Strength degradation of SiC fiber during manufacture of titanium matrix composites by plasma...
10
Strength Degradation of SiC Fiber during Manufacture of Titanium Matrix Composites by Plasma Spraying and Hot Pressing K.H. BAIK and P.S. GRANT Titanium matrix composites (TMCs) reinforced with Sigma 11401 SiC fiber have been manufactured by a combination of low pressure plasma spraying (LPPS spray/wind) and simultaneous fiber winding, followed by vacuum hot pressing (VHP). Fiber damage during TMC manufacture has been evaluated by measuring fiber tensile strength after fiber extraction from the TMCs at various processing stages, followed by fitting of these data to a Weibull distribution function. The LPPS spray/wind processing caused a decrease in mean fiber strength and Weibull modulus in comparison with as-received fibers. A number of fiber surface flaws, primarily in the outer C layer of the fiber, formed as a result of mechanical impact of poorly melted particles from the plasma spray. Coarse feedstock powders promoted an increase in the population of fiber surface flaws, leading to significant reduction in fiber strength. The VHP consolidation promoted further development of fiber surface flaws by fiber bending and stress localization because of nonuniform matrix shrinkage, resulting in further degradation in fiber strength. In the extreme case of fibers touching, the stress concentration on the fibers was sufficient to cause fiber cracking. Fractographic studies revealed that low strength fibers failed by surface flaw induced failure and contained a large fracture mirror zone. Compared with the more widely investigated foil-fiber-foil route to manufacture TMCs, LPPS/VHP resulted in less degradation in fiber strength for Sigma 11401 fiber. Preliminary results for Textron SCS-6 fiber indicated a much greater tolerance to LPPS/VHP damage. I. INTRODUCTION the interfiber region, solidifies, and binds the fibers into a single layer composite or monotape. A number of monotapes FIBER strength is one of the most important factors are then stacked together and consolidated by hot isostatic determining mechanical properties in continuous fiber pressing or unidirectional hot pressing. LPPS allows a variety reinforced composites. [1,2,3] Ceramic fibers, such as SiC or of matrices to be sprayed including Al, Ti, and MoSi 2 based Al 2 O 3 , possess a wide spread of strengths because of inherent alloys. [6,12–15] This technique has been further developed by internal/surface flaws, which are usually assumed to be ran- the authors to manufacture a multilayer, circumferentially domly distributed. A Weibull distribution function is com- fiber-reinforced composite ring, rather than monotape, in a monly used to describe the spread of fiber strengths about single spraying operation by combining LPPS with simulta- a mean value. [3,4] A wide distribution of fiber strengths can neous fiber winding, termed spray/wind. [6,12–15] This process result in a large scatter in composite mechanical proper- allows the production of composite preforms of up to 98 pct ties, [2,3] and failure behavior and longitudinal strength of a density, with uniformly spaced fibers. composite containing fibers of varying strengths is domi- A major disadvantage of the LPPS route for the manufac- nated by the lower strength fiber, irrespective of the fraction ture of fiber-reinforced composites is fiber damage or break- of low strength fiber. [2] Fiber strength degradation by either age (oxidation and other contamination can also be chemical or mechanical damage has been found during com- problematical in some matrices such as Ti alloys [15] ). The posite manufacture by a variety of routes including foil- impact of sprayed droplets, typically with velocities of sev- fiber-foil (FFF), powder cloth, matrix coated fiber (MCF), eral hundred meters per second, can cause severe thermal and thermal spraying. [3–9] shock and mechanical damage. [5] Fiber damage in subse- Low pressure plasma spraying (LPPS) has been explored quent consolidation of monotapes, or foil/fiber preforms as an economic method of manufacturing continuous fiber- obtained from other routes, has been studied extensively, reinforced metal matrix composites. [10–15] The matrix, in the and stress localization at any asperity contacts in the preform form of powder feedstock, is injected into a high-temperature between matrix and fiber leads to local fiber bending or plasma flame where it is melted to form a spray of liquid microcracking in the fiber. [16] droplets. The droplets are accelerated toward a rotating cylin- This paper presents an investigation of the evolution of der on which a continuous fiber or monofilament is wound SiC fiber damage during the manufacture of SiC fiber rein- with a precise spacing. The sprayed matrix infiltrates into forced Ti-6Al-4V composites (TMCs) by LPPS spray/wind and subsequent vacuum hot pressing (VHP). Fibers exposed to various processing steps were extracted from TMC cou- K.H. BAIK, Research Fellow, and P.S. GRANT, Director, Oxford Centre pons and then tensile tested, and the mean strength and the for Advanced Materials and Composites, are with the Department of Materi- spread of fiber strengths were compared with the pristine, as- als, University of Oxford, Oxford OX1 3PH, United Kingdom. Manuscript submitted January 17, 2001. supplied fiber. Particular attention was placed on the effect of METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 32A, DECEMBER 2001—3133
Transcript of Strength degradation of SiC fiber during manufacture of titanium matrix composites by plasma...

