Properties of Slags and Their Importance in Manufacturing ...
8
Properties of Slags and Their Importance in Manufacturing Clean Steels S. Sridhar and A.W. Cramb Department of Materials Science & Engineering, Carnegie Mellon University, Pittsburgh, PA 15213, USA. ABSTRACT The role of slags in inclusion removal is discussed and in situ Cofocal Scanning Laser Microscopy observations of processes relevant to inclusion removal from molten steels are reviewed and discussed in terms of the importance of the thermodynamic and thermophysical properties of industrial slags. The dissolution of various inclusions such as A1 2 0 3 , MgO, MgAl 2 0 4 and TiN in synthetic and industrial slags is discussed. 1. INTRODUCTION AND BACKGROUND The multiple roles of molten slags in metals processing include thermal and chemical insulation, refining of impurity elements and inclusions and, in the case of mould slags, lubrication between strand and mould. To ensure an adequate performance of the slag requires a tight control of the thermophysical properties. The structural parameters: (i) size of Si-polymeric units, (ii) the way in which cations are incorporated and their ability to move and (iii) inter-ionic bonds between Si- polymeric units and between Si-polymeric units and cations, basically decide the bulk thermophysical properties (density, crystallization temperature, viscosity, thermal/electrical conductivity, enthalpy and heat capacity). Interfacial properties (interfacial tension and surface tension) are essentially linked to the way in which surface active elements are incorporated in the structure of the interface. The bulk structure also plays a role in the interfacial properties since the interfacial tension changes dynamically as a result of mass transfer of surface-active species through the interface III. Therefore, to tailor slag performance by controlling the properties requires quantitative understanding of the relations between the (composition and temperature)- (structure)-(physical properties). Professor K.C. Mills has been a pioneer in both developing and evaluating experimental techniques to measure high temperature melt properties /2,3,4/ as well as interpreting them on a structural basis 15,6,11 and applying this knowledge to industrially relevant problems /8,9,10,11/. Ken has worked on measuring and estimating virtually all the slag properties including viscosities 16,21 interfacial/surface tensions /12,1/, thermal/electrical conductivities /13,14/ and crystalli- zation temperatures /15,5/. His compilation of slag thermophysical and thermodynamic data in the Slag Atlas /16/ is an incomparable reference to the metallurgical community. Slags and their properties play a crucial role in the removal of non-metallic inclusions during clean steel manufacturing. Non-metallic inclusions are generally removed in the ladle, tundish and continuous casting mold. In all these three vessels, the molten metal is covered by a molten slag in order to provide thermal and chemical protection and in the case of the caster to also lubricate the mold/strand interface. Inclusions are removed by (i) transporting the inclusion to the steel/slag interface, (ii) separating across the interface and (iii) dissolving into the slag phase. This paper will review work done at the Department of Materials Science & Engineering at Carnegie Mellon on investigating clean steel phenomena at the steel/slag interface (step ii) and in the slag (step iii) and emphasize the roles of slag properties. 275
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Properties of Slags and Their Importance in Manufacturing ...

Properties of Slags and Their Importance in Manufacturing Clean Steels
S. Sridhar and A.W. Cramb
Department of Materials Science & Engineering, Carnegie Mellon University, Pittsburgh, PA 15213, USA.
ABSTRACT
The role of slags in inclusion removal is discussed and in situ Cofocal Scanning Laser Microscopy observations of processes relevant to inclusion removal from molten steels are reviewed and discussed in terms of the importance of the thermodynamic and thermophysical properties of industrial slags. The dissolution of various inclusions such as A1203, MgO, MgAl204 and TiN in synthetic and industrial slags is discussed.
