projet de fin d'etudes
126
UNIVERSITÉ SIDI MOHAMED BEN ABDELLAH FACULTÉ DES SCIENCES ET TECHNIQUES DÉPARTEMENT GÉNIE MÉCANIQUE ----------------------------------------------------------------------------------------------------------- Faculté des Sciences et Techniques - Fès - B.P. 2202 – Route d’Imouzzer – FES 212 (05) 35 60 29 53 Fax: 212 (05) 35 60 82 14 Web: http://www.fst-usmba.ac.ma/ PROJET DE FIN D’ETUDES Pour l’Obtention du : Diplôme d’Ingénieur d’Etat Spécialité : Conception Mécanique et Innovation Effectué au sein du Groupe MANAGEM-CMG Mine DRAA SFAR MARRAKECH Service Maintenance Soutenu le 23 Juin 2016 Par : Mr. ABDELHAKIM KHALDOUNE Année Universitaire : 2015-2016 Jury: Pr Mr. A. TOUACHE (FSTF) Pr Mr. A. SEDDOUKI (FSTF) Pr Mr. A. EL JABRI (FSTF) Encadré par : Pr Mr. A. TOUACHE (FSTF) Mr. A. SAIDI (MANAGEM) Mr.M. OUCHIKH (MANAGEM) Analyse critique et dimensionnement d’une nouvelle installation relative à un circuit d’extraction du fond : silo10
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of projet de fin d'etudes

UNIVERSITÉ SIDI MOHAMED BEN ABDELLAH
FACULTÉ DES SCIENCES ET TECHNIQUES
DÉPARTEMENT GÉNIE MÉCANIQUE
-----------------------------------------------------------------------------------------------------------
Faculté des Sciences et Techniques - Fès - B.P. 2202 – Route d’Imouzzer – FES
212 (05) 35 60 29 53 Fax: 212 (05) 35 60 82 14 Web: http://www.fst-usmba.ac.ma/
PROJET DE FIN D’ETUDES
Pour l’Obtention du :
Diplôme d’Ingénieur d’Etat Spécialité : Conception Mécanique et Innovation
Effectué au sein du Groupe MANAGEM-CMG Mine DRAA SFAR MARRAKECH
Service Maintenance
Soutenu le 23 Juin 2016
Par :
Mr. ABDELHAKIM KHALDOUNE
Année Universitaire : 2015-2016
Jury:
Pr Mr. A. TOUACHE (FSTF)
Pr Mr. A. SEDDOUKI (FSTF)
Pr Mr. A. EL JABRI (FSTF)
Encadré par :
Pr Mr. A. TOUACHE (FSTF)
Mr. A. SAIDI (MANAGEM)
Mr.M. OUCHIKH (MANAGEM)
Analyse critique et dimensionnement d’une nouvelle installation relative à un circuit d’extraction du fond :
silo10

Dédicace
A Dieu source de toute connaissance.
A mes chers parents qui m’ont beaucoup aidé dans le bon
déroulement de mes études et de mon stage de fin d’études.
A mes frères qui n’ont ménagé aucun effort pour me soutenir
durant ce stage.
A toutes ma famille pour l’amour et le respect qu’ils m’ont toujours
accordé.
A tous mes amis pour une sincérité si merveilleuse, jamais
oubliable.
A toute personne qui m’a aidé à franchir un horizon dans ma
vie.
Aimablement.
Je dédie ce modeste travail
Abdelhakim KHALDOUNE

Remerciement
Je tiens tout d’abord à remercier Monsieur DAHBANE, chef service maintenance de la mine
DRAA SFAR, pour m’avoir accueil pour ce stage, et qui m’a proposé le thème sur lequel j’ai travaillé,
ainsi le cahier de charge que j’étais ramené à respecter. Et aussi pour ses remarques pertinentes durant
toute ma période de stage.
Je tiens également à remercier, chaleureusement, mes deux encadrants industriels, Monsieur
SAIDI responsable atelier mécanique et Monsieur OUCHIKH responsable service électrique et
instrumentation, pour leur disponibilité continue, à me faire partager leurs connaissances, leur savoir-
faire, et pour leur précieux conseils et recommandations qu’ils m’ont prodigués durant tout mon projet
de fin d’études.
J’adresse tous mes remerciements à mon encadrant pédagogique Monsieur TOUACHE, pour
son suivi tout au long de ma période de stage, pour ses précieux conseils, sa gentillesse et sa
sympathie. Veuillez trouver ici, le témoignage de l’estime, du respect et de la considération que j’ai
pour vous.
Je tiens également à remercier profondément, et à exprimer ma gratitude à Monsieur
FAQOUSSI responsable maintenance des engins, et Monsieur MELLOULI, responsable
maintenance mécanique et électrique, en particulier pour leurs précieuses remarques et conseils tout
au long l’élaboration de ce travail.
Mes vifs remerciements vont aussi à Monsieur HAMAMI, directeur de la mine DRAA SFAR
et Monsieur BAMOUSSA, chef d’exploitation, pour leurs louables efforts en vue de l’aboutissement
du présent stage.
Je tiens aussi à remercier tout particulièrement Monsieur ZEROUAL et Monsieur BENZBIR,
cadres dans le fond, pour leur aide et me faire partager leurs connaissances, et à travers eux tout le
personnel de la mine DRAA SFAR pour leur soutien et leur chaleureux accueil, en particulier Mr.
KEDDI, Mr. AHROUCHI, Mr. ABDESSADEQ, Mr. CHERKAOUI, Mr. MANOUCH et
Mme.TOUALA.
Je témoigne, ma profonde gratitude aux membres du jury, de m’ayant fait l’honneur de juger
ce travail, et les professeurs du département de génie mécanique de la FST de Fès pour le savoir qu’ils
nous offrent jour après jour. Enfin, qu’il me soit permis de remercier tout le corps professoral et
administratif de l’établissement ainsi que toute personne ayant contribué à bien mener ce stage.
Résumé
Dans le but d’assurer une exploitation rationnelle et optimale du minerai, la société
MANAGEM a une tendance principale d’améliorer significativement ses capacités de production, de
réduire ses coûts, s’investir dans la R&D pour développer de nouvelles technologies et d’affirmer son
envergure internationale. C’est pour cela la CMG a décidé d’avoir une nouvelle installation relative
au circuit d’extraction du minerai au fond (silo 10), dont le but principal est d’augmenter la cadence
de production et de diminuer les temps prévus pour la maintenance des équipements de la salle de
chargement correspondante.
Dans ce sens, et sous une vision durable et compétitive, s’inscrit notre projet de fin d’étude
qui consiste dans un premier temps à étudier et dimensionner un convoyeur à bande minier tout en
cherchant à optimiser les conditions du transport et ses éléments mécaniques. Ensuite de faire une
analyse des causes de l’usure abrasive excessive du blindage du métal de base utilisé dans les trémies
et les alimentateurs à tiroir existants dans la mine DRAA SFAR afin d’améliorer la qualité du blindage
en proposant une solution à mettre en place. Et enfin d’établir un plan de maintenance préventif de la
nouvelle installation relative au circuit d’extraction du fond et sa fiche de suivi, et de déterminer le
coût du nouveau projet.

Abstract
In order to ensure optimum and rational exploitation of the ore, MANAGEM company has a
main trend of significantly improving its production capacity, to reduce costs, invest in R & D to
develop new technologies and to assert its international scope. It's for that CMG decided to have a
new facility on the mineral extraction circuit at the bottom (silo10). whose main purpose is to increase
the production rate and reduce the time provided for the maintenance of equipment of the
corresponding loading room.
In this sense, and in a sustainable and competitive vision, fits our final project study which is
initially to study and to size a mining conveyor belt while seeking to optimize the conditions of
transport and mechanical elements. Then to analyze the causes of abrasive wear the armor of the base
metal used in hoppers and existing drawer power supplies in the mine DRAA SFAR to improve the
quality of the shielding by providing a solution to establish. And finally to establish a preventive
maintenance plan for the new facility on the bottom of the extraction circuit and its track record, and
determine the cost of the new project

Table des Matières
Introduction générale ........................................................................................................................................ 1
Chapitre I : Cadre général du projet .................................................................................................................. 2
I. Organisme d’accueil ............................................................................................................................... 3
1. Présentation du SNI-ONA ...................................................................................................................... 3
2. Présentation de groupe MANAGEM ...................................................................................................... 3
3.Présentation de la mine Draa Sfar .......................................................................................................... 4
3.1. Fiche d’identité de Draa sfar ............................................................................................................................ 4
3.2. Organigramme de la mine Draa sfar ................................................................................................................ 6
3.3. Méthodes et cycle d’exploitation ..................................................................................................................... 6
3.4. Extraction du minerai ....................................................................................................................................... 8
3.5. Atelier de maintenance .................................................................................................................................... 9
II. Présentation du projet et objectifs.......................................................................................................... 10
1.Objectifs ................................................................................................................................................ 10
2.La description des principales étapes du projet ................................................................................... 10
2.1. Description de l’installation et l’analyse de l’existant ................................................................................... 10
2.2. Dimensionnement du convoyeur à bande ...................................................................................................... 10
2.3. Analyse des causes de l’usure abrasive excessive et la solution proposée ..................................................... 10
2.4. Etablissement du plan de maintenance préventive, et étude technico-économique ....................................... 11
3.Planification .......................................................................................................................................... 11
Chapitre II : Description de l’installation et l’analyse de l’existant ................................................................. 12
I. Description de l’installation relative au circuit d’extraction ............................................................. 13
1. Composants du convoyeur à bande .................................................................................................... 14
1.1.la bande ........................................................................................................................................................... 14
1.2. Les tambours .................................................................................................................................................. 15
1.3. Les rouleaux ................................................................................................................................................... 15
1.4. Le châssis ....................................................................................................................................................... 16
1.5. Dispositif de nettoyage à racleur .................................................................................................................... 16
2. Système de chargement ou déchargement ........................................................................................ 17
2.1. Système Trémie-Alimentateur à tiroir ........................................................................................................... 17
2.2. Blindage du métal de base ............................................................................................................................. 18
II. Etude AMDEC pour les installations existantes (silo 8 et 9) ............................................................. 18
1. Méthodologie d’analyse ...................................................................................................................... 19
2. Décomposition fonctionnelle de l’installation relative au circuit d’extraction ................................... 19
3.Tableau AMDEC de l’installation .......................................................................................................... 20
Chapitre III : Etude technique et dimensionnement du convoyeur à bande .................................................. 24
I. Cahier des charges techniques ............................................................................................................. 25
1. Données d’exploitation ....................................................................................................................... 25
1.1. Capacité de l’installation................................................................................................................................ 25
1.2. Caractéristiques du produit ............................................................................................................................ 25
2. Mission ................................................................................................................................................. 25
II. L’analyse fonctionnelle du convoyeur à bande ................................................................................ 27
1. Diagramme bête à corne ..................................................................................................................... 27
2.Diagramme pieuvre .............................................................................................................................. 27
3. Analyse fonctionnelle technique ......................................................................................................... 28
III. Dimensionnement du convoyeur à bande ........................................................................................ 28
1. Calcul de la bande transporteuse ........................................................................................................ 28
1.1. Détermination des caractéristiques principales .............................................................................................. 29
1.1.1. Caractéristiques du produit transporté .................................................................................................... 29
1.1.2. Caractéristiques du parcours ................................................................................................................... 30
1.1.3. Choix du type de la bande ....................................................................................................................... 30
1.1.4 Calcul de la capacité du transport ............................................................................................................ 31
1.2. Détermination de la largeur de bande et du type d’auge ................................................................................ 33
1.3. Calcul du convoyeur à bande ......................................................................................................................... 35
1.3.1. Calcul des masses par mètres linéaire ..................................................................................................... 35
1.3.2. Calcul de résistance à l’avancement FU .................................................................................................. 37
1.3.3. Bilan des efforts résistants ...................................................................................................................... 39
1.3.4. Calcul de la puissance d’entrainement .................................................................................................... 40
1.4. Etude de la carcasse de la bande .................................................................................................................... 40
1.4.1. Calcul des tensions sur la bande au fonctionnement nominal ................................................................. 40
1.4.2. Calcul de la charge d’utilisation et résistance nominale ......................................................................... 41
2. Conception de l’allure du convoyeur à bande ..................................................................................... 41
2.1. Détermination des rayons d’incurvation ........................................................................................................ 42
2.2. Détermination des longueurs de transitions ................................................................................................... 43
2.3. Tracée de courbe de jetée ............................................................................................................................... 44
3. Dimensionnement des systèmes d’entraînement du convoyeur à bande ......................................... 49
3.1. Dimensionnement des tambours .................................................................................................................... 49
3.1.1. Matériau choisi ....................................................................................................................................... 50
3.1.2. Dimensions des tambours ....................................................................................................................... 50
3.1.3. Dimensionnement de l’axe de tambour de commande ........................................................................... 51
3.1.4. Dimensionnement de l’axe de tambour de renvoi ................................................................................... 57
3.1.5. Dimensionnement des paliers-roulements .............................................................................................. 57
3.1.6. Choix des revêtements ............................................................................................................................ 59
3.2. Choix des organes de transmission de puissance ........................................................................................... 59
3.2.1. Groupe Moto-Réducteur ......................................................................................................................... 59
3.2.2. Choix de l’accouplement élastique ......................................................................................................... 63
4. Choix des rouleaux............................................................................................................................... 65
4.1 choix du diamètre des rouleaux en fonction de la vitesse ............................................................................... 65
4.2. Choix du diamètre des rouleaux en fonction de la charge ............................................................................. 65
4.3. Calcul des sollicitations des rouleaux lisses pour les stations-supports ......................................................... 67