Strength Degradation of SiC Fiber during Manufacture ofTitanium Matrix Composites by Plasma Spraying andHot Pressing
K.H. BAIK and P.S. GRANT
Titanium matrix composites (TMCs) reinforced with Sigma 11401 SiC fiber have been manufacturedby a combination of low pressure plasma spraying (LPPS spray/wind) and simultaneous fiber winding,followed by vacuum hot pressing (VHP). Fiber damage during TMC manufacture has been evaluatedby measuring fiber tensile strength after fiber extraction from the TMCs at various processing stages,followed by fitting of these data to a Weibull distribution function. The LPPS spray/wind processingcaused a decrease in mean fiber strength and Weibull modulus in comparison with as-received fibers.A number of fiber surface flaws, primarily in the outer C layer of the fiber, formed as a result ofmechanical impact of poorly melted particles from the plasma spray. Coarse feedstock powderspromoted an increase in the population of fiber surface flaws, leading to significant reduction in fiberstrength. The VHP consolidation promoted further development of fiber surface flaws by fiber bendingand stress localization because of nonuniform matrix shrinkage, resulting in further degradation infiber strength. In the extreme case of fibers touching, the stress concentration on the fibers wassufficient to cause fiber cracking. Fractographic studies revealed that low strength fibers failed bysurface flaw induced failure and contained a large fracture mirror zone. Compared with the morewidely investigated foil-fiber-foil route to manufacture TMCs, LPPS/VHP resulted in less degradationin fiber strength for Sigma 11401 fiber. Preliminary results for Textron SCS-6 fiber indicated a muchgreater tolerance to LPPS/VHP damage.
I. INTRODUCTION the interfiber region, solidifies, and binds the fibers into asingle layer composite or monotape. A number of monotapesFIBER strength is one of the most important factors are then stacked together and consolidated by hot isostatic
determining mechanical properties in continuous fiber pressing or unidirectional hot pressing. LPPS allows a varietyreinforced composites.[1,2,3] Ceramic fibers, such as SiC or of matrices to be sprayed including Al, Ti, and MoSi2 basedAl2O3, possess a wide spread of strengths because of inherent alloys.[6,12–15] This technique has been further developed byinternal/surface flaws, which are usually assumed to be ran-
the authors to manufacture a multilayer, circumferentiallydomly distributed. A Weibull distribution function is com-fiber-reinforced composite ring, rather than monotape, in amonly used to describe the spread of fiber strengths aboutsingle spraying operation by combining LPPS with simulta-a mean value.[3,4] A wide distribution of fiber strengths canneous fiber winding, termed spray/wind.[6,12–15] This processresult in a large scatter in composite mechanical proper-allows the production of composite preforms of up to 98 pctties,[2,3] and failure behavior and longitudinal strength of adensity, with uniformly spaced fibers.composite containing fibers of varying strengths is domi-
A major disadvantage of the LPPS route for the manufac-nated by the lower strength fiber, irrespective of the fractionture of fiber-reinforced composites is fiber damage or break-of low strength fiber.[2] Fiber strength degradation by eitherage (oxidation and other contamination can also bechemical or mechanical damage has been found during com-problematical in some matrices such as Ti alloys[15]). Theposite manufacture by a variety of routes including foil-impact of sprayed droplets, typically with velocities of sev-fiber-foil (FFF), powder cloth, matrix coated fiber (MCF),eral hundred meters per second, can cause severe thermaland thermal spraying.[3–9]
shock and mechanical damage.[5] Fiber damage in subse-Low pressure plasma spraying (LPPS) has been exploredquent consolidation of monotapes, or foil/fiber preformsas an economic method of manufacturing continuous fiber-obtained from other routes, has been studied extensively,reinforced metal matrix composites.[10–15] The matrix, in theand stress localization at any asperity contacts in the preformform of powder feedstock, is injected into a high-temperaturebetween matrix and fiber leads to local fiber bending orplasma flame where it is melted to form a spray of liquidmicrocracking in the fiber.[16]
droplets. The droplets are accelerated toward a rotating cylin-This paper presents an investigation of the evolution ofder on which a continuous fiber or monofilament is wound
SiC fiber damage during the manufacture of SiC fiber rein-with a precise spacing. The sprayed matrix infiltrates intoforced Ti-6Al-4V composites (TMCs) by LPPS spray/windand subsequent vacuum hot pressing (VHP). Fibers exposedto various processing steps were extracted from TMC cou-
K.H. BAIK, Research Fellow, and P.S. GRANT, Director, Oxford Centre pons and then tensile tested, and the mean strength and thefor Advanced Materials and Composites, are with the Department of Materi-spread of fiber strengths were compared with the pristine, as-als, University of Oxford, Oxford OX1 3PH, United Kingdom.
Manuscript submitted January 17, 2001. supplied fiber. Particular attention was placed on the effect of
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 32A, DECEMBER 2001—3133

feedstock powder size and fiber distribution on fiber damage. damage to the fibers. For each test, 30 extracted fiberswere used.A comparison of accumulated fiber damage between com-
peting TMC manufacturing routes was also made. The measured data were fitted to a two-parameter (s0 andm) Weibull distribution function:[4]
II. EXPERIMENTAL PROCEDURE Pf 5 1 2 exp2LL0 1s
s02m
[1]
A. Materialswhere Pf is the cumulative failure probability up to a stressSigma 11401 SiC fiber (107 to 108 mm in diameter)s, L is the length of the fiber, L0 is a reference length takensupplied by DERA Sigma (Farnborough, Hampshire, Unitedto be 1L, s0 is the reference strength or mean strength, andKingdom) was used as the reinforcing fiber for TMCs. Them is the Weibull modulus. The strength data were sorted infiber was manufactured by chemical vapor deposition of b-ascending order and the failure probability corresponding toSiC onto a 14-mm diameter W core.[17] The fiber also hadeach strength obtained by using the mean rank estimator:[19]
a final outer graphitic C coating of ,5 mm. Two differentsizes of commercial Ti-6Al-4V powder were used for the
Pf 5i
N 1 1[2]matrix as applied by LPPS: ,63 mm (fine powder (FP))
and ,90 mm (coarse powder (CP)), both of which werewhere i is the ranking of the data and N is the total numbersupplied by Crucible Materials (Pittsburgh, PA). The meanof fibers tested. The parameters of s0 and m can be obtainedparticle size was ,23 mm for FP and ,69mm for CP. Thefrom a least-squares regression of Eq. [1] to the experimentalTi-6Al-4V powders were manufactured by gas atomization,data. The Weibull modulus m relates to the uniformity ofwhich resulted in near-spherical powder particles.the strength distribution, and a low value of m implies alarge spread of measured strengths. The surface of the
