
MANUFACTURING PROCESSES II - AVESİS
68
MANUFACTURING PROCESSES II WEEKS 12 ELECTRODISCHARGE MACHINING, CHEMICAL MACHINING, ELECTROCHEMICAL MACHINING, WATERJET MACHINING, LASER CUTTING, ULTRASONIC MACHINING
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of MANUFACTURING PROCESSES II - AVESİS

MANUFACTURING PROCESSES II
WEEKS 12
ELECTRODISCHARGE MACHINING, CHEMICAL MACHINING, ELECTROCHEMICAL MACHINING, WATERJET MACHINING, LASER
CUTTING, ULTRASONIC MACHINING

Traditional Machining Processes They mostly remove material in the form of chips by applying forces on the work material with a wedge shaped cutting tool that is harder than the work material under machining condition. Such forces induce plastic deformation within the work piece leading to shear deformation along the shear plane and chip formation.
Thus the major characteristics of conventional machining are: • Generally macroscopic chip formation by shear deformation • Material removal takes place due to application of cutting forces – energy domain can be classified as mechanical • Cutting tool is harder than work piece at room temperature as well as under machining conditions

MACHINING PROCESSES

TRADITIONAL AND NONTRADITIONAL MANUFACTURING Traditional Manufacturing Processes Non-traditional Manufacturing Processes1. Generally macroscopic chip formation by shear deformation. 1. Material removal may occur with chip formation or even no chip
formation may take place. For example; in AJM, chips are of microscopic size and in case of electrochemical machining material removal occurs due to electrochemical dissolution at atomic level
2. There may be a physical tool present.For example; a cutting tool in a lathe
2. There may not be a physical tool present. For example; in laser jet machining, machining is carried out by laser beam. However in electrochemical machining there is a physical tool that is very much required for machining.
3. Cutting tool is harder than workpiece at room temperature as well as under machining conditions
4. Material removal takes place due to application of cutting forces – energy domain can be classified as mechanical
4. Mostly NCM processes do not necessarily use mechanical energy to provide material removal. They use different energy domains to provide machining. For example; in USM, AJM, WJM mechanical energy is used to machine material, whereas in ECM electrochemical dissolution constitutes material removal
5. Conventional machining involves the direct contact of tool and workpiece
5. Whereas unconventional machining does not require the direct contact of tool and work piece.
6. Lower accuracy and surface finish. 6. Higher accuracy and surface finish.7. Suitable for every type of material economically 7. Not suitable for every type of material economically
8. Tool life is less due to high surface contact and wear 8. Tool life is more
9. Higher waste of material due to high wear. 9. Lower waste of material due to low or no wear.
10. Noisy operation mostly cause sound pollutions 10. Quieter operation mostly no sound pollutions are produced.
11. Lower capital cost 11. Higher capital cost12. Easy set-up of equipment. 12. Complex set-up equipment.13. Skilled or un-skilled operator may required 13. Skilled operator required.14. Generally they are manual to operate. 14. Generally they are fully automated process.
15. They cannot be used to produce prototype parts very efficiently and economically.
15. They can be used to produce prototype parts very efficiently and economically.

TRADITIONAL NONTRADITIONALDirect contact of tool andworkpiece.
Tools are non-conventionaltechniquelike Laser beam, electric arc, etc.
Cutting tool is always harderthanw/p.
Tool may not be harder and it may not be physical presence.
Tool life is less due to high wear. Tool life is more.Generally Macroscopic chipformation.
Material removal occurs with orwithout chip formation.
Material removal takes place duetoapplication of cutting force.
It uses different energy likeelectrical,Thermo-Chemical etc. to providemachining.
Suitable for all material. Not suitable for all material.It cannot be used to make a prototypeparts very effectively.
It can be used to produce a prototypeparts very effectively.
TRADITIONAL AND NONTRADITIONAL MANUFACTURING

•Non-traditional machining process is defined as a group of processes that remove excess material by various techniques involving mechanical, electrical, chemical and thermal energy used in non-traditional machining process.•Extremely hard and brittle material is difficult to machine by traditional machining process such as turning, boring, drilling, shaping and milling.•Non-traditional machining is also called advance manufacturing process.•Several types of non-traditional machining processes have developed to better machining condition.•When these machines are employed, they are many advantages over the traditional machining process.
TRADITIONAL AND NONTRADITIONAL MANUFACTURING