4.4. Sollicitation des rouleaux amortisseurs au niveau de la zone de chargement ................................................ 68
Chapitre IV : Analyse des causes de l’usure abrasive avancée du blindage et la solution proposée .............. 71
I. Analyse de l’usure du blindage ............................................................................................................. 72
1.Matériau utilisé dans le blindage ......................................................................................................... 72
2.Analyse des causes de l’usure .............................................................................................................. 73
2.1. La nature du mouvement relatif des gros grains ............................................................................................ 73
2.2. Les Paramètres de sollicitation ...................................................................................................................... 74
2.3. Les caractéristiques du milieu ........................................................................................................................ 74
2.4. La qualité du matériau utilisé ......................................................................................................................... 75
II. La solution proposée ......................................................................................................................... 76
Chapitre V : Etablissement du plan de maintenance préventive et étude technico-économique du projet . 79
I. Etablissement du plan préventif ........................................................................................................... 80
II. Etude technico-économique du projet ............................................................................................. 87
1.Cout d’investissement du projet .......................................................................................................... 87
2.Gains du nouveau projet ...................................................................................................................... 88
Conclusion générale et perspectives ............................................................................................................... 89
Références et bibliographie............................................................................................................................. 90

Liste des figures
Figure 1: Secteur d'activité du holding SNI-ONA ............................................................................................. 3
Figure 2: Filiales du groupe MANAGEM ......................................................................................................... 4
Figure 3: Vue aérienne de la mine Draa sfar ..................................................................................................... 4
Figure 4: Treuil du Puits 1 ................................................................................................................................. 5
Figure 5:Machine d’extraction Puits 3 .............................................................................................................. 5
Figure 6 : Treuil et wagon du puits Nord .......................................................................................................... 5
Figure 7: Organigramme du site DRAA SFAR ................................................................................................. 6
Figure 8: Cycle d’exploitation ........................................................................................................................... 7
Figure 9: Etapes d’extraction ............................................................................................................................. 8
Figure 10: Schéma synoptique de l'extraction du minerai ................................................................................. 8
Figure 11: Organigramme de l’atelier maintenance .......................................................................................... 9
Figure 12: le circuit d’extraction du puits 3 de la mine de DRAA LASFAR.................................................. 13
Figure 13: les éléments d'un circuit d’extraction du minier ............................................................................ 14
Figure 14: Les composants d'une bande .......................................................................................................... 14
Figure 15: bande à carcasse métallique ........................................................................................................... 15
Figure 16 : bande à carcasse textile ................................................................................................................. 15
Figure 17 : fixation des rouleaux sur la station-support .................................................................................. 16
Figure 18: Châssis utilisé dans le transport des produits ................................................................................. 16
Figure 19: Dispositif de nettoyage à racleur .................................................................................................... 16
Figure 20: Exemple du convoyeur à bande au fond de la mine de DRAA LASFAR ..................................... 17
Figure 21 : Trémie fixée au béton ................................................................................................................... 17
Figure 22: Alimentateur à tiroir au fond de la mine DRAA LASFAR............................................................ 18
Figure 23: Blindage Creusabro monté sur la trémie ........................................................................................ 18
Figure 24 : Méthodologie d’analyse ................................................................................................................ 19
Figure 25: Décomposition fonctionnelle de l’alimentateur à tiroir ................................................................. 19
Figure 26: Décomposition fonctionnelle du convoyeur à bande ..................................................................... 20
Figure 27: Diagramme bête à corne du convoyeur à bande ............................................................................ 27
Figure 28 : Diagramme pieuvre du convoyeur à bande ................................................................................... 27
Figure 29 : Organigramme du processus de calcul .......................................................................................... 29
Figure 30 : Illustration de l’allure du convoyeur silo 10 pour déterminer la pente ......................................... 30
Figure 31: Types de bande selon l'inclinaison du convoyeur .......................................................................... 31
Figure 32 : Section du produit ......................................................................................................................... 31
Figure 33: Tensions sur la bande au fonctionnement nominal ........................................................................ 40
Figure 34 : Rayon concave d'une bande .......................................................................................................... 42

Figure 35: Longueur d'incurvation .................................................................................................................. 43
Figure 36: Longueur de transition ................................................................................................................... 43
Figure 37: Longueur de transition réduite ....................................................................................................... 44
Figure 38: Déchargement / chargement du produit sur le convoyeur.............................................................. 45
Figure 39: Schéma de la jetée du produit (cas 1)............................................................................................. 45
Figure 40 : Schéma de la jetée du produit (cas 2)............................................................................................ 46
Figure 41: Schéma de la jetée du produit (cas 3)............................................................................................. 46
Figure 42 : Trajectoire de la jetée d’un élément M du produit ........................................................................ 47
Figure 43: Distances de chute du produit en jetée ........................................................................................... 48
Figure 44: Courbe de jetée du produit ............................................................................................................. 48
Figure 45: Les éléments d'un tambour ............................................................................................................. 49
Figure 46: Illustration d'un tambour de commande ......................................................................................... 51
Figure 47: flexion de l'axe du tambour ............................................................................................................ 51
Figure 48: Modélisation des différents appuis appliqués sur le tambour ........................................................ 53
Figure 49: Abaque de coefficient kt pour un barreau cylindrique soumis à une flexion rotative ................. 55
Figure 50: Illustration d'un tambour de renvoi ................................................................................................ 57
Figure 51: Dessin du montage et chargement des roulements de tambour de commande .............................. 58
Figure 52: illustration des composants d’un moto-réducteur .......................................................................... 59
Figure 53 : chargement du produit dans la zone d'amortissement ................................................................... 68
Figure 54 : Chute du produit convenable ........................................................................................................ 69
Figure 55: chute du produit non ajusté sur la bande ........................................................................................ 69
Figure 56: Chute du produit............................................................................................................................. 69
Figure 57 : blindage endommagé à cause de l’usure abrasive ......................................................................... 72
Figure 58: glissement sans rotation des particules par rapport à la surface ..................................................... 74
Figure 59:l’usure abrasive en fonction de la dureté H pour les différents types de durcissement .................. 76
Figure 60:schéma illustratif des différents composants du matériau Xwin ..................................................... 77
Figure 61:Section d’un blindage en Xwin ....................................................................................................... 77
Figure 62: Comparaison de dureté du Xwin par rapport autres matériaux existants au marché ..................... 77

Liste des tableaux
Tableau 1: Classification des éléments de l’installation selon leurs indice criticité ........................................ 22
Tableau 2: Caractéristiques du minerai brut .................................................................................................... 29
Tableau 3: Caractéristiques du parcours du convoyeur à bande silo 10 .......................................................... 30
Tableau 4: Rapport de réduction standard ....................................................................................................... 32
Tableau 5: Capacité volumique d'une bande .................................................................................................. 34
Tableau 6: Valeur de rapport de réduction et angle d’auge correspondant à une vitesse de 3.5m/s ............... 35
Tableau 7: Caractéristiques du matériau utilisé ............................................................................................... 50
Tableau 8 : Diamètres minimaux recommandés pour les tambours ................................................................ 50
Tableau 9: Résultante des tensions selon les configurations des tambours ..................................................... 52
Tableau 10: choix du coefficient de sécurité ................................................................................................... 56
Tableau 11: Diamètre recommandé pour les rouleaux en fonction de la vitesse et de la largeur de la bande . 65
Tableau 12 : Coefficient de participation ........................................................................................................ 66
Tableau 13: Coefficient de choc ...................................................................................................................... 66
Tableau 14: Coefficient d'utilisation ............................................................................................................... 66
Tableau 15: Coefficient lié à l'environnement ................................................................................................. 67
Tableau 16: Coefficient de vitesse................................................................................................................... 67
Tableau 17: Composition chimique du Creusabro .......................................................................................... 72
Tableau 18: Propriétés mécaniques du Creusabro ........................................................................................... 72
Tableau 19: plan de maintenance préventive de la nouvelle installation relative au circuit d’extraction du
fond silo 10 ...................................................................................................................................................... 86
1 Rapport PFE : KHALDOUNE FSTF
Introduction générale
La société MANAGEM axe ses activités dans l’exploitation minière et l’hydrométallurgie.
Parmi ses filiales, il y a la compagnie minière de Guemassa CMG qui comporte la mine de Hajjar à
30 km de la ville de MARRAKECH et la mine de Draa Sfar à 15 km (notre organisme d’accueil).
La mine de Draa Sfar a comme activité l’extraction des minerais : cuivre, plomb et zinc. Les
travaux d’extraction se font dans des niveaux souterrains qui atteignent 1030 mètres de profondeur.
Pour une exploitation optimale du minerai, la société a décidé d’avoir une nouvelle installation silo
10 relative au circuit d’extraction au fond, dont l’objectif principal est d’augmenter la capacité de
stockage du minerai dans les différents silos, et aussi pour développer l’aval du niveau -1000 m du
puits 3 et finalement pour permettre l’entretien de maintenance des autres silos à savoir le silo 8 et 9.
Dans cette perspective, notre projet de fin d’études a pour but de dimensionner la
partie mécanique de cette nouvelle extraction à savoir le convoyeur a bande, et de faire une analyse
des différentes causes provoquant l’usure avancée par abrasion du blindage utilisé dans les éléments
du stockage des installations existantes à savoir la trémie et l’alimentateur à tiroir, afin de proposer
une solution palliative à ce problème, Ainsi de proposer un plan de maintenance préventive pour cette
nouvelle installation. À fin de mener à bien notre projet, nous avons procédé comme suite :
Le premier chapitre décrit le contexte général du projet, il comprend une présentation de
l’entreprise accueillante, un descriptif du processus d’extraction, une définition du cahier des
charges et des objectifs du projet.
Dans le deuxième chapitre nous présenterons une description générale de l’installation sujet
d’étude, ainsi une analyse de l’existant basée sur la méthode AMDEC afin de décélérer les points
critiques du dysfonctionnement des installations existantes : silo 8 et 9 qui seront utiles pour le
dimensionnement et l’établissement du plan de maintenance préventive.
Le troisième chapitre décrit la phase de dimensionnement de la partie mécanique du
convoyeur a bande d’extraction, en tenant compte des points faibles décelés dans l’analyse AMDEC
et en respectant le cahier de charge.
Au quatrième chapitre on fera une analyse de l’ensemble des causes qui engendrent l’usure
abrasive excessive du blindage utilisé dans les installations existantes, et on proposera une solution
pour augmenter sa durée de vie.
Enfin dans le dernier chapitre nous présenterons, comme premier axe la réalisation du plan de
maintenance préventive de cette nouvelle installation, ainsi sa fiche de suivi. Et comme deuxième
axe, le calcul du coût de ce nouveau projet.