1. INTRODUCTION AND BACKGROUND
The multiple roles of molten slags in metals processing include thermal and chemical insulation, refining of impurity elements and inclusions and, in the case of mould slags, lubrication between strand and mould. To ensure an adequate performance of the slag requires a tight control of the thermophysical properties. The structural parameters: (i) size of Si-polymeric units, (ii) the way in which cations are incorporated and their ability to move and (iii) inter-ionic bonds between Si-polymeric units and between Si-polymeric units and cations, basically decide the bulk thermophysical properties (density, crystallization temperature, viscosity, thermal/electrical conductivity, enthalpy and heat capacity). Interfacial properties (interfacial tension and surface tension) are essentially linked to the way in which surface active elements are incorporated in the structure of the interface. The bulk structure also plays a role in the interfacial properties since the interfacial tension changes dynamically as a result of mass transfer
of surface-active species through the interface I I I . Therefore, to tailor slag performance by controlling the properties requires quantitative understanding of the relations between the (composition and temperature)-(structure)-(physical properties).
Professor K.C. Mills has been a pioneer in both developing and evaluating experimental techniques to measure high temperature melt properties /2,3,4/ as well as interpreting them on a structural basis 15,6,11 and applying this knowledge to industrially relevant problems /8,9,10,11/. Ken has worked on measuring and estimating virtually all the slag properties including viscosities 16,21 interfacial/surface tensions /12,1/, thermal/electrical conductivities /13,14/ and crystalli-zation temperatures /15,5/. His compilation of slag thermophysical and thermodynamic data in the Slag Atlas /16/ is an incomparable reference to the metallurgical community.
Slags and their properties play a crucial role in the removal of non-metallic inclusions during clean steel manufacturing. Non-metallic inclusions are generally removed in the ladle, tundish and continuous casting mold. In all these three vessels, the molten metal is covered by a molten slag in order to provide thermal and chemical protection and in the case of the caster to also lubricate the mold/strand interface. Inclusions are removed by (i) transporting the inclusion to the steel/slag interface, (ii) separating across the interface and (iii) dissolving into the slag phase. This paper will review work done at the Department of Materials Science & Engineering at Carnegie Mellon on investigating clean steel phenomena at the steel/slag interface (step ii) and in the slag (step iii) and emphasize the roles of slag properties.
275

Vol. 22, Nos. 5-6, 2003 Properties of Slags and Their Importance in Manufacturing Clean Steels
2. INCLUSIONS AT SLAG/STEEL INTERFACES
Among the three steps for inclusion removal, the 2nd
step involving separation across the interface is probably the least understood and is strongly influenced by interfacial properties. The thermodynamics of inclusion removal has been studied in a number of papers /17,18,19,20,21/. Consider an inclusion at the slag/metal interface. For an inclusion to be removed it is necessary for it to travel through the slag/metal interface and on into the slag phase. In terms of interfacial energies, a favourable separation will be achieved, from a thermodynamic viewpoint, when the free energy change of reaction 1 is negative:
ΔΟ =/inclusion I slag ~ /inclusion / melal ~ /metal / slag (1)
While the above mentioned model for separation of inclusions across a metal/slag interface is based on thermodynamics, it is rather simplified and thus its applicability is limited since the kinetics may be slow. As a spherical particle approaches the interface, the film between the particle and the other phase has to be drained and the hydrodynamic forces will determine the speed. At closer distances to the interface, the assumption of a continuous medium is no longer valid 1221 and the thin liquid film ahead of the particle will be removed more slowly. The final rupture of the interface is probably rapid as this has been found in the case of droplet separation /23/. The residence time of particles at a fluid/fluid interface may thus be long although it is energetically favourable to separate it from one phase to
DRAINAGE SLAG
INCLUSION
METAL
Fig. 1: Schematics of kinetic/transport issues in
another. The steps of drainage and rupture are schematically shown in Fig. 1.