B. TMC Manufacture extracted fibers and the fracture surface of the tensile-testedfibers were examined by SEM.
Monotape and four-layer SiC fiber-reinforced Ti-6Al-4Vcomposite rings with a center-to-center fiber spacing of 200mm were manufactured by spray/wind. Fiber winding back III. RESULTSand forth along the axis of cylindrical substrate during spray-
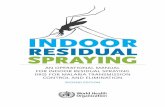
A. TMC Microstructureing enabled a multilayer composite to be manufactured ina single spraying operation. Details of this spray/wind proce- The microstructures of as-sprayed TMC preforms aredure are described elsewhere.[6,12–15] LPPS was carried out shown in Figures 1(a) and (b) for CP (,90 mm) and FPusing a Sulzer Metco A2000 system (Switzerland) and pre- (,63 mm), respectively, and it is clear that the differingoptimized LPPS parameters, which minimize Ti-6Al-4V feedstock powder sizes produced considerable changes indeposit porosity and surface roughness.[13] The typical the microstructure. The as-sprayed CP TMC had a poorlyplasma spraying time for each Ti-6Al-4V matrix layer was controlled fiber distribution, containing several touching20 seconds to achieve a matrix thickness of ,200 mm. fibers and a high fraction of porosity of ,8 pct. Both of
As-sprayed TMC rings were cut using a plasma cutter these characteristics are a result of the relatively high surfaceand then consolidated using uniaxial VHP at 900 8C, 50 roughness of the preform during fiber winding.[6] The surfaceMPa for 1 hour. To minimize fiber bending or breakage, roughness of the as-sprayed deposit increased when usingconsolidation pressure was applied in three stages: 10 MPa the coarse powder, because of the large fraction of unmeltedfor 10 minutes, 25 MPa for 10 minutes, and 50 MPa for 40 particles incorporated into the microstructure, as shown inminutes.[5,18] The microstructures of the resulting TMCs Figure 1(a). When smaller average particles were used, awere evaluated using optical microscopy and scanning elec- larger fraction of the feedstock powder was melted in thetron microscopy (SEM). plasma flame, and there was a greater fraction of liquid
droplets at deposition. These droplets were able to infiltratebetween the fibers and reduced the amount of matrix poros-C. Fiber Extraction and Testingity. Consequently, deposit surface roughness was reducedand fibers were accurately placed during the winding opera-The SiC fibers were extracted from both LPPS spray/
wind and VHP consolidated TMCs by etching of the matrix tion, as shown in Figure 1(b).Subsequent VHP consolidation of the as-sprayed TMCin a solution of 10 pct Br2 in methanol, saturated with tartaric
acid. This procedure typically took 4 hours. After etching preforms resulted in full density. For as-sprayed TMC pre-forms of relatively low density, VHP led to a further deterio-was completed, fibers were rinsed in water and dried on filter
paper. Comparison of as-received fibers and those soaked in ration in the control of fiber spacing as fibers were shiftedby the applied pressure into the more porous regions in fiberthe extraction solution itself has shown that the etching
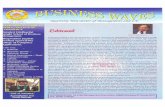
solution alone has no significant effect on fiber strength.[5,18] shadows or between fibers. Figure 2(a) shows an area ofincomplete matrix closure where fibers were too closelyIn order to quantify any SiC fiber damage from LPPS
and VHP processing, the tensile strength of the 11401 SiC spaced. Radial cracking in the C coating has occurred, andbifurcated to produce circumferential crack at a weak inter-fibers was measured for as-received and extracted fibers.
Tensile tests were conducted on single fibers using an Instron face between inner and outer C layers. This defect area wasfrequently observed in the CP TMC after VHP consolidation.mechanical testing machine at a crosshead speed of 0.5 mm/
min and with a gage length of 25.4 mm. Aluminum foil was In contrast, relatively dense preforms manufactured usingFP underwent less shrinkage during VHP, and TMCs withplaced between the fiber ends and the jaw grips to prevent
3134—VOLUME 32A, DECEMBER 2001 METALLURGICAL AND MATERIALS TRANSACTIONS A

Fig. 1—Overall microstructure of LPPS spray/wind TMCs manufacturedusing different feedstock powder sizes: (a) CP (,90 mm) and (b) FP(,63 mm).
relatively well-controlled fiber spacings were obtained, asshown in Figure 2(b).
Fig. 2—(a) Incomplete matrix densification and fiber cracking in closelyspaced fibers in CP TMC and (b) uniform fiber distribution in FP TMCafter VHP consolidation.
