
Steigerung der Leistungsdichte und der Wirtschaftlichkeit von ...
150
ETH Library Steigerung der Leistungsdichte und der Wirtschaftlichkeit von Elektromotoren für atomotive Fahrantriebe Doctoral Thesis Author(s): Stöck, Martin Publication date: 2016 Permanent link: https://doi.org/10.3929/ethz-a-010619048 Rights / license: In Copyright - Non-Commercial Use Permitted This page was generated automatically upon download from the ETH Zurich Research Collection . For more information, please consult the Terms of use .
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Steigerung der Leistungsdichte und der Wirtschaftlichkeit von ...

ETH Library
Steigerung der Leistungsdichteund der Wirtschaftlichkeit vonElektromotoren für atomotiveFahrantriebe
Doctoral Thesis
Author(s):Stöck, Martin
Publication date:2016
Permanent link:https://doi.org/10.3929/ethz-a-010619048
Rights / license:In Copyright - Non-Commercial Use Permitted
This page was generated automatically upon download from the ETH Zurich Research Collection.For more information, please consult the Terms of use.

DISS. ETH Nr. 23292
STEIGERUNG DER LEISTUNGSDICHTE UND DERWIRTSCHAFTLICHKEIT VON ELEKTROMOTOREN FÜR
ATOMOTIVE FAHRANTRIEBE
Abhandlung zur Erlangung des Titels
DOKTOR / DOKTORIN DER WISSENSCHAFTEN der ETH ZÜRICH
(Dr. sc. ETH Zürich)
vorgelegt von
Martin Stöck
MSc in Microengineering, EPFL
geboren am 23.01.1984
von Wartau SG
angenommen auf Antrag von
Prof. Dr.-Ing. Mirko Meboldt
Prof Dr.-Ing. Jörg Franke
2016

2
To Arno Mathoy (1963-2011)
Noch sind wir zwar keine gefährdete Art, aber es ist nicht so, dass wir nicht oft genug ver-sucht hätten, eine zu werden. – Douglas Adams, Die letzten ihrer Art.

3
Kurzfassung
Das Elektrofahrzeug ist eine vielversprechende Lösung das Energie-Problem nachhaltig zu
lösen. In dieser Dissertation wird untersucht, welche Möglichkeiten zur Erhöhung der Leis-
tungsdichte von verteilt gewickelten Elektromotoren für den automobilen Markt bestehen.
Eine Komponente, welche ein grosses Innovationspotential betreffend Leistungsdichte, Kos-
ten und dem Herstellprozess aufzeigt, ist die verteilte Wicklung. Diese wird in dieser Disser-
tation betreffend den drei Erfolgsfaktoren untersucht.
Die Leistungsdichte der meisten Elektromotoren wird durch die Dauerleistung limitiert. Eine
verbesserte Kühlung steigert die Dauerleistung des Elektromotors oder ermöglicht diesen
kleiner und kostengünstiger zu bauen. Eine durchgeführte Sensitivitäts-Analyse eines Elekt-
romotors hat ein hohes Steigerungspotential in der thermischen Leitfähigkeit der Wicklung
identifiziert. Mit Hilfe von verdrillten Wicklungsdrähten konnte eine Steigerung der thermi-
schen Leitfähigkeit um den Faktor 4 experimentell nachgewiesen werden. Die Wärme wird
durch das Verdrillen entlang des Drahtes von innen nach aussen geführt. Durch ein zusätzli-
ches Verpressen der Litzen entstehen die sogenannten Formlitzen. Der erhöhte Füllfaktor
reduziert die Kupferverluste und erhöht so zusätzlich die Leistungsdichte. Neben der Wick-
lung wurde zusätzlich die thermische Leitfähigkeit der Isolation verbessert. Beide Massnah-
men kombiniert führen bei einem gegebenen BRUSA-Motor zu einer Leistungssteigerung
von 35%.
Die verteilte Wicklung wurde als ein Kostentreiber identifiziert. Zudem erfüllt die aktuell ein-
gesetzte Einzugswicklung nicht die hohen Anforderungen der Automobilindustrie hinsichtlich
Leistungsdichte, Preis, Qualität, Taktzeit und Reproduzierbarkeit. Die Produktionsschritte der
Formlitzenwicklung wurden entwickelt und ein Konzeptnachweis sowie ein Serienkonzept für
eine vollautomatische Fertigung wurden entworfen. Eine Taktzeit von 60 Sekunden scheint
damit erreichbar. Die Herstellkosten zweier leistungsgleicher Elektromotoren mit Formlitzen-
wicklung und Einzugswicklung wurden miteinander verglichen. Je nach Betrachtungsweise
variiert der Break-Even-Point der Formlitzenwicklung zwischen 10‘000 Stück und 40‘000
Stück pro Jahr.
Durch die erhöhte thermische Leitfähigkeit der Formlitze konnte eine neue Wicklung zur
Steigerung der Leistungsdichte von Elektromotoren gefunden werden. Zudem wurden Her-
stellprozesse entwickelt, welche eine 100 %-ige Automatisierung der Formlitzenwicklung
erlauben. Die erhöhte Leistungsdichte in Kombination mit der automatisierten Produktion
ergibt eine wirtschaftlich konkurrenzfähige Wicklung, die den hohen Ansprüchen der Gross-
serienfertigung der Automobilindustrie gerecht wird.

4
Summary
The electric vehicle is one promising and sustainable solution to solve the future energy
problem. In this dissertation solutions to increase the power density of distributed wound mo-
tors for drivetrains of electric vehicles are investigated. One component which shows a high
innovation potential for an increased power density, cost reductions and improved manufac-
turing processes is the distributed winding which is further investigated in this dissertation.
The power density of most electric motor used in powertrains of electric vehicles are limited
by the continuous power. An improved cooling can increase the continuous power density
and therefore reduce the size and the material cost. A conducted sensitivity analysis shows a
high potential for an increased thermal conductivity of the winding. With the help of twisted
wires an increased thermal conductivity of the winding by factor 4 could be experimentally
shown. Through twisting, the heat is conducted along the wires and therefore increases the
thermal conductivity of the winding. By rolling the twisted wires the so called formed-litz-wires
are produced. The increased filling factor through the rolling process reduces the losses
which increases the power density additionally. Beside the thermal conductivity of the wind-
ing, the thermal insulation of the winding was increased additionally. All these actions com-
bined lead for a given Motor to a power density increase of 35 %.
The distributed winding was identified as a cost driver. Additionally the often used pull-in
winding does not fulfil the high quality requirements of the automotive industry, nor the tar-
geted cycle time. The production steps for the formed-litz-winding were developed. With pro-
totypes the feasibility of a cycle time of 60 seconds was shown. To judge the production
costs the formed-litz-winding two motors were built and compared. The comparison was
made with two motors with the same power characteristic, one with the pull-in winding, one
with the formed-litz-winding. The formed-litz-winding showed depending on the approach a
break even between 10‘000 and 40‘000 motors a year.
Through the increased thermal conductivity of the formed-litz-wires, motors with higher pow-
er densities became possible. Further production steps were developed for a 100 %-
automatization of the production process. The increased power density in combination with
the automatized production results in a cost-beneficial winding.

5
Danksagung
Mein besonderer Dank gilt meinem Doktorvater Herrn Prof. Dr. Meboldt, der mich während
meiner Zeit als externer Doktorand in der Produktentwicklungsgruppe pd|z der ETH Zürich in
einzigartiger Weise förderte. Er hatte stets das Vertrauen in den Erfolg meiner Arbeit und
gab mir den nötigen Freiraum für die Forschung. Seine ambitionierten Zielsetzungen und
seine Inputs aus anderen Forschungsgebieten sowie seine motivierende Art haben mich
stark gefördert.
Für die Übernahme des Korreferates und die fruchtbaren Diskussionen zu meinem For-
schungsthema bin ich Herrn Prof. Dr. Franke vom Lehrstuhl für Fertigungsautomatisierung
und Produktionssystematik der Universität Erlangen-Nürnberg sehr dankbar.
Besonders möchte ich meinen Dank Arno Mathoy (1963-2011) widmen, Mitglied des Verwal-
tungsrates der Schweizer Brusa Elektronik AG, welcher mich für die Elektromotoren faszi-
niert hatte und leider so früh von uns gegangen ist. Insbesondere möchte ich ihm für die Mo-
tivation und das fundierte Wissen danken, das er im Berufsalltag mit uns teilte.
Ebenfalls gilt mein besonderer Dank Herrn Josef Brusa, CEO der BRUSA Elektronik AG, der
als Visionär die BRUSA Elektronik AG vor 30 Jahren gegründet hat und seit damals innova-
tive Komponenten für die Elektromobilität entwickelt und produziert. Für die Möglichkeit in
seiner zukunftsträchtigen Firma eine Industriedoktorat durchzuführen, möchte ich mich spe-
ziell bedanken.
Zudem möchte ich Prof. Dr. Dyntar danken, welcher den Kontakt zu Prof. Dr. Meboldt gen-
knüpft hat.
Für die langjährige Unterstützung meines Teamleiters Philipp Lüchinger und des Produkt-
gruppenleiters Martin Breu der BRUSA Elektronik AG möchte ich mich ebenfalls bedanken.
Zudem möchte ich mich bei meinen Teamkollegen bedanken. Ihr Beitrag trug stark zum Er-
folg der Arbeit bei.
Den Kollegen der Produktentwicklungsgruppe Zürich pd|z der ETH möchte ich für ihre Of-
fenheit und die angenehme Arbeitsatmosphäre danken.
Meiner Familie danke ich von Herzen für ihre uneingeschränkte Unterstützung. Ebenso mei-
ner Partnerin Yvonne, welche mich in allen Lebensbereichen während der ganzen Disserta-
tion voll unterstützt hat.
Martin Stöck

6
Inhalt
1 Einleitung / Motivation ....................................................................................................... 9
1.1 Globaler Energieverbrauch ........................................................................................ 9
1.2 Potentielle Lösungen für den wachsenden Energiebedarf ...................................... 10
1.3 Das Hybrid- und Elektrofahrzeug ............................................................................. 11
1.4 Leistungsdichte von Elektromotoren wirtschaftlich steigern .................................... 12
1.5 Fazit ......................................................................................................................... 12
2 Grundprinzipien zur erfolgreichen Steigerung der Leistungsdichte eines Elektromotors 13
2.1 Erfolgsfaktoren der Automobilzulieferindustrie ........................................................ 13
2.2 Steigerung der Leistungsdichte eines Elektromotors ............................................... 14
2.2.1 Der Aufbau und die Funktionsweise eines Elektromotors ................................ 14
2.2.2 Wie lässt sich die Leistungsdichte erhöhen? .................................................... 19
2.2.3 Stand der Technik zur Erhöhung der Dauerleistungsdichte ............................. 22
2.2.4 Minimierung der Länge des Wärmeleitungspfades .......................................... 24
2.2.5 Querschnittsfläche des thermischen Widerstands maximieren ........................ 24
2.2.6 Verbesserte thermische Leitfähigkeiten ............................................................ 25
2.2.7 Verminderung der Verluste in der Statorwicklung ............................................ 28
2.2.8 Fazit: Entwicklungspotential für die verbesserte Kühlung ................................ 29
2.3 Die Kostentreiber des Elektromotors ....................................................................... 33
2.3.1 Die Fertigungskosten des Stators ..................................................................... 34
2.3.2 Die Materialkosten des Stators ......................................................................... 35
2.3.3 Fazit: Die Kostentreiber eines Elektromotor ..................................................... 36
2.4 Die Herstellung der Stator-Wicklung ........................................................................ 37
2.4.1 Die manuelle Herstellung der verteilten Wicklung ............................................ 37
2.4.2 Die Einzugswicklung ......................................................................................... 38
2.4.3 Gesteckte Wicklungen ...................................................................................... 41
2.4.4 Nadelwicklung ................................................................................................... 42
2.4.5 Fazit: Herstellprozesse und Herstellungsqualität der Wicklung ........................ 42
2.5 Fazit Entwicklungspotential ...................................................................................... 43
3 Forschungsfragen ........................................................................................................... 45

7
3.1 Steigerung der Leistungsdichte ............................................................................... 45
3.2 Vollautomatisierte Herstellung der Wicklung ........................................................... 47
3.3 Bewertung der Kosten ............................................................................................. 48
4 Steigerung der Leistungsdichte ....................................................................................... 49
4.1 Identifikation des thermischen Flaschenhalses ....................................................... 49
4.1.1 Thermische Prüfstands Versuche ..................................................................... 49
4.1.2 Abschätzung der thermischen Leitfähigkeiten .................................................. 51
4.1.3 Fazit: Thermischer Flaschenhals ...................................................................... 54
4.2 Zielwerte für die Steigerung der thermischen Leitfähigkeit ...................................... 55
4.3 Versuchsaufbau zur Messung der thermischen Leitfähigkeit der Wicklung ............. 59
4.3.1 Messaufbau ...................................................................................................... 59
4.3.2 Minimierung der Messabweichung ................................................................... 61
4.3.3 Thermische Simulation des Messaufbaus ........................................................ 62
4.3.4 Messung von Referenzproben .......................................................................... 63
4.3.5 Fazit: Messaufbau ............................................................................................ 65
4.4 Steigerung der thermischen Leitfähigkeit der Wicklung ........................................... 66
4.4.1 Herstellung der Wicklungsproben ..................................................................... 66
4.4.2 Thermische Leitfähigkeit der Einzugswicklung ................................................. 66
4.4.3 Wicklung mit gesteigerter thermischen Leitfähigkeit ......................................... 71
4.4.4 Analytisches Modell der Wicklung (Stand der Technik) .................................... 74
4.4.5 Fazit – Thermische Leitfähigkeit von Motorenwicklungen ................................ 85
4.5 Steigerung der thermischen Leitfähigkeit der Nut-Isolation ..................................... 86
4.5.1 Der Versuchsaufbau ......................................................................................... 87
4.5.2 Messung des thermischen Widerstandes der Isolation .................................... 89
4.5.3 Minimierung des thermischen Widerstands der Isolation ................................. 91
4.5.4 Test-Resultate .................................................................................................. 92
4.5.5 Fazit .................................................................................................................. 93
4.6 Fazit – Steigerung der Leistungsdichte .................................................................... 94
5 Die Herstellprozesse der Formlitzenwicklung ................................................................. 97

8
5.1 Herausforderungen bei den aktuellen Produktionsmethoden der verteilen Wicklung
– Anforderungen an eine zukünftige Produktionsanlage .................................................... 99
5.1.1 Herausforderungen bei der Einzugswicklung ................................................... 99
5.1.2 Fazit - Herausforderungen bei der Einzugswicklung ...................................... 103
5.1.3 Stand der Technik der Einsteckwicklungen .................................................... 104
5.1.4 Fazit - Herausforderungen bei Einsteckwicklungen ....................................... 106
5.1.5 Stückzahlanforderungen an zukünftige Produktionsanlagen für E-Motoren ... 107
5.1.6 Fazit: Anforderungen an die Produktionsanlage der Formlitzenwicklung ....... 108
5.2 Herstellungsprozesse der Formlitzenwicklung ....................................................... 110
5.2.1 Konzept der Formlitzenwicklung ..................................................................... 110
5.2.2 Herstellen der Formlitzen ................................................................................ 112
5.2.3 Kompaktieren der Formlitzen .......................................................................... 112
5.2.4 Isolieren der Nuten ......................................................................................... 114
5.2.5 Einschieben der Formlitzen ............................................................................ 114
5.2.6 Biegen der Formlitzen ..................................................................................... 115
5.2.7 Verbinden der Formlitzen ............................................................................... 120
5.2.8 Unregelmässige Verbindungen und Imprägnierung ....................................... 124
5.2.9 Fazit – Herstellungsprozesse der Formlitzenwicklung .................................... 125
5.3 Fazit – Produktion der Formlitzenwicklung ............................................................ 126
6 Wirtschaftlichkeit der Formlitzenwicklung ..................................................................... 127
6.1 Basis für den Vergleich – Motoren mit gleicher Leistung ....................................... 127
6.2 Kostenbewertung der Einzugswicklung vs. Formlitzenwicklung ............................ 128
6.2.1 Vergleich der Materialkosten .......................................................................... 128
6.2.2 Vergleich der Herstellkosten der Motoren ...................................................... 129
6.2.3 Kostenvergleich der Statoren ......................................................................... 130
6.3 Fazit: Wirtschaftlichkeit der Formlitzenwicklung .................................................... 131
7 Zusammenfassung ........................................................................................................ 132
8 Ausblick ......................................................................................................................... 135
9 Literaturverzeichnis ....................................................................................................... 139

9
1 Einleitung / Motivation
Die wachsende Bevölkerung und der gleichzeitig wachsende Lebensstandard werden in den
nächsten 50 Jahren zu einem steigenden globalen Energieverbrauch führen. Da die Mobilität
aktuell einen grossen Teil der nicht erneuerbaren Energie benötigt, bringt die Forschung im
Bereich der energiesparenden Lösungen einen hohen wirtschaftlichen und ökologischen
Mehrwert.
1.1 Globaler Energieverbrauch
In Zukunft werden der Einsatz von erneuerbaren Energien und der nachhaltige Einsatz von
Rohstoffen zu den grossen Herausforderungen gehören. Momentan wird 80% des gesamten
weltweiten Energiebedarfs aus fossilen Brennstoffen gewonnen1. King Hubbert (ehemaliger
leitender Ölexperte bei Shell) erkannte schon im Jahre 1956, dass diese Ressource endlich
ist. Es wurde von Hubbert vorausgesagt, dass die globale Ölfördermenge einen Peak errei-
chen wird (den sogenannten peak-oil) und danach abfallen wird2. Auch wenn aktuell viele
Bestrebungen laufen, um die Öl-Fördermengen weiter auszubauen (z.B. Fracking), sind die
globalen Öl-Ressourcen limitiert und werden somit eines Tages zu Ende gehen. Momentan
benötigt die Mobilität mit ca. 30 % einen grossen Anteil des globalen Gesamtenergiever-
brauches3. Aus diesem hohen Verbrauch und dem tiefen Gesamtwirkungsgrad der Kraftfahr-
zeuge4 resultiert ein immenses Energiesparpotential.
Derzeit verbrauchen die Industrienationen, welche etwa 1/7 der Weltbevölkerung5 ausma-
chen, etwa die Hälfte des globalen Energiebedarfs6. Zudem geht die UNO von einem weite-
ren Zuwachs von 3.7 Mrd. Menschen bis 2050 aus7. Das Bestreben nach einem höheren
Lebensstandard ist global in allen Gesellschaftsschichten vorhanden. Deshalb wird davon
ausgegangen, dass sich der Anteil der Weltbevölkerung mit westlichem Lebensstandard bis
2050 verdoppeln wird. Dies führt zu einer deutlichen Erhöhung des Energiebedarfs. Aus die-
sen Gründen geht Rosling von einer Steigerung des Energiebedarfs um 80% bis ins Jahr
2050 aus8.
International zeigt sich ein Bestreben, den Ausstoss von Treibhausgasen zu senken. Des-
halb wurde von den Vereinten Nationen (UNFCCC) 1997 das Kyoto-Protokoll mit wegwei-
senden Klimakonventionen unterzeichnet. Es beinhaltet völkerrechtlich verbindliche Zielwer-
te für den Ausstoss von Treibhausgasen, welche als Hauptverursacher der globalen Erwär-
1 Lindblom 2010 2 Robelius 2007 3 Conti 2013 4 In der Studie Althaus 2010 wird bei einem Golf VI1.6 TDI von einem Wirkungsgrad von 20.6% ausgegangen 5 Angenommene momentane Weltbevölkerung ist 7.2 Mrd. (Stand 2013) World population prospects 6 Rosling 2009 7 World population prospects 8 Rosling 2009

10
mung angesehen werden9,10. Eines von den Treibhausgasen ist das CO2, welches zum Bei-
spiel beim Einsatz von fossilen Brennstoffen in Verbrennungsmotoren entsteht. Gemäss dem
Kyoto-Protokoll wird momentan in den Industrieländern eine schrittweise Reduktion des CO2-
Ausstosses angestrebt. Dies fördert in der Automobilindustrie die Entwicklung von alternativ
angetriebenen Fahrzeugen11.
Aus den Erkenntnissen, dass der Energiebedarf sich bis 2050 fast verdoppeln wird und die-
ser aktuell zu einem Grossteil in der Mobilität mit einem sehr schlechten Wirkungsgrad ver-
braucht wird, ist ein grosses Entwicklungspotential für die Mobilität erkennbar. Zudem zeigt
sich, dass die Mobilität und somit ebenfalls ein grosser Wirtschaftszweig in Europa aktuell
von einem nicht nachhaltigen Rohstoff abhängig ist, der zudem als Hauptverursacher für die
globale Erwärmung angesehen wird.
1.2 Potentielle Lösungen für den wachsenden Energiebedarf
Wenn davon ausgegangen wird, dass sowohl die globale Bevölkerung als auch deren Nach-
frage nach dem westlichen Lebensstandard zunehmen wird, folgt ein Anstieg des globalen
Energiebedarfs. Ein Grossteil der momentanen Energieproduktion wird aus dem endlichen
Rohstoffvorkommen Erdöl gewonnen. Nur eine Förderung der erneuerbaren Energiequellen
kann langfristig den Energiebedarf nachhaltig decken. Viele erneuerbare Energiequellen wie
Wasser, Sonne und Wind bieten sich hierfür an. Da weltweit schon ein gut ausgebautes
Elektrizitätsnetz besteht und die erneuerbaren Energien leicht in elektrische Energie gewan-
delt werden können, bietet es sich an, in Zukunft auf diese Technologien zu setzen12.
Da die Mobilität einen grossen Anteil der globalen Energie sehr inneffizient verbraucht, bietet
es sich gerade hier an in nachhaltige Technologien zu investieren. Im Vergleich zu Verbren-
nungsfahrzeugen13 sind Systemwirkungsgrade vom Plug-in-Hybrid- und Elektrofahrzeuge14
um bis zu Faktor zwei besser15. Die Umstellung auf Plug-in-Hybride oder Elektrofahrzeuge in
Kombination mit der Umstellung auf nachhaltige Energieproduktion ist ein potentieller Lö-
sungsansatz zur Reduktion des Energieproblems16.
Durch die zukünftige Entwicklung geeigneter Technologien und Produktionsmethoden kön-
nen der Materialeinsatz und die Herstellkosten für Komponenten von Hybrid- und Elektroau-
9 Solomon 2007 10 Hansen 2005 11 Barthel 2010 12 Van der Hoeven 2012 13 In der Studie von Althaus 2010 wird bei einem Golf VI1.6 TDI im NEFZ von einem Energieverbrauch von 5.2l Benzin/100km ausgegangen. Dies entspricht 50kWh/100km. 14 In der Studie von Althaus 2010 wird bei einem Golf VI Elektro im NEFZ von einem Energieverbrauch von 14.8kWh/100km ausgegangen. 15 Hoffrichter 2012, Campanari 2009 16 Schott 2013, De Haan 2013

11
tos minimiert werden17. Ein Ansatz dazu ist die Entwicklung von Technologien zur Steigerung
der Leistungsdichte und zur serientauglichen Herstellung dieser Komponenten. Beide Mass-
nahmen haben einen direkten Einfluss auf die Kosten des Produktes. Durch Steigerung der
Leistungsdichte wird weniger Material verbaut und durch die serientauglichen Herstellungs-
methoden werden die Skaleneffekte in den Kosten bemerkbar. Nur die Bereitstellung geeig-
neter Technologien zu einem akzeptablen Preis mit den dazu passenden Produktionsmetho-
den ermöglicht eine breite Marktdurchdringung des Hybrid- und Elektrofahrzeugs.
1.3 Das Hybrid- und Elektrofahrzeug
Die Schlüsselkomponenten eines Hybrid- bzw. eines Elektrofahrzeugs sind der Elektromotor,
die Leistungselektronik zur Ansteuerung des Elektromotors und eine Batterie, welche die
benötigte elektrische Energie zu Verfügung stellt. Ein Ladegerät lädt die Batterie entweder
induktiv oder direkt aus der Steckdose. Für die Versorgung der Bordelektronik (wie Radio,
Klimaanlage etc.) wird ein DC/DC Wandler benötigt, der die 12 V Batterie aus der Hochvolt-
Batterie versorgt. Mit Hilfe dieser fünf Komponenten ist es möglich ein herkömmliches Kraft-
fahrzeug in ein Elektroauto umzubauen.
Abbildung 1: Elektro / Hybridfahrzeug mit möglichen Konfigurationen18
Weitere Energiequellen ermöglichen eine Erhöhung der Reichweite. Diese zusätzlichen
Komponenten können zum Beispiel ein Verbrennungsmotor inkl. Generator (Range Extender
REX) oder eine Brennstoffzelle (BZ) sein. Verschiedene Kombinationen der Energiequellen
und deren Grösse ergeben eine Vielfallt von Hybrid-Fahrzeug-Konzepten. Allen gemeinsam
(vom reinen E-Fahrzeug über den Plug-in Hybrid bis zum Hybridfahrzeug) ist ein Elektromo-
tor als Antriebseinheit. Im Weiteren werden all diese Fahrzeugtypen unter dem Begriff
„elektrifizierte Fahrzeuge“ (kurz EV19) zusammengefasst. Da in den aktuellen Fahrzeugplatt-
formen der Bauraum sehr begrenzt ist und deren Performance beibehalten werden soll,
müssen alle eingesetzten Komponenten eine hohe Leistungsdichte aufweisen.
17 Rennhak 2013 18 Mit freundlicher Genehmigung von Josef Brusa (CEO Brusa Elektronik AG), interne Firmen Präsentation 2014 19 Abkürzung vom Englischen „Electric Vehicle“

12
Eine der zentralen Komponenten im EV ist der Elektromotor. Dieser ist im Fahrzeug dafür
verantwortlich, die elektrische Energie in mechanische Energie umzuwandeln. Der Elektro-
motor besteht aus einem rotierendem Teil (Rotor) und einem statischen Teil (Stator). In die-
ser Dissertation soll untersucht werden, wie die Leistungsdichte des Elektromotors für den
Automobilmarkt erfolgreich gesteigert werden kann.
1.4 Leistungsdichte von Elektromotoren wirtschaftlich steigern
Die Reduktion der Kosten und die Steigerung der Leistungsdichte sind zwei immer präsente
Themen in der Vorentwicklungsphase der Automobilindustrie20. Da es sich bei der Automo-
bilindustrie um einen Massenmarkt handelt, ist der Preisdruck besonders hoch. Die Platzver-
hältnisse im Fahrzeug sind sehr gering, weswegen auf möglichst kleinem Bauraum die ge-
forderte Leistung des Elektromotors abgebildet werden muss. Ebenso ist Leichtbau immer
wieder ein Thema, das bei traditionellen Fahrzeugen Treibstoff spart und beim EV zusätzlich
die Batteriegrösse reduzieren kann. Das Bedürfnis nach einem möglichst kleinen Bauraum
und einem geringen Gewicht ist in dieser Dissertation mit dem Begriff Leistungsdichte zu-
sammengefasst. Bei grossen Stückzahlen werden die Materialkosten im Vergleich zu den
Herstellkosten immer dominanter, da die Materialkosten bei gleicher oder ähnlicher Techno-
logiewahl direkt vom Gewicht abhängig sind, wird klar, dass mit einer höheren Leistungsdich-
te die Herstellkosten durch die Reduktion der Materialkosten gesenkt werden können. Dies
unter der Annahme, dass das Produkt mit einem vergleichbar komplexen Herstellprozess
hergestellt wird und die gleiche Qualität dadurch erreicht wird. Die Kosten von Elektromoto-
ren für die Elektromobilität zu reduzieren und deren Leistungsdichte zu steigern spiegelt sich
ebenfalls in den Hauptzielen des US-Departements für Energie wieder. Nur durch die Leis-
tungssteigerung kombiniert mit der Kostenreduktion ist die Basis für einen Marktdurchbruch
der Elektrofahrzeuge gegeben21.
1.5 Fazit
Das Elektrofahrzeug ist mit eine vielversprechende Lösung das zukünftige Energieproblem
nachhaltig zu lösen. Die ersten Elektrofahrzeuge werden schon in Serie produziert und zei-
gen aktuell eine steigende Nachfrage (vergleiche Abbildung 62). Ziel dieser Dissertation ist
die Erhöhung der Leistungsdichte von Elektromotoren für den automobilen Markt. Die viel-
versprechendste Lösung wird hinsichtlich Steigerung der Leistungsdichte und Wirtschaftlich-
keit theoretisch und experimentell untersucht. Diese Arbeit soll einen Beitrag für die erfolg-
reiche Verbreitung der Elektrofahrzeuge liefern.
20 Ebel 2014 21 U.S. DRIVE Partnership 2013

13
2 Grundprinzipien zur erfolgreichen Steigerung der Leistungsdichte ei-
nes Elektromotors
Erhöhte Leistungsdichten von Elektromotoren für Elektrofahrzeuge werden mit den steigen-
den Stückzahlen immer mehr gefragt sein. Deshalb soll hier der Stand der Technik zur er-
folgreichen Steigerung der Leistungsdichte von Elektromotoren vorgestellt werden. Als Be-
wertungsgrundlage für die verschiedenen Ansätze dienen die Erfolgsfaktoren des Automo-
bilmarktes. Weitergehend sollen die Kostentreiber des Elektromotors identifizieren werden.
Das Entwicklungspotential wird anhand der Kostentreiber der Herstellprozesse ermittelt. Als
Ergebnis dieser Analyse soll die Komponente des Elektromotors mit dem höchsten Innovati-
onspotential herausgearbeitet werden.
2.1 Erfolgsfaktoren der Automobilzulieferindustrie
Für den Erfolg einer Technologie ist die Übereinstimmung der Technologie-Vorteile mit den
Marktbedürfnissen von zentraler Bedeutung. Nachgehend sollen deshalb die branchenübli-
chen Erfolgskriterien analysiert werden.
In einer Studie22 stellten Automobilhersteller die dringlichsten Herausforderungen auf, welche
mit Lieferanten angegangen wurden. Die vier wichtigsten Themen sind: Kostenreduktion,
Gewichtsreduktion, Komponenten-Qualität und Innovation. Wegen der allgegenwärtigen
Kostensensitivität in der Automobilindustrie steht der Erfolgsfaktor „Kosten“ an erster Stelle.
An zweiter Stelle zeigt die Gewichtsreduktion klar die Wichtigkeit der Steigerung der Leis-
tungsdichte. Eine Gewichtreduktion im Fahrzeug ermöglicht bei gleichbleibender Perfor-
mance eine kleinere Dimensionierung des Antriebsstrangs. Dies erspart einerseits Kosten
und schafft andererseits zusätzlichen Raum im Fahrzeug. Das Bedürfnis an erhöhter Leis-
tungsdichte zeigte sich schon in der ersten Generation der Elektrofahrzeuge. Der limitierte
Bauraum und die hohen Anforderungen an die Effizienz erforderten in der Vergangenheit die
Entwicklung innovativer Technologien für die Elektromotoren23. Für die nächste Generation
Elektrofahrzeuge ist weiterhin der Trend zu höheren Leistungsdichten erkennbar. Die ge-
nannte Gewichtsreduktion wird somit in den zweiten Erfolgsfaktor „Leistungsdichte“ umfor-
muliert. Ein weiteres Erfolgskriterium ist die Komponentenqualität. Diese ist meist durch den
Herstellungsprozess beeinflusst, weshalb die wichtigsten Herstellprozesse für Elektromoto-
ren beleuchtet werden. Aus diesem Grund wird für die weitere Bewertung der dritte Erfolgs-
faktor „Qualität der Herstellprozesse“ eingeführt. Für alle drei Erfolgsfaktoren sind innovative
Ansätze gefordert.
22 Ebel 2014 23 Muntean 2007

14
Die drei gefundenen Hauptkriterien der Automobilindustrie zur Bewertung der innovativen
Lösungen sind: Kosten, Leistungsdichte und Qualität der Herstellprozesse. Wie die aktuelle
Roadmap vom U.S. Departement für Energie zeigt, sind diese Erfolgsfaktoren ebenfalls für
die Elektromobilität anwendbar: “The … mission is to enable cost-effective, smaller, lighter,
and efficient … electric motors for electric traction drive systems”24. Somit wurden die Erhö-
hung der Leitungsdichte und die Senkung der Kosten als klare Ziele definiert. Zudem be-
schreibt eine Studie von Roland Berger die Wichtigkeit der Qualitätsanforderungen an die
Herstellprozesse: „Um die hohen Qualitätsanforderungen der Automobilindustrie zu erfüllen,
müssen auch die Fertigungsprozesse anders ausgelegt werden. So kann z.B. durch den
Schritt zur Vollautomatisierung auch für Motoren höherer Leistungsklassen die Reproduzier-
barkeit hoher Produktqualität deutlich erhöht werden“. Somit sind drei Hauptkriterien für die
Bewertung der innovativen Lösungen festgelegt: Kosten, Leistungsdichte und Qualität der
Herstellprozesse.
Wie in diesem Kapitel aufgezeigt wurde, nehmen die Anforderungen an die Leistungsdichte
für Elektromotoren zu. Ebenso steigen der Kostendruck und die Qualitätsanforderungen. Für
eine Lösungssuche zu diesen Marktanforderungen wird im nächsten Kapitel untersucht, wel-
che Teile des Elektromotors das grösste Verbesserungspotential hinsichtlich dieser drei Kri-
terien aufweisen. Das erste Erfolgskriterium welches betrachtet wird, ist die Leistungsdichte.
Im nächsten Kapitel wird untersucht wie diese gesteigert werden kann.
2.2 Steigerung der Leistungsdichte eines Elektromotors
In diesem Kapitel soll der Stand der Technik zur Steigerung der Leistungsdichte des Elekt-
romotors vorgestellt werden. Hierfür werden zuerst die Funktionsweise und der Aufbau eines
Elektromotors erklärt. Danach wird die Leistungsdichte eines Elektromotors definiert. Zur
Analyse der Leistungssteigerung werden die verschiedenen Komponenten des Elektromo-
tors auf deren potentiellen Beitrag zur Leistungssteigerung analysiert. Zusätzlich wird der
Stand der Technik vorgestellt und aufgezeigt, welcher Innovationsgrad in den Lösungen vor-
handen ist.
2.2.1 Der Aufbau und die Funktionsweise eines Elektromotors
Für die Analyse der Leistungslimitierung der einzelnen Komponenten eines Elektromotors
wird zuerst die Funktionsweise im Einzelnen erklärt. Zusätzlich werden die einzelnen Kom-
ponenten präsentiert, welche diese Funktionsweise sicherstellen. Nachgehend werden diese
Komponenten betreffend ihrer Einflüsse auf die Leistungssteigerung analysiert und deren
Stand der Technik hinsichtlich Leistungssteigerung präsentiert. Schlussendlich wird ein Lö-
sungsansatz vorgeschlagen, der hinsichtlich Kosten und Herstellprozess untersucht wird.
24 U.S. DRIVE Partnership 2013

15
2.2.1.1 DieFunktionsweiseeinesElektromotors
Der Elektromotor ist für die Wandlung der elektrischen Energie in mechanische Energie ver-
antwortlich. Er besteht aus einem rotierendem Teil (Rotor) und einem stehenden Teil (Stator).
Die Wicklung im Stator besteht aus Kupferdrähten, die um das Statorblech gewickelt sind.
Fliesst durch diese Wicklung Strom, entsteht ein Magnetfeld. Wenn die Wicklungen richtig
nacheinander mit Strom versorgt werden, entsteht ein drehendes Magnetfeld, das sogenann-
te Drehfeld. Auf dem Rotor befinden sich ebenfalls Magnetpole (Magneteffekt) oder Magnet-
pfade (Reluktanzeffekt), welche sich zu dem drehenden Stator-Magnetfeld ausrichten und
von diesem mitgeschleppt werden. Bei allen etablierten Elektrofahrzeugen ist der prinzipielle
Aufbau des Stators gleich. Je nach Rotor-Bauart wird das Moment durch eine Kombination
von Magneteffekt und Reluktanzeffekt (HSM25), durch stromdurchflossene Spulen (SSM26)
oder Kupferschleifen (ASM27) erzeugt. Je nach Rotortyp ergeben sich typische Leistungs-
kennlinien. Darüber hinaus existieren noch weitere Rotorbauformen. Wegen Sicherheits- und
Performance - Gründen sowie der geforderten Leistungsdichte bewähren sich die drei ge-
nannten Typen für Anwendungen im EV28. Die Leistungskennlinien sowie die Geometrie der
drei Motortypen sind in Abbildung 2 dargestellt.
SSM HSM ASM
Abbildung 2: Vergleich der Leistungscharakteristik verschiedener Motorentypen bei gleicher Leistungselektronik, Dauerleistung (gepunktete Linie), Spitzenleistung (durchzogene Linie), theor. Spitzenleistung (gestrichelte Linie)
25 Hybrid-Synchron-Motor 26 Stromerregter-Synchron-Motor 27 Asynchron-Motor 28 Mathoy 2010

16
2.2.1.2 DerAufbaueinesElektromotors
Während der letzten Jahre wurden von der Firma BRUSA mehrere für den Fahrantrieb ge-
eignete Motortypen (ASM, HSM und SSM) nach einem Baukastenprinzip entwickelt. Der
Stator (7) ist in einen wassergekühlten Stator Träger (6) eingeschrumpft. Dieser befindet sich
im Motorgehäuse (11), das die Aussenhülle des Kühlmantels bildet. An den Enden des Mo-
torgehäuses halten zwei Lagerschilder (1) über Kugellager (3, 9) die Rotorwelle (10) in Posi-
tion. Die Rotorwelle überträgt das Moment des Rotors (8) über eine Verzahnung auf die Ge-
triebewelle.
1: Lagerschild
2: Rotorlagegeber
3: Festlager
4: Radialwellendichtring
5: Anschlussbox
6: Statorträger mit Kühlkontur
7: Statorpaket mit Wicklung
8: Rotorpaket
9: Loslager
10: Rotorwelle
11: Motorgehäuse
Abbildung 3: Komponenten eines Elektromotors
Der Stator des Elektromotors ist einerseits immer gleich aufgebaut und birgt andererseits
gemäss einer Studie von Roland Berger wegen seiner komplexen Herstellung ein hohes
Entwicklungspotential. Die Studie kommt zum Entschluss, dass „der wichtigste Kernprozess
der Elektromotoren-Produktion das Wickeln der Drahtspulen ist. Dieser Prozessschritt ist
technologisch höchst anspruchsvoll und für die optimierte Herstellung des Elektromotors von
entscheidender Bedeutung. Durch effizientere Wicklung könnten zukünftig die Materialkosten
des Motors signifikant gesenkt werden, da für die gleiche Leistungsfähigkeit weniger Draht
benötigt wird.“29 Mit dieser Aussage wird ersichtlich, dass im Stator ein grosses Potential zur
Leistungssteigerung steckt. Aus diesem Grund wird dieser im nächsten Kapitel genauer un-
tersucht.
29 Schlick 2011

17
2.2.1.3 DerAufbaudesStators
Der Stator ist aus einer Statorwicklung und aus einem Statorblechpaket aufgebaut. Das
Magnetfeld im Stator wird durch die stromdurchflossene Wicklung erzeugt. Diese liegt in den
Nuten des Stators und wird durch ein Isolationspapier elektrisch vom Stator isoliert. Das er-
zeugte Magnetfeld der Wicklung wird über die Statorzähne in radialer Richtung zum Rotor
geführt. Über das Statorjoch wird der Magnetkreis im Stator geschlossen. Sowohl die
Statorwicklung als auch das Statorblech verursachen Verluste in Form von Wärme, welche
über den umliegenden Kühlmantel abgeführt wird.
J Joch
Z Zahn
N Nut
NF Nut-Fuss
Abbildung 4: Geometrie eines Stators
Grundsätzlich können zwei verschiedene Bauformen des Stators unterschieden werden:
verteilt gewickelter Stator und konzentriert gewickelter Stator. Beim konzentriert gewi-
ckelten Stator wird um einen einzelnen Statorzahn herumgewickelt. Danach werden die Sta-
tor-Zähne zu einem Stator zusammengesetzt. Wegen der direkten Zugänglichkeit wird bei
der Herstellung von einem direkten Wickelverfahren gesprochen. Bei der verteilten Wicklung
ist die Zugänglichkeit schwieriger, da im Stator über mehrere Statorzähne hinweg gewickelt
wird. Daher sind die Nuten für den Wickelprozess nicht mehr direkt zugänglich. Aus diesem
Grund spricht man hier auch von einem indirekten Wickelverfahren.
Bei beiden Wickelverfahren wird isolierter Draht verwendet, damit sich zwischen den Drähten
kein Kurzschluss bildet. Bei den direkten Wickelverfahren wird um einen frei zugänglichen
Spulenkörper gewickelt. Wegen der direkten Zugänglichkeit können die Drähte definiert posi-
tioniert werden, wodurch eine orthozyklische Wicklung möglich wird (siehe Abbildung 5). Bei
dieser „liegen die Drähte der jeweiligen Oberwicklung in den Tälern der Unterwicklung“30.
Diese Wicklung kommt bei Zahnspulen (konzentrierte Wicklung) zum Einsatz.
Bei der indirekten Wicklung werden die Drähte vorab um eine Schablone gewickelt. Die ent-
standenen Spulen werden entweder von Hand oder industriell im Einziehwickelverfahren31 in
die Nuten eingelegt. Da bei beiden Verfahren die Drähte der Spule durch den Nutschlitz in
30 Kampker 2014 31 Beschreibung des Einziehverfahrens im Kapitel 2.4.2 und Kapitel 5.1.1

18
die Nut eingebracht werden, ist die Position der Einzeldrähte nicht mehr gewährleistet. We-
gen der undefinierten Lage der Drähte spricht man von einer wilden Wicklung32.
Abbildung 5: Querschnitt einer Wilden und einer Orthozyklischen Wicklung
Über die ganze Länge des Statorblechs wird durch den Stromfluss ein Magnetfeld erzeugt.
Nur diese Länge trägt zur Erzeugung eines Moments bei. Deshalb bezeichnet man sie als
aktive Länge. Am Ende der Nuten müssen die Drähte in eine nächste Nut umgelenkt werden.
Der Bereich des Umlenkens wird Wickelkopf genannt. Bei der konzentrierten Wicklung wird
nur um einen Zahn gewickelt. Dies führt zu einem sehr kurzen und einfachen Wickelkopf. Bei
der verteilten Wicklung wird über mehrere Nuten hinweg gewickelt, was zu einem grösseren
und komplizierteren Wickelkopf führt. Dort liegen mehreren Spulen nebeneinander und über-
einander. Der Nachteil dieser komplexeren Anordnung ist die deutlich aufwändigere Herstel-
lung der Wicklung.
Abbildung 6: Aufbau einer konzentrierten und verteilten Motorenwicklung33
Die konzentriere Wicklung hat sich wegen den Bauraumgegebenheiten und den eher tiefe-
ren Leistungsanforderungen vor allem bei getriebeintegrierten Lösungen durchgesetzt. Bei
höheren Leistungsanforderungen, welche in Seriell-Hybriden wie auch Elektrofahrzeugen
üblich sind, haben sich Motoren mit verteilter Wicklung durchgesetzt. In diversen Publikatio-
nen wird die magnetische Auslegung der beiden Wicklungsarten miteinander verglichen34 35
36 37 38 39. Die wichtigsten Erkenntnisse sind in Tabelle 1 zusammengefasst.
32 Kampker 2014 33 Wikipedia Spulentechnik 34 Mathoy 2010 35 Lee 2010 36 Kwon 2006 37 Inoue 2011 38 Goss 2013

19
Tabelle 1: Vergleich der Vor- und Nachteile der verteilten und der konzentrierten Wicklung
Verteilte
Wicklung
Konzentrierte
Wicklung
Funktionale Sicherheit + -
Momentdichte + -
Reluktanz-Moment-Nutzung + -
Motor – Effizienz + -
Moment – Rippel + -
Cu-Verluste / el. Widerstand - +
Magnetverluste + -
Winding Faktor + -
Optimaler Bauraum lang kurz
Hitzeabführung aus Nuten - +
Wickelkopflänge - +
Daraus werden die Performance- und Sicherheitsvorteile der verteilten Wicklung ersichtlich.
Aktuell sind die erhöhten Kupferverluste und das Abführen dieser Verluste aus den Nuten die
wesentlichen Nachteile der verteilten Wicklung. Für EV besteht ein nachhaltiges und hohes
Wachstumspotential. Wegen den Sicherheits und Performancevorteilen werden weiterfüh-
rend nur noch Motoren mit einer verteilten Wicklung betrachtet werden. Zur gewünschten
Steigerung der Leistungsdichte wird im folgenden Kapitel untersucht, welche Möglichkeiten
hierzu bestehen.
2.2.2 Wie lässt sich die Leistungsdichte erhöhen?
Der verteilt gewickelte Elektromotor wird aktuell wegen seinen Performancevorteilen in fast
allen Elektrofahrzeugen eingesetzt (z.B: BMW i3, Tesla Model S, e-Golf, e-Up!, Renault Zoe,
Toyota Prius, …). In diesem Kapitel soll untersucht werden, wie die Leistungsdichte im Elekt-
romotor sinnvoll gemessen wird und mit welchen Ansätzen diese verbessert werden kann.
Zusätzlich soll auf den aktuellen Stand der Technik betreffend der Leistungssteigerung von
Elektromotoren eingegangen werden. Ein vielversprechendes Forschungsthema zur Leis-
tungssteigerung von verteilt gewickelten Elektromotoren soll am Schluss dieses Kapitels
herauskristallisiert werden.
Die Wicklung erzeugt ein magnetisches Feld, welches durch den Rotor und den Stator gelei-
tet wird. Das erzeugte Statorfeld wird über den Rotor geschlossen, wodurch sich ein magne-
tischer Kreis bildet. Wird die Stromstärke im Stator erhöht, so erhöht sich auch das Magnet-
feld im magnetischen Kreis. Folglich wird der Rotor mit einer grösseren Kraft mitgeschleppt.
Dadurch steigt das Moment bei der gegebenen Drehzahl und somit auch die Leistung. So-
bald der magnetische Kreis anfängt zu sättigen, nimmt dieser Effekt ab. Das Moment kann
dann nur noch unwesentlich gesteigert werden, da das magnetische Limit des Elektromotors
39 Munoz 2008

