Networked manufacturing
17
* Corresponding author. Tel.: #1 418 656-2131 ext. 7648; fax: #1 418 656-7415; e-mail: sophie.damours@gmc.ulaval.ca. Int. J. Production Economics 58 (1999) 63—79 Networked manufacturing: The impact of information sharing Sophie D’Amours!,*, Benoit Montreuil!, Pierre Lefranc 7 ois!, Franc 7 ois Soumis" ! Department de Genie Mecauique, Centre de recherche SORCIIER, Universite & Laval, Pavillon Pouciot, Ste-Foy, Que & bec, Canada G1K 7P4 " Department de Genie Mecauique, GERAD, E ! cole Polytechnique, 5255 avenue Decelles, Montre & al, Que & bec, Canada H3T 1V6 Received 1 April 1998; accepted 14 April 1998 Abstract In this paper we address the impact of information sharing between firms of a manufacturing network. Firms of the network are selected and scheduled to produce an order based on a price—time evaluation of their bids using an optimal planning model for networked manufacturing. Networking strategies, where business relationships are characterized by different levels of shared information on price and capacity, are classified. An illustrative example sketches the impact of information sharing on networked manufacturing using three different kinds of bidding protocol expressing how firms aggregate their information to conform to networking requirements. Finally, the results show that higher networking flexibility in terms of price—time alternatives can be achieved when firms favor tight partnership relations, offering consequently a better scheduling performance. ( 1999 Elsevier Science B.V. All rights reserved. Keywords: Information systems; Information sharing; Networked Manufacturing; Supply-chain; Planning; Optimiza- tion 1. Introduction In the forthcoming 21st century, firms will need not only to operate in different countries, they will also have to develop global strategies to coordinate their operations at all phases of the value-adding chain [1]. Coordination of the supply chain is to become strategically important as new forms of organization are taking place such as virtual enter- prises, global manufacturing and logistic networks, and different company-to-company alliances. Miles [2], Poulin et al. [3] and Noria and Eccles [4] are among authors who have studied these new forms of organization. Their structures usually go from intra firm stable networks to global external dynamic networks. They are made of nodes (ma- chines, cells, resources, firms) and arcs (relations and flows). Miles and Snow [5] model different types of networked organizations involving relationships of varying intensities between firms. They explain why networking fails by detailing the operational logic behind each networked organization they studied: the stable network, the internal network and the 0925-5273/99/$ — see front matter ( 1999 Elsevier Science B.V. All rights reserved PII: S 0 9 2 5 - 5 2 7 3 ( 9 8 ) 0 0 0 8 8 - 7
Transcript of Networked manufacturing

*Corresponding author. Tel.: #1 418 656-2131 ext. 7648; fax:#1 418 656-7415; e-mail: [email protected].
Int. J. Production Economics 58 (1999) 63—79
Networked manufacturing:The impact of information sharing
Sophie D’Amours!,*, Benoit Montreuil!, Pierre Lefranc7 ois!, Franc7 ois Soumis"
! Department de Genie Mecauique, Centre de recherche SORCIIER, Universite& Laval, Pavillon Pouciot, Ste-Foy, Que&bec, Canada G1K 7P4" Department de Genie Mecauique, GERAD, E! cole Polytechnique, 5255 avenue Decelles, Montre&al, Que&bec, Canada H3T 1V6
Received 1 April 1998; accepted 14 April 1998
Abstract
In this paper we address the impact of information sharing between firms of a manufacturing network. Firms of thenetwork are selected and scheduled to produce an order based on a price—time evaluation of their bids using an optimalplanning model for networked manufacturing. Networking strategies, where business relationships are characterized bydifferent levels of shared information on price and capacity, are classified. An illustrative example sketches the impact ofinformation sharing on networked manufacturing using three different kinds of bidding protocol expressing how firmsaggregate their information to conform to networking requirements. Finally, the results show that higher networkingflexibility in terms of price—time alternatives can be achieved when firms favor tight partnership relations, offeringconsequently a better scheduling performance. ( 1999 Elsevier Science B.V. All rights reserved.
Keywords: Information systems; Information sharing; Networked Manufacturing; Supply-chain; Planning; Optimiza-tion
1. Introduction
In the forthcoming 21st century, firms will neednot only to operate in different countries, they willalso have to develop global strategies to coordinatetheir operations at all phases of the value-addingchain [1]. Coordination of the supply chain is tobecome strategically important as new forms oforganization are taking place such as virtual enter-
prises, global manufacturing and logistic networks,and different company-to-company alliances.
Miles [2], Poulin et al. [3] and Noria and Eccles[4] are among authors who have studied these newforms of organization. Their structures usually gofrom intra firm stable networks to global externaldynamic networks. They are made of nodes (ma-chines, cells, resources, firms) and arcs (relationsand flows).
Miles and Snow [5] model different types ofnetworked organizations involving relationships ofvarying intensities between firms. They explain whynetworking fails by detailing the operational logicbehind each networked organization they studied:the stable network, the internal network and the
0925-5273/99/$ — see front matter ( 1999 Elsevier Science B.V. All rights reservedPII: S 0 9 2 5 - 5 2 7 3 ( 9 8 ) 0 0 0 8 8 - 7