TRADITIONAL AND NONTRADITIONAL MANUFACTURING

TRADITIONAL AND NONTRADITIONAL MANUFACTURING

TRADITIONAL AND NONTRADITIONAL MANUFACTURING

NONTRADITIONAL MACHINING PROCESSES
ELECTRODISCHARGE MACHINING (EDM)WIRE-ELECTRODISCHARGE MACHINING
(WEDM)

MODERN MANUFACTURING - MACHINING PROCESSESELECTRODISCHARGE MACHINING (EDM)
INTRODUCTION
Electrical discharge machining is basically a nonconventional material removal process which is
widely used to produce dies, punches andmolds, finishing parts for aerospace and
automotive industry, and surgical components.

Two primary EDM methods are
Ram EDM
Wire EDM
MODERN MANUFACTURING - MACHINING PROCESSESELECTRODISCHARGE MACHINING (EDM)

MODERN MANUFACTURING - MACHINING PROCESSESELECTRODISCHARGE MACHINING (EDM)
Between this two methods the main difference is found in the electrodes. In ram EDM graphite electrodes are used. These
electrodes are machined in traditional tools and a special shape is given which is connected to the power source. The electrodes are
also connected to a ram. When all the arrangements are ready the electrodes are fed into the workpiece. The entire process is
performed under a submerged fluid bath. In Wire EDM the electrode itself is a thin wire. Specially processed brass wires are
used for feeding into the material. Electrical discharges cut the w/p according to desired shape. Wire EDM is generally done while
submerged in a bath of water.

MODERN MANUFACTURING - MACHINING PROCESSESELECTRODISCHARGE MACHINING (EDM)

Electrical-Discharge Machining (EDM) Process
(a) Schematic illustration of the electrical-discharge machining process. This is one of the most widely used machining processes, particularly for die-sinking applications.
(b) Examples of cavities produced by the electrical-discharge machining process, using shaped electrodes. Two round parts (rear) are the set of dies for extruding the aluminum piece shown in front
(c) A spiral cavity produced by EDM using a slowly rotating electrode similar to a screw thread. (d) Holes in a fuel-injection nozzle made by EDM; the material is heat-treated steel.

Stepped Cavities Produced by EDM Process
Stepped cavities produced with a square electrode by the EDM process. The workpiece moves in the two principle horizontal directions (x – y), and its motion is synchronized with the downward movement of the electrode to produce these
cavities. Also shown is a round electrode capable of producing round or elliptical cavities.

Schematic illustration of the wire EDM process. As many as 50 hours of
machining can be performed with one reel
of wire, which is then discarded.
Metal removal rate :
MRR 4 104 ITw1.23
where
I current in amperes
Tw melting temperature of workpiece, C
The Wire EDM Process

Wire EDM(a)
(b)
(a) Cutting a thick plate with wire EDM.
(b) A computer-controlled wire EDM machine.

MODERN MANUFACTURING - MACHINING PROCESSESELECTRODISCHARGE MACHINING (EDM)

MODERN MANUFACTURING - MACHINING PROCESSESELECTRODISCHARGE MACHINING (EDM)
MODERN MANUFACTURING - MACHINING PROCESSESELECTRODISCHARGE MACHINING (EDM)
Advantages of EDM1. Metal having any hardness or brittleness and toughness can be machined.
2. Harder materials such as steel alloys or tungsten carbides which are used for molding and other non-conventional machining like forging and press tools can be reproduced.
3. Dies can be machined at hardened condition.
4. Complicated shapes can be reproduced.
5. Very fine holes can be done very accurately .
6. The accuracy is very high. Tolerance of 0.005 mm can be achieved.
7. Wear resistance surface can be made because workpieces produced with EDM have micro-craters which can contain lubricants effectively.
8. The physical contact between the tool and w/p is avoided. No cutting force other than blasting pressure is exerted. So fragile jobs and cylinders can be machined without causing any damage.
9. Harder metals can be machined very quickly in comparison to the conventional machining process.