20
erreicht ist. Dieses Limit begrenzt die Spitzenleistung des Motors (durchzogene Linie in Ab-
bildung 2). Wird der Motor jedoch über längere Zeit bei einem tieferen Moment betrieben,
wie zum Beispiel bei konstanter Geschwindigkeit, erwärmt er sich. Diese Erwärmung ist
hauptsächlich auf die Kupferverluste in der Wicklung und die Eisenverluste im Statorblech
zurückzuführen. Die Lebensdauer der verbauten Isolationsmaterialien sind stark temperatur-
abhängig40. Eine zu hohe Temperatur über zu lange Zeit führt zum Durchbrennen der Isolati-
on und somit zum Windungsschluss, was das Ende des Motors bedeutet. Wird der Motor
konform betrieben, wird der Strom von der Leistungselektronik automatisch gedrosselt so
dass die Windungstemperatur nie über das erlaubte Limit steigt (siehe Abbildung 7). Der
Dauerstrom im eingeschwungenen Zustand hängt von der Kühlung des Elektromotors ab.
Wird die Kühlung verbessert, erhöht sich der zulässige Dauerstrom und somit das Dauer-
moment und die Dauerleistung.
Abbildung 7: ECR 85 Zyklus von einer BRUSA HSM (Dauerbetrieb bei konstanter Drehzahl)
Somit ergeben sich beim Elektromotor zwei Leistungsdichten41, die Spitzenleistungsdichte
und die Dauerleistungsdichte. Die Möglichkeiten zur Steigerung der Spitzenleistungsdichte
bei gegebener Wicklung ergeben sich aus der Drehmoments-Formel für Elektromotoren.
32∗ ∗ ψ ∗ ∗ cos 1
Das Motormoment berechnet sich aus der Polpaarzahl , dem verketteten Rotorfluss ψ
und dem Statorstrom sowie dem Winkel zwischen dem Statorhauptfluss und dem Rotor-
hauptfluss. Bei einer gegebenen Motorauslegung sind die Polpaarzahl und der optimale
Winkel festgelegt. Durch einen erhöhten Statorstrom kann das Moment gesteigert werden.
Der verkettete Fluss ψ ist von der vom Magnetfeld durchdrungener Fläche und von der
magnetischen Flussdichte abhängig. Die magnetische Flussdichte ist von der magneti-
schen Leitfähigkeit des Materials abhängig und wird durch deren Sättigungsgrenze limitiert.
40 siehe z.B. Datenblatt von Dupont Nomexpaper Type 410 41 Leistung des Motors bezogen auf das Motorgewicht oder Motorvolumen
020406080
100120140160180
00:00 05:00 10:00
Mec
h. L
eist
ung
[kW
]D
rehm
omen
t [N
m]
Wiic
klun
gs T
emp.
[°C
]
Zeit [min]
Mech. Leistung [kW]Drehmoment [Nm]WicklungTemp. [˚C]

21
ψ 2
Somit bestehen drei Möglichkeiten das Spitzenmoment zu steigern, über den Statorstrom,
über die Fläche des Flusspfades im Motor oder über die magnetischen Leitfähigkeiten der
eingesetzten Materialien.
Die Fläche des Flusspfades kann durch Vergrösserung der Zahnbreite/Jochbreite des Sta-
tors erhöht werden. Dies reduziert jedoch den verfügbaren Platz für die Wicklung. Der gerin-
gere Platz in der Nut führt zu kleineren Kupferquerschnitten und somit zu einem erhöhten
elektrischen Widerstand der Wicklung. Dadurch werden die Kupferverluste erhöht und die
Dauerleistung verringert. Somit steht die Dauerleistung durch die gegebenen Platzverhält-
nisse in einer Konkurrenzsituation mit der Spitzenleistung. Wird durch eine Technologie die
Dauerleistung bei gegebener Nutgeometrie erhöht, steigert diese die Spitzenleistung und die
Dauerleistung. Die Spitzenleistung der meisten branchenüblichen Elektromotoren ist durch
den gegebenen Strom der Leistungselektronik limitiert. Das magnetische Limit dieser Moto-
ren ist meist höher als das maximale im Betrieb abgerufene Moment. Ein aktueller Trend
geht zu höheren Strömen und somit zu höheren Spitzenleistungen. Durch die grösseren Bat-
terien für erhöhte Reichweiten wird in Zukunft auch genügend Spitzenstrom für erhöhte Spit-
zenleistungen zur Verfügung stehen. Mit der Erhöhung der Spitzenleistung wird sich der Mo-
tor kurzzeitig mehr erwärmen, weshalb die Abführung der Verluste immer wichtiger werden
wird. Eine dauerleistungssteigernde Technologie ist somit von zentraler Bedeutung für die
Steigerung beider Leistungsdichten im Motor. Deshalb soll diese Technologien weiterführend
untersucht werden.
Die Dauerleistung ist vom thermisch eingeschwungenen Zustand des Motors abhängig. In
der Wicklung und im Statorblech entstehen thermische Verluste, welche durch das Kühlwas-
ser abgeführt werden. Die maximal zulässige Temperatur und somit die Dauerleistung wird
von der Temperaturbeständigkeit der Isolationsmaterialien (Einzeldrahtisolation, Sicher-
heitsisolation zwischen Wicklung und Stator und Isolation zwischen Statorblechen) limitiert.
Es existiert einige Forschungsarbeiten zur Erhöhung der Temperaturbeständigkeit der Isola-
tionsmaterialien. Beispielsweise wird an Keramikisolationen geforscht, welche eine Tempera-
turbeständigkeit bis 400 – 500°C aufweisen. Momentan müssen jedoch noch wegen der
Sprödigkeit des Materials Einbussen beim Biegeradius der Drähte hingenommen werden42.
Da der Kupferwiderstand der Wicklung mit der Temperatur zunimmt, wird klar, dass dies nur
bis zu einem gewissen Grad Erfolg bringen wird.
42 Cozonac 2014, Fang 2013

22
Ein anderer Ansatz zur Steigerung der Leistungsdichte bei gegebener Maximaltemperatur ist
entweder die Verbesserung der Kühlung oder die Minimierung der Verluste. Die verbesserte
Kühlung wird ebenfalls von Kampker als „ein weiterer vielversprechender Ansatz“ zur Kos-
tenreduktion43 angesehen, da durch eine „konsequente Überdimensionierung des Kühlsys-
tems“ der Motor kleiner und leichter gebaut werden kann. „Das dadurch ermöglichte Downsi-
zing führt durch den linearen Zusammenhang bei den aktiven Komponenten Stator, Rotor
und Blechpaket zwischen Leistung und Materialkosten zu signifikanten Kosteneinsparungen.
Nicht nur der Materialeinsatz verringert sich, auch Prozesse wie das Paketieren, Wickeln
oder die Magnetbestückung werden durch geringere aufzuwendende Zykluszeiten kosten-
günstiger.“44 All diese Vorteile können durch eine Minimierung der Verluste noch verstärkt
werden.
In diesem Kapitel wurde klar, dass die Leistung eines Elektromotors in Dauer- und Spitzen-
leistung unterteilt werden kann. Mehr Spitzenleistung kann aktuell schon durch mehr Strom
erreicht werden. Hingegen ist es herausfordernder eine erhöhte Dauerleistung zu erreichen.
Die wirtschaftlichen Vorteile einer erhöhten Dauerleistung sind jedoch vielversprechend, da
der Motor kleiner und dadurch kostengünstiger gebaut werden kann. Die zwei vielverspre-
chendsten Prinzipien zur Erhöhung der Dauerleistung sind die Verbesserung der Kühlung
und die Verminderung der Verluste im Motor. Im nächsten Kapitel sollen dazu geeignete
Techniken untersucht werden.
2.2.3 Stand der Technik zur Erhöhung der Dauerleistungsdichte
In diesem Kapitel soll der Stand der Technik zur Erhöhung der Dauerleistungsdichte eines
Elektromotors vorgestellt werden. Gemäss dem vorhergehenden Kapitel werden die Ansätze
verbesserte Kühlung sowie Verringerung der Verluste genauer untersucht. Als Basis dazu
wird ein in der Literatur übliches Widerstandsmodell eingeführt. Anhand von diesem werden
die möglichen Prinzipien abgeleitet. Ein vielversprechendes Prinzip soll sich am Schluss
herauskristallisieren.
Die Dauerleistung eines Elektromotors hängt von der Kühlung des Motors im eingeschwun-
genen Zustand ab. Die thermischen Gegebenheiten im Stator kann mit einem einfachen Wi-
derstandsmodell berechnet werden45 . Die entstandene Wärme wird durch die Wicklung
selbst in Richtung Statorzahn abgeführt. Im Zahn entstehen durch die Ummagnetisierung
ebenfalls Verluste (sogenannte Eisenverluste) welche mit den Kupferverlusten zusammen in
Richtung Kühlmantel abgeleitet werden. Dort wird die Wärme vom Kühlwasser abgeführt.
Diese einzelnen Teile des Wärmeleitungspfades können als thermische Widerstände model-
43 Kampker 2014 44 Kampker 2014 45 Boglietti 2009, Mellor 1991, Perez 1979

23
liert werden. Das thermische Verhalten vom Stator kann im ersten Schritt mit diesem einfa-
chen Widerstandsmodell analysiert und verstanden werden.
Abbildung 8: Vereinfacht dargestellter Wärmefluss im Stator
Der Wärmefluss (rote Pfeile) aus der Wicklung in Richtung Kühlwasser kann stark verein-
facht mit einem thermischen Widerstandsmodell repräsentiert werden. Jede Komponente
kann als thermischer Widerstand dargestellt werden. Ebenfalls können all diese Widerstände
zu einem Widerstand zusammengefasst werden. Jeder einzelne dieser thermischen Wider-
stände lässt sich folgendermassen beschreiben:
∗ 3
Der thermische Widerstand errechnet sich aus der Länge die vom Wärmestrom zurückge-
legt werden muss, der Querschnittsfläche welche zu durchfliessen ist und der thermischen
Leitfähigkeit des Materials. Aus dem thermischen Widerstand und dem eingeprägten Wär-
mestrom kann somit der Temperaturunterschied ∆ zwischen Anfang und Ende des Wär-
meleitungspfades berechnet werden:
∆ ∗ 4
Aus den beiden genannten Formeln lassen sich folgende Methoden zur Maximierung der
Dauerleistung ableiten:
Die Länge des Wärmeleitungspfades zu minimieren.
Die zu durchdringende Querschnittsfläche zu maximieren.
Die thermische Leitfähigkeit der Materialien zu maximieren.
Die Verluste im Motor minimieren.
Q1: Wärmequelle Wicklung Q2: Wärmequelle Statorblech
R1: Wicklung/Kupfer R2: Zahn R3: Joch R4: Kühlmantel

24
Der Flaschenhals aller thermischen Widerstände liegt aktuell in der Wicklung. Dies wird in
einer Sensitivitätsanalyse von Bennion 2012 ersichtlich46. Boligetti beschreibt ebenfalls die
Wicklung als den Parameter mit der höchsten thermischen Sensitivität47. Aus diesen beiden
Aussagen wird klar, dass der thermische Widerstand der Wicklung einen hohen Einfluss auf
die Dauerleistung hat.
Im nächsten Kapitel soll der Stand der Technik zur Dauerleistungssteigerung einer verbes-
serten Wicklung untersucht werden. Dabei wird der Stand der Technik in die vier genannten
Verbesserungsmassnahmen unterteilt. Teilweise benützen die Kühlmethoden die Prinzipien
mehrerer Massnahmen. Diese werden im Folgenden nur ein Mal aufgeführt.
2.2.4 Minimierung der Länge des Wärmeleitungspfades
Die Verkürzung des Wärmeleitpfades von der Wicklung bis zum Kühlmantel kann zum Bei-
spiel durch einen Kühlkanal in der Nut erreicht werden. Semidey schlägt den Einbau von
Kühlkanälen in eine konzentrierte Wicklung vor. Dadurch wird der Weg von der Wicklung
zum Kühlkanal deutlich verkürzt. Zudem wird auch der Weg innerhalb in der Wicklung ver-
kürzt, da der Kühlkanal in der Mitte der Wicklung angebracht wird. Zusätzlich wurde der
thermische Übergangskoeffizient vom Wasser zum Kühlmantel verbessert. Im präsentierten
Experiment wird ein Anstieg der Dauer-Stromdichte in der Nut um Faktor drei präsentiert.48
2.2.5 Querschnittsfläche des thermischen Widerstands maximieren
Hier werden Veröffentlichungen vorgestellt, welche den thermischen Widerstand durch eine
vergrösserte Kühlfläche minimieren. Beide nachgehend vorgestellten Methoden schlagen
eine grossflächige Kühlung des Wickelkopfs vor.
2.2.5.1 Ölkühlung
Die Ölkühlung bedient sich dem Konzept der grossflächigeren Kühlung. Das Öl wird direkt
als Kühlmedium in den Innenraum des Motors appliziert. Im Gegensatz zur Wasserkühlung,
sind spezielle Öle mit der Wicklung kompatibel. Das Öl funktioniert als Wärmetauscher zwi-
schen dem Wickelkopf und dem Kühlmantel. Diese zusätzliche Kühlfläche verbessert die
Kühlung der Wicklung. Andererseits besitzt Wasser einen besseren Wärmeübergangskoeffi-
zient als Öl. Dies muss beachtet werden, falls die Wasserkühlung weggelassen wird.49
Davin et al. beschreibt einen Versuch, bei dem Öl über Kanäle mit angebrachten Düsen di-
rekt auf den Wickelkopf der Maschine injiziert wird. Dabei wurde die Kühlleistung verschie-
dener Düsenformen verglichen. Die Versuche zeigen einen grossen Einfluss des Volumen-
stroms auf die Wicklungstemperatur. Die Arbeit von Lim schlägt vor das Öl durch einen Ka-
46 Bennion 2012 47 Boglietti 2004 48 Semidey 2014 49 Lim 2014

25
nal in der Rotorwelle in den Motor einzuleiten. Durch Löcher in der Welle wird das Öl mittels
der Zentrifugalkraft auf den Wickelkopf geschleudert50. Bei allen Varianten ist ersichtlich,
dass diese Methode den Wickelkopf sehr effektiv kühlt. Leider sind keine genauen Ver-
gleichsdaten oder Angaben zur elektrischen Stromdichte vorhanden. Die erwähnten Studien
zeigen eine Steigerung der Verlustleistung um das 2.5 bis 5-fache gegenüber einer luftge-
kühlten Variante51.
2.2.5.2 ThermomagnetischeKühlung
Bei dieser Methode handelt es sich ebenfalls um eine grossflächige Wickelkopfkühlung. Im
Gegensatz zur Öl-Kühlung wird hier eine thermomagnetische Flüssigkeit verwendet, welche
bei tiefen Temperaturen ferromagnetisch Eigenschaften zeigt. Mit steigender Temperatur
verliert diese ihre magnetische Eigenschaft (Curie-Temperatur). Kaltes Ferrofluid wird durch
die Magnetfelder vom Wickelkopf angezogen. Dort erhitzt sich das Ferrofluid bis zur Curie-
Temperatur bei der es seine Magnetisierung verliert. Dabei entfernt es sich vom Wickelkopf
und fliesst zur kühlen Gehäusewand, an der es sich wieder abkühlt und wiederum magneti-
sierbar wird. Im Experiment konnte mit dieser Kühlung eine Temperaturminderung von
145°C auf 115°C gezeigt werden.52
2.2.6 Verbesserte thermische Leitfähigkeiten
Hier werden wissenschaftliche Arbeiten vorgestellt, welche die thermische Leitfähigkeit der
Wicklung gesteigert haben. Zum einen wurde die thermische Leitfähigkeit der Wicklung
selbst erhöht, zum anderen die thermische Leitfähigkeit des Isolationsmaterials und der
Wicklungsimprägnierung. Die Wicklung besitzt im Gegensatz zu reinem Kupfer eine sehr
niedrige thermische Leitfähigkeit (ca. 400 Mal niedriger). Dies lässt sich mit den tiefen ther-
mischen Leitfähigkeiten (<0.2 W/mK) der eingesetzten Isolationsmaterialien (Drahtisolation,
Isolationspapier, Epoxyd-Harz) erklären. Eine Zusammenstellung der gefundenen Literatur-
werte ist in Abbildung 9 ersichtlich. Der Grund der Streuung und die Einflussfaktoren zur
Steigerung der thermischen Leitfähigkeit sind im aktuellen Stand der Technik wenig erforscht.
50 Lim 2014 51 Davin 2015 52 Karimi-Moghaddam 2014

26
Abbildung 9: Thermische Leitfähigkeiten für Wicklungen aus der Literatur (Werte ohne Füllfaktor-Angaben sind bei 0% aufgetragen)53
2.2.6.1 KühlungdurchHitzepfade
Galea at al. steigert die thermische Leitfähigkeit der Wicklung mittels eines zusätzlichen
Aluminiumstegs54. Die Wärme der Wicklung wird in Richtung Statorjoch abgeleitet. Semidey
schlägt ein ähnliches Prinzip vor, in dem Kühlkanäle aus Kupfer in die Wicklung eingesetzt
werden55. Leider entstehen in den elektrisch leitenden Kühl-Strukturen zusätzliche Verluste
durch Wirbelströme. Galea at al. minimiert die Hysterese- und Wirbelstromverluste durch
eine Optimierung der Struktur Geometrie. Das Experiment zeigt, dass mit optimaler Stegbrei-
te eine hohe Temperaturreduktion erreicht werden kann. Eine Senkung von bis zu 40 % in
der Mitte der Wicklung wurde beobachtet. Semidey at al. zeigt in seinem Experiment eine
Steigerung der Stromdichte von 8.2 W/mm2 auf 24.7 W/mm2. Bei beiden Experimenten muss
beachtet werden, dass die Wirbelstromverluste bei den applizierten Frequenzen von 50Hz
relativ gering ausfallen. Bei den üblichen Frequenzen (1000 Hz bis 2400 Hz) von automoti-
ven Elektromotoren würden diese höher ausfallen.
2.2.6.2 GegosseneWicklung
Groniger steigert die thermische Leitfähigkeit der Wicklung durch die Erhöhung des Füllfak-
tors. Hierfür werden gegossene Kupferspulen eingesetzt, welche die Wickelfläche effizient
ausfüllen. In einem Experiment zeigten die gegossenen Spulen einen Füllfaktor von bis zu
90 % und eine Reduktion des thermischen Widerstands der Wicklung um fast 80 %. Diese
Reduktion entspricht einer Steigerung der thermischen Leitfähigkeit der Wicklung um Faktor
5 56.
53 Boglietti 2008, Boglietti 2009, Bousbaine 1995, Mellor 1991, Nategh 2012, Plejic 1995, Pradhan 2004, Rovers 2013, Shenkman 1999, Staton 2005, Roberts 1969 54 Galea 2012 55 Semidey 2014 56 Groninger 2014, Groninger 2011
0.01
0.10
1.00
10.00
0 10 20 30 40 50 60 70 80
Ther
mis
che
Leitf
ähig
keit
[W/m
K]
Füllfaktor [%]
Roberts 1969
Mellor 1991
Plejic 1995
Bousbaine 1995
Shenkman 1999
Pradhan 2004
Staton 2005
Boglietti 2008
Boglietti 2009
Nategh 2012
Rovers 2012

27
2.2.6.3 VerbessertesImprägniermaterial
Die Wicklung wird in den meisten Industriemotoren mit Epoxidharz imprägniert. Zum einen
fixiert dies die Wicklung mechanisch, was ein Durchscheuern der Isolation verhindert. Zum
anderen steigert dies die thermische Leitfähigkeit der Wicklung. Einerseits hat das konventi-
onelle Imprägniermaterial eine tiefe thermische Leitfähigkeit, andererseits entstehen durch
das konventionelle Tauchimprägnieren Lufteinschlüsse, was die thermische Leitfähigkeit der
Wicklung verschlechtert.
Shin at al. untersuchen den Einfluss der Vakuumdruck-Imprägnierung (VPI) auf die thermi-
sche Leitfähigkeit der Wicklung. Bei der Vakuumdruck-Imprägnierung werden Lufteinschlüs-
se durch Unterdruck vermieden. Ein Vorteil davon ist die erhöhte thermische Leitfähigkeit
und die erhöhte Isolationsbeständigkeit. Im Experiment wurden zwei Wicklungen verglichen.
Die erste ist eine konventionelle Wicklung mit Isolation zwischen den Drähten kombiniert mit
einer konventionellen Imprägnierung. Mit der zweiten Wicklung wird das Vakuumdruck-
Imprägnier-Verfahren ohne Zwischenisolation getestet. Im Experiment wurde die kritische
Temperatur der Vakuum imprägnierten Wicklung 4.6-fach schneller erreicht. Dies wird mit
einer erhöhten thermischen Leitfähigkeit der Vakuumdruck-Imprägnierung in der Wicklung
erklärt. VPI Wicklungen finden heutzutage vor allem in grossen Windgeneratoren Anwen-
dung.57
Bei Industriemotoren wird für die Imprägnierung der Wicklung typischerweise ein Lack ( ~
0.25 W/mK) oder Epoxidharz ( ~0.85 W/mK) verwendet. Nategh et al., 2014 stellt ein neues
Imprägniermaterial mit einer erhöhten thermischen Leitfähigkeit vor ( ~3.2 W/mK). Diese
erhöhte Leitfähigkeit wird durch Zusätze auf der Basis von Silizium erzielt. Das Experiment
zeigt gegenüber der konventionellen Imprägnierung eine Senkung der Wicklungstemperatur
um 10-15 %.58
2.2.6.4 VerbessertethermischeLeitfähigkeitderNutisolation
Die Nutisolation zwischen Statornut und Wicklung ist eine weitere Ursache für die schlechte
Kühlung der Wicklung. Konventionell wird dies mit einer papierähnlichen Isolation zwischen
den Drähten und dem Statorblechpaket realisiert. Diese wurde über die letzten 50 Jahre im-
mer weiter optimiert. Sie besteht aktuell meist aus ca. 65 % Glimmerband (engl: „mica pa-
per“), zu 25 % aus Harz und Glasfasergewebe und zu 10 % aus anderen Stützmaterialien.
Die Materialien haben alle sehr gute elektrische Isolationseigenschaften, jedoch sehr tiefe
thermische Leitfähigkeiten.
57 Shin 2015, Emery 2003 58 Nategh 2014

28
Harakawa verbessert die thermische Leitfähigkeit des Isolationpapiers mit einem zusätzli-
chen Füllmaterial mit höherer Wärmeleitfähigkeit. Dieses verschlechtert allerdings die me-
chanische Robustheit des Isolationspapiers. Die Studie hat gezeigt, dass sich Bornitrid oder
Aluminiumoxid als Füllmaterialien gut eigenen. Aus Stabilitätsgründen wird das Füllmaterial
während der Produktion des Isolationspapiers der Harz-Glasfaser Mischung beigegeben.
Dabei steigt die relative thermische Leitfähigkeit proportional zur Menge des beigefügten
Füllmaterials. Jedoch verschlechtern sich die mechanischen und elektrischen Eigenschaften.
In einem Experiment zeigte das verbesserte Isolationspapier eine Temperaturreduktion der
Wicklung von 30 – 40 %.59
2.2.7 Verminderung der Verluste in der Statorwicklung
Im Stator des Elektromotors entsteht der Hauptteil der Verluste des Elektromotors. Diese
lassen sich aufteilen in Kupferverluste der Wicklung und in Eisenverluste des Blechpakets.
Hier wird der Stand der Technik zur Reduktion der Verluste in der Statorwicklung dargestellt.
2.2.7.1 GrössedesWickelkopfsreduzieren
Im Wickelkopf eines Elektromotors wird die Wicklung von einer Nut in die nächste überge-
führt. Der Wickelkopf zählt somit zu den passiven Elementen, da er nicht direkt zur Erzeu-
gung des Drehmoments beiträgt. Der Wickelkopf benötigt einerseits wertvollen Bauraum im
Motor, andererseits entstehen dort zusätzliche Kupferverluste. Eine Verkürzung des Wickel-
kopfs würde den elektrischen Widerstand der Wicklung verkleinern und dadurch die Kupfer-
verluste reduzieren. Stenzel schlägt bei der Nadelwicklung ein Hilfswerkzeug zur Führung
der Wicklung und zur Absorption von Zugkräften vor. Durch die Reduktion der Wickelkopfhö-
he konnte die Leistung des Motors gegenüber der Einzugswicklung um 5 % gesteigert wer-
den. Der kürzere Wicklungskopf verringert einerseits die Verluste und ermöglicht anderer-
seits eine Verlängerung der aktiven Länge um den frei gewordenen Raum. Tests ergaben
eine Leistungssteigerung um 5 %.60
2.2.7.2 VerminderungderKupferverluste
Die Kupferverluste der Wicklung werden in DC- und AC-Verluste unterteilt. Die DC-Verluste
sind unabhängig von der Frequenz und hängen direkt vom Ohm’schen Widerstand der Wick-
lung ab. Oftmals wird versucht mit einer Erhöhung des Füllfaktors der Wicklung in der Nut
den DC-Widerstand zu verringern. Die AC-Verluste steigen mit der Frequenz an61. Der
Grund dafür sind die Stromverdrängungseffekte, da der Strom nur noch auf einem Teil der
Leiterfläche fliesst. Aus diesem Grund werden Leiter mit geringem Querschnitt eingesetzt.
59 Harakawa 2014, Tari 2003 60 Stenzel 2014 61 Rogowski 1913

29
Martin van der Geest et al. untersucht in Simulationen den Einfluss verschiedener Geomet-
rieparameter der Drähte, Füllfaktoren und Füllarten auf die Kupferzusatzverluste62. Ebenfalls
wurde dar Einfluss des Verdrillens der Drähte untersucht. Die Geometrie der Drähte zeigt nur
geringen Einfluss, hingegen zeigen die Simulationen bei einer 360° Drehung eines Stranges
in allen Leitern eine Verminderung der Kupferzusatzverluste. Die Simulationen an einem
konzentriert gewickelten Elektromotor mit verdrillten Leitern zeigen bei hohen Frequenzen
(1.8 kHz) eine Reduktion der Kupferzusatzverluste von 200 W auf 79 W. Davon sind 71 W
auf die Gleichstromverluste zurückzuführen.63
2.2.8 Fazit: Entwicklungspotential für die verbesserte Kühlung
Der Stand der Technik zeigt eine Reihe von Massnahmen zur Steigerung der Dauerleistung
eines Elektromotors mittels „heat-management“. Aus diesen Erkenntnissen soll ein erfolgs-
versprechendes Konzept für die verteilte Wicklung abgeleitet werden. Der Stand der Technik
wird in Tabelle 2 in vier Kategorien unterteilt. Auf jede der einzelnen Kategorien wird nach-
folgend näher eingegangen.
Tabelle 2: Kategorisierung der beschriebenen leistungssteigernden Technologien
Selbsthelfender Ansatz Neutraler Ansatz
(Verluste = Neutral)
Neutraler Ansatz
(therm Wid. = Neut.)
Selbstschadender
Ansatz
An
satz
↓, ↓
(Minimierung von
und von )
↓, →
(Minimierung von ,
bleibt konstant)
→, ↓
( bleibt konst. , Mini-
mierung von )
↓, ↑
(Minimierung von bei
steigendem )
Bei
spie
le
Gegossene Wick-
lung (2.2.6.2)
Steigerung Füllfak-
tor (2.2.7.2)
Verbessertes Im-
prägnier-Material
(2.2.6.3)
Verbesserte thermi-
sche Leitfähigkeit
der Nut-Isolation
(2.2.6.4)
Wickelkopf-Kühlung
(2.2.5)
Verdrillte Litzen
(Verminderte Kup-
ferverluste) (2.2.7.2)
Kühlkanal in Wick-
lung (2.2.4)
Hitzepfad in Wick-
lung (2.2.6.1)
Steigerung thermi-
sche Beständigkeit
der Isolation (2.2.2)
Beim selbsthelfenden Ansatz werden gleichzeitig die Verluste und der thermische Wider-
stand reduziert. Dieses Prinzip wurde schon bei konzentriert gewickelten Statoren mithilfe
von gegossenen Spulen untersucht. Durch den erhöhten Füllfaktor und dadurch erhöhte
thermische Leitfähigkeit der Wicklung konnte die Dauerleistung gesteigert werden64. Dieser
Ansatz scheint sowohl bei der konzentrierten Wicklung als auch bei der verteilten Wicklung
sehr vielversprechend zu sein. Bei der verteilten Wicklung wurde bislang noch wenig For-
schung zur signifikanten Steigerungen des Füllfaktors in Kombination mit Runddraht publi-
ziert.
62 Van der Geest 2013 63 Van der Geest 2014 64 Groninger 2011

30
Beim selbstschadenden Ansatz wird die Verringerung des thermischen Widerstands mit ei-
ner Erhöhung der Verluste bezahlt. So steigt zum Beispiel bei der temperaturbeständigeren
Isolation der Kupferwiderstand durch die höheren Temperaturen an. Ebenso steigen beim
Einbau von Kühlstrukturen in den Wickelraum die Kupferverluste an, da diese den Kupfer-
querschnitt verringern. Ebenfalls steigen bei Statorblechmaterialien mit verbesserter thermi-
scher Leitfähigkeit die Eisenverluste an (siehe Abbildung 10).
Abbildung 10: Thermische Leitfähigkeit in Funktion der Verluste von üblichen Elektroblechen65
Die beiden neutralen Ansätze verbessern entweder den thermischen Widerstand oder ver-
ringern die Verluste, wobei der andere Parameter kaum beeinflusst wird. Zum Beispiel hat
die Steigerung der thermischen Leitfähigkeit der Nutisolations- oder der Imprägnier-
Materialien keinen direkten Einfluss auf die Verluste. Bei den Methoden zur Verminderung
der AC-Kupferverluste (insbesondere die verdrillte Wicklung) wird der Einfluss auf die ther-
mische Leitfähigkeit als unbedeutend angenommen. Dies muss noch weiter untersucht wer-
den.
Der selbsthelfende Ansatz (Reduktion thermischer Widerstand der Wicklung in Kombination
mit verminderten Verlusten) wurde bislang bei der konzentrierten Wicklung untersucht. Bei
der verteilten Wicklung wurde zum selbsthelfenden Ansatz noch wenig Forschung durchge-
führt. Dieser Ansatz scheint vielversprechend, da sich die Massnahme gleichzeitig auf die
beiden Grössen positiv auswirkt (z.B: die Erhöhung des Füllfaktors zeigte bei der kon-
zentrierten Wicklung eine erhöhte thermischen Leitfähigkeit und geringere Verluste). Zudem
löst dieser Ansatz die aktuellen Schwächen der verteilten Wicklung gegenüber der kon-
zentrierten Wicklung (vergleiche Tabelle 1). Eine Sensitivitäts-Analyse von Bennion 2012
bestätigt den dominanten Einfluss der thermischen Leitfähigkeit der Wicklung auf die Dauer-
leistung. All dies deutet auf eine signifikante Dauerleistungssteigerung durch den selbsthel-
fenden Ansatz hin.
65 Vergleiche Datenblatt von Elektroblechen des Herstellers C.D. Wälzholz
20
25
30
35
40
45
3 4 5 6 7 8 9 10
The
rmis
che
Leitf
ähig
keit
[W/m
K]
Verluste @ 1,5T und 50Hz [W/kg]

31
Eine erfolgsversprechende Lösung zur Steigerung der Dauerleistungsdichte des Elektromo-
tors ist eine erhöhte thermische Leitfähigkeit durch eine Erhöhung des Füllfaktors der Wick-
lung. Ein hohes Steigerungspotential der thermischen Leitfähigkeit der Wicklung wird aus
folgenden Gründen vermutet: Der Stand der Technik der thermischen Leitfähigkeit der Wick-
lung (vergleiche Abbildung 9) zeigt im Mittel einen Wert von 1 W/mK. Im Vergleich dazu hat
Kupfer eine thermische Leitfähigkeit von 400 W/mK. Dies weist auf ein theoretisches Steige-
rungspotential von Faktor 400 hin. Das Steigerungspotential ist bei allen anderen eingesetz-
ten Materialien (Blech, Isolation) viel geringer. Beim Elektroblech wäre mit der aktuellen
thermischen Leitfähigkeit von ca. 20 W/mK theoretisch nur ein Faktor 3 möglich, da reines
Eisen eine thermische Leitfähigkeit von 60 W/mK besitzt.
Eine Kombination der neutralen Methoden mit den selbsthelfenden Methoden verspricht
neue Lösungen. So kann zum Beispiel die „Steigerung der thermischen Leitfähigkeit der
Wicklung mithilfe des gesteigerten Füllfaktors“ kombiniert werden mit einem „Nut-
Isolationspapier mit erhöhter thermischer Leitfähigkeit“. Die „gesteigerte thermische Leitfä-
higkeit der Wicklung“ wirkt sich ebenfalls positiv auf andere Technologien aus. Nachgehend
wird analysiert welche Technologien aus dem Stand der Technik sich gut mit den selbsthel-
fenden Methoden (erhöhte thermische Leitfähigkeit, verminderte Verluste) kombinieren las-
sen.
Tabelle 3: Einfluss der Kombination der erhöhten thermischen Leitfähigkeit der Wicklung mit dem Stand der Technik auf die Dauerleistung des Elektromotors
Technologie (Stand
der Technik)
Kombination
sinnvoll?
Einfluss der Kombination der erhöhten thermischen Leitfähigkeit
der Wicklung mit dem Stand der Technik auf die Dauerleistung
Verbessertes Impräg-
nier-Material (2.2.6.3) Ja Erhöht die thermische Leitfähigkeit der Wicklung zusätzlich.
Verbesserte thermische
Leitfähigkeit der Nut-
Isolation (2.2.6.4)
Ja Reduziert zusätzlich den thermischen Widerstand von der Wicklung
zum Kühlmantel.
Wickelkopf-Kühlung
(2.2.5) Ja
Durch eine erhöhte thermische Leitfähigkeit der Wicklung (auch im
Wickelkopf) wird der Effekt einer Wickelkopfkühlung verstärkt.
Verdrillte Litzen (2.2.7.2) Ja Vermindert die Verluste in der Wicklung. Der Einfluss einer verdrillten
Wicklung auf die thermische Leitfähigkeit muss untersucht werden.
Kühlkanal in Wicklung
(2.2.4) Ja
Durch die erhöhte thermische Leitfähigkeit in der Wicklung wird die
Wärme besser zum Kühlkanal in der Wicklung transportiert.
Hitzepfad in Wicklung
(2.2.6.1) Ja
Durch die erhöhte thermische Leitfähigkeit in der Wicklung wird die
Wärme besser zum Hitzepfad in der Wicklung transportiert.
Steigerung der thermi-
schen Beständigkeit der
Isolation (2.2.2)
Ja Kann in Kombination mit einer Wicklung mit erhöhter thermischer
Leitfähigkeit eingesetzt werden.

32
Die verbesserte Wicklung (verbesserte thermische Leitfähigkeit, geringere Kupferverluste)
kombiniert sich gut mit vielen Technologien aus dem Stand der Technik. Da noch wenig For-
schung auf dem Gebiet der Leistungsdichtensteigerung durch Erhöhung der thermischen
Leitfähigkeit der verteilten Wicklung betrieben wurde, ist dies ein prädestiniertes Forschungs-
thema mit hohem Innovationspotential.
Alle im Stand der Technik vorgestellten Themen steigern die Leistungsdichte von Elektromo-
toren. Hingegen ist für den automotiven Einsatz einer Technologie die kostengünstige und
qualitative hochwertige Produktion ebenfalls von zentraler Bedeutung. Alle Technologien aus
dem beschriebenen Stand der Technik bauen auf der verteilten oder konzentrierten Wicklung
auf. In dieser Arbeit wird nur die verteilte Wicklung betrachtet. Diese zeigt im Gegensatz zu
der konzentrierten Wicklung bei der vollautomatischen Herstellung noch ungelöste Heraus-
forderungen. Da viele leistungssteigernde Technologien auf der verteilten Wicklung aufbau-
en, muss das Problem der Herstellbarkeit grundsätzlich gelöst werden. Deshalb soll die Er-
höhung der thermischen Leitfähigkeit der Wicklung zusammen mit der wirtschaftlichen Pro-
duktion der Wicklung untersucht werden.
In den nachfolgenden zwei Kapiteln werden die verbleibenden zwei Erfolgskriterien (Wirt-
schaftlichkeit, Herstellprozesse) genauer untersucht. Ein besonderes Augenmerk soll dabei
auf die Wicklung geworfen werden.

33
2.3 Die Kostentreiber des Elektromotors
Im letzten Kapitel wurde das Entwicklungspotential einer verteilten Wicklung mit verbesserter
thermischer Leitfähigkeit aufgezeigt. Die Kostentreiber des Elektromotors sollen in diesem
Kapitel identifiziert werden. Das Identifizieren des Kostentreibers ermöglicht den gezielten
Einsatz kostensenkender Technologien. Insbesondere soll ein besonderes Augenmerk auf
die Kosten der Wicklung gelegt werden, da diese gemäss vorhergehendem Kapitel ein ho-
hes Potential zur Steigerung der Leistungsdichte aufweist.
Zur Identifikation der Kostentreiber von Elektromotoren analysiert eine Studie der Uni
Aachen die Angebote von 80 Motorenherstellern66. Dabei wurde zwischen Massenproduktion
(100‘000 Stück/Jahr) und Prototypenfertigung (2000 Stück / Jahr) unterschieden. In Abbil-
dung 11 wurden die Herstellkosten (Material + Fertigungskosten) der einzelnen Motor-
Komponenten aufgelistet. Die Wicklung liegt sowohl bei den Prototypen als auch bei der
Massenfertigung auf Position zwei. Bei der Massenproduktion liegen die Anbauteile (Resol-
ver, Kugellager, …) an erster Stelle. Da die Anbauteile aus mehreren Teilen bestehen, relati-
viert sich dieser Kostentreiber. Im Prototypenstadium ist das Gehäuse der Hauptkostentrei-
ber, weil dieses zu einem hohen Anteil zerspanend hergestellt wird. Es fällt auf, dass die
Wicklung sowohl bei der Prototypenfertigung als auch bei der Massenproduktion ein domi-
nanter Kostentreiber ist. Die kostentreibenden Faktoren der Wicklung sollen nachgehend
genauer untersucht werden.
Abbildung 11: Verteilung der Herstellkosten eines Elektromotors (30kW Dauerleistung)67
Der Stator ist „mit einem Kostenanteil von 35 % (bezogen auf die Gesamtkosten des Motors)
das teuerste Bauteil in der Elektromotorenproduktion, was auf eine aufwändige Produktion
und hohe Materialkosten schliessen lässt.“68 Die Herstellkosten setzen sich aus Fertigungs-
kosten und Materialkosten zusammen. Im Folgenden werden diese Kosten für die Wicklung
genauer betrachtet.
66 Kampker 2014 67 Kampker 2014 68 Kampker 2014
0
50
100
150
200
250
300
Her
stel
lkos
ten
PS
M [€
]
Prototypenfertigung
Massenproduktion
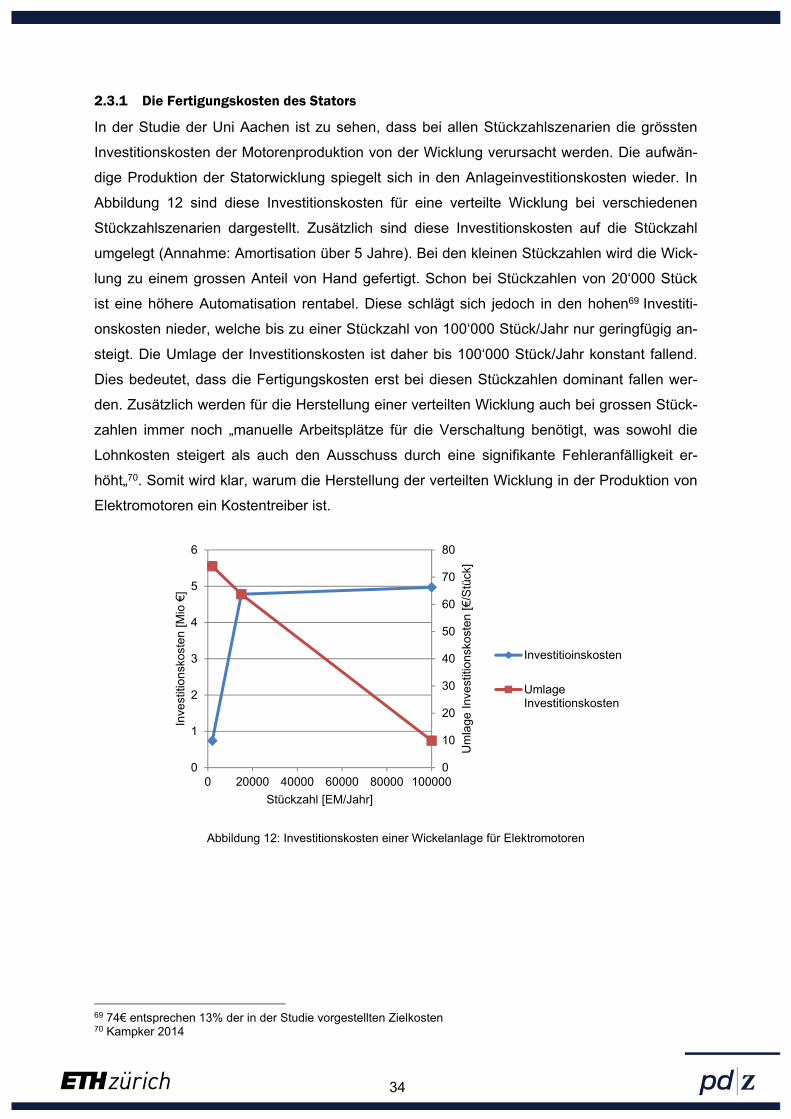
34
2.3.1 Die Fertigungskosten des Stators
In der Studie der Uni Aachen ist zu sehen, dass bei allen Stückzahlszenarien die grössten
Investitionskosten der Motorenproduktion von der Wicklung verursacht werden. Die aufwän-
dige Produktion der Statorwicklung spiegelt sich in den Anlageinvestitionskosten wieder. In
Abbildung 12 sind diese Investitionskosten für eine verteilte Wicklung bei verschiedenen
Stückzahlszenarien dargestellt. Zusätzlich sind diese Investitionskosten auf die Stückzahl
umgelegt (Annahme: Amortisation über 5 Jahre). Bei den kleinen Stückzahlen wird die Wick-
lung zu einem grossen Anteil von Hand gefertigt. Schon bei Stückzahlen von 20‘000 Stück
ist eine höhere Automatisation rentabel. Diese schlägt sich jedoch in den hohen69 Investiti-
onskosten nieder, welche bis zu einer Stückzahl von 100‘000 Stück/Jahr nur geringfügig an-
steigt. Die Umlage der Investitionskosten ist daher bis 100‘000 Stück/Jahr konstant fallend.
Dies bedeutet, dass die Fertigungskosten erst bei diesen Stückzahlen dominant fallen wer-
den. Zusätzlich werden für die Herstellung einer verteilten Wicklung auch bei grossen Stück-
zahlen immer noch „manuelle Arbeitsplätze für die Verschaltung benötigt, was sowohl die
Lohnkosten steigert als auch den Ausschuss durch eine signifikante Fehleranfälligkeit er-
höht„70. Somit wird klar, warum die Herstellung der verteilten Wicklung in der Produktion von
Elektromotoren ein Kostentreiber ist.
Abbildung 12: Investitionskosten einer Wickelanlage für Elektromotoren
69 74€ entsprechen 13% der in der Studie vorgestellten Zielkosten 70 Kampker 2014
0
10
20
30
40
50
60
70
80
0
1
2
3
4
5
6
0 20000 40000 60000 80000 100000
Um
lage
Inv
estit
ions
kost
en [
€/S
tück
]
Inve
stiti
onsk
oste
n [M
io €
]
Stückzahl [EM/Jahr]
Investitioinskosten
UmlageInvestitionskosten

35
2.3.2 Die Materialkosten des Stators
Neben den Fertigungskosten müssen auch die Materialkosten des Motors analysiert werden.
Diese wurden ebenfalls in der Studie der Uni Aachen abgeschätzt. Die in Abbildung 13 dar-
gestellten Materialkosten wurden mithilfe der Kostenverteilung von BRUSA-Motoren aus der
Studie extrahiert.
Abbildung 13: Analyse der Materialkosten des Stators
Die Wicklung besteht aus Draht, Harz und einer Isolierung. Die Kosten für die gesamte Wick-
lung des Stators machen fast die Hälfte (ca. 47 %) der Materialkosten des Stators aus. Für
die referenzierte Studie einer PSM macht die Statorwicklung ca. 14 % der Materialkosten
des Motors aus. Der geringe Anteil der Wicklung erklärt sich mit den dominanten Kosten der
Permanentmagnete einer PSM. Aktuell ist ein klarer Trend weg von den Permanentmagne-
ten hin zu alternativen Lösungen (ASM71, SSM72) erkennbar. Werden die Permanentmagnete
durch Kupfer im Rotor ersetzt, rückt die Wicklung auf den zweiten Platz (direkt hinter Alumi-
nium) der Material-Kostentreiber des gesamten Motors vor. Die Materialkosten der Wicklung
entsprechen somit beim ASM einem Anteil von ca. 23% der Materialkosten des Motors73. Bei
einem Elektromotor, welcher in Grossserie produziert wird, entsprechen die Materialkosten je
nach Studie zwischen 69 %74 bis 73 %75 der Herstellkosten. Eine Studie von Roland Berger
prognostiziert klare Kostenvorteile durch leistungssteigernde Massnahmen: „Es wird deutlich,
dass vor allem die Optimierung der Materialverbräuche die grössten Potenziale zur Kosten-
senkung bietet.“76
71 Aguilera 2012 72 Illiano 2014 73 Kampker 2014 74 Kampker 2014 75 Schlick 2011 76 Kampker 2014
0
10
20
30
40
50
60
Draht Stahl Blech Alu Kleber Harz Isolierung
Materialko
sten Stator [€]
Prototypenfertigung
Massenproduktion

36
2.3.3 Fazit: Die Kostentreiber eines Elektromotor
Die Wicklung ist sowohl bei den Prototypen als auch bei der Massenproduktion ein Haupt-
kostentreiber. Während bei Stückzahlen von 40‘000 Stück/Jahr sich die Investitionskosten-
Umlage und die Materialkosten des gewickelten Stators in etwa die Waage halten, sind bei
grossen Stückzahlen (100‘000 Stück/Jahr) die Materialkosten dominant.
„Die Kosten des Elektromotors entstehen vor allem durch den Einsatz großer Mengen an
hochwertigen Metallen (z.B. Kupfer, seltene Erden). Der Fertigungsprozess selbst (Maschi-
nenstunden und Lohnkosten) spielt bei den Herstellkosten zwar derzeit noch eine relativ ge-
ringe Rolle, hat aber großen Einfluss auf die Materialeffizienz (Füllgrad) und damit auch die
Gesamtkosten. Die Weiterentwicklung der Produktionstechnologien ist dementsprechend
auch für die geforderte Kostensenkung wichtig. So könnte z.B. durch verbesserte Wickel-
technologie der Materialeinsatz verringert werden, bei gleichzeitiger Erhöhung der Leistung.
Zusätzlich ermöglicht die Vollautomatisierung der Produktion (bisher wird für größere Leis-
tungsklassen teilweise noch halbautomatisiert gefertigt) erhebliche Produktivitätssteigerun-
gen.“77
Somit ist eine leistungsgesteigerte Maschine mit einer verbesserten Kühlung, welche weni-
ger Material benötigt, wirtschaftlich sehr lukrativ. Wie im Kapitel 2.2.8 beschrieben wurde, hat
die Statorwicklung ein hohes Potential zur Leistungssteigerung eines Elektromotors. Die nö-
tigen Herstellprozesse einer leistungsgesteigerten Wicklung müssen jedoch noch entwickelt
werden: „Durch die zukünftig große Bedeutung der Elektromotoren für den Automobilbau ist
das Interesse an innovativer Produktionstechnik deutlich gestiegen.“78 Ein identifizierter An-
satz zur Steigerung der Leistungsdichte ist die erhöhte thermische Leitfähigkeit der Wicklung.
Die aktuellen Herstellungsmethoden limitieren die Gestaltungsfreiheit der Wicklung und so-
mit die mögliche Leistungsdichte. Damit diese Grenzen besser verstanden werden, sollen
die aktuellen Herstellprozesse im nächsten Kapitel näher betrachtet werden.
77 Schlick 2011 78 Schlick 2011

37
2.4 Die Herstellung der Stator-Wicklung
Im den zwei vorangehenden Kapiteln wurde die verteilte Wicklung einerseits als thermischer
Flaschenhals und andererseits als Kostentreiber identifiziert. Für das Verständnis der techni-
schen Grenzen und der hohen Investitionskosten der Herstellprozesse werden diese Pro-
zesse hier genauer erklärt. Die einzelnen Prozessschritte und deren Funktionen werden am
Beispiel der Handwicklung erklärt. Nachfolgend werden die bestehenden automatisierten
Prozesse der verteilten Wicklung vorgestellt.
2.4.1 Die manuelle Herstellung der verteilten Wicklung
Für Hauptantriebsmotoren hat sich in der Automobilindustrie die verteilte Wicklung trotz ihrer
Nachteile in der Herstellung durchgesetzt. Dies vor allem wegen der vorteilhaften Leistungs-
dichte und der Sicherheit im Fehlerfall79. Die konventionelle verteilte Wicklung ist aus einem
Handprozess entstanden. Dabei werden die Drähte in die Nuten eingelegt. Diese Technik
wurde erstmals 1856 von Werner von Siemens in seiner Erfindung dem Stromgenerator mit
Doppel-T-Anker eingesetzt80. „Diese Erfindung markierte einen Wendepunkt in der Konstruk-
tion von elektrischen Maschinen. In den folgenden Jahrzehnten verschwinden alle früheren
Konstruktionen vom Markt. Bis heute werden fast alle Elektromotoren mit Wicklungen in Nu-
ten gebaut.“81
Der Prozess der konventionellen verteilten Wicklung geht somit auf einen manuellen Prozess
zurück und hat sich als Standard in der Motorenfertigung von Industrie-Elektromotoren etab-
liert. Der Prozess beginnt mit der Vorbereitung der Spulen. Dabei wird ein isolierter Kupfer-
draht auf eine Schablone aufgewickelt (Abbildung 14a). Dadurch erhalten die Spulen die
richtige Form für den späteren Einbau in den Stator. Zur elektrischen Isolation der Wicklung
wird vor dem Einbringen der Spule Isolationspapier in die Nuten des Statorblechpakets ein-
geschoben (Abbildung 14b). Die vorgewickelten Spulen werden von Hand in radialer Rich-
tung in die isolierten Nuten eingelegt (Abbildung 14c). Dabei können nur wenige Drähte mit-
einander durch den Nutfuss radial in die Nuten eingefädelt werden. Dies ist ein sehr zeitauf-
wendiger Prozess, welcher vor allem für höhere Füllfaktoren immer aufwändiger wird. An-
schliessend müssen die einzelnen Spulen im Wickelkopf zueinander isoliert werden. Die
herausstehenden Enden der Spulen werden miteinander zu einer verteilten Wicklung ver-
schaltet (Abbildung 14d). Der Wickelkopf wird im nächsten Schritt bandagiert (Abbildung
14e). Dabei wird der ganze Wickelkopf mit einem Band zusammengezogen. Dies erhöht die
mechanische Festigkeit des Wickelkopfs und erlaubt eine kompaktere Bauweise. Als letzter
Schritt wird die gesamte Wicklung mit Harz imprägniert (Abbildung 14f). Die Imprägnierung
verfestigt die Wicklung mechanisch und verhindert somit ein Scheuern der Drähte.
79 Mathoy 2010 80 Matschoss 1917, Thomälen 1917 81 Siemens 1857

38
a) Wicklung vorbereiten b) Nuten isolieren c) Wicklung einlegen
d) Wicklung verschalten e) Bandagieren f) Imprägnieren
Abbildung 14: Produktionsschritte der Wicklung eines Elektromotors
Für die Serienproduktion wurde ein Teil dieser Prozesse automatisiert. Die Herausforderun-
gen dieser automatisierten Prozesse werden im nächsten Abschnitt beschrieben.
2.4.2 Die Einzugswicklung
Die Einzugswicklung ist eine automatisierte Version der verteilten Hand-Wicklung. Die ur-
sprünglichen Gene der Einzugswicklung stecken somit in einer alten Wickelart, welche für
einen Handprozess erfunden wurde. Dies macht sich heute noch in der Motorenproduktion
bemerkbar. Komplizierte Einlegeprozess der Spulen sowie Handarbeitsplätze für das Ver-
schalten der Spulen sind heute noch üblich.
Die in Abbildung 14 abgebildeten manuellen Prozessschritte zur Herstellung der verteilten
Wicklung können teilweise automatisiert werden. Das Vorbereiten der Spulen wird ebenso
wie im Prototypenbau von einer Maschine getätigt. Das Isolationspapier wird üblicherweise
automatisiert in die Nuten eingeschossen. Die Spulen werden nicht mehr radial in die Nuten
eingelegt sondern axial eingezogen (siehe Abbildung 15). Dieser herausfordernde automati-
sierte Einziehprozess geschieht relativ langsam, damit die Isolation nicht verletzt wird.