2 Rapport PFE : KHALDOUNE FSTF
Chapitre I : Cadre général du projet
Ce premier chapitre se décline en deux parties :
Première partie : nous allons présenter le holding SNI-ONA, le groupe
MANAGEM et ses différentes filiales, la mine DRAA SFAR ; notre organisme
d’accueil, et finalement le service maintenance dans lequel nous avons effectué
notre projet de fin d’études.
Deuxième partie : nous allons présenter le contexte et la problématique
de notre projet ainsi que les objectifs, la méthodologie et l’organisation du travail.

chapitre I :Cadre général du projet
3 Rapport PFE : KHALDOUNE FSTF
I. Organisme d’accueil
1. Présentation du SNI-ONA
Depuis sa création en 1966, la société nationale d’investissement SNI, est devenue le leader
de l’économie marocaine. SNI est une holding d'investissement marocaine privée. La SNI a
pour vocation d'accompagner dans la durée des entreprises leaders et des projets structurants
pour l’économie marocaine. Développeur d’entreprises, seul ou en partenariat avec des leaders
mondiaux, le groupe est repositionné en fonds d’investissement à long terme.
En 2010, suite à une réorientation stratégique de l’économie marocaine, les deux groupes
ONA et SNI ont décidé de procéder à une réorganisation visant la création d’un holding
d’investissement unique, à travers le retrait de la cote des deux entités suivi de leur fusion. Le groupe
opère dans différentes secteurs d’activités à savoir :
2. Présentation de groupe MANAGEM
Le groupe MANAGEM a été créé en 1928 et il est la filiale du groupe ONA chargée de
l’industrie minière et opère actuellement sur trois secteurs d’activités : recherche, exploitation et
valorisation. Le groupe MANAGEM a développé un réel savoir-faire en terme de maîtrise des
opérations d’exploitation minière, de valorisation des minerais, d’exploration, d’innovation et de
démarche de développement durable. Il est en phase d’exporter aujourd’hui dans d’autres pays
africains. Disposant d’un capital humain qualifié, MANAGEM s’attèle à améliorer la qualité de sa
production, la sécurité de ses processus d’exploitation et sa rentabilité.
Le groupe se compose de huit filiales au niveau national et sept filiales au niveau de
l’international. Ces filiales sont :
Figure 1: Secteur d'activité du holding SNI-ONA

chapitre I :Cadre général du projet
4 Rapport PFE : KHALDOUNE FSTF
3.Présentation de la mine Draa Sfar
3.1. Fiche d’identité de Draa sfar
Le site de Draa sfar fait partie de la CMG qui est une filiale du groupe minier MANAGEM
du groupe SNI. Sa localisation est à 13 km au nord-ouest de Marrakech à cheval sur la bordure nord
du Haouz, à la limite sud des Jebilet Central. Il possède un potentiel important en minerai
polymétallique. De plus d’un kilomètre de profondeur, le projet Aval Draa Sfar est la mine la plus
profonde de l’Afrique du Nord avec un puits de profondeur 1030 mètres.
Draa Sfar comporte quatre puits : les puits 1, 2 et 3 et le puits nord. Ces puits ont été construits
dans ce même ordre en vue de retrouver de nouveaux gisements riches en minerais.
Figure 2: Filiales du groupe MANAGEM
Figure 3: Vue aérienne de la mine Draa sfar

chapitre I :Cadre général du projet
5 Rapport PFE : KHALDOUNE FSTF
Le puits 1, construit en 2001, a une profondeur de 220 m et est utilisé actuellement pour le
transport de béton que la société utilise pour recouvrir les gisements évacués en minerais. Après avoir
prélevé tout le minerai existant dans le puits 1, il s’est avéré de construire un nouveau puits.
C’était donc en 2004 que MANAGEM a construit le puits 2 qui atteint 670 m de profondeur
et qui sert de conduite pour transporter le personnel et le minerai.
En 2008, un troisième puits (puits3) vu le jour, sa profondeur est de 1030 m devenant par la
suite le plus profond dans le nord de l’Afrique. La salle de chargement est disposée dans le niveau -
1030 m. Quant à celle du puits 2 elle est désormais au niveau -670 m.
Quant au puits Nord, il a profondeur de 93m, on n’y extrait pas le minerai à l’aide d’une
machine d’extraction mais avec un wagon entraîné par un treuil (figures 6).
Figure 4: Treuil du Puits 1 Figure 5:Machine d’extraction Puits 3
Figure 6 : Treuil et wagon du puits Nord

chapitre I :Cadre général du projet
6 Rapport PFE : KHALDOUNE FSTF
3.2. Organigramme de la mine Draa sfar
3.3. Méthodes et cycle d’exploitation
L’exploitation minière adopte diverse méthodes selon la nature géologique du gisement et
l’emplacement du minerai, elle peut être à ciel ouvert ou en souterrain comme pour le cas de
MANAGEM. Deux méthodes d’exploitations sont utilisées à la mine Draa sfar :
TMR : « La méthode par tranches montantes remblayées » qui est utilisée jusqu’à présent a donné de
bons résultats au niveau de la sécurité et la sélectivité et une bonne récupération du gisement, elle est
utilisée en amont du niveau 640, est considérée la plus adaptée à l’irrégularité de la morphologie de
la structure minéralisé et à la faible tenue des épontes schisteux.
SNA : « sous niveaux abattu » utilisée pour augmenter la production, réduire le prix de revient et
minimiser le taux d’exposition des mineurs au risque de chute de bloc. Cette méthode consiste à
subdiviser la surface minéralisée en chambre (l=8, L=20m, H=25m) primaires et secondaires. La
Directeur d’exploitation
Sécurité et infirmerie
personnel Contrôle de gestion
Responsable QSE Responsable Magasin
Chef d’Exploitation Cadre Géologue
DS G Géologue
Responsable
d’Extraction
Responsable de
la Gestion Responsable
service Mécanique
et Electrique
Responsable
Maintenance des
Engins
Responsable
atelier
Mécanique
Responsable
atelier Electrique
Responsable
atelier Engins
Responsable
BTM
Responsable
d’achat
Géologue
Responsable
Géologue
Géomaticien
Responsable
Logistique
Géotechnicien
Responsable
DSN ZM
Station de
Remblayage
Production 840
Production AM840
Responsable
Maintenance
Figure 7: Organigramme du site DRAA SFAR

chapitre I :Cadre général du projet
7 Rapport PFE : KHALDOUNE FSTF
séquence d’exploitation pyramidale consiste à exploiter en premier lieu les chambres primaires qui
seront clavées en remblai cimenté avant d’exploiter les chambres secondaires.
L’exploitation d’un gisement de type filonien s’effectue selon un cycle comportant les étapes
suivantes :
La reconnaissance avant l’abattage : cette opération consiste à suivre l’extension du minerai
qui peut se faire soit par observation visuelles du géologue, ou à l’aide des sondages percutants.
Le forage : assuré par des machines Jumbos, cette opération consiste à forer des trous dans le
minerai.
Abattage : première étape du cycle de production, consiste à fragmenter la roche compacte.
Il se fait en trois sous étapes à savoir : la foration, le chargement de la volée en explosifs et le tir.
Déblayage ou marinage : évacuation des produits abattus du front vers les cheminées de jet.
Le purgeage : elle consiste à provoquer la chute des blocs instables qui se trouvent à la
couronne et qui sont susceptibles de tomber suite à des ébranlements souterrains.
Le soutènement par boulonnage : il est assuré par des engins de type ROBOLT afin de
sécuriser le chantier contre la chute de bloc.
Figure 8: Cycle d’exploitation

chapitre I :Cadre général du projet
8 Rapport PFE : KHALDOUNE FSTF
3.4. Extraction du minerai
Les travaux d’extraction se font selon l’enchaînement décris ci-dessus, le minerai est d’abord
extrait du fond des puits 2 et 3 vers le niveau aérien dans un ascenseur (SKIP). Ce dernier verse le
minerai dans une trémie qui elle-même le fait circuler vers un convoyeur. Comme le minerai extrait
a une granulométrie très importante, il subit un concassage avant qu’il soit transmis au traitement. Un
concasseur à mâchoires est mis en place et reçois le minerai des deux convoyeurs des puits 2 et 3.
Après concassage le minerai polymétallique est transporté dans un convoyeur vers le
stockage. Il existe deux silos de stockage : le premier est réservé au minerai et l’autre au stérile. Sous
les silos sont disposés des issues pour l’évacuation du contenu. Le minerai est transporté à l’aide de
camions vers la CTT pour le traitement alors que le stérile est stocké sous forme de tas, servant par
la suite pour le remplissage des niveaux souterrains qui ont été évacués.
Figure 9: Etapes d’extraction
Bref, l’extraction du minerai au Draa Sfar se fait selon le schéma suivant :
.
Figure 10: Schéma synoptique de l'extraction du minerai

chapitre I :Cadre général du projet
9 Rapport PFE : KHALDOUNE FSTF
3.5. Atelier de maintenance
Le service maintenance auquel on était affecté lors du notre stage, est organisé autour de
trois corps de métiers :
Atelier de maintenance mécanique : l’équipe de maintenance mécanique est composée de
sous équipes (équipe exhaure, extraction, vulcanisation, travaux neufs…), elle assure la
maintenance de tous les équipements fixes du site : concasseurs, machine d’extraction, aérage,
compresseurs…
Atelier de maintenance des engins : dont l’équipe assure la maintenance de tous les
engins mobiles (Scoop, dumper, plateforme, jumbo…).
Atelier de maintenance électrique, instrumentation et automatisme : comme sont
l’indique l’équipe de cette atelier se charge de la partie électrique de tous les équipements
du site (fixes et mobiles).
Chef de service maintenance
Mr. DAHBANE Atelier engins
Responsable : M. FAQOUSSI
Mission :
Maintenance des engins
mobiles (partie
mécanique) de la mine :
-Jumbo.
-Scoop.
-Dumper….
Atelier Mécanique
Responsable : Mr. SAIDI Atelier Electrique et
instrumentation
Responsable : Mr. OUCHIKH
Mission :
Maintenance de tous les
équipements fixes (partie
mécanique) de la mine :
-concasseur.
-compresseur.
-machine d’extraction.
-pompe…
Mission :
Maintenance de tous les
équipements (partie
électrique) de la mine :
-engins mobiles.
-équipement fixes.
Atelier Mécanique et Electrique
Responsable : Mr. MELLOULI
Figure 11: Organigramme de l’atelier maintenance

