown in fig . 5 .3 is the most
important part and must be extremely accurate. The booster voltage
control servo is based on the use of conventional tacho generators
to bring the speed of the 2 bridles to approximately the same.
The outer loop or extension loop would have a 20% over-ride on these
tacho signals. The input to the extension amplifier would be a
variable extension reference set by the operator and this would be
compared with a signal proportional to the difference in speed
between the bridles.

a) General Arrangement (Cont.)
This speed difference signal would probably necessitate the
use of a digital scheme rather than an analogue signal because
of accuracy requirements. The anticipated accuracy would be
about 10% of the set extension. The speed of the entry bridle
would need to be controlled to 1 part in 10,000 for a 0.1%
extension. This order of accuracy would be difficult to attain
and maintain with analogue tacho generators. So pulse generators
would be used in the outer loop, and it is assumed here that the
count rate would be sufficiently high to approach the required
accuracy, considering that the digital system has an error of
plus or minus 1 count.
b) Advantages of Separate Electrical Drives
1. Unequal roll diameters within a bridle may be compensated
by field strength adjustment. Thus it would not be
necessary to always have a matched set of rolls within a
bridle.
2. When roll diameters do change during the operation of
the line it would be a gradual change and could be detected
by that particular roll shedding its load. Again this can
be compensated for with field adjustments whilst the line
is running.

b) Advantages of Separate Electrical Drives (Cont.)
3. On the mechanical drive there is no facility for reading
out the actual extension. If a 1% extension is required
the operator would not know whether he had 0.5% or 2%,
With the electrical drives the speed difference is generated
and could be easily arranged for readout. Obviously this
system could be adopted for the mechanical drive but it
would be an extra.
c) Disadvantages of Separate Electrical Drives
1. Each roll within the bridle is not separately speed
controlled, as in the case of the mechanical drive, and
there is a possibility of speed differences occurring. In
this case the strip would either slip over the bridle or
that each roll would not be loaded in proportion to its
rated horsepower.
This problem is overcome in conventional multi roll bridles
by the use of cumulative and differential fields on each
motor. All the differential fields on each motor are
paralleled and their field impedances are such that the
currents are shared in inverse proportion to the motor
rating.
Cumulative Fields
Differential Fields
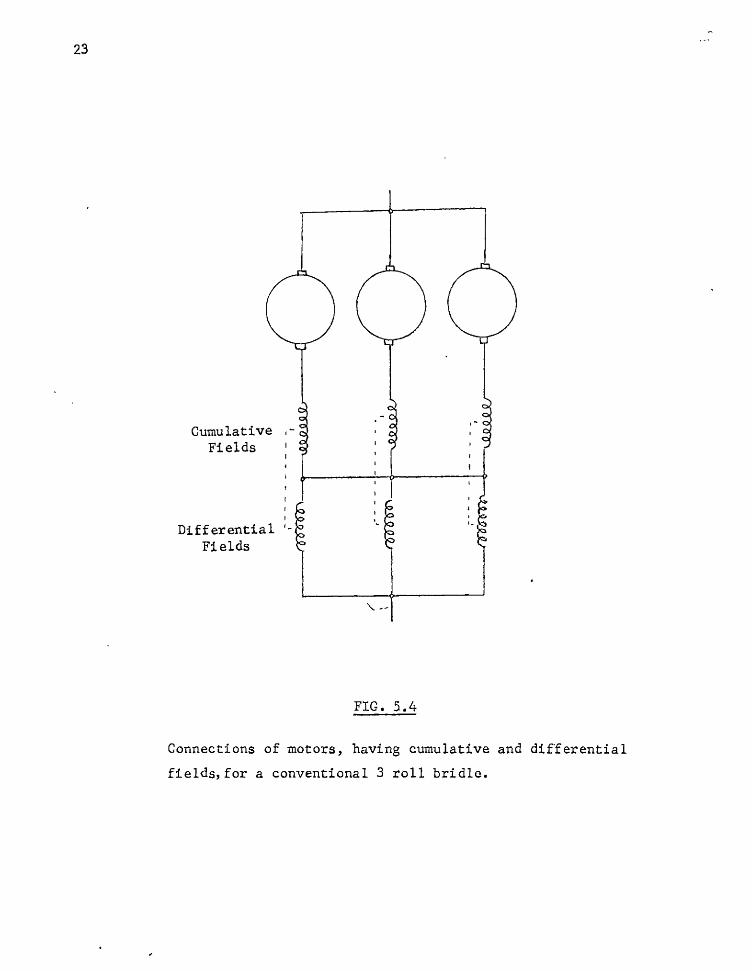
FIG. 5.4
Connections of motors, having cumulative and differential fields, for a conventional 3 roll bridle.
c) D i s a d v a n t a g e s of S e p a r a t e E l e c t r i c a l Dr ives ( C o n t . ) R e f e r r i n g t o f i g . 5 , 4 , each c i imu la t ive f i e l d can c o n t r i b u t e a 167o i n c r e a s e i n f i e l d s t r e n g t h a t f u l l l o a d , whereas t h e d i f f e r e n t i a l f i e l d i s 87o under t h e same c o n d i t i o n s . I f t h e s e b r i d l e s were s e t up t o s h a r e t h e l oad i n p r o p o r a t i o n t o t h e i r r a t i n g and sudden ly motor A l o a d i n c r e a s e d , t h e i n c r e a s e d a r m a t u r e c u r r e n t would f l o w i n motor A a r m a t u r e , b u t would d i v i d e up a t t h e d i f f e r e n t i a l f i e l d s i n i n v e r s e p r o p o r t i o n t o each m o t o r t s d i f f e r e n t i a l f i e l d r e s i s t a n c e . Consequen t ly motor A would have a r e l a t i v e l y s t r o n g e r f i e l d s t r e n g t h and s low down. The o t h e r mo to r s have i n c r e a s e d t h e i r d i f f e r e n t i a l f i e l d s t r e n g t h b u t n o t i n c r e a s e d t h e i r r e s p e c t i v e c u m u l a t i v e f i e l d s t r e n g t h s , so each of t h e s e motor s would have a r e l a t i v e l y lower o v e r a l l f i e l d s t r e n g t h . The r e s u l t b e i n g t h a t motofc A sheds i t s l o a d , w h i l s t t h e o t h e r moto r s speed up t o t a k e t h e i n c r e a s e d load f rom motor A.
Th is a r rangement i s u s e d on t h e e x i s i t i n g d u a l 3 r o l l b r i d l e on t h e Cont inuous G a l v a n i z i n g L i n e and i s s u c c e s s f u l . I t s h o u l d be c a p a b l e of b e i n g ex t ended t o dua l 5 r o l l b r i d l e s w i t h o u t g r e a t problems a r i s i n g .

c) Disadvantages of Separate Electrical Drives (Cont.)
2. The speed differential will not be mechanically locked in
and so the system accuracy will not be as good. On this
point a compromise must be reached in that if a 1% extension
is required, then an extension between 0.9% to 1.17o should
be permissible (refer Chapter 3). At this stage it is
impossible to say whether this accuracy would suffice, but
the digital system should allow the accuracy to be lowered
another decade if necessary.
3. During periods of acceleration and deceleration the
separate drives may not respond identically because of the
inertia ratios. This can be overcome by using flywheels
or oversize brake drums on the drives with relatively low
inertia ratios.

Conclusion
Based on the discussion in Chapter 3 on controlled extension
for quality improvements, and in particular in regard to the
stress versus strain curves, the assumption that an error of
up to 10% on the set extension should be reasonable. If this
were the case then matched analogue tachoes of good quality
could be used to reach this accuracy. These tachos particularly
if loaded can be relied upon to give the system a long term
accuracy of 0 . 1 7 o and a short term accuracy approaching 0 . 3 7 o .
(These are typical figures for tacho servos as applied to the
paper industry.)
Greater system accuracies would dictate the use of a digital
system which would be more expensive.

CHAPTER 6. ECONOMICS OF ELECTRICAL VERSUS MECHMICAL DRIVES
The gearbox associated with a mechanically driven anti-fluting
mill has been estimated to cost $300,000. For a comparison
purpose the gearbox cost will be compared with the additional
cost of individual motors, and gearboxes together with the
additional cost arising from
increased generator capacity
increased control panels and desks
increased foundations
increased conduits, cables and racks
increased installation
plus appropriate control gear to set and maintain extension,
i.e» Items such as work rolls, etc, which are common to both
arrangements have been neglected and basically the mechanical
drive gearbox cost will be compared with the cost of the electrics
to replace the gearbox.

FIG. 6.1
A 4 roll bridle having a large total angle of strip contact
with a consequent higher tension multiplication factor.

a) Calculation of Motor Horsepowers
Assume separately driven dual five roll bridle system with the
same roll configuration as a C.A.F.L. Mill. On a 200 degree
wrap assume tension multiplication factor of 2 (i.e. co-efficient
of friction of 0.2). The maximium tension that can be transmit-
ted between a single roll and strip without slippage is T_ - T-
where ^ = e "" (6.1)
T 2 = outgoing tension
T 1 = incoming tension
e = 2.718
u = co-efficient of friction
4> = angle of wrap in radians
This 5 roll configuration is not an efficient utilization as
much greater angle of wraps can be obtained. In fact the 4
roll configuration shown in fig. 6.1 has a multiplication factor
of 2.3 on each roll (based on co-efficient of friction of 0.2).
However, for the purpose of a comparison the 5 roll bridles
will be compared.

a) Calculation of Motor Horsepowers (Cont.)
The horsepower to be applied to or absorbed from the strip
is calculable from
H.P. = (F.P.M.) X (^2 .. ^1) (6.2)
33,000
where F.P.M.= Ft./min.
on Continuous Galvanizing Line F.P.M. = 550
H.P. = 550 X (^2 - "^D
33,000
on first roll ^2 - = 2 x 1000 - 1000 = 1000 lb,
H.P. = 16.65
on second roll " ^ 2 - ^ 1 = 2 x 2000 - 2000 = 2000 lb.
• • H.P. = 33•3
on third roll - = 2 x 4000 - 4000 = 4000 lb.
H.P. = 66.7
T T
on fourth roll 2 - 1 = 2 x 8000 - 8000 = 8000 lb.
H.P. = 133
on fifth roll ^ 2 - ^ 1 = 2 x 16000 - 16000 = 16000 lb.
H.P. = 266

a) Calculation of Motor Horsepowers (Cont.)
Using standard H.P. drives by adjusting angle of wrap
let No. 1 roll H.P. = 15
No. 2 roll H.P. = 50
No. 3 roll H.P. = 75
No. 4 roll H.P. = 100
No. 5 roll H.P. = 200
Total H.P. = 440
tension developed = 33,000 x 440 (from equation 6.2)
550
= 26,400 lbs.

b) Costing
C.A.F.L. Mill Gearbox $300,000 (Estimated)
Separately Driven Alternative
I t e m C o s t
2 X 15 H.P. motors 3,220
2 gearboxes to suit 15 H.P. drives 2,640
2 X 50 H.P. motors 4,460
2 gearboxes to suit 50 H.P. drives . 4,700
2 X 75 H.P. motors 4,640
2 gearboxes to suit 75 H.P, drives 6,100
2 X 100 H.P. motors 8,400
2 gearboxes to suit 100 H.P. drives 6,100
2 X 200 H.P. motors 10,600
2 gearboxes to suit 200 H.P. drives 11,000
increased conduits and racks 8,000
increased generator 12,000
increased control panels and desks 18,000
increased foundations 1,000
increased installation 15,000
generator voltage control scheme 1,000
booster 9,000
booster control scheme 20,000
Total: $136,000
Allowance 20% for incidentals gives total = $165,000

I elivery Bridle Entry Bridle
u o nJ ^ 0) g o o H
FIG. 6.2 Ward Leonard diagram of propssed system with booster being replaced by an S.C.R, converter.
Delivery Bridle Entry Bridle
FIG. 6.3
Diagram showing converter being used for complete supply to the entry bridle.

b) Costing (Cont.)
All other gear including work rolls would be common to both
proposals, thus a price differential of $135,000 should be
achieved. Note that even with this cost differential the
separately driven alternative has a pulling capacity of
26,400 lbs, whereas the C.A,F.L. Mill is rated as 15,000 lb.
system. The 15,000 pounds developed in the 5 roll bridle of the
C.A.F.L, Mill could easily be extended to greater tensions by
greater use of bridle configurations, but this would increase
the cost because greater torques would need to be transmitted.
c) Static Versus Rotating Generators
An alternative to using a booster, in the separate electrical
drive may be a converter based on silicon controlled rectifiers.
The booster could either be replaced as shown in fig. 6 .2 , or use
the converter to supply the entry bridle as shown in fig. 6.3,
The disadvantage of the latter would be that the delivery bridle
would need to be powered by a generator capable of supplying the
full bridle load, whereas the previous rating was based on it
supplying only system losses. However, if a converter were.to
replace the booster then it seems logical that it be taken one
step further and the generator replaced with a static converter.

c) Static Versus Rotating Generators (Cont.)
Converters have the advantages over rotating machinery of:-
1. Rapid response particularly with the deletion of the
booster and generator field time constants.
2. Lower maintenance costs.
3. Improved efficiency with resulting power savings because
the S.G.R. converter may be up to 107o more efficient
than an M.G. Set.
These advantages can be offset to some extent by:-
1. An S.G.R. installation cost is usually 10% to 15% more.
On the basis of driving each bridle with an S.G.R. converter
the approximate cost would be:
from previous calculations the load = 1,600 amps at 230 V.
Using a safety factor of 2.5 times the peak working volts then 800 volt P.I.V. rated S.G.R«s are required.

c) Static Versus Rotating Generators (Cont.)
If 350 amp average current rated S.C.R-Js are used in a 3 phase
6 pulse bridge then the bridge rating would be
each S.C.R. conducts for 120° in each cycle
bridge rating = 3 x 350 = 1,050 amps av.
Hence 2 bridges in parallel would be required and a reasonable
safety factor would be obtained.
Possibly some regenerative capacity would be required during
speed changing conditions and possibly for jogging. Here
allow for 507o capacity.
Thus a total of 3 bridges would be required in the converter.
total number of S.C.R*s = 3 x 6 = 18
cost of S.C.R. bridges = 18 x $264
= $4,750
to this must be added a transformer to step the voltage down
to 230 V. Cost = $3,000

c) Static Versus Rotating Generators (Cont.)
A D.C. circuit breaker would be required to protect the bridges
from "shoot through" conditions and other overload dangers.
Cost $900
total = $8,650
Other necessary accessories would include firing circuits,
blocking and logic, fast acting fuses, current -transformers,
etc.
Other requirements such as an A.C. circuit breaker are required
for both the M.G. and the converter and can be neglected.
One other aspect which must be considered would be inductors.
Depending on motor design, these may be necessary to limit
current build-up rates, reduce ripple voltage and reduce the
possibility of S.C.R. firing from high rate of change of volts.
The inductors also have the inherent advantage that in reducing
the ripple voltage they minimize discontinuous conduction and
the reduction in gain associated with it.

c) Static Versus Rotating Generators (Cont.)
Overall the converter cost would approach the nominal 10% to
157o increase in cost over the M.G. Set. It is difficult to
have a close comparison because of the many unknowns. Some
savings may result by using a different voltage D.C. machine
e.g. 440 volts. This may allow a cheaper bridge to be built
because of the relationship between voltage rating and current
rating in the cost of S.C.Rfs. It may also be possible to use
only 1 transformer for both converters. The rating of 1
transformer would be adequate, but special precautions may be
necessary to prevent interaction between the converters.

Conclusion
Separately driven rolls used in multi roll bridles for the
controlled extension of steel strip could be a very attractive
proposition from capital cost savings and reduced running and
Toaintenance costs when compared with the mechanical drive.
This separate driven alternative could only be worthwhile if
there is no strip slippage through the bridle and secondly
if the necessary speed accuracies can be attained.
Whilst the S.C.R. converter may be a slightly more expensive
proposition, its inclusion may be necessary to obtain the
accuracies, but even if a booster would suffice the converter
would need to be seriously considered because of its longer term
savings.
An allowance of $20,000 has been made for the control scheme
associated with obtaining the extension or speed difference
signal. This would be a digital arrangement with appropriate
digital to analogue conversion. This aspect will be investigated
further in a later chapter.