39
Abbildung 15: Einzelschritte einer Einzugswicklung (orange oder lachsfarben ist der Kupferdraht)82
Das Verschalten der Wicklungen (Aufziehen von Isolationsschläuchen auf die Spulenenden,
das Einlegen der Isolation in den Wickelkopf und das Verschalten der Drähte) bleibt bislang
ein manueller Prozess83. Die Einzeldrähte befinden sich vor dem Verschalten an undefinier-
ten Positionen (freihängend in der Luft). Ebenso wird in diesem Schritt der Temperaturfühler,
welcher für das Begrenzen der Dauerleistung verantwortlich ist, manuell in den Wickelkopf
eingesetzt. Für die Bandagierung wird ein nähmaschinenartiger Prozess verwendet, welcher
vollautomatisch ein Band um den Wickelkopf herumwickelt. Als letzter Produktionsschritt
wird der Stator vollautomatisch imprägniert. Oftmals wird in der Serienproduktion ein Strom-
UV-Verfahren eingesetzt, bei welchem das Harz entweder durch Strom (Hitze) oder durch
das UV-Licht schnell aushärtet.
Eines der Hauptherausforderungen der Wicklung ist somit das Einlegen der Drähte in die Nut
und das nachträgliche Verschalten und Isolieren im Wickelkopf. Die Schwierigkeit ergibt sich
aus der Biegeschlaffheit der Drähte. „Da diese unfixiert in den Stator eingezogen werden,
kann die Verschaltung nicht automatisiert stattfinden, was diesen Prozessschritt teuer und
anfällig für Fehler macht.“84 Dadurch werden auch bei der Massenproduktion „manuelle Ar-
beitsplätze für die Verschaltung benötigt, was sowohl die Lohnkosten steigert als auch den
Ausschuss durch eine signifikante Fehleranfälligkeit erhöht.“85 Eine Übersicht über die ein-
zelnen Produktionsstationen zur Herstellung der Einzugswicklung ergibt eine Darstellung von
Risomat (führender Hersteller von Einzugswicklungs-Anlagen).
82 Wikipedia Spulenwickeltechnik 83 Kampker 2014 84 Kampker 2014 85 Kampker 2014

40
Abbildung 16: Prozessschritte der Einzugswicklung86
Wegen der Biegeschlaffheit der Drähte ist die Reproduzierbarkeit der Wicklung nicht gege-
ben. Die Position jedes einzelnen Drahtes kann nicht garantiert werden. Dies ist sowohl für
die Automatisierung als auch für die Positionierung des Temperatursensors im Wickelkopf
hinderlich. Da sich ein grosser Temperaturgradient im Wickelkopf befindet, wirkt sich die un-
genaue Positionierung des Temperatursensors negativ auf die Dauerleistung aus. Durch die
Streuung der Position des Temperatursensors besteht die Gefahr, dass die Wicklung über-
hitzt wird. Somit müssen die Temperaturgrenzen konservativ gewählt werden. Dadurch kann
nicht die maximal mögliche Dauerleistung abgerufen werden. Dadurch werden die Material-
kosten des Motors unnötig erhöht.
Für die Qualitätssicherung des Herstellprozesses ist eine Prozessüberwachung jedes Pro-
zessschrittes mit einer hohen Testtiefe nötig. Aktuell kann bei der Einzugswicklung zwischen
den einzelnen Prozessschritten nur schwer die Qualität quantifiziert werden. Erst nach dem
Verschalten kann ein Isolationstest, eine Widerstands- oder Induktivitätsmessung der Wick-
lung durchgeführt werden. Wegen der späten Qualitätsprüfung fallen bei einem Fehler die
bis dahin geleisteten Produktionskosten an. Für eine optimale Prozessbeherrschbarkeit wäre
es wünschenswert, vor und nach jedem Produktionsschritt eine Qualitätsprüfung durchführen
zu können. Für die zukünftigen hohen Stückzahlen muss somit die „Wickeltechnologie wei-
terentwickelt werden, um die Anforderungen der Automobilindustrie hinsichtlich Qualität und
Reproduzierbarkeit von identischen Komponenten zu erfüllen.“87
86 Mit freundlicher Genehmigung von Hr. Halder (CEO) der Firma Risomat 87 Schlick 2011

41
2.4.2.1 Fazit:HerausforderungenderverteiltenWicklung
Die gängigste Wicklungsmethode für einen Elektromotor ist die Einzugswicklung. Die unvoll-
ständige Automatisierbarkeit und die noch zu verbessernde Prozesssicherheit sind die aktu-
ellen Nachteile der Einzugswicklung. Beim Einziehverfahren ist die Position der Drähte in der
Nut willkürlich und der Nutfüllfaktor durch den Prozess begrenzt. Diese prozessbedingten
Grenzen limitieren die Möglichkeiten einer Leistungssteigerung. Somit ist der Herstellprozess
die Hauptursache für die Leistungsbegrenzung im Elektromotor.
Zusätzlich ist für die Erreichung der Zielkosten und der Qualitätsanforderungen eine voll-
automatisierte Herstellung der Wicklung notwendig. Eine Studie von Roland Berger88 be-
trachtet diese Ziele als eines der grössten Herausforderungen der E-Motoren-Fertigung.
So besteht neben dem Bedarf zur Steigerung der Leistungsdichte von Elektromotoren auch
ein klarer Bedarf zur Verbesserung des Herstellungsprozesses der verteilten Statorwicklung.
Eine deutliche Steigerung der Leistungsdichte muss bei einem 100%-igen Automatisie-
rungsgrad erreicht werden.
2.4.3 Gesteckte Wicklungen
Die gesteckte Wicklung ist eine alternative Methode für die Herstellung der verteilten Wick-
lung in grossen Stückzahlen. Diese Wickelart wird in Lichtmaschinen in hohen Stückzahlen
eingesetzt. Dabei werden einzelne Kupferstäbe zu einem U vorgebogen und in den Stator
eingesteckt. Die beiden Enden des U werden auf der anderen Seite wiederum gebogen und
mit einem nächsten U zu einer verteilten Wicklung verbunden. Ein Vorteil beim Handling die-
ser Wicklung ist der Einsatz von den Voll-Kupferstäben. Durch den erhöhten Querschnitt der
Kupferstäbe im Vergleich zu den Einzeldrähten der Einzugswicklung löst sich das Problem
der Biegeschlaffheit der Einzeldrähte. Dadurch wird eine vollautomatische Herstellung er-
möglicht. Hingegen steigen durch die Erhöhung des Leiter-Querschnittes die Stromverdrän-
gungseffekte, welche zu erhöhten Kupferverlusten führen. Da die Kupferzusatzverluste fre-
quenzabhängig sind, ist dies bei langsam drehenden und tiefpoligen Elektromotoren, welche
mit tiefen Frequenzen betrieben werden, ein vernachlässigbares Problem. Bei schelldrehen-
den und höherpoligen Elektromotoren, wie sie aktuell in den meisten Elektrofahrzeugen ein-
gesetzt werden, steigen die Kupferzusatzverluste beim Einsatz von Vollkupferstäben stark
an.
88 Schlick 2011

42
2.4.4 Nadelwicklung
Die Nadelwicklung ist ein Herstellprozess, welcher aktuell für den Einsatz im EV stark er-
forscht wird89. Es handelt sich dabei um eine CNC geführte Nadel, welche den Draht im Sta-
tor platziert. Ein Vorteil der Nadelwicklung gegenüber der Einziehwicklung ist die definierte
Platzierung des Drahtes während des Wickelns. Ebenso ist dieser Wickelprozess sehr flexi-
bel in der Produktion, womit viele Statortypen auf der gleichen Wickelanlage hergestellt wer-
den können. Eine Herausforderung für diesen Wickelprozess ist die Taktzeit. Bei einer Takt-
zeit von 60 Sekunden würden für einen BRUSA-Motor mittlere Geschwindigkeiten von
20 m/s nötig sein. Um dies zu erreichen, müssten Beschleunigungen der Nadel von über
1000g realisiert werden90. In wie weit solch kurze Taktzeiten erreicht werden können, wird
sich in Zukunft zeigen.
2.4.5 Fazit: Herstellprozesse und Herstellungsqualität der Wicklung
Das Bewickeln des Stators mit einer Kupferwicklung wird als Kernprozess in der Elektromo-
toren-Produktion angesehen. Da die aktuelle industrialisierte Einzugswicklung von einem
Handwickelprozess abgeleitet wurde, ist der Prozess selbst bei grossen industriellen Mo-
torenproduzenten nur teilautomatisiert. Zwar bestehen alternative Prozesse zur Herstellung
der verteilten Wicklung wie die Einsteckwicklung oder die Nadelwicklung, welche eine 100%-
ige Automatisierung erlauben. Der Vorteil der Vollautomatisierung wird jedoch mit dem Nach-
teil der erhöhten Kupferverluste oder erhöhten Taktzeiten erkauft. Es besteht ein klarer Be-
darf die Anforderungen der Automobilindustrie an die Wickeltechnologie hinsichtlich Leis-
tungsdichte, Preis, Qualität und Reproduzierbarkeit zu erfüllen. Deshalb steckt ein hohes
Entwicklungspotential in den Herstellprozessen der Wickeltechnologie.91
89 Grosse 2014, Bickel 2014, Bickel 2015 90 150 Drähte je Nut bei 60 Nuten => 150 Drähte je Sekunde über eine aktive Länge 130mm verlegen => mittlere Geschwindigkeit von 20m/s => Beschleunigung von ca. 1200g. 91 Schlick 2011

43
2.5 Fazit Entwicklungspotential
Eines der zentralen Elemente für den Antrieb eines Elektrofahrzeugs ist der Elektromotor.
Dieser wird für fast alle erhältlichen Serienfahrzeuge mit einer verteilten Wicklung hergestellt.
Wegen der begrenzten Platzverhältnisse in Fahrzeugen ist die Erhöhung der Leistungsdichte
von Elektromotoren eine wichtige Herausforderung für zukünftige Entwicklungen.
Eine Analyse der Erfolgsfaktoren der Automobilzulieferindustrie zeigt, dass zusätzlich zur
erhöhten Leistungsdichte der Kostendruck und die Qualitätsanforderungen steigen werden.
Die Qualitätsanforderungen hängen vom Herstellprozess ab, weshalb dieser ebenfalls zu
den Erfolgskriterien zählt. In der weitergehenden Untersuchung werden die Möglichkeiten
zur Steigerung der Leistungsdichte, die aktuellen Kostentreiber und die aktuellen Herstell-
prozesse im Zusammenhang mit der Qualität analysiert.
Die Steigerung der Leistungsdichte ist ein zentrales Erfolgskriterium für zukünftige Elektro-
motoren. Die Leistung eines Elektromotors lässt sich in Spitzen- und Dauerleistung untertei-
len. Ein sinnvolles Verhältnis von ca. 2:1 hat sich etabliert. Unter Annahme von diesem Ver-
hältnis ist die Dauerleistung der limitierende Faktor. Diese ist von der Kühlung des Elektro-
motors abhängig. Eine verbesserte Kühlung steigert die Dauerleistung des Elektromotors
oder ermöglicht diesen kleiner und kostengünstiger zu bauen. Eine Sensitivitäts-Analyse
eines Elektromotors hat ergeben, dass der thermische Widerstand der Wicklung einen Fla-
schenhals in der thermischen Widerstandskette darstellt. Deshalb steckt zur Steigerung der
Leistungsdichte ein hohes Potential in der Erhöhung der thermischen Leitfähigkeit der Wick-
lung.
Für die kompetitive Herstellung von Elektromotoren müssen die Herstellkosten konkurrenz-
fähig sein. Deshalb wurden die Material- und Fertigungskosten des Elektromotors untersucht.
Die Wicklung wurde sowohl bei der Prototypenfertigung als auch bei der Massenproduktion
als ein Hauptkostentreiber identifiziert. Bei der Prototypenfertigung ist vor allem die manuelle
Arbeit ein Kostentreiber. Für die automatisierte Herstellung bei höheren Stückzahlen fallen
die Materialkosten immer mehr ins Gewicht. Bei einer Stückzahl von etwa 40‘000 Stück/Jahr
pro Jahr sind die Investitionskosten-Umlage und die Materialkosten des gewickelten Stators
etwa gleichwertig. Bei grossen Stückzahlen (100‘000 Stück/Jahr) sind vor allem die Material-
kosten dominant. Die Fertigungskosten selbst spielen zwar bei grossen Stückzahlen eine
geringere Rolle als die Materialkosten, jedoch limitiert der Prozess der Einzugswicklung die
aktuelle Leistungsdichte. Die Materialkosten lassen sich somit nicht reduzieren. Aus diesem
Grund besteht beim Fertigungsprozess der Einzugswicklung ein hohes und wirtschaftlich
interessantes Entwicklungspotential.

44
In der Elektromotoren-Produktion wird das Bewickeln des Stators mit einer Kupferwicklung
als Kernprozess angesehen. Da die aktuelle industrialisierte Einzugswicklung von einem
Handwickelprozess abgeleitet wurde, ist der Prozess selbst bei grossen industriellen Mo-
torenproduzenten nur teilautomatisiert. Alternative Prozesse zur Herstellung der verteilten
Wicklung wie die Einsteckwicklung erlauben eine 100%-ige Automatisierung. Werden diese
in die aktuellen EM eingesetzt, reduzieren diese durch die erhöhten Verluste deren Perfor-
mance. Die aktuellen Wickeltechnologien erfüllen die hohen Anforderungen der Automobilin-
dustrie hinsichtlich Leistungsdichte, Preis, Qualität und Reproduzierbarkeit noch nicht. Des-
halb ist ein hohes Entwicklungspotential bei der Wickeltechnologie vorhanden.
Die verteilte Wicklung im Elektromotor wurde als potentieller Flaschenhals für die Steigerung
der Leistungsdichte identifiziert. Zudem ist die verteilte Wicklung ein Hauptkostentreiber bei
der Herstellung des Elektromotors. Die aktuelle Herstellung der Wicklung limitiert die Mög-
lichkeiten der Leistungsdichtensteigerung und ist aktuell nur teilautomatisiert. Da die Kosten,
Herstellungsqualität und die Leistungsdichte die drei wichtigsten Erfolgsfaktoren in der Au-
tomobilindustrie sind, besteht ein hohes Forschungs- und Innovationspotential im Gebiet der
verteilten Motorenwicklung. Somit gliedert sich diese Arbeit in folgende Teile:
Lösungen zur Steigerung der Leistungsdichte
Lösungen für die vollautomatisierte Herstellung der neuen Ansätze finden
Bewertung der Kosten anhand eines Prototyps.
Im nächsten Kapitel werden die Forschungsfragen zu diesen drei Punkten vorgestellt.

45
3 Forschungsfragen
Ziel der Arbeit ist es eine innovative und wirtschaftliche Wickeltechnologie für leistungsge-
steigerte Elektromotoren zu erforschen und zu entwickeln. Die Arbeit ist in folgende drei Tei-
le unterteilt:
Lösungen zur Steigerung der Leistungsdichte
Lösungen für die vollautomatisierte Herstellung der neuen Ansätze finden
Bewertung der Kosten anhand eines Prototyps.
Die Forschungsfragen zu diesen drei Teilen der Arbeit werden nachfolgend vorgestellt.
3.1 Steigerung der Leistungsdichte
In Kapitel 2.2 wurde ein hohes Entwicklungs- und Innovationspotential bei der Wicklung des
Elektromotors identifiziert. Die Literatur deutet auf einen thermischen Flaschenhals in der
Wicklung des Motors hin. Die gefundenen Untersuchungen basieren auf Simulationen wel-
che mit thermischen Leitfähigkeiten aus der Literatur durchgeführt wurden. Da die Literatur-
werte weit streuen, stehen die gefundenen Untersuchungen auf wackligen Beinen. Deshalb
wird in Kapitel 4.1 zuerst die Hypothese des thermischen Flaschenhalses der Wicklung be-
stätigt. Dies erfolgt mit einer experimentellen Untersuchung der Temperaturen im inneren
eines Elektromotors. Daraus ergibt sich die erste Forschungsfrage:
Forschungsfrage 1: Wie sind die Temperaturen innerhalb eines Elektromotors verteilt?
Wie können daraus der thermische Widerstand und die thermische Leitfähigkeit der einzel-
nen Komponenten bestimmt werden? Kann die Hypothese bestätigt werden, dass die Wick-
lung im thermischen Ersatzschaltbild den grössten Widerstand besitzt und somit den ther-
mischen Flaschenhals des Elektromotors bildet?
Mittels der Antwort der ersten Forschungsfrage kann die thermische Leitfähigkeit abge-
schätzt und in einem Simulationsmodell verwendet werden. Dieses wird in Kapitel 4.2 zu
Quantifizierung der Zielwerte der thermischen Leitfähigkeit der Komponenten verwendet.
Daraus ergibt sich die zweite Forschungsfrage:
Forschungsfrage 2: Welchen Einfluss hat die Steigerung der thermischen Leitfähigkeit der
im Stator verbauten Komponenten (Wicklung, Isolation, Blech) auf die Dauerleistung des
Elektromotors? Welche Zielwerte der thermischen Leitfähigkeit ergeben sich für die For-
schung?

46
Eine Steigerung der thermischen Leitfähigkeit der Wicklung zeigt ein hohes Leistungssteige-
rungspotential auf. Zur Erreichung der definierten Zielwerte der thermischen Leitfähigkeit der
Wicklung werden die Grundlagen für den Wärmefluss innerhalb der Wicklung erforscht. Da
keine handelsüblichen Methoden zur Messung der thermischen Leitfähigkeit von anisotropen
Wicklungsproben vorhanden sind, wird in Kapitel 4.3 ein Prüfstand für diese Forschung ent-
wickelt. Mithilfe dieses Prüfstands werden in Kapitel 4.4 verschiedene Varianten der Wick-
lungsproben thermisch vermessen. Zusätzlich werden die Auswirkungen der verschiedenen
Einflussfaktoren auf die thermische Leitfähigkeit experimentell quantifiziert. Daraus ergibt
sich die dritte Forschungsfrage:
Forschungsfrage 3: Wie hoch ist die thermische Leitfähigkeit der verteilten Wicklung? Was
sind mögliche Einflussfaktoren zur Steigerung der thermischen Leitfähigkeit? Welche Aus-
wirkungen haben diese auf die thermische Leitfähigkeit? Welche physikalischen Effekte
stecken hinter den einzelnen Einflussfaktoren? Welche Einflussfaktoren sind die vielver-
sprechendsten zur Erreichung der Zielwerte aus Forschungsfrage 2?
Die erfolgsversprechenden Einflussfaktoren werden anhand neuer Wicklungsproben er-
forscht. Die gesteigerte thermische Leitfähigkeit der neuen Wicklungsproben wird experimen-
tell bestätigt und quantifiziert. Für die Bestimmung der optimalen Parameter der Wicklung
wird unter Berücksichtigung der betrachteten physikalischen Effekte ein thermisches Modell
entwickelt und mit den Messungen abgeglichen. Damit lassen sich die optimalen Parameter
der Wicklung bestimmen. Daraus ergibt sich die vierte Forschungsfrage:
Forschungsfrage 4: Wie weit kann die thermische Leitfähigkeit durch die in Forschungs-
frage 3 erforschten Einflussfaktoren gesteigert werden? Mit welchen thermischen Modellen
kann die thermische Leitfähigkeit simuliert werden? Wie kann mit Hilfe dieser Modelle die
Wicklung thermisch optimiert werden?
Die Wicklung kann mit dieser Forschung thermisch optimiert werden. Neben der Wicklung
wird in Kapitel 4.5 ebenfalls die thermische Leitfähigkeit der Nut-Isolation untersucht. Diese
wird im Motor als thermische Schnittstelle zwischen Wicklung und Statorblech betrachtet.
Diese Schnittstelle hängt einerseits von der thermischen Leitfähigkeit der Isolation ab, ande-
rerseits von der thermischen Anbindung der Wicklung an das Statorblech. Mit einem experi-
mentellen Aufbau wird das Verbesserungspotential des thermischen Widerstandes der Isola-
tion in Kombination mit der verbesserten Wicklung erforscht. Daraus ergibt sich die fünfte
Forschungsfrage:

47
Forschungsfrage 5: Welche thermischen Kennwerte können in thermischen Simulationen
für das Nut-Isolations-System (inklusive den Kontaktstellen zur Wicklung und zum Blechpa-
ket) verwendet werden? Wie kann der thermische Widerstand des Nut-Isolations-System in
Kombination mit der verbesserten Wicklung verringert werden? Welche verbesserten ther-
mischen Kennwerte können in Simulationen für das Nut-Isolations-System eingesetzt wer-
den?
Mit den ersten fünf Forschungsfragen werden die Grundlagen zur Leistungssteigerung des
Elektromotors erarbeitet. Für die Realisierung eines solchen Motors müssen zusätzlich ge-
eignete Herstellprozesse erforscht werden. Die Forschungsfragen dazu werden im Folgen-
den betrachtet.
3.2 Vollautomatisierte Herstellung der Wicklung
Basierend auf den Erkenntnissen der Steigerung der Leistungsdichte von Kapitel 4 werden in
Kapitel 5 die automatisierbaren Herstellprozesse der Wicklung untersucht. Hierzu werden in
Kapitel 5.1 die Herausforderungen des Stands der Technik analysiert und die Ursachen für
die aktuellen Probleme identifiziert. Für die Auslegung der Taktzeit werden die zukünftigen
Stückzahlprognosen analysiert. Diese Themen werden in der sechsten Forschungsfrage
behandelt.
Forschungsfrage 6: Welche aktuellen Herausforderungen verhindern beim Stand der
Technik ein vollautomatisiertes Bewickeln von Elektromotoren mit hohen Leistungsdichten?
Welche Anforderungen geben sich hieraus für eine zukünftige vollautomatisierte Produkti-
onsanlage?
Mit diesen Erkenntnissen werden in Kapitel 5.2 die einzelnen Prozessschritte für die Herstel-
lung der in Forschungsfrage 1 bis 5 erforschten Wicklung entwickelt. Für eine Abschätzung
der Taktzeit wird für jeden Produktionsschritt ein Demonstrator aufgebaut. Damit lässt sich
die Taktzeit experimentell ermitteln. Daraus ergibt sich die siebte Forschungsfrage:
Forschungsfrage 7: Welche Produktionsschritte sind für die Herstellung der leistungsge-
steigerten Wicklung notwendig und wie sehen diese aus? Welche Taktzeiten ergeben sich
für diese Produktionsschritte?
Basierend auf der Taktzeit und den Abschätzungen der Anlagekosten werden in der letzten
Forschungsfrage die Herstellkosten des Elektromotors betrachtet.

48
3.3 Bewertung der Kosten
Mittels den in Kapitel 5 entwickelten Herstellprozessen wird ein Prototyp eines Elektromotors
aufgebaut. Dieser wird am Prüfstand vermessen (Kapitel 6.1). Basierend auf den Ergebnis-
sen werden in Kapitel 6.2 die Herstellkosten von zwei leistungsgleichen Motoren (Stand der
Technik vs. erforschter Wicklung) miteinander verglichen und ausgewertet. Daraus ergibt
sich die achte Forschungsfrage:
Forschungsfrage 8: Wie verhalten sich die Kosten zweier Elektromotoren mit gleichen
Leistungsdaten aber unterschiedlicher Wicklungen (Einzugswicklung vs. erforschter Wick-
lung)? Existiert ein Break-Even für die erforschte Wicklung? Falls ja, bei welcher Stückzahl?
Mit diesen acht Forschungsfragen soll eine neuartige Wicklung erforscht werden. Das nächs-
te Kapitel widmet sich der Steigerung der Leistungsdichte.

49
4 Steigerung der Leistungsdichte
Die Leistungsdichte spezifiziert wieviel Leistung pro Volumen oder Gewicht ein Motor erbrin-
gen kann. Die Erhöhung der Leistungsdichte bringt Gewichts- und Volumenvorteile im Fahr-
zeug. Ein geringeres Gewicht ist für den Energieverbrauch des Fahrzeugs vorteilhaft und
reduzierte die Materialkosten. Durch den Volumenvorteil kann mehr Raum für die Benutzer
geschaffen werden.
Von Bennion92 und von Bolietti93 wurde in Simulationen die Wicklung als thermischer Fla-
schenhals identifiziert. Da für die thermische Leitfähigkeit der Wicklung in der Literatur keine
einheitlichen Daten gefunden wurden (vergleiche Abbildung 9), stehen diese Simulationen
auf wackligen Beinen. Aus diesem Grund wird ein BRUSA-Motor im Dauer-Prüfstandsbetrieb
thermisch vermessen. Daraus werden die thermischen Widerstände abgeleitet, wodurch die
Hypothese der geringen thermischen Leitfähigkeit der Wicklung verifiziert werden kann.
4.1 Identifikation des thermischen Flaschenhalses
Thermische Messungen an einem bestehenden BRUSA-Motor zeigen, in wie weit die ther-
mische Leitfähigkeit der Wicklung einen thermischen Flaschenhals bildet. Die thermischen
Leitfähigkeiten der einzelnen Komponenten werden mithilfe eines vereinfachten thermischen
Modells abgeschätzt. Damit soll die Forschungsfrage 1 beantwortet werden.
Forschungsfrage 1: Wie sind die Temperaturen innerhalb eines Elektromotors verteilt?
Wie können daraus der thermische Widerstand und die thermische Leitfähigkeit der einzel-
nen Komponenten bestimmt werden? Kann die Hypothese bestätigt werden, dass die Wick-
lung im thermischen Ersatzschaltbild den grössten Widerstand besitzt und somit den ther-
mischen Flaschenhals des Elektromotors bildet?
4.1.1 Thermische Prüfstands Versuche
Zur Identifikation der thermischen Widerstände wird der verteilt gewickelten Stator in ein
thermisches Widerstandsnetzwerk mit folgenden Komponenten unterteilt: Wicklung, Zahn,
Joch, Kühlmantel und Kühlwasser. Die Wicklung ist stromdurchflossen und erzeugt ein Mag-
netfeld, welches ein Moment im Motor bewirkt. Die Verluste in der Wicklung (Ohmsche Ver-
luste) und im Statorblech (Eisenverluste) werden über den Kühlmantel abgeführt. Der Wär-
mestrom wird unidirektional angenommen. Die Wärme fliesst von der Wicklung ausschliess-
lich in den Zahn, von diesem dann über das Joch in den Kühlmantel und schlussendlich ins
Wasser (siehe Abbildung 8).
92 Bennion 2012 93 Boglietti 2004

50
Am Prüfstand wurde die Abhängigkeit der Verluste von der Drehzahl und dem Drehmoment
gemessen. Bei verschiedenen Drehzahlen (2000rpm, 4000rpm, 6000rpm, 8000rpm) wurden
die Temperaturen beim maximal möglichen Dauermoment ermittelt. Im Versuch wurde das
Moment so lange erhöht bis die Temperatur des heissesten Punkts im Motor seine material-
bedingten Grenze erreicht hat.
Abbildung 17: Motorenprüfstand, links Prüfling, rechts Bremsmotor
An den Schnittstellen der jeweiligen Komponenten (Wicklung, Zahn, Joch, Kühlmantel und
Kühlwasser) wurden Thermoelemente platziert. Zusätzlich wurde mit einem Thermoelement
im Wickelkopf der Temperaturabfall längs der Nut gemessen. Für die vier Arbeitspunkte
wurden die Temperaturen im stationären Zustand ausgewertet. Aus diesen Temperaturmes-
sungen werden mittels der Geometrieparameter und den entstandenen Verlustleistungen die
thermischen Leitfähigkeiten berechnet. Da die Hauptflussrichtung zwischen den Messpunk-
ten als eindimensional angenommen wird, werden die gemessenen Temperaturen entlang
der Hauptflussrichtung des Wärmestroms ausgewertet. Die Temperaturverläufe entlang der
Hauptflussrichtung sind in der Abbildung 18 aufgetragen.
Abbildung 18: Temperaturverlauf entlang des Wärmestroms im Motor, in Fett die Orte der Temperaturmessungen,
in kursiv die Gebiete zwischen den Temperaturmessungen
0
20
40
60
80
100
120
140
160
180
-0.08 -0.06 -0.04 -0.02 0
Tem
pera
tur
[°C
]
Distanz [m]
2000 rpm 140 Nm
4000 rpm 140 Nm
6000 rpm 140 Nm
8000 rpm 88 Nm
TW
icke
lko
pf
T W
ickl
un
gin
Nu
t
T Z
ahn
au
ssen
Wicklung entlangden Drähten
Zahn Joch
T Kühlwasser
Wic
klun
g
Küh
lman
tel

51
Aus dem örtlichen Verlauf der Temperaturen, den Geometrieparametern und der Annahme
des uniformen Wärmestroms können die thermischen Widerstände abgeschätzt werden. Die
Herleitung dieser Berechnung wird im nächsten Abschnitt beschrieben.
4.1.2 Abschätzung der thermischen Leitfähigkeiten
Die Wärmeleitungsgleichung für den eindimensionalen Fall beschreibt einen Wärmestrom
pro Fläche , welcher von der thermischen Leitfähigkeit sowie dem Temperaturgradienten
⁄ abhängt:
5
Die Integration dieser Gleichung nach einer konstanten Fläche ergibt:
A 6
Der Temperaturgradient multipliziert mit der Fläche ergibt ein Mass für den Wärmestrom
pro thermische Leitfähigkeit. Der Quotient ⁄ ist ein Mass für den Wärmestrom und die
Güte der Wärmeabfuhr. Je kleiner der Quotient ist, umso kleiner ist entweder der Wär-
mestrom oder umso besser ist die Wärmeabfuhr. Dieser Quotient wurde aus den Messwer-
ten (Abbildung 18) ermittelt und ist in Abbildung 19 dargestellt.
Abbildung 19: Wärmestrom pro Wärmeleitfähigkeit von verschiedenen Betriebspunkten ausgewertet an sechs
Positionen im Stator (Wert von „Nut Längs“ ist zu klein zum darstellen)
Die Auswertung der Messresultate zeigt für alle Betriebspunkte den grössten Quotienten
quer zu Nut. Dies lässt sich mit grossen ohmschen Verlusten in der Nut und/oder schlechter
Wärmeleitung quer zur Nut erklären.
Der Quotient hat eine Abhängigkeit von der Drehzahl. Je höher die Drehzahl desto mehr
steigen die Eisenverluste wegen den erhöhten Frequenzen an. Die Versuchsdurchführung
gibt eine maximal erlaubte Temperatur in der Wicklung vor. Steigen die Verluste im
0
5
10
15
20
25
30
35
Nut Längs Nut Quer Zahn Joch
Wär
emst
rom
/ther
m.
Leitf
ähig
keit
[mK
]
2000 rpm 140 Nm
4000 rpm 140 Nm
6000 rpm 140 Nm
8000 rpm 88 Nm

52
Statorblech, müssen die Verluste in der Wicklung reduziert werden, damit gleiche maximale
Temperatur in der Wicklung erreicht wird. Somit wird klar, dass der Quotient der „Nut
Quer“ mit steigender Drehzahl sinkt.
Es bleibt die thermischen Leitfähigkeiten aus den Quotienten zu berechnen. Die Verluste
können aus den Messdaten des Prüfstands berechnet werden. Die gesamten Verluste wer-
den aus der Differenz zwischen Eingangs- und Ausgangsleistung des Motors ermittelt. Die
mechanischen Verluste (Reibungsverluste) werden mit einem Leerlaufversuch ermittelt. Der
Prüfling wird stromlos betrieben und von der Bremsmaschine geschleppt. Das Bremsmo-
ment kann mit der Drehmomentmesswelle ermittelt werden. Die Kupferverluste können aus
dem Kupferwiderstand und dem gemessenen Motorstrom berechnet werden ( ∗ ).
Die Eisenverluste ergeben sich aus der Differenz der gesamten Verluste und den Kupfer-
und mechanischen Verlusten.
Mit Hilfe der ermittelten Verluste und den berechneten Quotienten kann auf die thermischen
Leitfähigkeiten der einzelnen Materialien rückgeschlossen werden.
A 7
Die ermittelten Eisenverluste werden proportional zum Volumen von Zahn und Joch unterteilt.
b
Abbildung 20: Ermittelte Wärmeleitfähigkeit je Komponente
Beim Vergleichen der thermischen Leitwerte fällt der geringe Wert quer zur Wicklung (Nut
quer) auf. Die thermische Leitfähigkeit ist eine Materialkonstante und ist somit unabhängig
vom Betriebspunkt. Die ersichtliche Streuung in der Grafik resultiert aus einem stark verein-
fachten thermischen Modell und der Messunsicherheiten der thermischen Messungen. Trotz
der Streuung können die thermischen Leitfähigkeiten der einzelnen Komponenten abge-
schätzt werden. Dazu wurde jeweils der Mittelwert aus den errechneten thermischen Leitfä-
higkeiten gebildet (siehe Tabelle 1).
0
10
20
30
40
50
Nut Längs Nut Quer Zahn Joch
Wär
mel
eitfä
higk
eit
[W/m
K]
2000 rpm 140 Nm
4000 rpm 140 Nm
6000 rpm 140 Nm
8000 rpm 88 Nm
Max ≈ 440

53
Tabelle 4: Vergleich der Vor- und Nachteile der verteilten und der konzentrierten Wicklung
Mittelwert der abgeschätzten
thermische Leitfähigkeit [W/mK]
Theoretische thermische
Leitfähigkeit [W/mK]
Abweichung
Nut Längs 441.6 ‐ ‐
Nut Quer 0.9 ‐ ‐
Zahn 26.5 20 +25%
Joch 27.2 20 +26%
Ein Vergleich der thermischen Leitfähigkeiten von Zahn und Joch mit den Herstellerangaben
zeigt eine Abweichung von etwa 25%. Wird dieselbe Abweichung für die Nut quer ange-
nommen, ergibt sich eine thermische Leitfähigkeit von 0.59 W/mK. Dieser Wert ist die Basis
für die folgenden Untersuchungen im Kapitel 4.2.
Der thermische Widerstand der einzelnen Komponenten kann nun berechnet wer-
den:
∗ 8
Die nachfolgende Abbildung zeigt die ermittelten thermischen Widerstände.
Therm. Widerstand [K/W]
Nut Längs 1.77
Nut Quer 15.68
Zahn 1.81
Joch 0.85
Konvektion Kühlwasser
0.79
a) Thermische Widerstände b) Mittelwert der thermischen Widerständen
Abbildung 21: Ermittelte thermische Widerstände je Komponente
Für den quantitativen Vergleich wurde wiederum der Mittelwert der einzelnen thermischen
Widerstände verwendet. Der thermische Widerstand der Wicklung ist um mindestens Faktor
8 grösser als alle anderen.
Bei allen Auswertungen ist der Einfluss der Messunsicherheit zu berücksichtigen. Die Ther-
moelemente sind schwierig genau zu positionieren, was den gemessenen Quotienten beein-
flusst. Trotz dieser Unsicherheit ist der thermische Widerstand der Wicklung so dominant,
dass dieser weiter untersucht werden muss.
0
2
4
6
8
10
12
14
16
The
rmis
cher
Wid
erst
and
[K/W
]
2000 rpm 140 Nm
4000 rpm 140 Nm
6000 rpm 140 Nm
8000 rpm 88 Nm

54
4.1.3 Fazit: Thermischer Flaschenhals
Aus den vorgängigen Untersuchungen konnte die Wicklung des untersuchten BRUSA-
Motors als thermischer Flaschenhals identifiziert werden, womit die Hypothese aus Kapitel
2.2.8 bestätigt ist.
Kurzantwort auf Forschungsfrage 1: Die maximale Temperatur im Stator wird in der
Wicklung erreicht. Von der Wicklung wird die Wärme in Richtung Kühlmantel abgeleitet. Der
grösste Temperaturgradient ist in der Wicklung vorzufinden. Mit Hilfe der Geometrieparame-
ter kann die thermische Leitfähigkeit und der thermische Widerstand abgeschätzt werden.
Aus dem thermischen Widerstandsmodell ist ersichtlich, dass die Wicklung sowohl die tiefs-
te thermische Leitfähigkeit als auch den grössten thermischen Widerstand besitzt und somit
den thermischen Flaschenhals des Motors bildet.
Es bleibt die genauere Untersuchung, wie die thermische Leitfähigkeit der Wicklung gestei-
gert werden kann.
Die Wicklung besteht aus der Isolation, den isolierten Kupferdrähten und einem Vergussharz,
welches Lufteinschlüsse beinhalten kann (vergleiche Abbildung 22). Der Anteil des Kupfers
in einer verteilten Wicklung liegt bei 40 % bis 45 %. Die Kupferdrähte sind in der Nut unre-
gelmässig angeordnet. Je nach Vergussmethode bilden sich Lufteinschlüsse, welche an un-
definierten Stellen liegen. Nur das Isolationspapier befindet sich in einer gut definierten Posi-
tion zwischen Zahn und Wicklung. Aus diesem Grund soll die Wicklung bestehend aus dem
Draht und dem Vergussharz inklusive Luft getrennt von dem örtlich gut definierten Isolati-
onspapier betrachtet werden.
Für das grundlegende Verständnis der thermischen Leitfähigkeit der Wicklung und der Isola-
tion sollen wegen der komplexen geometrischen Verhältnisse und den teilweise unbekann-
ten Parametern experimentelle Untersuchungen durchgeführt werden. Aus einer systemati-
schen Versuchsreihe sollen die Haupteinflussfaktoren verstanden werden. Daraus lassen
sich Möglichkeiten zur Steigerung der thermischen Leitfähigkeit ermitteln. Die gewonnenen
Erkenntnisse dienen als Eingangsparameter für die thermische Simulation. Daraus lässt sich
die Steigerung der Leistung prognostizieren.
Durch eine Steigerung der thermischen Leitfähigkeit der Wicklung und der Isolation wird eine
andere Komponente den thermischen Flaschenhals übernehmen. Wie weit sich eine Steige-
rung der thermischen Leitfähigkeit der Wicklung und der Isolation lohnt, wird im nächsten
Kapitel erarbeitet.

55
Abbildung 22: Querschnitt einer Einzugswicklung (identischer Stator, drei verschiedene Nuten)
4.2 Zielwerte für die Steigerung der thermischen Leitfähigkeit
Gemäss der letzten Kapitel kann eine Steigerung der Leistungsdichte des Motors durch eine
erhöhte thermische Leitfähigkeit der Wicklung erreicht werden. Wird die thermische Leitfä-
higkeit der Wicklung genügend gesteigert, wird eine andere Komponente das Nadelöhr der
thermischen Widerstandskette bilden. Deshalb soll in der Forschungsfrage 2 untersucht wer-
den wie weit es sich lohnt, die thermische Leitfähigkeit der Komponenten des Motors zu stei-
gern.
Forschungsfrage 2: Welchen Einfluss hat die Steigerung der thermischen Leitfähigkeit der
im Stator verbauten Komponenten (Wicklung, Isolation, Blech) auf die Dauerleistung des
Elektromotors? Welche Zielwerte der thermischen Leitfähigkeit ergeben sich für die For-
schung?
Abbildung 23: Thermische FEM-Simulation des Stators der HSM1-6.17.12
Mit Hilfe einer thermischen 2D-FEMSimulation (Abbildung 23) wurden die Temperaturen des
in Kapitel 4.1.1 thermisch vermessenen Stators berechnet. Für die thermische Leitfähigkeit
der Wicklung wurde der aus Kapitel 4.1.2 ermittelte Wert von 0.59 W/mK verwendet. Da die

56
Temperaturen der Simulation gut (Abweichung kleiner 4 %) mit der Messung aus dem Kapi-
tel 4.1.1 übereinstimmt (siehe Tabelle 5), wird auf dieser Simulationsbasis eine weiterführen-
de Parameterstudie durchgeführt.
Tabelle 5: Vergleich der gemessenen und simulierten Temperaturen
Kennwert Einheit Messung Simulation Ø Abweichung
T [°C] 32,4 33.5 1.0%
T [°C] 51,7 51.8 0.1%
T [°C] 62,1 66.8 4.1%
T [°C] 86,6 84.5 1.8%
T [°C] 115,2 110.6 4.0%
In der nachfolgenden Parameterstudie werden die thermischen Leitfähigkeiten der drei
Hauptkomponenten des Stators (Wicklung, Nut-Isolation, Statorblech) jeweils einzeln variiert.
Die Simulationsresultate werden nach der Reduktion des gesamten Wärmewiderstands be-
urteilt. Für die theoretische maximale thermische Leitfähigkeit der Kupferwicklung wurde die
von reinem Kupfer eingesetzt. Beim Statorblech wird die Wärmeleitfähigkeit von reinem Ei-
sen (80 W/mK) als 100 % genommen. Für die Isolation wurde Aluminiumoxid-Keramik (max.
40 W/mK) als 100 % angenommen, da diese schon jetzt zur Erhöhung der Leitfähigkeit der
Spulenisolation verwendet werden94. Durch die Variation der thermischen Leitfähigkeiten
zwischen den aktuellen Werten und 100 %-Werten kann beurteilt werden, wie weit sich die
Steigerung der thermischen Leitfähigkeit signifikant auf eine Steigerung der Leistungsdichte
auswirkt. Die Resultate sind in Abbildung 24 dargestellt.
Abbildung 24: Änderung des gesamten-Wärmeleitwiderstands des Stators in Abhängigkeit von der thermischen Leitfähigkeit der einzelnen Komponenten. (100% entspricht der theoretischen maximalen thermischen Leitfähig-
keit der einzelnen Komponenten)
94 Tari 2003
0%
10%
20%
30%
40%
0.00% 20.00% 40.00% 60.00% 80.00% 100.00%
Red
uktio
n de
s ge
sam
ten
Wär
mew
ider
stan
ds [
-]
Maximal erreichbare Wärmeleitfähigkeit [W/mK]
Wicklung Statorblech Isolation

57
Die Kupferwicklung weist sowohl den grössten Einfluss als auch die stärkste Reduktion des
gesamten Wärmeleitwiderstands auf. Ebenso reduziert sich der gesamte Wärmeleitwider-
stand der Isolation bis 1 % der maximalen erreichbaren Wärmeleitfähigkeit rapide. Nur beim
Statorblech ist ein flacher Anstieg der Kurve zu beobachten. Bei der Wicklung und der Isola-
tion ist die grösste Reduktion des Wärmeleitwiderstands im Bereich von 0 % bis 10 % der
maximal erreichbaren Wärmeleitfähigkeit zu beobachten. Dieser Bereich soll genauer unter-
sucht werden (siehe Abbildung 25).
Abbildung 25: Detail aus Abbildung 24 (von 0 % bis 10 %), Änderung des gesamten Wärmeleitwiderstands des
Stators in Abhängigkeit von den thermischen Leitfähigkeit der einzelnen Komponenten.
Die Wicklung zeigt eine fast lineare Reduktion des Wärmeleitwiderstands bis 0.5 % der max.
Wärmeleitfähigkeit (λWicklung = 2 W/mK). Ab einer maximal erreichbaren Wärmeleitfähigkeit
von ca. 3 % (λWicklung = 12 W/mK) ist keine signifikante Reduktion mehr zu erkennen. Bei der
Isolation ist ein ähnliches Verhalten sichtbar. Die Werte sind in nachfolgender Tabelle zu-
sammengefasst.
Tabelle 6: Auswirkungen der gesteigerten thermischen Leitfähigkeit von der Wicklung und der Isolation auf den gesamten thermischen Widerstand des Stators
Wicklung Isolation
Thermische Leit-
fähigkeit
Red. therm. Wi-
derstand
Thermische Leit-
fähigkeit
Red. therm. Wi-
derstand
Stand der Technik 0.56 W/mK 0 % 0.13 W/mK 0 %
Fast linearer Anstieg bis:
0.5 % von
400 W/mK =
2 W/mK
27 % 1 % von 40 W/mK
= 0.4 W/mK 10 %
Signifikante Reduktion. bis:
3 % von
400 W/mK =
12 W/mK
36 % 3 % von 40 W/mK
= 1.2 W/mK 14 %
0%
10%
20%
30%
40%
0.00% 2.00% 4.00% 6.00% 8.00% 10.00%
Red
uktio
n de
s ge
sam
ten
Wär
mew
ider
stan
ds [
-]
Maximal erreichbare Wärmeleitfähigkeit [W/mK]
Wicklung Statorblech Isolation

58
Eine Steigerung der thermischen Leitfähigkeit der Wicklung von 0.56 W/mK auf 2 W/mK
(Faktor 4) bewirkt bereits eine Reduktion des thermischen Gesamtwiderstands um 27 %.
Demnach verspricht die erhöhte thermische Leitfähigkeit der Wicklung kombiniert mit einer
Verlustreduktion durch einen höheren Füllfaktor ein hohes Innovationspotential. Aus diesen
Erkenntnissen lässt sich die Forschungsfrage 2 wie folgt beantworten:
Kurzantwort auf Forschungsfrage 2: Eine Steigerung der thermischen Leitfähigkeit der
Wicklung zeigt den grössten Einfluss auf die Dauerleistung des Elektromotors. Eine Steige-
rung von 0.56 W/mK auf 2 W/mK würde den totalen thermischen Widerstand des Stators
bereits um 27 % senken. Auf Platz zwei ist das Nut-Isolation-System. Hier würde eine Stei-
gerung der thermischen Leitfähigkeit von 0.13 W/mK auf 0.4 W/mK eine Reduktion des tota-
len thermischen Widerstands des Stators von 10 % bewirken.
In den zwei folgenden Kapiteln wird das Steigerungspotential der thermischen Leitfähigkeit
der Wicklung untersucht. Dazu wird im nächsten Kapitel ein Versuchsaufbau zur Messung
der thermischen Leitfähigkeit der Wicklung vorgestellt.