The separation time would likely depend strongly on whether the inclusion is solid or liquid. In the case of solid inclusions, it is primarily a hydrodynamic problem. Bouris and Bergeles /24/, Nakajima and Okamura /25/ and Cleaver and Yates /26/ have all studied the mechanism of solid particle separation across steel/slag interfaces. Firstly, the existence of a film (that needs to be drained) was contingent upon the Reynolds number, i.e. if Re < 1, no film formation was assumed. The drainage step was computed based on a (i) force balance between the buoyancy on one hand and the drag, gravity and a so-called rebound force on the other and (ii) fluid flow past a sphere. The rebound force resulting from a normal interfacial stress is a function of the steel-melt/slag interfacial tension ( meit/siag)· It should be mentioned that the presence of Marangoni forces might delay the drainage due to differences along the droplet surface as explained for the case of drainage around gas bubbles by Lahiri et al 1211. Upon reaching a critical separation from the interface, the interface was assumed to be ruptured and continued separation occurred based on the balance between the drag, buoyancy and the dynamically changing interfacial forces. Here, as long as the inclusions were not wetted by the melt, i.e. aini;|usj,in/nu,u > inclusion/slag > the inclusions would initially be pushed
towards the slag. According to Bouris and Bergeles' calculations /24/, an A120, inclusion of 20 μηι, would separate completely into a Si02-Al201-CaF :-Mg0-Ca0 (mould flux type) slag within roughly 0.5 10"5 seconds.
RUPTURE
SLAG
INCLUSION
METAL
inclusion separation across metal/slag interfaces.
276
S.Sridhar and A. W. Cramb High Temperature Materials and Processes
Incomplete separation occurred when the steel wetted the inclusions and the effect of Ti0 2 in the inclusions had a profound effect on this.
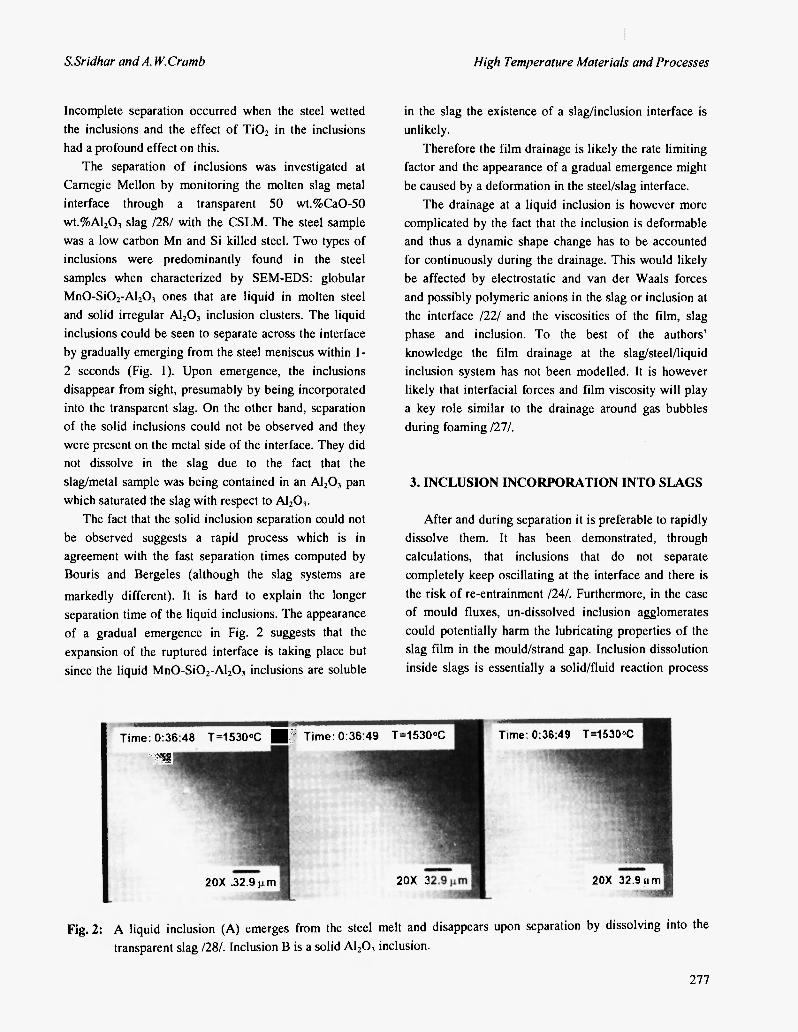
The separation of inclusions was investigated at Carnegie Mellon by monitoring the molten slag metal interface through a transparent 50 wt.%CaO-50 wt.%Al201 slag /28/ with the CSLM. The steel sample was a low carbon Mn and Si killed steel. Two types of inclusions were predominantly found in the steel samples when characterized by SEM-EDS: globular Mn0-Si02-Al20;, ones that are liquid in molten steel and solid irregular A1203 inclusion clusters. The liquid inclusions could be seen to separate across the interface by gradually emerging from the steel meniscus within 1-2 seconds (Fig. 1). Upon emergence, the inclusions disappear from sight, presumably by being incorporated into the transparent slag. On the other hand, separation of the solid inclusions could not be observed and they were present on the metal side of the interface. They did not dissolve in the slag due to the fact that the slag/metal sample was being contained in an A120, pan which saturated the slag with respect to A120,.