B. As-Received Fiber
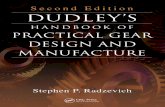
As-received 11401 SiC fibers were taken from three dif-ferent spools FC1507, FC1523, and FC1617 for tensile test-ing. Figure 3 shows a Weibull plot of the as-received fiberstrength data. In this case, two separate sample sets takenfrom different places on the FC1617 spool are displayed toassess whether fiber strength was consistent within a singlespool. For set 1, the fiber strength ranged from 2849 to 3362MPa, with a mean strength of 3152 MPa. A best-fit line tothe data for set 1 gave a Weibull modulus of 32.4. Sampleset 2 yielded a mean strength of 3162 MPa and a Weibullmodulus of 27.5. Although the difference in Weibull modu-lus between the fiber sets was approximately 5, the overallstrength distributions were indistinguishable. For a higherWeibull modulus of .20, the measured strengths only differby less than 3 pct. For simplicity, therefore, mean strengthcan be used to represent the failure stress of fiber, suggestingthat small changes in higher Weibull modulus values canbe ignored. Table I summarizes the tensile strength data forthe different fiber spools, showing a range of mean fiberstrengths from 3066 to 3171 MPa, and a corresponding rangeof Weibull moduli from 25.3 to 32.4. It is clear that the
Fig. 3—Weibull plot of tensile strength for as-received 11401 SiC fiber.variation in strength distribution between the fiber sets on
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 32A, DECEMBER 2001—3135

Table I. Summary of Tensile Strength of Sigma 11401SiC Fibers
MeanStrength Weibull
Fiber (MPa) Modulus
As-received fiberFC1507 3171 6 135 26.3FC1523 3066 6 138 25.3FC1617 (set 1) 3152 6 106 32.4FC1617 (set 2) 3162 6 118 27.5
Exposure to plasma flame only(FC1507) 3155 6 146 23.2
LPPS monotapes (FC1507)FP spraying 3062 6 183 18.5CP spraying 2841 6 156 19.8
LPPS multilayer preforms(FC1617)FP spraying 2955 6 193 16.8CP spraying 2809 6 214 14.4
VHP consolidation (FC1617)FP TMC 2882 6 275 11.5CP TMC 2774 6 354 8.4
Fig. 5—Fracture surface of as-received 11401 SiC fibers failed at (a)3217MPa and (b) 3009 MPa, showing a small fracture mirror zone at SiCsurface in (b).
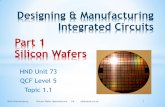
Figures 5(a) and (b) are SEM micrographs of the fractureFig. 4—Fracture surface of as-received 11401 SiC fiber showing bilayer surfaces of 11401 SiC fiber failed at 3217 and 3009 MPa,nature of C coating.
respectively. Both fibers failed by cleavage fracture withsmall radial scars. In the higher strength fiber, no flaws werevisible either on the fiber surface or internally. In the failure
the same fiber spool was less significant than that between of 11401 SiC fiber, it has been proposed that cracks arethe different fiber spools. Textron SCS-6 SiC fiber (produced initiated at the W core or core/SiC interface and propagatedby Textron Speciality Materials, Lowell, MA) has been toward the fiber surface.[20] In contrast, the lower strengthwidely studied as a reinforcement for TMCs and typically fiber in Figure 5(b) showed a small fracture mirror at thehas a higher mean fiber strength of 4635 6 411MPa, but a SiC surface (arrowed). Guo et al.[21] previously reported thatlower Weibull modulus of ,12.[18]
the tensile strength of a similar SCS-0 SiC fiber decreasedFigure 4 shows an SEM micrograph of a failed 11401 with increasing the size of this type of surface defect.
SiC fiber showing two distinct layers within the C coatingcomprising a 1.5 to 2.0 mm inner layer and a ,3 mm outer
C. Effect of Low Pressure Plasma Sprayinglayer. This C coating is designed to prevent strength degrada-tion of the SiC fiber arising from handling, processing, and In order to separate the effects of droplet damage from
thermal shock or winding damage on fiber strength, the as-interfacial reaction with the Ti matrix. The inner C layerfills in surface SiC defects and provides a strong interface received fiber was wound onto the grit-blasted steel substrate
at a winding tension of 14 N and then exposed to the plasmawith SiC, resulting in healing surface flaws on the SiC.The weak interface between the C layers prevents cracks flame for 20 seconds, operating at optimum LPPS conditions
for Ti-6A1-4V, but without any powder injection. This proce-propagating from surface flaws through the C coating intothe SiC fiber itself. dure was designed to assess the fiber damage induced by
3136—VOLUME 32A, DECEMBER 2001 METALLURGICAL AND MATERIALS TRANSACTIONS A

respectively. The FP spraying gave a marked bimodal distri-bution of fiber strengths, with a reduction in Weibull modu-lus. The fiber strengths in the higher strength region, wheremost of the data were located, were very similar to thatobtained for the as-received fiber. In the lower strengthmode, the fiber had a significantly reduced strength. TheCP spraying led to a smaller decrease in Weibull modulusthan the FP spraying, but all fibers sprayed with Ti-6Al-4Vhad a reduced strength, indicating that fiber damage occurredmore frequently with increasing feedstock powder size.
For as-sprayed multilayer TMCs, extracted fibers had amonomodal distribution of fiber strengths, as shown in Fig-ure 6(b). The corresponding statistical data are again shownin Table I. As expected, there was again a systematic shiftin fiber strength to lower strengths with increasing feedstockpowder size. Both fibers showed a reduced Weibull modulusfrom 32.4 for as-received fiber (FC1617) to 16.8 for the FPspraying and 14.4 for the CP spraying. This reduction in(a)Weibull modulus was a consequence of the increased spreadof fiber strengths in Figure 6. Comparison of LPPS monotapeand multilayer routes for the FP spraying showed that thefiber strength for multilayer TMC decreased by 6 pct, com-pared to 3 pct for monotapes. Although the direct exposuretime of the fiber into plasma spraying was identical (20seconds) in both cases, the multilayer TMC preform wassubjected to subsequent thermal cycling by rapid heatingduring plasma spraying and cooling during fiber winding,which may have further promoted fiber damage.
Figure 7 compares the surface appearance of fibersextracted from the as-sprayed multilayer TMCs after (a) FPand (b) CP spraying. The extracted fibers showed a numberof surface flaws in the C coating, with a size of .10 mm.Although no strong correlation was found between the feeds-tock powder size and surface flaw size, it was noticeablethat the CP spraying led to a greater number of these surfaceflaws. This result suggested that the surface flaws on thefiber were mainly formed by the impingement of plasma(b)sprayed Ti-6Al-4V droplets, particularly partially or wholly
Fig. 6—Weibull plots of tensile strength for extracted 11401 SiC fibers unmelted solid particles. Figures 8(a) and (b) show fracturefrom (a) LPPS monotapes and (b) LPPS multilayer TMCs. surfaces of fibers failed at 2889 and 2552 MPa, respectively.