CHAPTER 7. BRIDLES IN PROCESS LINES
a) Mechanical Considerations
The tension multiplication factor relationship
= e " ^
where T^ = outgoing tension
T
1 = incoming tension
e = 2.718
u = coeff. of friction
4 — angle of wrap in radians
is derived in almost any engineering mechanics text and it
defines the theoretical ability of a roll to modify strip
tension without slipping. This equation gives the theoretical
limit, but in practice it must be modified by the centrifugal
force of the material and the power requirements in material
bending.
The first of these effects can be considered acedemic for the
speeds and gauges involved in this project. The horsepower
involved in material bending may be derived from equation 7.1 .
H.P. = BT^YF (7,1)
165,000R

a) Mechanical Considerations (Gont.)
where B = number of bends
T = material thickness in inches
W = material width in inches
Y = yield strength in pounds/square inch
F = speed in ft./min.
R = roll radius in inches.
e.g. 36" wide by 0.050" thick material with a yield strength
of 30,00 P.S.I, at 550 F.P.M. with 1 bend over a 36" dia. roll
required the following bending horsepower.
H.P. = 1 X (0.050)^ X 36 X 30,000 x 550
165,000 X 18
0.5 H.P.
Consequently this effect may also be considered negligible when
compared with the horsepower involved in the dual 5 roll bridle.
In any case, this effect can bB considerably reduced by correct
design. It can be shown that the minimum roll diameter that will
not result in the outer fibres of the material being stressed
beyond the yield point can be expressed by equation 7.2.

a) Mechanical Considerations (Cont.)
D = ^ (7.2)
Y
where D = roll diameter in inches
T = material thickness
E = Youngs Modulus
Y = material yield stress
e.g. on steel where E = 30 x 10^
and Y . = 30 X 10^
then from equation 7.2
D = 100 T
The roll diameter should be 1000 times the maximum strip
thickness being processed,
b) Electrical Consideratidns
. The main electrical considerations in any separately driven
multi roll bridle relate to load sharing of the motors under
both steady state and speed changing conditions. It is
desirable to split the load into the corieect ratio, otherwise
the bridle may slip on the strip, and once this happens it
causes many problems and is difficult to stop.

b) Electrical Considerations (Cont.)
Nominally the bridle is designed for steady state operation and
usually the basic bridle is available in standard configurations
and economics generally dictate that these standards be used.
The motor horsepower requirements are then usually calculated.
It would be most unlikely that the theoretical horsepowers
required line up with the standard sized motors. Consequently
the next highest standard motor is chosen above the calculated
value and hopefully the ratio of actual horsepower requirement
to the motor nameplate horsepower are the same for each roll
within the bridle. This ratio should be the same so that each
motor shares the total load in proportion to its horsepower.
Any discrepancy in this regard could be overcome by either
adjusting the angle of wraps within the bridle, or it may be
possible to adjust the load sharing in the differential fields
so that the bridle load is shared in proportion to the
calculated horsepowers.
During acceleration and deceleration the same basic ratio must
be maintained to avoid slip. Each roll within a bridle will
only accelerate at the same rate if the ratio of the motor
horsepower to motor inertia is equal for each drive. Motor
inertia in this case would be actual motor inertia plus brake

b) Electrical Consideration (Cent.)
inertia, roll inertia and gearbox inertia (all referred to the
motor shaft). Possibly a better ratio would be motor horsepower
to the horsepower required for acceleration.
If the actual horsepower requirements for the static condition
are some percentage other than 100% of the motor nameplate
rating then the same percentage should be obtained for the
acceleration horsepower to the motor nameplate rating.
Acceleration horsepower may be calculated from
H.B. = I N ^ (7.3)
1.6 X 10^ X T
2 I = total inertia in pound ft.
N change in speed in R.P.M.
T = time for speed change in seconds
If the acceleration ratio is not the same for each roll then
consideration could be given to the possibility of using a

b) Electrical Considerations (Cont.)
safety factor in the value of the coefficient of friction
used. This would be helpful, particularly if applied to the
larger drives which could then safely do some of the work of
the smaller drives without slipping being induced. This
method would be wasteful of a bridle's potential capabilities.
The remaining possibility of correcting the acceleration
ratios would be to add extra inertia to the drives with low "
ratios. In most conventional bridles, rolls would normally be
identical and hence each have the same inertia. Thus it is most
unlikely that the acceleration ratio is constant and obviously
the larger drives generally have the smaller ratio. As suggested,
extra inertia, on these larger motors, in the form of oversize
brake drums or even a flywheel, would restore equal ratios and
result in a bridle which will not slip under either static or
dynamic conditions.

Decoder Driver
Coincidence Detector
Delay
Counter
Memory
Decoder Driver
Nixie Read Out
FIG. 8.1
Block diagram of digital differential speed transducer.

CHAPTER 8, DEVELOPMENT OF A DIGITAL DIFFERENTIAL SPEED TRANSDUUER
a) General
Since this investigation is based on controlled extension using
speed control rather than a differential gearbox it is most
important that there be no slip around the rolls under all loads
and all types of strip. It was decided to conduct slippage tests
on the existing dual 3 roll bridle to determine the extent of any
slip. Thus some accurate form of measuring roll speed against
strip speed was needed. Since accuracies of better than 0.1% are
required and, as this is difficult to achieve using analogue
methods, a digital system was used.
The accuracies required indicated that the two measurements to be
compared be taken concurrently, so two separate counters based on
Fairchild Integrated circuit elements were built and logic elements
necessary for the purpose were included. Figure 8.1 shows the
block diagram arrangement of the scheme.
A "zero" is defined by zero volts.
A "one" is defined by 1.6 volts approximately.
The 9958 unit is a decade counter capable of frequencies to 2
megacycles with inputs consisting of a counting signal and a
reset signal. The outputs are binary coded decimal of relative
weight 1 - 2 - 4 - 8 . A detailed explanation of this unit is
given in appendix.

General (Cont.)
The memory units (9959) act as buffer storage elements. Each element
has basically an input, an output and a gate signal and the element is
capable of sampling the counter element output and storing this output
indefinitely. This sampling action is achieved by opening the gate with
a "zero" logic signal. Whilst this "zero" is applied the information
at the counter output will be stored in the memory unit and be also
transferred to the memory output. When the gate is switched to a
logic "one" the information in the counter just prior to the gate
signal is stored in the memory but the memory input opens and so no
further signals are received from the counter. The information in
the memory is continuously available at the memory output and hence
that count is maintained and can be decoded and read out on Nixie
Tubes. This particular count is maintained on the output until the
memory gate is again opened to sample the counter output. An equivalent
circuit and detailed write-up is appended.
The 9960 unit acts as a combination decoder driver. It facilitates
the conversion of the 8 - 4 - 2 - 1 binary coded decimal number
from the counter to a ten digit decimal number.

Counter
Decoder Driver
Reset
Counter
— (.J Decoder Driver
i.i.iii
Counter
Decoder Driver
! ! TT|-f ) I
I
Pulse Input
Pulse Amplifier
Y Input
Counter
Decoder Driver 1 : I I ! ;
+ 60 V.
1 r
To Reset Logic
— + 60 V.
To Reset Logic
1 r + 60 V.
9
To Reset Logic
. — + 60 V.
To Reset Logic
FIG. 8,2
Layout of counter 1 or master counter.

Counter (9958)
Memory
Counter (9958)
Memory
Decoder Driver ; J •
Nixie Tube
Pulse Amplifier
Count Input
Counter (9958)
Memory
P Decoder 1 Driver
Nixie Tube
"•High Tension
FIG. 8.3
Layout of counter 2 or readout,

b) Circuit Design and Operation
Fig. 8.2 is a detailed layout of counter 1, the master count, which
consists of a four stage counter feeding directly into decoder driver
units which feed a resistance network via selector switches. The
100 K load resistances replace the Nixie Tube, and the diode in each
of the decimal output leads are used to clamp the output to + 60 volts.
This means that the voltage at the various selector switches is either
at + 60 volts or zero volts. It goes to the low level when that
particular count is being registered. The signal to the reset logic
is attenuated to a "one" (1.6 volts) from the + 60 volt level. This
means that the reset logic signals only go to logic zeroes when the
decimal number selected on the selector switch coincides with that
particular number on the 9960 decimal decoder. The driver can be
simply considered as 10 pass transistors to the zero volt line and
a transistor is switched from an open circuit to short circuit when
that particular count has been decoded.
Counter 2, as detailed in fig. 8.3, consists of three counting stages
(9958) feeding decoder driver units (9960) via memory units (9959).
The load of the driver units on this counter is three Nixie Tubes.
In a similar manner to the previous counter the decoder ouputs were
clamped to + 60 volts. In this case this was necessary to prevent
inconsistent counting and two counts being registered simultaneously
on the Nixie Tubes.

Counter
Decoder Driver
Units
Tens ^ Hundreds
Thousands
Reset Line \_
L2
CI
Gate
FIG. 8.4
Counter
Memory
'Decoder Driver
Detailed arrangement of counter logic.

b) Circuit Design and Operation (Cont.)
Referring to fig. 8.4, the circuit description of operation is as
follows:
Assume both counters have just been reset, then each one will
commence counting the pulses received from the rotating discs.
(Say counter 1 has been set to a count of 999 with the selector
switches.) When 999 has been reached on counter 1 all inputs to
9914 unit LI will be logic "zeroes" and the 9914 unit LI acts as
a nand gate to then produce a logic "one" output.
This immediately appears at the input of the next 9914 unit L2
and thus its output goes from logic 1 to zero.
This "zero" signal appears on the "gate of the memory units and
opens the memory unit so that the infonnation stored in the counter
at that instant is relayed to the Nixie Tubes via the decoder driver.
If the gate were to be left open then the counter would continue to
count and thus alter the information stored on the Nixie c.ontinuously.
So after a delay of two micro seconds (2K x 800 P.F.) (approximately)
capacitor CI has charged sufficiently to make the input to the 9914
unit L2 a "zero" and thus the output is "one" and so the gate is shut.

b) Circuit Design and Operation (Cont.) Up to this stage then we have counted to -999 on counter 1 and in same
period the count reached on counter 2 has been transferred to the Nixie
Tubes and remains there until the gates have been re-opened.
Whilst the gate is opened with a "zero", capacitor C2 discharges but
the direction of the discharge merely biases off 9914 unit L3 and
thus it does not trigger. When the gate is re-closed with a "one"
capacitor G2 charges and now the direction of charge is such as to
trigger the 9914 L3 and 9900 L4 unit (connected as monostable vibrator)
and place a "one" on the output. The 9900 unit L4 has sufficient
power to drive all units and thus a reset or "one" appears on the
reset line.
After a set period determined by the time constant C3 capacitor
charges and switches the reset output line back to a "zero". By this
time capacitor C2 has charged sufficiently so that its contribution
to the input to 9914 unit L3 is a "zero".
The delay sequence is necessary to ensure that the counters are not
reset until the memory gate has been re-closed otherwise the Nixie
count will be destroyed.

b) Circuit Design and Operation (Cont.)
Once the reset pulse has been removed both counters then _r_ecycle
again and up-date the information stored in the Nixie Tubes if
slippage occurs.
The units and layout used for the logic_operations were not
derived in one go, but rather consisted in trial and correction.
The main difficuLty-was in connection with the gate pulses to
the memory, but the final set-up proved to be satisfactory.
Details on the logic modules used are appended. The driving
capacity input load factors, output drive factors were taken
into account and these details are included in the appendix.
The counter design was straightforward because of the use of
integrated circuits. As is probably generally the case when
using high speed counters, it proved a slow job to remove
multiple counting on the Nixies, spurious counts and other stray
pulses. The main solution arose from the use of printed circuit
boards with a layout s'uch that .it included as much earthing as
possible. Regulated power supplies were used for both the high
tension and logic voltages and this proved to be_important in
preventing simultaneous miltiple counting on the Nixie Tubes.

..mr

FIG. 8.5 Photograph of the Extensometer
Master Counters Pulse Inputs
Count Selector Switches
Logic Board
CI Pulse Amplifier
Readout Coimters
Nixie Readout Tubes
Output to Digital to Analogue Converter

b) Circuit Design and Operation (Cont.)
The photograph opposite (fig. 8.5) shows the final layout of the
instrument which is fully self contained and required only pulse
inputs and a 240 volt A.C. supply. At the back of the instrument
there are 2 sets of plugs, one for a light source and one for a
solar cell for each counter. The instrument incorporates 2 pulse
amplifiers on a module.
Pulse Amplifiers - The counter inputs are via solar cells
actuated by a light source and a rotating disc. The output from
the solar cell for the level of light intensity and rated speed
is approximately 45 M.V. with a D.C. level of 45 M.V. (Fig. 8.6A).
The counter units within the integrated circuits are D.C. coupled
but rely for their operation on the capacitance effect to the
collector so that a slow rising pulse will not be registered as a
count. A slow rising pulse in this case was found to be a disc
speed below 500 R.P.M. so some pulse shaping as well as amplification
was necessary.

<u 00 CIS 4-» I-i o >
Time
tn a. I o u o
4J c 0) u u
u
a. 4J P o
1000
100
10
FIG. 8,6A Waveforms derived from Solar Cells«
^ VlAVVs'v-
>
> I ? > <
+ 9 V,
-A
0 V.
FIG. 8.6B Circuit used to amplify pulses from the Solar Cells.
100 Footcandles.
10 Footcandles.
1 Footcandle.
Output current versus- load resistance characteristic of a selenium photovoltaic cell (Solar cell).
10 100 1,000 10,000 Load Resistance (Ohms.)
FIG. 8.7

b) Circuit Design and Operation (Cont.)
Consequently a 2 stage D.C. coupled amplifier was used to
decouple and amplify the solar cell signal. The circuit used
is shown in fig, 8.6B, The output impedance of the solar cell
was loaded at 1 K because at this level it is essentially a
constant current souE-ce. At higher impedances it acts as a
constant voltage source. (Fig. 8.7)
The pulse shaping was achieved by joining the two emitters
through a suitable resistance. The value of this resistance was
found by trial and error and set to the optimum value without
allowing the system to oscillate. This resistance gives positive
feedback and so allows the output to switch faster and produce
a steeper pulse. This type of pulse shaping allowed accurate
pulse counting, however, in more critical applications it would
be necessary to go to more elaborate means e.g. (Schmitt trigger)

c) Testing
The circuit used proved difficult to check its accuracy because of its
rapid speed of operation. Placing the same signal on to each input
gives the same count but it was not known whether the counter was
actually counting or just locked in at that count. It was very
difficult to pick up the reset and gate pulses because of their short
duration and long period in between, A storage C.R.O. capable of
rapid writing rates could have proved valuable but was not available.
A 50 cycle input from the mains frequency to each channel of the dual
counter gave a reasonable indication of accuracy but still did not
check the instrument to the accuracy required until the test was
performed with same inputs to a batch counter over the same period.
A test to manually move a disc, operating a solar cell, through a
fixed number of holes did not prove satisfactory because it was found
that the counter registered nearly twice as many counts as expected.
Eventually the instrument was checked against another electronic
batch counter and proved to be accurate. The batch counter also
registered the same number of counts as the dual counter when used
to measure the manual movement of a disc and the error was found
to result from the unsteady manual motion of the disc.

FIG. 8.8
Layout of the dual 3 roll bridle.
Strip
Disc
Disc
FIG. 8.9
Location of the disc between motor and gearbox.

d) Measurement Technique
The extensometer was used to compare motor speed against the speed
of the anti-fluting roll which is not powered by a motor but driven
by the strip, so it is reasonable to assiame that roll speed is
directly proportional to line speed. Each counter receives pulses
from a solar cell and a rotating disc. One disc was attached to
the motor under test whilst the other was attached to the anti-
fluting roll. (Fig. 8.8) The disc had approximately 80 holes
so that the motor disc had a count rate of approximately 1,200 per
second (motor speed of 905 R.P.M. at top line speed) whereas the
second disc was connected directly to a one foot diameter work roll
so at 550 ft./minute line speed, the count rate approximates 240
pulses/second.
If the relationship between motor count and anti-fluting roll count
read out on the extensometer is maintained over the complete load
range of the motor then no slippage occurs. It is known from the
tensions developed and material processed that no extension takes
place (less than 0.025%). Thus a consistent extensometer count over
the motor full load range means no slippage.
On motors A, B and C a disc was inserted on the coupling between
motor and the gearbox. Fig 8.9) Another disc was attached to the
anti-fluting roll. Each disc had a known but different number of holes.

d) Measurement Technique (Cont,)
The purpose of this being to have a maximum count per revolution but
keeping the disc size to a reasonable value. As a first step the
output from the 75 H .P . disc was connected to the master input which
was then set to a count of 500, The output from anti-fluting roll
was used as the other input to the extensometer.
At maximum motor speed of 905 R.P.M. the first counter takes approx-
imately 0 ,5 seconds to reach the preselected count of 500, In this
interval of time the anti-fluting roll count was stored and at the
end of this period was read out on the Nixie Tubes. Because of roll
diameter ratios and the gearbox the ISIixie reading was only about 100,
but consistent over the full load range of the motor. This test was
to ensure there was no slippage occurring on a short term basis.
Obviously at such a low count only large slippages will show.
Greater accuracies in the slip measurement were obtained by connecting
the master count input to the anti-fluting roll and setting the count
to 999. The motor disc output was used to supply the second counter.
Since the anti-fluting roll is twelve (12) inches in diameter and
75 H .P . motor drives a thirty-six (36) inch roll through a 15.5 : 1
gearbox readings will now be taken over approximately every five (5)
seconds and the Nixie readout will be above 4,000 counts, thus an
accuracy of one part in 4,000 is obtainable.

d) Measurement Technique (Cont.)
The error of one part is due to the fact that digital systems have
an inherent error of up to one count over any number of counts
because it takes a finite time to transfer the information to the
readout (another count could be added in this period), and secondly
because the holes in each disc are not synchronised, so that the
instant counting commences, a count may be registered in either
counter immediately due to a disc hole being in front of the light
source*
Information stored in the Nixie Tubes record the number of counts
from the motor disc for 999 counts on the anti-fluting disc. Since
negligible extension actually takes place, then a consistent reading
over the motor load range should mean zero slippage. This reading
should be independent of line speed and product, but line speed will
have the slight affect that the slower the speed the slower will be
the counting cycle.
This method was used on 75 H . P , , 50 H . P . , and 15 H .P . motors.

e) Measurements
Count readings were taken over one minute. The reason f o r
the d i f ferent niomber of readings over each minute is due to
the fact that the Nixie tubes only changed reading when a
d i f ferent count was stored.
Results obtained were found to be independent of material
gauge, width or type of product. Also the results were
found to be independent of l ine speed, as expected, and
following results are tabulations of motor count versus 7o
motor load for a 999 count on the ant i - f lut ing r o l l .

e) Measurements (Cont.)
75 H.P. MOTOR
Count for 999 count on anti-fluting roll disc.
Count _
4767
4768
4767
4768
4767
4768
4767
4769
4768
4767
4768
4769
4767.6 Av.
7o Load Count
4767
4768
4767
4769
4768
4767
4768
4767 •
7o Load
18 Count
4767
4768
4767
4768
4767
4768
4767
4768
4767
7o Load
34
4767.6 Av. 4767.4 Av.
Count 7o Load Count 7o Load Count
4768 44 4768 67 4769
4767 4769 II 4770
4768 4768 II 4769
4767 4769 II 4771
4769 4768 II 4770
4768 4767 If 4769
4767 4768 II 4770
4768 4769 IT 4769
4767.7 Av. 4768.2 Av. 4769.6
7o Load
95

Measurements (Cont . )
50 H.P. MOTOR (4381)
Count 7o Load Count % Load Count
4372
4375
4374
4373
4377
4372
4373
4374
4373.7 Av.
11 4373
4375
4380
4377
4372
4374
4373
4374
4374.9 Av.
22
7o Load
4373
4374
4376
4374
4375
4372
4374
4373
4373.9 Av.
57
Count
4374
4375
4379
4376
4374
4375
7o Load
74
Count
4374
4375
4377
4376
4377
4378
7o Load
96
Count 7o Load
4375.5 Av. 4376.1 Av.

e) Measurements (Cont.)
Count _
3960
3961
3963
3958
3960
3962
3961
3960
3960.6 Av.
7o Load
13
15 H.P. MOTOR
Count
3962
3960
3962
3961
3964
3958
3961
3960
3961
7o Load
26
Av.
Count
3961
3964
3959
3961
3962
3961
3963
3962
3961.6 Av.
7o Load
48
Count
3963
3962
3965
3959
3961
3962
3961
% Load
69
Count
3962
3967
3964
3965
3963
3965
3964
% Load
74
Count
3963
3964
3967
3966
3965
3967
3964
°L Load
96
3961.6. Av. 3964.3 Av. 3965.1 Av.

