
The effect of post-weld heat treatment on the mechanical properties of 2024-T4 friction stir-welded...
10
The effect of post-weld heat treatment on the mechanical properties of 2024-T4 friction stir-welded joints Hakan Aydın a, * , Ali Bayram a , _ Ismail Durgun b a Uludag ˘ University, Faculty of Engineering and Architecture, Department of Mechanical Engineering, 16059 Görükle-Bursa, Turkey b Tofas ß-Fiat, Türk Otomobil Fabrikası A.S ß., 16369 Bursa, Turkey article info Article history: Received 12 August 2009 Accepted 13 November 2009 Available online 18 November 2009 Keywords: C. Heat treatments D. Welding E. Mechanical abstract In this study, the effect of post-weld heat treatment (PWHT) on the mechanical properties of friction stir- welded 2024 aluminum alloys in the T4 temper state was investigated. Solution heat treatment and var- ious ageing treatments were given to the welded joints. The PWHT procedures caused abnormal coars- ening of the grains in the weld zone, which resulted in a drop in micro-hardness at the weld zone compared to the base material of the joints. T6 (190 °C – 10 h) ageing treatment after welding was found to be more beneficial than the other heat treatments in enhancing the mechanical properties of the 2024- T4 joints. However, the T6 (190 °C – 10 h) heat treatment led to significant ductility deterioration in the joint. Ó 2009 Elsevier Ltd. All rights reserved. 1. Introduction Aluminum alloys are increasingly used in many important man- ufacturing areas, such as the automobile industry, aeronautic and military, because of their low-density and good mechanical prop- erties [1]. However, the welding of aluminum and its alloys has always represented a great challenge for designers and technolo- gists. Many difficulties are associated with this kind of joint process [2]. It is obvious that serious problems, such as tenacious oxide layer cavities, hot cracking sensitivity, and porosity, may occur when fusion welding is applied to aluminum and its alloys. Moreover, the conventional techniques, such as fusion welding, often lead to significant strength deterioration in the joint because of a dentritic structure formed in the fusion zone [3]. Friction stir welding (FSW) is a solid state metal joining technique that was developed and patented by The Weld Institute of Cambridge, UK, in 1991 [4], and took place during the solid state phase; the above-mentioned problems were not observed [3,5–8]. FSW is well suited for joining aluminum alloys, especially those that are typically considered to be un-weldable, such as 2XXX and 7XXX series aluminum alloys [3]. 2024 Aluminum alloy is an age-hardenable alloy that possesses enhanced strength because of the precipitation of the Al 2 CuMg phase upon solutionising and artificial ageing. Precipitate strength- ened alloys show a worsening of mechanical properties in the weld zone because of the dissolution and growth of strengthening pre- cipitates during the welding thermal cycle [5,9–12]. Though FSW joints yield better joint efficiency compared to fusion welding pro- cesses, the gap between the strength values of the base metal and the weld metal is large [13]. FSW gives rise to softening of the joints and results in the degradation of mechanical properties [9,14,15]. To recover the loss of mechanical properties in the weld zone, one option is to fully post-weld, reheat, and treat welded components [16]. Few studies have been performed to determine the effect of PWHT on the mechanical properties of friction stir-welded alumi- num alloys [8,13,16,17]. Chen et al. [8] observed that the tensile strength of the friction stir-welded joints of 2219-O aluminum alloy could be significantly improved by the PWHT process. Elangovan and Balaubramanian [13] also examined the influence of PWHT on the tensile properties of friction stir-welded 6061 aluminum alloys. A 40–45% decrease in strength for the friction stir-welded joints compared to that of the base material (BM) was observed in this study. This strength loss of the friction stir-welded joints in this study has been significantly improved by the artificial ageing treatments after welding. Krishnan [17] investigated the effect of PWHT on the properties of friction stir-welded 6061 alloys. He observed that the weld (stir) region exhibited very coarse grains after the PWHT, and the samples failed after PWHT during the root bend test. Sullivan and Robson [16] also applied a PWHT to friction stir-welded 7449 aluminum alloys. They found that this joint has a dramatic effect on the nugget zone (NZ) and thermo-mechanically affected zone (TMAZ) microstructures. The hardness in the NZ and TMAZ also decreased. 0261-3069/$ - see front matter Ó 2009 Elsevier Ltd. All rights reserved. doi:10.1016/j.matdes.2009.11.030 * Corresponding author. Address: Uludag ˘ Üniversitesi, Mühendislik Mimarlık Fakültesi, Makine Mühendislig ˘i Bölümü, 16059, Görükle-Bursa, Türkiye. Tel.: +90 224 294 19 88; fax: +90 224 294 19 03. E-mail address: [email protected] (H. Aydın). Materials and Design 31 (2010) 2568–2577 Contents lists available at ScienceDirect Materials and Design journal homepage: www.elsevier.com/locate/matdes
Transcript of The effect of post-weld heat treatment on the mechanical properties of 2024-T4 friction stir-welded...

Materials and Design 31 (2010) 2568–2577
Contents lists available at ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
The effect of post-weld heat treatment on the mechanical propertiesof 2024-T4 friction stir-welded joints
Hakan Aydın a,*, Ali Bayram a, _Ismail Durgun b
a Uludag University, Faculty of Engineering and Architecture, Department of Mechanical Engineering, 16059 Görükle-Bursa, Turkeyb Tofas�-Fiat, Türk Otomobil Fabrikası A.S�., 16369 Bursa, Turkey
a r t i c l e i n f o
Article history:Received 12 August 2009Accepted 13 November 2009Available online 18 November 2009
Keywords:C. Heat treatmentsD. WeldingE. Mechanical
0261-3069/$ - see front matter � 2009 Elsevier Ltd. Adoi:10.1016/j.matdes.2009.11.030
* Corresponding author. Address: Uludag ÜniversFakültesi, Makine Mühendisligi Bölümü, 16059, Görü224 294 19 88; fax: +90 224 294 19 03.
E-mail address: [email protected] (H. Aydın)
a b s t r a c t
In this study, the effect of post-weld heat treatment (PWHT) on the mechanical properties of friction stir-welded 2024 aluminum alloys in the T4 temper state was investigated. Solution heat treatment and var-ious ageing treatments were given to the welded joints. The PWHT procedures caused abnormal coars-ening of the grains in the weld zone, which resulted in a drop in micro-hardness at the weld zonecompared to the base material of the joints. T6 (190 �C – 10 h) ageing treatment after welding was foundto be more beneficial than the other heat treatments in enhancing the mechanical properties of the 2024-T4 joints. However, the T6 (190 �C – 10 h) heat treatment led to significant ductility deterioration in thejoint.
� 2009 Elsevier Ltd. All rights reserved.
1. Introduction
Aluminum alloys are increasingly used in many important man-ufacturing areas, such as the automobile industry, aeronautic andmilitary, because of their low-density and good mechanical prop-erties [1]. However, the welding of aluminum and its alloys hasalways represented a great challenge for designers and technolo-gists. Many difficulties are associated with this kind of jointprocess [2]. It is obvious that serious problems, such as tenaciousoxide layer cavities, hot cracking sensitivity, and porosity, mayoccur when fusion welding is applied to aluminum and its alloys.Moreover, the conventional techniques, such as fusion welding,often lead to significant strength deterioration in the joint becauseof a dentritic structure formed in the fusion zone [3].