MODERN MANUFACTURING - MACHINING PROCESSESELECTRODISCHARGE MACHINING (EDM)
Disadvantages Electrical Discharge Machining
1. The power required for machining is much higher compared to the conventional machining. (120J/mm2)
2. There are chances of surface cracking when the materials become brittle at room temperature.
3. A thin layer usually ranging from 0.01 mm to 0.10 mm containing 4% carbon may be deposited on the workpieces made of steel
4. The Material Removal Rate (MRR) is comparatively low (75 mm3/sec)
5. Reproducing sharp corners is difficult in EDM.
6. Sometimes the micro-structures are distorted and subsequently etching occurs.

NONTRADITIONAL MACHINING PROCESSES
CHEMICAL MACHINING

CHEMICAL MACHININGChemical machining is the material removal process for
the production of desired shapes and dimensions. It is done by selective or overall removal of material by a controlled chemical attack with acids or alkalis. The metal is slowly converted into metallic salt by chemical reaction and is
finally removed in this form.

CHEMICAL MACHINING

PROCESS STEPS1.The components are cleaned and degreased by immersion in chemical cleaner followed by washing in clean water.
2.The component is then coated with a cut and peel maskant by brushing, dipping or spraying (up to 0.2 mm).
3.When this has dried, by mild heating otherwise, the desired shape to be processed on the work material is cut on the maskant with a scribing knife and the unmachined portions of the maskant are peeled away.
4.The parts are then dipped completely into a tank of chemicals which will dissolve (etch) away from the exposed metal.
5.After etching to the required depth, and washing to remove all traces of the etchant, the entire masking is stripped from the component and their surfaces are anodized or treated with a temporary protective agent as necessary.
CHEMICAL MACHINING

Application of Chemical Machining
•CHM has been applied in a number of usages where the depth of metal removal is crucial to a few microns, and the tolerances are close.•The surface finish obtained in the process is in the range of 0.5 to 2 microns.•Besides, it removes metal from a portion of the entire surface of formed or irregularly shaped parts such as forgings, castings, extrusions or formed wrought stock.•One of the major applications of chemical machining is in the manufacture of burr-free, intricate stampings.
CHEMICAL MACHINING

Advantages of Chemical Machining
No distortion on materialBurr-free process
Applicable to any material
Disadvantages of Chemical Machining
Process is slow.Not applicable to thick material (2 mm and more)
Some environmental problems due to chemical solution applications
CHEMICAL MACHINING

NONTRADITIONAL MACHINING PROCESSES
ELECTROCHEMICAL MACHINING

ELECTROCHEMICAL MACHINING (ECM)
It is the reverse of electroplating.
An electrolyte works as a current carrier, and the high rate of electrolyte flow in the tool-workpiece gap washes metal ions from the workpiece (anode)
before they have a chance to plate onto the tool (cathode).
Modification of this process are used for turning, facing, slotting, tremping, and profiling operations in which electrode becomes the cutting tools.
The shaped tool is made out of brass, copper, bronze, or stainless steel.
The electrolyte is an extremely conductive inorganic salt solution such as sodium chloride mixed in water or sodium nitrate.
It is pumped at a high rate through the passages in the tool.

ELECTROCHEMICAL MACHINING (ECM)
A DC power supply in the range of 5-25 volt.
Maintains current densities which for most of the applications are 1.5-8 A/mm2 of the active machined surface.
Machines having current capacities as high as 40,000 A and has low has 5 AR available.
The penetration rate of the tool is proportional to the current density since the metal removal rate (MRR) is only a function of
the ion exchange rate.
It is not affected by the strength, hardness, or toughness of the workpiece.

ELECTROCHEMICAL MACHINING (ECM)
Application of Electrochemical Machining
•This process is used to machine complex cavities in high strength materials, particularly is the aerospace industry for mass production of turbine blades, jet-engine parts, and nozzles.
•It is also used to machine forging-die cavities (die sinking) and to produce small holes.
•Can be used as a deburring process.