The fact that the solid inclusion separation could not be observed suggests a rapid process which is in agreement with the fast separation times computed by Bouris and Bergeles (although the slag systems are markedly different). It is hard to explain the longer separation time of the liquid inclusions. The appearance of a gradual emergence in Fig. 2 suggests that the expansion of the ruptured interface is taking place but since the liquid Mn0-Si02-Al20, inclusions are soluble
in the slag the existence of a slag/inclusion interface is unlikely.
Therefore the film drainage is likely the rate limiting factor and the appearance of a gradual emergence might be caused by a deformation in the steel/slag interface.
The drainage at a liquid inclusion is however more complicated by the fact that the inclusion is deformable and thus a dynamic shape change has to be accounted for continuously during the drainage. This would likely be affected by electrostatic and van der Waals forces and possibly polymeric anions in the slag or inclusion at the interface 1221 and the viscosities of the film, slag phase and inclusion. To the best of the authors' knowledge the film drainage at the slag/steel/liquid inclusion system has not been modelled. It is however likely that interfacial forces and film viscosity will play a key role similar to the drainage around gas bubbles during foaming 1211.
3. INCLUSION INCORPORATION INTO SLAGS
After and during separation it is preferable to rapidly dissolve them. It has been demonstrated, through calculations, that inclusions that do not separate completely keep oscillating at the interface and there is the risk of re-entrainment /24/. Furthermore, in the case of mould fluxes, un-dissolved inclusion agglomerates could potentially harm the lubricating properties of the slag film in the mould/strand gap. Inclusion dissolution inside slags is essentially a solid/fluid reaction process
Time: 0 :36:48 T=1530°C • Time: 0 :36:49 T = 1 5 3 0 ° C
«Mi
Time: 0:36:49 T=1530°C
20X .32.9 μm 20X 3 20X 32.9 u m
Fig. 2: A liquid inclusion (A) emerges from the steel melt and disappears upon separation by dissolving into the transparent slag /28/. Inclusion Β is a solid A120, inclusion.