Friction stir welding (FSW) is a solid state metal joiningtechnique that was developed and patented by The Weld Instituteof Cambridge, UK, in 1991 [4], and took place during the solid statephase; the above-mentioned problems were not observed [3,5–8].FSW is well suited for joining aluminum alloys, especially thosethat are typically considered to be un-weldable, such as 2XXXand 7XXX series aluminum alloys [3].
2024 Aluminum alloy is an age-hardenable alloy that possessesenhanced strength because of the precipitation of the Al2CuMgphase upon solutionising and artificial ageing. Precipitate strength-ened alloys show a worsening of mechanical properties in the weld
ll rights reserved.
itesi, Mühendislik Mimarlıkkle-Bursa, Türkiye. Tel.: +90
.
zone because of the dissolution and growth of strengthening pre-cipitates during the welding thermal cycle [5,9–12]. Though FSWjoints yield better joint efficiency compared to fusion welding pro-cesses, the gap between the strength values of the base metal andthe weld metal is large [13]. FSW gives rise to softening of thejoints and results in the degradation of mechanical properties[9,14,15]. To recover the loss of mechanical properties in the weldzone, one option is to fully post-weld, reheat, and treat weldedcomponents [16].
Few studies have been performed to determine the effect ofPWHT on the mechanical properties of friction stir-welded alumi-num alloys [8,13,16,17]. Chen et al. [8] observed that the tensilestrength of the friction stir-welded joints of 2219-O aluminumalloy could be significantly improved by the PWHT process.Elangovan and Balaubramanian [13] also examined the influenceof PWHT on the tensile properties of friction stir-welded 6061aluminum alloys. A 40–45% decrease in strength for the frictionstir-welded joints compared to that of the base material (BM)was observed in this study. This strength loss of the frictionstir-welded joints in this study has been significantly improvedby the artificial ageing treatments after welding. Krishnan [17]investigated the effect of PWHT on the properties of frictionstir-welded 6061 alloys. He observed that the weld (stir) regionexhibited very coarse grains after the PWHT, and the samplesfailed after PWHT during the root bend test. Sullivan and Robson[16] also applied a PWHT to friction stir-welded 7449 aluminumalloys. They found that this joint has a dramatic effect on thenugget zone (NZ) and thermo-mechanically affected zone (TMAZ)microstructures. The hardness in the NZ and TMAZ alsodecreased.
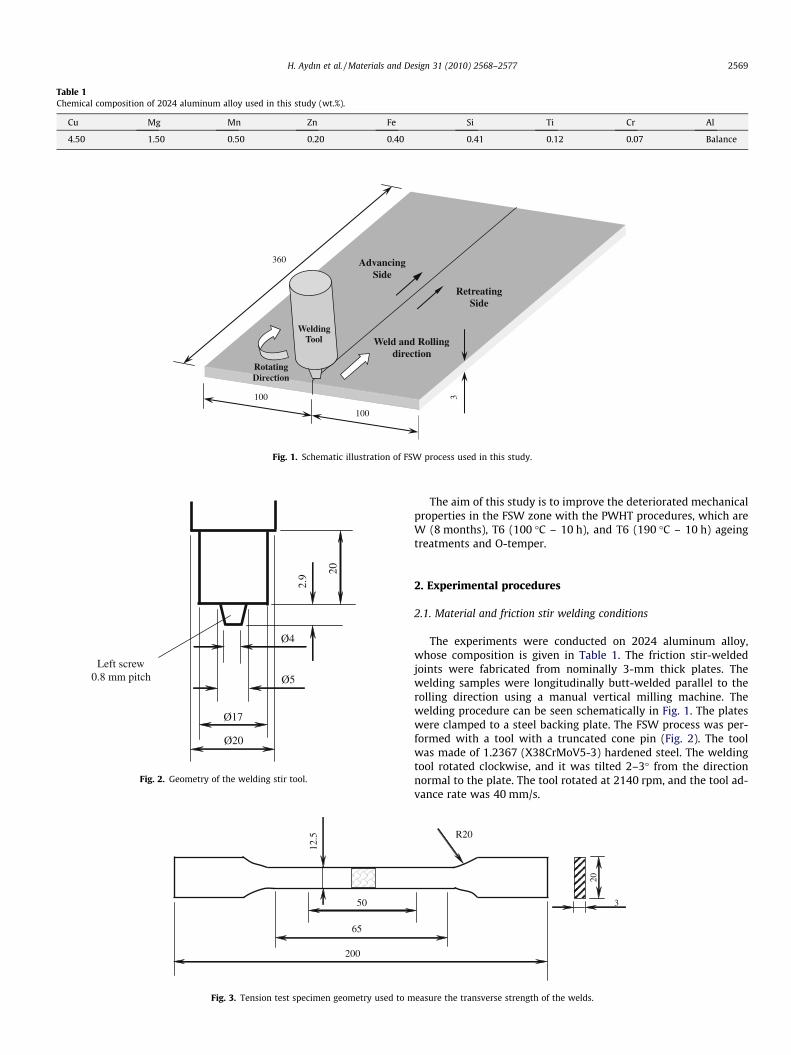
Table 1Chemical composition of 2024 aluminum alloy used in this study (wt.%).
Cu Mg Mn Zn Fe Si Ti Cr Al
4.50 1.50 0.50 0.20 0.40 0.41 0.12 0.07 Balance
100
100
3
360
Weld and Rolling direction
AdvancingSide
RetreatingSide
WeldingTool
RotatingDirection
Fig. 1. Schematic illustration of FSW process used in this study.
200
65
50
12.5
Fig. 3. Tension test specimen geometry used to m
Ø20
Ø5
Ø4
2.9
Left screw0.8 mm pitch
Ø17
20
Fig. 2. Geometry of the welding stir tool.
H. Aydın et al. / Materials and Design 31 (2010) 2568–2577 2569
The aim of this study is to improve the deteriorated mechanicalproperties in the FSW zone with the PWHT procedures, which areW (8 months), T6 (100 �C – 10 h), and T6 (190 �C – 10 h) ageingtreatments and O-temper.
2. Experimental procedures
2.1. Material and friction stir welding conditions
The experiments were conducted on 2024 aluminum alloy,whose composition is given in Table 1. The friction stir-weldedjoints were fabricated from nominally 3-mm thick plates. Thewelding samples were longitudinally butt-welded parallel to therolling direction using a manual vertical milling machine. Thewelding procedure can be seen schematically in Fig. 1. The plateswere clamped to a steel backing plate. The FSW process was per-formed with a tool with a truncated cone pin (Fig. 2). The toolwas made of 1.2367 (X38CrMoV5-3) hardened steel. The weldingtool rotated clockwise, and it was tilted 2–3� from the directionnormal to the plate. The tool rotated at 2140 rpm, and the tool ad-vance rate was 40 mm/s.