dynamic network. They propose a distributed rep-resentation of their dynamic network where a bro-ker orchestrates design, outsourcing, productionand distribution activities. Finally, the authors re-port that the major causes of failure in networkedorganizations are mainly managerial mistakes indesigning and operating them.
These designing and operating decisions weredefined by Alter and Hage [6] as networking deci-sions. The authors describe networking as theaction of structuring a cluster of organizations andmaintaining, among members of the network, rela-tionships for exchanging, acting or producing. Thesenetworking decisions are considered by many asvery effective strategic decisions to encompass pro-cessing complexity, new market development, newproduct development and economies of all kinds.
In a manufacturing context, Arntzen et al. [7]proposed a large scale mixed integer linear pro-gram to establish the optimal global supply chain(GSC) at Digital Equipment Corporation. Theauthors have integrated in their model the directimpact of many important operational issues onsupply chain design: production, inventory, trans-portation, taxes, fixed charges, duty etc. Theseissues are well discussed in Cohen and Lee [8]. Themodel was used to reduce the size of the GSC ofDEC from 31 to 12 plants across the world, whichenabled the three major customer regions tobecome self-contained. Savings, as for 1995, wereestimated to be $1.2 billion [9].
Bringing the optimization a step further, theproblem we address in this paper is raised oncea firm wants to satisfy an order from a client byexploiting the potential of its manufacturing net-work (make-to-order). This firm has to configureand schedule the needed operations through a vir-tual manufacturing and logistic network (VMLN)composed of manufacturing, storage and transpor-tation firms. The objective is to deliver the order atminimal cost within the delivery time windowallowed by the client.
The problem of configuring and schedulinga VMLN raises the need for efficient informationexchanges between firms, and consequently, fornew bidding protocols ensuring optimal decisions.As an attempt to understand the complexity ofnetworked manufacturing, D’Amours [10] has
proposed planning models for different versions ofthe make-to-order case. Networked manufacturingis inevitably built on a strategic understanding ofthe network, on its process and on its identity.Relations are established through formal and infor-mal information exchanges between the differentactors of the network. The impact of information inthe networked organization is yet to be fully under-stood.
The Japaneses are well known for the way theyuse information sharing to get their supply chain tobe competitive. They have made information ex-change a prime part of most of their manufacturingstrategies, especially in the case of just-in-time im-plementation [11]. For example, Srinivason et al.[12] showed that in a just-in-time environment,information exchange enhances shipment perfor-mance. Nishiguchi and Brookfiled [13] have de-scribed Japanese subcontracting practices. Asstated by these authors, these practices are stronglybased on collaborative, deep, true and real-timeinformation exchange.
Although information exchange seems to bepromising and has shown positive improvement onthe supply-chain performance, an important aspectof it needs to be considered: information distortion.Lee et al. [14] have studied this supply-chain man-agement problem called the bullwhip effect. Thebullwhip effect is referred to as the phenomenonwhere orders to the supplier tend to have largervariance than sales to the buyer and the distortionamplifies upstream in the supply chain. Theauthors demonstrate how the information transfer-red in the forms of “orders” tends to be distortedand can misguide members of the supply chain.This is due to multiple levels of information pro-cessing. They explain that a combination of activ-ities are needed to counter the bullwhip effect.These strategies are mostly based on rich and effi-cient information sharing. As an example, theauthors discuss a typical way of transferring de-mand to the supplier, reducing its possible marginsof adjustment as delivery date gets closer (this typeof practice has been experimented in computer andretail companies).
As a continuity of these researches, this paperaims to provide the reader with a different under-standing of the tradeoffs implied between the
64 S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79
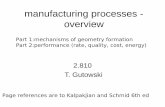
Fig. 1. Potential manufacturing network.
managerial complexity of configuring and schedul-ing a VMLN, and the economical performanceassociated with information sharing. Section 2 dis-cusses different forms of bidding protocol trans-posing different business relationships. Section 3presents an optimal planning model used to con-figure and schedule a manufacturing networkunder different levels of information sharing. InSection 4, an illustrative example is used to showthe impact of the level of shared information (price,time, capacity) on networked manufacturing.Finally, Section 5 models the managerial implica-tions of information sharing in a global virtualmanufacturing network.
2. The Bids
Considering the context of networked manufac-turing (NetMan), the problem of interest is whena broker firm wants to configure and schedule itsnetwork to realize a make-to-order productionprogram under the best price-time trade-offpossible. Firm B invites for bidding contractorscapable of realizing parts of the productionprogram. Then, it orchestrates its internal
and external networks optimizing a price-timetrade-off. To each selected firm of the network,firm B provides the planned time and duration ofthe intervention as well as the quantity of productsneeded.
Firm B sends requests for bidding on specificproduction, transportation and storage operations,respectively, to manufacturing firms M, transporta-tion firms ¹ and storage firms S known to have theneeded processing capability. Networked firms M,¹ or S may provide as many distinct bids as theywant on successive sets of operations. Each opera-tion can be performed in parallel by different con-tractors. The bids are required for one productionorder and are treated without reference to futurebusinesses. Fig. 1 shows a potential manufacturingnetwork composed of manufacturing, transporta-tion and storage firms considered as potential ac-tors in the realization of an order divided in fouroperations linearly sequenced.
Manufacturing bids are for specific operationsunder precise specifications and quality require-ments. Transportation bids are for specific moveswhich refer to a source-destination combination,coupled with the status of the product after thecompletion of a set of production operations.
S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79 65