277
Vol. 22, Nos. 5-6, 2003 Properties of Slags and Their Importance in Manufacturing Clean Steels
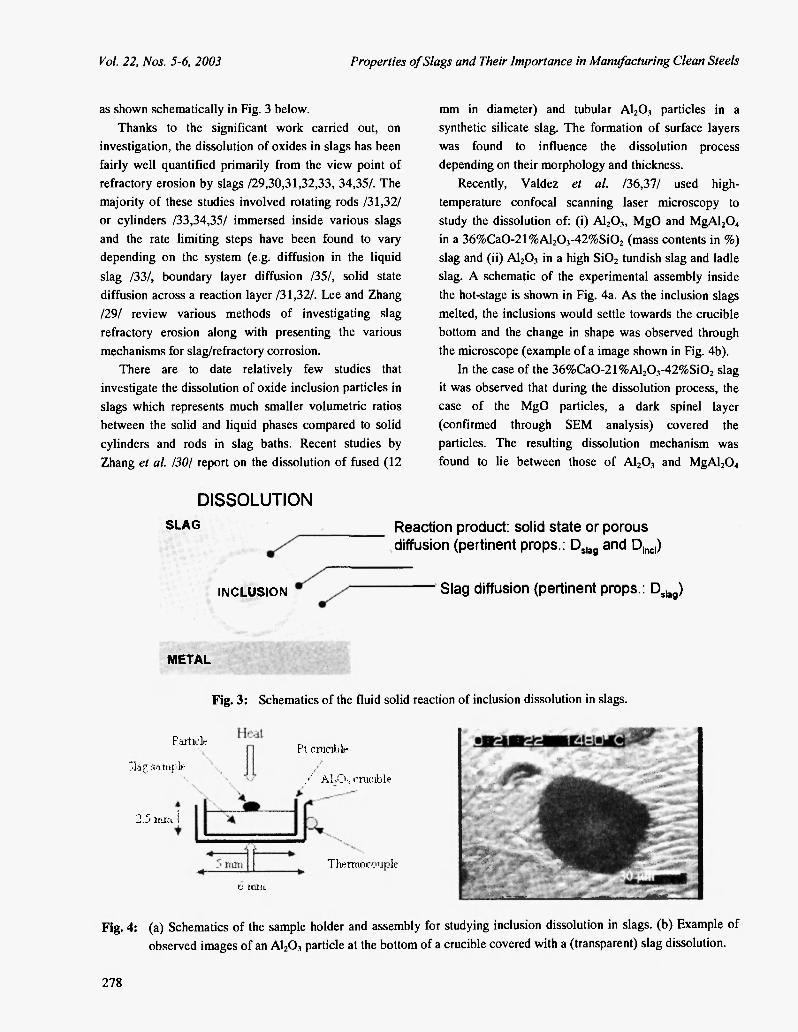
as shown schematically in Fig. 3 below. Thanks to the significant work carried out, on
investigation, the dissolution of oxides in slags has been fairly well quantified primarily from the view point of refractory erosion by slags /29,30,31,32,33, 34,35/. The majority of these studies involved rotating rods /31,32/ or cylinders /33,34,35/ immersed inside various slags and the rate limiting steps have been found to vary depending on the system (e.g. diffusion in the liquid slag /33/, boundary layer diffusion /35/, solid state diffusion across a reaction layer /31,32/. Lee and Zhang /29/ review various methods of investigating slag refractory erosion along with presenting the various mechanisms for slag/refractory corrosion.
There are to date relatively few studies that investigate the dissolution of oxide inclusion particles in slags which represents much smaller volumetric ratios between the solid and liquid phases compared to solid cylinders and rods in slag baths. Recent studies by Zhang et al. 1301 report on the dissolution of fused (12
mm in diameter) and tubular A1203 particles in a synthetic silicate slag. The formation of surface layers was found to influence the dissolution process depending on their morphology and thickness.