R20
20
3
easure the transverse strength of the welds.
a
2 mm
Advancing SideRetreating Side
b c d
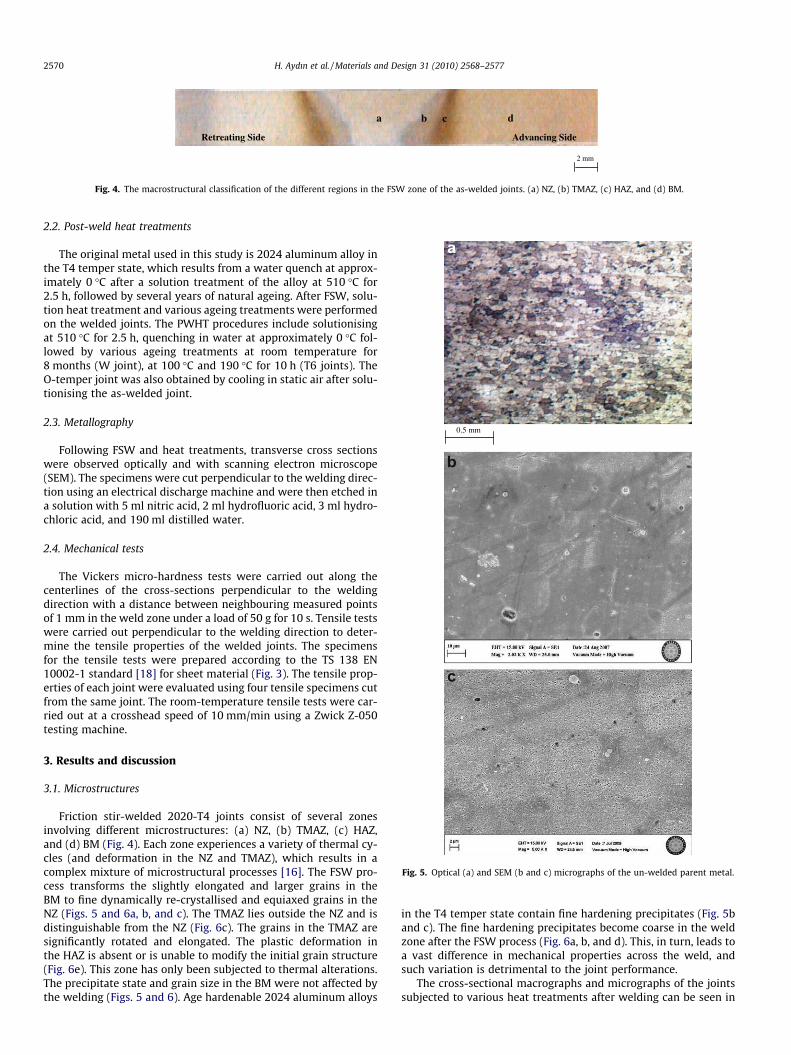
Fig. 4. The macrostructural classification of the different regions in the FSW zone of the as-welded joints. (a) NZ, (b) TMAZ, (c) HAZ, and (d) BM.
0.5 mm
a
b
c
Fig. 5. Optical (a) and SEM (b and c) micrographs of the un-welded parent metal.
2570 H. Aydın et al. / Materials and Design 31 (2010) 2568–2577
2.2. Post-weld heat treatments
The original metal used in this study is 2024 aluminum alloy inthe T4 temper state, which results from a water quench at approx-imately 0 �C after a solution treatment of the alloy at 510 �C for2.5 h, followed by several years of natural ageing. After FSW, solu-tion heat treatment and various ageing treatments were performedon the welded joints. The PWHT procedures include solutionisingat 510 �C for 2.5 h, quenching in water at approximately 0 �C fol-lowed by various ageing treatments at room temperature for8 months (W joint), at 100 �C and 190 �C for 10 h (T6 joints). TheO-temper joint was also obtained by cooling in static air after solu-tionising the as-welded joint.
2.3. Metallography
Following FSW and heat treatments, transverse cross sectionswere observed optically and with scanning electron microscope(SEM). The specimens were cut perpendicular to the welding direc-tion using an electrical discharge machine and were then etched ina solution with 5 ml nitric acid, 2 ml hydrofluoric acid, 3 ml hydro-chloric acid, and 190 ml distilled water.
2.4. Mechanical tests
The Vickers micro-hardness tests were carried out along thecenterlines of the cross-sections perpendicular to the weldingdirection with a distance between neighbouring measured pointsof 1 mm in the weld zone under a load of 50 g for 10 s. Tensile testswere carried out perpendicular to the welding direction to deter-mine the tensile properties of the welded joints. The specimensfor the tensile tests were prepared according to the TS 138 EN10002-1 standard [18] for sheet material (Fig. 3). The tensile prop-erties of each joint were evaluated using four tensile specimens cutfrom the same joint. The room-temperature tensile tests were car-ried out at a crosshead speed of 10 mm/min using a Zwick Z-050testing machine.
3. Results and discussion
3.1. Microstructures
Friction stir-welded 2020-T4 joints consist of several zonesinvolving different microstructures: (a) NZ, (b) TMAZ, (c) HAZ,and (d) BM (Fig. 4). Each zone experiences a variety of thermal cy-cles (and deformation in the NZ and TMAZ), which results in acomplex mixture of microstructural processes [16]. The FSW pro-cess transforms the slightly elongated and larger grains in theBM to fine dynamically re-crystallised and equiaxed grains in theNZ (Figs. 5 and 6a, b, and c). The TMAZ lies outside the NZ and isdistinguishable from the NZ (Fig. 6c). The grains in the TMAZ aresignificantly rotated and elongated. The plastic deformation inthe HAZ is absent or is unable to modify the initial grain structure(Fig. 6e). This zone has only been subjected to thermal alterations.The precipitate state and grain size in the BM were not affected bythe welding (Figs. 5 and 6). Age hardenable 2024 aluminum alloys
in the T4 temper state contain fine hardening precipitates (Fig. 5band c). The fine hardening precipitates become coarse in the weldzone after the FSW process (Fig. 6a, b, and d). This, in turn, leads toa vast difference in mechanical properties across the weld, andsuch variation is detrimental to the joint performance.
The cross-sectional macrographs and micrographs of the jointssubjected to various heat treatments after welding can be seen in
0.5 mm
0.5 mm
a b
d
e
c
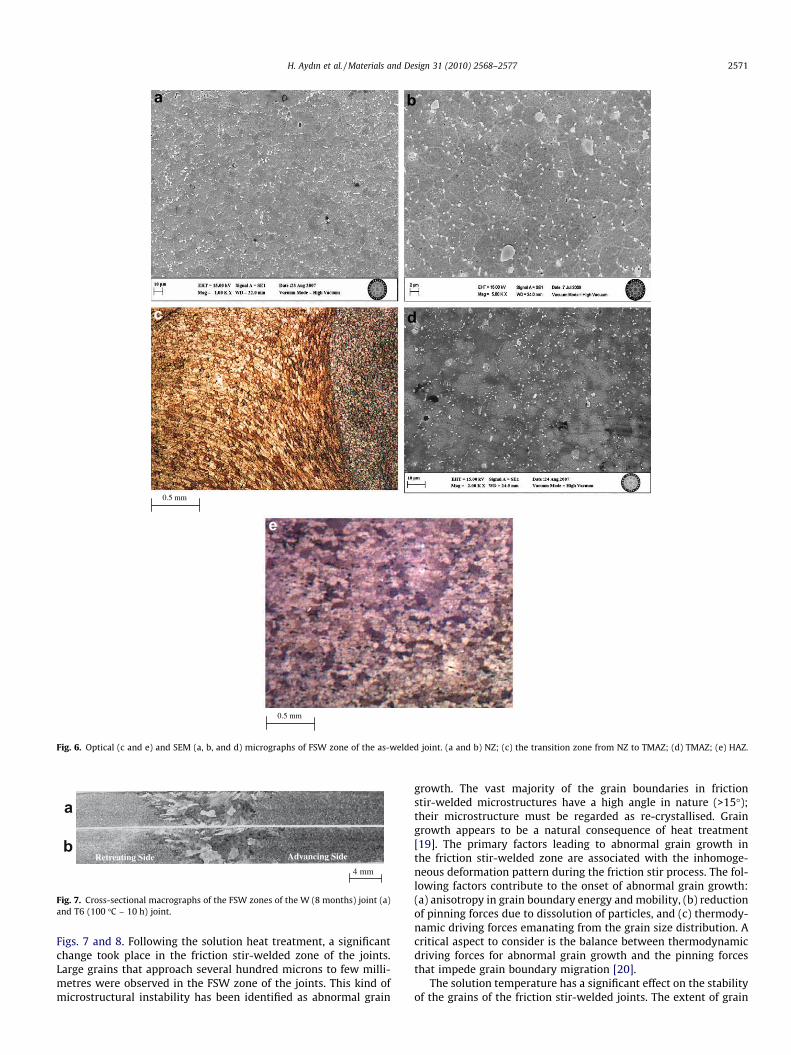
Fig. 6. Optical (c and e) and SEM (a, b, and d) micrographs of FSW zone of the as-welded joint. (a and b) NZ; (c) the transition zone from NZ to TMAZ; (d) TMAZ; (e) HAZ.