1 In some situations, the broker may impose a marginal pric-ing penalty in terms of quality to the contractors; for moredetails see D’Amours et al. [15].
2Lefranc7 ois et al. [16] show how to elaborate operationalcosting functions in terms of due dates and sojourn durations forspecific tasks. They propose a costing model applied to analuminum rolling-mill facility.
Finally, storage bids are for specific storage of theproduct at a given status.1
To satisfy firm B’s needs for flexibility, the bid-ding firms express their tenders as a series of dis-crete pricing functions in terms of launching period,sojourn duration and quantity.2 They also express,through their bids, capacity constraints which areessential to limit over-allocation of production,transportation and storage processing to smallfirms. Capacity constraints do not only expressresource, technology and equipment time-conflict-ing constraints, they also express strategic resourceutilization based on their expectation about theirfuture potential commitments [17].
We discuss in this section different manufactur-ing bidding protocols in relation with the level ofinformation transferred between the contractingfirms and the networking firm. We contrast threedifferent types of bidding protocol. These protocolsare used to optimally configure and schedulea manufacturing network for the realization of anorder characterized by a linear set of operations asshown in Fig. 1. As suggested by Cooper andEllram [18], the content of the bidding protocolsare driven by the needs of global planning of thelogistic network as opposed to the traditional needsof pure one-to-one transactional process.
Bidding protocols can take several forms startingwith limited information exchanges up to integ-rated information exchanges. On one hand, thetype and quantity of information exchanged will bedetermined by the networking firm accordingly toits ability to integrate it in its decision supportsystem. This implies that the information structure,as well as the availability of information techno-logy, are critical factors in the quest for efficiency[19]. In fact, a networking firm will seek for richinformation from its contractors when it controlsthe technology to support the information flow (e.g.
EDI, Intranet) and it possesses the ability to pro-cess the information flow (e.g. DSS, OR model). Onthe other hand, the contracting firm will accept toprovide the information if it can figure the reques-ted data, easily transfer them to the networkingfirm and see benefits resulting from this. The levelof information a contracting firm will be willing toprovide depends on many aspects, but essentiallyon the potential benefits of the deal (benefits beingused in a broad sense).
We define our three generic bidding protocolsbased on those understandings. We also specify foreach of them the exact format used in the context ofNetMan in order to perform the optimization ofthe networking decisions. The simplest biddingprotocol discussed is the supplying-type bid, whereactivities are priced to process the complete order.The second bidding protocol discussed is the cus-tomizing-type bid, where the contracting firms try toaccommodate the different potential processingneeds of the networking firm, with minimum inter-nal operational disturbances. Finally, the third bid-ding protocol discussed can be used in the case ofintegrated-partnership; in such setting webbing-type bids contain generic day-to-day operating andpricing information offering higher flexibility to thenetworking firm.
2.1. Supplying-type bids
A supplying-type bid can be associated to theweakest form of business relationship. It is likebuying from a catalogue, where products are of-fered at pre-determined prices. If the buyer is notsatisfied, its only choice is to look elsewhere as thecontractor has no flexibility. In fact, the contractorsand the networking firm are investing no effortsinto the relation.
In the NetMan make-to-order context, this typeof bid limits the transferred information to publiclyknown price—time packages. The bids expresspriced alternatives (launching and sojourn dura-tion) for processing the net requirements of anorder. The bids are of two forms. In Style A, thecontractor prices all timing alternatives equally. Onthe contrary, in Style B, alternatives are priceddifferently taking into account the impact of timing.
66 S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79

Table 1Three different types of bidding protocol used in networked manufacturing
Supplying Style A Supplying Style B Customizing Webbing
Price Unique price specified forall alternatives (specificlaunching date, sojournduration) and fullsatisfaction of capacityneeds.
Price specified for analternative with specificlaunching date, sojournduration and fullsatisfaction of capacityneeds.
Price specified for analternative with specificlaunching date, sojournduration and capacitylimit
Specified as a pricingfunction in terms oflaunching date, sojournduration and a capacitylimit.
Resources No capacity limits. No capacity limits. Capacity limit on time-conflicting alternatives.
Resources availability asa function of time.
Schedulingoptimizationtools
Shortest path algorithm Shortest path algorithm Minimum cost flowalgorithm
Linear programming
Linear programming
3This model is a simplified version of the multiproduct casepresented in D’Amours et al. [20].
In fact, type A represents the most current form ofbid encountered today, while Style B represents anextension of this most current form.
2.2. Customizing-type bids
A customizing-type bid can be associated witha richer form of business relationship. The net-working firm establishes its needs (time, capacity)and seeks for a maximum set of alternatives fromthe contractors. The contractors provide more thanjust a price. They try to understand the needs of thenetworking firm and to offer a customized solution.The contractors and the networking firm investmore energy into the relationship.
In the NetMan make-to-order context, this typeof bid describes a set of timing alternatives (launch-ing date and sojourn duration) which are distinc-tively priced. Capacity constraints are imposed ondifferent time-conflicting sets of alternatives ina bid to protect contractors from overload.
2.3. Webbing-type bids
A webbing-type bid can be associated with themost integrated network partnership relation. Thenetworking firm establishes its needs and asks forthe day-to-day operating characteristics of the con-
tracting firm. With full knowledge of their produc-tion abilities, capacities and pricing functions, thenetworking firm obtains a maximum level of flexib-ility. The contractors and the networking firm in-vest a lot of energy into the relationship.
In the NetMan make-to-order context, a webbing-type bid defines a new form of contract, movingtoward an “open-kimono” type of relationships.The contracting firms present explicit pricingfunctions in terms of launching dates and sojourndurations. They also specify the availabilityof all needed resources. The networking firmgenerates itself the best opportunities from thewebbing-type bid.
Table 1 summarizes these different types of bidwhen used in networked manufacturing, for produ-cing an order composed of linearly sequenced op-erations.
3. A planning model for networked manufacturing
This section presents the methodology used tomodel and solve the networking decision process.3A broker B, part of a manufacturing network which
S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79 67