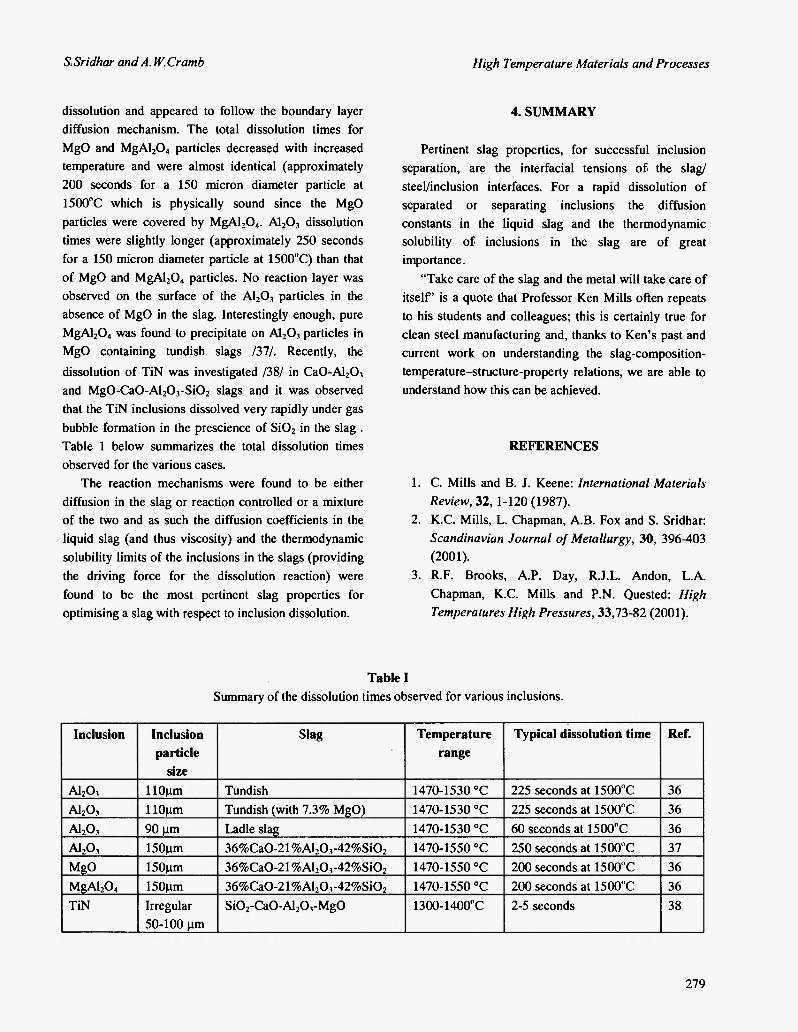
Recently, Valdez et al. /36,37/ used high-temperature confocal scanning laser microscopy to study the dissolution of: (i) A1203, MgO and MgAl204
in a 36%Ca0-21%Al20,-42%Si02 (mass contents in %) slag and (ii) A1203 in a high Si02 tundish slag and ladle slag. A schematic of the experimental assembly inside the hot-stage is shown in Fig. 4a. As the inclusion slags melted, the inclusions would settle towards the crucible bottom and the change in shape was observed through the microscope (example of a image shown in Fig. 4b).
In the case of the 36%Ca0-21%Al20r42%Si02 slag it was observed that during the dissolution process, the case of the MgO particles, a dark spinel layer (confirmed through SEM analysis) covered the particles. The resulting dissolution mechanism was found to lie between those of A1203 and MgAl204
DISSOLUTION SLAG Reaction product: solid state or porous
diffusion (pertinent props.: Dslag and Dincl)
INCLUSION Slag diffusion (pertinent props.: Dslag)
METAL
Fig. 3: Schematics of the fluid solid reaction of inclusion dissolution in slags.
Particle
Slag sample Pi crucible
/ ALO-< crucible
2.5 mm I
Thermocouple
Ό mitt
Fig. 4: (a) Schematics of the sample holder and assembly for studying inclusion dissolution in slags, (b) Example of observed images of an A120, particle at the bottom of a crucible covered with a (transparent) slag dissolution.
278
S.Sridhar and A. W.Cramb High Temperature Materials and Processes
dissolution and appeared to follow the boundary layer diffusion mechanism. The total dissolution times for MgO and MgAl204 particles decreased with increased temperature and were almost identical (approximately 200 seconds for a 150 micron diameter particle at 1500°C which is physically sound since the MgO particles were covered by MgAl204. A120, dissolution times were slightly longer (approximately 250 seconds for a 150 micron diameter particle at 1500HC) than that of MgO and MgAl204 particles. No reaction layer was observed on the surface of the A120, particles in the absence of MgO in the slag. Interestingly enough, pure MgAl204 was found to precipitate on A120, particles in MgO containing tundish slags /37/. Recently, the dissolution of TiN was investigated /38/ in Ca0-Al20, and Mg0-Ca0-Al203-Si02 slags and it was observed that the TiN inclusions dissolved very rapidly under gas bubble formation in the prescience of Si02 in the slag . Table 1 below summarizes the total dissolution times observed for the various cases.