Advancing SideRetreating Side
4 mm
a
b
Fig. 7. Cross-sectional macrographs of the FSW zones of the W (8 months) joint (a)and T6 (100 �C – 10 h) joint.
H. Aydın et al. / Materials and Design 31 (2010) 2568–2577 2571
Figs. 7 and 8. Following the solution heat treatment, a significantchange took place in the friction stir-welded zone of the joints.Large grains that approach several hundred microns to few milli-metres were observed in the FSW zone of the joints. This kind ofmicrostructural instability has been identified as abnormal grain
growth. The vast majority of the grain boundaries in frictionstir-welded microstructures have a high angle in nature (>15�);their microstructure must be regarded as re-crystallised. Graingrowth appears to be a natural consequence of heat treatment[19]. The primary factors leading to abnormal grain growth inthe friction stir-welded zone are associated with the inhomoge-neous deformation pattern during the friction stir process. The fol-lowing factors contribute to the onset of abnormal grain growth:(a) anisotropy in grain boundary energy and mobility, (b) reductionof pinning forces due to dissolution of particles, and (c) thermody-namic driving forces emanating from the grain size distribution. Acritical aspect to consider is the balance between thermodynamicdriving forces for abnormal grain growth and the pinning forcesthat impede grain boundary migration [20].
The solution temperature has a significant effect on the stabilityof the grains of the friction stir-welded joints. The extent of grain
0.5 mm0.5 mm
0.5 mm 0.5 mm
0.5 mm 0.5 mm
0.5 mm 0.5 mm
a b
dc
e f
hg
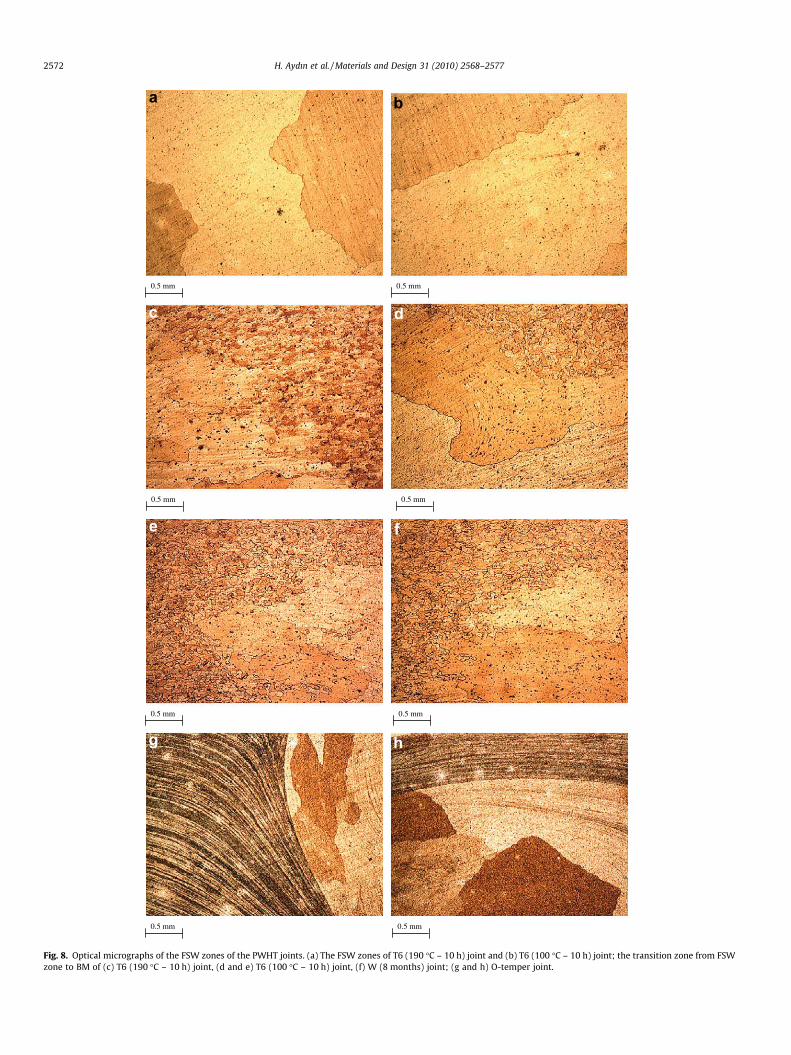
Fig. 8. Optical micrographs of the FSW zones of the PWHT joints. (a) The FSW zones of T6 (190 �C – 10 h) joint and (b) T6 (100 �C – 10 h) joint; the transition zone from FSWzone to BM of (c) T6 (190 �C – 10 h) joint, (d and e) T6 (100 �C – 10 h) joint, (f) W (8 months) joint; (g and h) O-temper joint.