f) Correlation of Measurements
This is a check to ensure that the counts obtained tie-up
approximately with the mechanics of the system. The
correlation is not expected to be exact because the
calculations rely on nominal roll diameters and gearbox
ratios.
For 75 H.P> Motor
999 counts on anti-fluting roll gave 4767 counts on Nixie tube
75 H.P. motor disc has 78 holes = HI
anti-fluting roll disc has 83 holes = H
anti-fluting roll dia« = 1 ft- (nominal) = D1
motor work roll dia. = 3 ft. (nominal) = D2
gearbox ratio = 15,5 : 1 = N
assinne line speed = Y F.P.M.
for anti-fluting roll time to count 999
999 h X H X
3.14
999 X X 3.14 H X Y

f) Correlation of Measurements (Cont*)
999 X 1 X 3.14
83 X Y
let the count on 75 H.P, motor in same time be Z
time to count Z = Z x x 3.14
H^ X Y X N
Y X 3 X 3.14
78 X Y X 15.5
time to count Z = time to count 999 on anti-fluting roll
999 X 1 X 3.14 ^ Z X 3 X 3.14
83 X Y 78 X Y X 15.5
Z = 999 X 1 X 3.14 X 78 X Y X 15.5
83 X Y X 3 X 3.14
= 999 X 78 X 15.5
83 X 3
Z = 4840
This compares well with actual count of 4767. The slightly
lower count could be due to the gearbox ratio being slightly
less than 15.5 : 1 or that the roll diameters are not quite
the 3 ft. and 1 ft. Note that Z is independent of line
speed Y.

f) Correlation of Measurements (Cont.)
For 50 H.P. Motor
time to count 999 on anti-fluting roll is same as in previous
calculation
999 X 1 X 3.14 83 X Y
again let Z = count on 50 H.P. motor in this time,
time to count Z
H^ in this case
N in this case
Z X 2 X 3,14 H^ X Y X N
74
15.49 : 1
time to count Z
Z X 3 X 3.14 74 X Y X 15.49
Z X 3 X 3.14 74 X Y X 15.49
999 X 3.14 83 X Y
999 X 3.14 X 74 X 15.49 3 X 3.14 X 83
999 X ' 74 X 15.49 3 X 83
4590
This compares with actual count of 4381 and again falls well
VTithin accuracy of above calculation.

f) Correlation of Measurements (Cont.)
For 15 H.P. Motor
let Z = count on 50 H.P. motor in the time 999 x 3,14 83 X Y
time to count Z = Z x x 3.14 H^ X Y X N
H^ in this case = 65
N in this case = 15.48 : 1
time to count Z = Z x 3 x 3.14 65 X Y X 15.48
999 X 3.14 ^ Z X 3 X 3.14 83 X Y 65 X Y X 15.48
Z = 999 X 3.14 X 65 X 15.48 83 X 3 X 3.14
Z = 4040
\
Actual count recorded of 3978 compares well with above
calculated value.

g) Conclusions
The results show generally that the count is maintained fairly
consistently over the load range, but results show a definite
pattern of increasing count as the load is increased. This
increase over the test range is of the order of 0,1% (4 counts in 4000)
and may be attributable to several factors.
The increased count may be explained to some extent by the
change in roll radius as tension is increased. . This should be
quite feasible as the rolls are rubber covered. Information on
this effect appears scant in journals and could well be worth
further investigation.
On the other hand the increase may be slip, but for the purposes
of this investigation this effect is known and limited and thus
could be compensated for or neglected.

CHAPTER 9 PILOT SPEED CONTROL SYSTEM USING DIGITAL SIGNALS
a) General
It has been shown that strip slip under static conditions is
negligible in a bridle and that under dynamic conditions a
properly designed bridle will also maintain a zero slip
condition. On this basis, separately driven bridles to attain
set extensions should be feasible if the required extension
accuracies can be met. An accuracy of 0.1% of the set speed
has been suggested as a minimum.
This order of accuracy could be obtained and maintained with
conventional tacho generators in a servo system, but any
greater accuracies would only be produced on a short term
basis. Greater accuracies would necessitate the use of
digital signals to generate a speed difference signal.
Basically the extensions required in an electrically driven
bridle rely on accurately controlling the speed of 1 set of
bridles with repect to the speed of the other bridle and the
servo system being capable of fine adjustments to attain the
desired extension.

o <
o •nJ-CM
S.C.R. Rect i f ier
FIG. 9.1
Pilot speed control system including inner current loop<

a) General (Cont.)
Consequently a pilot speed control system was built to control
the speed of a motor using digital signals. A fixed frequency
from an oscillator was used to simulate the speed of 1 bridle
and the speed of the motor was controlled at some fixed speed
above this frequency.
b) Servo Circuit and Description of Operation
Basically the control system consisted of controlling the
armature voltage of a D.C. machine via an S.C.R. bridge.
The S.C.R. gates are controlled from the output of a pulse
transformer in a unijunction emitter base circuit. Referring
to fig. 9.1, capacitor CI and resistor R1 are used so as to
delay the voltage build-up on CI so that in each half cycle
the capacitor voltage just fails to reach the emitter peak
point voltage. This means that, with no other inputs, the
U.J.T. emitter is reverse biassed and only a small reverse
leakage current flows so there is no output from the pulse
transformer.
Control is achieved by inserting a further signal into the
U.J.T. emitter and obviously the greater this additional

IR From Motor A2V
R, R, T" T" •^VWV-T—
R1
15 V.
FIG. 9.2
Current Amplifier.

b) Servo Circuit and Description of Operation (Cont.)
voltage the faster will CI capacitor charge to emitter peak
point voltage within each half cycle. The earlier the
capacitor charges the earlier in each cycle will the S.C.R^s
conduct and so produce a higher output voltage.
The system has several control lo,Dps. The most inner loop
was an armature feedback and this was incorporated for several
reasons.
1. It acts as a current limit if the input resistance
values are scaled appropriately. The gain of the
operational amplifiers is in excess of 10,000 and
capable of 15 volts output.
The series resistance in the armature circuit was
such that, when 2 times full load current was flowing,
2 volts were developed across it. The armature
current feedback resistor is scaled such that with
maximum output volts from preceeding amplifier the
current amplifier total input current is zero.
Referring to fig. 9,2.

b). Servo Circuit and Description of Operation (Cont.)
L5 =
15
(this neglects F/B current from current amplifier.)
2- Armature current feedback acts as a stabilizing signal
when controlling motor speed. The reason for this stems
from the fact that the transfer function between armature
current and speed is essentially an integration (neglecting
addition of load torque). This would not be a pure
integration in practice as some friction would be inherent
in the system, so the transfer function would be modified
to:
= K
W JS + F
where J = inertia
S = Laplace operator
F = friction
K = constant depending on the machine

b) Servo Circuit and Description of Operation (Cont.)
Normally, however, the inertia term J is considerably
larger than the friction term F and consequently armature
current leads the speed by nearly 90°. It is this leading
nature which makes it an excellent stabilizing signal but
this is only on the basis that any necessary filtering of
this signal wil-1 not introduce large phase lags in the
feedback. Some filtering will generally always be
necessary and, it is important, for the above reasons, to
ensure that this is minimized.
Since the armature voltage is being derived from a single
phase 50 cycle bridge then current feedback will contain 100
cycle ripple. A. time constant of 37.5 ms (5 uF x 7.5 K) was
inserted. The two 15 K resistances appear to act in parallel
for filtering because the operational amplifier has such a
high gain that its input is virtually zero and the centre point
of the feedback resistance is tied to earth through a 5 uF
capacitor. At 100 cycles the capacitor impedance can be
neglected and thus each half of the feedback resistor can be
considered as being in parallel.

FIG. 9.3
Pilot speed control system incorporating current and speed lops.

b) Servo Circuit and Description of Operation (Cont.)
The e f f e c t of this f i l t e r time constant corresponding to
27-radians i s that the r ipple of 100 cycles (314 rads.)
i s reduced by a factor of 12 approximately.
I
With the armature current feedback res i s tor being 2 x 15 K =
30 K and the input resistance from preceeding amp = 150 K,
the current amplifier F/B resistance of 330 K was the largest
value that could be placed in without causing overshoot during
step inputs on the current amplif ier.
The series capacitor in the current amplifier was inserted
so as to operate the system as an integrating one, i . e . with-
out error. A l l th is , of course, means, i s that during steady
state there i s no feedback current on current amplifier so
the f u l l gain of the amplifier i s used, but during transient
condition the capacitor allows current to pass and so limits
the amplifier gain to the resistance ra t i o s .
Referring to Fig. 9.3 the next loop consists of a speed reference
and a speed feedback into a speed amplif ier . Generally the
speed reference would come from the other br id le , but to

b) Servo Circuit and Description of Operation (Cont.)
simulate this a variable voltage was used. This is not a
good simulation, but it will be seen later that variations in
this voltage,up to a point, are not important in the steady
state response.
The speed feedback signal, instead of being from a conventional
tacho generator was derived from a digital tacho. The digital
tacho was used because a digital speed system was required for
the next or most outer loop and secondly, because a suitable
machine to generate an analogue signal was unavailable.
The pulse generator circuit and operation is discussed in
the next section.
The speed amplifier was set up in the same manner as the
current amplifier in that gains were kept as high as possible
without too much overshoot and filter time constants kept to
a minimum. Again the integrating capacitor on the speed
amplifier was chosen as small as possible so as not to affect
transient response, but not too small that integration
commences at such a low frequency as to affect stability.

Gain Control
+ 18 V.
-AA^WW
Speed
Reference
- 18 V.
-AWvW
Extension
Reference
FIG. 9 . 4
Complete speed control system incorporating an outer extension loop,

b) Servo Circuit and Description of Operation (Cont. )
Referring to fig. 9.4 the outer loop, called extension amplifier
or loop, is a 2 signal arrangement. The reference signal is
an analogue reference extension signal which simulates the
extension desired by the operator. The feedback signal is the
difference in speed between the motor and a frequency from a
signal generator. The motor signal is derived from a disc
driven by the motor. Holes in the disc actuate a photo diode
from a light source to be the signal into 1 slide of the
extensometer (instriiment detailed in Chapter 8 and used for
slip measurements). The other input to the extensometer came
from a signal generator which simulates the speed of the other
bridle. The output from extensometer is fed into a form of
digital to analogue converter. The circuit and description of
operation is detailed in section d) of this chapter.
The full circuit shown in fig. 9.4 operates such that the speed
amplifier sets the speed of the motor to the level set by the
speed reference potentiometer. The speed amplifier signal is
then modified by an over-riding extension signal from the
extension amplifier. The level of this extension signal is set
by the extension reference potentiometer.


Sigaal Generator
ExtouioDttter
Pov«r Supply
Disc Digital to Analogue S.C.&. Comrcrter Firing S.C.R. Bridge
Unit
Operational Ai^tUfier Modules
FIC. 9.5
Compcmimta used in pilot'speed control systec*

w w • • »

b) Servo Circuit and Description of Operation (Cont.)
Fig. 9.5 details the various components used in the scheme. All
amplifiers have proportional plus integral control. When only
proportional control is used there is a larger error when motor
is loaded than when not loaded or alternatively the speed is
dependent to some extent on the load. When integral control is
included then any error is integrated up until it is corrected.
This means that the steady state error is theoretically zero,
but in practice the system oscillates slightly about the zero
error. This arises from the fact that the integrating capacitor
does not allow any feedback on the amplifier during steady state
so the full gain of the operational amplifier is used.
c) Digital Tacho
The digital tacho used was an electronic version of an analogue
tacho and was used because pulses were necessary to be generated
from a disc on the motor for 1 input to the extensometer. Since
a suitable machine was not available for use as a conventional
tacho the electronic version was used.
The circuit is shown in fig. 9.6. The pulses from the motor disc
are detected by photo diode Dl and fed to the gate of a field
effect transistor (F.E.T.). The F.E.T. has the principle
feature of having an extremely high input impedance and
consequently the large resistance changing range of the photo

Photo Diode
To Pulse Integrator
Y A W A — ^
CD 00
+ 18 V,
To Extensometer ^
OV
- 18 V.
?^plifier Schmitt Trigger
Multi-Vibrator Emitter Followers Power Supply
FIG. 9.6
Outline of digital tacho.

c> Digital Tacho (Cont.)
diode at the illumination being used meant that the voltage
at the source of the F .E .T . reflected the voltage changes at
the gate. In this instance the resistance change in the
diode was of the order of 5 to 1,
The pulses from the F .E .T . source terminal were shaped in
the next 2 transistor stages which were connected as a
Schmitt trigger. The output pulses from the Schmitt trigger
were then fed into a multi-vibrator. The vibrator was
connected as a mono-stable multi-vibrator which triggered
from the front end of the shaped pulses.
The multi-vibrator had an on time of 0 .16 milli seconds when
triggered. This on time could be selected at any value, but
for this scheme 0 .16 milli seconds was sufficient because
this means that the device will operate up to a pulse rate
of 6,000 cycles/second. The motor was rated at 4,000 R .P .M . ,
and the disc had 60 holes, so the maximum pulse rate for this
would be 4,000 cycles/second.
The output of the digital tacho was taken from the collector
of the first transistor in the multi-vibrator and by referring

4 K.C .
0.16 M.S. 0.09 0.16 M.S. M.S.
0.25 M.S. —Per iod ^
2 K.C. 0.16 M.S< 0.34 M.S. ^ 0.16 M.S.
^ ^
0.5 M.S. Period
0.16 M.S.
1 K.C
0.84 M.S
1.0 M.S. Period
FIG. 9.7
Variable mark space rat io achieved with d ig i ta l tacho by having a f ixed on time of 0.16 m.s.

c) Digital Tacho (Cont.)
to fig. 9,7 it can be seen that the output always consists of
a pulse with a duration of 0,16 milli-seconds. From fig.-9.7,
it is the off time which is the variable, and is dependent on
motor speed. If the area of the pulse output is averaged over
the full interval, then average output is directly proportional
to pulse speed
at 4,000 R.P.M, overall pulse duration = 0.25 M.S.
pulse area = 0.16 P
where P = pulse height which is a constant voltage
averaged output = 0.16 P .25
= 0.64 P
at 2,000 R.P.M. overall pulse duration = 0.5 M.S.
pulse area = 0.16 P
Averaged output = 0.16 P 0.5
= 0.32 P
This is exactly half the value at 4,000 R.P.M.

u 0 4J 2 3 tJO a; C
H
1 M iw £ 2 t-H o > u p a 4J p o .
Digital Tacho Linearity Test
1,000 2,000 3,000
Speed (R.P.M.) 4,000

c) Digital Tacho (Cont.)
at 1,000 R.P.M. overall pulse duration = 1.0 M.S.
pulse area = 0.16 P
averaged output = 0.16 P
1
= 0.16 P
This is exactly half the value at 2,000 R.P.M.
These calculations verify that with the pulse width
modulation from the shaped pulses to the multi-vibrator
the average output voltage is directly proportional to
speed. The digital tacho output voltage was averaged by
using an integrator.
A linearity check was conducted on the digital tacho and
the result is fig. 9.8 which verifies the linearity.
The full circuit detailed in fig. 9.6 includes a further
2 transistor stages connected as emitter followers. As
mentioned, this pulse signal was necessary to also feed
the extensometer so it was taken from the digital tacho.

c) Digital Tacho (Cont.)
However, because of the very low input impedance (IK) of
the pulse amplifier associated with the extensometer the
two emitter fol lower stages were necessary so as not to
load down the multi -vibrator. The extensometer signal
could not be taken direct ly from the photo diode for the
same reason.

vO -P-
N
Inputs from
Nixie Tube
Grids
-<—AAAWW-Output
— w w w v -Output
V
—VvvWV-Output Output to Summer
> 10 V. Clamp
— + 18 V.
FIG. 9.9
Inversion stage in the digital to analogue converter, i.e.high input voltage gives low output voltage.

d) Digital To Analogue Converter
The voltage appearing on each grid of the Nixie Tube has 1 of
2 states. It is either 0 volts when that particular number is
up or alternatively it is at + 60 volts because of the clamping
voltage. Since the output at this point is a two level signal
then this fact can be used for conversion.
Each of the 10 output leads on a Nixie were connected to the base
of an N.P.N, transistor (refer fig. 9.9).' When a particular
number is not up on the Nixie then there is a + 60 volts applied
to the base through a series resistor. Thus every transitor
will be fully conducting and the collector voltage to N will be
zero. Only 1 number in any 1 tube can conduct at any time and
thus that particular output will be at zero volts and hence
there will be no signal applied to the base of that transistor.
The transistor will be turned off and the collector voltage to
zero would go up. Generally it would go to + 18 volts, but it
was limited through clamping diodes to a 10 volt maximum signal.
Thus on any Nixie there will be 9 signals at + 60 volts producing
9 zero volt signals at their respective transistor collectors and
1 signal at 0 volts giving a 10 volt collector voltage.