The reaction mechanisms were found to be either diffusion in the slag or reaction controlled or a mixture of the two and as such the diffusion coefficients in the liquid slag (and thus viscosity) and the thermodynamic solubility limits of the inclusions in the slags (providing the driving force for the dissolution reaction) were found to be the most pertinent slag properties for optimising a slag with respect to inclusion dissolution.
4. SUMMARY
Pertinent slag properties, for successful inclusion separation, are the interfacial tensions of the slag/ steel/inclusion interfaces. For a rapid dissolution of separated or separating inclusions the diffusion constants in the liquid slag and the thermodynamic solubility of inclusions in the slag are of great importance.
"Take care of the slag and the metal will take care of itself' is a quote that Professor Ken Mills often repeats to his students and colleagues; this is certainly true for clean steel manufacturing and, thanks to Ken's past and current work on understanding the slag-composition-temperature-structure-property relations, we are able to understand how this can be achieved.
REFERENCES
1. C. Mills and B. J. Keene: International Materials Review, 32, 1-120 (1987).
2. K.C. Mills, L. Chapman, A.B. Fox and S. Sridhar: Scandinavian Journal of Metallurgy, 30, 396-403 (2001).
3. R.F. Brooks, A.P. Day, R.J.L. Andon, L.A. Chapman, K.C. Mills and P.N. Quested: High Temperatures High Pressures, 33,73-82 (2001).
Table I Summary of the dissolution times observed for various inclusions.
Inclusion Inclusion particle
size
Slag Temperature range
Typical dissolution time Ref.
ai2O, ΙΙΟμπι Tundish 1470-1530 °C 225 seconds at 1500"C 36 ai 2 0, ΙΙΟμπι Tundish (with 7.3% MgO) 1470-1530 °C 225 seconds at 1500"C 36 ai 2 o, 90 μπι Ladle slag 1470-1530 °C 60 seconds at 1500°C 36 ai 2 0 , 150μιη 36%Ca0-21%Al20,-42%Si02 1470-1550 °C 250 seconds at 1500"C 37 MgO 150μιη 36%Ca0-21%Al20,-42%Si02 1470-1550 °C 200 seconds at 1500"C 36 MgAl204 150μιη 36%Ca0-21%Al20,-42%Si02 1470-1550 °C 200 seconds at 1500"C 36 TiN Irregular
50-100 μπι Si02-Ca0-Al20,-Mg0 1300-1400°C 2-5 seconds 38
279
Vol. 22, Nos. 5-6, 2003 Properties of Slags and Their Importance in Manufacturing Clean Steels
4. K.C. Mills, L. Courtney, R.F. Brooks and B.J. Monoghan: ISIJ International, 40, S120-S129 (2000).
5. S. Seetharaman, D. Sichen, S. Sridhar and K.C. Mills: Metallurgical and Materials Transactions Β, 31B, 111-119(2000).
6. K.C. Mills and S. Sridhar: Ironmaking and Steelmaking, 26, 262-268 (1999).
7. K.C. Mills: ISIJ International, 33, 148-155 (1993). 8. K.C. Mills, S. Sridhar, A.S. Normanton and S.T.
Mallaband: Proceedings of the Brimacombe Memorial Symposium, Canadian Institute of Mining, Metallurgy and Petroleum, 781-794 (2000).
9. S. Sridhar, K.C. Mills, O.D.C. Afrange, H.P Lortz and R. Carli: Ironmaking and Steelmaking, 27, 238-242 (2000).
10. P.N. Quested, R.F. Brooks, A.P. Day and K.C. Mills: International Journal of Thermophysics, 18, 471-480(1997).
11. P.N. Quested, R.F. Brooks, A.P. Day, M.J. Richardson and K.C. Mills: Powder Metallurgy, 40 ,131-134(1997).
12. M. Nasu, K.C. Mills, B.J. Monoghan, A. Jacobsson and S.Seetharaman: Ironmaking and Stqelfnaking, 2$, 353:357 (1999).
13. R. Taylor and K.C Mills: Arch. Eisenhuttenwes., 53, 55-63 (1982).
14. M. Susa, K.C. Mills, M.J. Richardson, R. Taylor and D. Stewart: Ironmaking and Steelmaking, 21, 279-286 (1994).
15. L. Courtney, S. Nuortie-Perkkio, C.A.G. Valadares, M.J. Richardson and K.C. Mills: Ironmaking and Steelmaking,.28, 412-417 (2001).