2572 H. Aydın et al. / Materials and Design 31 (2010) 2568–2577
a
b
c
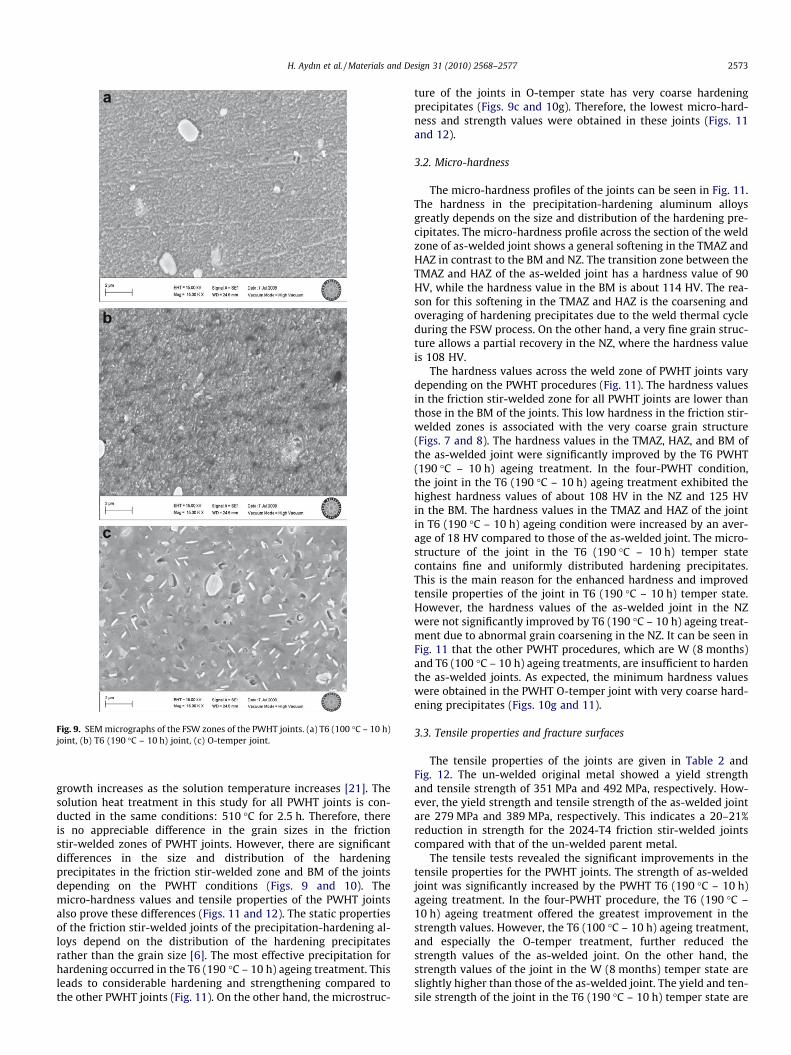
Fig. 9. SEM micrographs of the FSW zones of the PWHT joints. (a) T6 (100 �C – 10 h)joint, (b) T6 (190 �C – 10 h) joint, (c) O-temper joint.
H. Aydın et al. / Materials and Design 31 (2010) 2568–2577 2573
growth increases as the solution temperature increases [21]. Thesolution heat treatment in this study for all PWHT joints is con-ducted in the same conditions: 510 �C for 2.5 h. Therefore, thereis no appreciable difference in the grain sizes in the frictionstir-welded zones of PWHT joints. However, there are significantdifferences in the size and distribution of the hardeningprecipitates in the friction stir-welded zone and BM of the jointsdepending on the PWHT conditions (Figs. 9 and 10). Themicro-hardness values and tensile properties of the PWHT jointsalso prove these differences (Figs. 11 and 12). The static propertiesof the friction stir-welded joints of the precipitation-hardening al-loys depend on the distribution of the hardening precipitatesrather than the grain size [6]. The most effective precipitation forhardening occurred in the T6 (190 �C – 10 h) ageing treatment. Thisleads to considerable hardening and strengthening compared tothe other PWHT joints (Fig. 11). On the other hand, the microstruc-
ture of the joints in O-temper state has very coarse hardeningprecipitates (Figs. 9c and 10g). Therefore, the lowest micro-hard-ness and strength values were obtained in these joints (Figs. 11and 12).
3.2. Micro-hardness
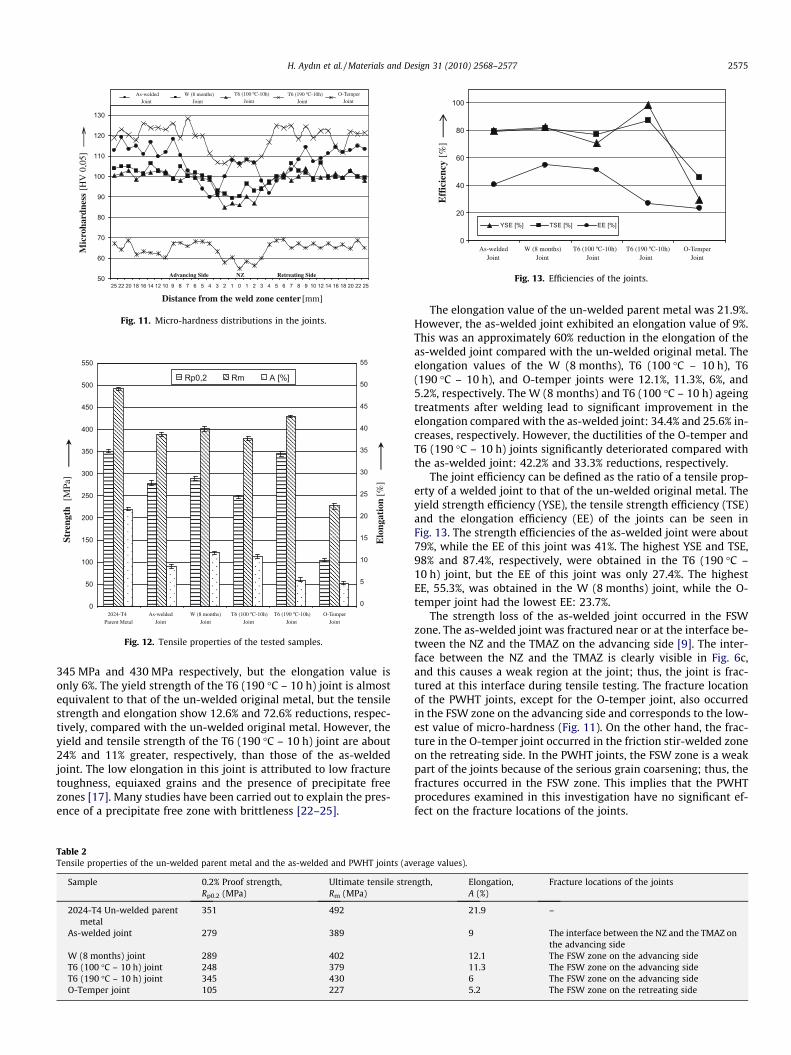
The micro-hardness profiles of the joints can be seen in Fig. 11.The hardness in the precipitation-hardening aluminum alloysgreatly depends on the size and distribution of the hardening pre-cipitates. The micro-hardness profile across the section of the weldzone of as-welded joint shows a general softening in the TMAZ andHAZ in contrast to the BM and NZ. The transition zone between theTMAZ and HAZ of the as-welded joint has a hardness value of 90HV, while the hardness value in the BM is about 114 HV. The rea-son for this softening in the TMAZ and HAZ is the coarsening andoveraging of hardening precipitates due to the weld thermal cycleduring the FSW process. On the other hand, a very fine grain struc-ture allows a partial recovery in the NZ, where the hardness valueis 108 HV.
The hardness values across the weld zone of PWHT joints varydepending on the PWHT procedures (Fig. 11). The hardness valuesin the friction stir-welded zone for all PWHT joints are lower thanthose in the BM of the joints. This low hardness in the friction stir-welded zones is associated with the very coarse grain structure(Figs. 7 and 8). The hardness values in the TMAZ, HAZ, and BM ofthe as-welded joint were significantly improved by the T6 PWHT(190 �C – 10 h) ageing treatment. In the four-PWHT condition,the joint in the T6 (190 �C – 10 h) ageing treatment exhibited thehighest hardness values of about 108 HV in the NZ and 125 HVin the BM. The hardness values in the TMAZ and HAZ of the jointin T6 (190 �C – 10 h) ageing condition were increased by an aver-age of 18 HV compared to those of the as-welded joint. The micro-structure of the joint in the T6 (190 �C – 10 h) temper statecontains fine and uniformly distributed hardening precipitates.This is the main reason for the enhanced hardness and improvedtensile properties of the joint in T6 (190 �C – 10 h) temper state.However, the hardness values of the as-welded joint in the NZwere not significantly improved by T6 (190 �C – 10 h) ageing treat-ment due to abnormal grain coarsening in the NZ. It can be seen inFig. 11 that the other PWHT procedures, which are W (8 months)and T6 (100 �C – 10 h) ageing treatments, are insufficient to hardenthe as-welded joints. As expected, the minimum hardness valueswere obtained in the PWHT O-temper joint with very coarse hard-ening precipitates (Figs. 10g and 11).