ELECTROCHEMICAL MACHINING (ECM)
Application of Electrochemical Machining
•There is no tool wear and it can be used to machine hard (brittle and heat resistant) materials.
•Internal finishing of surgical needles and also for their sharpening.
•Drilling of small and dipper holes with very good quality of internal surface finish.
•Used for making inclined and blind holes and finishing of conventionally machined surfaces.

ELECTROCHEMICAL MACHINING (ECM)
ADVANTAGES OF ECM
• Machining of hard and brittle material is possible with excellent quality of surface finish and dimensional accuracy.
• Complex shapes can also be easily machined.
• There is almost a negligible tool wear, so the cost of tool making is only a one-time investment for mass production.
• There is no application of force, no direct contact between tool and work and no application of heat.
• Mechanical and thermal residual stresses and are absent in the workpiece.
• Very close tolerance can be obtained.

ELECTROCHEMICAL MACHINING (ECM)
DISADVANTAGES OF ECM
• All non-conducting materials cannot be machined.
• Tools material and workpiece material should be chemically stable with the electrolyte solution.
• Designing and marking of the tool is difficult but its life is long so recommended only for mass production.
• The accurate feed rate of tools is required.

ELECTROCHEMICAL MACHINING (ECM)
LIMITATIONS
• Out of all the unconventional machining methods, electro chemical machining requires high specific cutting energy.
• Sharp edges and corners are not possible to produce.
• Work material must be electrically conducting.
• Generally preferable for producing contours only.

NONTRADITIONAL MACHINING PROCESSES
WATER JET MACHINING (WJM)ABRASIVE WATER JET MACHINING (AWJM)

MODERN MANUFACTURING - MACHINING PROCESSESWATER JET MACHINING (WJM)
Water Jet Machining (WJM) also called as water jet cutting, is a non-traditional machining process in which high velocity jet of water is used to remove
materials from the surface of the workpiece. WJM can be used to cut softer materials like plastic, rubber or wood. In order to cut harder materials like metals or granite, an abrasive material is mixed in the water. When an abrasive material is used in water for the machining process, than it is called as Abrasive
Water Jet Machining (AWJM).
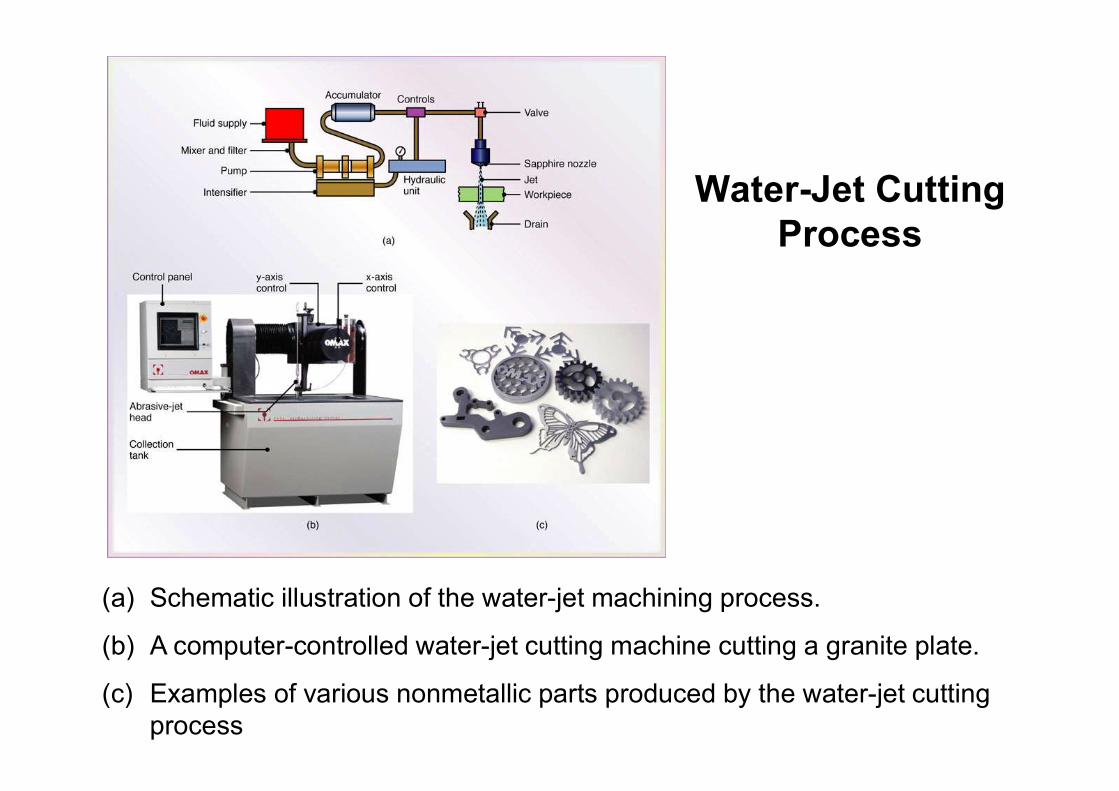
Water-Jet Cutting Process
(a) Schematic illustration of the water-jet machining process.
(b) A computer-controlled water-jet cutting machine cutting a granite plate.
(c) Examples of various nonmetallic parts produced by the water-jet cutting process