Compared with as-received fibers in Figure 4, the lowerstrength fiber contained the larger fracture mirror zone on
winding and thermal shock alone. A thermocouple embed- the fiber surface. The origin of failure in the higher strengthded in the substrate surface during this procedure showed fiber in Figure 8(a) was difficult to assign assuredly, as thethat the substrate temperature increased rapidly from room fracture mirror zone was not clearly identified at either SiCtemperature to ,500 8C by the end of the 20-second period. or C surface. However, failure of the lower strength fiberSubsequent fiber tensile testing showed that no significant in Figure 8(b) clearly originated from the significant surfacechange in mean fiber strength and Weibull modulus occurred flaw, which penetrated the protective C coating.after plasma exposure, as shown in Table I. SEM examina-tion of fiber fracture surfaces failed to reveal any additionalsurface damage. The 11401 SiC fiber has been reported to D. Effect of Vacuum Hot Pressingretain tensile strength after thermal exposure up to 900 8C,[18]
although at much lower heating and cooling rates than expe- Subsequent VHP consolidation of the as-sprayed TMCsled to the formation of a uniform TiC layer as a result ofrienced here.
The SiC fibers were extracted from the as-sprayed TMC chemical reaction between the Ti-6Al-4V matrix and the Ccoating on the 11401 SiC.[4] Surface examination of thepreforms by etching in order to investigate any damage
induced during LPPS. Figure 6(a) shows a tensile Weibull extracted fibers by SEM showed no evidence of adherentreaction products such as TiC, indicating the reaction layerplot for fibers extracted from the as-sprayed CP and FP
TMC monotapes, and the corresponding mean fiber strengths was completely removed during fiber extraction. It has beensuggested that a TiC reaction layer will preferentially failand Weibull moduli are given in Table I. The LPPS caused
a decrease in mean fiber strength from the as-received fiber under loading, and cracks will then propagate into thefiber.[22] However, in this study, the depth of the reactionstrength of 3169 MPa (FC1507) to 3057 and 2836 MPa
for the fibers extracted from FP and CP TMC monotapes, layer was shallower (about 0.5 mm) than the general depth
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 32A, DECEMBER 2001—3137

Fig. 8—Fracture surfaces of as-sprayed TMC extracted 11401 SiC fibersFig. 7—Surface appearance of 11401 SiC fibers extracted from as-sprayedfailed at (a) 2889 MPa and (b) 2552 MPa, showing a larger fracture mirrorTMCs after (a) FP spraying and (b) CP spraying, showing an increasedzone in lower strength fiber.frequency of surface flaws with CP spraying.
of damage in the C coating itself,[23] and so it was assumedto have a negligible effect on the fiber strength.
Figure 9 shows a tensile Weibull plot for fibers extractedfrom the VHP consolidated TMCs. The correspondingWeibull data are shown in Table I. The VHP consolidationcaused a further slight decrease in mean fiber strength, equiv-alent to 9 pct for the FP TMC and 12 pct for the CP TMC,compared to 6 and 11 pct for as-sprayed only. Both sets ofthe extracted fibers had a similar strength distribution athigh and intermediate strength regions, but the CP TMCcontained a higher population of very low strength fibersafter VHP. The unimodal Weibull modulus decreased furtherto 11.5 for the FP TMC and 8.3 for the CP TMC. For aWeibull modulus of ,10, small difference in the Weibullmoduli indicate a difference in fiber strength distributions,as shown in Figure 9.
Figure 10 compares the extracted fiber surfaces for VHPconsolidated (a) FP and (b) CP TMCs. Subsequent VHPconsolidation clearly led to more extensive damage on the
Fig. 9—Weibull plot of tensile strength for 11401 SiC fibers extractedC coating than spraying alone, and the effect of feedstockfrom VHP consolidated TMCs.
powder size on fiber damage was also more pronounced. In
3138—VOLUME 32A, DECEMBER 2001 METALLURGICAL AND MATERIALS TRANSACTIONS A

Fig. 11—Fracture surface of a very low strength fiber (1983 MPa) extractedfrom VHP consolidated CP TMC.