3.3. Tensile properties and fracture surfaces
The tensile properties of the joints are given in Table 2 andFig. 12. The un-welded original metal showed a yield strengthand tensile strength of 351 MPa and 492 MPa, respectively. How-ever, the yield strength and tensile strength of the as-welded jointare 279 MPa and 389 MPa, respectively. This indicates a 20–21%reduction in strength for the 2024-T4 friction stir-welded jointscompared with that of the un-welded parent metal.
The tensile tests revealed the significant improvements in thetensile properties for the PWHT joints. The strength of as-weldedjoint was significantly increased by the PWHT T6 (190 �C – 10 h)ageing treatment. In the four-PWHT procedure, the T6 (190 �C –10 h) ageing treatment offered the greatest improvement in thestrength values. However, the T6 (100 �C – 10 h) ageing treatment,and especially the O-temper treatment, further reduced thestrength values of the as-welded joint. On the other hand, thestrength values of the joint in the W (8 months) temper state areslightly higher than those of the as-welded joint. The yield and ten-sile strength of the joint in the T6 (190 �C – 10 h) temper state are
0.5 mm0.5 mm
0.5 mm
a b
dc
e f
g
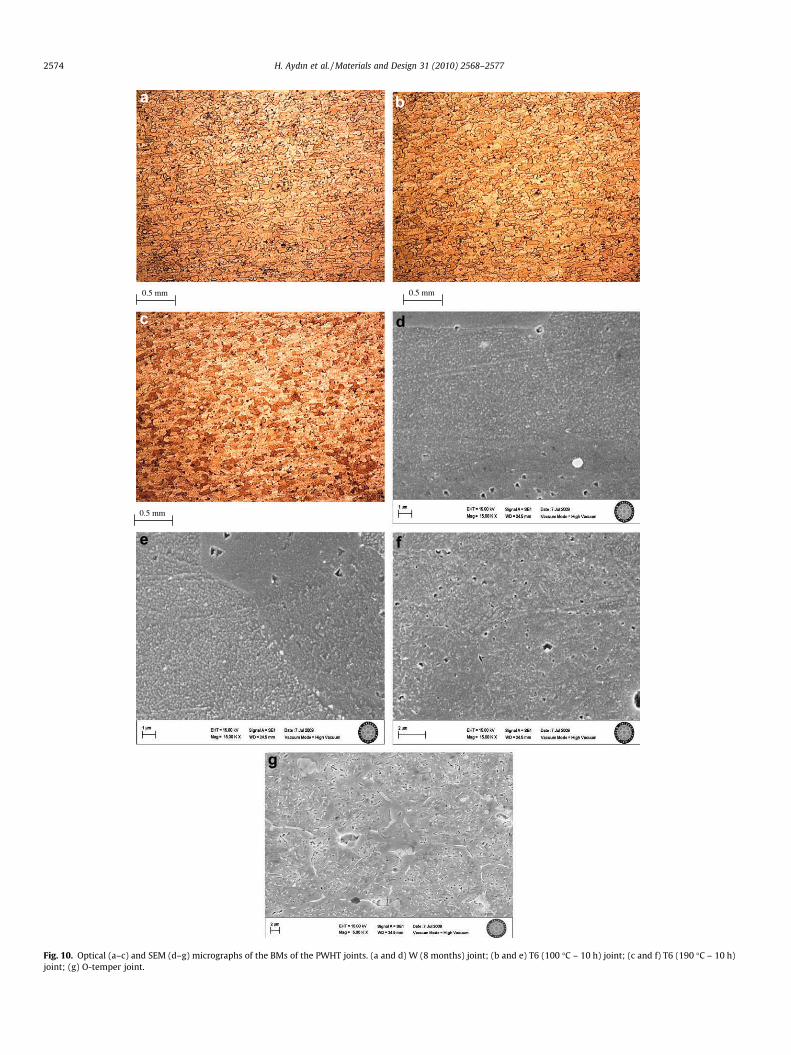
Fig. 10. Optical (a–c) and SEM (d–g) micrographs of the BMs of the PWHT joints. (a and d) W (8 months) joint; (b and e) T6 (100 �C – 10 h) joint; (c and f) T6 (190 �C – 10 h)joint; (g) O-temper joint.
2574 H. Aydın et al. / Materials and Design 31 (2010) 2568–2577
50
60
70
80
90
100
110
120
130
25 22 20 18 16 14 12 10 9 8 7 6 5 4 3 2 1 0 1 2 3 4 5 6 7 8 9 10 12 14 16 18 20 22 25
As-weldedJoint
W (8 months)Joint
T6 (100 ºC-10h)Joint
T6 (190 ºC-10h)Joint
O-TemperJoint
Mic
roha
rdne
ss [
HV
0,0
5]
Advancing Side Retreating SideNZ
Distance from the weld zone center [mm]
Fig. 11. Micro-hardness distributions in the joints.
0
50
100
150
200
250
300
350
400
450
500
550
Rp0,2 Rm A [%]
45
40
35
30
15
25
20
10
5
50
55
Elo
ngat
ion
[%]
0
Stre
ngth
[M
Pa]
As-welded
Joint
W (8 months)
Joint
T6 (100 ºC-10h)
Joint
2024-T4
Parent Metal
T6 (190 ºC-10h)
Joint
O-Temper
Joint
Fig. 12. Tensile properties of the tested samples.
0
20
40
60
80
100
YSE [%] TSE [%] EE [%]
Eff
icie
ncy
[%]
As-weldedJoint
W (8 months)Joint
T6 (100 ºC-10h)Joint
T6 (190 ºC-10h)Joint
O-TemperJoint
Fig. 13. Efficiencies of the joints.
H. Aydın et al. / Materials and Design 31 (2010) 2568–2577 2575
345 MPa and 430 MPa respectively, but the elongation value isonly 6%. The yield strength of the T6 (190 �C – 10 h) joint is almostequivalent to that of the un-welded original metal, but the tensilestrength and elongation show 12.6% and 72.6% reductions, respec-tively, compared with the un-welded original metal. However, theyield and tensile strength of the T6 (190 �C – 10 h) joint are about24% and 11% greater, respectively, than those of the as-weldedjoint. The low elongation in this joint is attributed to low fracturetoughness, equiaxed grains and the presence of precipitate freezones [17]. Many studies have been carried out to explain the pres-ence of a precipitate free zone with brittleness [22–25].