59
4.3 Versuchsaufbau zur Messung der thermischen Leitfähigkeit der Wicklung
In diesem Kapitel wird ein experimenteller Aufbau zur Messung der thermischen Leitfähigkeit
der Wicklung vorgestellt. Dieser Prüfstand wird zur Beantwortung der Forschungsfrage 3
benötigt.
Da bislang keine kommerziellen Messgeräte für die Messung von anisotropen Wicklungs-
proben erhältlichen sind, ist die Konstruktion eines speziellen Messaufbaus nötig. Diese spe-
zielle Konstruktion ermöglicht das kostengünstige und schnelle Testen einer großen Ver-
suchsserie von realitätsnahen Wicklungsproben. Es existieren wenige Forschungsarbeiten,
welche einen Messaufbau für die Bestimmung der thermischen Leitfähigkeit von Wicklungs-
proben beschreiben 95. Jedoch werden weder die Konstruktion zur Minimierung der Messab-
weichungen noch die Messunsicherheiten thematisiert. Im folgenden Kapitel wird diese Kon-
struktion näher beschrieben96.
4.3.1 Messaufbau
Mit dem Ziel, die Wärmeleitfähigkeit der Wicklung präzise (Messunsicherheit von 5 %) zu
bestimmen, wurde hierfür ein Messkonzept erarbeitet. Dazu wird mit einem analytischen
Modell die Messunsicherheit abgeschätzt. Die Annahmen und Vereinfachungen, welche für
das analytische Modell getroffen wurden, werden mit einer thermischen FEM-Simulation
überprüft. Mit Hilfe dieses validierten Modells werden die Messabweichungen durch Optimie-
rung der Geometrieparameter minimiert. Dieses Design wird aufgebaut und die Messunsi-
cherheit mit verschiedenen Referenzproben validiert.
Die thermische Leitfähigkeit quer zur Wicklungsprobe wird mittels eines Wärmestroms ge-
messen. Dazu wird zuerst der thermische Widerstand der Probe gemäss der For-
mel (1) anhand des gemessenen Wärmestroms und des gemessenen Temperaturabfalls
∆ über der Wickelprobe berechnet. Mittels der Geometrieparameter der Probe kann aus
dem thermischen Widerstand die gesuchte thermische Leitfähigkeit berechnet werden97.
∗∆
9
Der Wärmestrom wird durch eine Anordnung von Leistungswiderständen (Nr. 4 in Abbildung
26) als Wärmequelle und einer Kühlplatte (Nr. 7 in Abbildung 26) als Senke generiert. Die
Wicklungsprobe (Nr. 12 in Abbildung 26) ist zwischen zwei Schenkeln eingespannt. Der
Wärmestrom durchfließt diese zwei Metallschenkel inklusive der Probe.
95 Simpson 2013 96 Stöck 2014a 97 Bergman 2011

60
Die Leistungswiderstände werden von einer Aluminiumplatte aufgenommen (Nr. 3 in Abbil-
dung 26). Diese stellt eine homogene Wärmeeinleitung in den oberen Schenkel sicher. Auf-
grund der grossen Wärmeleitfähigkeit von Aluminium und der geringen Abstände zwischen
den Widerständen wird angenommen (Annahme 1), dass die Wärme von der Aluminiumplat-
te homogen in den Schenkel eingeleitet wird.
Abbildung 26: Links, Aufbau im Schnitt. Rechts, 3D-Darstellung des Versuchsaufbaus.
Da ein unidirektionaler Wärmestrom für die präzise Messung von Nöten ist, müssen die
Schenkel seitlich möglichst gut isoliert werden. Zu diesem Zweck werden die Seitenflächen
der Metallschenkel mit Steinwolle thermisch isoliert. Für die Auslegung des Messaufbaus
wird ein analytisches Modell hergeleitet. Dafür wird ein unidirektionaler Wärmestrom in Z-
Richtung angenommen (Annahme 2).
Gemäss Formel 1 muss der eingeprägte Wärmestrom bekannt sein. Dieser kann durch den
Temperaturabfall im Schenkel bestimmt werden (siehe Formel 2). Hierzu muss die
Wärmeleitfähigkeit der Metallschenkel möglichst präzise bekannt sein. In Stählen ist
die Wärmeleitfähigkeit stark von der Temperatur abhängig98. Ein Material, bei welchem die
Wärmeleitfähigkeit im Gegensatz zu den meisten anderen Stählen sehr gut dokumentiert ist,
ist Armco-Eisen. Es wurde 1934 von R. W. Powell als „thermal-conductivity standard“ ge-
wählt99. Aus diesem Grunde wurde dieses Material für die Schenkel gewählt. Dort kann der
Wärmestrom durch folgende Formel bestimmt werden:
∗
10
Die Temperaturen im Schenkel werden in kleinen Löchern mit Hilfe von Thermoelementen
gemessen. Es wird angenommen, dass diese Löcher den Wärmefluss unwesentlich beein-
flussen (Annahme 3). Der thermische Widerstand der Wicklung kann aus dem Wärmestrom
der oberen und unteren Temperaturen und der Probe berechnet werden:
98 Peet 2011 99 Powell 1962
z x

61
11
Aus dem thermischen Widerstand, der Probenhöhe und der Querschnittsfläche der Probe
wird die Wärmeleitfähigkeit der Probe berechnet:
∗12
Die thermische Leitfähigkeit der Probe erhält man durch Einsetzen der Gleichungen (10) und
(11) in (12).
Für eine präzise Bestimmung der Höhe der Wicklungsprobe mit einer Mikrometerschraube
sind Zylinderstifte (Nr. 5 in Abbildung 26) an den Schenkeln angebracht. Für eine redundante
Ermittlung des Wärmestroms wir der Temperaturabfall ebenso im unteren Schenkel ( bis
) gemessen.
4.3.2 Minimierung der Messabweichung
Die Messunsicherheit der Wärmeleitfähigkeit der Wicklung wird durch Anwendung des
Gaußschen Fortpflanzungsgesetzes (14) auf die Gleichung (13) ermittelt. Hierfür werden alle
unabhängigen Eingangsgrößen aus Gleichung (13) abgeleitet. Aus der Summe dieser
Ableitungen und deren Unsicherheiten (siehe Tabelle 7) errechnet sich die totale
Messunsicherheit 100:
14
Die Messunsicherheit wird mit folgenden Unsicherheiten berechnet:
Tabelle 7: Unsicherheiten der Eingangsgrößen
Grösse Nennwert Unsicherheit
65 W/(mK) 1.3 W/(mK)
3.45 mm 0.03 mm
40 mm 0.7 mm
180 °C 0.65 °C
128.74 °C 0.65 °C
71.26 °C 0.65 °C
100 DIN 1996
13

62
Bei einer festgelegten Probengeometrie und einer gegebenen Heiz- und Kühltemperatur
bleibt in Formel 13 die Schenkellänge ( ) als letzte zu bestimmende Grösse. Falls die
Schenkellänge gross ist, kann durch den hohen Temperaturabfall ( ) der Wärmestrom
im Schenkel genau bestimmt werden. Hingegen wird der Temperaturabfall über die Probe
( ) klein und somit deren relative Messunsicherheit grösser. Wird der Schenkel zu kurz,
gilt das Gegenteil. Somit ergibt sich ein Optimum für jeden thermischen Leitwert der Probe
(siehe Abbildung 27 links). Der Messbereich wurde für die thermische Leitfähigkeit von Wick-
lungsproben zwischen 1 W/mK und 20 W/mK festgelegt da sich in diesem Bereich die be-
stimmten Zielwerte aus Kapitel 4.2 befinden.
Abbildung 27: Messunsicherheit in Abhängigkeit der Schenkelhöhe (rechts für verschiedene thermische Leitfähig-keiten zwischen 1 W/mK und 20 W/mK, rechts der Durchschnitt aus allen links aufgeführten Messunsicherheiten)
Für eine homogene Gewichtung der erwarteten Wärmeleitfähigkeiten wird eine durchschnitt-
liche Messunsicherheit für mehrere Schenkellängen berechnet (siehe Abbildung 27 rechts).
Aus den angenommenen Messunsicherheiten und Wärmeleitfähigkeiten ergibt sich eine op-
timale Schenkellänge von ca. 40 mm.
4.3.3 Thermische Simulation des Messaufbaus
Die Annahmen (1 bis 3) des analytischen Models wurden durch eine thermische 3D-FEM
Simulation überprüft. Diese wird hier vorgestellt.
Abbildung 28: FEM simulierte Temperaturverteilung im Messaufbau
Ein homogener Temperaturabfall in den Schenkeln sowie ein hauptsächlich unidirektionaler
Wärmefluss (Annahme 2) kann aus den Simulationen erkannt werden (siehe Abbildung 28).
Zur Beurteilung der als homogen angenommenen Wärmeeinleitung im oberen Schenkel
(Annahme 1) wird die Temperaturabweichung entlang der Y-Achse in Abbildung 29 bewertet.
0
5
10
15
20
20 40 60 80 100
Mes
suns
iche
rhei
t [%
]
Schenkellänge [mm]
λ_Probe = 1 W/(mK)
λ_Probe = 6 W/(mK)
λ_Probe = 11 W/(mK)
λ_Probe = 16 W/(mK)
λ_Probe = 21 W/(mK)
4
5
6
7
8
9
20 40 60 80 100
Dur
chsc
hnitt
liche
M
essu
nsic
herh
eit
[%]
Schenkellänge [mm]
z y

63
Mit der gleichen Methode wird der Einfluss der Löcher zur Messung der Temperatur beurteilt
(Annahme 3).
Abbildung 29: Ausgewertete Temperaturabweichung an verschiedenen Z-Positionen entlang der Y-Achse
Zur Überprüfung der Annahme 1 wird in Abbildung 29 der Temperaturverlauf (oberer Schen-
kel oben) an der Schnittstelle zur Heizplatte analysiert. Die zwei seitlichen Ausreisser lassen
sich durch die Schraubenlöcher erklären. Der Kurvenverlauf wird nur lokal beeinflusst und
stört die Messung in der Mitte nicht. Der Temperaturverlauf wird vom Rand bis zur Mitte hin
um 1.5°C wärmer. Dies lässt sich durch den Randeffekt erklären. Da die Messung in der
Mitte durchgeführt wird und die Temperaturdifferenz 1 % des maximalen Temperaturunter-
schiedes ausmacht, wird dieser Effekt vernachlässigt und somit Annahme 1 bestätigt.
Zur Überprüfung der Annahme 3 werden die Temperaturverläufe oberhalb und unterhalb der
Probe analysiert. Es ist ein maximaler Temperaturunterschied von ca. 0.5 °C zum erwarteten
Verlauf zu beobachten. Der Temperatureinfluss der Löcher ist kleiner als die Messunsicher-
heit der Messfühler. Deshalb wird der Einfluss der Löcher der Thermoelemente vernachläs-
sigt (Annahme 3). Durch die 3D-FEM-Simulation können die Annahmen (1 bis 3) für das
analytische Modell bestätigt werden.
4.3.4 Messung von Referenzproben
Das Ziel eine Messunsicherheit von maximal 5 % zu erreichen, wird durch das Ausmessen
von Referenzproben mit bekannter Leitfähigkeit überprüft.
Abbildung 30: (links) Versuchsaufbau mit eingespannter Probe, (rechts) Durchführung der Messung
0 0.02 0.04 0.06 0.08 0.1 0.12-1.5
-1
-0.5
0
0.5
1
1.5
y - Position [m]
Tem
pera
tura
bwei
chun
g zu
Mitt
elw
ert
[°C
]
Oberer Schenkel oben
Probe oben
Probe mitte
Probe unten
Unterer Schenkel unten

64
Nach dem Einschalten der Heizung und der Kühlung wird das Erreichen des stationären Zu-
standes abgewartet (siehe Abbildung 31). Die Wärmeleitfähigkeit wird im stationären Zu-
stand ausgewertet.
Abbildung 31: Temperaturverlauf (links) und die errechnete thermische Leitfähigkeit (rechts) einer Messung
Anhand einer Stahl- und einer Teflonprobe kann die mit Formel 14 berechnete Messunsi-
cherheit überprüft werden. Durch das Vergleichen mit Literaturwerten101 kann die Messab-
weichung bestimmt werden. Die errechnete Messunsicherheit wird mit der tatsächlich ermit-
telten Messabweichung verglichen. Dies ermöglichte eine Validierung der Auslegung des
Prüfstands und des analytischen Modells.
Tabelle 8: Vergleich der Messunsicherheit und des Messfehlers
Probe Literaturwert
[W/mK]
Messwert
[W/mK]
Messunsi-
cherheit [%]
Messabwei-
chung [%]
S235JR 54 50.9 ± 6.617 ± 13.7 %. - 5.6%
PTFE 0.5mm 0.24 0.246 ± 0.017 ± 6.9 % + 2.5 %
Aus dem Vergleich der errechneten Messunsicherheit und des gemessenen Messfehlers in
der Tabelle 8 wird ersichtlich, dass die gemessenen Werte innerhalb der rechnerisch be-
stimmten Messunsicherheiten liegen. Infolge dieser Übereinstimmung wird ersichtlich, dass
mit der Berechnung der Messunsicherheit (vergleiche Kapitel 4.3.2) und dem analytischen
Modell (vergleiche Kapitel 4.3.1) die Messunsicherheit zuverlässig bestimmt werden kann.
Bis anhin wurde das analytische Modell nur für die Auslegung des Messaufbaus und für die
Abschätzung der Messunsicherheit benützt. Ebenfalls wurde die thermische FEM-
Berechnung nur für die Absicherung der Vereinfachungen des analytischen Modells einge-
setzt. Ein Vergleich der Simulation mit dem analytischen Modell und der Messung zeigen in
Abbildung 32 eine maximale Abweichung von 2 %. Deshalb kann der Messaufbau mit der
geforderten Messunsicherheit von maximal 5 % für die weiteren Messungen der thermischen
Leitfähigkeit der Wicklung verwendet werden.
101 VDI-Wärmeatlas 2013
0
50
100
150
200
0 3000 6000
Tem
pera
tur
[°C
]
Zeit [s]
T1T2
T3
T4
T5T6
0
1
2
3
4
5
6
0 3000 6000
The
rmis
che
Leitf
ähig
keit
[W/(
mK
)]
Zeit [s]

65
Abbildung 32: Vergleich der Temperaturverläufe
4.3.5 Fazit: Messaufbau
In diesem Kapitel wurde die Konstruktion eines Messaufbaus zur präzisen Bestimmung der
thermischen Leitfähigkeit von Motorwicklungen vorgestellt. Erste Messungen an Referenz-
proben bestätigen die maximale Messunsicherheit von 5 %. Im folgenden Kapitel wird dieser
Messaufbau zur Beantwortung der Forschungsfrage 3 benötigt. Dies beinhaltet die Bestim-
mung der thermischen Leitfähigkeit von Wicklungsproben des Stands der Technik sowie die
Erforschung der Optimierungspotentiale zur Steigerung der thermischen Leitfähigkeit.
0.00
50.00
100.00
150.00
200.00
0 0.02 0.04 0.06 0.08 0.1
Tem
pera
tur
[°C
]
z-Position [m]
Messung
Simulation
Optimierungsmodell

66
4.4 Steigerung der thermischen Leitfähigkeit der Wicklung
Im vorhergehenden Kapitel wurde ein Messaufbau für die Bestimmung der thermischen Leit-
fähigkeit von Wicklungsproben entwickelt. Dieser wird zur Beantwortung der folgenden For-
schungsfrage benötigt:
Als erstes wird die thermische Leitfähigkeit der Einzugswicklung untersucht. Ausgehend von
den Testergebnissen der konventionellen Einzugswicklung wird schrittweise ein Grundlagen-
verständnis für die Steigerung der thermischen Leitfähigkeit von Wicklungen erarbeitet102.
4.4.1 Herstellung der Wicklungsproben
Für die Herstellung aller nachfolgend untersuchten Wicklungsproben wurden dieselben Pro-
duktionsschritte wie bei der Herstellung einer Einzugswicklung verwendet. Anstelle des Sta-
tors wurde ein genutetes Werkzeug mit vergleichbaren Abmessungen wie die Statornut ver-
wendet (siehe Abbildung 33). Die verschiedenen Varianten der Wicklungen wurden in die
Nuten eingelegt und anschliessend mit Harz imprägniert. Nach dem Aushärten wurden die
Wicklungsproben seitlich zugeschnitten und aus den Nuten herausgelöst.
a) Eingelegte Drähte In die Aluminiumform b) Fertige Proben
Abbildung 33: Herstellung von Wicklungsproben zur Bestimmung der thermischen Leitfähigkeit
4.4.2 Thermische Leitfähigkeit der Einzugswicklung
Der aktuelle Stand der Technik zeigt eine Streuung der thermischen Leitfähigkeit von Mo-
torenwicklungen um zwei Grössenordnungen (vergleiche Abbildung 9). Ebenfalls zeigt dieser
eine Abhängigkeit der thermischen Leitfähigkeit vom Füllfaktor. Deshalb wird die thermische
Leitfähigkeit von Wicklungen bei verschiedenen Füllfaktoren untersucht.
102 Stöck 2015c
Forschungsfrage 3: Wie hoch ist die thermische Leitfähigkeit der verteilten Wicklung? Was
sind mögliche Einflussfaktoren zur Steigerung der thermischen Leitfähigkeit? Welche Aus-
wirkungen haben diese auf die thermische Leitfähigkeit? Welche physikalischen Effekte
stecken hinter den einzelnen Einflussfaktoren? Welche Einflussfaktoren sind die vielver-
sprechendsten zur Erreichung der Zielwerte aus Forschungsfrage 2?

67
Im Elektromotor ist die Wicklung in den Nuten über den Wickelkopf verbunden. Der Einfluss
der thermischen Leitfähigkeit entlang des Drahtes wurde bislang nicht untersucht. Für die
Untersuchung dieses Einflusses wurden Proben mit einem mäanderförmig eingelegten Draht
hergestellt (siehe Abbildung 35). Diese Proben werden hier als Ringspulen bezeichnet.
Für die Variation des Füllfaktors sowie die Ringspulen wurden Proben mit einer gängigen
Drahtdicke von 0.71 mm verwendet. Dieser Drahtdurchmesser ist ein Kompromiss aus
Stromverdrängung und Kosten. Wird der Drahtdurchmesser zu gross gewählt, steigen die
Stromverdrängungseffekte und somit auch die Kupferverluste im Stator, wird er zu klein ge-
wählt, steigen die Kosten des Drahtes erheblich an. Der Einfluss des Drahtdurchmessers auf
die thermische Leitfähigkeit wurde durch eine zusätzliche Probe untersucht.
Abbildung 34: Wärmeleitfähigkeit von Proben der Einzugswicklung
Somit wurden die wichtigsten Variationsmöglichkeiten einer Einzugswicklung mit Standard-
komponenten (Runddraht, Standard-Drahtisolation, Standard-Imprägnierung) untersucht.
Variationen des Imprägnier- oder Isolationsmaterials werden hier nicht untersucht, da diese
schon in anderen Forschungsarbeiten genauer betrachtet wurden (siehe Stand der Technik
in Kapitel 2.2.6.3). Die Ergebnisse der drei verschiedenen Einflussgrössen werden nachge-
hend analysiert.
4.4.2.1 EinflussdesFüllfaktors
Wie schon in der Literaturübersicht (siehe Abbildung 9) prognostiziert, steigt die thermische
Leitfähigkeit mit dem Füllfaktor an. Dieser Effekt kann durch den vermehrten Einsatz von
Kupfer mit einer sehr hohen Wärmeleitfähigkeit (400 W/mK) erklärt werden.
Für den in Kapitel 4.1 untersuchten Elektromotor wurde eine thermische Leitfähigkeit der
Wicklung von 0.59 W/mK für einen Füllfaktor von 42 % durch die Prüfstandsmessungen er-
mittelt. Vergleicht man diesen Wert mit den thermischen Leitfähigkeiten der Wicklungsproben
von Abbildung 34, wird eine gute Übereinstimmung der Werte ersichtlich. Für einen Nutfüll-
faktor von 42 % muss der Probenfüllfaktor in den Nutfüllfaktor umgerechnet werden. Für den
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.34 0.35 0.36 0.37 0.38
Wär
mel
eitfä
higk
eit
[W/m
K]
Füllfaktor
Einzugswicklung, D=0.71
Ringspule, D=0.71
Einzugswicklung, D = 1mm

68
BRUSA Motor aus Kapitel 4.1 ergibt sich aus den gemessenen Wickelproben eine thermi-
sche Leitfähigkeit von 0.565 W/mK. Somit kann durch die geringe Abweichung der zwei
Messwerte von 5 % bestätigt werden, dass die Schlussfolgerungen von Kapitel 4.2 basie-
rend auf der ermittelten thermischen Leitfähigkeit aus Kapitel 4.1.2 gültig sind.
4.4.2.2 EinflussderRingspule
Die Messungen der Ringspule zeigen bei gleichem Füllfaktor eine grössere thermische Leit-
fähigkeit. Die Leitung der Wärme entlang des Drahtes hat demnach einen signifikanten Ein-
fluss auf die thermische Leitfähigkeit der Wicklung. Die thermische Leitfähigkeit von Kupfer
ist um drei Grössenordnungen höher als die des Harzes und der Drahtisolation. Deshalb wird
trotz des längeren Wärmeleitpfades in Richtung des Drahtes eine signifikante Erhöhung der
thermischen Leitfähigkeit erzielt.
Abbildung 35: Schematische Darstellung des Wärmeflusses in der Probe "Ringspule"
Die beiden Messungen der Ringspule zeigen sehr unterschiedliche Werte. Die Probe mit der
höheren thermischen Leitfähigkeit zeigt mehr direkte Drahtschlaufen von der Probenobersei-
te zur Unterseite. Diese Variation ist durch die manuelle Herstellung der Proben verursacht.
4.4.2.3 EinflussdesDraht‐Durchmessers
Die Messung mit einem erhöhten Durchmesser hat eine erhöhte thermische Leitfähigkeit bei
gleichem Füllfaktor gezeigt (siehe Abbildung 34). Die Kupferdrähte sind mit einer thermisch
schlecht leitenden Drahtisolation umhüllt. Beide Drahtdurchmesser haben in etwa die gleich
dicke Drahtisolation. Bei der Probe mit grösserem Drahtdurchmesser muss der Wärmestrom
weniger Drahtisolations-Schichten durchdringen (vergleiche Abbildung 36). Somit ist die
thermische Leitfähigkeit vom Drahtdurchmesser abhängig. Ebenfalls sind die AC-Verluste
vom Drahtdurchmesser abhängig. Ein erhöhter Drahtdurchmesser vergrösserte die AC-
Verluste und die thermische Leitfähigkeit. Deshalb ergibt sich ein Optimum für den Draht-
durchmesser.

69
a) Aufbau eines Drahtes in der
Wicklung
b) Wicklungsprobe mit kleinen
Drahtdurchmessern
c) Wicklungsprobe mit grösseren
Drahtdurchmessern
Abbildung 36: Schematischer Aufbau von Proben mit verschiedenen Drahtdurchmessern und gleichem Füllfaktor
4.4.2.4 Fazit–ThermischeLeitfähigkeitderEinzugswicklung
Auf einem Prüfstand wurde der Einfluss des Kupferfüllgrades, der Wärmeleitung entlang des
Drahtes und des Drahtdurmessers auf die thermische Leitfähigkeit der Wicklung untersucht.
Alle drei Einflussgrössen zeigen ein Potential zur Steigerung der thermischen Leitfähigkeit.
Wegen der hohen thermischen Leitfähigkeit von Kupfer kann die thermische Leitfähigkeit der
Wicklungsprobe durch Erhöhung des Füllgrades gesteigert werden. Ebenso hilft die hohe
Leitfähigkeit des Kupfers die Wärme entlang des Drahtes zu leiten. Werden die Drähte von
der Probenoberseite zur Unterseite angeordnet, kann die thermische Leitfähigkeit der Wick-
lung gesteigert werden. Die Vergrösserung des Drahtdurchmessers erhöht die thermische
Leitfähigkeit der Wicklung durch die Verminderung der Anzahl Drahtisolations-Schichten mit
einer tiefen thermischen Leitfähigkeit.
Der Wärmefluss entlang des Drahtes zeigt im Experiment eine hohe Steigerung der thermi-
schen Leitfähigkeit. Dieser Effekt scheint besonders interessant, da ohne grossen zusätzli-
chen Einsatz von Kupfer eine Steigerung der thermischen Leitfähigkeit der Wicklung erzielt
werden konnte. Wie diese Erkenntnis nützlich eingesetzt werden kann, soll im nächsten Ka-
pitel untersucht werden.
Der Kupferfüllfaktor kann bis zu einer theoretischen Grenze durch das orthozyklische Anord-
nen der Drähte gesteigert werden. Soll der Füllfaktor noch weiter erhöht werden, müssen die
runden Drahtquerschnitte plastisch verformt werden. Diese Möglichkeit und deren Einfluss
auf die thermische Leitfähigkeit soll ebenfalls im nächsten Kapitel untersucht werden.
Die Erhöhung des Drahtdurchmessers bringt neben der erhöhten thermischen Leitfähigkeit
auch mehr Kupferzusatzverluste. Der optimale Drahtdurchmesser soll ebenfalls im nächsten
Kapitel ermittelt werden.

70
Kurz Antwort auf Forschungsfrage 3: Für einen Nutfüllfaktor von 42% wurde eine thermi-
sche Leitfähigkeit von 0.56 W/mK ermittelt. Diese stimmt sehr gut mit der in Forschungsfra-
ge 1 abgeschätzten thermischen Leitfähigkeit überein (0.59 W/mK). Der Einfluss des Füll-
faktors, des Drahtdurchmesser und der aufgewickelten Ringspule auf die thermische Leitfä-
higkeit wurde getestet. Den grössten Einfluss zeigten die Ringspulen, da die Wärme entlang
des aufgewickelten Drahtes direkt von der Probenoberseite auf die Unterseite geleitet wird.
Kombiniert man diesen Effekt mit einem erhöhten Füllfaktor, vermindert sich die thermische
Leitfähigkeit zusätzlich. Gleichzeitig sinken wegen des erhöhten Kupferanteils die Kupfer-
verluste. Eine Erhöhung des Drahtdurchmessers vermindert den Anteil an Drahtisolation
und steigert somit auch die thermische Leitfähigkeit. Wegen des erhöhten Drahtdurchmes-
sers steigen aber die Kupferzusatzverluste. Die optimale Kombination aus allen drei Ein-
flussfaktoren ist ein vielversprechender Ansatz welcher mit Forschungsfrage 4 weiter unter-
sucht wird.

71
4.4.3 Wicklung mit gesteigerter thermischen Leitfähigkeit
Die Resultate des vorhergehenden Kapitels zeigten eine deutliche Steigerung der thermi-
schen Leitfähigkeit durch den Wärmefluss entlang des Drahtes. Eine solche thermische Brü-
cke wurde bislang durch einen Draht erreicht, welcher direkt von der Oberseite zur Untersei-
te der Probe geführt wurde. Diese mäanderförmige Spule hebt jedoch ihr eigenes Magnet-
feld in der Nut auf. Wegen der Möglichkeit mit geringen zusätzlichen Materialkosten die
thermische Leitfähigkeit der Wicklung deutlich zu steigern, ist dieser Effekt wirtschaftlich
höchst interessant. Deshalb befasst sich dieses Kapitel mit der Forschungsfrage 4:
Forschungsfrage 4: Wie weit kann die thermische Leitfähigkeit durch die in Forschungs-
frage 3 erforschten Einflussfaktoren gesteigert werden? Mit welchen thermischen Modellen
kann die thermische Leitfähigkeit simuliert werden? Wie kann mit Hilfe dieser Modelle die
Wicklung thermisch optimiert werden?
Für die Erzeugung des Magnetfelds im Stator muss in allen Leitern der Nut der Strom in die-
selbe Richtung fliessen. Die Wicklungsprobe repräsentiert die Wicklung einer Nut. Somit
muss auch hier die Stromrichtung in allen Leitern in die gleiche Richtung zeigen. Bislang
wurden die Drähte entlang der Nut gelegt und über die thermische Brücke wieder zurückge-
führt (kurze breite Spule). Jedoch besteht ebenfalls die Möglichkeit diese quer zur Nut zu
legen (lange dünne Spule). Bei einer solchen Wicklung ist zwar der unidirektionale Strom-
fluss gegeben, hingegen würden durch das Aufwickeln der Drähte sowohl die Leiterlänge als
auch die Kupferverluste extrem vergrössert werden. Eine Kompromisslösung wäre die He-
lixstruktur. Bei dieser wird der Leiter je nach Steigung der Helix nur unwesentlich länger,
trotzdem ist der Wärmefluss innerhalb des Leiters von der Probenoberseite auf die Proben-
unterseite gegeben. (siehe Prinzip-Bild in Abbildung 37). Eine solche Probe kann durch ein
Verdrillen von mehreren Drähten hergestellt werden.
Abbildung 37: Prinzip-Bild einer verdrillten Probe
Mehrere verdrillte Proben mit unterschiedlichen Füllfaktoren wurden hergestellt. Die thermi-
sche Leitfähigkeit dieser Proben wurden auf dem Prüfstand vermessen und in der Abbildung
40 mit den Werten der Einzugswicklung (parallel eingelegte Drähte) verglichen.

72
Abbildung 38: Vergleich der thermischen Leitfähigkeit von verdrillten Proben mit unverdrillten Proben inklusive der
linear interpolierten Trendlinien
Die thermische Leitfähigkeit der einfach verdrillten Wicklungen (360°) nimmt mit dem Füllfak-
tor mehr zu als die der Einzugswicklung. Mit zunehmendem Füllfaktor nimmt die Anzahl der
Drähte mit Brücken-Effekt zu. Wird die Wicklung zweifach verdrillt (720°), ist ein Offset der
thermischen Leitfähigkeit zu sehen. Die Anzahl der thermischen Brücken wird verdoppelt und
deren Länge halbiert. Beide Effekte zusammen erhöhen die thermische Leitfähigkeit der
Wicklung103.
Im vorherigen Kapitel wurde der positive Effekt des höheren Füllfaktors bewiesen. Deshalb
soll der Füllfaktor der verdrillten Wicklung weiter erhöht werden. Bisher waren die Drähte bei
der verdrillten Wicklung wie bei der Einzugswicklung unregelmässig angeordnet (wilde Wick-
lung, siehe Abbildung 39 links). Dies bedeutet, dass die Drähte herstellbedingt zufällig im
vorhandenen Wickelraum verteilt sind. Bei der konzentrierten Wicklung wird zur Steigerung
des Füllfaktors eine orthozyklische Anordnung gewählt (siehe Abbildung 39 mitte). Die or-
thozyklische Anordnung ist bei einer verdrillten Wicklung nicht mehr mit einem Nadelwick-
lungsprozess herzustellen. Deshalb werden die Drähte zu einer verdrillten Litze verseilt und
anschliessend mit einer Walze verpresst (siehe Abbildung 39 rechts). Für die weitere Unter-
suchung sollen verdrillte Proben zu einem rechteckigen Querschnitt verpresst werden. Diese
werden im Folgenden Formlitzen genannt.
Abbildung 39: Schematische Querschnittfläche verschiedener Probentypen
103 Stöck 2015d
0.35
0.45
0.55
0.65
0.75
0.85
0.35 0.36 0.37 0.38
Wär
mel
eitfä
higk
eit
[W/m
K]
Füllfaktor
Verdrillt 720°, D=0.71
Verdrillt 360°, D=0.71
Einzugswicklung (unverdrillt),D=0.71

73
Die Formlitzen-Proben wurden mit verschiedenen Füllfaktoren und gleichem rechteckigem
Querschnitt gefertigt. Die Messresultate in Abbildung 40 zeigen einen markanten Anstieg der
thermischen Leitfähigkeit mit dem Füllfaktor.
Abbildung 40: Thermische Leitfähigkeit von verpressten und verdrillten Proben mit div. Füllfaktoren
Die thermische Leitfähigkeit der Einzugswicklung (0.4 W/mK) konnte durch das Verdrillen
und Verpressen um Faktor fünf auf 2 W/mK gesteigert werden. Alle beschriebenen Proben
wurden alle mit einem Drahtdurchmesser von 0.71 mm und einer Verdrillung von 720°
(Schlaglänge = 67 mm104) hergestellt. Der maximale Füllfaktor ist durch herstellungsbedingte
Grenzen gegeben. Die Schlaglänge hingegen kann noch optimiert werden. Wird die Schlag-
länge erhöht, verbessert sich die thermische Leitfähigkeit. Hingegen steigen die DC-
Kupferverluste wegen der längeren Drähte an. Ebenfalls kann der Drahtdurchmesser noch
optimiert werden, da sowohl die thermische Leitfähigkeit als auch die AC-Verluste davon
abhängen. Für die Optimierung dieser beiden Parameter soll die thermische Leitfähigkeit der
Probe mittels eines analytischen Modells verstanden werden. Dieses kann mit den Messun-
gen aus Abbildung 40 abgeglichen werden. Der Aufbau dieser Modelle und die Optimierung
der Formlitze werden in den nächsten Kapiteln beschrieben.
104 Probenlänge = 130mm, 2 Schläge pro Probenlänge
0
0.5
1
1.5
2
2.5
0.65 0.70 0.75 0.80 0.85
Wär
mel
eitfä
higk
eit
[W/m
K]
Proben Füllfaktor

74
4.4.4 Analytisches Modell der Wicklung (Stand der Technik)
Die Dauerleistung eines Elektromotors ist durch die maximale zulässige Temperatur der Iso-
lation begrenzt. Diese Temperatur ist sowohl von der thermischen Leitfähigkeit als auch von
den Verlusten abhängig. Deshalb werden neben der thermischen Leitfähigkeit der Formlitzen
auch deren Verluste betrachtet. Die Kupferverluste hängen vom Füllfaktor, von der Länge
der Drähte (DC-Verluste) und vom Drahtdurchmesser (AC-Verluste) ab. Der Füllfaktor ist
durch den Verpressungsgrad105 der Litzen gegeben. Die Drahtlänge ist von der gewählten
Schlaglänge abhängig. Somit bleiben die Stellgrössen Schlaglänge und Drahtdurchmesser
zu bestimmen. Diese Parameter werden mit dem Kriterium des minimalen Temperaturabfalls
innerhalb der Wicklung gefunden. Zur Bestimmung des Temperaturabfalls wird das thermi-
sche Modell aus Abbildung 8 angewendet. Hier wird nur der Temperaturabfall über der Wick-
lung bewertet, da sich nur dieser durch die bisher beschriebenen Massnahmen verändert.
∆ _ ∙ 15
Einführend wird im nächsten Kapitel der Stand der Technik zur Modellierung der thermischen
Leitfähigkeit vorgestellt. Nachfolgend wird dieser Stand der Technik auf die Wicklungsproben
der verteilten Wicklung angewendet und mit den Messungen verglichen. Dieses Modell be-
schreibt die thermische Leitfähigkeit entlang des Querschnittes der Wicklung (2D-Effekt). Bei
den Formlitzen kommt zusätzlich noch ein Längseffekt hinzu welcher ebenfalls modelliert
wird. Kombiniert mit dem 2D-Modell ergibt sich daraus ein 3D-Modell. Damit lässt sich die
thermische Leitfähigkeit der Formlitze optimieren.
4.4.4.1 StandderTechnik
Für ein besseres Grundlagenverständnis der thermischen Leitfähigkeit der Wicklung werden
Modelle für die thermische Leitfähigkeit der Wicklung gesucht. In diesem Kapitel wird der
Stand der Technik zur Modellierung von Wicklung zusammengefasst. Zusätzlich wird der
Stand der Technik der Modellierung auf den Gebieten der heterogenen Stoffe und der Kom-
positmaterialien aufgezeigt, da dieser auf die Motorenwicklung übertragbar ist.
Die Wicklung wird meist als Einheit bestehend aus Kupferleiter, Isolationslack, Epoxidharz,
Lufteinschlüssen und Nutisolation modelliert106. Für die thermische Leitfähigkeit der Wicklung
bedient man sich der sogenannten effektiven thermischen Leitfähigkeit, welche eine Kombi-
nation der Leitfähigkeiten der einzelnen Bestandteile darstellt107. Galea et al. beschreiben
diese Herangehensweise mit dem „lumped parameter model“ für die Wicklung eines Elekt-
romotors. Ausgangspunkt ist ein Widerstandsnetzwerk, welches aus mehreren Reihen- und
105 Definition Verpressungsgrad: Fläche aller Drähte inkl. Drahtisolation bezogen auf die umhüllende Fläche der Litze. 106 Perez 1979, Staton 2005, Boglietti 2008 107 Perez 1979, Boglietti 2008, Galea 2012

75
Parallelschaltungen der einzelnen Komponentenwiderständen besteht. Erwähnenswert ist
ebenfalls die Herangehensweise, welche die Entwickler der MOTOR CAD Software verwen-
den. Die Grundlage bildet ebenfalls ein „lumped parameter model“, welches die einzelnen
Bestandteile der Wicklung in sich wiederholenden Schichten aneinanderreiht108. In diesen
Wicklungsmodellen sind die Widerstände meist seriell geschaltet109 und von Volumen und
Anordnung der entsprechenden Materialien in der Nut abhängig110, 111. Bei der Bestimmung
des thermischen Widerstandes der Isolationsmaterial-Luft-Mischung, wird auf die Modellie-
rungsweise von Kompositmaterialien zurückgegriffen112. Zusätzlich werden zwischen den
Materialien Kontaktwiderstände verwendet, welche mittels Kennzahlen in den entsprechen-
den thermischen Widerständen Berücksichtigung finden113. Die meisten Parameter werden
jedoch auch in diesem Teilbereich mit Hilfe von empirischen Daten festgelegt. Die analyti-
schen Modelle werden auf die jeweils betrachteten Motortypen abgestimmt114.
Ähnliche Modellierungsansätze wie die von Staton et al. und Galea et al. werden in den Be-
reichen der heterogenen Stoffe und der Verbundswerkstoffe verwendet. Diese Modellbil-
dungsvarianten werden deshalb nachfolgend genauer betrachtet. Bei der Bestimmung der
thermischen Leitfähigkeit eines heterogenen Stoffes behilft man sich der sogenannten Ho-
mogenisierungstechnik, welche sowohl analytisch als auch numerisch Anwendung findet115.
Der aus mehreren Komponenten bestehende Stoff wird als homogener Stoff vereinfacht116.
Berechnet werden für diesen neuen Kennwerte, die aus dem jeweils verwendeten Modellie-
rungsansatz hervorgehen. Bei der theoretischen Modellierung physikalischer Eigenschaften
heterogener Zweikomponentensysteme bedient man sich heutzutage vielfach sechs Grund-
modellen, welche dann, entsprechend des zu modellierenden Materials, angepasst wer-
den117. In Tabelle 2 findet sich eine Zusammenstellung dieser sechs Basismodelle, wobei ein
Wärmefluss in vertikaler Richtung angenommen wird.
108 Staton 2001 109 Boglietti 2008 110 Staton 2005 111 Staton 2010 112 Staton 2003 113 Staton 2003 114 Boglietti 2008 115 Moumen 2015 116 Moumen 2015 117 Wang 2006

76
Tabelle 9: Übersicht über die sechs Grundmodelle von Zweikomponentensystemen118
Als kombinierte Modelle bezeichnet man analytische Modellstrukturen, die aus Kombinatio-
nen der sechs grundlegenden Modelle hervorgehen. Die effektive Wärmeleitfähigkeit kann
aus Seriell- und Parallelschaltung der einzelnen Komponenten berechnet werden.
Bei der Modellierung von Kompositmaterialien wird, wie bei den heterogenen Stoffen, eben-
falls auf Homogenisierungstechniken, zurückgegriffen. Ein weiterer, für Kompositmaterialien
vielfach angewandter Prozess ist derjenige der Einheitszellenbetrachtung. Dabei wird für
eine Kleinsteinheit, eine sogenannte Einheitszelle, angenommen, dass diese die gleichen
relevanten Eigenschaften aufweist wie die Gesamtstruktur. Man betrachtet deshalb einen
solchen Ausschnitt und zieht dann aus den gewonnenen Erkenntnissen Rückschlüsse auf
die Eigenschaften des Verbundwerkstoffes als Gesamteinheit.119
118 Wang 2006, Wang 2008a, Wang 2008b 119 Kalamkarov 2014a ,Kalamkarov 2014b

77
4.4.4.2 AnalytischesModellderEinzugswicklung
Die im vorherigen Kapitel beschriebenen Methoden werden zur Modellierung von Wickelpro-
ben angewendet. Dabei soll zuerst der thermische Widerstand der Einzugswicklung (paralle-
le Drähte) in der Querschnittsfläche (2D-Modell) untersucht werden.
Aus den gängigen thermischen Modellen (zusammengefasst in Tabelle 9) wurden 16 sinn-
volle Kombinationsmöglichkeiten für Proben einer Einzugswicklung berechnet. Diverse Se-
rien- und Parallelschaltungen von reinen Materialien sowie von anderen Modellen wie Max-
well oder Rayleigh wurden berechnet. Die drei Modelle, welche den kleinsten mittleren Feh-
ler aufweisen, sind in nachfolgender Grafik dargestellt.
Abbildung 41: Thermische Leitfähigkeit von gemessenen Einzugswicklungsproben verglichen mit den drei besten
thermischen Modellen
Die zwei besten Modelle (Maxwell, Luft//Rayleigh) zeigen eine Abweichung von ca. 10 %.
Das Modell Luft//(Kupfer + Epoxidharz) zeigt eine Abweichung von 21 %. Die Modelle sind
beide physikalisch sinnvoll erklärbar: Das Kupfer befindet sich als gemischte Phase im Epo-
xidharz (Maxwell). Die Luft in den Proben zeigt oft grössere Einschlüsse, weshalb es sinnvoll
erscheint, diese parallel zu modellieren, wobei das Kupfer als zerstreute Phase im Epoxid-
harz modelliert wird (Luft// Rayleigh). Ebenso kann das Kupfer-Epoxidharz-Gemisch als Se-
rienschaltung betrachtet werden, da hier die Wärme sequenziell die beiden Komponenten
durchdringt (Luft//(Kupfer + Epoxidharz)).
Somit wurden drei Modelle gefunden, welche sich für die Modellierung von Einzugswicklun-
gen als sinnvoll erweisen. Wendet man dieses Modell auf die Formlitzen an, entsteht eine
Abweichung von ca. 300 %. Diese grosse Abweichung ist dadurch zu begründen, dass die
thermische Leitfähigkeit entlang des Leiters nicht betrachtet wurde. Im nächsten Kapitel wird
ein Modell entwickelt, welches diesen Effekt zusätzlich berücksichtigt.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.3 0.35 0.4 0.45 0.5 0.55 0.6
Wär
mel
eitfä
higk
eit,
[W/m
*K]
Füllfaktor, [-]
gemessene Wärmeleitfähigkeit
Luft // (Kupfer - Expoxidharz)
Maxwell(Kupfer, Epoxidharz)
Luft // Rayleigh(Kupfer,Epoxidharz)

78
4.4.4.3 AnalytischesModellderFormlitze
Der Effekt der Wärmeleitung entlang des Drahtes (Längseffekt) soll zusätzlich berücksichtigt
werden. Wie bei den Verbundmaterialien wird nur eine Einheitszelle betrachtet. Hierfür wird
die Schlaglänge halbiert und ein Stück Draht modelliert, welches von der oberen Fläche
zur unteren verläuft (blaues Stück in Abbildung 42).
Abbildung 42: Schematisch Darstellung einer Einheitszelle der Formlitze
Diese Einheitszelle leitet die Wärme über die Drahtisolation (dunkelbraun in Abbildung 43) in
den Draht (hellbraun in Abbildung 43), entlang des Drahtes zur Unterseite und von dort wie-
der über die Drahtisolation zur Aussenfläche. Diese drei Elemente werden einzeln als ther-
mische Widerstände modelliert.
Abbildung 43: Schematisch Darstellung des thermischen Modells eines Drahtes
Die thermischen Widerstände der Isolation und des Drahtes werden in den nachfolgenden
zwei Kapiteln einzeln modelliert.
4.4.4.3.1 ThermischerWiderstandderDrahtisolation
Der thermische Leitwiderstand des Isolationslacks lässt sich mit folgender Formel berechnen:
∙ ∙ 16
Bekannt sind bereits die Lackdicke sowie die Wärmeleitfähigkeit des Lacks . Die
Auflagelänge sowie die Auflagenbreite werden in den folgenden Abschnitten hergeleitet.
Bei der Bestimmung der Auflagelänge wird angenommen, dass jede Leiterschicht
(siehe Abbildung 44) pro halber Schlaglänge einmal von der Oberseite der Formlitze zur Un-
terseite führt. Deshalb ist pro ganze Schlaglänge jede dieser Schichten einmal auf der Ober-
seite resp. Unterseite anzutreffen. Somit ist die Auflagelänge gleich der effektiven Drahtlänge
geteilt durch die Anzahl Drahtschichten.