Input Number from Nixie
1
2 3
4
5
6
7
8
9
10
20
etc.
R R 2 R 3 R % R 5 R 6 R 7 R 8 R 9 R
10 R
•AMAMA-
-AAAWV-
-AAAAAAA-
-AAAAAAV-
-MAAMV-
•AAaaam/-
- A W W W -
-AAAAAA^-
-AAAANi--AAAAAA-
R
100 -WVW\A-
FIG. 9.10
Scaled adder in D/A converter with inputs from transistor inverter.
- 18 V .
+ 18 V.-*—/VVWSA-. y
Inputs from
Nixies ^-A/WV-
- n '
N
Output Outyut —^ Outjjut 0
4
•V/ 4 Output
10 V . Clamp
+ 18 V<
FIG. 9.11
An extra series transistor to remove error from inversion transistors collector to emitter saturation voltage.

d) Digital to Analogue Converter (Cont.)
Each of these collector output signals were fed into
approximately scaled resistors of an adder. As shown in fig.
9.10 the input resistances were scaled so that the gain of
each input was proportional to its equivalent digit. That is
digit 7 input has a gain of 7 times that of digit 1.
The adder was actually scaled so that a unit input produced
an adder output of 100 M.V. Despite the fact that the bases
were driven hard with + 60 volts the collector emitter
saturation voltage was 40 to 50 M.V. So instead of obtaining
a zero output a 40 to 50 M.V. signal was given and this is
half a unit output.
This was overcome by interposing a similar transistor between
N and a - 18 volt supply. The collector of this transistor
was connected to the zero voltage line (fig. 9.11) and its
emitter to - 18 volts through a load.
This particular transistor was kept saturated by a + 18 volts
to its base through a base resistance. This base resistance
was adjusted until the collector emitter voltage of this
transistor was reduced to 45 M.V. The higher the base current
the lower the saturation voltage.

d) Digital to Analogue Converter (Cent.)
The output voltages were then taken between N* the emitter of
the series transistor, and 0, Ot, 0" etc.
This solution means that errors arising from the collector to
emitter saturation voltage were reduced to + 5 M.V. because
45 M.V. were subtracted from each signal. The error was
reduced to 10% of a unit count.

e) Results
The main experiment for the control system consisted in
adjusting the extension reference potentiometer so as to
achieve a count on the motor disc that corresponded to
the oscillator frequency plus a 2 digit extension. As
an example, if the extension reference was set to 15 and '
the oscillator was set at 1 K.C. then the motor speed
should be 1015 on the Nixie display of the extensometer.
In the circuit shown in fig. 9.4 an actual extension
signal cannot be monitored except visually. The output
of the extension amplifier would give a reasonable
indication, but because of the integration in the amplifier
feedback, the output, rather than consisting of step pulses,
would be integrated and smoothed out.
A measure of the actual extensometer reading was taken by
installing another operational amplifier to sum the signals
from the digital to analogue converter. The gain of this
amplifier was set so that a unit pulse produced 100 milli-volts

c 0 Ex tendon
Set ~ '••Extension
/ 1 Armature Current
0 Armatur^ Current rr. fj 1 Second I
o o
Response of the system to a step input to top speed.
Armature Volts
0 Armature Volts /speed
0 Speed •• Ace. -•cSc Dec.
>-0- '•w-.'V-svi-rM.'-T.-r-ff • -'i.V-.aM Ti--.*-:'-FIG. 9.12

e) Results (Cont.)
and the output was not used in the control loop but was
connected directly to a high speed recorder. Armature volts,
armature current and motor speed were also monitored on the
recorder. The motor speed was taken from the output of the
integrator on the digital tacho.
In fig. 9.12 the motor was accelerated to set speed plus
extension by applying step signals. Steps were necessary
because insufficient operational amplifiers were available to
ramp the speed reference signal as would normally be the case.
Consequently the motor was accelerated to 3,000 R.P.M. under the
set maximum armature current. ,The drive attained this speed in
less than 1 second. As can be seen, the motor took about 3
seconds to reach the set speed plus set extension.

U rjXtension
O . ro
\ Step Load
On ^ • 0
Off
- I A, • I - - - —
1 - .i: ^ - — .
Armature Current
1 Sec,
H h -
System' response to the application of step loads on the motor,
, i
r . \
A Armature Volts
Speed
FIG. 9.13

0 Extension (Corresponds to 1,000 Pulses/Sampling Period) Set Extension
o t"ij-i—i-" rr- r_«-i_i——t-f—— — — — —
•i.- 0 Armature Current
Results of the system running under steady state conditions if no — disturbances purposely being induced. - -
FIG. 9.14

e) Results (Cont.)
The other test consisted in gauging the systems response to
large step loads on the motor. The results are shown in
fig, 9.13, The extension loop regains control again in about
1 second. Note that with integral contcol the error again
reduces, to zero, despite a large increase in armature current.
In fig. 9.14 the extension can be seen to be maintained within
a count for long periods. This was conducted without inducing
disturbances such as step loads.

f) Limitations and Improvements
The pilot servo demonstrated the ease with which digital
systems can be incorporated into a speed control system
and the possible scales of accuracy that can be obtained.
The pilot scheme achieved an accuracy approaching 0 . 1 7 o .
Greater accuracies could be attained if a 3 phase 6 pulse
system were used instead of single phase. This would mean
that the ripple in the current feedback would be at 300
cycles/second, rather than 100 cycles/second. Consequently
the filter time constants could be made lower with a
corresponding reduction in the phase lag of this signal
through the filter.
The main limitation with the existing system was that the
extensometer had an accuracy of plus or minus 1 count
because of the lack of synchronism between pulses whenever
the count period commenced. This in itself is not a large
barrier if the count rate of the motor could be lifted. In
this context it was not possible to accurately drill more
than 60 holes on the motor disc and at a nominal motor
speed of 3,000 R.P.M. the maximum pulse rate was 3 K.C. per

f ) Limitations and Improvements (Cont.)
second. Thus the greatest count in 1 second was 3,000 and
in fact i t was found that the system response and accuracy
rapidly deteriorated above a 1 second counting period. In
f a c t , the best results were obtained when the count period
was set at one third of a second. This was done by inject ing
a 1 K.C. signal from the signal generator into the master
counter which was preselected to a count of 333,
At this setting the motor disc would generate only 1,000
counts, but at this i t was found that the accuracy obtained
was only limited by the extensometer. I t appeared that a
faster counting rate from the motor disc would have allowed
a corresponding improvement in accuracy.
The S.C.R. bridge used was unidirectional and did not allow
regeneration. The system response had to be set up so that
i t did not overshoot, otherwise the motor would have to d r i f t
down to the correct speed on i t s losses and the work being
done. A converter with regenerative capacity could mean that
the response time of the loops could have been increased to
the extent of even having a s l ight overshoot.

CHAPTER 10 METHODS OF OBTAINING DIGITAL SPEED DIFFERENCE SIGNALS
An accuracy of 0.17o or 1 part in 1,000 has been discussed as the
starting point in separately driven rolls for the extension of
steel strip. This would be the maximum tolerable error and more
stringent control may be necessary.
If identical motors, with similar gear in speeds to that existing
on the dual 3 roll bridle were used, then top line speed corresponds
to 1,000 R.P.M. approximately. The speed range of the line is 10
to 1. This line always operates at 80% to 85% of its top speed, so
it is feasible to examine this set up.
A pulse generator could be geared up by a factor of 5 : 1 and so
have a top speed of 5,000 R.P.M., but with the line speed being
80% of top speed, the tacho speed would be 4,000 R.P.M.
Pulse generators are available commercially that can produce 360
pulses/second, so, the pulse speed would be40,000 pulses/second.

Methods of Obtaining Digital Speed Difference Signals (Cont.)
The next consideration would be the sampling period. Obviously the
longer this period then the greater should be the accuracy, but this
would not be so in practice as the drive wouH drift during long
samples. It is difficult to set down what would be a typically
suitable sampling period, but it would be reasonable to assume that
100 miHi-seconds or greater would be alright. By greater, it is
understood that it would not exceed 1 second. The actual period
would depend on the cross-over frequency of the servo system and it
would be desirable to keep this sampling period away from the cross-
over by a decade.
On the basis of 100 milli-seconds the count would be taken to 4,000
in each interval. With the plus or minus 1 count error that is
inherent in the extensometer of Chapter 8, then the minimum requisite
accuracy of 1 part in a 1,000 is feasible.
The disadvantage of such a system is that greater improvements could
not be made unless the sampling interval were increased and accuracy
would deteriorate whan line speed were below 8 0 7 o . Another limitation
on accuracy normally associated with pulse generators is that of the
accuracy associated with hole spacings on the discs.

109
Reset
Count Input
Counter 1
Count Input
Reset
Decoder Driver
360 Detector
R
R - S Flip Flop
360 Unit Detector Detector
R - S Flip Flop
Extension Readout
FIG, 10.1
Block diagram of a proposed method to obtain high accuracy speed difference signals.
\
Output

Methods of Obtainjing Digital Speed Difference Signals (Gont.)
Greater accuracies could not be obtained by frequency multiplication
because the resolution, remains the same and the system cannot count
part of 1 hole.
An alternative which would require more hardware but which may give
excellent results is shown diagramatically in fig. 10.1. It would
operate as follows with 1 disc on each motor and each disc capable
of 360 pulses/rev:-
Assume counter 1 has a reset signal and holds it until there is no
hole in front of the light source on the disc. The reset could be
removed and counter 1 commence counting. As soon as counter 1
receives its first pulse it would be detected and fed into the set
line of an R-S flip flop. The output from the flip flop would be
used as an input to an "and" gate. The other input would be a high
frequency signal from a crystal (say 100 K.C.). This high frequency
signal would pass through the "and" gate until the R-S flip has been
reset. The reset signal would be generated when the disc has counted
360 pulses or gone through exactly 1 revolution.
In this way frequency multiplication has taken place through the
"and" gate and the usual limitations of hole spacing and counting
part of a hole have been overcome.

Ill
Methods of Obtaining Digital Speed Difference Signals (Cont.)
A similar set-up could be built for the other side and eventually
both high frequency counts could be subtracted in a reversible
counter. The reversible counter would be set at some mid position
count when reset and move from that position. In this way it is
possible to count positive and negative, and by simply employing
a digital to analogue converter and a bias signal to compensate
for the mid count, an accurate extension signal has been generated.
A good deal of logic would be necessary to reset both counters and
the reversible counter, and also to hold the reset on the counters
until a hole has just passed by. Actually it is not necessary
that both counters have their reset lines lifted simultaneously
as they would almost certainly be going at different speeds and
one would finish before the other. In any case, if the system
were to operate on the basis that the discs be in exact synchronism
before their resets are lifted, then considerable delays would
occur between sampling intervals.

CHAPTER 11 PARAMETER IDENTIFICATION OF EXISTING DUAL 3 ROLL BRIDLE SYSTEM
a) General
The nfext step toward the implementation of separate drives for the
control led extension of steel s t r ip , would be to determine the
parameters and place the system into block diagram form. Most
parameters are generally available from the manufacturer, however,
in the case of the existing 3 r o l l br id le , certain key parameters
were unavailable. Consequently measurements and tests were
conducted on the existing machines to f ind a l l the parameters and
then these wi l l be compared with the information available from the
manufacturers. This w i l l also check the confidence with which
information from the manufacturers can be u t i l i z ed .
E - K W (Eqn. 11.1) T = K ^ I (Eqn. 11.2)
E = Generated Volts 5} = Flux (Weber) W = Speed (Radians/Second) T = Torque (Newton Metre) I = Armature Current
where K = P Z (Eqn. 11.3) 2 T r a
P = Number of Poles Z = Number of Armature Conductors a = Number of Parallel Paths

l) General (Cont.)
The machines involved are
1 Generator
1 Booster Generator
6 Motors
1 Amplidyne
Ni3mber
1
1
2
2
2
1
Size
150 K.W.
30 K.W.
75 H.P.
50 H.P.
15 H.P.
2.5 K.W,
Voltage
230
50
230
230
230
230
Speed (R.P.M.)
1460
1460
850/1750
850/1750
850/1750
1420
Frame Maker
DS13N A.E.I,
DY4829 A.E.I.
XF582C Laurence Scott
XF552C Laurence Scott
XF352C Laurence Scott
GXX4124A A.E.I.
b) Parameters of Motors
A visual inspection of the motors yielded the following information:
1. Number of poles
2. Lap or wave winding.
3. Number of armature slots.
4. Number of commutator segments.
5. Probable number of conductors in top half of each slot.

b) Parameters of Motors (Cont.)
In the case of step 2 the brushes were removed and a resistance check
made between adjacent terminals to determine whether the winding was
simplex or duplex. A tr ip lex xd.nding check was made by measuring
resistance between f i r s t and third segments. A c i r cu i t between
adjacent segments means that the winding i s simplex. I f duplex then
there i s no c i r cu i t between odd and even segments. These comments
assume that the duplex windings, etc . are double re-entrant. Single
re-entrant are used only in high current low voltage applications.
In any case, s ingle re-entrant duplex windings are easily detected
by the fact that there would be a smaller resistance between odd
segments than between adjacent segments.
M O T O R
15 H.P. 50 H.P. 75 H.P.
Number of poles 4 4 4
Lap or wave wave wave lap
Number of armature s lo ts 37 40 48
Number of commutator segments 147 159 192
Number of conductors in top 4 4 4 half of each s l o t
The number of commutator segments equals the number of armature c o i l s
and since there are four c o i l s per s lot f or each machine then each
c o i l has one turn. Thus there are eight conductors per s l o t , -there-
fore the number of armature conductors equals eight times the
number of armature s l o t s . Alternatively the total number of armature
conductors equals twice the turns per c o i l times the number of c o i l s .

b) Parameters of Motors (Cont.) NO. OF ARMATURE COISIDUCTORS
15 H.P. 50 H.P. 75 H.P. 8 times number of armature slots 8 x 37 = 296 8 x 40 = 320 8 x 48 = 384
2 times number of coils 2 X 147 = 294 2 x 159 = 318 2 x 192 = 384
In the case of the 15 H.P. and 50 H.P. there is one dummy coil.
It was not possible to determine whether these coils were
connected but the correct answer will be obtained if they are
assumed not connected. This is due to the fact that if they
are connected they are in parallel with another conductor and
share the current. The overall effect then being that the 2
conductors produce an equivalent excitation of 1 conductor.
From the information derived in steps 1 to 5, the machine constant
K was calculated utilising equation 11.3. This value of K may not
be correct because of the uncertainty of step 5, but it should be
a multiple of the actual value,
15 H.P. K = P Z = 4 X 294 = 94.3 x 2
50 H.P. K = P Z = 4 X 318 = 101 X 2
75 H.P. K = P Z = 4 x 384 = 61.1 2 TT a 2 X 4 '

vyvwv-
200 Volts D.C.
-AVvVV-
Motor Shunt Field
Search Turn
o
Ballistic Galvanometer
FIG. 11.1
Circuit used to obtain the flux excitation curve of the machines.

b) Parameters of Motors (Cont.)
The derived value of K was checked by utilising equation 11,1.
The open circuit characteristic of each motor was plotted by
driving them at some known speed and tabulating voltage versus
field current. (Graphs are tabulated in appendix.)
Flux measurements were made by utilising a ballistic galvanometer
in conjunction with a search turn around a field pole. Increased
steps of field current were measured and recorded against fluxmeter
readings. The field current was then reduced in steps and more
readings taken. The circuit shown in Fig. 11.1 was used for this
test. (Graphs are tabulated in appendix.)
from equation 11.2 E = K ^ W
•Since the E versus Ip slope was plotted in the open circuit test
and the flux ^ versus field current was plotted with the ballistic
galvanometer then equation 11.2 may be modified to:-
K W
where E and ^ are assumed linear
then K = E W ^ (Eqn. 11.4)

200 Volts D.C o
Ultra Violet High Speed Recorder
-^vwwyw-R 1
R 2 Motor Shunt Field
o X
FIG. 11.2
Method of obtaining the current response of the machine field to a voltage step input.

b) Parameters of Motors (Cont.)
Equation 11.4 was used to derive a value of K for each motor and
served as a check on the previously calculated value.
15 H.P. 50 H.P. 75 H.P.
^ (volts/amp.) 115 121 94
W (radians/second) 1000 x 2 IT 1000 x 2 TT 1000 x 2 "0" 60 60 60
(Weber/amp.) 126 x 10"^ 118 x 10"^ 162 x 10"^ S
K 87.2 98 55.6 Ip 0 w
The field inductance of each motor was found by using a high speed
recorder to find the field current response to a voltage step input,
Figure 11.2 details the circuit used for this test. The circuit
time constant was derived from the recording by measuring the time
taken for the current to reach 6 3 7 o of its final value. (Traces in
appendix.)
L since T = R (Eqn. 11.5)
where T = circuit time constant
R = circuit resistance
L = field inductance

b) Parameters of Motors (Cont.)
field circuit resistance R equals known resistance R1 plus field
resistance R2. The field resistance was measured with a bridge megger.
Thus equation 11.5 was used to find the field inductance L.
15 H.P. 50 H.P. 75 H.P.
Circuit time constant T 0.4 sees. 0.7 sees. 0.45 sees.
Field resistance R2 141.3 ohms. 76.1 ohms. 84 ohms.
Load resistance R1 102.1 ohms. 15.9 ohms. 100 ohms.
S inductance R^) T 243.4 X 0.4 92 X 0.7 184 X 0.45
= 97.2H = 64.2H - 82.7H
Field time constant ^F 0.68 sees. 0.84 sees. 0.99 sees.
(at 20° C) ^
For 50° C rise S 0.58 sees. 0.7 sees. 0.83 sees.
The time constants of the field were based on the measured field
resistance taken at 20° C but the machines are rated for a 50° C
rise at full load and thus the resistance will change with temperature
according to
R = Ro (1 + a T)
R = final resistance
Ro = initial resistance
T = change in temperature
a = temperature co-efficient of resistance
= 0,004 for copper

b) Parameters of Motors (Cont.)
1 + aT = 1 + 0.004 X 50 = 1 + 0.2 = 1.2
R = 1.2 Ro for 50° C r i s e .
The f i e l d turns per pole was found by using
L = P N ^ (Eqn. 11.6)
where L = tota l f i e l d inductance (from previous step)
P = number of poles
ISI = number of turns/pole
= l inearised slope of the fliix versus f i e l d I current measurements
15 H.P. N = S X ^ P ^
= 97.2 X 10 ^ 4 126
= 1930 turns/pole
50 H.P. N = ^ X ^ P
= 6 ^ X 10 ^
4 118
= 1362 tums /po le

b) Parameters of Motors (Cont.)
75 H.P. N = S X ^ P 5?
= 82.7 X 10^ 4 162
= 1274 turns/pole
Armature c i r cu i t resistance was found by measuring the resistance
between adjacent commutator segments with the brushes l i f t e d . A
Ducter Set which i s an instrument used for measuring low resistances
proved useful in determining these resistance values.
The actual armature resistance was then calculated using
f o r simplex lap winding
R ^S X No. of Coils (Eqn. 11.7)
where S = resistance between adjacent segments
P = number of poles
and number of c o i l s = number of armature s l o t s .
f or simplex wave winding
""2 R = ^S X 2 (No. of Coi ls ) (Eqn. 11.8)
P a
where a — 2.
Note: A l l these motors were simplex machines.

b) Parameters of Motors (Cont.)
Both equations 11.7 and 11.8 are not exact, because in each case,
the coils in parallel are being neglected. In a lap machine there
is 1 coil between adjacent segments in parallel with all other
coils in series (when brushes are lifted). The error would be
100 7o. In both lap wound motors the number of no. of arm. coils coils is approximately 150, so the accuracy is better than 1%.
In wave machines the same argiiment can be extended except the
accuracy is not quite as high as the lap formulae. This is due
to the fact that between adjacent segments in a wave machine P
with all brushes lifted there are 2 coils in series, in
parallel with all remaining coils in series. The error in this
case would be 100 %. 2 X No. of coils
P
For the 75 H.P. motor there are 192 coils and 4 poles
error = 100 % = 1% approximately. 2 X 192

b) Parameters of Motors (Cont.)
Hence both equations, whilst not exact, give an error of 1%,
which would be on the low side. The actual armature resistance
should include the brushes, but these measurements are made
difficult by their non-linearity and their almost constant
voltage effect. Overall the equations should give an excellent
measurement of total armature resistance.
The resistances of interpole, cumulative and differential
fields were also measured with the Ducter Set.
15 H.P. 50 H.P. 75 H.P.
0.0060 0.00162 0.00141
Winding Wave Wave Lap
Armature Resistance using Eqns. 11.7 and 11.8 0.11 0.0324 0.0169
Interpole Resistance 0.051 0.014 0.0098
Ciamulative Field Resistance 0.015 0.0028 0.00207
Differential Field Resistance 0.0055 0.00128 0.00128
Total Arm. Resistance (20°C) 0.181 0.0505 0.0297
(All measurements in ohms.)