11401 fiber, the addition of C coating decreases the spreadof fiber strength distribution, but lowers the mean strength by8 pct because of lower strength of C compared with SiC.[25]
Extracted fibers from as-sprayed TMCs showed fiberdamage, most of which was restricted to the outer C coatingand was caused by mechanical impact of unmelted solidparticles traveling at high velocities. The frequency of sur-face flaws on the fiber increased with increasing feedstockpowder size, as shown in Figure 7. Fiber damage due tothermal shock is also possible from deposition of a high-temperature liquid droplets,[26,27] resulting in fiber breakageduring LPPS. Kahvechi et al.[26] found that preheating ofSiC fiber prior to plasma spraying reduced fiber breakage.However, in the present study, fiber breakage was generallyrare in either monotape or multilayer route, in part because
Fig. 10—Surface appearance of 11401 SiC fibers extracted from (a) FP of the amount of care used in setting fiber winding tensionTMC and (b) CP TMC after VHP consolidation, showing further develop- at 12 to 14 N. In addition, no evidence of thermal damagement of fiber surface damage after VHP, some of which penetrated into
was suggested by exposure of the fiber to the plasma flamethe SiC.alone. For those damaged fibers, fractographic studiesshowed that low strength fibers generally contained a frac-ture mirror zone, which was a consequence of crack initiationthe FP TMC, the fiber damage was limited only to the outerfrom the surface defects. The size of the fracture mirrorC coating, whereas in the CP TMC, some damage penetratedzone tended to increase with decreasing fiber strength, butinto the inner C coating, and significantly into the underlyinggiven the wide distribution of surface flaw sizes and theSiC. Figure 10(b) shows the partial spalling of the C coatingnumber of measurements required for meaningful results, a(marked A) and exposure of underlying SiC (marked B).full quantitative analysis was not performed in this study.Figure 11 is the fracture surface of a very low strength fiber
Further development of fiber surface damage occurs dur-(1983 MPa) that was extracted from the CP TMC. A largeing subsequent VHP of the as-sprayed preforms. Possiblefracture mirror zone and several cracks propagating frommechanisms of fiber surface damage during VHP includefiber surface damage induced by LPPS/VHP processing havethermal stresses due to coefficient of thermal expansionpenetrated into the SiC.(CTE) mismatch between the fiber and the matrix and stressconcentration on the fiber due to uneven distribution of
IV. DISCUSSION pores. As the composite is cooled from the consolidationtemperature of 900 8C, the difference in CTE generates
A. Fiber Damage Mechanism residual tensile stresses in the matrix adjacent to the fiber.These tensile stresses are responsible for initiation of radialScatter in ceramic fiber strengths is generally expected
and results from a complex interaction between internal/ cracks, which develop at the fiber-matrix interface and pene-trate the coating layer on the fiber. The incidence of crackingsurface defects. Since SiC fibers are particularly sensitive
to surface flaws,[21,24] the C coating on the 11401 fiber and increases with decreasing interfiber spacing.[28] However,the cracking in the C coating in the present study appearedothers is used to restrict damage to the SiC itself and may
be involved in “healing” SiC fiber surface flaws. For Sigma to be generated during pressurization, because there was no
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 32A, DECEMBER 2001—3139

evidence of interface cracking on the matrix side. In thepresent study, fiber cracking coincided with regions ofincomplete matrix closure, as shown in Figure 2(a). Thelocalized pores near the fibers in the as-sprayed TMC pre-forms generate nonuniform stresses on the fiber during pres-surization. These stresses can promote fiber movement andlocal fiber bending. A new population of flaws can be intro-duced, or pre-existing surface flaws induced by LPPS canbe expected to extend into the fiber. The surface flaws on thefiber is widespread, with an increase in their size, resulting infurther decrease in fiber strength after VHP. In the extremecase of fiber touching, the stresses concentrated on the fibersare high enough to cause fiber cracking. Previous stud-ies[15,18] showed that lower consolidation temperatures,where the matrix requires a higher pressure to achieve fulldensification, promoted fiber damage in the LPPS/VHProute, and again suggested that the primary fiber damagemechanism is the stress localization on the fiber during Fig. 12—Effect of air oxidation treatment on fiber strength of 11401 SiCpressurization. fibers extracted from VHP consolidated TMCs.
The accumulated fiber damage during LPPS/VHP wasmore pronounced in the CP TMC because of a higher popula-tion of closely spaced fibers, which contributed to the low Table II. Effect of Oxidation Treatment on Tensilestrength region in Figure 9 and yielded a significantly low Strength of Sigma 11401 SiC FibersWeibull modulus. For the mean fiber strength, however, the
Mean Strength WeibullCP TMC showed a proportionately lower reduction fromFiber (MPa) Modulus11 to 12 pct after VHP in comparison with 6 to 9 pct forAs-received Fiber (FC1617) 3354 6 142 27.5the FP TMC. Excluding low fiber strength data for the CPLPPS multilayer preformsTMC in Figure 9, both FP and CP extracted fibers displayed
FP spraying 3315 6 144 25.6similar strength distributions. This observation suggests thatCP spraying 3288 6 149 23.8both TMCs suffer a similar extent of fiber damage during
VHP consolidationVHP, although the amount of matrix shrinkage required forFP TMC 3276 6 140 25.4
full consolidation is somewhat different between the CP and CP TMC 3216 6 326 9.8FP TMCs. In addition, a particular set of as-received fiberfor the manufacture of TMCs may have slightly differentproperties compared with the fiber used for comparison in
removed by an air oxidation treatment, heating at 500 8Cthe present study, which was observed in Table I, even iffor 2 hours in air. The fiber diameter decreased from 108each set was taken on the same fiber spool. The effect ofto 107 mm to 101 to 102 mm, confirming that the outer Cvariations in initial fiber strength could not be excluded,layer had been removed and the inner C layer still remainedparticularly in describing such a small variation in strengthon the fiber. Figure 12 shows a Weibull plot of tensiledata in the present study.strength for as-received (FC1617) and LPPS/VHP extractedBaker et al.[5,18] studied the effect of VHP parameters on11401 SiC fibers after oxidation treatment, and the corres-fiber strength in TMC monotapes and suggested that highponding statistical data are shown in Table II. Partial removalconsolidation temperatures and a slow pressure ramp rateof the low strength C coating by oxidation treatment led toreduced the degradation of fiber strength. An increase ina systematic increase in tensile strength of the as-receivedVHP temperature will reduce the matrix flow stress, andfiber, with no significant change in Weibull modulus. Fortherefore lead to reduced fiber bending. However, the VHPthe VHP FP TMC, the oxidized fiber showed a significanttemperature should be limited to below 900 8C to preventincrease in both mean strength and Weibull modulus, andexcessive interfacial reaction. A reduced pressure rampthe resultant fiber strength distribution was very similar toallows more time for the matrix to flow around fiber, reduc-that of the oxidized as-received fiber. After the oxidationing stress concentration as the pressure increases. Based ontreatment, similar Weibull statistic data of fiber strengththe results of Baker et al.,[5,18] VHP in this study was per-were also obtained from the damaged fibers extracted fromformed using a three-step pressure ramp, as described pre-the as-sprayed CP and FP TMC preforms, as shown in Tableviously. The extracted fiber showed a 9 pct degradation inII. For the VHP CP TMC, the oxidized fiber showed anfiber strength for the FP TMC, which is less than thatincrease in mean strength and only 4 pct difference relativeobserved in previous work where a 18 pct degradation into that of the oxidized as-received fiber, but the Weibullfiber strength was reported using more rapid VHPmodulus remained at 9.8. About 20 pct of the oxidized fiberspressurization.[13]
for the CP TMC were located in the low strength region, andsimilar to that obtained for the damaged fibers in Figure 9.