79
Abbildung 44: Querschnitt einer Litze mit fünf Drahtschichten
Da die effektive Leiterlänge der Drähte länger ist als die Schlaglänge, muss diese um den
Faktor 1 cos⁄ mit dem mittleren Winkel der Drahtabwicklung korrigiert werden (siehe
Abbildung 45). Somit berechnet sich die Auflagelänge eines Drahtes innerhalb einer
Schlaglänge mit folgender Formel:
# ∙ cos 17
Für die Berechnung der Anzahl der Schichten wird der Drahtquerschnitt in rechteckige Ein-
heitszellen eingeteilt. Diese werden durch die bekannte Litzenquerschnittsfläche sowie
der Höhe der Formlitze berechent.
#
# ä
18
Bei der Bestimmung der effektiven Drahtlänge mittels des Winkels muss der Drahtverlauf
genauer betrachtet werden. Die Formlitze setzt sich aus vier kleineren in sich verseilten Un-
terlitzen zusammen, welche ebenfalls jeweils verdrillt sind. Durch diese Unterverseilung ver-
laufen alle Drähte sowohl im Inneren der Formlitze als auch auf der Aussenseite.
Zur Bestimmung des Winkels wird der Mittelwert der Winkel zweier fiktiver Drähte berech-
net. Der erste fiktive Draht durchläuft auf der Aussenhülle der Formlitze die maximal mögli-
che Distanz, der zweite verläuft mit seiner minimalen Distanz in der Seele der Unterversei-
lung.
2 :
arctan2 2
.
arctan
19
Die Probe besitzt die Höhe h und die Breite b. In der nachfolgenden Graphik ist die abgewi-
ckelte Länge des Drahtes mit der maximalen Distanz dargestellt.

80
Abbildung 45: Abwicklung eines fiktiven Drahtes welcher an der Aussenfläche einer Formlitze entlang läuft.
Somit kann die Auflagelänge zur Berechnung des thermischen Widerstands der Iso-
lation (Formel 16) bestimmt werden. Es gilt noch die Auflagebreite zu berechnen.
Dazu wird in jeder aussenliegenden Einheitszelle der Draht als Achteck modelliert.
Abbildung 46: Querschnitt einer Formlitze, im Detail die oberste Drahtschicht
Es wird von einer quadratischen Einheitszelle mit der Seitenlänge (vergleiche
Formel 18) ausgegangen.
Abbildung 47: Einheitszellenmodell eines Drahtes einer Formlitze, der verpresste Draht wird in der Einheitszelle
als Achteck modelliert.
Über die Differenz der Viertelflächen von Einheitszelle, , , und Drahtfläche, _ , wurde
die in Gelb eingezeichnete Dreiecksfläche, , und ihre Seitenlänge berechnet. Die ge-
samte Auflagenbreite lässt sich somit folgendermassen berechnen:
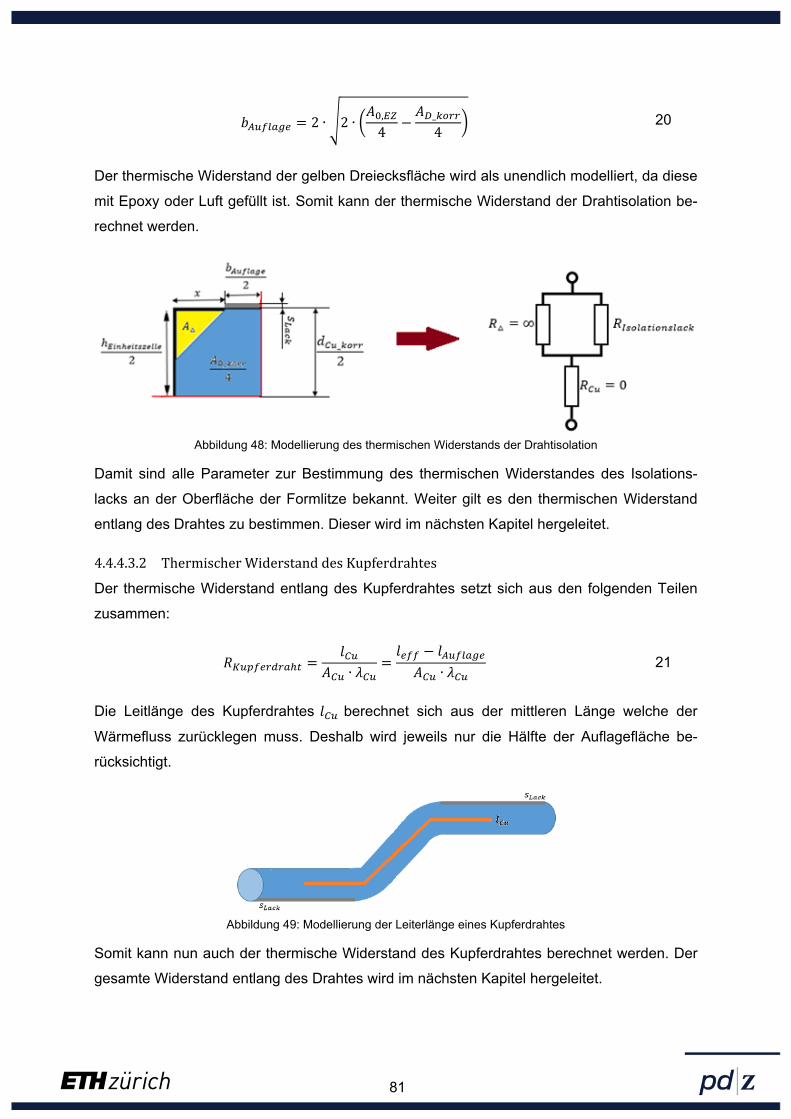
81
2 ∙ 2 ∙ ,
4_
4 20
Der thermische Widerstand der gelben Dreiecksfläche wird als unendlich modelliert, da diese
mit Epoxy oder Luft gefüllt ist. Somit kann der thermische Widerstand der Drahtisolation be-
rechnet werden.
Abbildung 48: Modellierung des thermischen Widerstands der Drahtisolation
Damit sind alle Parameter zur Bestimmung des thermischen Widerstandes des Isolations-
lacks an der Oberfläche der Formlitze bekannt. Weiter gilt es den thermischen Widerstand
entlang des Drahtes zu bestimmen. Dieser wird im nächsten Kapitel hergeleitet.
4.4.4.3.2 ThermischerWiderstanddesKupferdrahtes
Der thermische Widerstand entlang des Kupferdrahtes setzt sich aus den folgenden Teilen
zusammen:
∙ ∙ 21
Die Leitlänge des Kupferdrahtes berechnet sich aus der mittleren Länge welche der
Wärmefluss zurücklegen muss. Deshalb wird jeweils nur die Hälfte der Auflagefläche be-
rücksichtigt.
Abbildung 49: Modellierung der Leiterlänge eines Kupferdrahtes
Somit kann nun auch der thermische Widerstand des Kupferdrahtes berechnet werden. Der
gesamte Widerstand entlang des Drahtes wird im nächsten Kapitel hergeleitet.

82
4.4.4.3.3 ThermischeLeitfähigkeitentlangdesDrahtes‐Längseffekt
Aus den vorher berechneten thermischen Teilwiderständen kann der effektive thermische
Widerstand des Längseffektes einer Einheitszelle berechnet werden (vergleiche Abbildung
43).
ä 2 ∙ 22
Für die Berechnung des Längs-Widerstands der ganzen Probe werden die Längseffekte aller
Drähte berücksichtigt. Da die Wärmepfade aller Drähte parallel verlaufen, kann der thermi-
sche Widerstand durch die Anzahl der Drähte dividiert werden.
ä _ä
# ä 23
Die gesuchte effektive Wärmeleitfähigkeit des Längseffektes kann dann durch Umformung
aus der Leitwiderstandsformel (Formel 3) berechnet werden.
4.4.4.3.4 3D‐Effekt–Kombinationdes2D‐EffektsundLängseffekts
Die tatsächliche Wärmeleitung setzt sich aus dem 2D-Effekt (thermisches Modell der Ein-
zugswicklung) und dem Längseffekt (thermische Leitfähigkeit entlang des Drahtes) zusam-
men. Der Wärmestrom teilt sich in zwei parallele Pfade auf (2D-Effekt, Längseffekt).Somit
können die thermischen Leitfähigkeiten addiert werden:
_ ä _ 24
In Abbildung 50 sind die thermischen Leitfähigkeiten der Formlitze _ auf der Basis der
drei favorisierten 2D-Modelle dargestellt.
Abbildung 50: Thermisches Modell der Formlitze im Vergleich mit den drei besten Modellen
0
0.5
1
1.5
2
0.56 0.58 0.6 0.62 0.64 0.66 0.68 0.7
Wär
mel
eitfä
higk
eit,
[W/m
*K]
Füllfaktor, [-]
gemessene Wärmeleitfähigkeit 3D // (Luft // (Kupfer - Epoxidharz))
3D // Maxwell(Kupfer, Epoxidharz) 3D // (Luft // Rayleigh(Kupfer, Epoxidharz))

83
Die Kombination des 3D-Effekts mit dem Maxwellmodell zeigt mit einer durchschnittlichen
Abweichung von 26.0 % die genaueste Modellierung der thermischen Leitfähigkeit der Form-
litzen.
4.4.4.3.5 Fazit:AnalytischesModellderFormlitzenwicklung
In Anbetracht der Vereinfachungen des analytischen thermischen Modells und den bekann-
ten Messabweichungen ist die durchschnittliche Abweichung sehr gut. Der parallele Verlauf
des Modells zur Messung deutet auf eine systematische Abweichung hin. Da das Modell den
Trend richtig widergibt, kann es für die folgende Optimierung verwendet werden.
4.4.4.4 OptimierungderFormlitzenwicklung
Die Dauerleistung eines Elektromotors ist durch die maximale zulässige Temperatur der Iso-
lation begrenzt. Diese Temperatur ist sowohl von der thermischen Leitfähigkeit als auch von
den Verlusten abhängig. Deshalb müssen neben der thermischen Leitfähigkeit der Formlitze,
welche im vorhergehenden Kapitel modelliert wurde, auch deren Verluste betrachtet werden.
Die Kupferverluste hängen vom Füllfaktor und der Länge der Drähte (DC-Verluste) sowie
vom Drahtdurchmesser (AC-Verluste) ab. Der Füllfaktor der Litzen ist durch den herstellbe-
dingten maximalen Verpressungsgrad von 80 % gegeben. Die effektive Drahtlänge ist von
der gewählten Schlaglänge abhängig. Somit bleiben die Anzahl der Schläge und der Draht-
durchmesser zwei zu bestimmende Parameter. Durch das Erhöhen der beiden Parameter
werden sowohl die thermische Leitfähigkeit als auch die Verluste erhöht. Für die Bestim-
mung dieser beiden Parameter wird der Temperaturabfall ∆ innerhalb der Wicklung mini-
miert.
∆ _ ∙ 25
Die DC-Verluste können aus den Geometrieparametern der Formlitze ermittelt werden. Die
AC-Verluste werden nach Rogowski120 in Funktion des Drahtdurchmessers berechnet. Für
eine definierte Nutgeometrie eines BRUSA-Motors bei einer definierten maximalen Frequenz
und einem definierten Phasenstrom ergibt sich aus den beiden berechneten Verlusten fol-
gender Temperaturabfall über der Wicklung (siehe nachfolgende Grafik).
120 Rogowski 1913

84
Abbildung 51: Temperaturabfall über eine Formlitze in Funktion der Anzahl Schläge und des Drahtdurchmessers
Im vorhergehenden Diagramm ist der Temperaurabfall über der Wicklung berechnet. Die
Anzahl Schläge = 0 entspricht einer fiktiven Einzugswicklung. Für jeden Drahtdurchmesser
wurden die Herstellerangaben der Drahtisolationsdicke verwendet. Dies ergibt bei Anzahl
Schläge = 0 einen gestuften Verlauf, da die Drahtisolationsdicken stufenweise zunimmt. Der
Temperaturabfall nimmt zwischen Null und zwei Schlägen rapide ab. Dies ist durch die stark
erhöhte thermische Leitfähigkeit des Längseffekts begründet. Bei einem Drahtdurchmesser
von 0.2mm und 6 Schlägen ist ein theoretisches Optimum zu beobachten.
Da herstellungsbedingt dünne Drähte höhere Kosten verursachen, liegt hier nicht das wirt-
schaftliche Optimum. Ein guter Kompromiss zwischen wirtschaftlichen Optimum, Kupferver-
lusten und minimalem Temperaturabfall liegt bei einem Drahtdurchmesser von 0.71 mm mit
zwei Schlägen.
01
23
45
6
0
2
4
6
8
10
12
14
16
0.1
0.2
0.3
0.4
0.5
0.53
0.56
0.6
0.63
0.67
0.71
0.75
0.8
0.85
0.9
0.951
1.06
1.12
1.18
1.25
1.32
1.4
Anzahl Schläge [-]
Tem
pera
tura
bfal
l [K
]
Kupferdrahtdurchmesser [mm]
0-2 2-4 4-6 6-8 8-10 10-12 12-14 14-16

85
4.4.5 Fazit – Thermische Leitfähigkeit von Motorenwicklungen
In diesem Kapitel wurde die thermische Leitfähigkeit von Motorenwicklungen untersucht. Der
Stand der Technik der Einzugswicklung wurde gemessen und deren thermische Leitfähigkeit
bestimmt. Ebenso wurde eine erhöhte thermische Leitfähigkeit durch einen höheren Füllfak-
tor, einen höheren Drahtdurchmesser sowie durch das Verdrillen der Drähte nachgewiesen.
Das Verdrillen erhöht massgeblich die thermische Leitfähigkeit der Wicklung, da die Wärme
sehr gut entlang der Drähte aus der Wicklung an deren Aussenfläche transportiert werden
kann. Mit diesen Erkenntnissen kann die Forschungsfrage 4 beantwortet werden:
Der in Kapitel 4.2 gesetzte Zielwert der thermischen Leitfähigkeit der Wicklung von 2 W/mK
konnte experimentell durch ein Verpressen einer verdrillten Litze (Formlitze) mit einem Pro-
benfüllfaktor von 68 % nachgewiesen werden. Die thermische Leitfähigkeit der Formlitze
konnte mit einer Genauigkeit von 26 % modelliert werden. Damit konnte theoretisch gezeigt
werden, dass der zweite definierte Zielwert von 12 W/mK (Kapitel 4.2) der thermischen Leit-
fähigkeit der Formlitze erreicht werden könnte. Zur Herstellung dieser Variante müssen noch
die Herstellprozesse beim Lieferanten optimiert werden. Für die weiteren Untersuchungen
am Prototyp wird die vermessene Formlitze mit einer thermischen Leitfähigkeit von 2 W/mK
verwendet.
Kurzantwort auf Forschungsfrage 4: Experimentell konnte eine Steigerung der thermi-
schen Leitfähigkeit von 0.56 W/mK auf 2.09 W/mK nachgewiesen werden. Dies entspricht
dem in Forschungsfrage 2 definierten Zielwert. Basierend auf diesen Messungen wurde ein
thermisches Modell entwickelt, welches die thermische Leitfähigkeit einer konventionellen
Wicklung (quer zur Wicklung) mit der thermischen Leitfähigkeit entlang des Drahtes kombi-
niert. Mit diesem neuen Modell können die Parameter für den niedrigsten Temperaturabfall
innerhalb der Wicklung gefunden werden.

86
4.5 Steigerung der thermischen Leitfähigkeit der Nut-Isolation
Neben der Wicklung wurde im Kapitel 4.2 ebenfalls das Leistungssteigerungspotential der
elektrischen Nut-Isolation identifiziert. In diesem Kapitel wird ein Versuchsaufbau zur Unter-
suchung der thermischen Leitfähigkeit der Isolation vorgestellt. Mithilfe der Erkenntnisse der
Messungen wird der thermische Widerstand der Isolation reduziert und die Forschungsfrage
5 beantwortet:
Forschungsfrage 5: Welche thermischen Kennwerte können in thermischen Simulationen
für das Nut-Isolations-System (inklusive den Kontaktstellen zur Wicklung und zum Blechpa-
ket) verwendet werden? Wie kann der thermische Widerstand des Nut-Isolations-System in
Kombination mit der verbesserten Wicklung verringert werden? Welche verbesserten ther-
mischen Kennwerte können in Simulationen für das Nut-Isolations-System eingesetzt wer-
den?
Das Nut-Isolationspapier wird in thermischen Simulationen oftmals separiert von der Wick-
lung modelliert. In den meisten Publikationen wird der thermische Übergang von der Wick-
lung auf den Stator nur mit der thermischen Leitfähigkeit der Isolation aus den Datenblättern
modelliert121. Dabei wird meist ein perfekter thermischer Übergang von der Isolation auf die
Wicklung und von der Isolation auf den Stator angenommen. Diese Vereinfachungen sind
bislang nötig, da das System nicht genauer bekannt ist. Bei der Einzugswicklung ist zudem
die Position jedes einzelnen Drahtes unbekannt (vergleiche Abbildung 5 und Abbildung 22).
Da nicht alle aussenliegenden Drähte die Isolation berühren, ist die Grösse der Wickelfläche
schwierig zu bestimmen. Zudem saugt das oftmals eingesetzte Isolationspapier Nomex das
Imprägniermittel auf. Es ist unklar, inwieweit dies die thermische Leitfähigkeit der Isolation
beeinflusst. Ebenso ist unklar, wie gut die thermischen Kontaktbedingungen zwischen Wick-
lung und Isolation sowie der Isolation und dem Blechpaket sind. Aus diesem Grund soll die
Isolation realitätsnah untersucht werden.
Bei der Formlitzenwicklung ist die Position jedes einzelnen Drahts wesentlich genauer gege-
ben. Diese definierten Verhältnisse vereinfachen beträchtlich eine genauere thermische
Messung und Simulation der Isolation. Da die einzelnen thermischen Einflüsse der Kompo-
nenten zwischen dem Blechpaket und der Wicklung (Kontaktwiderstand, Isolation, Impräg-
nierung) schwierig zu trennen sind und diese Komponenten immer als Gesamtpaket vor-
kommen, soll die thermische Leitfähigkeit der Isolation, der Imprägnierung und der Über-
gangswiderstände (Blech – Isolation, Isolation - Wicklung) als Gesamtpaket gemessen wer-
den. Die thermische Leitfähigkeit der Isolation, des Imprägniermittels und der Übergangswi-
121 Hachicha 2011

87
derstände wird nachgehend als thermische Leitfähigkeit der Isolation zusammengefasst. Das
nächste Kapitel beschreibt einen Versuchsaufbau zur realitätsnahen Messung dieser thermi-
schen Leitfähigkeit mithilfe von Formlitzen.
4.5.1 Der Versuchsaufbau
Der Versuchsaufbau soll möglichst realitätsnah die thermische Leitfähigkeit der Isolation in
Kombination mit einer Formlitze messen. Durch die gewalzten Formlitzen, welche im vorher-
gehenden Kapitel untersucht wurden, sind die Aussenmasse der Wicklung genauer definiert
als bei der Einzugswicklung. Da in dieser Arbeit die Leistungsdichtensteigung des gesamten
Systems von zentraler Bedeutung ist, wird die thermische Leitfähigkeit der Isolation in Kom-
bination mit der Formlitzen-Technologie untersucht. Damit die Kontaktbedingungen des Iso-
lationspapiers am Stator und an der Wicklung möglichst realitätsnahe sind (geplante Anord-
nung im Stator siehe Abbildung 52), wurde im Experiment eine trapezförmige Stator Nut Ge-
ometrie sowie eine trapezförmige Formlitze verwendet.
Abbildung 52: Schematischer Ausschnitt einer Formlitze mit umhüllender Nutisolation im Stator
Der Versuchsaufbau besteht aus zwei Stahl-Backen (Nr. 2 in Abbildung 53 rechts) welche
die Statorzähne simulieren. Diese werden von einer Stahlplatte (Nr. 1 in Abbildung 53 rechts)
zusammengehalten. Dazwischen bildet sich ein Leerraum, welcher die Nut simuliert. Darin
befindet sich eine mit Isolationspapier (Nomex) umwickelte Formlitze (Nr. 3 in Abbildung 53
rechts). Nach der Montage aller Teile wird der ganze Versuchsaufbau analog zum Herstell-
prozess des Stators (siehe Kapitel 2.4.2) imprägniert.
Die Formlitze wird wie im Motor von Strom durchflossen und gibt eine definierte Verlustleis-
tung an die zwei wasserdurchflossenen Kühlkanäle (Nr. 4 in Abbildung 53 rechts) ab. Somit
ergibt sich ein realitätsnaher Wärmestrom durch die Isolation. Die statorähnliche Geometrie
des Versuchsaufbaus und die Verwendung der gängigen Produktionsmethoden stellt eine
realitätsnahe Messung der thermischen Leitfähigkeit der Isolation sicher.

88
Abbildung 53: Versuchsaufbau zur Bestimmung der thermischen Leitfähigkeit der Isolation
Der Wärmestrom durch die Isolation wird analog zum Experiment im Kapitel 4.3.1 mit Hilfe
der zwei gemessenen Temperaturen ( 1 und 2 in Abbildung 53 links) bestimmt. Der Tem-
peraturabfall über der Isolation wird mittels einer Temperaturmessung auf der Wicklung ( 1
in Abbildung 53 links) und der durch Extrapolation ermittelten Temperatur berechnet. Aus
dem Temperaturabfall und dem Wärmestrom erhält man analog zu Kapitel 4.3.1 den thermi-
schen Widerstand der Isolation.
Zur genauen Bestimmung des Wärmestroms muss die thermische Leitfähigkeit der Backen
genau bekannt sein. Die Backen wurden aus kostengünstigem S235 hergestellt. Die Zu-
sammensetzung von handelsüblichen Stählen variiert stark, weshalb auch die thermische
Leitfähigkeit stark variiert122. Die thermische Leitfähigkeit des verwendeten Stahls wurde mit
dem thermischen Prüfstand aus Kapitel 4.3.4 gemessen. Für eine präzise Bestimmung des
Wärmestroms ist ein möglichst linearer Temperaturgradienten im Schenkel der Backen ge-
fordert. Durch das Hinzufügen zweier Schlitze konnte mittels FEM-Simulationen ein konstan-
ter Temperaturgradient nachgewiesen werden (vergleiche Abbildung 54).
122 Peet 2011

89
Abbildung 54: Optimierung des linearen Temperaturabfalls in den Backen zur präzisen Bestimmung des Wär-mestroms (links: vor Optimierung, rechts: nach Optimierung). Unten Temperatur-Weg Verlauf
Wie im realen Motor wurde der Aufbau symmetrisch ausgeführt. Dadurch wird der Wär-
mestrom rechts und links in die baugleichen Backen abgegeben. Das Gleichteileprinzip er-
laubt zwei redundante Messungen pro Versuchsaufbau. Dadurch wird die Qualität des Mess-
Ergebnisses erhöht. Das Gleichteileprinzip einfacher Frästeile und die Verwendung von han-
delsüblichen Stählen erlaubt eine Vielzahl von Isolationsvarianten kostengünstig auszumes-
sen.
4.5.2 Messung des thermischen Widerstandes der Isolation
Wie im vorhergehenden Kapitel beschrieben, wurde der Versuchsaufbau mit einer Nomex-
Isolation realisiert (siehe Abbildung 55).
Abbildung 55: Versuchsaufbau zur Vermessung der thermischen Leitfähigkeit der Isolation

90
Für die Bestimmung des Abstands zwischen der Wicklung und der Nut wurde nach der Ver-
suchsdurchführung der Versuchsblock durchtrennt und die Oberfläche plan geschliffen.
Dadurch konnte die Distanz zwischen der Wicklung und dem Zahn unter dem Mikroskop
präzise gemessen werden. Ein typisches Schliffbild ist in Abbildung 56 dargestellt.
Abbildung 56: Schliffbild des Versuchsaufbaus zur Vermessung der thermischen Leitfähigkeit der Isolation
Mit Hilfe der gemessenen Distanz zwischen Zahn und Wicklung und dem ermittelten thermi-
schen Widerstand kann mit der Formel 13 die thermische Leitfähigkeit der Isolation bestimmt
werden.
Für das Nomex-Isolationspapier wurde eine thermische Leitfähigkeit von 0.134 W/mK ermit-
telt. Dieser Wert passt gut mit den Angaben im Datenblatt von 0.139 W/mK zusammen. In
diesem Experiment wurde zwischen dem Zahn und der Wicklung eine Distanz von 0.285 mm
gemessen. Es wurde ein Isolationspapier mit einer Stärke von 0.25 mm eingesetzt. Dadurch
ergibt sich eine Montageluft von 0.035 mm.
Für zukünftige Simulationen ist somit die Verwendung der thermischen Leitfähigkeit des Iso-
lationspapiers aus den Datenblättern hinreichend gut. Das Imprägniermittel sowie die Kon-
taktwiderstände müssen in den Simulationen nicht separat betrachtet werden. Allerdings
muss für genauere thermische Simulationen für die Dicke der Isolation die Montageluft mit
berücksichtigt werden. Andernfalls wäre in unserem Fall der thermische Widerstand um etwa
15% zu klein.
In der Parameteranalyse von Kapitel 4.2 wurden die Potentiale zur Senkung des totalen
thermischen Widerstands durch Simulationen identifiziert. Dabei wurde die Isolation mit der
nominalen Dicke und der thermischen Leitfähigkeit aus dem Datenblatt verwendet. Für die
Potentialabschätzung ist die experimentell ermittelte Abweichung von ca. 15 % akzeptabel.
Somit bleibt die Isolation ein nennenswerter Kandidat zur Erhöhung der Leistungsdichte. Aus
diesem Grund wird im nächsten Kapitel untersucht, wie der thermische Widerstand der Isola-
tion minimiert werden kann.

91
4.5.3 Minimierung des thermischen Widerstands der Isolation
Eine Steigerung der thermischen Leitfähigkeit der Isolation von 0.2 W/mK auf 0.4 W/mK
würde eine Reduktion des gesamten thermischen Widerstands von 10 % bewirken (verglei-
che Kapitel 4.2). Dieses Kapitel befasst sich mit Lösungen zur Minimierung des thermischen
Widerstands der Isolation.
Die thermische Leitfähigkeit der Isolation ist von der thermischen Leitfähigkeit und der Dicke
des Isolationspapiers abhängig. Zusätzliche Einflussparameter sind die thermische Leitfähig-
keit des Imprägnierharzes, die Dicke der Montageluft sowie die thermischen Übergangswi-
derstände (Wicklung-Isolation, Isolation-Blech). Aus all diesen Einflussgrössen ergeben sich
folgende Möglichkeiten zur Senkung des thermischen Widerstands der Isolation:
Tabelle 10: Möglichkeiten zur Senkung des thermischen Widerstands der Isolation
Nr. Einflussparameter Mögliche Lösung
1 Steigerung der thermischen Leitfähigkeit der
Isolation
Andere Isolationsmaterialien einsetzen
z.B. Kapton, …
2 Minimierung der Dicke der Isolation Dünnere Isolationsmaterialien einsetzen
z.B. durch ein Bandagieren einer Formlitze
3 Steigerung der thermischen Leitfähigkeit des
Imprägnierharzes
Einsetzen einer Vergussmasse mit erhöhter
thermischer Leitfähigkeit
4 Minimierung der Montageluft (Dicke des Im-
prägnierharzes) Formlitze an den Stator pressen
5 Minimierung des thermischen Kontaktwider-
stands Formlitze an den Stator pressen
Die verschiedenen Ansätze aus der Tabelle 10 werden nachfolgend mit dem Stand der
Technik aus Kapitel 2.2.5, 2.2.6 und 2.2.7 verglichen:
Für die Steigerung der thermischen Leitfähigkeit der Isolation existieren schon mehrere For-
schungsarbeiten. Die Dicke der Isolation ist meist über die mechanischen Anforderungen
bestimmt. Wird die Isolation zu dünn gewählt, riskiert man ein Zerreissen während der Mon-
tage. An mechanisch stabileren Isolationen wird geforscht. Zudem existieren einige For-
schungsarbeiten zur Steigerung der thermischen Leitfähigkeit der Imprägnierung. Zu den
Punkten 4 und 5 aus Tabelle 10 besteht noch keine Forschung, da die Formlitzenwicklung
noch wenig verbreitet ist. Es wird ein Anpressen der Formlitze an die Statornut vorgeschla-
gen. Dadurch wird sowohl eine Reduktion der Dicke des Imprägnierharzes als auch eine
Reduktion des thermischen Kontaktwiderstands erwartet. Im Zusammenhang mit der Form-
litze sind alle fünf Einflussparameter optimierbar.

92
Bis anhin war mit der Einzugswicklung ein Andrücken der Isolation nur begrenzt möglich. Die
Einzugswicklung ist in sich schlaff, weshalb eine Übertragung von Anpresskräften auf die
Isolation schwierig wird. Die erhöhte Steifigkeit der Formlitze ermöglicht ein Anpressen der
Isolation an die Nut. Deshalb werden Lösungen zum Anpressen der Formlitzen an die Isola-
tion untersucht.
Abbildung 57: Steg zum definierten Anpressen der Formlitze in die Nut
Für die Untersuchung des Anpressens der Formlitzen in die trapezförmige Nut wird ein zu-
sätzlicher Steg mit Federn (siehe Abbildung 57, Nr. 5 in Abbildung 53 rechts, schwarzer Steg
in Abbildung 53 links) in den Test-Aufbau von Kapitel 4.5.1 eingebaut. Über den Federweg
wurden zwei verschiedene Vorspannungskräfte auf die Formlitze aufgebracht.
4.5.4 Test-Resultate
Die Resultate mit drei unterschiedlichen Anpresskräften der Formlitze auf die Isolation und
den Statorzahn sind nachgehend dargestellt.
Abbildung 58: Steigerung der thermischen Leitfähigkeit der Isolation und Minimierung der Isolations-Montageluft
durch Anpressend der Formlitzen an den Statorzahn
Bei einer Dicke des Isolationspapiers von 0.25 mm wird durch das Anpressen eine Halbie-
rung der Montageluft erreicht. Diese hat zwar einen direkten Einfluss auf den thermischen
Widerstand der Isolation, hingegen nur einen geringen Einfluss auf die thermische Leitfähig-
keit, da das Imprägnierharz eine ähnliche thermische Leitfähigkeit aufweist wie das Isolati-
onspapier. Der Anstieg der thermischen Leitfähigkeit kann somit mit einer Reduktion des
Kontaktwiderstands erklärt werden. Dieser Effekt lässt sich durch die wenigen Kontaktstellen
0.265
0.27
0.275
0.28
0.285
0.29
0.1
0.12
0.14
0.16
0.18
0.2
0 0.1 0.2 0.3 0.4 0.5
Dis
tanz
Sta
torb
lech
-W
ickl
ung
[mm
]
The
rmis
che
Leitf
ähig
keit
[W/m
K]
Anpressdruck Isolation [N/mm^2]
Thermische Leitfähigkeit
Distanz

93
der hügeligen Mikrostruktur einer rauen Oberfläche erklären. Durch das Anpressen werden
die Hügel abgeflacht und die Kontaktfläche erhöht.123
Sowohl die Reduktion der Distanz der Isolation als auch die Reduktion des Kontaktwider-
standes tragen zu Reduktion des thermischen Widerstands der Isolation bei. Durch das An-
pressen wurde die Distanz zwischen Zahn und Wicklung um 6 % verkürzt und die thermi-
sche Leitfähigkeit der Isolation um 41 % erhöht. Kombiniert bedeutet dies eine Reduktion
des thermischen Widerstands um 34 %.
4.5.5 Fazit
Die Parameteruntersuchung von Kapitel 4.2 zeigt bei einer Erhöhung der thermischen Leit-
fähigkeit der Isolation bis 0.4 W/mK eine fast lineare Reduktion des gesamten Wärmeleitwi-
derstands. Bei einer Steigerung der thermischen Leitfähigkeit von 0.2 W/mK auf 0.4 W/mK
würde der gesamte Wärmeleitwiderstand des Motors um 10 % reduziert werden.
Für die Untersuchung der thermischen Leitfähigkeit der Isolation wurde ein realitätsnahes
Experiment aufgebaut. Damit lässt sich der thermische Widerstand der Isolation inklusive der
Übergangswiderstände zum Blech und zur Wicklung messen. Die Messungen bestätigen die
thermischen Leitfähigkeiten der Nomex-Datenblätter. In der Simulation muss bei einer Isola-
tionsdicke von 0.25 mm zusätzlich 15 % Montagedistanz berücksichtigt werden.
Durch die Steifigkeit der trapezförmigen Formlitzen ist ein Anpressen des Isolationspapiers
möglich. Im Experiment wurde die Formlitze an die Statorzähne gedrückt. Es konnte eine
Reduktion der Distanz zwischen Zahn und Wicklung und eine Reduktion des Kontaktwider-
stands erzielt werden. Beide Effekte zusammen erzielen eine Reduktion des thermischen
Widerstands um 34 %. Übertragen auf die Untersuchungen von Kapitel 4.2 würde dies einer
Reduktion des gesamten thermischen Widerstands um 5 % entsprechen.
Kurzantwort auf Forschungsfrage 5: Eine thermische Leitfähigkeit des Nut-Isolations-
System von 0.2 W/mK wurde experimentell bestimmt. Dies entspricht in etwa der im Daten-
blatt der Isolation angegebenen thermischen Leitfähigkeit. Hingegen muss zusätzlich zu der
Isolationsdicke im Simulationsmodell eine Montagetoleranz von 15 % berücksichtigt werden.
Der thermische Widerstand der Isolation konnte durch ein Anpressen mittels der erforschten
Wicklung verringert werden. Durch die trapezförmige Form der erforschten Wicklung wird
ein Anpressen der Isolation an die Zahnflächen erst möglich. Dies verbessert einerseits die
thermische Anbindung, andererseits die Distanz zwischen Wicklung und Zahn. Beide Effek-
te zusammen ergeben eine Reduktion des thermischen Widerstandes um 34 %.
123 Bergman 2011

94
4.6 Fazit – Steigerung der Leistungsdichte
Eines der zentralen Elemente für den Antrieb eines Elektrofahrzeugs ist der Elektromotor.
Dieser wird für fast alle erhältlichen Serien-Elektrofahrzeuge mit einer verteilten Wicklung
hergestellt. Wegen der begrenzten Platzverhältnisse in Fahrzeugen und der geforderten
Gewichtsreduktion ist die Erhöhung der Leistungsdichte von Elektromotoren eine wichtige
Herausforderung für zukünftige Entwicklungen. Die Leistungsdichte der meisten Elektromo-
toren für EV-Anwendungen ist durch die Dauerleistung limitiert. Diese ist von der Kühlung
des Elektromotors abhängig. Eine verbesserte Kühlung steigert die Dauerleistung des Elekt-
romotors oder ermöglicht diesen kleiner und kostengünstiger zu bauen.
Aus der thermischen Vermessung eines BRUSA-Motors wurde die Wicklung als thermischer
Flaschenhals identifiziert. Mittels einer experimentell abgesicherten Simulation konnte der
Einfluss der Steigerung der thermischen Leitfähigkeiten auf die Dauerleistung des Motors
quantifiziert werden. Eine Steigerung der thermischen Leitfähigkeit der Wicklung von
0.56 W/mK auf 2 W/mK (Faktor 4) bewirkt bereits eine Reduktion des thermischen Ge-
samtwiderstands um 27 %. Ebenso verspricht die Steigerung der thermischen Leitfähigkeit
der Isolation von 0.2 W/mK auf 0.4 W/mK eine Reduktion des thermischen Gesamtwider-
stands um 10 %. Diese beiden Steigerungspotentiale wurden jeweils einzeln experimentell
untersucht.
Ein Prüfstand zur Vermessung der thermischen Leitfähigkeit von Wicklungsproben wurde
konstruiert und auf eine minimale Messabweichung optimiert. Damit konnte die thermische
Leitfähigkeit der verteilten Wicklung (Stand der Technik) bestimmt werden (0.5 W/mK). We-
gen der hohen thermischen Leitfähigkeit von reinem Kupfer (400 W/mK) wurde ein hohes
Steigerungspotential vermutet. Die verschiedenen Einflussfaktoren der thermischen Leitfä-
higkeit der verteilten Wicklung wurden experimentell quantifiziert. Die thermische Leitfähig-
keit entlang des Drahtes zeigte ein hohes Steigerungspotential für die thermische Leitfähig-
keit der Wicklung. Aus diesem Grund wurden Drähte zu Litzen verdrillt. Durch die Verdrillung
wird die Wärme entlang des Drahtes von innen nach aussen geführt. Durch ein zusätzliches
Verpressen der Litzen entstehen die sogenannten Formlitzen, welche durch ihren erhöhten
Füllfaktor die Kupfer-Verluste reduzieren. Eine erhöhte thermische Leitfähigkeit der Formlit-
zen von 2 W/mK konnte experimentell nachgewiesen werden. Dies entspricht einer Redukti-
on des gesamten thermischen Widerstands des Stators um 27 % (siehe Abbildung 59). Ein
thermisches Modell der Formlitzen ist in gutem Einklang mit den Messungen (Abweichung
26 %) und liefert die Basis für das Verständnis der Einflussgrössen. Damit konnten die
Drahtdicke und die Verseillänge der Formlitzen optimiert werden.

95
Die thermische Leitfähigkeit der Isolation wurde mit einem realitätsnahen Experiment unter-
sucht. Der thermische Widerstand der Isolation inklusive der Übergangswiderstände zum
Stator-Blech und zur Wicklung kann gemessen werden. Durch ein radiales Anpressen der
trapezförmigen Formlitzen an die trapezförmige Nut konnten sowohl die Distanz zwischen
Wicklung und Zahn als auch der Kontaktwiderstand minimiert werden. Der thermische Wi-
derstand der Isolation konnte so um 34 % reduziert werden. Dies entspricht einer zusätzli-
chen Reduktion des gesamten thermischen Widerstands des Stators von 5 %.
Die experimentell nachgewiesenen Steigerungen der thermischen Leitfähigkeit sind im un-
tenstehenden Diagramm verbildlicht. Kombiniert können die Massnahmen an der Wicklung
und an der Isolation eine Senkung des gesamten Wärmeleitwiderstands von 32 % bewirken.
Abbildung 59: Reduktion des gesamten Wärmeleitwiderstands des Stators durch Erhöhung der thermischen Leit-
fähigkeit der einzelnen Komponenten. Die erreichten Werte sind gelb eingezeichnet.
Mit diesen Ergebnissen wurde das Potential zur Leistungssteigerung des BRUSA-Referenz-
Motors simuliert. Die erhöhten thermischen Leitfähigkeiten und die verminderten Verluste
durch den erhöhten Kupferfüllfaktor wurden in der thermischen Simulation berücksichtigt.
Dabei wurden alle Verlustleistungen proportional gesteigert, bis die ursprüngliche maximale
Temperatur der Einzugswicklung erreicht wurde. Damit kann eine Verlustleistungssteigerung
von 35 % vorausgesagt werden. Unter der Annahme eines gleichbleibenden Wirkungsgrads
bedeutet dies eine Leistungssteigerung um 35 % für den gesamten Elektromotor. Somit kann
auch die Leistungsdichte des BRUSA-Elektromotors um 35 % gesteigert werden.
Die neu vorgeschlagene Wicklung und Isolation mit einer gesteigerten thermischen Leitfä-
higkeit muss wirtschaftlich und serientauglich produziert werden können. Da vor allem die
Wicklung ein hohes Steigerungspotential aufweist, wird dafür im nächsten Kapitel die Ent-
wicklung der Herstellprozesse beschrieben.
0%
5%
10%
15%
20%
25%
30%
35%
40%
0% 5% 10% 15% 20% 25% 30%
Red
uktio
n G
esam
t-W
ärm
elei
twid
erst
and
Maximal erreichbare Wärmeleitfähigkeit [W/mK]
Wicklung
Statorblech
Isolation

96
Kurzantwort auf die Forschungsfragen der Leistungssteigerung (1 bis 5): In einem
Experiment wurde die Wicklung als thermischer Flaschenhals im Elektromotor identifiziert.
Zudem lässt sich aus den Messdaten die geringe thermische Leitfähigkeit der Wicklung be-
rechnen. Simulationen zeigen bei einer Steigerung der thermischen Leitfähigkeit der Wick-
lung um Faktor 4 eine Reduktion des totalen thermischen Stator-Widerstands um 27 %.
Messungen auf einem speziell dafür konstruierten Prüfstand zeigen eine deutliche Steige-
rung der thermischen Leitfähigkeit von verdrillten Wicklungen. Diese Steigerung wird durch
die Wärmeleitung entlang der einzelnen Kupfer-Drähte bewirkt. Durch ein Verdrillen und
Verpressen der Wicklung konnte eine Steigerung der thermischen Leitfähigkeit von
0.59 W/mK auf 2.09 W/mK erreicht werden. Mit einem analytischen Modell konnte die ther-
mische Leitfähigkeit dieser Wicklung nachgebildet werden. Damit wurden die Parameter der
Wicklung zur Steigerung der Dauerleistung optimiert. In Kombination mit der verbesserten
Wicklung konnte experimentell eine Reduktion des thermischen Widerstands des Nut-
Isolation-Systems (Nut-Isolationspapier inklusive der thermischen Kontaktstellen zur Wick-
lung und Blechpaket) um 34 % nachgewiesen werden. Diese Reduktion wird durch eine
Verringerung der Kontaktwiderstände und der Distanz zwischen Wicklung und Blechpaket
erreicht.
97
5 Die Herstellprozesse der Formlitzenwicklung
Für innovative Technologien im Automobilsektor wurden in der Einleitung (Kapitel 2.1) drei
Erfolgsfaktoren Leistungsdichte, Kosten, Qualität der Herstellprozesse identifiziert. Zur Stei-
gerung der Leistungsdichte wurde für die Wicklung in Kapitel 4.4 ein vielversprechender An-
satz hergeleitet. Für die Steigerung der Dauerleistung wurde bei einem BRUSA-Elektromotor
die thermische Leitfähigkeit der Wicklung als Flaschenhals identifiziert. Mit verdrillten und
verpressten Kupferdrähten (Formlitzen) konnte die thermische Leitfähigkeit der Wicklung um
Faktor 4 gesteigert werden. Ebenfalls wurde eine Reduktion des thermischen Widerstands
der Isolation um 34 % erreicht.
Zur Bewertung des zweiten Erfolgsfaktors (Kosten) müssen die Herstellprozesse bekannt
sein. Deshalb wird in diesem Kapitel eine Lösung für den Herstellprozess der Formlitzen
vorgestellt. Die Taktzeiten im Herstellprozess sind für die Fertigungskosten massgebend. Da
die Taktzeiten auf theoretischer Basis sehr schwer abschätzbar sind, wird diese anhand von
Versuchsaufbauten gemessen.
Der aktuelle Einziehprozess, welcher sich in Elektromotoren für Elektrofahrzeuge durchge-
setzt hat, stellt die Anlagenhersteller immer noch vor die Herausforderungen der Vollautoma-
tisierung. Diese ist eine Voraussetzung für die Erreichung der Qualitätsanforderungen und
den Zielpreisen in der Grossserie. Aus diesem Grund wird bei der Entwicklung der Herstell-
prozesse der Formlitzentechnologie auf eine vollautomatische Herstellbarkeit geachtet. Zur
Identifikation der Herausforderungen wird zuerst der aktuelle Einziehprozess genauer be-
trachtet. Ein besonderes Augenmerk wird auf die Ursachen der manuellen Prozesse gelegt.
Zudem werden die Herstellprozesse der Einsteckwicklung beleuchtet, die aktuell bei Licht-
maschinen eingesetzt werden. Diese Prozesse gehen von Vollkupferstäben aus, welche bei
höheren Frequenzen zu zusätzlichen Kupferverlusten führen. Trotzdem bilden diese Prozes-
se wegen Ihrer Möglichkeit zur Vollautomatisierung eine wertvolle Konzeptgrundlage für die
Herstellung der Formlitzenwicklung.
Aufbauend auf dem Stand der Technik wird ein Produktionskonzept für den Aufbau der
Formlitzenwicklung entwickelt. Die einzelnen Prozessschritte werden hinsichtlich Taktzeit
und Vollautomatisierbarkeit untersucht. Für jeden Prozessschritt wird eine Machbarkeitsstu-
die durchgeführt und die daraus entstandenen erfolgreichen Resultate für den Bau eines
Prototyps eingesetzt.

98
All diese Punkte sind in der Forschungsfrage 6 und 7 folgendermassen zusammengefasst:
Forschungsfrage 7: Welche Produktionsschritte sind nötig für die Herstellung der leis-
tungsgesteigerten Wicklung und wie sehen diese aus? Welche Taktzeiten ergeben sich für
diese Produktionsschritte?
Forschungsfrage 6: Welche aktuellen Herausforderungen verhindern beim Stand der
Technik ein vollautomatisiertes Bewickeln von Elektromotoren mit hohen Leistungsdichten?
Welche Anforderungen geben sich hieraus für eine zukünftige vollautomatisierte Produkti-
onsanlage?