chapitre I :Cadre général du projet
10 Rapport PFE : KHALDOUNE FSTF
II. Présentation du projet et objectifs
L’intitulé de notre sujet étant « Analyse critique et dimensionnement d’une nouvelle
installation relative au circuit d’extraction du fond : silo10 ». Notre mission se résume dans un
premier temps à étudier et dimensionner un convoyeur à bande minier tout en cherchant à optimiser
les conditions du transport et ses éléments mécaniques. Ensuite de faire une analyse des causes de
l’usure abrasive du blindage du métal de base utilisé dans les trémies et les alimentateurs à tiroir
existants dans la mine DRAA SFAR afin de proposer une solution à mettre en place. Et enfin d’établir
un plan de maintenance préventif de la nouvelle installation relative au circuit d’extraction du fond
et sa fiche de suivi. Tout cela en répondant à un cahier de charges qu’on va présenter dans la suite.
1.Objectifs
La finalité de ce travail s’inscrit dans le cadre des objectifs suivants : Dimensionnement de la partie mécanique du convoyeur à bande.
Analyse des causes de l’usure abrasive excessive du blindage.
Proposition d’une solution pour augmenter sa durée de vie.
Etablissement d’un plan de maintenance préventive de la nouvelle installation.
Etude technico-économique du nouveau projet.
2.La description des principales étapes du projet
Afin de mener à bien notre projet, tout en atteignant les objectifs tracés avec respect des
contraintes, on compte suivre les étapes suivantes :
2.1. Description de l’installation et l’analyse de l’existant
L’analyse de l’existant fera objet du chapitre 2. Dans cette étape nous décrirons notre
installation sujet de l’étude et nous ferons une analyse AMDEC pour identifier les points critiques
des installations relatives au circuit d’extraction du fond existantes dans le site DRAA SFAR, afin de
déterminer, et mettre en évidence les défaillances du fonctionnement des éléments de ces
installations, par la suite proposer les solutions d’amélioration et d’établir le plan de maintenance
préventive.
2.2. Dimensionnement du convoyeur à bande
Le chapitre 3 qui traite cette partie, constituera le corps de ce rapport, on y trouve le
dimensionnement de toute la partie mécanique du convoyeur à bande.
2.3. Analyse des causes de l’usure abrasive excessive et la solution proposée
Le chapitre 4 sera consacré à analyser les causes de l’usure abrasive excessive du blindage
utilisé, et en essayant de proposer une solution pour augmenter la durée de vie.
chapitre I :Cadre général du projet
11 Rapport PFE : KHALDOUNE FSTF
2.4. Etablissement du plan de maintenance préventive, et étude technico-économique
Une exploitation des résultats de l’étude et le dimensionnement faites dans les chapitres 3 et
4, ne peut être possible que si nous élaborons un plan de maintenance préventive, qui permettra de
suivre correctement le fonctionnement et de prévenir les défaillances de l’installation, tel est l’objectif
de ce dernier chapitre On en trouve aussi dans un deuxième volet de ce chapitre, le calcul du coût de
projet.
3.Planification
L’élan, l’empressement et la dynamique d’un nouveau projet incitent tout naturellement à
foncer. Bien que l’enthousiasme et l’imagination soient essentiels à la réalisation des objectifs d’un
projet, ils ne suffisent pas à eux seuls. La réussite d'un projet est aussi fonction d’une gestion efficace
du temps et des ressources. Le plan mis en œuvre contribue à la maîtrise et à la mesure de son progrès.
Les phases et les tâches associées au projet sont classées et font l’objet d’un diagramme
GANTT présenté dans l’annexe 1.
Conclusion
Dans ce chapitre, nous avons abordé la partie présentation de l’organisme d’accueil, ainsi que
le contexte de projet et objectifs.
Dans le prochain chapitre, nous présenterons une description de l’installation relative au
circuit d’extraction, et en suite à faire une analyse de l’existant en se basant sur une étude AMDEC
(analyse des modes de défaillance de leurs effets et de leur criticité) pour révéler les éléments critiques
de dysfonctionnement de l’installation.

12 Rapport PFE : KHALDOUNE FSTF
Chapitre II : Description de l’installation et l’analyse de l’existant
Le chapitre trois sera l’objet du dimensionnement d’un convoyeur à bande adapté aux
particularités de la mine, à cette fin et à travers ce présent chapitre on fera une description de
l’installation relative au circuit d’extraction du fond et à l’aide de l’outil AMDEC , On
décèlera les points critiques du dysfonctionnement des installations existantes: silo 8 et 9, sur
lesquels on va se baser ultérieurement au niveau de notre dimensionnement, mais aussi dans
l’établissement du plan de maintenance préventive.
Chapitre II : Description de l’installation et l’analyse de l’existant
13 Rapport PFE : KHALDOUNE FSTF
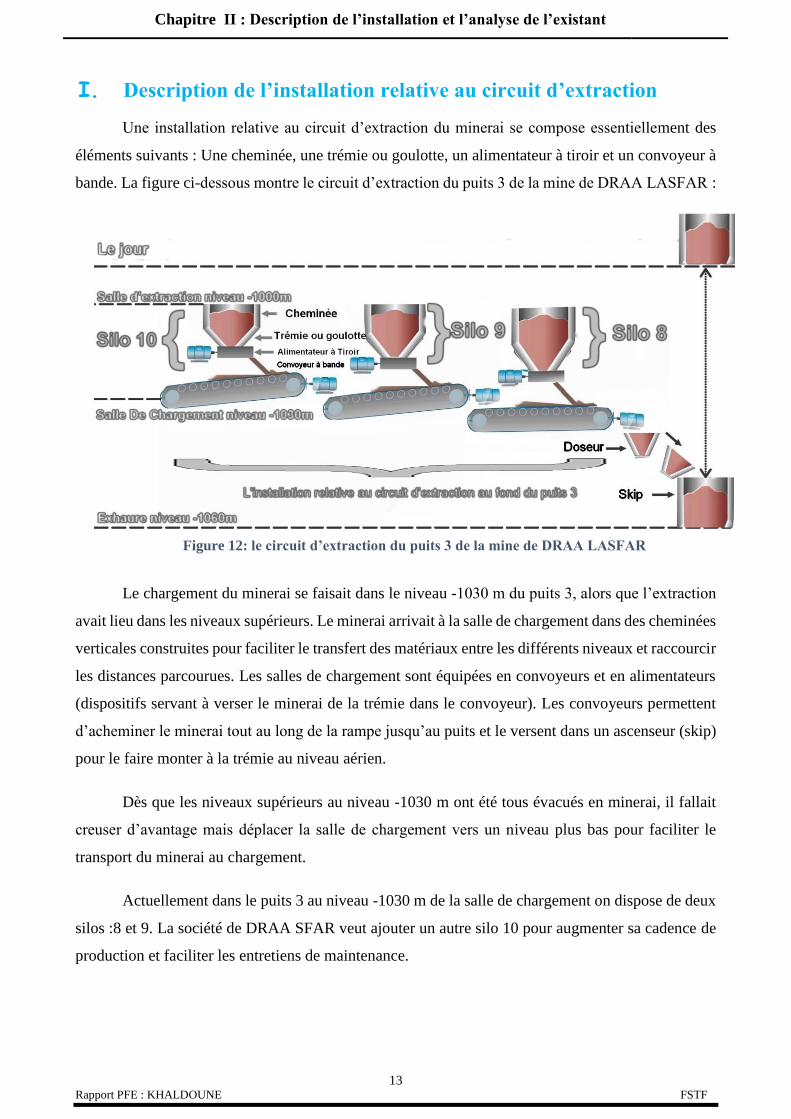
I. Description de l’installation relative au circuit d’extraction
Une installation relative au circuit d’extraction du minerai se compose essentiellement des
éléments suivants : Une cheminée, une trémie ou goulotte, un alimentateur à tiroir et un convoyeur à
bande. La figure ci-dessous montre le circuit d’extraction du puits 3 de la mine de DRAA LASFAR :
Le chargement du minerai se faisait dans le niveau -1030 m du puits 3, alors que l’extraction
avait lieu dans les niveaux supérieurs. Le minerai arrivait à la salle de chargement dans des cheminées
verticales construites pour faciliter le transfert des matériaux entre les différents niveaux et raccourcir
les distances parcourues. Les salles de chargement sont équipées en convoyeurs et en alimentateurs
(dispositifs servant à verser le minerai de la trémie dans le convoyeur). Les convoyeurs permettent
d’acheminer le minerai tout au long de la rampe jusqu’au puits et le versent dans un ascenseur (skip)
pour le faire monter à la trémie au niveau aérien.
Dès que les niveaux supérieurs au niveau -1030 m ont été tous évacués en minerai, il fallait
creuser d’avantage mais déplacer la salle de chargement vers un niveau plus bas pour faciliter le
transport du minerai au chargement.
Actuellement dans le puits 3 au niveau -1030 m de la salle de chargement on dispose de deux
silos :8 et 9. La société de DRAA SFAR veut ajouter un autre silo 10 pour augmenter sa cadence de
production et faciliter les entretiens de maintenance.
Figure 12: le circuit d’extraction du puits 3 de la mine de DRAA LASFAR

Chapitre II : Description de l’installation et l’analyse de l’existant
14 Rapport PFE : KHALDOUNE FSTF
1. Composants du convoyeur à bande
Un convoyeur à bande a pour fonction de transporter en continu des produits en vrac mélangés
ou homogènes, sur des distances allant de quelques mètres à des dizaines de kilomètres.
Un convoyeur à bande se compose essentiellement des éléments présentés dans la figure
suivante :
1.1.la bande
L'un des principaux composants du convoyeur est la bande dont la fonction est double :
Recevoir le produit en vrac
Transmettre la force nécessaire pour déplacer cette charge
La carcasse : La carcasse a pour rôle d'assurer la résistance de la bande aux efforts de traction, et à
sa tenue dans le sens transversal, et aussi d'absorber les impacts provoqués lors du chargement du
produit et lors du passage de la bande chargée sur les rouleaux porteurs.
Figure 13: les éléments d'un circuit d’extraction du minier
Figure 14: Les composants d'une bande