B. Surface Flaws in 11401 SiC Fiber It is hypothesized that the oxidation treatment increasedthe strength of the damaged fibers by removing surface flawsIn order to assess the effect of surface flaws on fiber
strength and to measure the penetration depth of surface or reducing their size, as shown schematically in Figure 13.The fiber surface damage and resulting stress concentrationflaws, the C coating of 11401 SiC fibers was partially
3140—VOLUME 32A, DECEMBER 2001 METALLURGICAL AND MATERIALS TRANSACTIONS A

Fig. 13—Oxidation treatment of 11401 SiC fiber, leading to (a) complete removal of surface flaws and (b) decrease in flaw size with removal of the outerC coating.
Table III. Tensile Strength of SiC Fibers for TMCin the FP TMC and the as-sprayed TMC preforms areManufacture Routesrestricted only to the outer layer of the C coating, which is
removed by oxidation. However, in the CP TMC, some Manufacturing Mean Strength Weibullsurface flaws, particularly in touching fibers, penetrate into Fiber Route (MPa) Modulusthe inner C layer or further into underlying SiC, and conse-
FFFquently cannot be “healed” by oxidation. The remnant sur-as received 3217 6 163 23.2face flaws act as stress concentration sites and initiate cracks after processing 2604 6 484 5.5
under tensile loading. The strong C/SiC interface promotes MCFcracks propagating directly into the SiC without interfacial Sigma 11401 as-received 3185 6 125 27.0debonding, resulting in a decrease in fiber strength. Overall, after processing 3236 6 151 22.9it is concluded that the fiber strength degradation is primarily LPPS spray/wind
as-received 3157 6 112 30.1dependent on the size and population of surface flawsafter processing 2882 6 275 11.5induced by LPPS/VHP.
LPPS spray/windTextron SCS-6 as received 4635 6 411 11.9
C. Comparison with other Processes and Fibers LPPS 4437 6 393 12.5VHP 4499 6 344 14.5Fiber damage has frequently been found during different
TMC manufacturing routes including foil-fiber-foil, powdercloth, matrix coated fiber, and plasma spraying. Baker[18]
reported the tensile strength of 11401 SiC fibers extracted pct for a close-packed fiber array, which involves little fibermovement, no fiber touching, and consequently much lowerfrom Ti-6Al-4V composites manufactured by FFF and MCF
routes and the results are summarized in Table III. Compared fiber damage.A smaller, parallel investigation of the damage tolerancewith the 9 pct fiber strength degradation for the LPPS spray/
wind route, the FFF route reduced fiber strength by ,20 of Textron SCS-6 fiber shows that fiber damage is alsodependent on the starting fiber type. Textron SCS-6 has apct, whereas MCF fibers retained the initial fiber strength
and Weibull modulus. The greater fiber damage caused by C core, a larger diameter of 142 mm, and an outer C/Sigradient coating of ,3mm.[21] In contrast to the 11401 fiber,FFF can be attributed to the larger matrix shrinkage required
for full consolidation, and therefore, the probability of fiber SCS-6 fiber showed no significant fiber degradation afterLPPS spray/wind and VHP consolidation under identicalmovement and fiber bending increases. The MCF route
results in a low, uniform matrix shrinkage, for example, 9.3 processing conditions, as shown in Table III. Surface flaws
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 32A, DECEMBER 2001—3141

on SCS-6 SiC extracted fiber were observed, but the fre- ACKNOWLEDGMENTSquency of which was significantly reduced compared with The authors thank The Royal Society and The Engineering11401 SiC. The reason for the greater damage tolerance of and Physical Science Research Council for financial supportSCS-6 is thought to be a reduced flaw size to fiber diameter and the Defence Evaluation and Research Agency for provi-ratio and a greater inherent damage tolerance of the outer sion of SiC fiber.C/Si gradient coating. Baker[18] also found varying levelsof damage tolerance as a function of fiber type in LPPS REFERENCESmonotapes. The detailed role of the different fiber outer
1. P.K. Brindley, S.L. Draper, M.V. Nathal, and J.I. Eldridge: in Funda-coatings is currently under investigation. However, it canmental Relationships between Microstructures and Mechanical Prop-be concluded that processing-induced fiber damage in TMCserties of Metal Matrix Composites, P.K. Liaw and M.N. Gungor, eds.,
is dependent on the manufacturing route, the precise proc- TMS, Warrendale, PA, 1990, pp. 387-401.essing conditions chosen, and the type of starting fibers, 2. S.L. Draper, P.K. Brindley, and M.V. Nathal: Metall. Trans. A, 1992,
vol. 23A, pp. 2541-48.particularly the properties of the outer coating.3. R.A. MacKay, S.L. Draper, A.M. Ritter, and P.A. Siemers: Metall.
Mater. Trans. A, 1994, vol. 25A, pp. 1443-55.4. F.W. Zok, X. Chen, and C.H. Weber: J. Am. Ceram. Soc., 1995, vol.