Abrasive Water Jet Machining
(a) Schematic illustration of the abrasive-jet machining process.
(b) Examples of parts produced through abrasive-jet machining, produced in 50-mm (2-in.) thick 304 stainless steel.
(b)

MODERN MANUFACTURING - MACHINING PROCESSESABRASIVE WATER JET MACHINING (AJM)
Parameters of Abrasive Water Jet Maching (AWJM) are factors that influence its Metal Removal Rate (MRR). In a machining process, Metal Removal Rate (MRR) is the volume of metal
removed from a given work piece in unit time. The following are some of the important process parameters of abrasive jet
machining:
1. Abrasive mass flow rate2. Nozzle tip distance
3. Gas Pressure4. Velocity of abrasive particles
5. Mixing ratio6. Abrasive grain size

MODERN MANUFACTURING - MACHINING PROCESSESABRASIVE WATER JET MACHINING (AJM)
Advantages
1. Because AJM is a cool machining process, it is best suited for machining brittle and heat-sensitive materials like glass, quartz, sapphire, and ceramics.
2. Thin sections of these type of materials can be easily machined.
3. The process is used for machining superalloys and refractory materials.
4. It is not reactive with any workpiece material. There is no direct contact between workpiece and tool.
5. No tool changes are required.
6. Intricate parts of sharp corners can be machined.
7. Inaccessible portions can be machined with fairly good accuracy.
8. The machined materials do not experience hardening.
9. No initial hole is required for starting the operation as required by wire EDM.
10. Material utilization is high.
11. It can machine thin materials.
12. Low capital investment required.

MODERN MANUFACTURING - MACHINING PROCESSESABRASIVE WATER JET MACHINING (AJM)
Limitations
1. The removal rate is slow. 2. Stray cutting can’t be avoided (low accuracy of ±0.1 mm).
(Machining accuracy is relatively low.)3. The tapering effect may occur especially when drilling in metals. 4. The abrasive may get impeded in the work surface. 5. Suitable dust-collecting systems should be provided. 6. Soft materials (ductile) can’t be machined by the process. 7. Silica dust may be a health hazard. 8. Ordinary shop air should be filtered to remove moisture and oil.

Nonmetallic Parts Made by Water-Jet Cutting
Examples of various nonmetallic parts produced by the water-jet cutting process.
MODERN MANUFACTURING - MACHINING PROCESSESABRASIVE WATER JET MACHINING (AJM)

Application
Water jet machining is used in various industries like mining, automotive and aerospace for performing cutting, shaping and reaming operations.
The materials which are commonly machined by water jet (WJM or AWJM) are rubber, textiles, plastics, foam, leather, composites, tile, stone glass, food, metals
paper and much more.
WJM is mostly used to cut soft and easy to machine materials such as thin sheets and foils, wood, non-ferrous metallic alloys, textiles, honeycomb, plastics, polymers,
leathers, frozen etc.
AWJM is typically used to machine those materials which are hard and difficult to machine. It is used to machine thick plates of steel, Al and other commercial
materials, reinforced plastics, metal matrix and ceramic matrix composites, layered composites, stones, glass etc.
Beside machining process, the high pressure water jet is used in paint removal, surgery, cleaning, peening to remove residual stress etc.
AWJM can also be used to perform drilling, pocket milling, turning and reaming.
MODERN MANUFACTURING - MACHINING PROCESSESABRASIVE WATER JET MACHINING (AJM)