FIG. lL.3a
Adjacent segment injection of an armature to determine whether lap or wave woundo
Effect of Adjacent Segment Current Injection
4 Pole Wave Winding
4 Slots with High Current
4 Pole Lap Winding
2 Slots with High Current

c ) Parameters of Booster and Generator
A visual inspection of these 2 machines gave a l l the same
winding information as that for the motors except whether
the machines were lap or wave wound. This point could not
be determined visually because an internal fan on one end of
each machine hid the winding. This was overcome by removing
a l l the brushes and injecting a current from some high capacity
batteries into adjacent segments via 2 point contact brushes
as shown in Fig. 11.3A, Provided a machine has at least 4
poles then a lap winding would mean that most of the current
would flow through 1 c o i l ( a l l other co i l s are in series and
then in parallel with this c o i l ) and thus a strong f i e l d wi l l
occur in only 2 armature slots irrespective of the number of
poles. These 2 segments wi l l be spaced a pole pitch apart and
are easily detected by the force of attraction on a hacksaw
blade. (Fig. 11.3B)
P A wave wound machine d i f f ers in that there are 2 co i l s in series
between adjacent segments. (P = no. of poles) This means
that adjacent segment inject ion of current produces a strong
f i e l d at P equally spaced segments around the armature. The injected current in a wave machine divides up into 2 paths, one
P path consists of the 2 co i l s in series whilst the other path is
the remaining co i l s in ser ies . Since most machines have a

c ) Parameters of Booster and Generator (Cont.)
large number of armature co i l s the di f ference in f i e l d strengths
between the 2 paths i s readily detected. Both machines were
lap wound.
30 K.W. 150 K.W.
Booster Generator
Number of poles 4 6
Lap or wave Lap Lap
Number of armature s lo ts 37 54
Number of commutator segments 74 216
Number of conductors in top 2 4 half of each s lo t
From above information and using same method as that for the
motors K was calculated using Eqn. 11.3.

c) Parameters of Booster and Generator (Cont.)
30 K.W. 150 K.W.
Number of arm. c o i l s 74 216
Co i l s / s l o t 2 4
Turns/coil 1 1
Z = 2 X No. of c o i l s 2 X 74 = 148 2 x 216 - 432
Z = 2 X c o i l s / s l o t X No.
of s lots 2 X 2 X 37 = 148 2 x 4 x 54 = 432
There are no dummy c o i l s in either of these machines.
Machine constant K was then calculated using Eqn. 11.3.
30 K.W. Booster K = P Z = 4 x 148 = 23.6 2 TT a 2 TT x 4
150 K.W. Generator K = P Z = 6 x 432 = 68.9 2 TT a 2 ^ x 6
These values of 'K were then checked in the same manner as the
motor f igure by plott ing the open c i r cu i t characterist ics and
the f i e l d f lux versus f i e l d current u t i l i s ing a b a l l i s t i c
galvanometer. (Graphs in appendix)

c) Parameters of Booster and Generator (Cont.)
Equation 11,4 was then used to calculate K.
30 K.W. 150 K.W.
(Volts/amp.) 19.5 124
W (Radians/second) 1460 x 2 "H" 1460 x 2 "TT
60 60
(Weber/amp.) 57 x 10 " 121 x 10 "
K - E X ^F X W 22.4 67.1
The booster and generator field resistance inductance and time
constant were found in the same manner as the motors. (Traces
in appendix)
30 K.W. 150 K.W.
Circuit time constant 0.087 sees. 0 .45 sees.
Field resistance 26.7 38 .7
Load resistance R^ 100.1 100.1
Lp field inductance 126.8 x .087 138.7 x 0.45
= (R^ + R2) T = 11 H = 61 H
Field time constant = ^ 0 .41 sees. 1.57 sees,
(at 20° C) ^2
For 50° C rise S 0 .34 sees. 1.32 sees.

o — •mvwu
Motor Shunt Field Search
^ Turn
Ultra Violet High Speed Recorder
FIG. 11.4
Method used to determine the number of turns in the machine main field.

c) Parameters of Booster and Generator (Cont.)
Field turns/pole was calculated using equation 11.6
30 K.W. Booster N = ^ x ^ F P
= n X w 4 57
= 483 turns/pole
150 K.W. Generator N = S x ^ P 0
= 61 X 10 ^ 6 121
= 840 turns/pole
The manufacturer did not give the turns/pole for either of these
two machines, so as a check on these calculations, the circuit
shown in Fig. 11.4 was used to determine the tums/pole. The
test consisted of winding a search turn around a pole of the
field and applying a step input to the field winding. A high
speed recorder was used to monitor the voltage developed in the
search turn. .The ratio of the field applied voltage to the
voltage across the search turn at the instant of turn on equals
the ratio of the turns in the pole to the search turns. (Traces
in appendix)

c ) Parameters of Booster and Generator (Cont.)
30 K.W. Test
galvanometer sensi t iv i ty = 12.2 micro amps/inch
series resistance
induced voltage e
10
def lect ion = 2-5 /8"
. ' • e = 0.114 volts
since search turn i s a s ingle turn
= 35% of 10 K
12.2 X X 10^ X (deflectioiO
^ 100
N
for 150 K.W. Generator
pen sens i t iv i ty
series resistance R
def lect ion
induced voltage
N
= 57
.114
= 501 turns/pole
= 12.2 micro amps/inch
= 157o of 10 K
= 2-3 /4"
= 12.2 X J ^ X 10 ^ X 2.75
10 ^ 100
= 0.0507 vo l ts
= 40
.0507
= 811 turns/pole

c) Parameters of Booster and Generator (Cont.)
Aimature circuit resistance was measured with the Ducter Set
in the same manner as the motor measurements and using equation
11.7.
Winding
Armature resistance
Interpole resistance
Total armature resistance (20° C)
30 K.W.
0.000303
Lap
0.0028
0.00068
0.0035
150 K.W.
0.00104
Lap
0.0063
0.00302
0.0093
( All measurements in otmis. )
The 30 K.W. machine had 74 armature coils in a lap winding,
thus the armature resistance measurement would be 100 % 74 (1.47o) low, which is a reasonable accuracy.
100
The 150 K.W. generator would have an error of 216 % (0.57o)
low. Again brush resistance has been neglected.

A
Ultra Violet High Speed Recorder
FIG. 11.5 Circuit used to find the control field time constant of the amplidyne.
Step Response
Time 1 Time Constant
Response of a system with 1 time constant.
Step Response
Time 2 Time Constants
FIG. 11.6
. Response of a system with 2 time constants.

d) Parameters of Amplidynes
The amplidyne control field time constant was found by monitoring
the quadrature open circuit voltage response to a step input on
the control field. The time taken for the voltage to reach 63% of
its final value equals the field time constant. Fig. 11.5 shows
the method used. (Trace in appendix)
Control field time constant = 0.095 sees.
The control field resistance was measured with a bridge megger. 137 ohms
Field inductance was calculated using L = RT
L = 137 X 0.095
13.1 H
Next the quadrature axis brushes were shorted and the direct axis
voltage response to a control field step input was recorded. Then
assuming that the effects of the two time constants were additive,
the circuit time constant was found to be 0.28 sees, from the trace.
(Trace in appendix)
Referring to Fig. 11.6 which shows the effect of 1 time constant
response and then 2 time constants of approximately the same
magnitude. .The trace derived was similar to a single time constant
response thus assumption was feasible. Alternatively, since the
first time constant was only 3 0 7 o of tlie total, then it produces
a higher frequency term.

d) Parameters of Amplidyne (Cont.)
( 1 ) ( 1 ) ( 1 )
( ) ( ) = ( 5 ) ( 1 + PT^) (1 + PT^ ) ( 1 + P (T^ + T^) + P^ T^ T^ )
at low frequencies this can be approximated by
1
1 + P (T^ + T^)
Thus time constant of quadrature axis = 0.18 sees.
Quadrature axis resistance was measured with a bridge megger
at 8.05 ohms.
Quadrature axis inductance can be calculated from
L = R T
8.05 X 0.18
1.49 H
Direct axis resistance was found to be 3 .05 ohms when measured
with a bridge megger.
Direct axis inductance was assimied to be the same as the quadrature
axis. This is a reasonable assumption for an amplidyne.

d) Parameters of Amplidyne (Cont.)
The amplidyne gain was found by plotting the open circuit
characteristic curve of direct axis voltage against input voltage
and input current. This test was done with the demagnetising
winding out and then repeated with it energized. The latter test
reduced hysterisis considerably. (Graph in appendix)
overall gain = 41 .4 volts/input volt
(this assumes linear excitation curve)
This result was checked by conducting a further test to plot input
volts and current against quadrature axis amps and direct axis volts.
(Tabulated in appendix)
Kp = direct axis gain = change in direct axis volts
change in quad, axis amps.
180.5
KQ = change in quad, axis volts = quad, axis gain
change in input amps.
257
amplidyne gain = ^ K,
R,

d) Parameters of Amplidyne (Cont.)
where ^ = control field resistance R — Q quad, axis resistance
gain = 180.5 x 257 137 X 8.05
42.2

e) Comparison of Manufacturers Results with Measurements
Machine Parameters
Parameter 15 H.P. 50 H.P. 75 H.P. 30 K.W. 150 K.W.
K.
1. From Winding Details 94.3 101 61.1 23.6 68.9 2. From Equation 11-2 87.2 98 55.6 22.4 67.1 3. Manufacturer - - - - -
FIELD INDUCTANCE.
1. Manufacturer 99.3 65.4 83.2 15.5 83.4 2. Step Test 97.2 64.2 82.7 11.0 61
TURNS/POLE.
1, Manufacturer 2050 1400 1300 - -
2. Calculated 1930 1362 1274 483 841 3. Step Test 501 811
FIELD RESISTANCE.
1. Manufacturer 140 78.0 84.5 31.0 38.5 2. Measured (20° C) 141.3 76.1 84.0 26.8 38.7
ARMATURE RESISTANCE.
1. Manufacturer 0.113 0.033 0.0175 0.0025 0.0095
2. Measured (20° C) 0.11 0.0324 0.0169 0.0028 0.0063

e) Comparison of Manufacturers Results with Measurements (Cont.)
Parameter 15 H.P. 50 H.P. 75 H.P. 30 K.W., 150 K.W,
COMPOLE RESISTANCE.
1, Manufacturer
2. Measured (20° C)
0.0445 0.0139 0.0099 0.0007 0.00346
0.0510 0.014 0.0098 0.00068 0.00302
CUM. SERIES FIELD.
1. Manufacturer
2. Measured
0.0138 0.0033 0.00146
0.0150 0.0028 0.00185
DIFF. SERIES FIELD.
1. Manufacturer
2. Measured
0.00435 0.00138 0.00073
0.0055 0.00128 0.00112
Al l Resistances in Otims.
Al l Inductances in Henries

e) Comparison of Manufacturers Results with Measurements (Cont.)
U n i t
Parameter 15 H.P. 50 H.P. 75 H.P. 30 K.W. 150 K.W.
Armature Circuit Resistance
Measured 20° C 0.181 0.0505 0.0297 0.0035 0.013
Manufacturer 0.176 0.0537 0.0296 0.0032 0.0093
Armature Inductance
Manufacturer 11.6 MH 5.9 MH 3.6 MH 0.16 MH 0.55 MH
*Armature Circuit 0.066 0.11 0.121 0.05 0.042
Time Constant 20° C
**Field Time Constant
Measured 20° C 0.69 0.84 0.99 0.41 1.58
Maniifacturer 20° C 0.71 0,84 0.99 0.50 2.17
* Armature circuit time constant calculations based on the manufacturer's
inductance and the actual measurements of resistance taken on the
machines at 20^ C,
**Field time constants based on the measured resistances and inductances.
Time constants have been calculated at 20° C but these would not be
actual constants as machines are generally rated for a 50* C rise at
full load and thus the resistances will change with temperature.

Comparison of Manufacturers Results with Measurements (Cent,)
Parameter
Control Field Resistance
Control Field Inductance
Quad. Axis Resistance
Quad, Axis Inductance
Direct Axis Resistance
Direct Axis Inductance
Quad. Axis Gain
Direct Axis Gain
Amplidyne Gain
A m p l i d y n e
Measured Manufacturer
137
13.1 H
8 .05
1.49 H
3 .05
1.49 H
257
180.5
42.2
157
9 .3 H
13
1.67 H
3 . 4
35 .7

f) Resume
Generally the comparison of relevant parameters reveals a good
correspondence. The two values of the calculated basic machine
constant K are close and in all instances the value derived using
equation 11.4 are marginally below the theoretical value. This is
due in part to the inclusion of some leakage flux in the flux
measurements which does not generate voltage. Consequently we
can deduce that this leakage flux is approximately 3% and that
the theoretical, value of K was accurate.
Most other measurements agree within accuracies of measurement
with following possible exceptions.
1. Field inductances of the 30 K.W. and 150 K.¥. machines were
found to be some 307o below the manufacturers stated figure.
In both cases this discrepancy may have occurred because of
methods of measurement and degree of excitation at which
the measurement is made. Also field measurements are based
on linearised curves but correlation between results suggests
the inaccuracy is considerably less than 30% because the
calculated value of inductance was used to find the turns/pole
and this agreed closely with the turns/pole calculated by
another method.
f ) Resume (Cont.)
2 . Cumulative and differential series field resistances deviate
by some 15% on the manufacturers. However, these resistances
are extremely small and the largest deviation is of the order
of 0.001 ohms and may arise from the large number of bolted
connections. The manufacturers resistance values are possibly
theoretical values whereas the field measurements were taken
for a particular machine.
3 . The amplidyne gain was approximately 25% above the manufacturers
figure but this is entirely dependent upon the settings of •
the quadrature axis resistance and divert resistance.
Consequently information on machine parameters from the manufacturers
can be confidently utilized. This data, along with control system
time constants, could be used to formulate a block diagram of the
system. Obviously a short cut to this would be to find the frequency
response of the system, but if it is the first to be built, then a
simulation would be necessary rather than the full scale model.
The dual 3 roll bridle will be used as a full scale model to firstly
conduct a frequency response and then to compare the results with
calculations based on the derived block diagram. This comparison
will be conducted to determine the value of a block diagram which
has been derived from linearizations and approximations.

- 18 + 18
FIG. 12.1
Diagram of the 3 roll bridle unit and the method of finding the frequency response.

CHAPTER 12 FREQUENCY RESPONSE AND BLOCK DIAGRAM
a) Frequency Response of Dual 3 Bridle System
A frequency response test was conducted on the generator speed
control servo of the dual 3 bridle system. Because of maintenance
reasons at the time of running the test, it was only possible to
include one bridle as load. The test was set up as shown in Fig.
12.1 and consisted of breaking the tacho speed feedback loop to
the transistor amplifier and inserting a variable frequency input
into the feedback input.
Input was derived from ultra low frequency oscillator (Airmec).
The output was the tacho generator voltage. A phase shifting
facility on the oscillator allowed an additional output from the
oscillator whose phase with respect to a fixed reference could be
varied manually.
The variable phase output was connected to the Y input of the
storage C.R.O. whilst tacho generator voltage was coupled directly
to the X input.
An additional test on the system was performed to see if there
were any problems and it was found that at low frequencies the
input level could be raised sufficiently to obtain a high output.
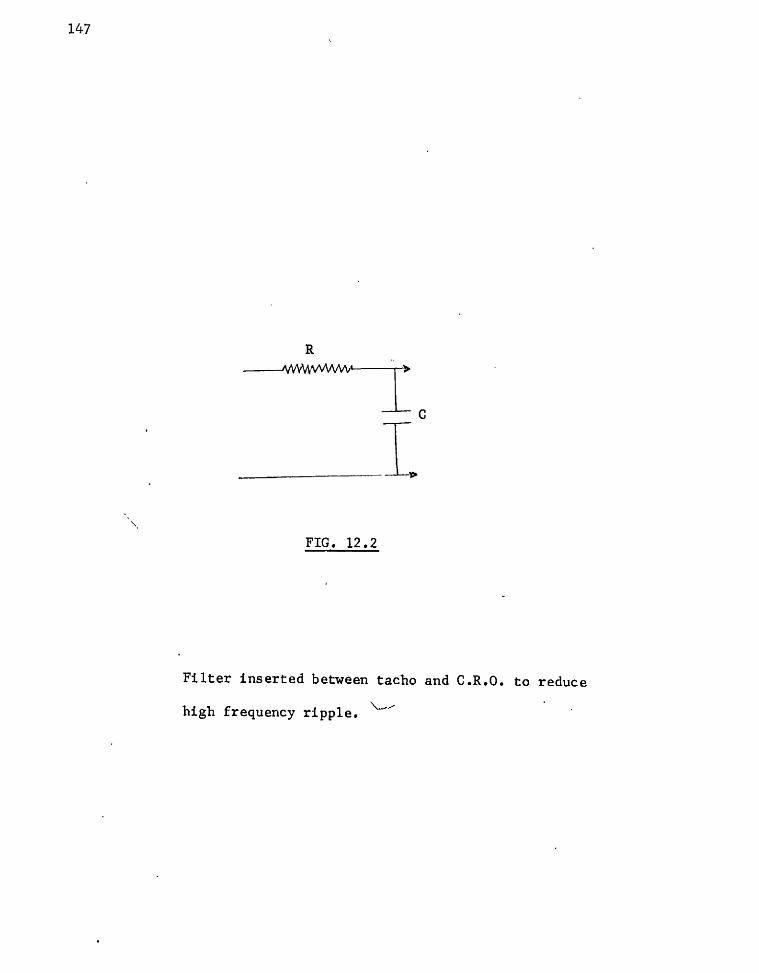
R ->vwvvvvww^
FIG. 12.2
Filter inserted between tacho and C.R.O. to reduce
high frequency ripple.

a) Frequency Response of Dual 3 Bridle System (Cont.)
but at the higher frequencies (around 1 cycle/second) the output
response became very low and it became difficult to determine
which was response and which was ripple from the tacho generator.
The actual test was conducted around a generator voltage of 60
volts for two reasons:
1. Operation should be in linear range.
2. It was found that the system tended to drift considerably
and so a bias signal was inserted into the amplifier to
correct for drift and ensure that all readings were taken
about the same generator voltage.
A simple filter (Fig. 12.2) was inserted between tacho and C.R.O.
to reduce the ripple and this improved results significantly.
R = 4.7 K
C = 0.47 micro farads
W = RG
= 450 radians
i.e. T = 2.2 M.S.