includes a set of manufacturing firms, a set ofstorage firms and a set of transportation firms, hasto schedule the production of Q units of a productand deliver it to the client.
Firm B seeks to maximize the profit associatedwith the execution of the order. After studyingthe product, it decides to divide the order in alinear sequence of production operations. Requestsfor bidding on production operations are sent toeach manufacturing firm capable of processingthe operation or a set of continuous operations.To ensure a fluid processing of the order, firm Balso sends requests for bidding on storage andtransportation operations needed to completethe order.
Once the bids are received, firm B must firstselect manufacturing firms for each operation alongwith their respective launching period and sojournwindow, as well as the quantity to be produced byeach of them. Second, it must decide where, howlong and how many units are to be stored betweenoperations. Third, it must select the transportationfirms to be used after each set of operations, tomove the products from the actual manufactur-ing/storage firm to the next manufacturing/storagefirm and ultimately to the customer, specifying foreach move the departure date, transportation timewindow and quantity to be moved. Finally, firm Bhas to decide on the price to be charged to thecustomer for the order as a function of the deliverytime, the latter being bounded by a delivery timewindow.
We model this decision process as an operationalnetwork constructed as the union of operationalsubnetworks associated to each received manufac-turing, storage and transportation bid.
3.1. Modeling manufacturing and storage bids
A subnetwork is constructed for each bid ona manufacturing or storage operation. Each bid iscomposed of a set of alternatives expressed in termsof different sojourn durations w, launching periodstiand finishing periods t
j. A node i is created for
each distinctive launching period of a bid. Thenodes are labeled with: (i) the bidding firm identi-fier, (ii) the occurrence time (corresponding to the
launching period in this case) and (iii) the productstatus at this point. A final set of nodes j is createdfor each possible distinctive finishing period. Nodesi and j of the subnetwork represent time—spaceevents which occur at a specific location and a spe-cific time. They are drawn to explicitly define theselocation and occurrence time. An arc (i, j) is createdfor each possible distinctive sojourn duration wof a bid. It is characterized by a specific operationof the order, a manufacturing or storage firmidentifier, a maximum quantity q.!9
ijand a unit
price pij
in order to use this specific bidden alterna-tive. A flow variable Q
ijis associated with the
utilization of the arc. Fig. 2 illustrates an exampleof the transposition of the bids as operationalsubnetworks.
3.2. Modeling transportation bids
Each transportation bid focuses on a specificmove, from a manufacturing firm to either anothermanufacturing firm or a storage firm, or froma storage firm to a manufacturing firm. Each suchbid by a carrier specifies a set of traveling timewindows w departing at time t
iand arriving at time
tj. The subnetwork for a transportation bid links
the subnetworks associated with different manufac-turing and storage quotations given to realize suc-cessive tasks. For each move and for each travelingtime window, an arc (i, j) must be created, startingat node i (corresponding to a departure node iden-tified by a firm, an occurrence time and a productstatus) and finishing at node j (corresponding toa departure node identified by a firm, an occurrencetime and a product status). It should be noted thatnode i and node j must refer to the same productstatus as the transportation operation to be per-formed on arc (i, j) is not supposed to alter thestatus of the product. Arc (i, j) is characterized bya specific transportation operation, a transporta-tion firm identifier, a maximum quantity q.!9
ijand
a unit price pij
for using this specific quoted alterna-tive. A flow variable Q
ijis associated with the
utilization of the arc. At last, a series of node cjare
created to represent the possible delivery periods ofthe order to the client. Transportation arcs (i, c
j) are
added to the network to ensure delivery.
68 S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79