Table 2Tensile properties of the un-welded parent metal and the as-welded and PWHT joints (av
Sample 0.2% Proof strength,Rp0.2 (MPa)
Ultimate tensile streRm (MPa)
2024-T4 Un-welded parentmetal
351 492
As-welded joint 279 389
W (8 months) joint 289 402T6 (100 �C – 10 h) joint 248 379T6 (190 �C – 10 h) joint 345 430O-Temper joint 105 227
The elongation value of the un-welded parent metal was 21.9%.However, the as-welded joint exhibited an elongation value of 9%.This was an approximately 60% reduction in the elongation of theas-welded joint compared with the un-welded original metal. Theelongation values of the W (8 months), T6 (100 �C – 10 h), T6(190 �C – 10 h), and O-temper joints were 12.1%, 11.3%, 6%, and5.2%, respectively. The W (8 months) and T6 (100 �C – 10 h) ageingtreatments after welding lead to significant improvement in theelongation compared with the as-welded joint: 34.4% and 25.6% in-creases, respectively. However, the ductilities of the O-temper andT6 (190 �C – 10 h) joints significantly deteriorated compared withthe as-welded joint: 42.2% and 33.3% reductions, respectively.
The joint efficiency can be defined as the ratio of a tensile prop-erty of a welded joint to that of the un-welded original metal. Theyield strength efficiency (YSE), the tensile strength efficiency (TSE)and the elongation efficiency (EE) of the joints can be seen inFig. 13. The strength efficiencies of the as-welded joint were about79%, while the EE of this joint was 41%. The highest YSE and TSE,98% and 87.4%, respectively, were obtained in the T6 (190 �C –10 h) joint, but the EE of this joint was only 27.4%. The highestEE, 55.3%, was obtained in the W (8 months) joint, while the O-temper joint had the lowest EE: 23.7%.
The strength loss of the as-welded joint occurred in the FSWzone. The as-welded joint was fractured near or at the interface be-tween the NZ and the TMAZ on the advancing side [9]. The inter-face between the NZ and the TMAZ is clearly visible in Fig. 6c,and this causes a weak region at the joint; thus, the joint is frac-tured at this interface during tensile testing. The fracture locationof the PWHT joints, except for the O-temper joint, also occurredin the FSW zone on the advancing side and corresponds to the low-est value of micro-hardness (Fig. 11). On the other hand, the frac-ture in the O-temper joint occurred in the friction stir-welded zoneon the retreating side. In the PWHT joints, the FSW zone is a weakpart of the joints because of the serious grain coarsening; thus, thefractures occurred in the FSW zone. This implies that the PWHTprocedures examined in this investigation have no significant ef-fect on the fracture locations of the joints.
erage values).
ngth, Elongation,A (%)
Fracture locations of the joints
21.9 –
9 The interface between the NZ and the TMAZ onthe advancing side
12.1 The FSW zone on the advancing side11.3 The FSW zone on the advancing side6 The FSW zone on the advancing side5.2 The FSW zone on the retreating side
a b
c d
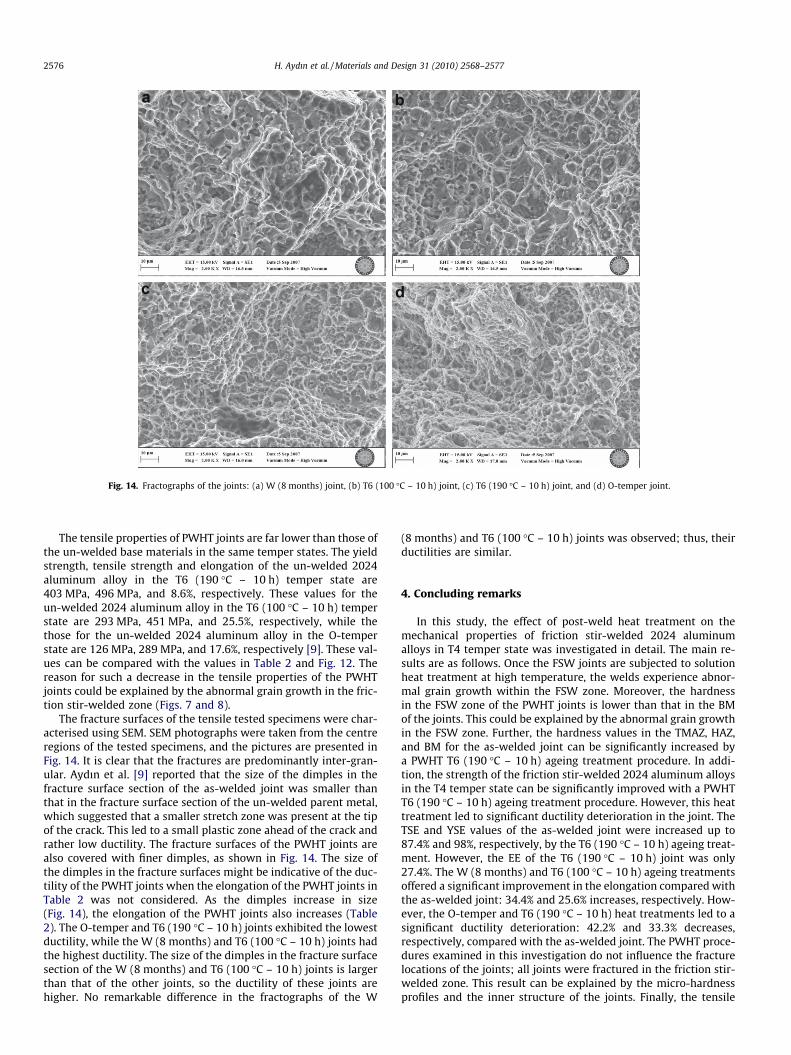
Fig. 14. Fractographs of the joints: (a) W (8 months) joint, (b) T6 (100 �C – 10 h) joint, (c) T6 (190 �C – 10 h) joint, and (d) O-temper joint.
2576 H. Aydın et al. / Materials and Design 31 (2010) 2568–2577
The tensile properties of PWHT joints are far lower than those ofthe un-welded base materials in the same temper states. The yieldstrength, tensile strength and elongation of the un-welded 2024aluminum alloy in the T6 (190 �C – 10 h) temper state are403 MPa, 496 MPa, and 8.6%, respectively. These values for theun-welded 2024 aluminum alloy in the T6 (100 �C – 10 h) temperstate are 293 MPa, 451 MPa, and 25.5%, respectively, while thethose for the un-welded 2024 aluminum alloy in the O-temperstate are 126 MPa, 289 MPa, and 17.6%, respectively [9]. These val-ues can be compared with the values in Table 2 and Fig. 12. Thereason for such a decrease in the tensile properties of the PWHTjoints could be explained by the abnormal grain growth in the fric-tion stir-welded zone (Figs. 7 and 8).
The fracture surfaces of the tensile tested specimens were char-acterised using SEM. SEM photographs were taken from the centreregions of the tested specimens, and the pictures are presented inFig. 14. It is clear that the fractures are predominantly inter-gran-ular. Aydın et al. [9] reported that the size of the dimples in thefracture surface section of the as-welded joint was smaller thanthat in the fracture surface section of the un-welded parent metal,which suggested that a smaller stretch zone was present at the tipof the crack. This led to a small plastic zone ahead of the crack andrather low ductility. The fracture surfaces of the PWHT joints arealso covered with finer dimples, as shown in Fig. 14. The size ofthe dimples in the fracture surfaces might be indicative of the duc-tility of the PWHT joints when the elongation of the PWHT joints inTable 2 was not considered. As the dimples increase in size(Fig. 14), the elongation of the PWHT joints also increases (Table2). The O-temper and T6 (190 �C – 10 h) joints exhibited the lowestductility, while the W (8 months) and T6 (100 �C – 10 h) joints hadthe highest ductility. The size of the dimples in the fracture surfacesection of the W (8 months) and T6 (100 �C – 10 h) joints is largerthan that of the other joints, so the ductility of these joints arehigher. No remarkable difference in the fractographs of the W
(8 months) and T6 (100 �C – 10 h) joints was observed; thus, theirductilities are similar.