NONTRADITIONAL MACHINING PROCESSES
LASER BEAM MACHINING
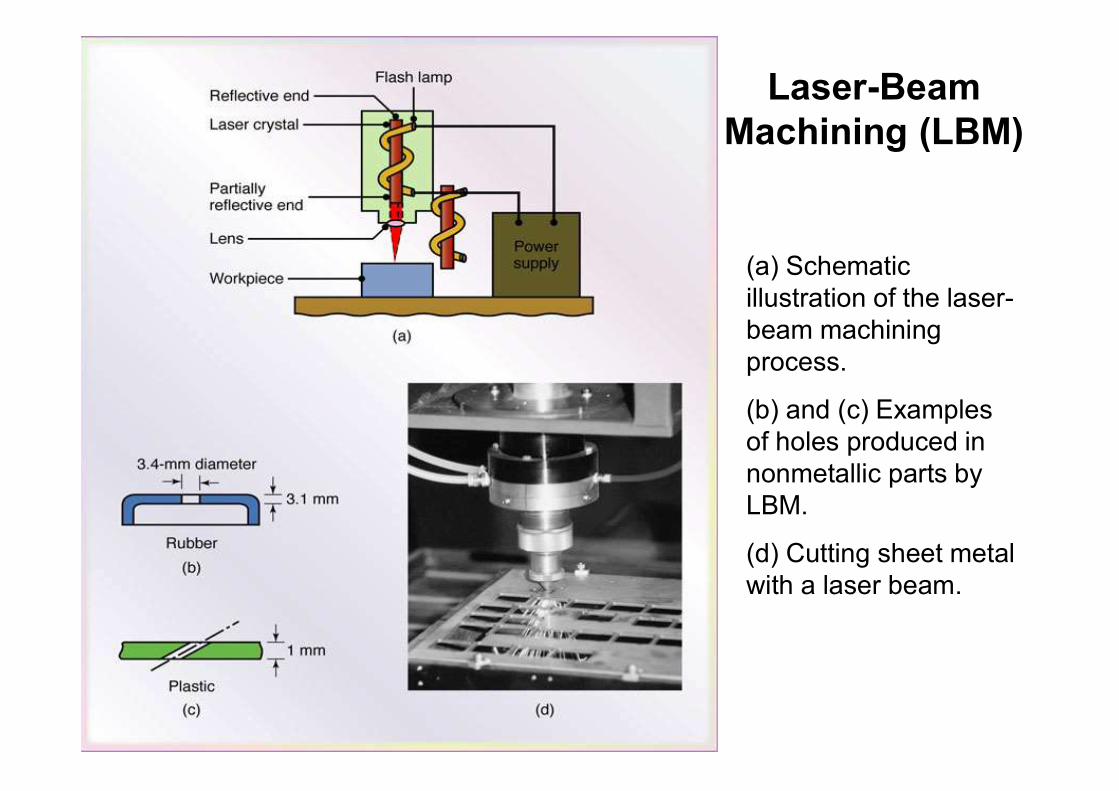
Laser-Beam Machining (LBM)
(a) Schematic illustration of the laser-beam machining process.
(b) and (c) Examples of holes produced in nonmetallic parts by LBM.
(d) Cutting sheet metal with a laser beam.

MODERN MANUFACTURING - MACHINING PROCESSES
INFLUENCTIAL FACTORS IN LBM:
Pulse EnergyPulse DurationAssist Gases
Material Properties and Environment

Schematic illustration of the electron-beam machining process. Unlike LBM, this process requires a vacuum, so workpiece size is limited to the size of the
vacuum chamber.
Electron-Beam Machining Process

MODERN MANUFACTURING - MACHINING PROCESSESLASER BEAM MACHINING
Advantages
1.Tool wear and breakage are not encountered.
2.Holes can be located accurately by using an optical laser system for alignment.
3.Very small holes with a large aspect ratio can be produced.
4.A wide variety of hard and difficult-to-machine materials can be tackled.
5.Machining is extremely rapid and the setup times are economical.
6.Holes can be drilled at difficult entrance angles (10° to the surface).
7.Because of its flexibility, the process can be automated easily such as the on-
the-fly operation for thin gauge material, which requires one shot to produce a
hole.
8.The operating cost is low.