Chapitre II : Description de l’installation et l’analyse de l’existant
15 Rapport PFE : KHALDOUNE FSTF
Ainsi on distingue deux types de bandes :
Le revêtement : Le revêtement a pour rôle de protéger la carcasse de certains effets
néfastes comme :
Le contact du matériau transporté avec la bande.
Les frottements de la bande contre les tambours, les rouleaux, les patins de glissement…
Les agents atmosphériques ou l'ambiance du travail (pluie, soleil, neige, froid, chaleur.)
Ces effets provoquent des nuisances comme :
L'abrasion ou la coupure des arêtes du matériau.
L'agressions diverses (gras, hydrocarbures, produits corrosifs, produits
inflammables…).
La corrosion des carcasses métalliques.
1.2. Les tambours
Les tambours utilisés dans les convoyeurs à bande ont pour fonction d’entraîner la bande ou
l’amener à changer de direction.
Les tambours peuvent être recouverts d’un revêtement afin d’augmenter le coefficient de
frottement entre la bande et le tambour, de réduire l’usure par abrasion de ce dernier ou de créer un
effet autonettoyant.
1.3. Les rouleaux
Ils soutiennent la bande et tournent librement et facilement tout en réduisant la résistance au
mouvement de la bande chargée.
Ce sont les composants les plus importants du convoyeur et ils représentent une part
considérable de l'investissement total. Il est fondamental de les dimensionner correctement pour
garantir les performances de l'installation et une exploitation économique.
Figure 16 : bande à carcasse textile Figure 15: bande à carcasse métallique
Chapitre II : Description de l’installation et l’analyse de l’existant
16 Rapport PFE : KHALDOUNE FSTF
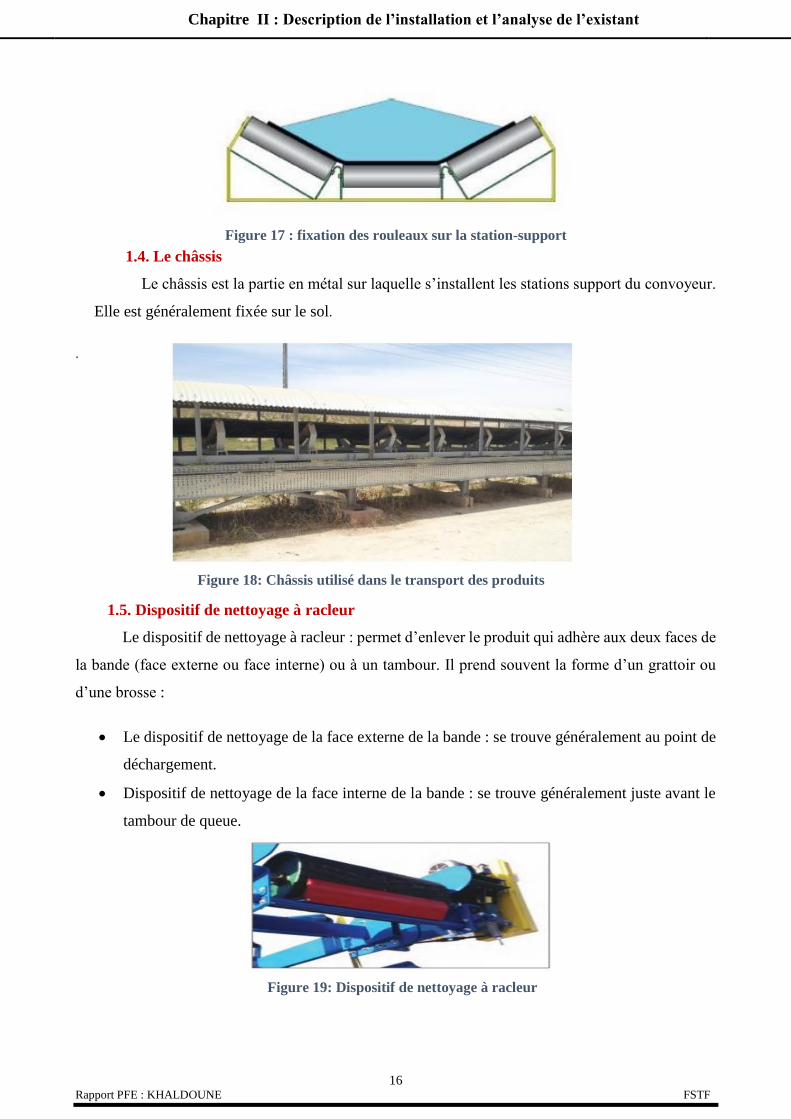
1.4. Le châssis
Le châssis est la partie en métal sur laquelle s’installent les stations support du convoyeur.
Elle est généralement fixée sur le sol.
.
1.5. Dispositif de nettoyage à racleur
Le dispositif de nettoyage à racleur : permet d’enlever le produit qui adhère aux deux faces de
la bande (face externe ou face interne) ou à un tambour. Il prend souvent la forme d’un grattoir ou
d’une brosse :
Le dispositif de nettoyage de la face externe de la bande : se trouve généralement au point de
déchargement.
Dispositif de nettoyage de la face interne de la bande : se trouve généralement juste avant le
tambour de queue.
Figure 17 : fixation des rouleaux sur la station-support
Figure 18: Châssis utilisé dans le transport des produits
Figure 19: Dispositif de nettoyage à racleur

Chapitre II : Description de l’installation et l’analyse de l’existant
17 Rapport PFE : KHALDOUNE FSTF
2. Système de chargement ou déchargement
2.1. Système Trémie-Alimentateur à tiroir
Ce système se compose de la : goulotte appelée aussi trémie, chargeur automatique..., et de
l’alimentateur à tiroir. Elles sont conçues pour faciliter le chargement et le glissement du produit en
absorbant les chocs de la charge et en évitant les colmatages et l’endommagement de la bande. Elles
permettent un chargement immédiat du produit et résout les problèmes d’accumulation, en respectant
le cycle suivant : l’alimentateur à tiroir alimente et distribue d’une façon continue et régulière le
matériau brut de la trémie vers le convoyeur à bande.
Voilà des images du circuit d’extraction prises au fond de la mine, notamment le puits 3 :
Figure 20: Exemple du convoyeur à bande au fond de la mine de DRAA LASFAR
Figure 21 : Trémie fixée au béton

Chapitre II : Description de l’installation et l’analyse de l’existant
18 Rapport PFE : KHALDOUNE FSTF
2.2. Blindage du métal de base
Le rôle principal du blindage de métal de base utilisé dans les trémies et les alimentateurs à
tiroir est de le renforcer contre les chocs et l’usure abrasive. Le matériau du blindage utilisé dans la
mine s’appelle le Creusabro, c’est un acier spécial contre l’usure.
II. Etude AMDEC pour les installations existantes (silo 8 et 9)
Les installations existantes relatives au circuit d’extraction du fond sont prédisposées à
plusieurs défaillances qu’il est important de les faire sortir.
Figure 22: Alimentateur à tiroir au fond de la mine DRAA LASFAR
Figure 23: Blindage Creusabro monté sur la trémie

Chapitre II : Description de l’installation et l’analyse de l’existant
19 Rapport PFE : KHALDOUNE FSTF
1. Méthodologie d’analyse
Une analyse du système opérant et du pilotage des installations existantes dans la mine, nous
permettra d’avoir une idée claire, sur les problèmes auxquels nous devons apporter des solutions
pendant le choix et le dimensionnement de la nouvelle installation : silo10 (chapitre 3 et 4) et pour
établir le plan de maintenance préventive de celle-là.
L’indisponibilité d’un historique des pannes, nous mène à se baser tout au long de ce travail sur :
Les documents du constructeur.
Le travail d’analyse sur chantier.
Les rapports du service maintenance.
La méthodologie adoptée est donc fondée sur une démarche de retour d’expérience, et d’analyse des
détails techniques.
Les Entrées Les Sorties
2. Décomposition fonctionnelle de l’installation relative au circuit d’extraction
Documents du constructeur.
Le travail d’analyse sur chantier :
Inspection, mesure sur chantier…
Rapport mensuel du service
maintenance.
Conditions de service de
l’équipement
Dégradation source de panne
et défaillance
Analyse AMDEC
Etat réel de l’équipement.
Points faibles des éléments.
Solutions d’amélioration
des éléments.
Figure 24 : Méthodologie d’analyse
Figure 25: Décomposition fonctionnelle de l’alimentateur à tiroir