Fig. 2. Part of an operational network: modeling of supplying, customizing and webbing types of bid.
3.3. Building the operational network
Once the operation subnetworks for all manufac-turing, storage and transportation bids have beencreated, they are simply overlaid to form the net-work. Source and terminal nodes, respectively s andt, are created and are associated with a demand d.Arcs are created to link s to all starting nodes i of allsubnetworks modeling the bids received for per-forming the first operation of the order. Finally arcs(c
j, t) are created from all nodes c
jto the terminal
node. These two final sets of arcs are characterizedby unbounded flows and unit prices of zero.
3.4. The model
The integrated planning model is derived fromthe operational network created by overlapping all
operational manufacturing, storage and transpor-tation subnetworks.
The model can be used to solve a single-productorder. An order is characterized by its linear struc-ture and by the possibility to have more than onecontractor executing an operation. The model ispresented in a generic form where nodes are identi-fied by i and j, and where arcs (i, j) link nodes i andj together. The model glossary and the model itselfare given in Fig. 3. We assume that the operationalnetwork is generically feasible; i.e. that the opera-tional network capacity is sufficient to meet totaldemands for each manufacturing and logistic op-eration of the order. If it is not the case, thenunfeasibility is to be proven at solution time, indic-ating the need for new bids with relaxed capacityconstraints and/or relaxed delivery windows.
The objective function of the integrated planningmodel is to minimize the cost of processing the
S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79 69

Fig. 3. A linear programming (LP) formulation used for structuring and scheduling manufacturing network for producing single-product orders.
order of firm B, given a specific delivery time win-dow to the client. The constraints are related toflow conservation (1), the capacity limits on distinctalternative (2.1) as well as on the sets of conflictingalternatives (2.2). The last constraints, imposing aninteger value on Q
ij, are triggered only when the
order is of low volume.The model output gives the actual manufactur-
ing, transportation and storage firms to be ac-tivated in the order’s virtual network. The variablesidentify all timing alternatives (launching date andsojourn duration) and processing quantities to beallowed. The simplicity of the model comes fromthe modeling of the bids which takes care of thetiming constraints into its structure.
Depending upon the content of the bids, themodel can be solved using different optimizationtools. When all bids take the form of a supplying-type bid, the model is solved using a shortest pathalgorithm. In this case, constraints 2.1 and 2.2are dropped from the model since the arcs areunbounded. When bids take the form of a cus-tomizing-type bid, where capacity constraintsare imposed only on the arc (constraints 2.1),a minimum cost-flow algorithm can be used tosolve the model. Finally, when bids take thegeneric form of a customized-type bid or a web-bing-type bid, the model is solved using linearprogramming.
70 S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79

Fig. 4. Aggregation of a webbing-type bid into two different types of bid.
4. An illustrative example
In this section, we present an illustrative exampleof planning a VMLN for processing an order fora single product. This context has been observed inmany industrial applications. For example, the fur-niture purchasing process used by the Montreal(Canada) Casino was established on a networkedmanufacturing basis. After a design contest, thefurniture was produced in batches through virtualnetworks of manufacturing and logistic firms coor-dinated by a specialized brokering firm. Accordingto that context, let us suppose that the brokeringfirm B is responsible for the realization of a batch ofa unique product P requiring the execution of fourlinearly sequenced operations (o
1, o
2, o
3, o
4). To
start planning its VMLN, firm B constructs a po-tential manufacturing network as illustrated inFig. 1.
We developed the illustrative case in such a wayas to gain understanding of performance versusbusiness relationships, which are defined on thebasis of the level of information sharing and realiz-ed through different types of bidding process. To doso, we first decided on the “real” status of eachnetworked firm. From this we developed the mostopen-information bids (webbing-type bids), andprogressively developed the two other types of bidfor each valid firm-operation combination. Fig. 4provides an example of the construction of thesedifferent types of bid on the basis of a webbing-typebid. For the purpose of simplicity, the storage bids
S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79 71

Fig. 5. Three different approaches for expressing capacity limits in the webbing-type bid.
remain the same throughout the example as well asthe transportation bids which are not capacity re-stricted. The different types of bid and their impacton the scheduling performance are described belowin the same order as the bids were constructed.
4.1. Webbing-type bids
Assuming a tight integrated-partnership, firm Bseeks for webbing-type bids from manufacturers,where extensive pricing and capacity functions aregiven. In this example, the pricing functions areexpressed for a complete range of alternatives interms of launching periods and sojourn durations.The capacity functions are expressed differently de-pending on the firms. Some contractors provide, (i)for each significant resource needed to realize the
operation, an utilization rate as a function of so-journ duration (e.g. more resources for shortestsojourn duration and less resource for longer so-journ durations) combined with time-based avail-ability of each resource (see part i of Fig. 5). Othersprovide (ii) an acceptable sojourn duration windowfor each internal workstation used in the executionprocess, combined with the time-based availabilityof each workstation (see part ii of Fig. 5). Finally,one manufacturer details (iii) its capacity con-straints directly for each processing alternative (seepart iii of Fig. 5).
Once the manufacturing bids are constructed,webbing-type storage bids are given. They expressan extensive set of alternatives defined in terms oflaunching period and sojourn duration. Each alter-native is priced individually and each time-period iscapacity-bounded.
72 S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79