MODERN MANUFACTURING - MACHINING PROCESSESLASER BEAM MACHINING
Limitations
1.High equipment cost.
2.Tapers are normally encountered in the direct drilling of holes.
3.A blind hole of precise depth is difficult to achieve with a laser.
4.The thickness of the material that can be laser drilled is restricted to 50
mm.
5.Adherent materials, which are found normally at the exit holes, need to
be removed.

MODERN MANUFACTURING - MACHINING PROCESSESLASER BEAM MACHINING
NONTRADITIONAL MACHINING PROCESSES
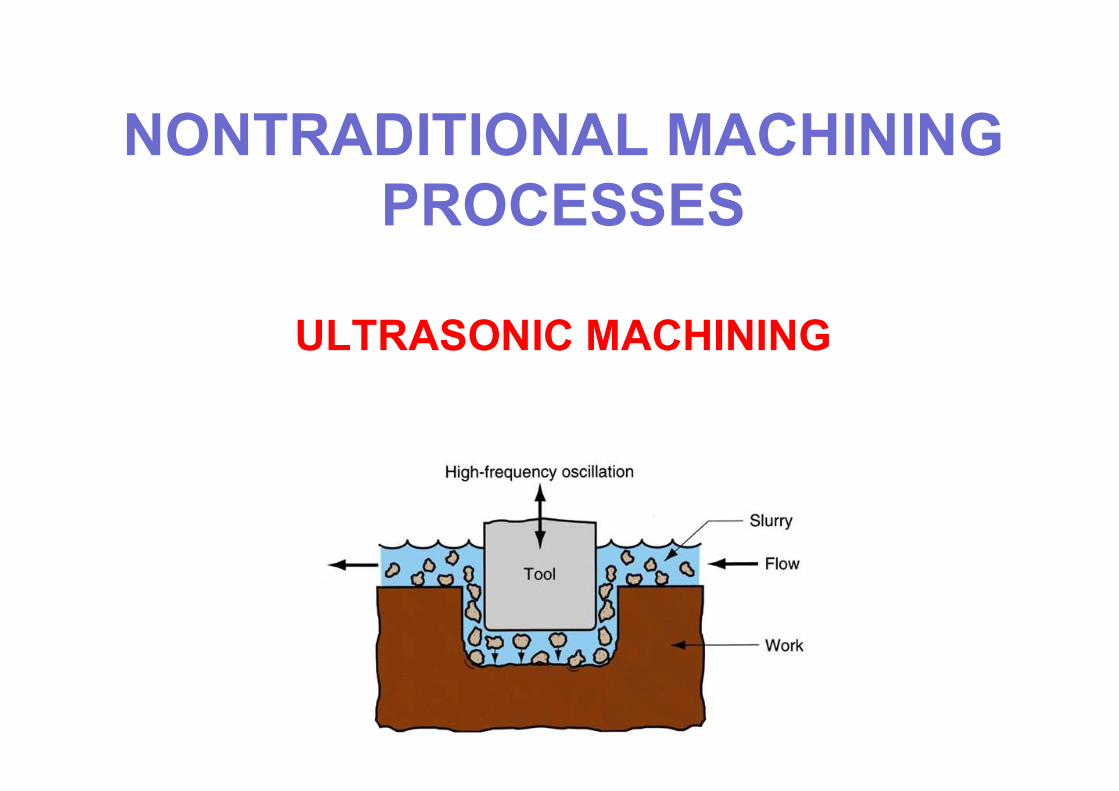
ULTRASONIC MACHINING

USM is mechanical material removal process or an abrasive process used to erode holes or cavities on hard or brittle workpiece by using shaped tools, high frequency mechanical motion and an abrasive slurry.
It is similar to sand blasting.
ULTRASONIC MACHINING (USM)