Chapitre II : Description de l’installation et l’analyse de l’existant
20 Rapport PFE : KHALDOUNE FSTF
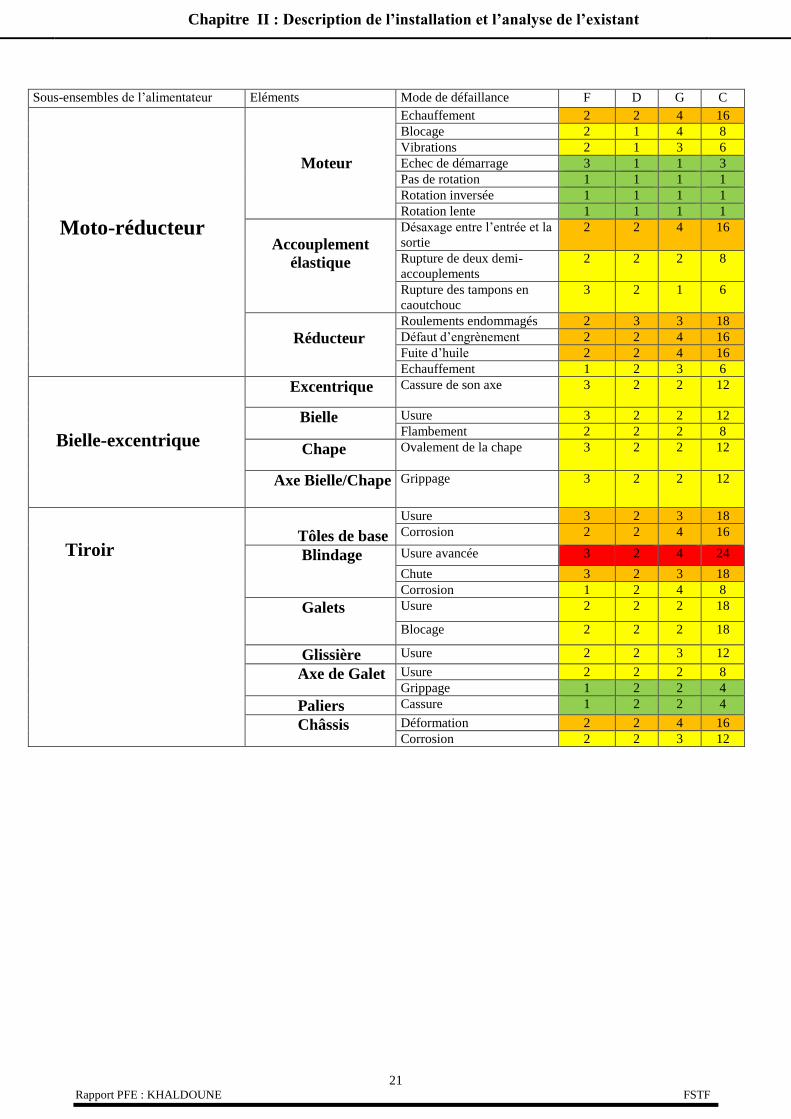
3.Tableau AMDEC de l’installation
A partir des fonctions de nos installations définies dans les deux figures ci-dessus, et pour
chaque défaillance possible, le groupe de travail composé du responsable de l’atelier mécanique et
les opérateurs a noté la criticité de chaque dysfonctionnement, en utilisant une cotation préalablement
définie selon la norme CNOMO.
L’indice F : relatif à a fréquence d’apparition de la défaillance. Cette fréquence exprime
la probabilité combinée d’apparition du mode de défaillance par l’apparition de la cause de la
défaillance. (Voir annexe 2 pour la grille de cotation).
L’indice G : relatif aux conséquences provoquées par l’apparition du mode de défaillance
en termes de : temps d’intervention, qualité et sécurité. (Voir annexe 3).
L’indice D : relatif à la possibilité de détecter la défaillance (couple mode de défaillance-
cause) avant qu’elle ne produise l’effet. (Voir annexe 4).
Criticité C (𝐂 = 𝐅 × 𝐃 × 𝐆) : Elle permet de hiérarchiser les défaillances et de recenser
celles dont le niveau de criticité est supérieur au seuil prédéfini. Dans le cas le plus souvent, le seuil
de criticité varie en fonction des objectifs de fiabilité ou des technologies traitées. (Voir annexe 5).
Les deux tableaux suivants synthétisent les résultats de l'analyse AMDEC de l’alimentateur
à tiroir et du convoyeur à bande ; le classement d’ordre décroissant des différents modes de
défaillances selon leur indice de criticité, l'analyse complète est présentée dans l’annexe (6).
Figure 26: Décomposition fonctionnelle du convoyeur à bande
Chapitre II : Description de l’installation et l’analyse de l’existant
21 Rapport PFE : KHALDOUNE FSTF
Sous-ensembles de l’alimentateur Eléments Mode de défaillance F D G C
Moto-réducteur
Moteur
Echauffement 2 2 4 16
Blocage 2 1 4 8
Vibrations 2 1 3 6
Echec de démarrage 3 1 1 3
Pas de rotation 1 1 1 1
Rotation inversée 1 1 1 1
Rotation lente 1 1 1 1
Accouplement
élastique
Désaxage entre l’entrée et la
sortie
2 2
4 16
Rupture de deux demi-
accouplements
2 2 2 8
Rupture des tampons en
caoutchouc
3 2 1 6
Réducteur
Roulements endommagés 2 3 3 18
Défaut d’engrènement 2 2 4 16
Fuite d’huile 2 2 4 16
Echauffement 1 2 3 6
Bielle-excentrique
Excentrique Cassure de son axe 3 2 2 12
Bielle Usure 3 2 2 12
Flambement 2 2 2 8
Chape Ovalement de la chape 3
2 2 12
Axe Bielle/Chape Grippage 3 2
2 12
Tiroir
Tôles de base
Usure 3 2 3 18
Corrosion 2 2 4 16
Blindage Usure avancée 3 2 4 24
Chute 3 2 3 18
Corrosion 1 2 4 8
Galets Usure 2 2 2 18
Blocage 2 2 2 18
Glissière Usure 2 2 3 12
Axe de Galet Usure 2 2 2 8
Grippage 1 2 2 4
Paliers Cassure 1 2 2 4
Châssis Déformation 2 2 4 16
Corrosion 2 2 3 12
Chapitre II : Description de l’installation et l’analyse de l’existant
22 Rapport PFE : KHALDOUNE FSTF
Sous-ensembles du convoyeur à
bande
Eléments Mode de défaillance F D G C
Moto-réducteur
Moteur
Echauffement 2 2 4 16
Blocage 2 1 4 8
Vibrations 2 1 3 6
Echec de démarrage 3 1 1 3
Pas de rotation 1 1 1 1
Rotation inversée 1 1 1 1
Rotation lente 1 1 1 1
Accouplement
élastique
Désaxage entre l’entrée et la
sortie
2 2
4 16
Rupture de deux demi-
accouplements
2 2 2 8
Rupture des tampons en
caoutchouc
3 2 1 6
Réducteur
Roulements endommagés 2 3 3 18
Défaut d’engrènement 2 2 4 16
Fuite d’huile 2 2 4 16
Tambour de
commande
Tambour Présence de méplat, fissure 2 2 3 12
Usure de
revêtement
2 3 2 12
Arbre Cassure, fissure 3 2 4 24
Usure au niveau du contact
avec les roulements
3 1 4 12
Mauvaise liaison avec la
clavette
3 1 4 12
Paliers Cassure, fissure 2
2 2 8
Tambour de
renvoi
Tambour Présence de méplat, fissure 2 2 3 12
Usure de
revêtement
2 3
2 12
Arbre Cassure, fissure 3 2 4 24
Usure au niveau du contact
avec les roulements
3 1 4 12
Mauvaise liaison avec la
clavette
3 1 4 12
Paliers Cassure, fissure 2 2 2 8
Bande
Courroies Rupture(Décollage) 3 2 4 24
Usure, brulure 3 2 4 24
Tension insuffisante 5 2 2 20
Rouleaux Blocage et cassure 3 2 4 24
Châssis Déformation 2 2 3 12
Corrosion 2 2 3 12
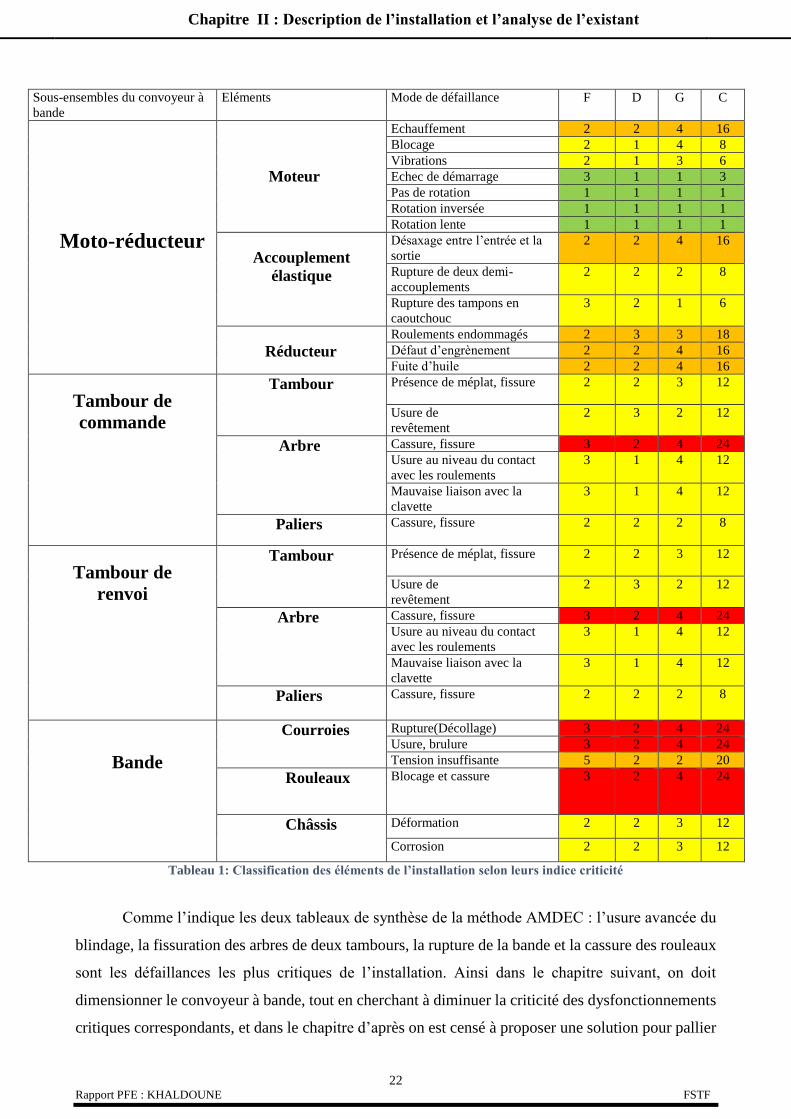
Tableau 1: Classification des éléments de l’installation selon leurs indice criticité
Comme l’indique les deux tableaux de synthèse de la méthode AMDEC : l’usure avancée du
blindage, la fissuration des arbres de deux tambours, la rupture de la bande et la cassure des rouleaux
sont les défaillances les plus critiques de l’installation. Ainsi dans le chapitre suivant, on doit
dimensionner le convoyeur à bande, tout en cherchant à diminuer la criticité des dysfonctionnements
critiques correspondants, et dans le chapitre d’après on est censé à proposer une solution pour pallier

Chapitre II : Description de l’installation et l’analyse de l’existant
23 Rapport PFE : KHALDOUNE FSTF
au problème d’usure avancée du blindage. Et pour les défaillances ayant une note de criticité entre 12
et 24, nous allons établir un plan de maintenance préventive, à partir des actions préventives et
d'améliorations concernées.
Conclusion
L’objectif de ce chapitre était de décrire d’une manière détaillée notre installation relative au
circuit d’extraction du fond : silo10, afin d’identifier tous les éléments de laquelle l’installation se
compose, la chose qui nous a permis de détecter les modes de défaillances et leurs causes en utilisant
une étude AMDEC qui était basée sur le retour d’expérience des chefs de postes, les techniciens et
leurs estimations. Ainsi après cette étape, on peut aborder la partie dimensionnement du convoyeur à
bande avec une idée claire, sur les problèmes auxquels nous devons apporter des solutions pendant le
dimensionnement.

24 Rapport PFE : KHALDOUNE FSTF
Chapitre III : Etude technique et dimensionnement du convoyeur à
bande
Ce troisième chapitre présente d’une part, toutes les caractéristiques techniques des éléments
du convoyeur à bande, et d’autre part, le dimensionnement des différents composants mécaniques
cités précédemment.

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
25 Rapport PFE : KHALDOUNE FSTF
I. Cahier des charges techniques
1. Données d’exploitation
1.1. Capacité de l’installation
Le convoyeur silo 10 est un convoyeur de liaison pour le transport du minerai brut (plomb,
cuivre, zinc), assurant un débit nominal de 180 t/h :
Les débits de l’installation en minerai brut sont les suivants :
-Débit nominal 180 t/h.
-Débit maximal 200 t/h.
1.2. Caractéristiques du produit
Le produit transporté par le convoyeur est le minerai brut caractérisé par :
Densité apparente de 1.8 t/𝑚3.
Angle de talus naturel de 36 degrés.
Angle de talus dynamique de 15 degrés.
Granulométrie de 400*400 mm.
Humidité : entre 8 à 14%.
Abrasion : Le produit traité contient un taux de silice libre de 5% pouvant engendrer une forte
abrasion au niveau des surfaces en contact avec les éléments métalliques.
Colmatage : Le produit brut à traiter présente une humidité et une composition lui préférant
un aspect très colmatant. Cet aspect colmatant engendre fréquemment des difficultés
d’écoulement, au niveau des parois des goulottes et des trémies à faibles angles d’inclinaison.
2. Mission
Toutes les composantes du convoyeur seront dimensionnées en conformité avec les
spécifications des CDC techniques générales :
CDC des bandes transporteuses.
CDC des moteurs électriques.
CDC des rouleaux.
CDC des tambours.
Dans la mesure de possible, le convoyeur doit avoir une allure horizontale pour éviter tout
débordement ou pénalisation de débit. Les rayons de courbures seront judicieusement étudiés pour
maintenir la stabilité de la bande et éviter son décollement.