99
5.1 Herausforderungen bei den aktuellen Produktionsmethoden der verteilen
Wicklung – Anforderungen an eine zukünftige Produktionsanlage
Bei den Elektromotoren für elektrisch angetriebene Fahrzeuge hat sich die Einzugswicklung
durchgesetzt. Zur Erreichung hoher Leistungsdichten werden die Motoren mit Frequenzen
bis zu 2 kHz betrieben124. Dabei ist die Stromverdrängung in den Leitern zu berücksichtigen.
Beim Einsatz von dünneren Leitern (Durchmesser ca. 0.7 mm) ist die Stromverdrängung
vernachlässigbar. Der Einsatz dieser dünnen Drähte bringt bei den einzelnen Produktions-
schritten besondere Herausforderungen mit sich. Manche Produktionsschritte werden des-
halb immer noch manuell ausgeführt. Diese sollen genauer betrachtet und die Ursachen da-
für identifiziert werden.
Zusätzlich werden die Produktionsprozesse der Einsteckwicklung betrachtet, welche typisch
bei Lichtmaschinen verwendet werden. Es werden Vollkupferstäbe in den Stator eingesteckt
und zu einer verteilten Wicklung verschalten. Diese Wickelart wird auch als Hair-Pin-
Wicklung bezeichnet und ist 100 %-ig automatisierbar. Bei EV-Elektromotoren treten im Ver-
gleich zu Lichtmaschinen hohe Frequenzen auf. Die erhöhte Drahtdicke der Vollkupferstäbe
würde bei höheren Frequenzen zu erhöhten Kupferverlusten führen, was sich negativ auf
den Wirkungsgrad und auf die Leistungsdichte auswirken würde. Trotzdem ist die Einsteck-
wicklung wegen ihrer Vollautomatisierbarkeit interessant, da einige Ihrer Produktionsschritte
auf die Formlitzenwicklung übertragbar sein könnten. Die Kombination der Vorteile der zwei
Wicklungsarten soll in die Produktion der Formlitzenwicklung einfliessen. In diesem Kapitel
sollen die Anforderungen an eine zukünftige Produktionsanlage der Formlitzenwicklung her-
geleitet werden, indem Stückzahlprognosen und die aktuellen Herausforderungen bei den
Herstellprozessen analysiert werden125.
Diese Fragestellung wird in Forschungsfrage 6 folgendermassen zusammengefasst:
Forschungsfrage 6: Welche aktuellen Herausforderungen verhindern beim Stand der
Technik ein vollautomatisiertes Bewickeln von Elektromotoren mit hohen Leistungsdichten?
Welche Anforderungen geben sich hieraus für eine zukünftige vollautomatisierte Produkti-
onsanlage?
5.1.1 Herausforderungen bei der Einzugswicklung
Die konventionelle verteilte Wicklung wurde durch den Einziehprozess teilweise automatisiert.
Der Einziehprozess wurde im Kapitel 2.4.2 vorgestellt. In diesem Kapitell sollen vor allem die
Ursachen für die manuellen Arbeitsschritte identifiziert werden.
124 Vergleiche VDA Specification: Power Electronic for Electric Power Trains 125 Stöck 2014b

100
Der Produktionsprozess der Einzugswicklung lässt sich in folgende Unterschritte unterteilen:
Tabelle 11: Prozessschritte der Einzugswicklung
Nr. Prozessschritt Art des Prozesses
1 Nutisolation in Stator einlegen automatisiert
2 Spulen wickeln automatisiert
3 Spulen einziehen automatisiert
4 Wickelkopf zwischenformen automatisiert
5 Wickelkopfisolation anbringen manuell
7 Deckschieber anbringen automatisiert
8 Verschalten manuell
9 Wickelkopf vorformen automatisiert
10 Phasenanschlüsse isolieren manuell
11 NTC/PTC einlegen manuell
12 Wicklungswiderstand, Induktivität, HV Test
13 Wickelkopf bandagieren automatisiert
14 Wickelkopf endformen automatisiert
15 Stator imprägnieren + aushärten automatisiert
16 Stator von Imprägnierung reinigen automatisiert
17 End of Line - Test Test
Bei der Serienherstellung werden die mit „manuell“ markieren Schritte immer noch in Hand-
arbeit ausgeführt. Ebenso weist der Prozessschritt „Stator imprägnieren“ noch Verbesse-
rungspotential betreffend der Prozessbeherrschbarkeit auf126. Bei all diesen Schritten sollen
die Ursachen für die schwierige Automatisierung gefunden werden.
Beim Prozessschritt „Wickelkopf isolieren“ werden manuell sogenannte Phasen-Trenner in
den Wickelkopf eingeschoben. Diese dienen dazu die einzelnen Phasen des Motors vonei-
nander zu isolieren, da zwischen den Phasen die volle Batteriespannung (ca. 400 V) auftritt.
Nach dem Einziehen der vorgewickelten Spulen in den Stator entsteht der Wickelkopf. Die
Position der einzelnen Drähte dieser Spulen im Stator ist unbekannt. Deshalb ist ein definier-
tes Einschieben der Phasen-Trenner sehr schwierig automatisierbar. Es müsste die Position
der einzelnen Drähte bekannt sein. Einige Forschungsarbeiten schlagen Einlegeteile oder
Hilfswerkzeuge vor, welche die von der Nadelwicklung positionierten Drähte in Position hal-
ten. Eine definierte Positionierung der Isolation wird dadurch einfacher127.
126 Kuschnerus 2013, Richnow 2014 127 Stenzel 2014
101
Für den Prozessschritt „Spulen verschalten“ müssen die Enden der eingezogenen Spulen
miteinander zu drei Phasen verschalten werden. Je nach Verschaltungsart werden diese
seriell oder parallel miteinander zu einer Wicklung verschaltet. Danach werden die Drähte
und deren Verbindungen auf dem Wickelkopf positioniert. Da zwischen den verschalteten
Drähten und den darunterliegenden Spulen ebenfalls die volle Batteriespannung auftritt,
müssen die Verschaltungen isoliert werden. Dazu werden auf die Enden der Drähte ma-
nuell Schläuche aufgeschoben. Die isolierten Drähte werden dann meist durch Widerstands-
schweissen miteinander elektrisch verbunden. Sowohl das Aufschieben der Schläuche als
auch das Verschalten der einzelnen Drähte wird momentan manuell durchgeführt. Dieser
Prozess birgt in der Elektromotoren-Produktion eine grosse Fehlerquelle. Zur Erhöhung der
Prozesssicherheit beim Verschalten und Isolieren schlägt ein Patent der Firma Risomat eine
Montagehilfe vor, welche die Enden der Spulen vor und während des Einziehes mit Klam-
mern an definierten Positionen festhält. Durch das schrittweise Freigeben der Enden wird
das Risiko für ein fehlerhaftes Verschalten der Wicklung durch den Arbeiter stark mini-
miert.128
Der letzte manuelle Prozessschritt ist das „Einbringen der Temperaturfühler in den Wi-
ckelkopf“. Zur Schonung der Isolation wird anhand der gemessenen Temperatur die Leis-
tung des Elektromotors gedrosselt. Wegen der Biegeschlaffheit der Drähte kann der Tempe-
ratursensor im Wickelkopf nicht automatisiert positioniert werden. Darüber hinaus ist beim
manuellen Einbringen eine reproduzierbare Positionierung schwierig. Da im Wickelkopf ein
hoher Temperaturgradient herrscht, hat dies grosse Streuungen der Temperaturmessung zur
Folge. Dadurch streut die Dauerleistung der Motoren (interne Messungen bestätigen dies).
Deshalb muss die Derating-Grenze mit einer Sicherheitsreserve gewählt werden. Demnach
würde eine definierte Position des Temperatursensors zur Steigerung der Dauerleistung bei-
tragen.
Die Ursachen aller vier manuellen Tätigkeiten liegen bei der Biegeschlaffheit der Drähte.
Durch den Einziehprozess werden die Drähte zufällig in den Nuten und im Wickelkopf positi-
oniert. Deshalb ist eine Automatisierung dieser Prozessschritte schwierig realisierbar. Dar-
über hinaus ergeben sich durch den Prozess der Einzugswicklung zusätzliche Herausforde-
rungen. Vier davon haben einen besonderen Einfluss auf die Leistungsdichte und die Pro-
zesssicherheit. Diese werden nachgehend erläutert.
Eine dieser vier Herausforderungen ist die Reproduzierbarkeit. „Bezogen auf die Anforde-
rungen an das Testobjekt definiert Reproduzierbarkeit, ob die zugehörigen Testfälle unter
Berücksichtigung aller relevanten Einflussgrössen wiederholt durchgeführt werden kön-
128 Halder 2012

102
nen.“129 Auf die Motorenproduktion übersetzt bedeutet dies: Alle Herstellungsprozesse müs-
sen auf eine Art und Weise durchgeführt werden, dass die geforderte Leistung und Lebens-
dauer garantiert werden kann. In den Grundlagenuntersuchungen zur thermischen Leitfähig-
keit (siehe Kapitel 4.4.2.2) wurde der Einfluss der Position der Drähte auf die thermische
Leitfähigkeit experimentell nachgewiesen. Da die Dauerleistung des Motors ebenfalls von
der thermischen Leitfähigkeit der Wicklung abhängt, spielt für die Leistungsdaten des Elekt-
romotors die Position der Einzeldrähte eine wichtige Rolle. Damit wird die Wichtigkeit der
reproduzierbaren Anordnung der Einzeldrähte klar. Diese kann aktuell mit der Einzugswick-
lung nicht gewährleistet werden (vergleiche Abbildung 22). Messungen am Lehrstuhl für
Elektromagnetische Energiewandlung der RWTH Aachen zeigen über 10 Motoren eine
Streuung des Dauermoments von ca. 3%130. Demnach ist neben der automatisierten Ferti-
gung die Reproduzierbarkeit der Leistungsdaten ein weiterer Grund gegeben, alternative
Lösungen mit einer definierten Position der Einzeldrähte zu finden.
Die zweite Herausforderung, die mit der Einzugswicklung die letzten Jahre ansatzweise ge-
löst wurde, ist die Zweischichtwicklung. Zwei verschiedene Phasen der Wicklung werden
nebeneinander isoliert in die Nut eingezogen. Durch wird ein kontinuierlicheres sinusförmige-
res Luftspaltfeld generiert. Es werden weniger Oberwellen angeregt und somit weniger Ei-
senverluste verursacht. Deshalb wird diese Technik auch in der Automobilindustrie einge-
setzt. In Zukunft ist ein vermehrter Einsatz dieser Technik zu erwarten. Mit der Einzugswick-
lung wird die Produktion der Zweischichtwicklung komplizierter. Es müssen zwei Phasen
nacheinander in eine Nut eingezogen werden. Zusätzlich muss eine Zwischenisolation ein-
geschoben werden. Dadurch verlängert sich die Taktzeit des Einziehens. Die Zweischicht-
wicklung ist wegen Ihrer Leistungsdichte interessant131. Hingegen sind alternative Herstell-
prozesse mit verminderter Taktzeit gesucht.
Die dritte Herausforderung, die Überwachung aller Prozessschritte, hat hinsichtlich der
konsequenten Umsetzung der Null-Fehler-Strategie eine grosse Bedeutung erlangt132. Dabei
wird je nach Möglichkeit bei jedem Produktionsschritt die jeweils produzierte Funktion über-
prüft. Falls dies nicht möglich ist und erst in einem späteren Zeitpunkt die Prüfung vollzogen
werden kann, besteht das Risiko erhöhter Fehlteile-Kosten. Bei der Einzugswicklung kann
die Funktionalität erst in einem sehr späten Zeitpunkt getestet werden (siehe Tabelle 11). Die
Drahtisolation verhindert ein elektrisches Kontaktieren der Prüfeinrichtung. Die Isolation der
Drahtenden wird erst beim Verschalten der Spulen entfernt. Erst ab diesem Zeitpunkt kann
der elektrische Widerstand, die Induktivität, die Drahtisolation und die Nut-Isolation überprüft
129 Letsche 2011 130 Messergebnisse von Hr. Pfingsten Institut für Elektrische Maschinen, Lehrstuhl für Elektromagnetische Ener-giewandlung, RWTH Aachen 131 Königshofer 1959 132 Gschaider 2007

103
werden. Durch die Messung des elektrischen Widerstandes kann die Länge, die Qualität des
Drahtes und die Qualität der Verschaltung überprüft werden. Mittels der Induktivität werden
die Windungszahl und die Verschaltung getestet. Ein HV-Test überprüft die Isolation der
Wicklung zur Nut und der einzelnen Phasen zueinander. Bei all diesen Tests wird im Fehler-
fall der Fehlertyp, aber nicht der Fehlerort identifiziert. Zudem ist ein Austauschen der fehler-
haften Komponenten zu diesem späten Zeitpunkt fast unmöglich. Eine frühe elektrische Kon-
taktierung der Drahtenden würde eine Prüfung nach jedem Prozessschritt erlauben.
Die letzte der vier Herausforderungen ist die Steigerung des Kupferfüllfaktors. Durch den
Einziehprozess ist der Kupferfüllfaktor limitiert. Wird ein zu grosser Kupferfüllfaktor gewählt,
zerreisst das Nutisolationspapier oder die Drähte während des Einziehens. Ein höherer Füll-
faktor wäre sowohl wegen der tieferen Verluste als auch wegen der erhöhten thermischen
Leitfähigkeit der Wicklung (vergleiche Kapitel 4.4.2.1) wünschenswert.
5.1.2 Fazit - Herausforderungen bei der Einzugswicklung
Bei der Einzugswicklung bestehen heute noch manuelle Produktionsschritte. Die Biege-
schlaffheit der einzelnen dünnen Drähte erschwert die Automatisierung. Dies führt bei den
Prozessschritten „Wickelkopf isolieren“, „Spulen verschalten“ und „Verschaltung isolieren“ zu
manuellen Tätigkeiten. Diese bergen in einer Grossserienproduktion Qualitätsrisiken. Zusätz-
lich ist die Einzugswicklung für die Limitierung der Dauerleistung verantwortlich. Hierzu zäh-
len das schwer reproduzierbare manuelle Einlegen des Temperatursensors in die Wicklung,
die zufällige Anordnung der Drähte in der Nut und im Wickelkopf sowie der limitierte Füllfak-
tor in der Nut. Eine Zweischichtwicklung erhöht die Leistungsdichte von Elektromotoren. Wird
diese mit Hilfe der Einzugswicklung erstellt, erhöht sich wegen zusätzlicher Prozessschritte
die Taktzeit. Zudem verhindert die Einzugswicklung eine Qualitätssicherung nach jedem
Prozessschritt, was ein Qualitätsrisiko birgt.
Für die Entwicklung einer zukünftigen Produktionstechnik wäre eine reproduzierbare Positio-
nierung der Drähte wünschenswert und damit die Basis für eine Automatisierung gegeben.
Zudem sollten die Drahtenden in einem frühen Stadium elektrisch kontaktierbar sein. Damit
würde die Qualitätssicherung zwischen den einzelnen Prozessschritten ermöglicht. Eine Er-
höhung des Füllfaktors und die Realisierbarkeit der Zweischichtwicklung würden die Dauer-
leistung und somit die Leistungsdichte erhöhen. Tiefe Umlagen der Anlagekosten machen
die Produktion der Motoren konkurrenzfähig. Dazu müssen kurze Taktzeiten erreicht werden.
Die Einsteckwicklung hat den Vorteil steifer Kupferstäbe, welche eine Vollautomatisierung
der Wicklungsherstellung erlaubt. Deshalb soll diese Wicklung im nächsten Kapitel genauer
betrachtet werden.

104
5.1.3 Stand der Technik der Einsteckwicklungen
Im Automobilbereich wird seit einigen Jahren bei Lichtmaschinen die Einsteckwicklung ein-
gesetzt. Dabei werden U-förmige Stäbe in den Stator eingesteckt und auf der Gegenseite zu
einer Wellenwicklung verschaltet. Gegenüber der Einzugswicklung ist der Vorteil dieser
Wicklungsart die 100%-ige Automatisierbarkeit. Allerding bringt der grössere Kupferdurch-
messer den Nachteil höherer Kupferzusatzverluste mit sich. Die Kupferzusatzverluste für die
HSM1-10.18.13 mit verschiedenen Wicklungsarten nach Rogowski133 berechnet und in Ab-
bildung 60 dargestellt.
Abbildung 60: Kupferzusatzverluste in Abhängigkeit des Drahtdurchmessers und der Frequenz (0.71mm typisch
für die Einzugswicklung, 2.5mm typisch für die Einsteckwicklung) Einzugswicklung mit 40% Füllfaktor, Hair-Pin
und Formlitzenwicklung mit jeweils 60% Füllfaktor.
Anhand der steigenden Anzahl Patente der letzten zwanzig Jahre ist das steigende Interesse
an diesem automatisierten Wickelverfahren erkennbar (vergleiche Abbildung 61). Da in der
Literatur wenig über den Stand der Technik der Einsteckwicklung (auch Hair-Pin-Wicklung
oder Frog-Leg genannt) zu finden ist, wird dieser anhand einer Patentrecherche präsentiert.
Abbildung 61: Anstieg der Anzahl an Hair-Pin (Einsteckwicklung) Patenten in den letzten 40 Jahren
Die Herstellung der Hair-Pin-Wicklung wird gewöhnlich in folgende sieben Produktionsschrit-
te unterteilt134:
133 Rogowski 1913 134 Kreuzer 1992, Cai 2005, Ciampolini 2014
50%
100%
150%
200%
0 500 1000 1500 2000
Kup
ferz
usat
zver
lust
-F
akto
r []
Frequenz [Hz]
Formlitzenwicklung
Einzugswicklung
Hair-Pin-Wicklung H=2.0mm
Hair-Pin-WicklungH=1.54mm
0
10
20
30
40
1973 1983 1993 2003 2013
Häu
figke
it
Jahr

105
Tabelle 12: Prozessschritte der Hair-Pin-Wicklung
Nr. Prozessschritt
1 Produktion der Hair-Pins
2 Stator-Nuten isolieren
3 Einfügen der Hair-Pins in den Stator
4 Biegen der Enden der Hair-Pins
5 Verbinden der Enden der Hair-Pins
6 Zuführen der Spezial-Verbindungs-Elemente
7 Imprägnierung der Wicklung
Für die Produktion der Hair-Pins werden rechteckige und mit Drahtisolation versehene Kup-
fer-Stäbe in die gewünschte Länge zugeschnitten135. Diese Stäbe werden Hair-Pins genannt.
Im Vergleich zu den Stäben im Grossmaschinenbau sind die Hair-Pins dünn. Diese Stäbe
werden nachfolgend zu einem speziell geformten U gebogen136. Das U bildet im Stator einen
der zwei Wickelköpfe. Damit dieser möglichst kurz ausfällt, werden spezielle Formen vorge-
schlagen137. Für die Isolation der Wicklung zur Nut werden in den Patenten zwei Methoden
beschrieben, das Einführen von Isolationspapier in die Nuten des Stators einerseits138 und
andererseits das Isolieren der Hair-Pins139. Nun müssen die Hair-Pins in die isolierten Nuten
eingeführt werden. Da sich mehrere Patente mit dem Problem der Kollision der Nutisolation
und den Hair-Pins beschäftigen, scheint diese beim Einschiebe-Prozess eine spezielle Her-
ausforderung zu sein. In einem Patent wird zur Verhinderung dieser Kollision das „bei Seite
Halten“ der herausstehenden Nutisolation vorgeschlagen140. Ein anderes Patent schlägt vor,
mithilfe eines geheizten Stabs das Nutisolations-Papier fest in die Nut zu drücken und das
überstehende Ende mit einem Konus etwas aufzuweiten141. Für das nachträgliche Einfügen
werden zwei Methoden vorgeschlagen, einerseits ein schrittweises Einfügen der einzelnen
Hair-Pins142, andererseits ein gleichzeitiges Einfügen aller Hair-pins143. Nun müssen die
freien Enden miteinander zu einer Wicklung verbunden werden. Die einzelnen Enden wer-
den zueinander gebogen. So kann auf zusätzliche Verschaltungsringe verzichtet werden. Für
die richtige Verbindung der Hair-Pins werden diese schichtweise entgegengesetzt in Um-
fangsrichtung gebogen (1.Schicht im UZS, 2. Schicht im GUZS, …). Dafür werden mehrere
Methoden vorgeschlagen. Ein Patent schlägt vor, mehrere koaxiale Ringe mit rechteckigen
Löchern zu verwenden144. Diese Löcher halten die Enden der Hair-Pins während des Biege-
135 Bradtmueller 2013 136 Poole 1943 137 Cai 2005 138 Sante 2013 139 Jung 2011 140 Toru 2014 141 Guercioni 2014 142 Sante 2009 143 Jung 2013 144 Mitsuru 2006

106
vorgangs fest. Zur richtigen Positionierung der Hair-Pins werden die einzelnen Ringe axial
und radial bewegt. Ein anderes Patent schlägt vor, mehrere zickzack geformte koaxiale Kro-
nen zu verwenden145. Die Hair-Pin-Enden fügen sich in die Täler des Zickzacks ein und wer-
den ebenfalls mit einer axialen und radialen Bewegung gebogen. Die elektrisch zu verbin-
denden Hair-Pins liegen nun gegenüber. Für den Verbindungsprozess scheint eine möglichst
genaue Positionierung der Hair-Pins sehr wichtig zu sein, da hierfür eine Mehrzahl von Pa-
tenten veröffentlich wurden. Mehrere Patente schlagen Finger vor, welche rechts und links
zwischen den zu verbindenden Hair-Pin-Enden einfahren. Für das Halten der Hair-Pins wer-
den konische Finger146 oder ovale Finger147 vorgeschlagen. Durch eine Drehbewegung die-
ser Finger werden die Hair-Pin-Enden in definierter Position geklemmt. Für das Verbinden
der Hair-Pins wird oftmals ein Schweissprozess vorgeschlagen148. Ein Patent schlägt einen
WIG-Schweiss-Prozess vor149, ein anderes beschreibt einen Laser-Schweiss-Prozess, ein
drittes ein Mikro-Plasma-Schweissen150, ein viertes das Vibrations-Schweissen 151 und ein
wiederum anderes Patent schlägt den Einsatz von rechteckigen Kappen vor, die über die
Hair-Pins gestülpt werden152. Durch diese Verbindungen entstehen mehrere Wellenwicklun-
gen, die sich 360° durch den Stator schlängeln. Diese müssen nun untereinander verschal-
ten werden. Hierzu werden spezielle Kupferteile vorgeschlagen (Spezial-Verbindungs-
Elemente) 153. Als letzter Produktionsschritt wird die Wicklung imprägniert. Hierzu wird neben
dem konventionellen Imprägnieren, wie es bei den Industriemotoren durchgeführt wird154,
auch der komplette Verguss des Wickelkopfs vorgeschlagen155. Ein anderes Patent schlägt
vor, die Hair-Pins vor dem Einstecken zu imprägnieren156. Mit diesem Prozessschritte ist die
Herstellung der Hair-Pin-Wicklung abgeschlossen.
5.1.4 Fazit - Herausforderungen bei Einsteckwicklungen
Die Einsteckwicklung hat gegenüber der Einzugswicklung den Vorteil der Vollautomatisier-
barkeit. Diese wird durch die vorhandene Steifigkeit des Vollkupferstabes und den damit de-
finierten Positionen ermöglicht. Ein klarer Nachteil sind die erhöhten Zusatz-Kupferverluste,
die bei höheren Motorfrequenzen entstehen.
145 Even 2001 146 Mitsuru 2006 147 Favorelle 2004 148 Dae-Sung 2011 149 Drechsler 2002 150 Berger 2007 151 Chen 2010 152 Jung 2013 153 Cai 2009 154 Balke 1966 155 Skrzypchak 2014 156 Rau 2013

107
5.1.5 Stückzahlanforderungen an zukünftige Produktionsanlagen für E-Motoren
Die Serien-Produktionsverfahren neuartiger Wickelverfahren müssen den zukünftigen Stück-
zahlprognosen der EV’s gerecht werden. Nur so hat eine Produktionstechnologie eine Chan-
ce in der Serienfertigung der Automobilbranche Fuss zu fassen. Wird von einer branchenüb-
lichen Serien - Entwicklungszeit von 4 Jahren ausgegangen und einer zusätzlichen Vorent-
wicklungszeit von ein bis zwei Jahren, muss die heute entwickelte Technologie mit den
Stückzahlanforderungen des Jahres 2022 klar kommen. Zudem muss beachtet werden, dass
während der Modelllaufzeit eines Fahrzeugs (von durchschnittlich 6 Jahren157) die Produkti-
onszahlen ebenfalls nochmals ansteigen werden. Für die betrachteten Stückzahlen werden
somit die verfügbaren Prognosen für 2020 bis 2030 herangezogen. Die Stückzahlprognosen
für 2020 belaufen sich je nach Studie auf 6 Millionen158 bis 10 Millionen159 Elektrofahrzeuge
pro Jahr. Für das Jahr 2030 wird eine Stückzahl von 30 Millionen prognostiziert160 (verglei-
che Abbildung 62). Es wird von einem Fahrzeughersteller mit einem Marktanteil von 10%
ausgegangen, was in etwa für VW161 oder Toyota162 aktuell zutrifft. Somit ergeben sich für
das Jahr 2020 jährliche Stückzahlen von ca. 600‘000 bis 1‘000‘000 Elektrofahrzeuge pro
Hersteller und 3 Millionen Fahrzeuge für 2030. Es wird von drei Leistungsklassen ausgegan-
gen: Klein-Fahrzeuge (50 bis 60kW, z.B. VWe-Up!, Renault Zoe, i-MiEV), Mittel-Klasse-
Wagen (85 bis 125kW, z.B. VW e-Golf, BMW i3) und die sportliche Oberklasse (150kW und
mehr, z.B. Tesla). Diese Leistungsklassen zeichnen sich schon jetzt bei der Entwicklung der
Elektromotoren ab. Wird in einem ersten Schritt von einer Gleichverteilung der Leistungs-
klassen ausgegangen, ergeben sich je Hersteller für das Jahr 2020 jährliche Stückzahlen
von mindestens 200‘000 je Leistungsklasse. Oftmals wird in der Automobilindustrie ein Bau-
kastensystem verwendet. Dadurch können dieselbe Komponente oder deren Variationen in
mehreren Modellen einzeln oder sogar mehrfach eingesetzt werden. Durch ein konsequen-
tes Baukastensystem kann wegen der höheren Stückzahlen vom Skaleneffekt profitiert wer-
den. Das Ziel ist somit eine flexible Produktionsanlage auf der die drei beschriebenen Leis-
tungsklassen in einem Baukastensystem hergestellt werden können. Unter der Annahme,
dass nur ein Motor je Fahrzeug verbaut wird, ergeben sich für das Jahr 2020 jährliche Stück-
zahlszenarien bis zu 1 Millionen Stück und 3 Millionen für 2030 je Hersteller. Diese Grössen-
ordnungen passen mit den von Tesla prognostizierten 500‘000 Fahrzeugen163 für 2020 zu-
sammen. Jährliche Stückzahlen von 200‘000 bis 3 Millionen bedeuten für eine Fertigungsli-
nie eine Taktzeit von ca. 5 Sek bis 80 Sek. Für die weitergehende Arbeit wird die Taktzeit auf
157 Elbert 2011 158 Trigg 2013 159 Statista EV 160 Tanaka 2011 161 Statista VW 162 Fuss 2013 163 Freitag 2014
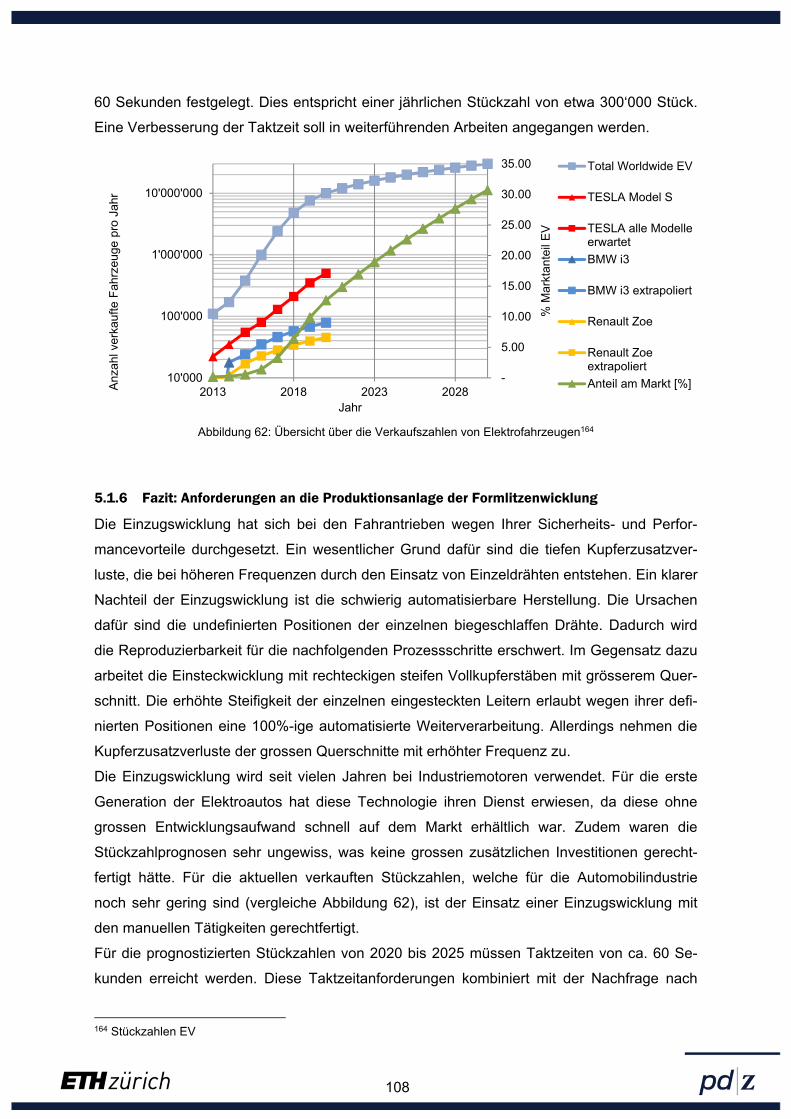
108
60 Sekunden festgelegt. Dies entspricht einer jährlichen Stückzahl von etwa 300‘000 Stück.
Eine Verbesserung der Taktzeit soll in weiterführenden Arbeiten angegangen werden.
Abbildung 62: Übersicht über die Verkaufszahlen von Elektrofahrzeugen164
5.1.6 Fazit: Anforderungen an die Produktionsanlage der Formlitzenwicklung
Die Einzugswicklung hat sich bei den Fahrantrieben wegen Ihrer Sicherheits- und Perfor-
mancevorteile durchgesetzt. Ein wesentlicher Grund dafür sind die tiefen Kupferzusatzver-
luste, die bei höheren Frequenzen durch den Einsatz von Einzeldrähten entstehen. Ein klarer
Nachteil der Einzugswicklung ist die schwierig automatisierbare Herstellung. Die Ursachen
dafür sind die undefinierten Positionen der einzelnen biegeschlaffen Drähte. Dadurch wird
die Reproduzierbarkeit für die nachfolgenden Prozessschritte erschwert. Im Gegensatz dazu
arbeitet die Einsteckwicklung mit rechteckigen steifen Vollkupferstäben mit grösserem Quer-
schnitt. Die erhöhte Steifigkeit der einzelnen eingesteckten Leitern erlaubt wegen ihrer defi-
nierten Positionen eine 100%-ige automatisierte Weiterverarbeitung. Allerdings nehmen die
Kupferzusatzverluste der grossen Querschnitte mit erhöhter Frequenz zu.
Die Einzugswicklung wird seit vielen Jahren bei Industriemotoren verwendet. Für die erste
Generation der Elektroautos hat diese Technologie ihren Dienst erwiesen, da diese ohne
grossen Entwicklungsaufwand schnell auf dem Markt erhältlich war. Zudem waren die
Stückzahlprognosen sehr ungewiss, was keine grossen zusätzlichen Investitionen gerecht-
fertigt hätte. Für die aktuellen verkauften Stückzahlen, welche für die Automobilindustrie
noch sehr gering sind (vergleiche Abbildung 62), ist der Einsatz einer Einzugswicklung mit
den manuellen Tätigkeiten gerechtfertigt.
Für die prognostizierten Stückzahlen von 2020 bis 2025 müssen Taktzeiten von ca. 60 Se-
kunden erreicht werden. Diese Taktzeitanforderungen kombiniert mit der Nachfrage nach
164 Stückzahlen EV
-
5.00
10.00
15.00
20.00
25.00
30.00
35.00
10'000
100'000
1'000'000
10'000'000
2013 2018 2023 2028
% M
arkt
ante
il E
V
Anz
ahl v
erka
ufte
Fah
rzeu
ge p
ro J
ahr
Jahr
Total Worldwide EV
TESLA Model S
TESLA alle Modelleerwartet
BMW i3
BMW i3 extrapoliert
Renault Zoe
Renault Zoeextrapoliert
Anteil am Markt [%]

109
erhöhten Leistungsdichten stellen hohe Anforderungen an eine zukünftige Produktionsanla-
ge. Die Kombination der Vorteile der beiden beschriebenen Wickelarten verspricht ein erfolg-
reiches Konzept. Einerseits sollen dünne Drähte wegen der geringen Kupferzusatzverluste
und andererseits sollen biegesteife Stäbe wegen der guten Automatisierbarkeit eingesetzt
werden. Die Formlitzen aus Kapitel 4.4.3 scheinen beide Vorteile zu vereinen. Die dünnen
Einzeldrähte der Formlitze werden zu einem steifen Stab verarbeitet. Die Formlitze zeigt Vor-
teile betreffend geringeren Verlusten und verbesserter Wärmeabfuhr, was sich positiv auf die
Leistungsdichte des Elektromotors auswirkt. Für den wirtschaftlichen Erfolg muss zusätzlich
ein automatisierbares Produktionsverfahren für die Formlitzenwicklung entwickelt werden.
Ein Produktionskonzept, welches all die genannten Anforderungen erfüllt, wird im nächsten
Kapitel beschrieben.
Kurzantwort auf Forschungsfrage 6: Für die industrialisierte Fertigung von leistungsstar-
ken Elektromotoren für Fahrantriebe hat sich die Einzugswicklung durchgesetzt. Für Licht-
maschinen hat sich teilweise die Einsteckwicklung durchgesetzt. Mit dieser wird wegen der
gut positionierbaren eckigen Kupferstäbe ein hoher Automatisierungsgrad erreicht. Die Ein-
zugswicklung zieht mehrere dünnere Runddrähte simultan in den Stator ein. Wegen der
Biegeschlaffheit der einzelnen Drähte können diese nicht definiert positioniert werden. Des-
halb ist bei EV-Antriebsmotoren mit Einzugswicklung bis heute immer noch Handarbeit nö-
tig. Hingegen reduziert der geringere Drahtdurchmesser die Kupferzusatzverluste. Als
Hauptherausforderung für die Produktion der untersuchten Elektromotoren ergibt sich die
definierte Positionierung der Drähte an den Stellen, an denen ein späterer Prozessschritt
eingreift. (z.B. Positionierung der Drahtenden der Wicklung für das Verschalten nach dem
Einziehprozess)
Für die nächsten 10 Jahre prognostizieren mehrere Studien einen starken Zuwachs
elektrisch angetriebener Fahrzeuge. Damit die Produktionsmethoden diesen Stückzahlen
gerecht werden, müssen Taktzeiten in der Grössenordnung von 60 Sekunden erreicht wer-
den.

110
5.2 Herstellungsprozesse der Formlitzenwicklung
Die Formlitzenwicklung soll die Vorteile der geringen Kupferzusatzverluste der Einzugswick-
lung mit der den Vorteilen der Herstellbarkeit der Einsteckwicklung vereinen. Zusätzlich sol-
len die Erkenntnisse der erhöhten thermischen Leitfähigkeit der Formlitzen sowie des erhöh-
ten Kupfer-Füllfaktors mit berücksichtigt werden165. Diese Themen werden in Forschungsfra-
ge 7 behandelt:
Forschungsfrage 7: Welche Produktionsschritte sind für die Herstellung der leistungsge-
steigerten Wicklung notwendig und wie sehen diese aus? Welche Taktzeiten ergeben sich
für diese Produktionsschritte?
Das Konzept der Formlitzenwicklung wird im nachfolgenden Abschnitt beschrieben. Das
Konzept wird in einzelne Prozessschritte unterteilt, welche in den nachfolgenden Unterkapi-
teln genauer beschrieben werden.
5.2.1 Konzept der Formlitzenwicklung
In Anlehnung an die Prozessschritte der Hair-Pin-Wicklung werden für die Formlitzenwick-
lung die Prozessschritte aus Tabelle 13 vorgeschlagen.
Tabelle 13: Prozessschritte der Formlitzen Wicklung
Nr. Prozessschritt Beschreibung von Prozessschritt
1 Herstellen der Formlitzen Verseilen der Drähte, Walzen, ablängen
2 Kompaktieren der Formlitzen Drähte an den Enden der Formlitzen el. und mech. verbinden
3 Isolieren der Nuten Isolationspapier in die Nuten einführen
4 Einschieben der Formlitzen Formlitzen in die Statornuten einschieben
5 Biegen der Formlitzen Herausragende Enden aus dem Stator biegen
6 Verbinden der Formlitzen Verbogene Enden miteinander elektrisch verbinden
7 Unregelmässige Verbindungen Stromschienen anbringen als Verschaltungselemente
8 Imprägnieren Wicklung mechanisch fixieren
Als erster Prozessschritt wird die Formlitze hergestellt. Rechteckig verdrillte und gewalzte
Litzen sind bei mehreren Spezialisten erhältlich. Hingegen werden für trapezförmige Nuten
angepasste trapezförmige Formlitzen benötigt. Die Formlitzen werden im Endlosverfahren
hergestellt und müssen auf die richtige Länge zugeschnitten werden.
Die Wicklungsproben der Formlitzen sind in sich stabil, nur die Einzeldrähte an den Enden
spleissen auf. Die Enden der Formlitze müssen somit zusammengehalten werden. Zusätz-
lich wurde in den Anforderungen klar, dass ein elektrisches Kontaktieren der Drähte in einem
165 Stöck 2015a, Stöck 2015b

111
frühen Zeitpunkt von grossem Nutzen für die Qualitätsprüfung ist. Deshalb müssen die ein-
zelnen Drähte an den Enden mechanisch und elektrisch miteinander verbunden werden166.
Dieser Prozessschritt wird hier Kompaktieren der Formlitze genannt. Die Nuten werden ana-
log zur Hair-Pin- und der Einzugswicklung isoliert. Dieser Prozessschritt wird hier Isolieren
der Nuten bezeichnet. Alternativ können die Formlitzen mit einer umhüllenden Isolation aus-
gerüstet werden. Erste Biegeversuche zeigen bei Formlitzen grössere Schwierigkeiten als
bei Vollkupferstäben. Deshalb werden gerade Formlitzen verwendet, die an beiden Enden im
Motor verbunden werden müssen. So wird der Prozessschritt der U-Biegung umgangen, was
in der ersten Entwicklungsphase das Risiko minimiert. Die geraden vorkompaktierten Form-
litzen werden in die Stator-Nuten eingeschoben. Dieser Prozessschritt wird hier Einschieben
der Formlitzen genannt. Die Formlitzen müssen an beiden Enden richtig verschaltet werden.
Dazu werden diese auf beiden Seiten in die richtige Position gebogen. Dieser Prozessschritt
wird hier Biegen der Formlitzen genannt. Nach dem Biegen müssen die beieinanderliegen-
den kompaktierten Enden miteinander elektrisch verbunden werden. Da alle Drähte der
Formlitzen vorgängig an den Enden miteinander kompaktiert wurden, müssen nur noch die-
se Enden der Formlitzen miteinander verbunden werden. Dieser Prozessschritt wird hier
Verbinden der Formlitzen genannt. Durch das Verbinden der Formlitzen entstehen soge-
nannte Wellen, welche sich 360° um den Stator herumschlängeln (siehe Abbildung 63). Die-
se einzelnen Wellen müssen nun parallel oder seriell miteinander verbunden werden. Hierzu
werden sogenannte unregelmässige Verbindungen in Form von Kupferschienen angebracht
und mit den Formlitzen elektrisch verbunden. Der Strom wird von einer Welle in die nächste
geführt. Dieser Schritt wird als unregelmässige Verbindungen zusammengefasst.
Als letzter Schritt muss die Wicklung mechanisch fixiert werden. Die Formlitzenwicklung
kann wie die Einzugswicklung konventionell imprägniert werden. Da die Imprägnierung ein
sehr schwer überwachbarer Prozessschritt ist, könnten alternativ dazu die Drähte der Form-
litzen vor dem Einschieben zum Beispiel mit Backlack miteinander fixiert werden. All diese
Möglichkeiten werden hier dennoch zum Prozessschritt Imprägnieren zusammengefasst, da
sich dieser Begriff in der Motorenherstellung eingebürgert hat.
Abbildung 63: Eine Formlitzen-Welle im Stator
166 Mathoy 2010
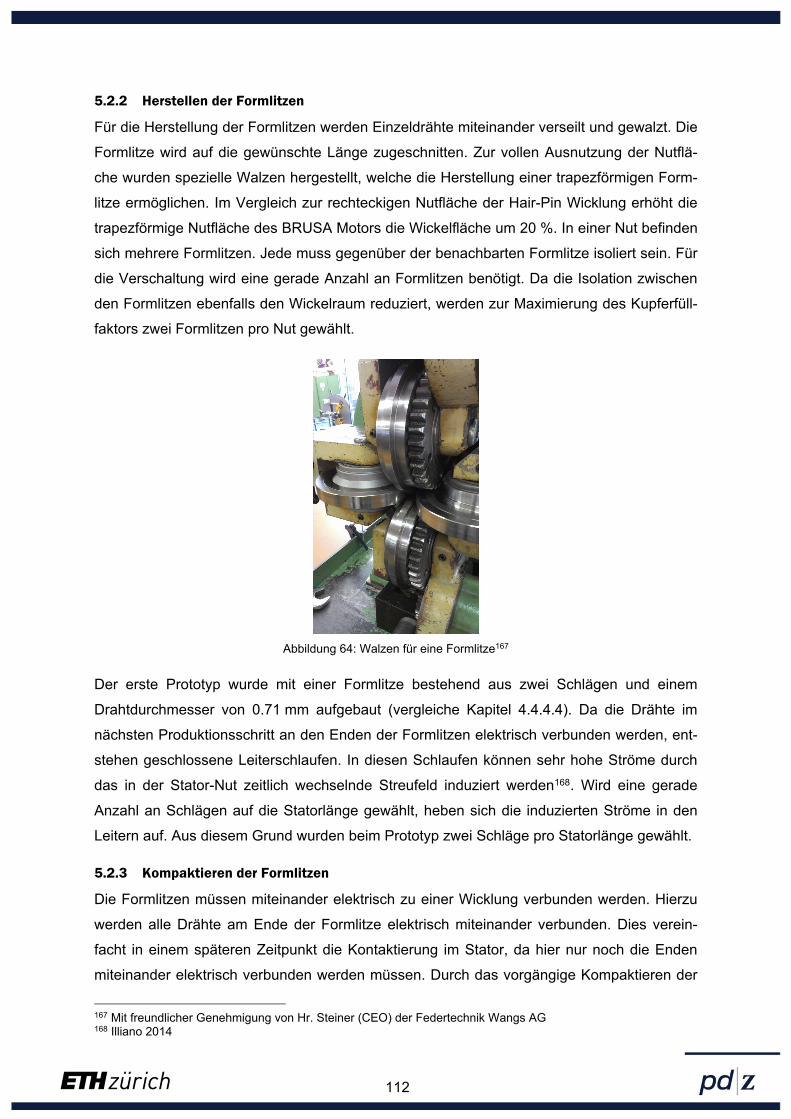
112
5.2.2 Herstellen der Formlitzen
Für die Herstellung der Formlitzen werden Einzeldrähte miteinander verseilt und gewalzt. Die
Formlitze wird auf die gewünschte Länge zugeschnitten. Zur vollen Ausnutzung der Nutflä-
che wurden spezielle Walzen hergestellt, welche die Herstellung einer trapezförmigen Form-
litze ermöglichen. Im Vergleich zur rechteckigen Nutfläche der Hair-Pin Wicklung erhöht die
trapezförmige Nutfläche des BRUSA Motors die Wickelfläche um 20 %. In einer Nut befinden
sich mehrere Formlitzen. Jede muss gegenüber der benachbarten Formlitze isoliert sein. Für
die Verschaltung wird eine gerade Anzahl an Formlitzen benötigt. Da die Isolation zwischen
den Formlitzen ebenfalls den Wickelraum reduziert, werden zur Maximierung des Kupferfüll-
faktors zwei Formlitzen pro Nut gewählt.
Abbildung 64: Walzen für eine Formlitze167
Der erste Prototyp wurde mit einer Formlitze bestehend aus zwei Schlägen und einem
Drahtdurchmesser von 0.71 mm aufgebaut (vergleiche Kapitel 4.4.4.4). Da die Drähte im
nächsten Produktionsschritt an den Enden der Formlitzen elektrisch verbunden werden, ent-
stehen geschlossene Leiterschlaufen. In diesen Schlaufen können sehr hohe Ströme durch
das in der Stator-Nut zeitlich wechselnde Streufeld induziert werden168. Wird eine gerade
Anzahl an Schlägen auf die Statorlänge gewählt, heben sich die induzierten Ströme in den
Leitern auf. Aus diesem Grund wurden beim Prototyp zwei Schläge pro Statorlänge gewählt.
5.2.3 Kompaktieren der Formlitzen
Die Formlitzen müssen miteinander elektrisch zu einer Wicklung verbunden werden. Hierzu
werden alle Drähte am Ende der Formlitze elektrisch miteinander verbunden. Dies verein-
facht in einem späteren Zeitpunkt die Kontaktierung im Stator, da hier nur noch die Enden
miteinander elektrisch verbunden werden müssen. Durch das vorgängige Kompaktieren der
167 Mit freundlicher Genehmigung von Hr. Steiner (CEO) der Federtechnik Wangs AG 168 Illiano 2014

113
Enden der Formlitzen ist die Basis für das Testen vor und nach jedem Prozessschritt ge-
schaffen, was eine durchgängige Qualitätsprüfung während der Produktion ermöglicht (ver-
gleiche Kapitel 5.1.1). Während der Kompaktierung erfolgt durch das Entfernen der Drahtiso-
lation bei vielen Prozessen eine Verschmutzung. Durch die vorgängige Kompaktierung kann
diese Verschmutzung örtlich getrennt von allen anderen Prozessschritten durchgeführt wer-
den. Bei den ersten Einschiebe-Versuchen zeigte sich rasch ein Aufspleissen der Drähte der
Formlitzen, was ein weiteres Einschieben verunmöglichte. Deshalb müssen neben der
elektrischen Kontaktierung die Drähte an den Enden mechanisch zusammengehalten wer-
den. Dies vereinfacht das Einschieben der Formlitzen in die Statornuten erheblich, da
dadurch auch keine einzelnen Drähte von der Formlitze abstehen. In einem ersten Prinzip-
nachweis wurden die Enden der Formlitzen in einem Zinnbad verlötet. Das Zinnbad ver-
brennt die Drahtisolation und verbindet alle Drähte an den Enden der Formlitze (siehe Abbil-
dung 65a). Allerdings liegt die Glasübergangstemperatur von Zinn tiefer als die Betriebstem-
peratur des Motors. Deshalb wurden alternative Kontaktierungsarten untersucht. Bei vielen
Prozessen stellt das Abisolieren der Drähte die grösste Herausforderung dar. Zwar kann die
Isolation mit Flusssäure chemisch entfernt werden, hingegen ist ein solcher Prozess sicher-
heitstechnisch schwierig in einer Serienproduktion realisierbar. Das Widerstandsschweissen
kombiniert in einem Schritt das Abisolieren mit dem Verbinden der Drahtenden. Erste Versu-
che mit einer Standard-Kupfer-Hülse und einem Standard-Stempel erbrachten den Konzept-
nachweis für die Industrialisierung der Kompaktierung. Trotz der schlecht passenden Hülse
wurden alle Drähte mit der Hülse elektrisch gut verbunden (vergleiche Abbildung 65b). Im
Rahmen der Evaluation des Konzeptes der Serienanlage wurden angepasste Stempel und
Hülsen hergestellt. Damit ist der Querschnitt der Kompaktierung kleiner als derjenige der
Formlitze. Somit kann die Formlitze prozesssicher in die Nuten eingeschoben werden.
a) Prinzipnachweis b) Konzeptnachweis für
Industrialisierung
c) Konzept für Serienanlage
Abbildung 65: Entwicklungsschritte der Kompaktierung der Formlitze
Für eine gute Kompaktierung ist eine gute elektrische Kontaktierung aller Drähte wichtig. Zur
Überprüfung wurde eine Formlitze in der Mitte auseinandergeschnitten und der Widerstand
zwischen jedem einzelnen Draht und der Hülse ausgemessen. Die Widerstandsmessung
über die 62 Drähte ergab eine Standardabweichung von 2 %. Vor dem Auseinanderschnei-
den der Formlitze wurde der elektrische Widerstand zwischen den beiden Enden der Form-

114
litze gemessen. Diese Referenz wurde mit den Widerständen von 100 identisch kompaktier-
ten Formlitzen verglichen. Die Überprüfung zeigte eine Standardabweichung des Wider-
stands der Formlitzen von 0.8 %. In diesem frühen Entwicklungsstadium wurde die Wieder-
holbarkeit des Prozesses als gut eingeschätzt. Eine Kompaktierung dauert aktuell ca. 3 Se-
kunden. Unter der Annahme dieser Prozesszeit müssen zum Erreichen der Taktzeit von 60
Sekunden 15 Anlagen169 parallelisiert werden.
5.2.4 Isolieren der Nuten
Für die Formlitze wurde ein neues Isolationskonzept gefunden. Durch ein vorgängiges Isolie-
ren der ganzen Formlitze mittels einer umhüllenden Isolation fallen spätere Isolierschritte
weg. Dadurch fällt ein nachträgliches manuelles Einfügen der Wickelkopfisolation weg. Zu-
dem muss im Falle einer Zweischichtwicklung ebenfalls keine Zwischenisolation zwischen
die beiden Formlitzen eingefügt werden.
5.2.5 Einschieben der Formlitzen
Für eine hohe Leistungsdichte soll ein hoher Nutfüllfaktor erreicht werden. Hierfür ist es vor-
teilhaft, eine möglichst geringe Montageluft einzuplanen. Je geringer diese ist, umso höher
ist die Herausforderung für den Einschiebeprozess der Formlitze. Wirken zu hohe Kräfte
während des Einschiebens, kann die Isolation verletzt werden. Im Gegensatz zu den Hair-
Pins drehen sich die Formlitzen beim Aufbringen einer Längskraft auf und neigen zum Ver-
klemmen in der Nut. Dies stellt eine besondere Herausforderung an das Einschieben. Eine
einfache Lösung wäre eine Imprägnierung der Formlitze vor dem Einschieben. Jedoch würde
die Imprägnierung während des Biegens der Formlitzen die Isolation von den Drähten reis-
sen. Als erstes Prototyp-Werkzeug wurde ein Einsteckdorn gefertigt. Wegen der konischen
Form konnte die innere Formlitze an der Position der äusseren eingesteckt werden. Das
Durchstecken eines konischen Dorns an der Position der äusseren Formlitze drückt die inne-
re Formlitze in Richtung Zentrum des Stators. So wird Platz für die zweite Formlitze geschaf-
fen. Die zweite Formlitze muss nun mit genügend Montageluft ausgelegt werden damit diese
mit kleiner Kraft in die Nuten gesteckt werden kann und somit nicht aufdrillt. Mit dieser Me-
thode sind drei Prozessschritte je Nut nötig. Bei 60 Nuten eines Stators sind dies noch zu
viele Prozessschritte. Für das Konzept der Serienanlage wurde das gleichzeitige Einschie-
ben beider Formlitzen vorgesehen. Eine gute Führung der beiden Litzen während des Ein-
schiebens vermeidet das Aufdrillen. Mit einem speziellen Lademechanismus werden die bei-
den Formlitzen aus einem Magazin in die Führungen geladen. Mit einem Stempel werden
beide Litzen aus den Führungen in die Nut eingeschoben. Erste Versuche zeigen eine reine
Einführzeit der beiden Formlitzen von 2.3 Sekunden.
169 Bei 60 Nuten werden 120 Formlitzen mit jeweils zwei Kompaktierungen benötigt. Somit ergeben sich 240 Kompaktierungen pro Motor.