Fig. 6. Optimal manufacturing network for processing the order when contracting webbing-type bids.
Fig. 6 expresses the networking decisions forrealizing the order when exchanging webbing-typebids. In that context, the order’s virtual networkactivates 7 firms, through 16 time-based alterna-tives. The optimal cost of realizing the order is$61 998 and deliveries are made on periods 30and 34.
4.2. Customizing-type bids
From the manufacturing webbing-type bid, a setof alternatives, representing the essence of the bid,are extracted to create a customizing-type bid. Inthis version of the bid, the alternatives are pricedindividually and capacity constraints are imposedon time-conflicting sets of alternative. The capacityconstraints are much more conservative than in thewebbing-type bid because of their simplified de-scription and the need for the contractor to protecthimself from overflow. For example, as illustratedin Fig. 4, the capacity function of the customizing-type bid imposes a limit of 750 units on any alterna-tive, as opposed to the webbing-type bid whichpermits to process 1167 units when sojourn dura-tion is equal to 5 time periods.
Fig. 7 expresses the networking decisions forrealizing the order when exchanging customizing-type bids. In that context, the order’s virtualnetwork activates 8 firms, through 18 time-based
alternatives. The optimal cost of realizing the orderis $63 328 and all deliveries are made on period 31.
4.3. Supplying-type bids
Finally, supplying-type bids are created. To doso, customizing-type bids are reproduced. Firmsdisposing of less than 75% of capacity require-ments are eliminated, whereas firms offering capa-city of 75%—100% of requirements are overcharged(for overtime and other charges) in proportion totheir lack of capacity, to pay for overtime and othercharges. This explains why the bidden alternativesof the supplying-type bid of Style B are more ex-pensive than those expressed in the customizing-type bids. To create supplying-type bids of Style A,the most expensive price of any alternative of StyleB is applied to all timing alternatives.
Fig. 11 expresses the networking decisions forrealizing the order when exchanging supplying-type bids of Style B, while Fig. 10 expresses thenetworking decisions for realizing the order whenexchanging supplying-type bids of Style A. In thecontext of supplying-type bids of Style B, theorder’s virtual network activates 5 firms, through8 time-based alternatives. The optimal cost of real-izing the order is $71580 and deliveries are made onperiod 33. In the context of supplying-type bids ofStyle A, the order’s virtual network activates
S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79 73

Fig. 7. Optimal manufacturing network for processing the order when contracting customizing-type bids.
7 firms, through 10 time-based alternatives. Theoptimal cost of realizing the order is $86300 anddeliveries are made on period 33.
5. Results
Each case corresponds to solving a distinctoperational network constructed through themodeling of different types of bid (supplying, pro-cessing, customizing and webbing). For each case,the bids are maintained similar in their type. Thisexample models 40 manufacturing bids, 24 storagebids and 12 transportation bids. Obviously, it im-plies an important amount of data; we refer thereader to D’Amours [10] for a detailed presenta-tion of this example.
Using the planning model described in Section 3of the paper, we have obtained four optimal manu-facturing networks. The optimal manufacturingnetworks suggest the selection of different firms atdifferent points in time.
As an example, from Fig. 9, contracting sup-plying-type bids of Style A suggests the activation
of firm M1 for operation 1, starting at period 0 andfinishing at period 5, for a total price of 7500$.Transportation firm T1 is then activated from peri-od 5 to 6 to transfer the 1000 units from M1 to M3at a total price of 1050$. When contracting sup-plying-type bids of Style B, the results are different.As shown in Fig. 8, firm M1 is activated to performoperation 1 but transportation firm T2 is chosen totransfer the products from M1 to M4 selected toperform operation 2. A more complex manufactur-ing network is obtained when contracting cus-tomizing-type bids. In this network, some firmshave to launch production at multiple times andhave it transferred to one or two different manufac-turing sites. As an example, from Fig. 7, operation1 is to be executed by M1 under three differentsojourn windows, one of which is to start at period2 and finish at period 7. From there, transportationfirm T2 is activated to transfer 350 units to firmM4, while transformation firm T1 is activated totransfer 400 units from firm M1 at time 9 to firmM3 at time 10.
In fact, we observe different optimal manufactur-ing networks depending upon the type of bid
74 S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79

Fig. 8. Optimal manufacturing network for processing the order when contracting supplying-type bids (Style B).
Fig. 9. Optimal manufacturing network for processing the order when contracting supplying-type bids (Style A).
required by the networking firm. Note from theillustrative case how the structure of the networkwhen using webbing-type bids is simple. It is indeedlinear (Figs. 8 and 9). On the contrary, the structureof the network when using customizing-type bids ismuch more complex (Fig. 7). The fact that differentnetwork structures are obtained from theprice—time optimization of the different types ofbids implies that the level of shared informationinfluences the selection of the firms to be activatedin the network as well as their time windows ofactivation. The obtained VMLN when using sup-plying-type bids will always be simple, sincea unique firm is selected per operation. However,these VMLN may be more expensive to operate.On the other hand, using customized and web-bing-type bids for designing and operating VMLNmay imply managing an increased number ofmanufacturing and logistic units. This is due to thecapacity constraints. These VMLN, although morecomplex to manage, can produce a specific order atlower price.
Fig. 10 presents the costs for completing the or-der when contracting different types of bid asa function of delivery dates. Fig. 11 presents theoptimal costs for completing the order without any
restriction on delivery dates within the deliverytime-window specified by the client. As predicted,the results show that webbing-type bids performbetter than other types of bid, when optimizingprice—time tradeoffs. The different pricing functionsshow that costs become lower as the level of in-formation sharing is intensified. This exampleclearly illustrates the impact of sharing differentlevels of information within a network of firms, onthe design of the optimal VMLN for processing theorder and on its price—time trade-off performance.
6. Discussion on networking trade-offs
We observe from the illustrative case that con-tracting the same order under different biddingschemes implies a range of prices going from86 300$ to 61 998$, a reduction of 28.2% whencontracting webbing-type bids compared to stan-dard supplying-type bids (Style A). Although theseresults are difficult to generalize, it is important torealize that in order to realize such a gain, a net-working firm needs to possess the knowledge andability to deal with the information it receives andto process this information in an efficient way. As
S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79 75