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
26 Rapport PFE : KHALDOUNE FSTF
Spécification techniques du convoyeur silo 10 :
Spécifications Exigences
Conditions de service
Longueur d’entraxe (m) Dénivellation (mm) Puissance calculée (kW) Pente en degrés Vitesse de la bande
1600
5
Caractéristiques techniques de la bande
Largeur de la bande Type Résistance à la rupture (N/mm) Nombre de plis Type de revêtement Epaisseur revêtement face supérieure (mm) Epaisseur revêtement face inférieure (mm) Epaisseur totale de la bande (mm) Poids linéique (kg/m)
4 Textile
8 3
Caractéristiques techniques des tambours
Tambour d’entraînement, de renvoi, Diamètre extérieur en mm Longueur en mm Diamètre de l’arbre en mm Type de revêtement Epaisseur de revêtement
Caoutchouc à chevrons
Caractéristiques techniques des stations supports
Rouleaux supérieurs lisses : Nombre rouleau par station Diamètre des rouleaux (mm) Longueur des rouleaux (mm) Espacement entre station Angle d’auge Rouleaux supérieurs amortisseurs : Nombre par station Diamètre (mm) Longueur (mm) Espacement Angle d’auge Rouleaux inférieurs lisses : Nombre par station Diamètre (mm) Longueur (mm) Espacement Angle d’auge
3
800 mm 3
≤300 mm
1
2000 mm 0 degrés
Caractéristiques techniques du groupe d’entraînement :
Moteur : Marque Type Puissance Poids du moteur en kg Réducteur : Marque Type Rapport de réduction Vitesse de sortie (tr/min) Puissance réducteur (kW)
Electrique asynchrone , 50 Hz
À arbre perpendiculaires

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
27 Rapport PFE : KHALDOUNE FSTF
Accouplements : Moteur/ réducteur Réducteur / tambour Rive de guidage : Longueur de la rive Matière des bavettes
Accouplement élastique Accouplement élastique
2m Caoutchouc
II. L’analyse fonctionnelle du convoyeur à bande
1. Diagramme bête à corne
A qui rend-il service ? Sur quoi agit-il ?
Dans quel but ?
Figure 27: Diagramme bête à corne du convoyeur à bande
2.Diagramme pieuvre
FP FC 3 FC 1
FC2 FC 4
FC7 FC 5 FC6
Identifications des fonctions :
Fonction principale :
FP : permet aux mineurs de transporter le minerai.
Fonctions de contraintes :
FC 1 : facilite l’opération de transport.
Convoyeur à
bande
Les produits
miniers Mineurs
Transporter le minerai de son site d’extraction vers
l’endroit de l’exploitation.
Convoyeur à bande
Mineurs
Minerai
Jour
Sécurité
Chevalement
Maintenance
Structure
métallique
Énergie
électrique
Sol
Environnement
iant
Environnement
Mineurs
Figure 28 : Diagramme pieuvre du convoyeur à bande

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
28 Rapport PFE : KHALDOUNE FSTF
FC 2 : reçoit le produit à débit nominal et assure son transport le long du convoyeur à bande.
FC 3 : s’adapter aux conditions d’environnement.
FC 4 : alimenter par un moteur électrique.
FC 5 : permet les interventions de maintenance.
FC 6 : conforme aux normes de sécurité des biens et des personnes.
FC 7 : doit être supporté par une structure métallique.
3. Analyse fonctionnelle technique
Pour le diagramme FAST du convoyeur à bande voir annexe 7.
III. Dimensionnement du convoyeur à bande
1. Calcul de la bande transporteuse
Pour effectuer le calcul d’une bande transporteuse, on tient compte des paramètres entrants
dans le choix de la bande, qui sont sa largeur et sa classe. On a généralement besoin de connaitre les
données suivantes :
Nature du produit à transporté (densité apparente, granulométrie).
Débit du produit à transporter.
Parcours (longueur d’entraxe, dénivellation).
Ceci permet de déterminer le type de la bande transporteuse. Le choix entre une bande normale
ou à forte pente, constitue le point de départ pour déterminer les caractéristiques principales, c’est-à
dire, la vitesse de transport, la largeur de la bande et la forme d’auge.
Le calcul de la bande nécessite à considérer les forces tangentielles au niveau des tambours
d’entrainement dont la valeur varie en fonction de l’importance des résistances à l’avancement, tout
en tenant compte des conditions d’exploitation occasionnelles telles qu’au démarrage et arrêt.
On étudiera ensuite la tenue de la bande dont la solidité dépendra essentiellement de
l’importance des forces de tension. Cette solidité de la carcasse doit toujours présenter une
certaine sécurité par rapport à la plus forte sollicitation, dont on dispose après avoir choisi le
type de carcasse.
Le graphe suivant montre le processus de calcul des bandes transporteuses, et aussi la
possibilité de commencer à n’importe quelle étape lorsqu’on possède certaines données et paramètres.

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
29 Rapport PFE : KHALDOUNE FSTF
1.1. Détermination des caractéristiques principales
Le calcul de la bande transporteuse commence par l’examen de la zone d’implantation et les
données du cahier des charges.
1.1.1. Caractéristiques du produit transporté
Il faut tenir compte des caractéristiques physiques et chimiques du produit à manutentionner
avant de choisir le type de convoyeur, et de calculer la bande transporteuse.
Dans note cas d’étude, le produit à transporter est le minerai brut dont les caractéristiques sont
regroupées dans le tableau suivant :
Produit Granulométrie Densité apparente
Angle de talus dynamique
Agressivité Abrasivité Humidité
Minerai brut 400*400 mm
1.8 t/𝑚3 15° Non corrosif
Assez abrasif
De 8 à 14%
Tableau 2: Caractéristiques du minerai brut
Le minerai brut doit être transporté avec un débit massique maximale 𝑄𝑚= 200 t/h, ce qui
correspond à un débit volumique :𝑄𝑣 =𝑄𝑚
𝜌=111,11 𝑚3/ℎ.
Ces deux valeurs 𝑄𝑚et 𝑄𝑣 vont permettent de déterminer la capacité de transport que doit
avoir la bande dont il faut faire le choix.
Figure 29 : Organigramme du processus de calcul de la bande

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
30 Rapport PFE : KHALDOUNE FSTF
1.1.2. Caractéristiques du parcours
Le parcours de l’installation détermine le profil du convoyeur à bande. Les caractéristiques de
l’installation influents sont les suivantes :
La longueur d’entraxe L.
La dénivellation H.
La pente
Le rayon d‘incurvation du profil en long.
La longueur d’entraxe L et la dénivellation H sont fixées par le cahier de charge, il nous reste
seulement à déterminer la pente du convoyeur qui sera utile pour le choix du type de la bande à
utiliser.
D’après le graphe on a : sin 𝛼 =1450
35510 α=2.34°
Nous avons dressé le tableau ci-dessous qui regroupe l’ensemble des caractéristiques de
l’installation du convoyeur à bande silo 10 sujet de l’étude :
Longueur d’entraxe Dénivellation Pente
35.51 m 1600 mm 2.34°
Tableau 3: Caractéristiques du parcours du convoyeur à bande silo 10
1.1.3. Choix du type de la bande
La manutention de produits en vrac à l’aide de bande transporteuse est limitée par la pente à
partir de laquelle le produit commence à glisser ou à rouler. L’inclinaison limite d’une bande lisse est
de l’ordre de 15 à 20° pour la plupart des produits, au-delà de cette valeur, il faut monter des bandes
spéciales qui permettent des pentes plus fortes.
Figure 30 : Illustration de l’allure du convoyeur silo 10 pour déterminer la pente

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
31 Rapport PFE : KHALDOUNE FSTF
Ainsi, vue la valeur faible de la pente que nous avons (2.34°), un convoyeur à bande en auge
est le choix convenable.
a. Largeur de la bande
La largeur de la bande doit être choisie parmi les dimensions courantes ou normalisées, car
elle conditionne la taille des rouleaux et celle d’autres éléments de fabrication du convoyeur.
b. Support de la bande
La bande transporteuse est portée par des rouleaux dont les diamètres et les longueurs sont
normalisées. Ces longueurs sont fixées pour chaque largeur de bande, selon la configuration des
stations-supports. Le choix adéquat des rouleaux porteurs sera abordé en détails dans les parties
correspondantes.
1.1.4 Calcul de la capacité du transport
a. Calcul de section du produit
La section du produit transporté est un facteur de largeur utile de la bande, des longueurs de
rouleaux, de l’angle d’auge et de l’angle de talus dynamique du produit.
b=0.9*-50 mm pour B≤2000 mm b=B-250 mm pour B>2000 mm
Figure 31: Types de bande selon l'inclinaison du convoyeur
Figure 32 : Section du produit

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
32 Rapport PFE : KHALDOUNE FSTF
La section théorique S est la somme de deux sections S1 et S2, comme montré sur la figure ci-dessus
avec :
𝑆1 = [𝑙𝑟 + (𝑏 − 𝑙𝑟) cos()]² 𝐭𝐠(𝛉)
𝟔
𝑆2 = [𝐥𝐫 + (𝐛 − 𝐥𝐫) 𝐜𝐨𝐬()]
𝟐 (𝐛 − 𝒍𝟑)
𝟐sin
Où : 𝐿𝑟 : longueur des rouleaux
: angle d’auge
: angle de talus dynamique
La vitesse de la bande maximale est un facteur de capacité sectionnelle théorique et de facteur
d’inclinaison du convoyeur.
On obtient ainsi la vitesse maximale 𝐕𝐦𝐚𝐱:
𝐕𝐦𝐚𝐱 =𝐐𝐦
𝐒∗𝐊∗𝛒 𝐞𝐧 𝐦 𝐬⁄
Où : Qm : débit massique souhaité
S : section théorique du produit
: Densité du produit
K :coefficient d’inclinaison K=1- 𝑺𝟏(𝟏−𝑲𝟏)
𝑺𝟏+𝑺𝟐 avec 𝑲𝟏 = √
𝐜𝐨𝐬(𝜹)𝟐−𝐜𝐨𝐬(𝜽)𝟐
𝟏−𝐜𝐨𝐬(𝜽)𝟐
On choisira la vitesse la plus proche possible prescrite dans le cahier des charges.
La vitesse réelle du convoyeur à bande dépend de la vitesse de l’arbre du moteur et de
celle de sortie du réducteur (arbre du tambour).
Le rapport de réduction étant donné par la relation suivante :
𝒊 =𝝎𝒎
𝝎𝒔
Où 𝝎𝒎 : la vitesse de rotation du moteur.
𝝎𝒔 : vitesse de rotation de l’arbre du tambour : 𝝎𝒔 =𝑽𝒎𝒂𝒙
𝑹𝒕
Avec 𝑹𝒕 : le rayon du tambour de commande
Pour chaque installation, un rapport de réduction du réducteur doit impérativement être choisi
de façon à ne pas dépasser la vitesse nominale.
Une fois les vitesses de rotation sont déterminées, nous pourrons par la suite calculer le rapport
de réduction i, ce dernier est standardisé selon les valeurs données dans le tableau ci-dessous :
5 5.6 6.3 7.1 8 9 10 11.2
12.5 14 16 18 20 22.4 25 31.5
35.5 40 50 56 63 71 80 90
Tableau 4: Rapport de réduction standard

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
33 Rapport PFE : KHALDOUNE FSTF
Le principe est d’utiliser une valeur de rapport inférieure à celle calculée, la vitesse réelle est
alors exprimée par la relation :
𝑽𝒓é𝒆𝒍𝒍𝒆 = 𝝎𝒎
𝑹𝒕
𝒊 𝒆𝒏 𝒎 𝒔⁄
b. Calcul de taux de remplissage de la bande
Le taux de remplissage est défini par le rapport du débit nominal et du débit maximal, on
obtient donc la relation suivante :
𝑻𝒓𝒆𝒎𝒑 =𝑸𝒏𝒐𝒎
𝑸𝒎𝒂𝒙
Avec : 𝑸𝒎𝒂𝒙 = 𝑽𝒎𝒂𝒙 ∗ 𝑺 ∗ 𝑲 ∗ 𝝆 𝒆𝒕 𝑸𝒏𝒐𝒎 = 𝑺 ∗ 𝑽𝒓é𝒆𝒍𝒍𝒆 ∗ 𝝆
1.2. Détermination de la largeur de bande et du type d’auge
La capacité d’une bande se limite à la quantité maximale de produit qu’elle peut contenir, sans
débordement, après éboulement du talus dynamique. Cette capacité dépend donc, essentiellement, de
la largeur de la bande, du type et de la profondeur de l’auge ainsi que de la valeur et de la tenue du
talus d’éboulement du produit transporté.
Dans une première approche, l’étude commence par la définition du débit souhaité et par la
configuration du convoyeur (profil, pente, entraxe).
Il s’agit donc, dès le départ, de déterminer la largeur de la bande du futur convoyeur ainsi que
de la vitesse souhaitable. Pour ce faire, à partir des documents fournissant la capacité sectionnelle
(débit), la densité du produit et son éboulement et en fonction de la vitesse envisagée, on déterminera
la largeur de la bande.
Le présent tableau donne des valeurs indicatives de la capacité volumique d’une bande
transporteuse avec une vitesse de 1 m/s.
Le principe consiste dans un premier temps de choisir une largeur de bande qui peut supporter
le débit souhaité pour une vitesse de 1m/s, et donc cette largeur sera adéquate pour notre cas car la
vitesse de la bande est plus grande que celle donnée au tableau.