4. Concluding remarks
In this study, the effect of post-weld heat treatment on themechanical properties of friction stir-welded 2024 aluminumalloys in T4 temper state was investigated in detail. The main re-sults are as follows. Once the FSW joints are subjected to solutionheat treatment at high temperature, the welds experience abnor-mal grain growth within the FSW zone. Moreover, the hardnessin the FSW zone of the PWHT joints is lower than that in the BMof the joints. This could be explained by the abnormal grain growthin the FSW zone. Further, the hardness values in the TMAZ, HAZ,and BM for the as-welded joint can be significantly increased bya PWHT T6 (190 �C – 10 h) ageing treatment procedure. In addi-tion, the strength of the friction stir-welded 2024 aluminum alloysin the T4 temper state can be significantly improved with a PWHTT6 (190 �C – 10 h) ageing treatment procedure. However, this heattreatment led to significant ductility deterioration in the joint. TheTSE and YSE values of the as-welded joint were increased up to87.4% and 98%, respectively, by the T6 (190 �C – 10 h) ageing treat-ment. However, the EE of the T6 (190 �C – 10 h) joint was only27.4%. The W (8 months) and T6 (100 �C – 10 h) ageing treatmentsoffered a significant improvement in the elongation compared withthe as-welded joint: 34.4% and 25.6% increases, respectively. How-ever, the O-temper and T6 (190 �C – 10 h) heat treatments led to asignificant ductility deterioration: 42.2% and 33.3% decreases,respectively, compared with the as-welded joint. The PWHT proce-dures examined in this investigation do not influence the fracturelocations of the joints; all joints were fractured in the friction stir-welded zone. This result can be explained by the micro-hardnessprofiles and the inner structure of the joints. Finally, the tensile

H. Aydın et al. / Materials and Design 31 (2010) 2568–2577 2577
properties of the PWHT joints are far lower than those of the un-welded base materials in the same temper states. This is a resultof abnormal grain growth throughout the friction stir-welded zone.
References
[1] Zhou C, Yang X, Luan G. Effect of root flaws on the fatigue property of frictionstir welds in 2024-T3 aluminum alloys. Mater Sci Eng A 2006;418:155–60.
[2] Squillace A, De Fenzo A, Giorleo G, Bellucci F. A comparison between FSW andTIG welding techniques: modifications of microstructure and pitting corrosionresistance in AA 2024-T3 butt joints. J Mater Process Tech 2004;152:97–105.
[3] Genevois C, Deschamps A, Denquin A, Doisneau-coottignies B. Quantitativeinvestigation of precipitation and mechanical behaviour for AA2024 frictionstir welds. Acta Mater 2005;53:2447–58.
[4] Thomas WM, Nicholas ED, Needham JC, Church MG, Templesmith P, Dawes CJ.GB c application no. 9125978.9; 1991.
[5] Scialpi A, De Filippis LAC, Cavaliere P. Influence of shoulder geometry onmicrostructure and mechanical properties of friction stir welded 6082aluminium alloy. Mater Des 2007;28(4):1124–9.
[6] Attallah MM, Salem HG. Friction stir welding parameters: a tool for controllingabnormal grain growth during subsequent heat treatment. Mater Sci Eng A2005;391:51–9.
[7] Moreira PMGP, Santos T, Tavares SMO, Richter-Trummer V, Vilaça P, de CastroPMST. Mechanical and metallurgical characterization of friction stir weldingjoints of AA6061-T6 with AA6082-T6. Mater Des 2009;30(1):180–7.
[8] Chen CY, Liu HJ, Feng JC. Effect of post-weld heat treatment on themechanical properties of 2219-O friction stir welded joints. J Mater Sci2006;41:297–9.
[9] Aydın H, Bayram A, Uguz A, Akay SK. Tensile properties of friction stir weldedjoints of 2024 aluminum alloys in different heat-treated state. Mater Des2009;30(6):2211–21.
[10] Cabibbo M, Meccia E, Evangelista E. TEM analysis of a friction stir-welded buttjoint of Al–Si–Mg alloys. Mater Chem Phys 2003;81:289–92.
[11] Xu W, Liu J, Luan G, Dong C. Temperature evolution, microstructure andmechanical properties of friction stir welded thick 2219-O aluminum alloyjoints. Mater Des 2009;30(6):1886–93.
[12] Backlund J, Norlin A, Andersson A. Friction stir welding-weld properties andmanufacturing techniques. In: Proceedings of the 7th international conferenceon joints in aluminium, INALCO98; 1998.
[13] Elangovan K, Balaubramanian V. Influence of post-weld heat treatment ontensile properties of friction stir welded AA6061 aluminum alloys joints. MaterCharact 2008;59(9):1168–77.
[14] Liu HJ, Fujii H, Maeda M, Nogi K. Tensile properties and fracture locations offriction-stir-welded joints of 2017-T351 aluminum alloy. J Mater Process Tech2003;142(3):692–6.
[15] Lee WB, Yeon YM, Jung SB. The improvement of mechanical properties offriction-stir-welded A356 Al alloy. Mater Sci Eng A 2003;355(1–2):154–9.
[16] Sullivan A, Robson JD. Microstructural properties of friction stir welded andpost-weld heat-treated 7449 aluminium alloy thick plate. Mater Sci Eng A2008;478(1–2):351–60.
[17] Krishnan KN. The effect of post weld heat treatment on the properties of 6061friction stir welded joints. J Mater Sci 2002;37:473–80.
[18] Turkish Standard, TS 138 EN 10002-1. Metallic materials – tensile testing –part 1: method of test at ambient temperature. Turkey; 2004.
[19] Charit I, Mishra RS. Abnormal grain growth in friction stir processed alloys. ScrMater 2008;58:367–71.
[20] Charit I, Mishra RS, Mahoney MW. Multi-sheet structures in 7475 aluminumby friction stir welding in concert with post-weld superplastic forming. ScrMater 2002;47:631–6.
[21] Chen YC, Feng JC, Liu HJ. Stability of the grain structure in 2219-O aluminumalloy friction stir welds during solution treatment. Mater Charact2007;58:174–8.
[22] Srivatsan TS, Lanning Jr D, Soni KK. Microstructure, tensile properties andfracture behaviour of an Al-Cu-Mg alloy 2124. J Mater Sci 1993;28(12):3205–13.
[23] Starink MJ. Reduced fracturing of intermetallic particles during crackpropagation in age hardening Al-based alloys due to PFZs, <http://eprints.soton.ac.uk/22920/01/Intermetallics_breaking_strength_by_Starink_web.pdf>; 2009 [accessed 2009].
[24] Gariboldi E, Ripamonti D, Signorelli L, Vimercati G, Casaro F. Fracturetoughness and microstructure in AA 2xxx aluminium alloys, <http://www.teksidaluminum.com/pdf/25-1-1.pdf>; 2009 [accessed 2009].
[25] Zhen L, Kang S. Deformation and fracture behavior of two Al–Mg–Si alloys.Metall Mater Trans A 1997;28(7):1489–97.



