Fig. 10. The costs for processing the order in terms of delivery dates and different types of bid.
Fig. 11. The minimum costs for processing the order in terms of different types of bid.
shown through the studied example, the complexityof the modeling tools increases with the level oftransferred information. Networking firms thushave to seriously analyze the trade-off between thelevel of information shared with their partners, thecomplexity behind integrated planning modelsneeded to configure and schedule the network, andfinally the number of partners invited in the bid-ding process. These considerations have a directimpact on the configuring decisions of a firm hav-ing to schedule a manufacturing network. It mayinfluence the type of relationships developed be-tween firms and the physical characteristics of theshared integrated information system needed tosupport these relationships.
An important element of the decision has notbeen expressly addressed in this paper. It is theimpact of transactional cost. Williamson [21] hasbased its theory on transactional cost on the hy-pothesis that firms (i) have limited rationality, (ii)they possess specific assets, (iii) they follow oppor-tunistic behaviors and (iv) they need to face man-agement problems. Williamson conclusions werethat two modes of governance prevail: the marketand the hierarchy, and that the hierarchy minimizesthe transactional costs. This theory has beencriticized by many authors, mostly because of itsincapacity to take efficiently into account the be-havior of the firms [22,23]. Today, most authors,including Williamson [24] (bilateral governance)
76 S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79

Fig. 12. Modeling of scheduling performance in terms of information seeking in networked manufacturing.
agree on the fact that efficient intermediate struc-tures can exist. In that context, when networkedmanufacturing is to be efficient, from our findingsand the theory of transactional cost, the network-ing firm should focus on minimizing the number ofpartners and increasing the information flow. Thisoptimization, however, needs to be done based onthe ability of the firm to deal with information.
The insights we gained through our research onnetworked manufacturing performance lead us tobelieve, first, that there is an optimal level of in-formation a bid requester should be looking fordepending on its ability to process it. Second, thata bid requester could increase its scheduling perfor-mance by integrating new partners into its network,since these partners provide new opportunities interms of time, price, capacity and location.
In some cases, the benefits resulting from a lowlevel of shared information with many contractingfirms could be increased by making transactionswith a lower number of firms under a higher level ofshared information (Japanese-style partnerships).Fig. 12 sketches this argumentation. Points A and Bcorrespond to networking structures leading to the
same total order price. However, point A supposesmany business relations characterized by a lowlevel of shared information. On the contrary, pointB supposes few business relations characterized bya high level of shared information.
The darker line in Fig. 12 represents the effici-ency frontier of the networking firm when dealingwith different levels of information and differentgroups of partners (pA- p@- p). As the number ofpartners increases, the complexity increases, whichexplains why a firm can deal with many partnersexchanging low level of information or with fewpartners exchanging higher level of information.
The star point in Fig. 12 represents the idealnumber of partners to ask for bidding and thelevel of information needed in order to performoptimally in terms of price—time scheduling.
Our research also suggests that when a network-ing firm selects a few contracting firms to partici-pate in its network, it should construct tightwebbing relationships with its contractors wherea flow of information circulates intensively. In thiscase, when optimizing the price—time trade-off,an interorganizational system (IOS) should be
S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79 77