USM offers a solution to the expanding need formachining brittle materials such as single crystals,
glasses and polycrystalline ceramics, and increasing complex operations to provide intricate shapes and
workpiece profiles.
It is therefore used extensively in machining hard and brittle materials that are difficult to machine by
traditional manufacturing processes.
ULTRASONIC MACHINING (USM)
The basic process is that a ductile and tough tool is pushed against the work with a constant force.
A constant stream of abrasive slurry passes between the tool and the work (gap is 25-40 μm) to provide abrasives
and carry away chips.
The majority of the cutting action comes from an ultrasonic (cyclic) force applied.
ULTRASONIC MACHINING (USM)

USM working principle
ULTRASONIC MACHINING (USM)

• Material removal primarily occurs due to the indentation ofthe hard abrasive grits on the brittle work material.
• Other than this brittle failure of the work material due toindentation some material removal may occur due to freeflowing impact of the abrasives against the work materialand related solid-solid impact erosion,
• Tool’s vibration – indentation by the abrasive grits.
• During indentation, due to Hertzian contact stresses, crackswould develop just below the contact site, then asindentation progresses the cracks would propagate due toincrease in stress and ultimately lead to brittle fracture of thework material
USM working principle
ULTRASONIC MACHINING (USM)

ULTRASONIC MACHINING (USM)
The typical elements of an USM are:
- Slurry delivery and return system- Feed mechanism to provide a downward feed force on the tool during machining- The transducer, which generates the ultrasonic vibration- The horn or concentrator, which mechanically amplifies the vibration to the required amplitude of 15 – 50 μm and accommodates the tool at its tip.

PROCESS VARIABLES:
• Amplitude of vibration (ao): 15 – 50 μm
• Frequency of vibration (f): 19 – 25 kHz
• Feed force (F): related to tool dimensions
• Feed pressure (p)
• Abrasive size: 15 μm – 150 μm
• Abrasive material/particles (grit materials) (Aluminum Oxide (Al2O3), Silicon Carbide (SiC), Boron Carbide (B4C), Boronsilicarbide, Diamond)
ULTRASONIC MACHINING (USM)

PROCESS VARIABLES:
• Flow strength of work material
• Flow strength of the tool material
• Contact area of the tool (A)
• Volume concentration of abrasive in water slurry (C)
ULTRASONIC MACHINING (USM)

APPLICATION of USM
USM is primarily targeted for the machining of brittle materials (dielectric or conductive): Boron carbide, ceramics, glass,
titanium carbides, etc.
• The tool must be selected to be highly wear resistant, such as low-carbon steels.
• The abrasives (25-60 µm in diameter) in the slurry (water-based, 20-60% solid volume) include boron carbide, boron nitride, silicon carbide, aluminum oxide and diamond.
• Surface finish in USM can be an order of magnitude better than that achievable through milling.
ULTRASONIC MACHINING (USM)

The main advantages are;
• Extremely hard and brittle materials can be easily machined.
• Highly accurate profiles and good surface finish can be easily obtained.
• The machined workpiece is free of stresses.
• The metal removal rate is low.
• Due to practically no heat generation in the process, the physical properties of the work material remain unchanged.
• The operation is noiseless.
• Operation of the equipment is quite safe.
ULTRASONIC MACHINING (USM)

Some disadvantages of USM
• The metal removal rate is low.
• The initial equipment cost is higher than the conventional machine tools.
• This process does not suit heavy metal removal
• The cost of tooling is also high.
• Difficulties are encountered in machining softer materials
• Power consumption is quite high.
• The size of the cavity that can be machined is limited.
ULTRASONIC MACHINING (USM)

The following material is generally machined by USM
(i) Glass
(ii) Silicon
(iii) Germanium
Tool in USM is generally made of Steel
ULTRASONIC MACHINING (USM)
Liquid
• Water( most common)
• benzene
• glycerol
• oils

NON-TRADITIONAL MANUFACTURING
Advantages of the non-traditional machining process
• It has a high degree of accuracy.
• It provides a great surface finish.
• The complex shapes can be easily machined.
• It has higher tool life.
• The metal removal rate is high.
Disadvantages of the non-traditional machining process
•This process has the higher cost.•It requires high operator skills.•It is complicated in setup.






