115
Prinzipnachweis Erstes Prototypwerkzeug Konzeptnachweis für
Industrialisierung
Konzept für Serienanlage
Abbildung 66: Einzelne Entwicklungsschritte bei des Einschiebens der Formlitze in den Stator
Anhand der gemessenen Einsetzzeit und der geschätzten Zeiten der restlichen Teilprozesse
wurde die Taktzeit berechnet. Zur Erreichung tiefer Taktzeiten wird auf der Produktionsanla-
ge die Einschiebeeinheit vervielfacht. Die Taktzeiten in Funktion der Anzahl der Einsetzein-
heiten sind in Abbildung 67 dargestellt. Eine Vervielfachung bis zu 12 Einheiten erscheint
realistisch. Mit vier Einheiten kann die geforderte Taktzeit von 60 Sekunden erreicht werden.
Abbildung 67: Erreichbare Taktzeit in Funktion der Anzahl Einschub-Einheiten
5.2.6 Biegen der Formlitzen
Das Biegen der Hair-Pin-Wicklung scheint ein Kern-Prozessschritt zu sein. Dies wurde be-
reits aus der Vielzahl der relevanten Patente auf diesem Gebiet ersichtlich170. Nach ersten
Versuchen wurde im Gegensatz zu Vollmaterial schnell das erschwerende Verhalten der
Formlitze ersichtlich. Diese verformen sich wegen ihrer Verdrillung während des Biegens in
mehrere Richtungen (vergleiche Abbildung 68b). Dies scheint während des Biegens be-
trächtliche Folgen für die Kollision der Formlitzen zu haben. Wegen dieses Entwicklungsrisi-
kos wurde der Biegeprozess genauer untersucht.
170 Kato 2003; Kato 2007; Atsushi 2002; Faverolle 2004; Berger 2007; Takashi 2000
0
50
100
150
200
250
300
1 2 4 6 12
Zei
t [s
]
Anzahl Einschub-Einheiten

116
Für die Entwicklung des Prozessschritts „Biegen der Formlitzen“ wurde nach ersten Versu-
chen eine Biegefahne als Prototypenwerkzeug konstruiert (vergleiche Abbildung 68c). Diese
erlaubt ein sequentielles manuelles Biegen jeder einzelnen Formlitze. Jede Formlitze kann
nur bis zum Anstehen an der benachbarten Formlitze gebogen werden. Dadurch sind für das
vollständige Biegen aller Formlitzen mehrere Durchgänge nötig. Mit dieser Biegemethode
wurde der erste Prototypen-Motor aufgebaut. Das Biegen der einzelnen Formlitzen er-
schwert das Erreichen der geforderten Taktzeit und das Automatisieren. Deshalb wurde eine
automatisierbare Lösung für das gleichzeitige Biegen aller Formlitzen gesucht. Zur Erarbei-
tung der Anforderungen an das automatisierbare Biegen wurden in Grundlagenversuchen
die Kräfte für das Biegen gemessen (siehe Abbildung 68d). Für den simultanen Biegepro-
zess wurde ein Konzept erstellt und anhand einer experimentellen Biegevorrichtung mit we-
nigen Formlitzen der Konzeptnachweis für die Industrialisierung erbracht (siehe Abbildung
68e). Mit Hilfe dieser experimentellen Biegevorrichtung konnten die Entwicklungsrisiken er-
mittelt und Abhilfemassnahmen gefunden werden. Auf der Basis der ermittelten Biegekräfte
und den gewonnenen Erkenntnissen wurde ein Konzept für Serienanlage erarbeitet (siehe
Abbildung 68f). Aus den gewonnenen Erfahrungen wurde die Taktzeit abgeschätzt.
Die Entwicklung des Konzepts für die Serienanlage ist in diesem Kapitel beschrieben.
Schrittweise werden die Grundlagenversuche, die experimentelle Biegevorrichtung und das
Konzept für die Serienanlage vorgestellt.
a) Prinzipnachweis durch Auspro-
bieren
b) Erste Erkenntnisse der 3D-
Verformung
c) Erstes Prototypen-Werkzeug
d) Grundlagenuntersuchung zur
Biegekraft
e) Konzeptnachweis für Indust-
rialisierung (Exp.-Biege-
Vorrichtung)
f) Konzept für Serienanlage
Abbildung 68: Einzelne Entwicklungsschritte beim Biegen der Formlitzen im Stator

117
5.2.6.1 Grundlagenversuche–AnforderungandieSerienanlage
Zur Erarbeitung der Anforderungen an die Serienanlage wurde in der Grundlagenentwick-
lung das Verhalten der Wicklung genauer analysiert. Dazu wurde ein Parallelogramm kon-
struiert, welches die Doppelbiegung der Formlitze vorgibt. In beiden Schenkeln des Paralle-
logramms wurde die Formlitze eingespannt. Durch die vier Führungen an den Ecken des
Parallelogramms wurde eine kreisförmige Biegung ausgeführt. Mittels eines Kraft- und eines
Winkelsensors konnte der Verlauf der Biegekraft gemessen werden.
(a) Messaufbau mit Kraft- und Winkel-Sensor (b) Formlitze im Messaufbau nach Biegung
Abbildung 69: Aufbau für die Grundlagenuntersuchungen der Biegekraft der Formlitze
Der Verlauf der Biegekräfte versus des Biegewinkels zeigt für mehrere Formlitzen eine hohe
Wiederholbarkeit (siehe Abbildung 70). Zudem kann aus dem Kraft-Winkel-Diagramm ein
Rückbiegen der Formlitze um ca. 10° abgelesen werden. Falls möglich, sollten die Formlit-
zen für einen möglichst kurzen Wickelkopf an ihrer maximalen Position gehalten werden. Die
maximale Kraft von 120 N je Formlitze ist für die Auslegung der Fertigungsanlage ein ele-
mentarer Parameter.
Abbildung 70: Kraft-Winkel Diagramm für mehrere Formlitzen-Biegungen
Winkelgeber Drehgelenk Kraftmessdose

118
Neben den Kräften muss für die Auslegung des Biegewerkzeuges auch die Position der
Formlitzen bekannt sein, damit diese vom Biegewerkzeug treffsicher gefasst werden können.
Dazu wurde die Position der eingeschobenen Formlitzen-Enden auf einem hochauflösenden
Foto analysiert. Beim Prototyp wurde eine Standardabweichung für die tangentiale Positio-
nierung von 1mm erreicht. Da die Prozesssicherheit in der Serie noch zunehmen wird, wird
dieses Ergebnis als Maximalanforderung betrachtet.
5.2.6.2 ExperimentelleBiegevorrichtung
In den Grundlagenversuchen wurde ein dreidimensionales Verbiegen der Formlitzen ersicht-
lich. Beim Biegen mit den Biegefahnen wurden durch dieses dreidimensionale Verbiegen
Kollisionen in der Mitte der Formlitze beobachtet. Inwieweit diese Kollisionen den automati-
sierten Biegeprozess stören und welche Abhilfemassnahmen hierzu nötig sind, soll mithilfe
einer experimentellen Biegevorrichtung geklärt werden.
Die experimentelle Biegevorrichtung wurde aus zwei rotierenden Kränzen mit Zähnen aufge-
baut, welche unabhängig voneinander rotieren und in der Z-Achse verschoben werden kön-
nen. Die Vorrichtung ist modular aufgebaut. Es können Zähne ausgetauscht und Anbauteile
zur Positionierung der Formlitzen montiert werden.
Abbildung 71: Experimentelle Biegeanlage im Einsatz
Durch den Einsatz von 3D-gedruckten Anbauteilen konnte die experimentelle Anlage sehr
schnell modifiziert werden. Eine innere Führung der Formlitzenenden verhindert ein Verha-
ken der Formlitzen während des Biegens. Ebenfalls wurden der Einfluss verschiedener
Zahnformen und auch verschiedene äussere Führungen getestet.

119
a) Innere Führungen b) Äussere Führungen c) Auswechselbare Zähne
Abbildung 72: Anbauteile für die experimentelle Biegeanlage
Durch das schrittweise Austesten konnte die Form der Zähne und der Führungen für ein
problemloses Einfahren der Formlitzen in die Zähne gefunden werden. Ebenso wird durch
die seitlichen Führungen ein Verhaken der Formlitzen verhindert. Mit diesen Erkenntnissen
wurde die automatisierbare Serienanlage geplant.
5.2.6.3 KonzeptfürSerienanlage
Hier wird ein Konzept für die Serienanlage vorgestellt. Zuerst wird der Stator mit den einge-
schobenen Formlitzen in die Apparatur eingefahren. Als zweites wird das eigentliche Biege-
werkzeug auf die Formlitzen herangefahren und führt die Biegung aus. Der Stator mit den
fertig gebogenen Formlitzen fährt durch die Gondel wieder aus der Biegeanlage heraus und
wird zum nächsten Prozessschritt transportiert.
Abbildung 73: Konzept für die Serienanlage
Das Herz der Anlage ist die Biegeeinheit. Diese biegt gleichzeitig die inneren und äusseren
Formlitzen. Zur Überwachung des Prozesses ist eine Kraft- und Winkelmessung vorgesehen.
Während des Biegeprozesses wird die Biegeeinheit auf Schienen zum Stator hingefahren.
Die Koordination der Rotation mit der Längsbewegung ergibt eine kreisförmige Bewegung
der Formlitzen.

120
Abbildung 74: Biegeeinheit ohne Schienensystem
Mit der experimentellen Biegevorrichtung wurde für den Biegevorgang eine Taktzeit von 10
Sekunden gemessen. Alle anderen Prozessschritte wurden abgeschätzt. Die Taktzeit von 60
Sekunden erscheint für den Biegeprozess realistisch.
5.2.7 Verbinden der Formlitzen
Nachdem alle Formlitzen in die richtige Position gebogen wurden, müssen diese zu einer
Wellenwicklung verbunden werden. Die Entwicklung dieses Verbindungsprozess wird hier
beschrieben.
Im BRUSA-Versuchsmotor befinden sich je Nut zwei Formlitzen. All diese Formlitzen müssen
an den Enden miteinander verbunden werden. Bei 60 Nuten ergibt dies 120 Verbindungs-
stellen. Dieser Verbindungsstellen müssen mit einem möglichst tiefen Verbindungswider-
stand ausgeführt werden, da ansonsten erhöhte Verluste entstehen. Alle Verbindungen sind
in Serie miteinander verbunden. Würde eine Verbindung ausfallen, würde dies zum Defekt
des Motors führen, weshalb die Wichtigkeit einer reproduzierbaren Verbindung mit tiefem
elektrischem Widerstand klar wird.
Für die Entwicklung des Verbindungsprozesses wurde zuerst eine Messmethodik festgelegt
zur präzisen Bestimmung des elektrischen Widerstands der Verbindung. Verschiedene Ver-
bindungsmethoden wurden getestet und vermessen. Eine vielversprechende Verbindungs-
variante wurde ausgewählt und die Hilfsmittel zur Erhöhung der Reproduzierbarkeit des
elektrischen Widerstands der Verbindung verbessert.
Drehgeber
Krone mit
Zähnen
Hydraulikzylinder
Kraftmessdose
Befestigung zum
Schienensystem

121
5.2.7.1 ZielwertfürdenWiderstandderVerbindung
Zur Messung des Verbindungswiderstands wird eine Vierleitermessung angewendet (siehe
Abbildung 75). Der Spannungsabfall wird an den jeweiligen Aussenflächen der Formlitzen-
enden gemessen. Somit wird nicht nur der Verbindungswiderstand, sondern auch der Wider-
stand der Formlitzen-Enden gemessen.
Abbildung 75: rechts: Vierleitermessung einer Formlitzenverbindung; links: Detail der Kontaktierung
Beim Messen der ersten Proben fiel eine starke Abhängigkeit der Position der Spannungs-
messung auf. Aus diesem Grund wurde der gemessene Widerstand an verschiedenen Posi-
tionen (x-Achse in Abbildung 75) für verschiedene Verbindungsfehler-Typen simuliert. In
FEM-Simulationen der Spannungsverteilung in den Formlitzenenden ist je nach Verbin-
dungsfehler-Typ eine andere Feldverteilung zu erkennen (siehe Abbildung 76).
Ver
bind
ung
s-A
rt
(Feh
ler-
Typ
)
Flächige gute Verbindung Zu dicke Verbindung und
schlechte Kontaktwiderstände
Nur eine kurze mittige
Verbindung
Ver
teilu
ng
elek
tris
ches
Pot
entia
l
Abbildung 76: Drei verschiedene Verbindungs-Typen mit zwei Beispiele für Fehler-Typen
Die Simulation wurde für vier Fehlertypen und eine gute Verbindung gemacht. Die durch den
Spannungsabfall ermittelten Widerstände sind in Funktion der Messposition (x) in Abbildung
10 A
V
R
Formlitze 1
x
Kontaktfläche
Formlitze 2
FEM-Simulation
Strom

122
77 dargestellt. Bei allen Verbindungs-Typen ist der maximale Potentialunterschied bei der
Position x=0 zu erkennen. Bei dieser Position ergibt sich bei allen Verbindungsarten durch
den grössten Potentialunterschied der kleinste Messfehler, weshalb dieser Ort als Messstelle
für alle Verbindungen definiert wurde. Durch den Verlauf des Widerstands entlang der Mess-
position lassen sich die verschiedenen Fehlermuster erkennen.
Abbildung 77: Widerstand entlang der X-Achse, Vergleich einer optimale Verbindung mit verschiedenen Fehler-
Bildern
Der durch die FEM-Simulation gerechnete bestmögliche Widerstand beträgt 3.85 µΩ. Die
Formlitzen-Enden wurden jedoch in der Simulation mit reinem Kupfer angenommen und die
beste Verbindung mit einer Dicke von 0.05 mm. Beide Annahmen sind somit sehr optimis-
tisch gewählt. Als Zielwert wurde das zweitbeste Szenario aus Abbildung 77 mit einem Wi-
derstand von 6 µΩ gewählt.
Der Zielwert der Verbindungen muss mit Vorsicht interpretiert werden. Im Zielwert sind nicht
nur der Verbindungswiderstand beinhaltet, sondern auch ein Kupferwiderstand der Formlit-
zen-Enden. Der theoretische Wert des Widerstands der Formlitzen-Enden ist ca. 2 µΩ pro
Ende. Dieser Wert muss für den tatsächlichen Übergangswiderstand von 6 µΩ zwei Mal ab-
gezogen werden, wodurch sich der Übergangswiderstand in der Grössenordnung von 2 µΩ
befindet. Dies bedeutet, dass ca. 2 % der Kupfer-Verluste zusätzlich in der Verbindung ver-
ursacht werden. Diese Verluste entstehen bei einer Einzugswicklung nicht in diesem Aus-
mass, da die Drähte nur an den Enden einmalig kontaktiert werden müssen. Dieser Nachteil
muss bei der Formlitzenwicklung prinzipbedingt in Kauf genommen werden. Jedoch über-
wiegt der Vorteil des verminderten Widerstands (20 % bis 25 %) durch den erhöhten Füllfak-
tor den Nachteil des erhöhten Widerstands durch die Verbindungen.
5.2.7.2 Verbindungsprozess
Für das Verbinden von zwei Formlitzenenden soll hier eine Methode gefunden werden. Eine
Übersicht über verschiedene Fügeoperationen ist in der Norm DIN 8593 aufgeführt. Die Un-
tersuchungen hier beschränken sich auf die Schweissprozesse, da diese als besonders
dauerhaft angesehen werden und schon jetzt in anderen Sparten der Automobilindustrie zu-
02468
10121416
0 2 4 6 8 10 12
Wid
erst
and
[µO
hm]
X-Achse [mm]
Oben verbunden
Mittig verbunden
Unten verbunden
Zu dicke Verbindung
Beste Verbindung

123
gelassen sind. Eine grosse Herausforderung für den Verbindungsprozess ist der begrenzte
Raum zwischen den Formlitzen, der für den Schweissvorgang zur Verfügung steht.
Aus den Simulationen (vergleiche Abbildung 77) geht die Anforderung an eine möglichst
grossflächige Verbindung hervor. Aus diesem Grund wurde versucht, mittels der Schweis-
sungen eine möglichst grossflächige Verbindung zu erhalten. Verbindungen mit Hilfs-
Elementen wie kleinen Kupferschienen ergeben prinzipbedingt hohe Widerstände, zum ei-
nen wegen der doppelten Anzahl an Verbindungen, zum anderen wegen der verminderten
Fläche durch die Verbindungselemente (vergleiche Buckelschweissen mit Lasche in Abbil-
dung 78).
Eine Schweissart, welche sich als vorteilhaft herausstellte, ist das WIG-Schweissen. Einzel-
ne Schweissungen während des Tests zeigten Werte von 6 µΩ. Andere Schweissarten wie
das Laserschweissen zeigen zwar eine flächige Verbindung, jedoch steigt durch die tiefe
elektrische Leitfähigkeit des eingesetzten Lotes der Widerstand der Verbindung an (siehe
Laserschweissen in Abbildung 78).
Abbildung 78: Verbindungstechnologien
Bei weiteren Versuchen mit den WIG-Verbindungen wurde eine starke Streuung der Wider-
standswerte ersichtlich. Eine genauere Untersuchung ergab einen linearer Zusammenhang
zwischen dem Hülsenabstand und dem Widerstand (siehe Abbildung 79).
Abbildung 79: Verbindungswiderstand in Funktion der Breite der Verbindung
0.0 10.0 20.0 30.0 40.0 50.0
Buckelschweissen
Laserschweissen
Widerstandsschweissen mit Lasche
Weichlot
Laserschweissen mit Silberlot
WIG: Hülse an Hülse
Widerstand [µΩ]
Varianz [µΩ]
Minimum [µΩ]
Mittelwert [µΩ]
0.0
10.0
20.0
30.0
40.0
50.0
16.9 17.1 17.3 17.5 17.7 17.9 18.1 18.3
Ver
bind
ungs
wid
erst
and
[µO
hm]
Breite der Verbindung [mm]

124
Für einen möglichst kleinen Widerstand sollten die Formlitzen möglichst kompakt aneinander
anliegen. Für den Prinzipnachweis wurden die Formlitzen-Enden mit Eisenbindern zueinan-
der fixiert. Dies erbrachte nicht die gewünschten Ergebnisse, weshalb für die ersten
Schweisstests im Motor eine Schweisszange modifiziert wurde. Mit dieser wurde es möglich,
die Formlitzen dicht aneinander zu pressen. Das präzise Halten der Zange während des
Schweissens war jedoch schwierig. Aus diesem Grund wurde eine Schweissvorrichtung
konstruiert, welche stabil auf mehrere Verbindungen aufgesetzt werden kann. Mit dieser
konnte die Distanz zwischen den Formlitzen und die Widerstandswerte verringert werden.
Prinzipnachweis Erstes Prototypwerkzeug Konzeptnachweis für Industrialisierung
Abbildung 80: Entwicklung der Schweisshilfen für die Formlitzenwicklung
Durch die Entwicklung der Schweisshilfe konnten die Widerstände der Formlitzen deutlich
gesenkt werden (Mittelwert = 9.7 µΩ). Ebenfalls die Varianz unter den geschweissten Ver-
bindungen wurde auf 14 % gesenkt.
Bei den manuellen Schweissversuchen wurde die Taktzeit pro Verbindung auf ca. 1.5 Se-
kunde geschätzt. Beim Einsatz von zwei Scheissanlagen je Seite ist das Erreichen der 60
Sekunden Taktzeit gut möglich.
Für dieses Entwicklungsstadium haben der Verbindungswiderstand und die Reproduzierbar-
keit der WIG-Schweissung einen akzeptablen Zustand. Für eine Entwicklung einer Serienfer-
tigung besteht noch weiteres Entwicklungspotential hinsichtlich der Reproduzierbarkeit und
des elektrischen Widerstands der Schweissungen.
5.2.8 Unregelmässige Verbindungen und Imprägnierung
Sowohl das Zuführen der unregelmässigen Verbindungen sowie die Imprägnierung sind
gängige Prozesse bei der Hair-Pin-Wicklung oder der Einzugswicklung. Das Verbinden der
unregelmässigen Verbindungen ist gleich zu bewerkstelligen wie die Verbindungen von
Formlitze zu Formlitze. Aus diesem Grund wird auf diese Prozessschritte nicht näher einge-
gangen.

125
5.2.9 Fazit – Herstellungsprozesse der Formlitzenwicklung
Die Prozessschritte der Formlitzenwicklung wurden schrittweise entwickelt. Die Formlitzen
werden durch ein Verdrillen und Walzen hergestellt. An den Enden der Formlitzen werden
alle Drähte durch ein Widerstandsschweissen miteinander elektrisch verbunden. Ein Prozess
zum geführten Einstecken der Formlitzen in den Stator wurde entwickelt. Ebenso wurde ein
Konzeptbeweis für das Biegen der Formlitzen erbracht und ein Serienkonzept entworfen. Für
das Verbinden der Formlitzen stellte sich das WIG-Schweissen in Kombination mit einer Hal-
terung als vorteilhaft heraus. Schlussendlich werden die unregelmässigen Verbindungen
angebracht und ebenfalls verbunden. Die fertige Wicklung inklusive Stator wird wie bei der
Einzugswicklung imprägniert. Bei allen Herstellprozessen wurde die Taktzeit durch Versuche
ermittelt. Eine Taktzeit von 60 Sekunden scheint mit einer Serienanlage erreichbar.
Kurzantwort auf Forschungsfrage 7: Die Herstellung der leistungsgesteigerten Wicklung
(Formlitzenwicklung) wurde in mehrere Produktionsschritte aufgeteilt. Die Formlitze wird
durch ein Verseilen und Walzen von Runddrähten hergestellt. An den Enden werden alle
Drähte der Formlitze durch einen Widerstandsschweissprozess kontaktiert. Dadurch ergibt
sich ein Wicklungsstab, welcher sowohl tiefe Kupferzusatzverluste garantiert als auch geo-
metrisch definierte Enden aufweist. Diese Formlitzen werden in den Stator eingeschoben
und deren Enden zueinander gebogen und elektrisch kontaktiert. Dadurch entsteht eine
Wellen-Wicklung welche sich durch den Stator schlängelt. Anhand von Versuchen konnte
die geforderte Taktzeit von 60 Sekunden für alle Prozessschritte bestätigt werden.

126
5.3 Fazit – Produktion der Formlitzenwicklung
Die Einzugswicklung hat sich bei den Fahrantrieben wegen Ihrer Sicherheits- und Perfor-
mancevorteile durchgesetzt. Ein klarer Nachteil der Einzugswicklung ist die schwierig auto-
matisierbare Herstellbarkeit. Die Ursachen dafür sind die undefinierten Positionen der ein-
zelnen biegeschlaffen Drähte. Die Formlitzenwicklung verwendet ähnlich wie die Einsteck-
wicklung vorgeformte steife Leiter, welche in die Nuten eingesteckt werden und zu einer
Wicklung verschalten werden. Im Gegensatz zu der Einsteckwicklung bestehen die vorge-
formten Leitern bei der Formlitzenwicklung aus mehreren parallelen Drähten. Dies vermin-
dert die Kupferzusatzverluste. Durch diese verdrillten Leiter (Formlitzen) bestehen bei den
Herstellprozessen zwar die Vorteile der definierten Position, hingegen verhalten sich diese
Formlitzen anders als Vollkupfermaterial, weshalb die einzelnen Herstellprozesse der Ein-
steckwicklung mit Formlitzen genauer untersucht worden sind.
Für die prognostizierten Stückzahlen von 2020 bis 2025 müssen Taktzeiten von ca. 60 Se-
kunden erreicht werden. Diese Taktzeitanforderungen kombiniert mit der Nachfrage nach
erhöhten Leistungsdichten stellen hohe Anforderungen an die Entwicklung der Produktions-
schritte. Durch Versuche konnte gezeigt werden, dass alle Produktionsschritte für die Her-
stellung der Formlitzenwicklung in der geforderten Zeit von 60 Sekunden auf einer Produkti-
onsanlage hergestellt werden können. Aus den Erkenntnissen der Vorversuche wurde ein
Konzept für die Serienanlage erstellt, das als Grundlage für die Kostenbewertung dient.
Kurzantwort auf die Forschungsfragen der Industrialisierung (6 und 7): Für die leis-
tungssteigernden Formlitzen wurden vollautomatisierbare Herstellprozesse zur Erstellung
der Wicklung erforscht. Durch das Verdrillen und Zusammenschweissen der Enden ermög-
licht die Formlitzenwicklung eine definierte Positionierung der Wicklung während allen Pro-
zessschritten. Dies erlaubt eine definierte Übergabe zwischen den einzelnen Prozessschrit-
ten und somit eine vollautomatisierte Herstellung. Anhand von Versuchen konnte die gefor-
derte Taktzeit von 60 Sekunden für alle Prozessschritte bestätigt werden.

127
6 Wirtschaftlichkeit der Formlitzenwicklung
In den letzten beiden Kapiteln (Kapitel 4 und 5) wurden Lösung für die Leistungssteigerung
der Elektromotoren und deren Herstellprozesse gefunden. Zur Leistungssteigerung wurden
in der Wicklung verdrillte und verpresste Drähte eingesetzt, sogenannte Formlitzen, welche
sowohl weniger Verluste in der Wicklung erzeugen, als auch diese besser abführen. Für die-
se Formlitzen wurden Herstellprozesse entwickelt, welche die vollautomatisierte Herstellung
der Wicklung ermöglichen. In diesem Kapitel soll anhand der Herstellkosten die Wirtschaft-
lichkeit dieser Technologie bewertet werden. Hierzu werden zwei Motoren mit gleichwertigen
Performancedaten aufgebaut. Der erste ist ein handelsüblicher BRUSA-Motor (HSM1-
10.18.13) mit Einzugswicklung, der zweite ist ein Prototyp mit Formlitzenwicklung (HSM1-
10.18.11-FLW). Der Formlitzenmotor wurde gemäss den im Kaptitel 5.2 vorgestellten Pro-
duktionsschritten aufgebaut und am Prüfstand vermessen. Die Messresultate werden in die-
sem Kapitel vorgestellt. Auf dieser Basis werden die Herstellkosten von den zwei leistungs-
mässig gleichwertigen Motoren bewertet. Woraus sich die Forschungsfrage 8 ergibt:
Forschungsfrage 8: Wie verhalten sich die Kosten zweier Elektromotoren mit gleichen
Leistungsdaten aber unterschiedlicher Wicklungen (Einzugswicklung vs. erforschter Wick-
lung)? Existiert ein Break-Even für die erforschte Wicklung? Falls ja, bei welcher Stückzahl?
6.1 Basis für den Vergleich – Motoren mit gleicher Leistung
Für die Kostenbewertung werden zwei Motoren aus dem Baukastensystem der BRUSA
Elektronik AG aufgebaut und vermessen. Der erste Motor ist ein handelsüblicher HSM1-
10.18.13-D02, welcher mit einer konventionellen verteilten Wicklung ausgestattet ist. Der
zweite basiert auf demselben Blechschnitt, ist aber kürzer und mit einer Formlitzenwicklung
ausgestattet. Die beiden Motoren sind bis auf die Wicklung und die aktive Länge (Länge von
Rotor und Stator) baugleich. Wegen der erhöhten Dauerleistung der Formlitzenwicklung
kann eine kürzere aktive Länge eingesetzt werden. Auf dem Prüfstand konnten für beide
Motoren fast identische Leistungsdaten nachgewiesen werden (vergleiche Abbildung 81).
Damit ist die Basis für einen aussagekräftigen Kostenvergleich gegeben.

128
HSM1-10.18.13-D01 - Einzugswicklung HSM1-10.18.11-FLW-B01 – Formlitzenwicklung Abbildung 81: Performancedaten der zwei Vergleichsmotoren
6.2 Kostenbewertung der Einzugswicklung vs. Formlitzenwicklung
Auf der Basis der abgesicherten Leistungsdaten des Motors mit Formlitzenwicklung werden
die Kosten der beiden Wicklungsarten verglichen. Für den Vergleich der Kosten werden zu-
erst nur die Materialkosten analysiert. Mit einem führenden Hersteller für Wickelanlagen
wurden die Investitionskosten für eine vollautomatisierte Formlitzen-Wicklungsanlage abge-
schätzt. Aus den Umlagen der Investitionskosten der Anlage auf die Stückzahlen und den
ermittelten Materialkosten wurden die Herstellkosten des Stators berechnet.
6.2.1 Vergleich der Materialkosten
Die Materialkosten des Rotors und des Stators der beiden Motoren wurden bewertet und
sind in der Abbildung 82 gegenübergestellt. Da die beiden Motoren im gleichen Gehäuse
verbaut sind, wird dessen Kosten nicht berücksichtigt. Bereits ab 10‘000 Motoren pro Jahr
sind die Materialkosten der Formlitzenwicklung gegenüber der Einzugswicklung konkurrenz-
fähig. Bei kleinen Stückzahlen dominieren die hohen Kosten der eingekauften Formlitzen.
Bei höheren Stückzahlen nehmen diese stark ab. Wegen der erhöhten Leistungsdichte fallen
die eingesparten Materialkosten stärker ins Gewicht. Bei 300‘000 Stück pro Jahr können in
diesem Beispiel mit der Formlitzenwicklung 13 % der Materialkosten eingespart werden.
Abbildung 82: Relative Materialkosten für Rotor und Stator der zwei Wicklungsarten.
(100% = Materialkosten der Einzugswicklung bei 100 Stück pro Jahr )
0.00
40.00
80.00
120.00
160.00
200.00
0
100
200
300
400
500
0 2000 4000 6000 8000 1000012000
Mec
h. p
ower
[kW
]
Tor
que
[Nm
]
Speed [rpm]
cont. torque [Nm] max. torque [Nm]
cont. power [kW] max. power [kW]
0
40
80
120
160
200
0
100
200
300
400
500
0 2000 4000 6000 8000 1000012000
Mec
h. p
ower
[kW
]
Tor
que
[Nm
]
Speed [rpm]
cont. torque [Nm] max. torque [Nm]
cont. power [kW] max. power [kW]
40%
60%
80%
100%
120%
100 1000 10000 100000
Kos
ten
[%]
Stückzahl [Motoren/Jahr]
Einzugswicklung
Formlitzenwicklung

129
Neben den Materialkosten unterscheiden sich ebenfalls die Fertigungskosten der beiden
Motoren. Diese werden im nächsten Kapitel genauer betrachtet.
6.2.2 Vergleich der Herstellkosten der Motoren
In diesem Kapitel werden die Herstellkosten der beiden Motoren verglichen. Wie im letzten
Kapitel werden nur die Kosten des Rotors und des Stators betrachtet. Für den Vergleich
werden die Materialkosten des vorherigen Kapitels herangezogen. Zusätzlich wurden die
Fertigungskosten bewertet. Aus den Materialkosten und den Fertigungskosten ergeben sich
die Herstellkosten.
Die Herstellkosten der Einzugswicklung wurden aus Angeboten mehrerer Hersteller ermittelt.
Zur Abschätzung der Fertigungskosten der Formlitzenwicklung wurden die Anlagekosten mit
einem namhaften Lieferanten für Wickelmaschinen abgeschätzt. Die Kapazitäten der Anla-
gen wurden durch die in Kapitel 5.2 ermittelten Taktzeiten berechnet. Aus diesen Daten und
den üblichen Allgemeinkosten wurden die Herstellkosten der Formlitzenwicklung berechnet.
In diesem frühen Entwicklungsstadium bestehen bei der Formlitzenwicklung betreffend der
Anlagekosten noch gewisse Unsicherheiten. Aus diesem Grund wurden drei Szenarien an-
genommen, ein Best-Case und ein Worst-Case-Szenario und ein Real-Case-Szenario. Für
das Real-Case-Szenario wurde mit einer 100%-igen Automatisierung gerechnet, für das
Worst-Case-Szenario wurden mit 50% mehr Investitionskosten und mit einer zusätzlichen
Handarbeit von 6 Minuten pro Stator gerechnet. Beim Best-Case-Szenario wurde mit 90%
Investition gerechnet. Dabei wurden die Herstellkosten des Stators inklusive der Materialkos-
ten des Rotors verglichen. So können die eingesparten Materialkosten im Rotor ebenfalls
berücksichtigt werden. Die bewerteten Herstellkosten der Formlitzenwicklung sind in Abbil-
dung 83 denjenigen der Einzugswicklung gegenübergestellt.
Abbildung 83: Relative Stator-Herstellkosten inklusive Rotor-Materialkosten der zwei Wicklungsarten
(100% = Kosten der Einzugswicklung bei 10‘000 Stück pro Jahr)
40%
60%
80%
100%
120%
140%
10000 100000
Kos
ten
[€]
Stückzahl [Motoren/Jahr]
Einzugswicklung
Formlitzenwicklung - Worst-Case
Formlitzenwicklung - Real-Case
Formlitzenwicklung - Best-case

130
Der Vergleich der Herstellkosten zeigt je nach Szenario einen Break-Even-Point zwischen
12‘000 und 30‘000 Motoren pro Jahr. Wegen den erhöhten Investitionskosten für die Formlit-
zenwicklung ist der Break-Even-Point der Herstellkosten leicht höher als derjenige der Mate-
rialkosten. Bei einer Produktion von 300‘000 Motoren pro Jahr können mit der Formlitzen-
wicklung die Herstellkosten im Real-Case Szenario um 34 % reduziert werden.
6.2.3 Kostenvergleich der Statoren
Im vorhergehenden Kapitel wurden die Herstellkosten der Aktiv-Teile verglichen. Dabei wur-
den wegen den gleichen Leistungen bei der Formlitzenwicklung die Einsparungen des kürze-
ren Rotors (mit den teuren Permanentmagneten) berücksichtigt. Aktuell wird an magnetlosen
Rotordesigns geforscht, was die Kosten des Rotors reduzieren wird. Deshalb werden nach-
gehend nur die Herstellkosten der beiden Statoren verglichen. Die Verbesserungen der
Formlitzenwicklung haben auch für zukünftige Rotordesigns Einsparungspotentiale, welche
aber hier nicht mit einberechnet werden. Die reine Bewertung der Herstellkosten der Stato-
ren ist somit eine pessimistische Betrachtung.
Abbildung 84: Stator-Herstellkosten (ohne Rotor-Materialkosten) zwei Wicklungsarten.
(100% = Kosten der Einzugswicklung bei 10‘000 Stück pro Jahr)
Durch den Wegfall des Kostenvorteils des verkürzten Rotors bei der Formlitzenwicklung ver-
schiebt sich für das Best-Case-Szenario der Break-Even-Point auf 30‘000 Motoren pro Jahr.
Im Worst-Case ist die Formlitzenwicklung erst ab 80‘000 Stück gleichwertig zur Einzugswick-
lung. Vor allem die zusätzlich angenommene Handarbeit und die erhöhten Investitionskosten,
welche im Worst-Case-Szenario angenommen wurden, werfen die Herstellkosten der Form-
litzenwicklung auf den Stand der Einzugswicklung zurück.
40%
60%
80%
100%
120%
140%
10000 100000 1000000
Ko
sten
[€]
Stückzahl [EM]
Einzugswicklung
Formlitzenwicklung - Worst-Case
Formlitzenwicklung - Real-Case
Formlitzenwicklung - Best-case

131
6.3 Fazit: Wirtschaftlichkeit der Formlitzenwicklung
Der Vergleich der Herstellkosten zweier Motoren gleicher Leistungsdaten zeigt den wirt-
schaftlichen Vorteil der Formlitzenwicklung gegenüber der Einzugswicklung. Die Materialkos-
ten des Motors mit Formlitzenwicklung sind ab 10‘000 Stück pro Jahr niedriger als die der
Einzugswicklung. Bei der Betrachtung einer vollautomatischen Herstellanlage verschiebt sich
im erwarteten Szenario der Break-Even-Point der Herstellkosten des Motors auf 20‘000
Stück pro Jahr. Diese Verschiebung ist mit den erhöhten Investitionskosten der vollautomati-
schen Produktionsanlage zu erklären. Für eine wirtschaftliche Fertigung kleinerer Stückzah-
len müsste ein alternatives teilautomatisiertes Montagekonzept erarbeitet werden. Dies war
jedoch nicht Ziel dieser Untersuchung (vergleiche Kapitel 5.1.6). Werden die Herstellkosten
des Stators alleine betrachtet und die Kosteneinsparungen beim Rotor vernachlässigt, ergibt
sich für das erwartete Szenario ein Break-Even-Point von 40‘000 Stück pro Jahr.
Kurzantwort auf Forschungsfrage 8: Zwei leistungsgleiche BRUSA Motoren wurden mit
zwei unterschiedlichen Wicklungsarten verglichen. Die neuartige Wicklung (Formlitzenwick-
lung) zeigt schon beim ersten Prototyp eine Leistungssteigerung von ca. 20 %. Die Materi-
alkosten der Aktivteile (Rotor und Stator) mit Formlitzenwicklung sind ab einer Stückzahl
von 10‘000 Stück günstiger als die der Aktivteile mit Einzugswicklung. Die Herstellkosten
der Formlitzen-Motoren sind ab einer Stückzahl von 20‘000 Stück geringer als die der Ein-
zugswicklung. Der Kostenvorteil der Formlitzenwicklung ergibt sich einerseits durch die
Vollautomatisierung und andererseits durch die eingesparten Materialkosten infolge der
erhöhten Leistungsdichte.
Bei allen Kostenvergleichen wurden weder die Vorteile der höheren Produktionsqualität, des
höheren Wirkungsgrads, noch die Kosteneinsparungen beim Motorgehäuse sowie der Wert
des geringeren Bauraums berücksichtigt. Diese zusätzlichen Kriterien steigern die Attraktivi-
tät der Formlitzenwicklung. Auch ohne die Bewertung dieser zusätzlichen Vorteile zeigt die
Formlitzenwicklung ihre wirtschaftliche Überlegenheit gegenüber der Einzugswicklung.

132
7 Zusammenfassung
Das Elektrofahrzeug ist eine vielversprechende Lösung, das Energie-Problem nachhaltig zu
lösen. In dieser Dissertation wird untersucht, welche Möglichkeiten zur Erhöhung der Leis-
tungsdichte von verteilt gewickelten Elektromotoren für den automobilen Markt bestehen.
Eine Analyse der Erfolgsfaktoren der Automobilzulieferindustrie zeigt, dass zusätzlich zur
erhöhten Leistungsdichte der Kostendruck und die Qualitätsanforderungen steigen werden.
Die Qualitätsanforderungen hängen vom Herstellprozess ab, weshalb dieser ebenfalls zu
den Erfolgskriterien zählt. Die verteilte Wicklung ist eine entscheidende Komponente, welche
ein grosses Innovationspotential betreffend der drei Erfolgsfaktoren aufzeigt. Deshalb wer-
den in dieser Dissertation ein neuer Ansatz der verteilten Wicklung hinsichtlich Leistungs-
dichte, Herstellprozesse und Wirtschaftlichkeit untersucht.
Die Leistung eines Elektromotors lässt sich in Spitzen- und Dauerleistung unterteilen. Ein
sinnvolles Verhältnis von ca. 2:1 hat sich etabliert. Dabei ist die Leistungsdichte der meisten
Elektromotoren durch die Dauerleistung limitiert. Diese ist von der Kühlung des Elektromo-
tors abhängig. Eine verbesserte Kühlung steigert die Dauerleistung des Elektromotors oder
ermöglicht diesen kleiner und kostengünstiger zu bauen. Eine Sensitivitäts-Analyse eines
Elektromotors hat ergeben, dass der thermische Widerstand der Wicklung einen Flaschen-
hals in der thermischen Widerstandskette darstellt. Mittels einer experimentell abgesicherten
Simulation konnte der Einfluss der Steigerung der thermischen Leitfähigkeiten auf die Dauer-
leistung des Motors quantifiziert werden. Es wurde ein Prüfstand zur Vermessung der ther-
mischen Leitfähigkeit von Wicklungsproben konstruiert. Die thermische Leitfähigkeit entlang
des Drahtes zeigte ein hohes Steigerungspotential der thermischen Leitfähigkeit der Wick-
lung. Aus diesem Grund wurden Drähte zu Litzen verdrillt. Die Verdrillung ermöglicht die Lei-
tung der Wärme entlang des Drahtes von innen nach aussen. Durch ein zusätzliches Ver-
pressen der Litzen entstehen die sogenannten Formlitzen. Diese zeigen neben der erhöhten
thermischen Leitfähigkeit zusätzlich den Vorteil der geringeren Kupferverluste, da der Füll-
faktor erhöht werden konnte. Experimentell konnte eine erhöhte thermische Leitfähigkeit der
Formlitzen um Faktor 4 nachgewiesen werden. Dies entspricht einer Reduktion des gesam-
ten thermischen Widerstands des Stators um 27 %. Mit einem neu entwickelten thermischen
Modell der Formlitzen wurden für den Prototyp-Motor die Drahtdicke und die Verseillänge der
Formlitzen optimiert.
Neben der Wicklung wurde mit einem realitätsnahen Experiment die thermische Leitfähigkeit
der Isolation untersucht. Durch ein radiales Anpressen der trapezförmigen Formlitzen an die
trapezförmige Nut konnten sowohl die Distanz zwischen Wicklung und Zahn als auch der
thermische Kontaktwiderstand minimiert werden. Der thermische Widerstand der Isolation

133
konnte so um 34 % reduziert werden. Dies entspricht einer zusätzlichen Reduktion des ge-
samten thermischen Widerstands des Stators um 5 %.
Mit diesen Ergebnissen wurde das Potential zur Leistungssteigerung des BRUSA-
Referenzmotors simuliert. Die erhöhten thermischen Leitfähigkeiten und die verminderten
Verluste wurden in der thermischen Simulation berücksichtigt. Für einen gegebenen BRUSA-
Motor kann eine Leistungssteigerung von 35 % vorausgesagt werden.
Die verteilte Wicklung wurde sowohl bei der Prototypenfertigung als auch bei der Massen-
produktion als ein Hauptkostentreiber identifiziert. Bei der Prototypenfertigung ist vor allem
die manuelle Arbeit ein Kostentreiber. Der Prozess der teilautomatisierten Einzugswicklung
limitiert die thermische Leitfähigkeit der Wicklung und somit die Leistungsdichte. Für höhere
Stückzahlen fallen wegen der tieferen Leistungsdichte die Materialkosten immer mehr ins
Gewicht. Aus diesem Grund besteht beim Fertigungsprozess der Einzugswicklung ein hohes
und wirtschaftlich interessantes Entwicklungspotential. Zudem erfüllt die Einzugswicklung
nicht die hohen Anforderungen der Automobilindustrie hinsichtlich Leistungsdichte, Preis,
Qualität und Reproduzierbarkeit. Deshalb ist bei der Produktion der Wicklung ein hohes Ent-
wicklungspotential vorhanden.
Trotz dieser Nachteile hat sich die Einzugswicklung bei den Fahrantrieben wegen Ihrer Si-
cherheits- und Performancevorteile durchgesetzt. Die schwierige automatisierbare Herstell-
barkeit ist ein klarer Nachteil der Einzugswicklung. Die Ursachen dafür sind die undefinierten
Positionen der einzelnen biegeschlaffen Drähte. Dadurch wird die Reproduzierbarkeit für die
nachfolgenden Prozessschritte erschwert. Eine alternative Fertigungsmethode der verteilten
Wicklung ist die Einsteckwicklung. Diese verwendet rechteckige steife Vollkupferstäbe mit
erhöhtem Leiterquerschnitt. Die erhöhte Steifigkeit der einzelnen eingesteckten Leitern er-
laubt wegen ihrer definierten Positionen eine 100%-ige automatisierte Weiterverarbeitung.
Allerdings nehmen die Kupferzusatzverluste der grossen Leiterquerschnitte mit erhöhter
Frequenz zu.
Die Kombination der Vorteile der Einzugswicklung und der Einsteckwicklung verspricht ein
erfolgreiches Konzept. Einerseits sollen dünne Drähte wegen der geringen Kupferzusatzver-
luste und andererseits sollen biegesteife Stäbe wegen der guten Automatisierbarkeit einge-
setzt werden. Die Formlitzen vereinen beide Vorteile. Die dünnen Einzeldrähte werden zu
einem steifen Stab (Formlitze) verarbeitet. Die Formlitze zeigt Vorteile betreffend geringerer
Verluste und verbesserter Wärmeabfuhr, was sich positiv auf die Leistungsdichte des Elekt-
romotors auswirkt. Durch die Verdrillung der Formlitzen verhalten sich diese Formlitzen an-
ders als Vollkupfermaterial. Deshalb unterscheiden sich die einzelnen Herstellprozesse der
Formlitzenwicklung zur Einsteckwicklung. Die Prozessschritte der Formlitzenwicklung wur-

134
den neu entwickelt. Die Formlitzen werden durch ein Verdrillen und Walzen hergestellt. An
den Enden der Formlitzen werden alle Drähte durch ein Widerstandsschweissen miteinander
elektrisch verbunden. Ein Prozess zum geführten Einstecken der Formlitzen in den Stator
wurde entwickelt. Die eingesteckten Formlitzen werden zu einer Wicklung verschalten. Dazu
müssen sie zueinander gebogen und elektrisch verbunden werden. Ein Konzeptbeweis für
das Biegen der Formlitzen wurde erbracht und ein Konzept für die Serienfertigung entworfen.
Für das Verbinden der Formlitzen stellte sich das WIG Schweissen als vorteilhaft heraus. Die
fertige Wicklung inklusive Stator wird wie bei der Einzugswicklung imprägniert. Für die prog-
nostizierten Stückzahlen in den Jahren 2020 bis 2025 müssen Taktzeiten von ca. 60 Sekun-
den erreicht werden. Bei allen Herstellprozessen der Formlitzenwicklung konnte durch Ver-
suche gezeigt werden, dass die geforderte Taktzeit von 60 Sekunden erreichbar ist.
Ein Prototypenmotor mit einer Formlitzenwicklung wurde aufgebaut und vermessen. Der
leichtere Prototyp zeigte durch seine höhere Leistungsdichte von 20 % dieselben Leistungs-
daten wie ein handelsüblicher BRUSA-Motor mit verteilter Wicklung. Auf Basis dieser zwei
Motoren wurden die wirtschaftlichen Vorteile der Formlitzenwicklung gegenüber der Ein-
zugswicklung bewertet. Die Materialkosten des Motors mit Formlitzenwicklung sind ab
10‘000 Stück pro Jahr niedriger als die der Einzugswicklung. Bei der Betrachtung einer voll-
automatischen Herstellanlage verschiebt sich im erwarteten Szenario der Break-Even-Point
der Herstellkosten des Motors auf 20‘000 Stück pro Jahr. Diese Verschiebung ist mit den
erhöhten Investitionskosten der vollautomatischen Produktionsanlage zu erklären. Werden
die Herstellkosten des Stators alleine betrachtet und die Kosteneinsparungen beim Rotor
vernachlässigt, ergibt sich für das erwartete Szenario ein Break-Even-Point von 40‘000 Stück
pro Jahr.
Durch die erhöhte thermische Leitfähigkeit der Formlitze konnte eine neue Wicklung zur
Steigerung der Leistungsdichte von Elektromotoren erforscht werden. Zudem wurden neue
Herstellprozesse entwickelt welche eine 100%-ige Automatisierung der Formlitzenwicklung
erlauben. Die mögliche Erhöhung der Leistungsdichte um mindestens 35 % in Kombination
mit der vollautomatisierten Produktion der neuen Formlitzenwicklung ergeben das Potential
für wirtschaftlich konkurrenzfähige Elektromotoren, welche den Ansprüchen der Grossserien-
fertigung der Automobilindustrie gerecht werden.