implemented to facilitate the integration of elec-tronic data interchange (EDI). Integration of in-formation on scheduling and production processeswere reported by Bensaou [25] as of prime import-ance for Japanese managers. When, on the con-trary, a networking firm looks for minimuminformation from the contractors, it should requestbids from a large number of partners to increase itschances of gaining performance in terms ofprice—time trade-off. In this case, the networkingfirm should make sure to invite for bidding themost competitive firms using a highly diffused me-dium (e.g. Internet, Electronic market).
7. Conclusion
In this paper, in order to analyze the impact ofinformation sharing, we have applied a linear pro-gramming model for designing and schedulinga virtual manufacturing and logistic network(VMLN) for producing a single-product order. Thismodel is a simplified version of the multiproductcase found in D’Amours et al. [20]. An illustrativeexample, considering three different types of bid:supplying, customizing and webbing, is used toshow how the level of information can affect net-working decisions. The results show that betterprice—time scheduling performance is achieved ashigh levels of information on price and capacity areshared by the contractors with the networking firm.The level of shared information has impacts on thestructure of the optimal manufacturing networkand on the price—time trade-off performance. Anillustrative example shows a reduction of 28.2% onthe cumulated costs, associated with the processingof a linearly sequenced order when a high level ofinformation is transferred from the contractors tothe networking firm. It also shows, however, thatthis gain is achieved through the management ofa more complex VMLN. The complexity is definedhere in terms of the number of manufacturing andlogistic units selected to perform the order, the levelof information sharing and the schedule to respect.
Finally, a model is developed to represent thetrade-off in networking decisions in terms of num-bers of networked firms and their level of integra-tion. Further research should analyze the impact of
information sharing on different crucial issues ofnetworked manufacturing such as quality, reliabil-ity, flexibility and transaction costs.
Acknowledgements
This research was supported by NSERC stra-tegic grant (Grant STRGP205), Le Fonds FCARde la Province de Quebec (Grant 94-ER-2094),l’Universite Laval et l’Ecole Polytechnique deMontreal.
References
[1] Y. Kobayashi, L.E. Platt, Creating the New Global Enter-prise: An Industry-University Conference on UnitedStates—Japanese Manufacturing Alliances, Proceedings,April 7, 8 (1993) 1—50.
[2] R.E. Miles, Adapting to technology and competition:a new industrial relations systems for the 21st century,California Management Review 31 (2) (1989) 9—28.
[3] D. Poulin, B. Montreuil, S. Gauvin, L’entreprise-Reseau:de l’autodiagnostic a l’action, Publi-Relais, 1994.
[4] N. Noria, R.G. Eccles, Face-to-face: making network or-ganizations work, Networks and Organizations, Structure,Form and Action, Harvard Business School Press, 1992,pp. 288—308.
[5] R.E. Miles, C.C. Snow, Causes of failure in network organ-izations, California Management Review 34 (4) 1992,53—71.
[6] C. Alter, J. Hage, Organizations Working Together, SageLibrary of Social Research 191 (1993) 4341.
[7] B.C. Arntzen, G.G. Brown, T.P. Harrison, L.L. Trafton,Global supply chain Management at Digital EquipmentCorporation, Interfaces 25 (1) (1994) 69—93.
[8] M.A. Cohen, H.L. Lee, Resource deployment analysis ofglobal manufacturing and distribution networks, Journalof Manufacturing Operations Management, 1989,pp. 81—104.
[9] V. Verder, D. Abdullah, A. Akif Bulgak, The production-distribution system design problem, paper written for theEncyclopedia of Optimization, to be published by KluwerAcademic Publishers, 1998.
[10] S. D’Amours, La planification des operations dans lesreseaux manufacturiers symbiotiques, Ph.D. Thesis, EcolePolytechnique de Montreal, Canada, 1995.
[11] J.H. Dyer, W.G. Ouchi, Japanese-style partnerships: givingcompanies a competitive edge, Sloan Management ReviewFall 1993 (1993) 51—63.
[12] K. Srinivasan, K. Sunder, T. Mukhopadhyay, Impact ofelectronic data interchange technology on JIT shipments,Management Science 40 (10) (1994) 1291—1304.
78 S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79

[13] T. Nishiguchi, J. Brookfield, The evolution of Japanesesubcontracting, Sloan Management Review Fall, 1998,pp. 89—101.
[14] H. Lee, V. Padmanabhan, W. Seungjin, Information dis-tortion in a supply chain: the bullwhip effect, ManagementScience 43 (4) (1997) 546—558.
[15] S. D’Amours, P. Lefranc7 ois, B. Montreuil, A. Ramudhin,Unquality-costing sampling plans by variables andtheir implications on supply relationships, Interna-tional Journal of Production Economics 32 (1993)315—326.
[16] P. Lefranc7 ois, M.-H. Jobin, B. Montreuil, S. D’Amours,Costing production operations for coordinated cost-di-rected distributed scheduling, Document de travail 94-60,Universite Laval, Faculte des sciences de l’administration,1994.
[17] M.-H. Jobin, P. Lefranc7 ois, A cost-driven approachfor a distributed production scheduling architecture,Proceedings ASAC, Lac-Louise, Alberta, Canada,1993.
[18] M.C. Cooper, L.M. Ellram, Characteristics of supply chainmanagement and the implications for purchasing and lo-gistics strategy, The International Journal of LogisticsManagement 4 (2) (1993) 13—24.
[19] N. Venkatramam, Reconfigurations d’entreprisesprovoquees par les technologies de l’information, L’entre-prise competitive au futur, Les Editions de l’Organisation,Paris, (1995) 349 p.
[20] S. D’Amours, B. Montreuil, F. Soumis, Price-based plann-ing and scheduling of multi-product orders in symbioticmanufacturing networks, European Journal of Opera-tional Research 96 (1996) 148—166.
[21] O. Williamson, Markets and Hierarchies: Analysis andanti-trust Implications. A study in the economics of inter-nal organization, Free Press, New York, 1975.
[22] J. Niosi, Vers l’innovation flexible. Les alliances dansl’industrie canadienne, Presse de l’Universite de Montreal,Montreal, Canada, 1995.
[23] P.S. Ring, A.H. Van de Ven, Structuring cooperative rela-tionships between organizations, Strategic ManagementJournal 13 (1992) 483—498.
[24] O. Williamson, The Economic Institutions of Capitalism:Firms, Markets, Relational Contracting, Free Press, NewYork, 1985.
[25] B.M. Bensaou, Buyer—supplier coordination in theUnited-States and Japanese Automobile Industry in:Small Firms in Global Competition Agmen, Drobrick,R.L. (Eds.), Oxford, 1994, pp. 91—101.
S. D+Amours et al. /Int. J. Production Economics 58 (1999) 63—79 79