78, pp. 1965-68.5. A.M. Baker, P.S. Grant, and M.L. Jenkins: J. Microsc., 1999, vol.V. CONCLUSIONS
196, part 2, pp. 162-74.6. K.H. Baik and P.S. Grant: Mater. Sci. Eng. A, 1999, vol. A256, pp.
77-86.1. Systematic fiber strength degradation occurred during the 7. M.L. Gambone: Scripta Mater., 1996, vol. 34, pp. 507-12.
manufacture of TMC preforms by LPPS spray/wind and 8. D.A. Koss, D.F. Heaney, N.M. Gorey, and J.F. Hellmann: Mater. Sci.Eng. A, 1997, vol. A230, pp. 58-62.subsequent VHP. The LPPS spray/wind led to a degrada-
9. T.W. Clyne and K.A. Roberts: Acta Metall. Mater., 1995, vol. 43, pp.tion in fiber strength of 11401 SiC by 6 and 11 pct using2541-50.FP and CP Ti-6Al-4V feedstock powder, respectively, 10. Y.Y. Zhao, P.S. Grant, and B. Cantor: J. Microsc., 1993, vol. 169, part
accompanied by a decrease in Weibull modulus. Fiber 2, pp. 263-67.11. P.S. Grant: Powder Metall., 1997, vol. 40, pp. 104-05.surface flaws, primarily in the C outer layer, formed as12. Z. Fan, P.S. Grant, and B. Cantor: Key Eng. Mater., 1997, vols. 127–a result of mechanical impact of large, poorly melted Ti
131, pp. 335-42.alloy particles, the number of which increased with an13. K.H. Baik and P.S. Grant: in Thermal Spray: Meeting the Challenges of
increase in feedstock powder size. the 21st Century, C. Coddet, ed., ASM INTERNATIONAL, Materials2. The VHP consolidation led to further fiber damage. Accu- Park, OH, 1998, pp. 1193-98.
14. K.H. Baik and P.S. Grant: in Thermal Spray: Surface Engineeringmulated fiber damage reduced fiber strength duringvia Applied Research, C.C. Berndt, ed., ASM INTERNATIONAL,LPPS/VHP by 9 and 12 pct for the FP and CP TMCs,Materials Park, OH, 2000, pp. 821-27.
respectively. The strength distribution for the CP TMC 15. K.H. Baik: Ph.D. Thesis, University of Oxford, Oxford, United King-contained a higher population of very low strength fibers. dom, 1999.
16. R. Vancheeswaran, D.M. Elzey, and H.N.G. Wadley: Acta Mater.,Fiber bending and stress localization occurred because1996, vol. 44, pp. 2175-99.of nonuniform matrix shrinkage, and promoted further
17. D. Upadhyaya, M. Wood, C.M. Ward-Close, P. Tsakiropoulos, anddevelopment of fiber surface flaws, which generated were F.H. Froes: JOM, 1994, vol. 46, pp. 62-67.more significant for surface damage in the closely spaced 18. A.M. Baker: Ph.D. Thesis, University of Oxford, Oxford, United King-
dom, 1999.fibers in the CP TMC.19. D.J. DeSalvo: Theory and Structural Design Application of Weibull3. Fracture surfaces of low strength fibers contained a sur-
Statistics, Westinghouse Electric, Pittsburgh, PA, 1970.face fracture mirror zone, which was evidence of surface20. M.P. Thomas and M.R. Winston: Scripta Mater., 1997, vol. 37, pp.
flaw induced failure, whereas high strength fibers had a 1855-62.fine cleavage fracture surface. Partial removal of the C 21. S.Q. Guo, Y. Kagawa, Y. Tanaka, and C. Masuda: Acta Mater., 1998,
vol. 46, pp. 4941-54.coating of the damaged fibers improved fiber strength22. S. Ochiai and K. Osamura: Intermetallics, 1994, vol. 2, pp. 1-7.and Weibull modulus by removing surface flaws or reduc-23. K.H. Baik and P.S. Grant: Scripta Mater., 2001, vol. 44, pp. 607-12.
ing their size. 24. Y. Kagawa, C. Musuda, C. Fujiwara, and A. Fukushima: in Life Predic-4. Compared with the alternative foil-fiber-foil route, LPPS/ tion Methodology for Titanium Matrix Composites, ASTM STP 1253,
W.S. Johnson, J.M. Larsen, and B.N. Cox, eds., ASTM, Philadelphia,VHP led to less degradation of fiber strength. This wasPA, 1996, pp. 26-42.mainly attributed to a better fiber distribution and lower
25. A. Vassel, F. Pautonnier, and M.H. Vidal-Setif : Test Techniques forporosity level in the TMC preforms. The metal coated MMCs, Institute of Physics Short Meeting Series, Institute of Physics,fiber route produced much lower fiber damage and Bristol, 1991, No. 28, pp. 55-64.
26. A.I. Kahveci, C.R. Cook, J.R. Auhi, and T.N. Meyer: Proc. 4th Nat.retained initial fiber strength.Thermal Spray Conf., Pittsburgh, PA, May 1991, pp. 357-62.5. Textron SCS-6 fiber was more resilient to fiber damage
27. E.S. Russel, D.Y. Wei, Y. Pang, and D.G. Backman: in Advancedthan Sigma 11401 fiber during LPPS/VHP, because of Sensing, Modelling and Control of Materials Processing, E.F. Matthysdifferences in fiber diameter and damage tolerance of the and B. Kushner, eds., TMS, Warrendale, PA, 1992, pp. 99-120.
28. R.A. Mackay: Scripta Metall., 1990, vol. 24, pp. 167-72.fiber coatings.
3142—VOLUME 32A, DECEMBER 2001 METALLURGICAL AND MATERIALS TRANSACTIONS A