Tacho Voltaee
Generator Voltage
Nominal 0.8 cycles/second
Referenc
Voltage
1 Sec.
V
0 .1 Sees.
Tacho Voltage
Generator Voltage
Notninal 0 .4 cycles/sec,
A A
W / \j V
Reference Voltage
FIG. 12.3
Oscillographs of oscillator reference voltage, generator voltage and
tacho voltage.

a) Frequency Response of Dual 3 Bridle System (Cont.)
The tests were taken from the lowest frequency available (nominally
0.03 cycles/second) to 1 cycle/second. The upper limit was set by
the armature currents which were approaching full load whilst speed
was changing very little. In any case at 1 cycle/second the loop -
gain had dropped below unity. The filter inclusion thus did not
affect results to any significant extent.
The input voltage during the test was taken by recording the
amplitude dial reading on the signal generator whilst output voltage
was measured with the C.R.O. As a check on the input voltage and
frequency and phase shift between input and output a high speed
recorder was used to monitor input volts, generator volts and tacho
generator volts.
The test consisted of keeping generator voltage biased to 50 volts
and then superimposing a variable frequency input. The input level
was adjusted to obtain a reasonable output response and then the
variable phase input to the C.R.O. was adjusted until the trace on
the C.R.O. changed from an ellipse to a straight line. The input
level, phase angle on the dial and output voltage were recorded for
each frequency in addition to the high speed recorder traces.
(Typical traces are shown in Fig. 12.3)

14
12 ^
g. 10 p o
4J cU k
«J U
10 20 30 40 Oscillator Output Dial Reading
FIG. 12.4
Calibration curve for oscillator output voltage.

a) ^Frequency Response of Dual 3 Bridle System (Cont.)
Nominal Freq. Nominal Osc. Dial Output Volts C/S. Phase Shift Input Setting P - P
.03 73 7.5 56
• 05 78 12.5 56
.075 84 23 56
0.1 86 32 56
0.15 92 44 54
0.2 96 45 40
0.25 99 45 32.5
0.3 102 45 27
0.4 106 45 20
0.6 115 45 12.7
0.8 125 45 9.5
1.0 137 45 7.1
At the conclusion of the test the phase angle dial was calibrated
With the C.R.O, by using the reference and variable phase outputs
from the oscillator as the X and Y inputs respectively to the C.R.O.
The dial was found to have a constant error of 2°.
The C.R.O. calibration was checked and found to be correct so no
modifications were necessary to the output readings. The amplitude
dial readings on the signal generator were calibrated using the
C.R.O. with the high speed recorder still coupled as this was found
to have a considerable loading effect, (fig. 1^.4)

c o O (U CO
<n (U 1-4 o o o c ID cr 0) u
(U •u cd M
cd u
1.0
0.8
0.6
0.4
0.2
0.2 0.4 0.6 0.8 1.0 Oscillator Nominal Frequency (Cycles/Second)
FIG. 12.5
Calibration of oscillator dial frequency,

Frequency Response of Dual 3 Bridle System (Cent.)
Nominal frequency readings taken on tlie o s c i l l a t o r were compared
with those measured on the high speed recorder (which was subsequently
checked against 50 cyc le mains and found to be correct ) and were found
to be reading high. A cal ibration checked showed that the readings
had to be multiplied by 0.83. ( f i g . :12.5)
Actual F Actual Input 20 Log Frequency (Cycles /Sec . ) Phase Shi f t Volts Gain Gain Radians
P - P (d b)
.024 75 2.0 28 28.9 .0753
.041 80 3.6 15.5 23.8 .154
.063 86 7.0 8.0 18.0 .198
.084 90 9.6 5.8 15.2 .264
0.125 94 13.3 4.1 12.2 .394
0.165 98 13.6 2.9 9.2 .509
.208 101 13.6 2.4 7.9 .652
.25 104 13.6 2.0 6.0 .785
.33 108 13.6 1.5 • 3.6 1.035
0.5 117 13.6 0.94 - 0.6 1.57
0.66 127 13.6^ 0.70 ~ 3.2 2.07
0.83 139 13.6 0.54 - 5.4 2.61

25
20
15
n) O 10
0 db
- 5
0.1 0.2 0.4 0,6 0.8 1.0 Frequency (Radians/Second)
FIG. 12.6 150
Frequency response plot for 3 bridle speed control system.

a) Frequency Response of a Dual 3 Bridle System (Cont.)
The results are plotted in Fig, 12.6 in the form of a Bode Plot
of gain and phase shift with respect to frequency. The plot
shows the system to have a cross-over frequency of 1.5 radians/
second and a phase margin of 65°.
It is interesting to note that the phase shift between generator
voltage and tacho voltage is only 25° at 1 radian/second.
(Refer Fig. 12.3) A comparison of these results with calculations
from a transfer function and block diagram representation will
indicate whether or not linearizations and approximations, which
were made in the measurements of system parameters, are justifiable
and give reliable results.

Ampli dyne I Generator
v.-
1 Rp + Rp + P (Lp + Lp)
FIG. 12.7
Block diagram and transfer function of the generator.

b) Transfer Function of Generator
The generator block diagram can be expressed in form shown in
Fig. 12 .7 . Since the generator field is excited by the armature
of the amplidyne the whole circuit time constant must be taken
into account.
V
i . e . Generator field current is the amplidyne output voltage D
divided by the sum of the impedances of the amplidyne direct axis
and the generator field. The total impedance equals
^ + ^D + P ( S + S )
where ^ = generator field resistance
D = amplidyne direct axis resistance
^F = generator field inductance
^D = amplidyne direct axis inductance
Assuming the generator runs at maximum excitation then the field
resistance should be based on a
50 C rise.
^F - 4 6 . 4 ohms ( from Ch . 11)
but the amplidyne is rated at 11 amps and since the generator
requires only 2 amps at its maximum rated volts then the
losses in the machine would only be 37o so the temperature rise
should be negligible. The same argument can be applied to the
other time constants of the amplidyne.
thus generator transfer function is ^ = '^G ^D + S ) + P (^F + S )

b) Transfer Function of Generator (Cont.)
where G = generator armature voltage/field amp. from
Chapter 11.
124 ^ = 49.4 V D 1 + P 62.5
49.4
2.51 1 + 1.26 P

c) Transfer Function of Booster
By the same reasoning as in Section b) the booster transfer
function equals
^ + ^D + P ( S + ^D)
where ^B = booster armature volts/field amp. (Ch. 11) R PL D + D = amplidyne direct axis impedance
J) PL ^ + F = booster field impedance
In this case the value of the field resistance is again dependent
on t^perature but the booster excitation in this application
requires only half excitation to produce-maximum tension, but the 2
armature I R loss would be at maximum rating and this would be much
larger than the field losses so the machine temperature would still
approach the 50° C rise.
^ = 1.2 X field resistance at 20° C.
= 1.2 X 26.8 (from Ch. 11)
= 32.2 ohms.
booster transfer function
= 19 32.2 + 3.05 + P (11 + 1.49)
0.54 1 + 0.35 P

1 ^in 1 ^Q + PI-Q
Rp 1 + PLp 1 + PLq
FIG. 12.8
Block diagram and transfer function of an amplidyne.

d) Transfer Function of Amplidyne
Figure 12.8 is a block diagram of the amplidyne<
E in = control field input volts
^ + ^^F = control field impedance
^F = control field current
Q = quadrature axis gain V Q = quadrature axis volts R" PL
Q + Q = quadrature axis impedance
^Q = quadrature axis current
^ = direct axis gain V D = direct axis volts L„ r T — 1 = control field time constant R^
T L 2 = quadrature axis time constant
The amplidyne parameters were measured in Chapter 11 and the
amplidyne transfer function can be expressed as
= S 1 I S \ ( (1 + PT^ (1 + PTp ) In
41.4 (1 + 0.095 P) (1 + 0.185 P)

=§
ca o
10 20 30 Frequency
3 db.
FIG. 12.9
Frequency response plot for a transistor amplifier.

e) Transfer Fuic tion of Summating Amplifier
The calculations associated with the operational amplifier have
been calculated on the basis that the amplifier time constant
has negligible effect. This appears to be a reasonable assiimption
but a frequency response was conducted to find the actual time
constant.
The test consisted of injecting a variable frequency sinusoidal
signal from a signal generator to the input of the amplifier and
the input and output signals were displayed on a twin beam C.R.O,
The relative magnitudes of the input and output signals were
measured on the C.R.O , as the frequency was varied. The frequency
at which the output dropped to 707o of its low frequency level
represents a 3 db drop in gain. This frequency, when converted
to time, is the amplifier time constant and the resulting plot
in Fig, 12,9 shows the time constant to be 3 . 5 milli-seconds
(45 eyeles/s econd).
It was found necessary to use the twin beam C.R.O. because the
oscillator output voltage varied with frequency. Another advantage
was that approximate phase shift measurements could be taken in
conjunction with gain. The phase shift was achieved by utilizing
a facility on the C .R .O . whereby one trace was triggered by the
oth er.

- / w w v w
R.
^ W W v A A
FIG. 12.10
Transistor amplifier used as an adder but with
only one input E, shown.

e) Transfer Function of Summating Amplifier (Cont.)
If independent time bases were used for each trace then the phase
shift was destroyed.
This method of measuring frequency response does not approach the
accuracy of the method used in Ch. 11 a) but the aim in this case
was to find the approximate time constant. This time constant may
seem to be appreciable but the amplifier equivalent time constant
is modified when the amplifier is used as a summer.
Consider Fig. 12.10 where amplifier is used as an adder, and to
simplify,only 1 input will be considered:
E^ = input volts
R^ = input resistance
Eo == output voltage
= feedback resistance
e = amplifier input voltage G = amplifier transfer function = 1 + PT
where A = amplifier gain
T = amplifier time constant
- ^ + ^o - ^ = 0
El E J. _1 = - o + e + e

e) Transfer Function of Summating Amplifier (Cont.)
E, E 1 = " o R, R
1 - 1 G C-'
from Ge = E
R 2 E, = - E - 1 o 1 - 1 + 1
G /
• E R transfer function = o = - 2 E. R, 1 - 1
G R R, 2 + 1
/ looking at the denominator term in the square brackets
R, 1 - 1 -
G
since G =
11 GR
1 + PT
then denominator = 1 • 1
A
= 1 - 1 _
A
since A is much greater than 1
in this case A = 300 approx.
5R,
- PT A
R
R 2 -AR.
2 - PT AR,
R2PT
AR,
1 + ^ A AR,
and if ^2
then denominator = 1 -
50
= 1
300
- PT
300
\ 50
PT A 1 + _5_ 300 300

e) Transfer Function of S-ummating Amplifier (Cont.)
i.e. the transfer function = R,
1 - PT 49
hence the amplifier time constant has been effectively reduced
by a factor of 49. This means that when this amplifier is being
used as an adder with a nominal gain of 5 the amplifier time
constant is effectively 0,07 mi Hi-seconds.
On this basis the omission of the amplifier time constant should
not introduce large errors. Note that even if the nominal
amplifier gain is 10 the time constant is reduced by a factor of
26. As a check on these calculations a frequency response was
conducted on the amplifier when used with a nominal gain of 10.
From theoretical considerations the time constant should have
been reduced by a factor of 26 but it was found that the time
constant was reduced by a factor of 29 to 0.12 mi Hi-seconds•
This is a good correlation considering the method of measurement
which is apparently only accurate to about 107o.
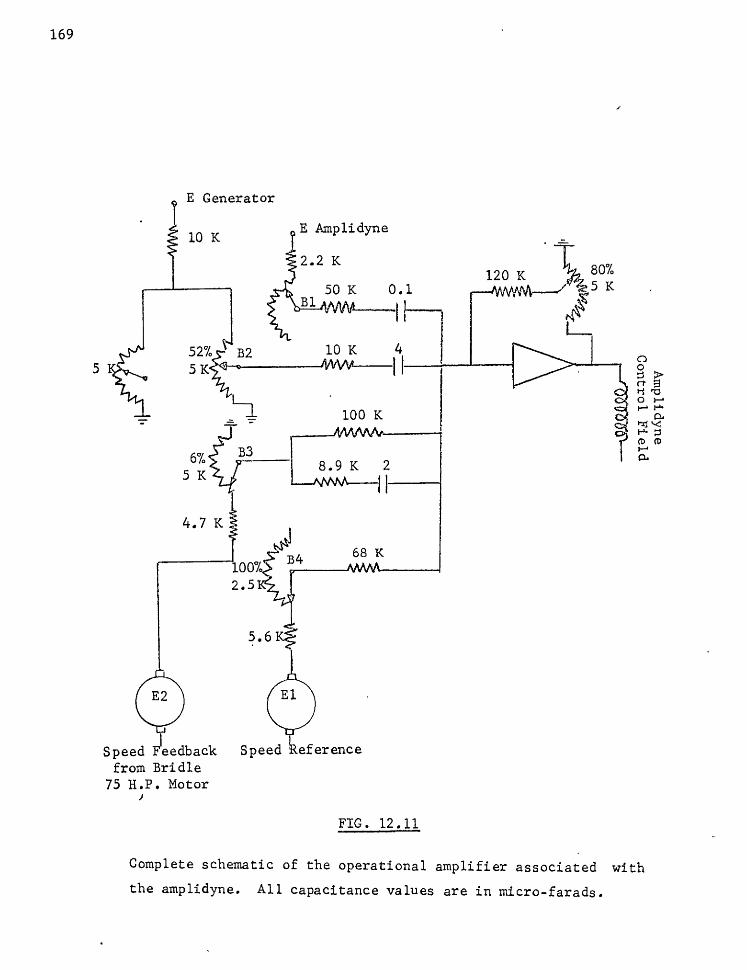
E Generator
10 K
52% B2
p E Amplidyne
2 .2 K
50 K 0 .1
Speed Feedback Speed Reference
from Bridle
75 H .P . Motor }
FIG. 12.11
Complete schematic of the operational amplifier associated with
the amplidyne. All capacitance values are in micro-farads.

e) Transfer Function of Siunmating Amplifier (Cont.)
Fig. 12.11 i s a detailed layout of the components associated with
the operational ampli f ier . Al l values and potentiometer settings
are as shown, but some c ircui try including jogging and suiciding
have been omitted because they do not enter into the normal running
mode.
Bl, B2, B3 and B4 are the attenuations for the amplidyne v o l t s ,
generator v o l t s , tacho-generator feedback vol ts and reference
tacho-generator vo l ts respect ively .
Bl = _93 X 5K - 0.647 100 (5 + 2.2) K
B2 = _52 X 5K = 0.208 100 lOK + ^
2
B3 - _94 X 5K = 0.485 100 5K + 4.7K
= 2.5K =
2.5K + 5.6K
Calculation of Path Impedances and Transfer Functions
1 + PRC input impedance = pc
R C AWvM I j_
50K 0.1 UF

Transfer Function of Summating Amplifier (Cont.)
Path 1 (Cont.)
Amplifier feedback impedance is 120K but there i s a 5K ohm potential
dividerx^ich i s set to 807o which means only 20% of the output voltage
i s fed back
equivalent feedback impedance i s : -
= (120K + 80 X 5K) X 100 ( 100 ) 20
= 620K
This i s the feedback impedance for a l l signals
path 1 transfer impedance i s : -
620K X PC 1 + PRC
= 620K X 0.1 X I P ' S 1 + 50K X 0.1 X 10"^P
= 0.062 P 1 + 0.005P
f o r Path 2 R
-MVA/t lOK
input impedance
transfer impedance i s : -
== 620K X P X 4 X 10 -6
4 UF
1 + PRC PC
- 6
1 + lOK X 4 X 10 X P
2.48 P 1 + 0.04P

0.65 Q.062P
1 + 0.005P
0 .2 2.48P
1 + 0.04P
6.2 (1 + 0.22P) 0.49
6.2 (1 + 0.22P) 0.49
1 + 0.18P 1 + 0.18P
0.31 9.13
FIG. 12.12
BLOCK DIAGRAM OF TRANSISTOR AMPLIFIER
AND ASSOCIATED COMPONENTS

Transfer Function of Sttngnating Amplifier (Cont.)
f o r Path 3 R1
W W W lOOK
R2 WVVV 8.9K
input impedance
where G
transfer impedance =
2UF
R1 (1 + PGT) 1 + PT
R2 R1 + R2
(R1 + R2) C
620K "(1 + PT) R1 (1 + PGT)
620K (1 + P 108.9K x 2 x 10"^) lOOK (1 + P 8.9K X 2 X 10
6.2 Cl + Q.218P) Cl + 0.0178P)
- 6
• f o r Path 4 R
-/WVW
.transfer impedance = 62QK R
62QK 68K
9.13
The amplifier and associated components can now be placed in
block diagram form of f i g . 12.12.

f) Overall Block Diagram
The tacho generator in use on the bridle has a gain of 100 volts/
1,000 R.P.M.
line top speed = 550 F.P.M.
work roll diameter = 36 inches
roll R.P.M. at top line speed = 58.3
gearbox ratio = 15.5 : 1
motor R.P.M. at top line speed = 905 R.P.M.
tacho voltage at top line speed = 90.5 volts
90.5 tacho gain = 94.6 volts/radian/sec.
(905 R,P.M. = 94.5 radians)
tacho gain = 0.96 volts/radian/sec.
The machine manufacturers supplied the inertias of the various
drive motors and gearboxes and is tabulated below.
15 H.P. 50 H.P. 75 H.P.
Motor inertia 18.4 84.6 119
Gearbox inertia 35.2 46.3 69
Total inertia 53.6 131 188
( all figures in lb. ft.^ )

Block Diagram of Voltage Control Scheme
and Delivery Bridle.