135
8 Ausblick
Der Grundstein für die Entwicklung einer Serienfertigung einer verteilten Wicklung für hohe
Stückzahlen im Automobilbereich ist mit dieser Arbeit gelegt. Viele untersuchte Aspekte er-
geben neue Forschungsfelder. Sowohl die thermische Leitfähigkeit der Formlitze als auch
die der Isolation kann noch weiter gesteigert werden. Welche Einflüsse die Steigerung der
thermischen Leitfähigkeit auf die magnetische Auslegung haben, ist ebenfalls ein neues For-
schungsfeld, welches das volle Potential der Leistungsdichtensteigerung der Formlitzenwick-
lung zeigen wird. Ebenfalls sind Kombinationen mit anderen leistungssteigernden Technolo-
gien möglich, welche durch die erhöhte thermische Leitfähigkeit völlig neue Potentiale erge-
ben. Zudem müssen alle Produktionsprozesse hinsichtlich der Anforderungen der Automobil-
industrie vertieft weiterentwickelt werden.
Zur Finanzierung dieser neuen Forschungsgebiete ist ein früher Markteintritt der Technologie
nötig. Nur mit hohen Stückzahlen ist der erzeugte Deckungsbeitrag genug hoch und eine
langfristige Forschung finanzierbar. Durch einen frühen Markteintritt können die nötigen Er-
fahrungen hinsichtlich der Serienproduktion gesammelt werden, wodurch die Schwerpunkte
der zukünftigen Forschung besser festgelegt werden können.
Wegen der Notwendigkeit an Fachleuten mit hoher Disziplin und Zuverlässigkeit ist eine voll-
automatisierte Fertigung prädestiniert für den Produktionsstandort Schweiz. Die geografische
Nähe von der Entwicklung zur Produktion ist sehr förderlich für die effiziente Entwicklung von
Folgegenerationen. Dies ist eine wichtige Voraussetzung für einen langfristigen Entwick-
lungsplatz Schweiz. Zudem befinden sich in der Schweiz viele Automobil-Zulieferer. Ein
Rückgang von Fahrzeugen mit Verbrennungsmotor würde diesen Wirtschaftszeig schwä-
chen. Umso wichtiger ist es, in zukünftige Technologien dieses Wirtschaftszweigs zu inves-
tieren.
Nach der erfolgreichen Einführung der Formlitzentechnologie in die Automobilindustrie soll-
ten auch andere Märkte beleuchtet werden. Für den industriellen Einsatz von Elektromotoren
steigen die Anforderungen an die Effizienz immer mehr an. Auch hier wäre der Einsatz von
effizienteren Elektromotoren wegen der hohen Betriebszeiten wirtschaftlich und ein wichtiger
Beitrag zur Energiewende.

136
Währen der Dissertation wurden mehrere Arbeiten durchgeführt, welche auch in dieser Ar-
beit miteinbezogen wurden. Für all diese Beiträge möchte ich mich bei allen Beteiligten herz-
lich bedanken. Es handelt sich um folgende Arbeiten:
Gächter Dominik, Hauser Rudolf; Automatisierte Fertigung der Wicklung für Motoren
von Elektrofahrzeugen: Bachelor-Arbeit am NTB-Buchs, 2012
David Sauter; Thermische Leitfähigkeit von Litzen; Bachelor-Arbeit am PDZ, ETH Zü-
rich, 2014
Moritz Wiessner; Untersuchung einer additiv gefertigten Kühlung für Elektromotoren;
Master-Arbeit am PDZ, ETH Zürich, 2014
Martin Stöck at al.; Konstruktion eines Messaufbaus zur präzisen Bestimmung der
thermischen Leitfähigkeit von Motorenwicklungen; DfX-Symposium, Bamberg, 2014;
mit freundlicher Genehmigung von Margit Ostrop vom Verlag TuTech Innovation
GmbH
Ueli Scherrer, Jonas Bürcher; Montagekonzept für die Formlitzenwicklung; Bachelor-
Arbeit am NTB-Buchs, 2015
Emanuel Hubmann; Industrialisierung einer innovativen Formlitzenwicklung für elekt-
rische Maschinen, Einsetzprozess im Stator; Bachelor-Arbeit am PDZ, ETH Zürich,
2015
Aumiller Andy; Leistungssteigerung eines Elektromotors, Steigerung der Leistungs-
dichte einees Elektromotors durch Einsatz von neuartigen Kühltechnologien; Ba-
chelor-Arbeit am PDZ, ETH Zürich, 2015
Pascal Josef Huser; Thermische Modellierung von Elektromotoren-Wicklungen; Ba-
chelor-Arbeit am PDZ, ETH Zürich, 2015
Johann Lichtblau; Konzeption und Realisierung eines automatisierten Kontaktie-
rungsverfahrens für eine Einsteckwicklung innovativer E-Traktionsantriebe; FAPS,
Universität Nürnberg, 2015

137
CV und Publikationen
Persönliche Daten:
Name: Martin Stöck
Geboren am: 23.1.1984
Geburtsort: Grabs SG
Nationalität: Schweiz / Deutsch
Familienstand: Ledig
Ausbildungen:
2011-2015 Industriedoktorat bei der ETH / BRUSA Elektronik AG
2006-2011 Bachelor und Master in Mikrotechnik, EPFL Lausanne
Fachrichtung des Masters: Produktionstechnik
Erste Semesterarbeit: Sensorlose Positionsbestimmung durch Strommes-sung einer PC-Tastatur mit Force Feedback
Zweite Semesterarbeit: Hochfrequenz XYZ Magnetfeldsensor für eine ITER Anwendung, hergestellt mit LTCC Verfahren
Masterarbeit: Thermische Analyse und Echtzeitmodellierung eines Präzisi-ons-Planar-Motors an der TU Eindhoven, NL
2005-2006 Propädeutik in Physik, EPFL Lausanne
2003-2005 Zweitweg-Matura in Sargans mit Schwerpunkt Mathematik und Physik
1999-2003 Lehre als Physiklaborant, Hilti AG, mit lehrbegleitender BMS
Anstellungen:
Seit 2011 Entwicklungsingenieur für Elektromotoren bei der BRUSA Elektronik AG
2010 Assistent für elektromechanische Praktika, Prof. Dr. Perriard Yves
2003-2004 Physiklaborant, Interstaatlichen Hochschule für Technik, Buchs NTB

138
Publikationen Stöck, M.; Breu, M.; Meboldt, M. (2015): An Innovative Method to Increase the Power Densi-ty of Automotive Electric Motors. Aachner Kolloquium, Fahrzeug- und Motorentechnik 2015, 5-7. Oktober 2015. Aachen, Germany. Breu, M.; Stöck, M.; (2015): Materialkosten reduzieren und Produktionsprozesse automati-sieren – Ergebnisse einer innovativen Technologie für Elektromotoren mit verteilter Wick-lung. Tag des Hybrids 2015, 5.Oktober 2015. Aachen, Germany. Stöck, M.; Breu, M.; Lohmeyer, Q.; Meboldt, M. (2015): Innovative Winding Method for Elec-tric Motors suitable for High Production Volumes of EV’s, Electric motor winding with an im-proved filling factor and an increased thermal conductivity suitable for a full automatised pro-duction in the automotive industrie, EDPC 2015, 15 – 16 September 2015. Nürnberg, Ger-many. Stöck, M. (2015): Innovative and economic winding solution, Article in the Electric and hybrid vehicle technology international Journal, 2015, Willenhall UK. Stöck, M.; Lohmeyer, Q.; Meboldt, M. (2015): Increasing the power density of e-motors by innovative winding design. CIRP Design Conference 2015, 2-4 March 2015. Haifa, Israel. Stöck, M.; Sauter, D.; Lohmeyer, Q.; Meboldt, M.; (2014): Konstruktion eines Messaufbaus zur präzisen Bestimmung der thermischen Leitfähigkeit von Motorwicklungen. DFX 2014, 1-2 Oktober 2014. Bamberg, Germany. Stöck, M.; Philipp, L.; Meboldt, M. (2014): Increase of the power-density in electrical ma-chines by innovative solutions. Hybrid Expo 2014, 24 – 26 June 2014. Stuttgart, Germany. Rovers, J.M.M.; Stoeck, M.; Jansen, J.W.; Lierop, C.M.M. van; Lomonova, E.A.; Perriard, Y. (2012). Real-time 3D thermal modeling of a magnetically levitated planar actuator. Mecha-tronics, 23(2), 240-246. Stoeck, M. et al, (2011): Real-time 3D Thermal Modeling of a Magnetically Levitated Planar Actuator, International Symposium on Linear Drives for Industry Applications (LDIA 2011), July 3-6 2011 Eindhoven, the Netherlands. Testa, D., et al, Stoeck, M. (2010): Assessment of the ITER High-Frequency Magnetic Diag-nostic Set. 26th Symposium on Fusion Technology, 27 September - 01 October 2010, Porto, Portugal. Toussaint, M. et al, Stoeck, M. (2010): Design of the ITER High-Frequency Magnetic Diag-nostic Coils. 26th Symposium on Fusion Technology, 27 September - 01 October 2010. Por-to, Portugal.

139
9 Literaturverzeichnis
Aguilera 2012 Aguilera, F.; La Barrera, P. M.; Angelo, C. H. (2012): Induction machine models for efficiency studies in EV design applications. In: 10th IEEE/IAS International Conference on Industry Applications: S. 1–7.
Althaus 2010 Althaus, H.J.; Gauch M.(2010): Vergleichende Ökoblilanz individueller Mobilität. Elektromobi-lität versus konventionelle Mobilität mit Bio- und fossilen Treibstoffen. Life Cycle Assessment and Modelling Group Dübendorf. EMPA. online verfügbar unter: https://www.empa.ch/ documents/56122/458579/LCA-Mobilitaetsvergleich_Bericht.pdf.
Atsushi 2002 Atsushi, O.; Shoichiro, N.; Yoshihiro, H.; Kaisha, M.D.K. (2002): Stator of dynamo-electric machine and manufacturing method therefor. Veröffentlichungsnummer: US2002033649. Veröffentlicht: 21. März 2002.
Balke 1966 Balke, R. L.; Duane, J. T. (1966): Encapsulated electrical members and method of making the same. Veröffentlichungsnummer: US 3242358 A. Veröffentlicht: 22. März 1966.
Barthel 2010 Barthel, K.; Böhler-Baedeker, S.; Bormann, R.; Dispan, J.; Fink, P.; Koska, T.; Meißner, H.; Pronold, F. (2010): Zukunft der deutschen Automobilindustrie. Herausforderungen und Per-spektiven für den Strukturwandel im Automobilsektor. ISBN: 978-3-86872-585-8.
Bennion 2012 Bennion, K.; Cousineau, J. (2012): Sensitivity analysis of traction drive motor cooling. In: Transportation Electrification Conference and Expo (ITEC), S. 1–6.
Berger 2007 Berger, T.; Schwarzkopf, C. (2007): Verfahren und Vorrichtung zur Herstellung einer Stab-wicklung für den Stator einer elektrischen Maschine. Angemeldet durch Robert Bosch Gmbh. Veröffentlichungsnummer: DE 102006019314 A1. Veröffentlicht: 31. Okt. 2007.
Bergman 2011 Bergman, T.L.; Lavine, A.S.; Incropera, F.P.; DeWitt, D.P. (2011): Fundamentals of heat and mass transfer. 7. Auflage. Hoboken, NJ: Wiley. ISBN: 978-0471457282.
Bickel 2014 Bickel, B.; Schneider, M.; Risch, F.; und Franke, J. (2014): Flexible Production Concepts for the Winding of Efficient Electric Traction Drives. 4th International Electric Drives Production Conference (EDPC), S. 70-77.
Bickel 2015 Bickel, B.; Mahr, A.; Kuhl, A.; Franke, J.; Meixner, S.; Berendt, E.; Riedel, A. (2015): Imple-mentation of the Needle Winding Technique for Diamond Coils. 5th International Electric Drives Production Conference (EDPC).
Boglietti 2004 Boglietti, A.; Cavagnino, A.; Staton, D. A. (2004): TEFC induction motors thermal models: a parameter sensitivity analysis. In: Industry applications conference. 39th IAS annual meeting, Bd. 4, S. 2469–2476.
Boglietti 2008 Boglietti, A.; Cavagnino, A.; Staton, D. (2008): Determination of critical parameters in electri-cal machine thermal models. In: Industry Applications, IEEE Transactions on 44 (4), S. 1150–1159.

140
Boglietti 2009 Boglietti, A.; Cavagnino, A.; Staton, D.; Shanel, M.; Mueller, M.; Mejuto, C. (2009): Evolution and modern approaches for thermal analysis of electrical machines. In: Industrial Electronics, IEEE Transactions on 56 (3), S. 871–882.
Bousbaine 1995 Bousbaine, A.; McCormick, M.; Low, W. F. (1995): In-situ determination of thermal coeffi-cients for electrical machines. In: Energy Conversion, IEEE Transactions on 10 (3), S. 385–391.
Bradtmueller 2013 Bradtmueller, L.E.; Wiedemann, G.F.; Pierre, D.M.; Gene, R.S. (2013): Method and appa-ratus for producing anchors for electrodynamic machines. Angemeldet durch General Electric Co. Veröffentlichungsnummer: DE4301234 B4. Veröffentlicht: 28. Febr. 2013.
Cai 2005 Cai, W.; Fulton, D.; Congdon, C. (2005): Multi-set rectangular copper hairpin windings for electric machines. Angemeldet durch Remy International, Inc. Veröffentlichungsnummer: US20050206263 A1. Veröffentlicht: 22. Sept. 2005.
Cai 2009 Cai, W. (2009): Anschlüsse und Verbindungen zwischen mehrfach segmentierten Haarna-delwindungen. Angemeldet durch Remy International, Inc., Pendleton. Veröffentlichungs-nummer: DE 112007001411 T5. Veröffentlicht: 30. Apr. 2009.
Campanari 2009 Campanari, S.; Manzolini, G.; Garcia, F. (2009): Energy analysis of electric vehicles using batteries or fuel cells through well-to-wheel driving cycle simulations. In: Journal of Power Sources 186 (2), S. 464–477.
Chen 2010 Chen, C.; Bland, M. J.; Smith, S. R. (2010): Methods and apparatus for surface preparation in ultrasonic joints. Angemeldet durch Gm Global Technology Operations, Inc. Veröffentli-chungsnummer: US 20100102664 A1.
Ciampolini 2014 Ciampolini, F.; Eugenio, A.; Guccione, M.M.; D'alpaos, E.; Lissoni, P. (2014): Elektrische Maschine und Verfahren zu deren Herstellung. Angemeldet durch Magneti Marelli S.p.A. Veröffentlichungsnummer: EP 2112747 B1. Veröffentlicht: 22. Jan. 2014.
Conti 2013 Conti, J. et al. (2013): International energy outlook 2013. U.S. Energy Information Admin-istration. Online verfügbar unter: http://www.eia.gov/forecasts/ieo/pdf/0484%282013%29.pdf.
Cozonac 2014 Cozonac, D.; Babicz, S.; Djennad, A.A.; Velu, G.; Cavalini, A.; Wang, P. (2014): Study on ceramic insulation wires for motor windings at high-temperature. In: IEEE Conference on Electrical Insulation and Dielectric Phenomena (CEIDP), S. 172–175.
Dae-Sung 2011 Dae-Sung, J. (2011): Stator structure of hairpin winding motor and manufacturing method thereof. Angemeldet durch Hyundai Mobis Co LTD. Veröffentlichungsnummer: KR 20130052834 (A). Veröffentlicht: 15. Mai 2013.
Davin 2015 Davin, T.; Pellé, J.; Harmand, S.; Yu, R. (2015): Experimental study of oil cooling systems for electric motors. In: Applied Thermal Engineering 75, S. 1–13.
De Haan 2013 De Haan, P.; Zah, R.; Althaus, H.J. (2013): Chancen und Risiken der Elektromobilität in der Schweiz, Vdf Hochschulverlag an der ETH Zürich, Zentrum für Technologiefolgen-Abschätzung, 2013.

141
DIN 1996 Deutsches Institut für Normung (1996): Auswertung von Messungen einer einzelnen Meß-größe, Meßunsicherheit. Berlin: Beuth (Deutsche Norm, 1319,3).
Drechsler 2002 Drechsler, B. (2002): Verfahren und Vorrichtung zum Verschweißen von Schaltenden. An-gemeldet durch Sachsenwerk Gmbh. Veröffentlichungsnummer: DE 19923886 C2.
Ebel 2014 Ebel, B; Hofer, M. B. (2014): Automotive Management. Strategie und Marketing in der Auto-mobilwirtschaft. 2., überarb. und akt. Aufl. 2014. Springer, Berlin Heidelberg. ISBN 978-3-642-34067-3.
Elbert 2011 Elbert, N. (2011): Untersuchung Untersuchung der Pfadabhängigkeit im Produktlebenszyklus am Beispiel der Automobilindustrie. Dissertation, Universität Pannon.
Emery 2003 Emery, F. T. (2003): High dielectric performance stator winding insulation system for global VPI'ed air cooled generators. In: Electrical Insulation Conference and Electrical Manufactur-ing & Coil Winding Technology Conference. S. 605–607.
Even 2001 Even, D. (2001): Maschine zur Formgebung des Spulenkopfes. Angemeldet durch Valeo Equip Electr Moteur. Veröffentlichungsnummer: DE10120833 A1. Veröffentlichung: 13. Dez. 2001.
Fang 2013 Fang, L.; Cotton, I.; Wang, Z.J.; Freer, R. (2013): Insulation performance evaluation of high temperature wire candidates for aerospace electrical machine winding application. In: Elec-trical Insulation Conference (EIC) 2013, Ottawa, Kanda, S. 253–256.
Faverolle 2004 Faverolle, P.; Lenoir, R. (2004): Welding of free ends of pairs of winding terminations in a rotating electrical machine, uses tool that has cams which are rotated to allow insertion of the winding then rotated to clamp the winding ends in the welding position. Angemeldet durch Valeo, Veröffentlichungsnummer: FR 2845536. Veröffentlicht: 9. April 2004.
Freitag 2014 Freitag, M. (2014): Wir wollen 500.000 Autos im Jahr verkaufen. Interview mit Tesla-Chefentwickler Jerome Guillen. manager-magazin.de. Online verfügbar unter http://www.manager-magazin.de/unternehmen/autoindustrie/tesla-chefentwickler-jerome-guillen-im-interview-a-998892.html.
Fuss 2013 Fuß, P. (2013) Die größten Automobilhersteller weltweit. Eine Analyse wichtiger Bilanzkenn-zahlen Kalenderjahr 2013. Ernst &. Young GmbH Wirtschaftsprüfungsgesellschaft. Online verfügbar unter: http://www.ey.com/Publication/vwLUAssets/Automotive/$FILE/EY%20Auto motive%20Bilanzen%20Q4%202013%20Pr%C3%A4sentation.pdf.
Galea 2012 Galea, M.; Gerada, C.; Raminosoa, T.; Wheeler, P. (2012): A Thermal Improvement Tech-nique for the Phase Windings of Electrical Machines. In: Industry Applications, IEEE Trans-actions on 48 (1), S. 79–87.
Goss 2013 Goss, J.; Staton, D.; Wrobel, R.; Mellor, P. (2013): Brushless AC interior-permanent magnet motor design, Comparison of slot/pole combinations and distributed vs. concentrated wind-ings. In: Energy Conversion Congress and Exposition (ECCE), 2013 IEEE, S. 1213–1219.

142
Groninger 2011 Groninger, M.; Horch, F.; Kock, A.; Pleteit, H.; Ponick, B.; Schmidt, D.; Wostmann, F. (2011): Casting production of coils for electrical machines. In: Electric Drives Production Conference (EDPC), 2011, S. 159–161.
Groninger 2014 Groninger, M.; Horch, F.; Kock, A.; Jakob, M.; Ponick, B. (2014): Cast coils for electrical ma-chines and their application in automotive and industrial drive systems. In: Electric Drives Production Conference (EDPC) 2014, S. 1–7.
Grosse 2014 Grosse, T.; Hameyer, K.; Hagedorn, J. (2014): Needle Winding Technology for Symmetric Distributed Windings. In: Electric Drives Production Conference (EDPC), 2014, S. 65-69.
Gschaider 2007 Gschaider, M. (2007): Elemente der Fehlervermeidung im Produktionsprozess eines Auto-mobilzulieferbetriebes. Bachelorarbeit, Karl-Franzens-Universität Graz, GRIN Verlag. ISBN: 978-3-638-92154-1.
Guercioni 2014 Guercioni, S. (2014): Apparatus and method for making pre-shaped insulating sheets intend-ed to be inserted into stator or rotor slots. Angemeldet durch Tecnomatic, S.P.A., Veröffen-tlichungsnummer: US 8627868.
Hachicha 2011 Hachicha, M.R.; Ghariani, M.; Neji, R. (2011): Thermal model for induction machine. In: Sys-tems, Signals and Devices (SSD), 2011, S. 1–5.
Halder 2012 Halder, H.; Wessle, A. (2012): Werkstückhalter für ein Statorpaket, Angemeldet durch die Otto Rist Gmbh, Veröffentlichungsnummer: DE 102010034180A1, Veröffentlicht: 16. Febr. 2012.
Hansen 2005 Hansen, J.; Sato, M.; Ruedy R. et al. (2005): Efficacy of climate forcings. In: Journal of Geo-physical research Vol 11.
Harakawa 2014 Harakawa, T.; Sawa, F.; Okamoto, T.; Hatano, H.; Nagakura, K. (2014): Current progress in high thermal conducing insulation technology for large capacity turbine generator. In: Electri-cal Machines and Systems (ICEMS), 2014, S. 2409–2412.
Hoffrichter 2012 Hoffrichter, A.; Miller, A.R.; Hillmansen, S.; Clive R. (2012): Well-to-wheel analysis for electric, diesel and hydrogen traction for railways. In: Transportation Research Part D, Transport and Environment 17 (1), S. 28–34.
Illiano 2014 Illiano, Enzo (2014): Design of a highly efficient brushless current excited synchronous motor for automotive purposes: Dissertation, ETH-Zürich.
Inoue 2011 Inoue, M.; Kuroda, Y.; Nishimura, S.; Akita, H. (2011): An evaluation of concentrated and distributed windings in interior PM and claw pole motors. In: Power Electronics and ECCE Asia (ICPE & ECCE), 2011 S. 176–183.
Jung 2013 Jung, D. (2013): Verfahren zum Binden von Statorspulen eines Motors. Angemeldet durch Hyundai Mobis Co., Ltd. Veröffentlichungsnummer: DE 102012219668 A1.

143
Kalamkarov 2014a Kalamkarov, A.L.; Andrianov, I.V.; Starushenko, G.A. (2014): Three-phase model for a com-posite material with cylindrical circular inclusions. Part I: Application of the boundary shape perturbation method. In: International Journal of Engineering Science 78, S. 154–177.
Kalamkarov 2014b Kalamkarov, A.L.; Andrianov, I.V.; Starushenko, G.A. (2014): Three-phase model for a com-posite material with cylindrical circular inclusions. Part II: Application of Padé approximants. In: International Journal of Engineering Science 78, S. 178–191.
Kampker 2014 Kampker, A. (2014): Elektromobilproduktion. 2014. Aufl. Berlin: Springer Berlin. ISBN 978-3-642-42022-1.
Karimi-Moghaddam 2014 Karimi-Moghaddam, G.; Gould, R.D.; Bhattacharya, S.; Tremelling, D.D. (2014): Thermo-magnetic liquid cooling: A novel electric machine thermal management solution. In: Energy Conversion Congress and Exposition (ECCE) 2014, S. 1482–1489.
Kato 2003 Kato, M. (2003): Rotary electric machine stator and method of manufacturing the same. An-gemeldet durch Denso Corp. Anmeldenummer: DE 10308893. Veröffentlicht: 11. Sept. 2003.
Kato 2007 Kato, M. (2007): Wicklung für eine elecktrische Rotationsmaschine, Verfahren zur Herstel-lung dieser Wicklung, und Verfahren zur Herstellung einer elecktrischen Rotationsmaschine mit solcher Wicklung. Angemeldet durch Denso Corp. Veröffentlichungsnummer: DE 60210572. Veröffentlicht: 12. Apr. 2006.
Königshofer 1959 Königshofer, T. (1959): Die praktische Berechnung elektrischer Maschinen: Einführung in Masssystem u. Grundlagen sowie allgemeinverständl. Berechnung von Gleich- u. Wechsel-strommaschinen. Cram. ISBN: 3110055287.
Kreuzer 1992 Kreuzer, H. (1992): Staender fuer elektrische Maschinen und Verfahren zu seiner Herstel-lung. Angemeldet durch die Robert Bosch Gmbh. Veröffentlichungsnummer: DE4031276 A1. Veröffentlicht: 9. April 1992.
Kuschnerus 2013 Kuschnerus, M.; Gebert, A. (2013): Impact of impregnating materials and impregnating pro-cesses on the partial discharge resistance of low voltage electrical machines. In: Electric Drives Production Conference (EDPC). Nürnberg Deutschland.
Kwon 2006 Kwon, S.O.; Kim, S.; Zhang, P.; Hong, J.P. (2006): Performance comparison of IPMSM with distributed and concentrated windings. In: Industry Applications Conference, 2006. 41st IAS Annual Meeting. Conference Record of the 2006 IEEE: Bd. 4, S. 1984–1988.
Lindblom 2010 Lindblom, H. et al. (2010): Energy in Sweden facts and figures. The Swedish Energy Agency. Online verfügbar unter http://www.sero.se/Filer/Startsidan/ET201046.pdf.
Lee 2010 Lee, J.J.; Kim, W.H.; Yu, J.S.; Yun, S.Y.; Kim, S.M.; Lee, J. (2010): Comparison between concentrated and distributed winding in IPMSM for traction application. In: Electrical Machi-nes and Systems (ICEMS), 2010, S. 1172–1174.
Letsche 2011 Letsche, S. (2011): Entwicklung von Produkt- und Systemtests für Energiespeichersysteme auf einem Hardware-in-the-Loop (HiL) System, Diplomarbeit.

144
Lim 2014 Lim, D. H.; Kim S. C. (2014): Thermal performance of oil spray cooling system for in-wheel motor in electric vehicles: Applied Thermal Engineering, Vol. 63, Nr. 2, S. 577–587.
Mathoy 2010 Mathoy A. (2010): Grundlagen für die Spezifikation von E-Antrieben. In: MTZ - Motortechni-sche Zeitschrift (2010-09).
Mathoy 2013 Mathoy A., Stoeck M. (2013): Stator. Angemeldet durch Brusa Elektronik AG, Veröffentli-chungsnummer: WO2013190514. Veröffentlicht: 27. Dez. 2013.
Matschoss 1917 Matschoss C. (1917): Beiträge zur Geschichte der Technik und Industrie: Springer Berlin Heidelberg. ISBN: 978-3-662-24477-7.
Mellor 1991 Mellor, P. H.; Roberts, D.; Turner, D. R. (1991): Lumped parameter thermal model for electri-cal machines of TEFC design. In: Electric Power Applications, IEE Proceedings B 138 (5), S. 205–218.
Mitsuru 2006 Mitsuru, K. (2006): Wicklung für eine elektrische Rotationsmaschine, Verfahren zur Herstel-lung dieser Wicklung, und Verfahren zur Herstellung einer elektrischen Rotationsmaschine mit solcher Wicklung. Angemeldet durch Denso Corp. Veröffentlichungsnummer: DE60210572 T2.
Moumen 2015 Moumen, A.; Kanit, T.; Imad, A; Minor, H. (2015): Computational thermal conductivity in po-rous materials using homogenization techniques. In: Computational Materials Science
Munoz 2008 Munoz, A.R.; Liang, F.; Degner, M.W. (2008): Evaluation of Interior PM and Surface PM Synchronous machines with distributed and concentrated windings. In: Industrial Electronics, IECON 2008. S. 1189–1193. Orlando, USA.
Muntean 2007 Muntean, A.M. (2007): Analyse et contrôle du couple des moteurs synchrones à aimants permanents pour la propulsion des véhicules électriques. Dissertation, Universität Belfort-Montbéliard und Universität Cluj-Napoca.
Nategh 2012 Nategh, S.; Wallmark, O.; Leksell, M.; Zhao, S. (2012): Thermal Analysis of a PMaSRM Us-ing Partial FEA and Lumped Parameter Modeling. In: Energy Conversion, IEEE Transactions on 27 (2), S. 477–488.
Nategh 2014 Nategh, S.; Krings, A.; Wallmark, O.; Leksell, M. (2014): Evaluation of Impregnation Materi-als for Thermal Management of Liquid-Cooled Electric Machines. In: Industrial Electronics, IEEE Transactions on 61 (11), S. 5956–5965.
Peet 2011 Peet, M. J.; Hasan, H. S.; Bhadeshia, H. K. D. H. (2011): Prediction of thermal conductivity of steel. In: International Journal of Heat and Mass Transfer 54 (11–12), S. 2602–2608.
Peljic 1995 Plejić, M.; Goričan, V.; Hribernik, B. (1995): FEM Thermal modeling of an induction motor. In: Electric and magnetic fields von Nicolet A. und Belmans R.: Springer US, S. 155-158. ISBN: 978-1-4613-5806-0.

145
Perez 1979 Perez, I. J.; Kassakian, J. G. (1979): A stationary thermal model for smooth air-gap rotating electric machines. In: Electric Machines & Power Systems 3 (3-4), S. 285–303.
Poole 1943 Poole, L.E.; Fausset, E.R. (1943): Improved machine for the manufacture of armatures for electric dynamos and motors. Angemeldet durch General Motors Corporation. Veröffentli-chungsnummer: GB551422. Veröffentlicht: 22. Februar 1943.
Powell 1962 Powell, R. W. (1962): Armco Iron as a Thermal Conductivity Standard. In: Progress in Inter-national Research on Thermodynamic and Transport Properties von Masi J.F. und Tsai D. H. Academic Press, S. 454–465.
Pradhan 2004 Pradhan, M. K.; Ramu, T. S. (2004): Estimation of the hottest spot temperature (HST) in power transformers considering thermal inhomogeniety of the windings. In: Power Delivery, IEEE Transactions on 19 (4), S. 1704–1712.
Rau 2013 Rau, E.; Shendi, A. (2013): Stator for a polyphase electric machine and method for manufac-turing same. Angemeldet durch Robert Bosch Gmbh. Veröffentlichungsnummer: US 8344580 B2.
Rennhak 2013 Rennhak, C. (2013): Zukunftsfeld Elektromobilität. Herausforderungen und Strategien für die Automobil- und Zulieferindustrie. Stuttgart: Ibidem-Verl (Reutlinger Schriften zu Marketing & Management, 7). ISBN: 978-3-8382-0452-9.
Richnow 2014 Richnow, J.; Stenzel, P.; Renner, A.; Gerling, D.; Endisch, C. (2014): Influence of different impregnation methods and resins on thermal behaviour and lifetime of electrical stators. In: Electric Drives Production Conference (EDPC), 2014.
Robelius 2007 Robelius, F. (2007): Giant Oil Fields. The highway to oil, their importance for future oil pro-duction. Dissertation, Uppsala Universität. ISBN: 978-91-554-6823-1.
Roberts 1969 Roberts, T. J. (1969): Determination of the thermal constants of the heat flow equations of electrical machines. Proceedings of the Institution of Mechanical Engineers, Conference Proceedings September 1969 vol. 184 no. 9 84-92. Rugby College of Engineering Technolo-gy, Eastlands.
Rogowski 1913 Rogowski, W. (1913): Über zusätzliche Kupferverluste, über die kritische Kupferhöhe einer Nut und über das kritische Widerstandsverhältnis einer Wechselstrommaschine. In: Archiv für Elektrotechnik 2 (3), S. 81–118.
Rosling 2009 Rosling H. (2009): Asia's rise -- how and when. U.K. Vortrag auf: www.Ted.com.
Rovers 2013 Rovers, J. M. M.; Stöck, M.; Jansen, J. W.; van Lierop, C. M. M.; Lomonova, E. A.; Perriard, Y. (2013): Real-time 3D thermal modeling of a magnetically levitated planar actuator. In: Special Issue on Linear Drives 23 (2), S. 240–246.
Sante 2009 Sante, G. (2009): Method for inserting of preformed hairpin conductors into a rotor or stator. Angemeldet durch Tecnomatic, S.P.A. Veröffentlichungsnummer: US 20090265914 A1. Ver-öffentlicht: 29. Okt. 2009.

146
Sante 2013 Sante, G. (2013): Method and apparatus for making a stator for an electric machine and electric machine stator with high fill factor. Angemeldet durch Tecnomatic S.p.A. Veröffentli-chungsnummer: EP 2543129 A1. Veröffentlicht: 9. Jan. 2013.
Schlick 2011 Schlick, T.; Hertel, G.; Hagemann, B.; Maiser, E.; Krame, M. (2011): Zukunftsfeld Elektromo-bilität. Chancen und Herausforderungen für den deutschen Maschinen- und Anlagenbau. Hg. v. Roland Berger Strategy Consultants.
Schott 2013 Schott, B.; Püttner, A.; Nieder, T.; Maas, F.; Rohn, M.; Mey, J. (2013): Entwicklung der Elekt-romobilität in Deutschland im internationalen Vergleich und Analysen zum Stromverbrauch. Zentrum für Sonnenenergie- und Wasserstoff-Forschung. Online: http://www.zsw-bw.de/uploads/media/Paper_Monitoring_EMobilitaet_Final_akt.pdf.
Semidey 2014 Semidey, S. A.; Mayor, J. R. (2014): Experimentation of an Electric Machine Technology Demonstrator Incorporating Direct Winding Heat Exchangers. In: Industrial Electronics, IEEE Transactions on 61 (10), S. 5771–5778.
Shenkman 1999 Shenkman, A.; Chertkov, M. (1999): Heat conditions of a three-phase induction motor by a one-phase supply. In: Electric Power Applications, IEE Proceedings - 146 (4), S. 361–367.
Shin 2015 Shin, H.J.; Kim, K.L.; Choi, Y.H.; Kim, Y.G.; Go, B.S.; Park, M.; Lee, H. (2015): A Study on Cooling Performances and Over-Current Behaviors of GdBCO Coils With Respect to Epoxy Impregnation Methods. In: Applied Superconductivity, IEEE Transactions on 25 (3), S. 1–5.
Siemens 1857 W. Siemens (1857): Über eine neue Konstruktion magneto-elektrischer Maschinen. Poggen-dorffs Annalen der Physik und Chemie, Ausgabe 101.
Simpson 2013 Simpson, N.; Wrobel, R.; Mellor, P. H. (2013): Estimation of Equivalent Thermal Parameters of Impregnated Electrical Windings. In: Industry Applications, IEEE Transactions on 49 (6), S. 2505–2515.
Skrzypchak 2014 Skrzypchak, D.W.; Somani, V.; Christen, B.J. (2014): Method of applying lubrication to legs of a hairpin tube. Angemeldet durch Brazeway, Inc. Veröffentlichungsnummer: US20140096391 A1.
Solomon 2007 Solomon, Susan (2007): Climate change 2007. The physical science basis. Cambridge, UK, New York: Published for the Intergovernmental Panel on Climate Change. Cambridge Uni-versity Press.
Statista EV Online verfügbar unter: http://de.statista.com/statistik/daten/studie/406683/umfrage/anzahl-der-verkaeufe-von-elektroautos-weltweit-prognose/.
Statista VW Online verfügbar unter: http://de.statista.com/themen/231/volkswagen-ag/.
Staton 2001 Staton, D. (2001): Thermal computer aided design-advancing the revolution in compact mo-tors. In: Electric Machines and Drives Conference, 2001. IEMDC 2001. IEEE International: S. 858–863.

147
Staton 2003 Staton, D.; Boglietti A.; Cavagnino A. (2003): Solving the more difficult aspects of electric motor thermal analysis: Konferenz. Electric Machines and Drives Conference (IEMDC) (1.-4. Juni 2003.
Staton 2005 Staton, D.; Boglietti, A.; Cavagnino, A. (2005): Solving the more difficult aspects of electric motor thermal analysis in small and medium size industrial induction motors. In: Energy Con-version, IEEE Transactions on 20 (3), S. 620–628.
Staton 2010 Staton, D.; Hawkins D.J.; Popescu M. (2010): Motor-CAD Software for Thermal Analysis of Electrical Motors – Links to Electromagnetic and Drive Simulation Models: Konferenz. CWIEME (Juni 2010, Berlin).
Stenzel 2014 Stenzel, P.; Dollinger, P.; Mihajlovic, D.; Richnow, J.; Franke, J.; Endisch, C. (2014): Needle winding for distributed round-wire-windings without the use of insulation disks. In: Electric Drives Production Conference (EDPC), 2014 4th International: S. 1–7.
Stöck 2014a Stöck, M.; Sauter, D.; Lohmeyer,Q.; Meboldt M. (2014): Konstruktion eines Messaufbaus zur präzisen Bestimmung der thermischen Leitfähigkeit von Motorwicklungen: TuTech Verlag, 2014. DFX 2014, Bamberg.
Stöck 2014b Stöck, M.; Philipp, L.; Meboldt, M; (2014): Increase of the power-density in electrical ma-chines by innovative solutions. 24 – 26 June 2014, Hybrid Expo 2014, Stuttgart.
Stöck 2015a Stöck, M.; Breu, M.; Meboldt M. (2015): An Innovative Method to Increase the Power Density of Automotive Electric Motors, Aachner Kolloquium, Fahrzeug- und Motorentechnik, 2015, Aachen.
Stöck 2015b Stöck, M.; Breu, M.; Lohmeyer, Q.; Meboldt, M. (2015): Innovative Winding Method for Elec-tric Motors suitable for High Production Volumes of EV’s, Electric motor winding with an im-proved filling factor and an increased thermal conductivity suitable for a full automatised pro-duction in the automotive industrie, EDPC 2015, Nürnberg.
Stöck 2015c Stöck M. (2015): Innovative and economic winding solution, Article in the Electric and hybrid vehicle technology international Journal, 2015, Willenhall UK.
Stöck 2015d Stöck, M.; Lohmeyer, Q.; Meboldt M. (2015): Increasing the power density of e-motors by innovative winding design. 25th CIRP Design Conference 2015, Haifa Israel.
Stückzahlen EV Amsterdam Roundtables Foundation, (2015): Electric vehicles in Europe: gearing up for a new phase? Online verfügbar unter: http://www.mckinsey.com/~/media/McKinsey%20Offices /Netherlands/Latest%20thinking/PDFs/Electric-Vehicle-Report-EN_AS%20FINAL.ashx
Becker, D. et al. (2015): KPMG’s Global Automotive Executive Survey 2015, Who is fit and ready to harvest? Online verfügbar unter: https://www.kpmg.com/Global/en/IssuesAnd Insights/ArticlesPublications/global-automotive-executive-survey/Documents/2015-report-v1.pdf
Blokland, H.W. (2015): The Rise of EV & Hybrid Cars. Online verfügbar unter: http://foresight investor.com/articles/554942startfragmenttheriseofevamphybridcarsendfragmentnbspnbspbr

148
Groupe Renault (2014): Registration Document Including the Annual Financial Report 2014. Online verfügbar unter: http://group.renault.com/wp-content/uploads/2015/03/renault-regist ration-document-2014.pdf
Groupe Renault (2015): Earnings Report First Half 2015. Online verfügbar unter: https:// group.renault.com/wp-content/uploads/2015/07/renault-hy-2015-earnings-report.pdf
Krüger H. et al. (2015): Quarterly Report to 30 June 2015. BMW Group. Online verfügbar unter: https://www.bmwgroup.com/content/dam/bmw-group-websites/bmwgroup_com/ir/ downloads/en/2015/Q2_2015_Gesamt_EN.pdf
Milberg J. et al (2014): Annual report 2014. BMW Group. Online verfügbar unter: http://annua l-report2014.bmwgroup.com/bmwgroup/annual/2014/gb/English/pdf/report2014.pdf
Musk, E. et al. (2015): Tesla Motors – Second Quarter 2015 Shareholder Letter. Online ver-fügbar unter: http://files.shareholder.com/downloads/ABEA-4CW8X0/0x0x843991/DCDCCF DA-0709-405B-931A-B2F48A224CE8/Tesla_Q2_2015_Shareholder_Letter.pdf
Randall, T. (2015): Here's How Elon Musk Gets Tesla to 500,000 Cars a Year by 2020. Bloomberg Business. Online verfügbar unter: http://www.bloomberg.com/news/articles/ 20150810/hereshowelonmusktakesteslato500000carsinfiveyears
Takashi 2000 Takashi, T.; Mitsuru, K.; Mitsuaki, T. (2000): Method for manufacturing the stator windings of an electric machine. Angemeldet durch Denso Corp. Veröffentlichungsnummer: EP1041696. Veröffentlicht: 4. Okt. 2000.
Takashi 2007 Takashi, T.; Mitsure, K.; Mitsuaki, T. (2007):Method for manufacturing the stator windings of an electric machine. Angemeldet durch Denso Corporation. Veröffentlichungsnummer: EP 1041696 B1. Veröffentlicht: 11. Apr. 2007.
Tanaka 2011 Tanaka, N. at al. (2011): Electric and Plug-In Hybrid Vehicle roadmap. International Energy Agency, online verfügbar unter: https://www.iea.org/publications
Tari 2003 Tari, M.; Yoshida, K.; Sekito, S.; Allison, J.; Brutsch, R.; Lutz, A.; Frost, N. (2003): A high voltage insulating system with increased thermal conductivity for turbo generators. In: Elec-trical Insulation Conference and Electrical Manufacturing & Coil Winding Technology Confer-ence, 2003. Proceedings: S. 613–617.
Thomälen 1917 Thomälen, A. (1917): Zur Geschichte der Dynamomaschine. In: Conrad Matschoss (Hg.): Beiträge zur Geschichte der Technik und Industrie: Springer Berlin Heidelberg, S. 134–168. Online verfügbar unter: http://dx.doi.org/10.1007/978-3-662-40240-5_9.
Toru 2014 Toru, Y.; Mitsuhiro, Y.; Yutaka, M.; Kenichi, O.; Kazuhito, H.; Junji N. (2014): Insertion device of electrical conductor. Angemeldet durch Honda Motor CO LTD. Anmeldenummer: US20140013592 A1. Veröffentlicht: 16. Jan. 2014.
Trigg 2013 Trigg, T.; Telleen, P. (2013): Global EV Outlook 2013, International Energy Agency. Online verfügbar unter http://www.iea.org/publications/globalevoutlook_2013.pdf.
U.S. DRIVE Partnership 2013 U.S. DRIVE Partnership (2013): Electrical and Electronics Technical Team Roadmap. Online: http://www1.eere.energy.gov/vehiclesandfuels/pdfs/program/eett_roadmap_june2013.pdf.

149
Van der Geest 2013 Van der Geest, M.; Polinder, H.; Ferreira, J. A.; Zeilstra, D. (2013): Stator winding proximity loss reduction techniques in high speed electrical machines. In: Electric Machines & Drives Conference (IEMDC), 2013 IEEE International: S. 340–346.
Van der Geest 2014 Van der Geest, M.; Polinder, H.; Ferreira, J. A.; Zeilstra, D. (2014): Current Sharing Analysis of Parallel Strands in Low-Voltage High-Speed Machines. In: Industrial Electronics, IEEE Transactions on 61 (6), S. 3064–3070.
Van der Hoeven 2012 Van der Hoeven, M. et al. (2012) Renewable energy medium-term market report 2012. Mar-ket trends and projections to 2018. International Energy Agency OECD/IEA. ISBN: 978 92 64 19118 1. Online verfügbar unter: https://www.iea.org/publications/freepublications/publication /2013MTRMR.pdf.
VDI-Wärmeatlas 2013 VDI-Wärmeatlas. Springer Berlin Heidelberg (VDI-Buch). 2013 ISBN 978-3-642-19982-0.
Wang 2006 Wang, J.; Carson, J.K.; North, M.F.; Cleland, D.J. (2006): A new approach to modelling the effective thermal conductivity of heterogeneous materials. In: International Journal of Heat and Mass Transfer 49 (17–18), S. 3075–3083.
Wang 2008a Wang, J.; Carson, J.K.; North, M.F.; Cleland, D.J. (2008): A new structural model of effective thermal conductivity for heterogeneous materials with co-continuous phases. In: International Journal of Heat and Mass Transfer 51 (9–10), S. 2389–2397.
Wang 2008b Wang, M.; Pan, N. (2008): Predictions of effective physical properties of complex multiphase materials. In: Materials Science and Engineering.
Wikipedia Spulentechnik Online verfügbar unter: http://de.wikipedia.org/wiki/Spulenwickeltechnik.
World population prospects United Nations New York (2013): World population prospects 2013, The 2012 revision, high-lights and advance tables. Department of Economic and Social Affairs, Population Division. Online verfügbar unter: http://esa.un.org/unpd/wpp/publications/Files/WPP2012_HIGH LIGHTS.pdf.




