16. Slag Atlas, Edited by K.C. Mills, Verein Deutcher Eisenhuttenleute, Dusseldorf (1995).
17. P. Kozakevitch and L. Lucas, Revue de Metallurgie, 65, 589-598 (1968).
18. P. Kozakevitch and Olette, Revue de Metallurgie, 68, 636-646 (1971).
19. P. Kozakevitch and Olette, "Role of surface phenomena in the mechanism of removal of solid inclusions", Production and Application of Clean Steel, Intl. Conference, Balatonfured, Hungary, The Iron and Steel Institute, London, 42-49 (1970).
20. P.V. Riboud and M. Olette, "Mechanisms of some of the reactions involved in secondary refining", Proc. 7th International Conference on Vacuum Metallurgy, Tokyo, Japan, 879-889 (1982).
21. A.W. Cramb and I. Jimbo, "Interfacial considerations in continuous casting", W.O. Philbrook Memorial Symposium, Toronto, Ontario Canada, ISS, Inc., Warrendale, PA, USA., 259 -271, 17,h - 20lh April (1988).
22. V. F. Chevrier: Overview of doctoral thesis, Department of Materials Science and Engineering, Carnegie Mellon University (1999).
23. S. Hartland: Thin liquid films, fundamentals and applications. Surface Science Series, Vol. 29. Edited by: I.B. Iuvanov, Marcel Dekker Inc., NY (1988).
24. D. Bouris and G. Bergeles: Metallurgical and Materials Transactions Β, 29B, 641-649 (1998).
25. Κ. Nakajima and K. Okamura: 4,h Intl. Conf. on Molten Slags and Fluxes, ISIJ, Sendai, 505-510 (1992).
26. J.W. Cleaver and B. Yates: J. Coll. Interface Sei., 44, 464-474 (1973).
27. A.K. Lahiri, R. Yogambha, P. Dayal and S. Seetharaman: Proceedings of the Mills Symposium (this volume).
28. P. Misra, V. Chevrier, S. Sridhar and A.W. Cramb, "In situ observations at the (Mn,Si)-killed steel/Ca0-Al20, interface", Metallurgical and Materials Transactions Β, 31B, 1135-1139 (2000).
29. W.E. Lee and S. Zhang: Int. Mater. Review, 44, 77-104 (1999).
30. S. Zhang, H.R. Rezaie, H. Sarpoolaky and W.E. Lee: J. Am. Ceram. Soc., 83, 897-903 (2000).
31. J. Bygden, T. Debroy and S. Seetharaman: Ironmaking and Steelmaking. 21. 318-323 (1994).
32. P. Zhang and S. Seetharaman: J. Am. Ceram. Soc., 77, 970-976(1994).
33. X. Yu, R.J. Pomfret and K.S. Coley: Metall. Mater. Trans. Β, 28B, 275-279 (1997).
34. A.R. Cooper Jr and W.D.K.J. Kingerey: J. Amer. Ceram. Soc., 47, 37-43 (1964).
35. S. Taira, K. Nakashima and K. Mori: ISIJ International, 33, 116-23 (1993).
36. M. Valdez, K. Prapakorn, A.W. Cramb and S.
280
S.Sridhar and A. W.Cramb High Temperature Materials and Processes
Sridhar: Steel Research, 72, 291-297 (2001).
37. M. Valdez, K. Prapakorn, A.W. Cramb and S. Sridhar: Ironmaking and Steelmaking, 72, 291-297 (2001).
38. P. Dunand, A.W. Cramb and S. Sridhar: CISR Report, fall (2001).
281