2 s •
ZR S o H ' r IS n r .
XA , -75*
c-UfCrtfcw"
U , ST rt f
X^ , i s n f
1 , r y * / " o t » f » * i
l e S o K / "
11 l y H / * " "
V
A/ , = Ni^mutft OF curout«7'.vl StC't? '"ift-D Tt^t^i V •• RirrlHuiiAi ••
' ^ f l f • nr-ir. - rum s
(/ y o-ottr) — » o -
k - 8
n = IS HP
j s i .
(47,«)
(M 0.097^)
N p l , (5300)
J H u n t f ' f t C Vit'^'i "V SP t e r ;
(l-fo-isip)
t :
i i n - t .
L . " " c f '
Aplr.

f) Overall Block Diagram (Cont.)
The motor manufacturer also supplied the number of turns in
the cumulative and differential series fields in each motor.
With this information and the measurements taken, the complete
block diagram of the system has been drawn in Fig, 12.13. The
block diagram includes the effects of the series fields by
summating the amp turns of the main field and cumulative field
and subtracting the amp turns of the differential field. ,The
current flowing in the cumulative fields is the actual motor
armature current, whereas the differential field current is the
sum of the 3 armature currents divided in inverse proportion to
the differential field impedances. »
The division of armature current was calculated as follows by
referring to Fig. 12.14.
1370 Y 1 = admittance of 75 H.P. differential field = 1 + 0.0807P
724 Y 2 ^ admittance of 50 H.P. differential field = 1 + 0.097P
230 ,Y 3 admittance of 15 H.P. differential field = 1 + 0.0732P
These figures are based on measurements tabulated in Chapter 11
and neglect the mutual coupling between the series fields and
between the shunt field.

o Cumulative Fields
yX,
Differential Fields
1
Y, ^ 2 = 1 Y, Z = 1
Y
FIG. 12.14
DIAGRAM OF 3 ROLL BRIDLE MOTORS SHOWING SERIES FIELDS AND
DIVISION OF CURRENT (NEGLECTS MUTUAL COUPLING BETWEEN FIELDS)

f) Overall Block Diagram (Cont.) Y = Y 1 + Y 2 + Y 2
1 5 . + 386P + 2325 0.00057P^ + 0.021P^ + 0.25P + 1
Z = 1=0.000437 C1+0.083P) - 0.0000068 (1 + Q.Q93P) Y (1+0.074P) (H-0.092P)
in the second tern a numerator and denominator term may be
cancelled.
.*. 2 = 0.000437 (1 + 0.083P) - 0.0000068 (1+0.074P)
The second term in this last expression represents only 2%
of the first term and could be neglected
thus Z = 0.000437 (1 + 0.083P)
If I is the total armature currents then current in 75 H.P.
differential field is
where = IZ
Zj = impedance of 75 H.P. differential field
I = T7 1 — = I 0.000437 (1 + 0.Q83P) 0.00073 (1 + 0.08P)
0.6 I

KD
V R Turns 11.6H
500 uF \AAAAAAAM
3,000 ohms |500 uF
To Entry Bridle Motors
Booster
] 0.024 ohms
To Generator
FIG. 12.15
SCHEMATIC DIAGRAM OF THE BOOSTER VOLTAGE CONTROL SERVO,

f ) Overall Block Diagram (Cont.)
T = T 7 2 ~ where Z = impedance of 50 H.P. d i f f e rent ia l f i e l d
- I 0.317 (1 + 0.083P) (1 + 0.097P)
"" where Z„ = impedance of 15 H.P. d i f f e rent ia l f i e l d Z3 3
- I 0.1 (1 + 0.083P) (1 + 0.073P)
The br id le containing the booster i s shown in Fig. 12.15 with the
appropriate values marked. In this case i t i s best to summate the
amp fums of each of the control windings and then express as a
transfer function.
The booster armature voltage feedback path transfer function can
be expressed as •
A/T = 0.047 P ^B 1 + 1.5P + 0.3 X 10"^ P^
The amplidyne armature voltage feedback path transfer function i s 0.17 P A/T =
\ 1 + 0.94P + 4.7 X 10"^ P^

Complete Block Diagram of Booster Control
Scheme and Entry Bridle.

y ' (/-ta-n (/-t a-nsp) (M o.^SP)
( u = : o 5 P )
S E M t s u T O K r E R w i N f j i -
o S ^ S —
V r 5 7 /<(<i
l M I a'nf)
( . - . O . U N O
x V
- ^.-jtiaasMJi j < £ .
" ' - T O R 5^-f5t>
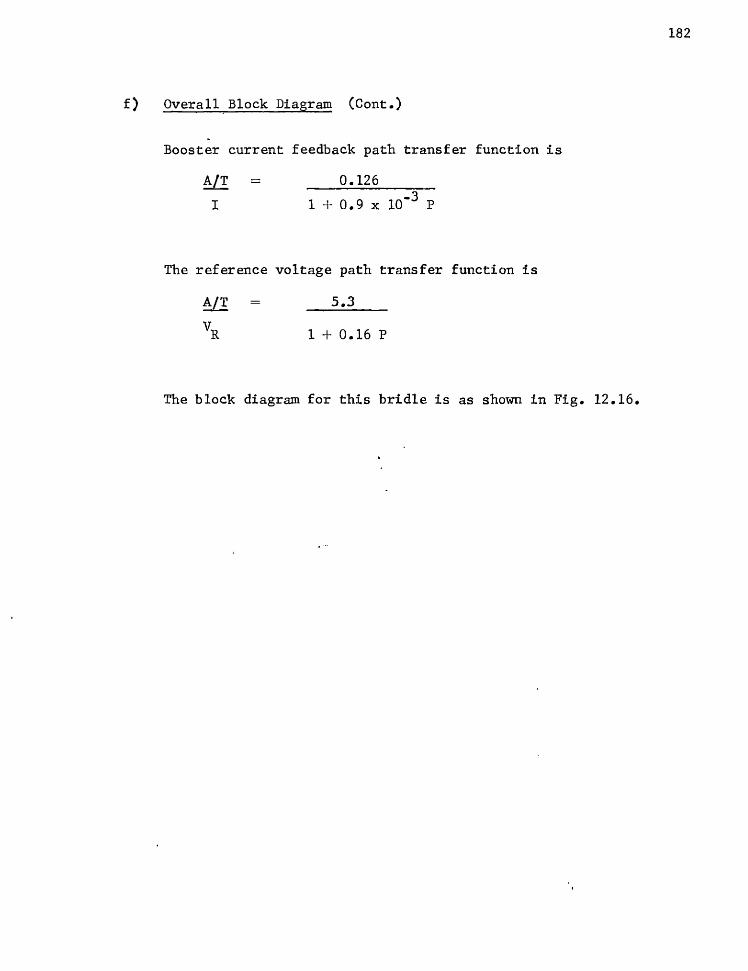
f) Overall Block Diagram (Cont.)
Booster current feedback path transfer function is
A/T = 0.126 I 1 + 0.9 X 10'^ P
The reference voltage path transfer function is
A/T = 5.3
\ 1 + 0.16 P
The block diagram for this bridle is as shown in Fig. 12.16,

g) Frequency Response Versus Block Diagram
The dual 3 roll bridle system block diagram has now been drawn,
and the transfer functions calculated. These transfer functions have
been found by using some approximations. Referring to Fig.
12.13 the transfer function between the speed reference and the
generator terminal voltage is:-
41 .4 (1 + 0.005P> 2.51 (0.508P)
(1 + 0 .04P) (1 + 1.26P) (1 + 0.095P) (1 + 0.185P) (1 -fO.OOSP) +1.65P
This can be reduced further by neglecting the high order terms
which are negligible around 1 radian/second (near the cross-over
frequency).
Vt = 54.6 (1 + 0.0Q5P)
Vref (1 + 0.04P) (l + 1.26P) <1.2P> (1 + 0.0098P)
54.6
(1 + 1.26P) (1 + 2P)

g) Frequency Response Versus Block Diagram (Cont.)
The transfer function of 75 H.P. motor will now be calculated
by neglecting load torque and series field effects.
It can be shown that on the above basis the transfer function
between speed and generator volts is
^ Kd - ^ ^ Eqn. 12.1 E K 5) + JRP + JLP
2 where J = System inertia in Kg - M
R^ = Arm. resistance
L. = Arm. inductance A K = Basic machine constant
^ = Flux
W = Speed in radians/second
by substitution 0.55 E (1 + 0.69P) (1 + 0.013P)
W By calculating the frequency response of E around 1 rad./second
and adding the result to the phase shift of — at the same REF
frequency a comparison can be made to the frequency response
plot of Ch. 12.1. The results are tabulated below and compare

Frequency Response Versus Block Diagram (Cont.)
with the frequency response results .
W Freq. Response
Freq. (Rads. /Sec.) ^REF E Total Results
0 .5 - 78 19 - 97 98
1.0 - 117 35 - 152 107
1.5 - 137 47 - 184 118
2 . 149 - 55 - 204 125
All readings in
degrees of phase shift
The results indicate that, the assumptions made in the block
diagram derivation, and the further simplifications made in the
phase shift calculations have resulted in large differences to
that from the frequency response test. This means that a more
rigorous method must be used in the block diagram derivation to
achieve more realistic results.
The frequency response test indicated that considerable non-
linearities were present in the bridle system (Fig. 12.3) and
these may account for some part of the differences. These
results also highlight the fact that simulations can only serve
to pinpoint possible problem areas and may not give a true
indication of system response.

Conclusion
The principle factors necessary for the implementation of separately
powered rolls for the extension of steel strip are:-
1. Economic proposition
2» Load sharing of motors
3. Zero strip slippage
4. Digital control system
5. Extension accuracies capable of being attained and
maintained over long periods.
These five factors have been investigated and the economics leave
nothing to be desired whilst the load sharing of the motors will
present no problems with adequate design.
The extensometer, built up to measure strip slippage, proved an
accurate instrument which showed that there was negligible slippage
on the existing dual 3 roll bridle. This bridle was designed on a
reasonable co-efficient of friction factor and it would be feasible
to assume that the same results would be obtained on a similarly
designed multi-roll bridle. With zero strip slippage motor speed
equals strip speed and so motor speed can be controlled to obtain
the desired extension or speed difference signal.

Conclusion (Cont.)
Digital signals can be easily incorporated into control systems as was
shown in Chapter 9. The accuracy or resolution of these dig i ta l signals
i s normally limited, but this can be overcome by the adoption of the
proposed method of obtaining more accurate d ig i ta l speed di f ference
signals .
Measurements were conducted on the existing 3 r o l l br id le to determine
control system parameters. The results are a good correlation with
the information supplied by the manufacturers and allows their supplied
information to be used with confidence.
These parameters were used to formulate the 3 r o l l br id le into block
diagram form. Some phase sh i f t calculations were done on the block
diagrams at several frequencies and the results compared with a
frequency response test conducted on the 3 r o l l b r id le . The comparisons
indicated that assumptions and l inearisations made in the derivation of
the block diagram caused large errors near the c r i t i c a l frequency area
( i . e . crossover frequency). At lower frequencies the error reduced.
This error at the higher frequencies could have been due to the severe
non- l inear i t ies present in the system.

Conclusion (Cont.)
Overall separately powered multi roll bridles for the controlled
extension of steel strip are feasible. Simulations conducted on
any block diagram representation can only be used as a guide to
system performance unless transfer functions are rigorously
determined.

R E F E R E N C E S
"Mechanical Metallurgy," G.E. Dieter (McGraw-Hill) 1961.
"Fundamentals of Mechanical Design," R. Phelan (McGraw-Hill) 1962.
"Electrical Circuits and Machinery," F. Hehre & G. Harness (Wiley) 1944,
"Industrial Electricity," J. Nadon & B. Gelmine (Van Nostrand) 1942.
"Rotating Amplifiers," M.G. Say (Newnes) 1954.
"Electric Machinery," A.E. Fitzgerald & C. Kings ley (McGraw-Hill) 1952.
"Engineering Electronics," J.D. Ryder (McGraw-Hill) 1957.
"S.C.R. Manual," General Electric, 3rd ed. 1964.
"Transistor Manual," General Electric, 1964.
A.R. Foreman, "Application of Rubber Covered Rolls to Pinch Rolls
and Bridles," Iron & Steel Engineer, August, 1964.
G.C. Turner, "The Design and Application of Bridles for Process
Lines," Iron & Steel Engineer, February, 1965.

R E F E R E N C E S (Cont.)
Bell and Vassily "Continuous Strip Stretcher Levelling Process,"
Iron 6c Steel Engineer, May, 1967.
Hindley "Control of Process Line Tensions," Iron & Steel Engineer,
February, 1966.
W.D. Sinclair, "Thyristor Power Converters for D.C. Machine Drives,"
A.E.I. Engineering (Reprint).

FIG.A1
Typical layout of a Continuous Galvanizing Line

WTUDER.
SIDE Tr /A^A^ER
UNCOIL-ER.
EKJTKY
b
FURNF)CE.5
"O D O D O o O O O Os. C D CIL\LVFLN\2.MC,
P^R
C o o t i A / a A n d THERTMEUT
L£\/EULER PRIME PILING
( ) ( ) 8 8 8 8 ( ) O .

APPENDIX 1 CONTINUOUS GALVMIZING LINE OPERATION AND LAYOUT
The layout of a typical Galvanizing Line is shown in sketch Al.
The line consists of 4 main sections, but for recoiling only 3
are in use. The sections are the entry section, furnace or
process section, delivery section and the cut-up section.
The entry section includes a side trimmer, a welder and storage
facilities in the entry tower which is kept full at all times
except when the entry section stops to join coils together with
the welding. During this period there is sufficient strip stored
in the tower to allow the process to continue at top speed. When
the entry section is restarted it is oversped up to 207o of the
process section until the entry loop is full once again.
The process section consists of many distinct operations and these
include heating and soaking (annealing) in the furnaces followed
by dipping in the galvanizing pots, cooling, chemical treatment
and tension levelling. The storage tower after the process section
is kept in an empty condition so that when the delivery section
stops to unload, the process section can continue at top speed by
storing in the tower until the delivery section is ready to run.

APPENDIX 1 CONTINUOUS GALVANIZING LINE OPERATION AND LAYOUT (Cont.)
The delivery section basically consists of recoiling the galvanized
strip. If sheets are required instead of coil then the recoiler is
bypassed and the strip is fed into the cut-up section. In this
section there are flying shears, inspection belt tables, automatic
sheet rejection and sheet piling facilities. In the cut-up mode
the delivery and cut-up sections are stopped and started
simultaneously during stacking operations. Both these sections
can also be run up to 20% above the maximum process section speed
to empty the delivery tower.
Both towers on the line are operated by torque motors and they
have variable height modulation.
Within the process section there are many operations, and included,
is the tension levelling section which is the area under investigation,
Although the term levelling section has its own generator it is speed
matched to the rest of the process section. The process section has
a speed range of 1 0 : 1 but generally runs between 8 5 7 c , to 1 0 0 % top
speed. Speed changing within this section is done very slowly
because of strip temperature in the furnace. Reject material results
if the process speed is adjusted rapidly and of course if the process
section stops then all material within the furnace is scrap (0.5 tons).

200
APPENDIX A. 2
S PM rt o o o
t\ .-I
0) 00 CIS +J I-H o > 0) u •p
u
160
120
80
40
75 H.P. Motor Open Circuit Voltage Excitation
0.4 0.8 1.2 1.6 Field Current (Amps.)
2.0

APPENDIX A. 2
o o o
280
240
200
160
120
80
40
75 H.P. Motor
Flux Excitation
0.4 0.8 1.2
Field Current (Amps.)
1.6 2.0

140
120
rt o o o 1-1 cSj
100
<1) {JO CO 4-1 i-i o > OJ u •p
APPENDIX A. 2
50 H.P. Motor Open Circuit Voltage Excitation
0.8 1.2 1.6 Field Current (Amps.)

APPENDIX A. 2
240
200
160
o o o
' 120
50 H.P. Motor Flux Excitation
0.4 0.8 1.2 1.6 Field Current (Amps.)

APPENDIX A.2
160
*
o o o
CS; 120
0) iiO cfl +J t-H o > 0) n p +J
80
40
15 H.P. Motor Open Circuit Voltage Excitation
0 , 8 1.2
Field Current (Amps.)

APENDIX A. 2
200
o o o
X p 1 - 1
15 H.P. Motor Flux Excitation
160
120
80
40
0.4 0.8 1.2 Field Current (Amps.)
1.6

Motor Field Time Constant
R Circuit' = 243.4 ohms (102.1 + 141.._3) Time Constant = 0.4 Sees,
L =' RT =: 0.4 X 243.4- = :97.2 H.

APPENDIX A 2.
Motor Field Time Constant
Circuit Time Constant — 0.7 K Circuit E Field + 15.9 ohms 92.0 L = RT = 0.7 X 92 = 64.2 H.
75 H.P. MOTOR •• . , ! : I ; HT := 26 Divisions Time Lines = 10 Sec.
: .*. I Circuit Time Constant ••= 0.45 Sees. L = RT = .45 X 'l84i= 82.7 H. ' R = R Field + lOO' ohms.

APPENDIX A. 2
30 K.W. Booster
Open Circuit Voltage
Excitation
2 3
Field Current (Amps.)

APPENDIX A. 2
0.5 1.0 1.5 2.0
Field Current (Amps.)
2.5 3.0

240
APPENDIX A. 2
200
160 Pd o vj-
ca
<u GO Cti •P 1-4 o > 0) J-l p +J
120
80
40
150 K.W. Generator Open Circuit Voltage Excitation
0.5 1.0 1.5 Field Current (Amps.)
2.0

APPENDIX A. 2
120
150 K.W. Generator Flux Excitation Curve
0.25 0.5 0.75 Field Current (amps)

Generator Field Time Constant
30 K.H. BOOSTER ' ••
E Circuit = 126.8 ohms (26.8 + 100) \ Time Constant = 0.087 \ L = .087 X 126.8 = 11 H.
150 K.W. GEMERATOR R Circuit = 138.7 oteia (38.7 + 100) Time Constant = 0.44
L = 61 H.

APPENDIX A. 2 207 Step Test to Determine Turns/Pole
30 K.W. BOOSTER
Pen Sensitivity = 12.2<^A/Inch Pot Setting = 35% of 10 K Input Volts = 214
150 K.W. BOOSTER
Pen Sensitivity = 12.2c^A/Inch Pot Setting = 15% of 10 K Input Volts = 242

APPENDIX A. 2
Direct Axis Voltage Response to a Control Field Step Input Time Lines 0 Q.Ol Sees.
Final Height
Quadrature Axis Voltage Response to a Control Field Step Input Timing Lines 0 0.1 Sees.

APPENDIX A. 2
175
150
2 P h
o vO
125
100
<u 00 CO jj .-I o >
OJ u
•4-1 nJ
10 20 30 40
X^ X^ Field Current (MiHi-Amps)

APPENDIX A. 2 210
KQ == Slope
200
10 20 30
Control Field Input Current (MA)
150
cn 4J I—1 >100 •H X < 1 4J O (U u • H P
= Slope
50
0.2 0.4 0.6 Quadrature Axis Amps
0.8 1.0

The C/iL953 Decade Counter
The Fairchild C/iL 958 is a monolithic decade counter designed to operate at frequencies up'to 2 megacycles over a temperature range of 0°C to 75®C. Inputs consist of a count signal and a reset signal. Outputs are binary-coded decimal having 1 -2 -4 -8 relative weighting. Individual outputs maybe pulled to ground after resetting to establish any of the nine non-zero states in the normal decade sequence. Units may be cascaded to commodate multi-digit applications.
The 958 Deci.de Counter consists of four flip-flops and an input amplifiei as shown in Fig. 1. The flip-flops are interconnected in such a way that an ordinary modulo-16 binary count Is curtailed at the end of ten counts, returning to the first count rather than the eleventh. This action is accomplished by inhibiting an input to 7F2 at the ninth and tenth counts, and by resetting FF4 at the end of every even-number count.
The feedback loop from FF4 to FF2 inhibits the response of FF2 to the carry pulse from FFl during the ninth and tenth counts. At this time FF2 and FF3 are in the "zero" state and FF4 is in the "one" state. FF4 is reset at the end of counts 2, 4, 6, 8, and 10 by the signal from FFl . How-ever, since FF4 is in the "one" state only during counts 9
9 9 5 8 and 10, only the reset after count 10 has any effect. As FFl returns to "zero" at the end of every even-numbered pulse,
COUNTER the entire Counter is set to "zero" for the first count of the next cycle.
The flip-flops of the Decade Counter are similar in . principle to the Fairchi ld / iL9l6j -K flip-flop(see Fig. 2).
Transistors Qj and Q2 form a simple latch circuit through the cross coupling of resistors R ^ and Rg. Pulse steering transistors Q^ and Q^ direct a pulse of current to the base of either Qj or Qg to cause a change of the flip-flop's state. The diodes connected from the collectors of Q^ and Q^ to the bases of Qg and Q^ select the transistor through which a count pulse may pass. Note that either Q^ or Q^ can be active at any particular instant, but not both, because of the comple-mentary nature of the voltages at the collectors of Q^ and Qg.
FIG. 1. CmL958 decade counter block diagram.
RESET o
oOUTPUT
COUNT INPUTS
> T)
Z O M ><!
ro
FIG. 2. Decade counter flip-flop schematic.

.'I
J In FFl, FF2, and FF3, both collectors of the steering transistors are connected to the output of the previous stage (the amplifier has output characteristics similar to theflip-I flop). When an output is at its low potential (less than 0.4 volt), the \u.se-collector junction of one of the attached steering transistor^Js-forward biased. The resulting cur-
_ .rent is responsible for a quantity of charge being present in the associated collector-base region. If the collector voltage of the pulse-steering transistors is abruptly raised (to at least 1.0 volt), the charge in the collector-base region is trapped by the diode in the base circuit. The only available
^ exit is t / - emitter. The charge stored in the collector-base region exiis rapidly through the emitter creating a pulse of current adequate to trigger the flip-flop exactly once.
9958
COUNTER
( C o n t . )
In FF4, the collectors of the steering transistors are connected separately: one to the output of FF3, the other to the output of FFl. Thus, FF3 is responsible for setting FF4 and FFl is responsible for clearingit. Otherwise, FF4-operates in the manner just described.
The feedback loop from FF4 output to FF2 input includes an additional transistor, which provides a discharge path from the base of Q^ to ground when FF4 is in the "one" state. FF2 is thereby prevented from assuming the "one" state while FF4 is in the "one" state.
Each of the flip-flops contains a reset transistor, Qg. The base resistors of all Q^'s are connected to the reset in-put. A reset level of at least 1.4 volts and 3 mA will drive all outputs to the "zero" condition (greater than 1.5 volts).
t
The input amplifier is non-inverting and designed to produce an output similar to that of a binary. It can also accept an output from another Decade Counter, imposing minimal loading upon it.
> hd hd M «
> U)
N3 N)

FAIRCHILD COUNTING MICROLOGIC®INTEGRATED CIRCUITS CmL9958
RESET/PRESET
The circuit is reset to count 0 (all outputs high) with a high level at the reset input pin.
To preset an arbitrary count:
1. Reset to count 0 and then return the reset pin to a low level.
2. Ground (below 0.45 V) the appropriate outputs.
ELECTRICAL CHARACTERISTICS (25 'C Free Air Temperature unless otherwise noted)
Parameter Min, . Typ. Max. Units Conditions
Supply Voltage 3.3 5.5
Count Input-Low 0.45 V "
Count Input-High 1.2 V ^
Count Input Pulse Width-High 150 • ns _ •
Count Input Slope-Positive Going 1.0 V//1B ^
Maximum Count Input Frequency 2.0 MHa^
. -Reset Input-Low 0.45 V
Reset Input-High 1.2 V
Output-Low 0.35 V = 0.4 mA = 4.0 V
Output-High :1.4 V I^^^ = -0.7 mA V^^ = 3.6 V
Power Consumption \ 140
Count Input Impedance 2kC2 in series with a transistor base-emitter diode
Reset Input Impedance 300 n in series with a transistor base-emitter diode
Maximum Delay from Count Input 300 ns (Load: 2 parallel with 50pF from each to Zg Output. (Count 7 to 8)
' <
output to ground)
TYPICAL DUAL IN-UNE PACKAGE
T l
J—"-
(PRODUCT CODE. U6A995e7M)
hd W
a
><i > to
K)
CO
v_ •*tianar is a patented Fairchild process.

FAIRCHILD COUNTING iVilCtoLOGIC®INTEGRATED CIRCUITS C m L 9 9 5 8
O RESET O"
F.F.
COUNT U
BLOCK DIAGRAM
Z2 24 O
L r ^
/ A N D \
4 3
28 Q
L O O
SCHEMATIC DIAGRAM OF DECADE FLIP-FLOP
, *cc
I tooo:;
l U 1 Ik
rROMVi
-w—< sooo
< -oJnowmiT
O s I> U>
N>

LOADING RULES
DRIVIKG DEVICE AT OF CAN DRIVE
C/IL9958: - . - •
3.3 Mln. 1CML9959
3.3 Min. 1 CML9959P1us 1 C/iL 9958 Count Input
Zj, Zg, 4.0 Mln. 2CML9959
4.0 Mln. 2 CML9959PIUS 1 C^xL 9958 Count Input
Zg, 4.0 V Mln. and one 390 n current limiting resistor in series with each output
4 CML 9959
1 4.0 V Min. and one 330 n current limiting
resistor in series with Zg output
4 C/iL9959pIus 1 C^iL9958 Count Input
3.3 Min. - 1 C^L9960
3.3 Min. 1 C;iL9960pIu8 1 CptL9958 Count Input
' 4.0 Mln. 2 C/1L9960
4.0 Min. 2 C^iL9960plu5 1 CpiL 9958 Count Input
Z^, Zg, z^ 4.0 Min. and one 330 n current limiting resistor in series with each output
5C;iL9960
^8 4.0 Min. and one 270 n current limiting
resistor in series with Zg output
5 C/iL9960plus 1 C/XL9958 Count Inputs'
Industrial Range Milliwatt R T L : 3.6 V ±10% 1 C/iL99SBCount Input
Industrial Range RTL : 3.6 V ±10% 6 C/iL9958Count Inputs, or 1 C/iL9958 Reset Input
Industrial Range DTL 6k Family:
4.5 Mln. 1 C/iL9958Count Input
Industrial Range DTL 2k Family:
4.5 Min. 3 C/j.L9958Count Inputs, or 1 C/xL9958
Reset Input
>
§
o M X
> CO
M »-» Ln

The Ca<L959 Buffer Storage
The C ; iL959 Buffer Storage unit consists of four gated
latch circuits (Fig. 3) whose input characteristics match the
CmL958 Decade Counter output characteristics. The buffer
storage unit serves several vital functions ina C/xL system:
it allows the state of the counter outputs to be sampled and
held for an indefinite amount of time, it provides both true
and complement signals, and it furnishes a convenient meth-
od of signal level conversion when dissimilar circuitry is to
be driven.
Z2 Zz Z3 Z3 24
1 0 1 0 1 0 1 0
FL FL FL FL
i i i >2 '3 M
FIG. 3. C/IL959 buffer storage logic diagram.
The circuit of the latch used in the C/iL959 Is shown In
Fig. 4. Information is entered into each latch in a novel
manner. The gate signal is amplified and distributed to the
four latch circuits as illustrated in Fig. 3. Depending on
the state of the information applied to each latch, the ampli-
fied gate signal can cause two different-actions. If the
information signal is high, both Q3 and Q^are saturated and
the base voltage at Q^ is sufficiently low to turn Q^ off.
9959
BUFFER
MEMORY
Transistor Qg starts to conduct as the collector voltage of
Q^ rises, and the latch assumes a new state If the infor-
mation input is low, Q^ does not conduct and consequently
the gate current into the base of Q^ exits through the col-
lector and enters the base of Q^. Should Q^ be off, this
current turns Q^ on, causing, the latch to assume a new
state. This mechanism allows a single Input to saUsfy both
set and clear requirements in a very simple way.
+V
1 - v w
- Wv-
AMPLIFIED GATE o
W r — ^ ^ — W V
INPUT O — W V — t r Q 4
FIG. 4. Buffer storage latch circuit.
The latches of the Buffer Storage unit are isolated from
the load by transistors Qg and Qg. These transistors will
handle approximately 10 mA , permitting one to match the unit
to many other circuits, both digital and analog.
The gate amplifier is inverting, and will enable the latch
Inputs when low. An open gate input has the same effect. To
disable the latch inputs, the gate input must be raised to
1.5 volts or more.

F A I R C H I L D C O U N T I N G M I C R O L O G I C ® I N T E G R A T E D C I R C U I T S - C t i L 9 9 5 9 ELECTRICAL CHARACTERISTICS (25'C Free Air Temperature unless otherwise noted)
Characteristic Min. Typ, Max. Units Conditions
Supply Voltage 3.3 3.8 5.0 V . _ j Power Consumption . 115 . mW = 3 . 8 V Gate High Power Consumption 135 mW V c c = 3 . 8 V Gate Low [ Gate Input High LI V
V c c = 3 . 8 i
Gate Input Low 0.5 V 1 1 1
Data Input High 1.0 V -t
Data Input Low 0.5 V Output Low 0.4 V •OUT = mA , = 5.0 V : Output Low Load Current -0.4
o . o ; V mA
'OUT = mA - • V = 3.3 V i
Max. Sampling Rate >5.0 MHz
mA - • V = 3.3 V i
Sampling Pulse Width (Gate) 100 ns • ^ ^ •
LOADING RULES FOR CPL9959 '7 \
Driving Device AtV^^of 1
Can Drive:
9959 3 3 to 5.0 V 2 9960 inputs ts 9959 3.3;to 5.0 V 4 Low Power RT/xL loads 9959 3.3 to 5.0.V 1 RT/iL load
1 1
9959 3.3 to 5.0 V 2 DT/iL loads 1
9958 3.6 to 4.0 V 2 9959 data inputs Full Range Low Power RT^L 4.0 V Min.*
at -55°C 3 9959 data inputs or 1 9959 gate input
Industrial Range Low Power RT/iL 3.6 V±10% 2 9959 data inputs Full Range RT^L 3.0 ±10% 10 9959 data inputs or 3 9959 gate inputs Industrial Range RT^iL 3.6 ±10% 13 9959 data inputs or 5 9959 gate inputs Full Range DTML 6 K Family
2 9959 data inputs or 1 9959 gate input
Full Range DT/iL 2 K Family
4.5 V Min. 6 9959 data inputs or 2 9959 gate inputs
hd
><! >
05
M

FAIRCHILD C O U N T I N G M i C k O L O G l C ® I N T E G R A T E D CIRCUITS • Ct>L995,9
SCHEMATIC DIAGRAM OF BUFFER STORAGE UNiT ,. A ,
Zb Zb
I >
ro I - ' 00

The C;iL960 Decimal Decoder
This unit facilitates the conversion of an 8-4-2-1 binary-coded decimal uumber to a true ten-digit decimal number. The input characteristics of the Decimal Decoder are adapted to the output characteristics of the C/iL 958Decade Counter. Low signal levels are accepted as logic "ones" and high sig-nal levels as logic " zeros . " As complement values are needed in the decoding matrix, and as they are not furnished by the C/iL958, inverters are includedfor all input signals. The outputs of the C/1L960 have voltage breakdown charac-teristics adequate for controlling most types of neon-filled indicator tubes. '
The schematic diagram of the C/xL 960 Decimal Decoder is shown in Fig. 5. The decoding matrix consists of PNP transistors used as diodes. Advantage is taken of the fact that a "one" in the most-significant position never occurs unless -the two successive positions are "zeros." This reduces by five the number of transistors needed in the matrix. The actual decoding process is accomplished in two steps. The first step consists of forming five new signals from the three most significant bits of the input information. In the second step, one of each pair is selected by the least significant input signal. Only one of the ten output transistors can have the proper turn-on voltages applied simultaneously to both base and emitter when a valid BCD code is.used;~ However, because of the simplified decoding matrix, a binary code greater than nine causes two outputs to turn on simultaneously.
9960
DECODER
DRIVER
FIG. 5. C/1L960 decimal decoder schematic.
The output transistors can withstand voltages in excess of 60 volts and are thus quite adequate for the purpose .of
holding off series neon indicating devices. However, to
achieve the high voltage characteristics, it is necessary to
accept fairly high saturation voltages; consequently, the low-voltage current-sinking qualities are such that the Decoder is not recommended for driving incandescent lamps or other integrated devices.
ES hd a a M X! >
ro

FAIRCHILD COUNTING MICROLOGIC® INTEGRATED C I R C U I T - C / a L 9 9 6 0
ELECTRICAL .CHARACTERISTICS (25° C Free Air Temperature unless otherwise noted) ; •
Symbol Characteristic -Min. Typ. ' Max. Units Test Cqnc^tions
Vcc Power Supply (Note 4) 3.3 5.5 V •
PD Power Consumption 45 , , mW Vcc = 4.0 V Input High ViH Input High 1.0 V Va Input Low 0.4 ' V Vol o n Output Voltage (Note 2) V Vm = 1.0 V, loL = 3 mA VoH OFF Output Voltage V loH = 0.2 mA Ico OFF Output Leakage Current 50 MA VouT = 0.2 mA
; " * - ;
LOADING RULES FOR C;:L9960
Driving Device At Vcc of C/1L9959 . 3.3 to 5.5 V 2 C/iL9960 inputs C/xL9958 3.3 to 5.5 V 1 C/iL9960 plus 1 C/iL9958 .
Count Input Industrial Range Milliwatt RTL 3.6 V ±10% ,
1 1 C^L9960
Industrial Range RTL 3.6 ±10% 6 C/iL9960 Industrial Range DT/tL 6K Family
. 4.5 V Min. 1 C/iL9960
Industrial Range DT/iL 2K Family
4 .5VMin. / 3 C,fL9960
@ O M ><J
> U)
to N3 O

RESISTOR-TRANSISTOR MICROLOGIC® INTEGRATED CIRCUITS
PART NUMBER 9900
ELEMENT TYPE Buffer
NOISE IMMUNITY (TYP., 25'C)
300 mV
PROPAGATION DELAY (TYP.. 25"C)
16 nsec
POWER DISSIPATION (TYP., 25»C)
30 mW
DRIVE FACTOR.
25
DESCRIPTION Low impedance Inverting driver circuit for use as a line driver, an astable or monostable multivibrator, or pulse differentiator. Valuable for driving heavily loaded circuits or minimiz-ing rise-time deterioration due to capacitive loading. •
Logic Diagram
SUPPLY VOLTAGE 3.0 volts ±10%
3.6 volts ±10%
TEMPERATURE RANGE - 5 5 ' C to +125''C (21)
O'C to +100'C (22)
+15»C to + 55-C (28) O'C to + 70»C (29)
-vw-
- v w 5 Schematic
PACKAGE Flat-Pack (3F) TO-5 (50)
Epoxy (8B)
hd
O M X > L>9
PART ELEMENT NUMBER TYPE 9914 Dual Two-Input Gate
NOISE IMMUNITY (TYP.. 25''C)
300 mV
PROPAGATION DELAY (TYP., 25"O
12 nsec
POWER DISSIPATION (TYP., 25 »C)
24 mW
FAN-OUT
DESCRIPTION Dual two-input gate capable of generating any logic functio'n. Element circuits may be cross-connected to form a flip-flop, or con-nected in tandem to form non-inverting gates.
SUPPLY VOLTAGE 3.0 volts ±10%
3.6 volts ±10%
TEMPERATURE RANGE -\-55'C to +^25''C (21) / O'C to -t-IOO-C (22)
O'C to -I- 70*C (29) +15°C to + SS'C (28)
PACKAGE Flat-Pack (3F) TO-5 (5B)
Epoxy (8A)
fo ro
Logic Diagram Schematic

>008934975

Copyright © 2022 FDOKUMEN




















![4`gZU TRdVd URZ]j T`f_e Uc`a dYRca]j - Daily Pioneer](https://static.fdokumen.com/doc/165x107/631911064cd7b3442408e082/4gzu-trdvd-urzj-tfe-uca-dyrcaj-daily-pioneer.jpg)