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
34 Rapport PFE : KHALDOUNE FSTF
Capacité volumique d'une bande transporteuse (en m3/h pour une vitesse de 1m/s) Bande Angle du talus
dynamique degrés
Angle de l'auge en degrés Largeur
B en mm 20,00 25,00 30,00 35,00 45,00
1000
0 10 15 20 30
174,00 245,00 218,00 318,00 394,00
212,00 280,00 315,00 350,00 424,00
247,00 312,00 345,00 379,00 449,00
278,00 339,00 371,00 402,00 469,00
327,00 380,00 407,00 435,00 492,00
1200
0 10 15 20 30
254,00 358,00 411,00 465,00 578,00
310,00 410,00 461,00 513,00 621,00
361,00 457,00 505,00 555,00 658,00
406,00 497,00 543,00 590,00 687,00
478,00 557,00 597,00 637,00 722,00
1400
0 10 15 20 30
356,00 499,00
572,00 647,00 801,00
434,00 572,00 642,00 713,00 862,00
505,00 636,00 703,00 771,00 913,00
568,00 692,00 755,00 819,00 953,00
667,00 774,00 829,00 884,00
1000,00
Tableau 5: Capacité volumique d'une bande
Une première analyse des résultats donnés dans le tableau, nous a permis de choisir une
largeur de bande de 1000 mm vue qu’elle peut supporter un débit de 218.00 𝑚3/h (qui est plus grand
que notre débit nominal) pour un angle d’auge de 20°. Mais il faut tenir compte de la relation
suivante : largeur de la bande ≥ 2.5 ×granulométrie maximale . Or dans notre cas, cette dernière vaut
400 mm donc on doit choisir une largeur de bande≥ 1000 mm ,mais il est surement important de
prendre une certaine marge de sécurité vue les conditions difficiles du travail au sein de la mine. Ce
qui nous oblige de choisir une largeur de bande 1200 mm.
Or, dès ce niveau de l’étude se présente un premier écueil : il faut déterminer le type de l’auge
dont l’incidence est très importante. Pour notre étude, la plage de choix d’auge s’étale d’un angle de
10° à 45° pour des stations-support à trois rouleaux.
Nous avons alors dressé un tableau prenant comme paramètres : Largeur de bande et Angle
d’auge et donnant les résultats suivants :
-Vitesse réelle de la bande.
-Rapport de réduction.
-Taux de remplissage.
Pour notre cas d’étude la vitesse à respecter est de 3.5 m/s (valeur recommandée
expérimentalement, compte tenu des caractéristiques physiques et de la granulométrie du produit
transporté).

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
35 Rapport PFE : KHALDOUNE FSTF
Largeur de la bande
1200
Longueur du rouleau
465
Angle d’auget
10 20 25 30 35 40 45
Rapport calculé
10.9 12.30 15.23 19.29 24.94 27.96 32.90
Rapport standard
10 11.2 14 18 22.4 25 31.5
Vitesse réelle
6.28 5.6 4.48 3.49 2.8 2.51 1.99
Taux de remplissage
1.546 1.118 0.998 0.911 0.679 0.718 0.773
Tableau 6: Valeur de rapport de réduction et angle d’auge correspondant à une vitesse de 3.5m/s
D’après les résultats du calcul obtenu dans le tableau ci-dessus pour des bandes de largeur
1200 mm, et avec les hypothèses de calculs suivants :
Rayon du tambour 𝑅𝑡=400 mm
Vitesse de rotation du moteur = 1500 tr/min
On remarque que la vitesse réelle de 3.49m/s qui est proche de celle fixée par le cahier des
charges, correspond à un rapport de réduction standard de 18 (tableau 6).
Donc le type d’auge le mieux adapté pour notre installation est de 30° qui correspond à un
rapport de réduction de 18 et une largeur de bande de 1200 mm .
1.3. Calcul du convoyeur à bande
Un des points essentiels de l’étude d’une bande transporteuse est le calcul de la puissance
d’entraînement nécessaire, à partir de l’ensemble des résistances à l’avancement et en tenant compte,
dans le cas échant, des conditions d’exploitation occasionnelles telles que : démarrage, arrêt...
1.3.1. Calcul des masses par mètres linéaire
Pour calculer les résistances à l’avancement, il faut calculer les masses en mouvement sur tout
le parcours, donc inclure la masse du produit transporté, de la bande et celle des rouleaux tournants.
a. Masse du produit
La masse 𝒎𝑳 du produit transporté, appliquée sur une longueur se calcule par la relation
suivante :
𝒎𝑳 = 𝑻𝒓𝒆𝒎𝒑 ∗ 𝑺 ∗ 𝝆
Avec 𝑻𝒓𝒆𝒎𝒑: taux de remplissage, 𝑺: section du produit et 𝝆: densité du produit.
A.N : 𝒎𝑳 = 𝟐𝟑𝟏 𝒌𝒈 𝒎⁄
b. Masses de rouleaux-porteurs
Pour calculer la masse de tous les éléments en mouvement des stations de rouleaux par mètre
linéaire, il faut prendre en compte la masse des différents types de rouleaux utilisés dans l’installation,
et la diviser par l’espacement correspondant de ces stations.

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
36 Rapport PFE : KHALDOUNE FSTF
On exprime 𝐦𝐫𝐚,
la masse par mètre linéaire des rouleaux amortisseurs situés dans la zone
d’alimentation par : 𝐦,𝐫𝐚 =
𝐍𝐛𝟏∗𝐦𝐫𝐚
𝐋𝐚𝟏
Avec: 𝐍𝐛𝟏 nombre des rouleaux amortisseurs par station, 𝐦𝐫𝐚mase du rouleau amortisseur et
𝐋𝐚𝟏 espacement entre stations d’amortissement.
A.N : 𝒎𝒓𝒂,
=78 𝒌𝒈 𝒎⁄
Pour les rouleaux supérieurs lisses : 𝐦,𝐫𝐨𝐥 =
𝐍𝐛𝟐∗𝐦𝐫𝐨
𝐋𝐚𝟐
Avec: 𝐍𝐛𝟐 nombre des rouleaux supérieurs lisses par station, 𝐦𝐫𝐎 mase du rouleau
supérieur lisse et 𝐋𝐚𝟐 espacement entre stations supérieures.
A.N : 𝒎𝒓𝒐𝒍,
=25.875 𝒌𝒈 𝒎⁄
La masse moyenne 𝐦𝐫𝐨,
des rouleaux supérieurs est calculée par la formule suivante :
𝐦𝐫𝐨, =
𝐥𝐚𝐦𝐫
𝐋× 𝐦𝐫𝐚
, +𝐋 − 𝐥𝐚𝐦𝐫
𝐋× 𝐦𝐫𝐨𝐥
,
Où : 𝐥𝐚𝐦𝐫 longueur des stations d’amortissement, 𝐋 : longueur d’entraxe.
A.N: 𝐦𝐫𝐨, = 𝟐𝟖. 𝟓𝟏𝟕𝒌𝒈 𝒎⁄
Pour Les rouleaux inférieurs : 𝐦,𝐫𝐮 =
𝐍𝐛𝟑∗𝐦𝐫𝐮
𝐋𝐚𝟑
Avec 𝐍𝐛𝟑 : nombre des rouleaux inférieurs par station ,𝐦𝐫𝐮 : masse du rouleau inférieur et
𝐋𝐚𝟑 : espacement entre les stations inférieures.
A.N : 𝐦,𝐫𝐮 = 𝟐𝟖. 𝟑𝟓 𝒌𝒈 𝒎⁄
c. Masse de la bande
La masse de la bande est la somme de la masse de la carcasse 𝐦𝐜𝐚𝐫et de la masse des
revêtements 𝐦𝐫𝐞𝐯.
La masse des revêtements 𝐦𝐫𝐞𝐯 dépend de la densité du mélange constituant le revêtement et
de l’épaisseur des revêtements :
𝐦𝐫𝐞𝐯 = (𝐞𝐩𝐢𝐧𝐟 + 𝐞𝐩𝐬𝐮𝐩) ∗ 𝛒𝐦
Où: 𝐞𝐩𝐢𝐧𝐟:épaisseur du revêtement inférieur, 𝐞𝐩𝐬𝐮𝐩: épaisseur du revêtement supérieur et
𝛒𝐦 : densité du revêtement.
A.N : 𝐦𝐫𝐞𝐯 = 𝟏𝟕. 𝟕 𝒌𝒈 𝒎𝟐⁄
Le poids de la carcasse 𝐦𝐜𝐚𝐫 est lié à la donnée du fournisseur, pour chaque type de
bande(Voir annexe8).
A.N : 𝐦𝐜𝐚𝐫=7.2 𝒌𝒈 𝒎𝟐⁄
Le poids de la bande 𝐦𝐛 dont la largeur est exprimée en m se calcule par la relation suivante:
𝐦𝐛 = (𝐦𝐜𝐚𝐫 + 𝐦𝐫𝐞𝐯) ∗ 𝐁

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
37 Rapport PFE : KHALDOUNE FSTF
Avec B : largeur de la bande, 𝐦𝐜𝐚𝐫 : masse de la carcasse et 𝐦𝐫𝐞𝐯:masse des revêtements.
A.N : 𝐦𝐛 = 𝟐𝟗. 𝟖𝟖 𝒌𝒈 𝒎⁄
1.3.2. Calcul de résistance à l’avancement 𝐅𝐔
La résistance à l’avancement est l’effort tangentiel 𝐅𝐔, généralement reconnu comme étant la
somme de :
Résistance principale 𝐅𝐇.
Résistance secondaire 𝐅𝐍.
Résistance spéciale 𝐅𝐒.
Résistance ascensionnelle 𝐅𝐒𝐭.
Dans lesquelles, on induit :
Résistance à l’avancement des rouleaux porteurs.
Résistances localisées de la bande.
Résistances localisées du produit.
Résistance au niveau de l’alimentation.
Résistance de frottement au niveau de la goulotte.
Résistance produite par les racleurs.
Résistance de flexion de la bande au niveau des tambours.
Résistances ascensionnelles.
a. Résistance principale 𝐅𝐇
La résistance principale est due au frottement qui apparaît dans le brin supérieur et inférieur :
𝐅𝐇= 𝑓 ∗ 𝐿 ∗ 𝑔 ∗ (𝐦𝐫𝐨,
+ 𝐦,𝐫𝐮 + 2(𝐦𝐛 + 𝒎𝑳) ∗ cos(𝛿) )
Où : f = coefficient de frottement des parties tournantes.
L = longueur d’entraxe du convoyeur (m).
g = accélération la pesanteur (m/s²).
mro,
= poids des parties tournantes supérieures par mètre linéaire (kg/m).
m,ru = poids des parties tournantes inférieures par mètre linéaire (kg/m).
mb = masse de la bande par mètre linéaire (kg/m).
𝑚𝐿 = masse du produit transporté par mètre linéaire (kg/m).
= angle d’inclinaison de l’installation du convoyeur dans le sens du mouvement(pente en °).
A.N : 𝐅𝐇=5035.37 N
b. Résistance secondaire 𝐅𝐍
La résistance secondaire est causée par les efforts engendrés par les frottements et la mise en
vitesse dans la zone de chargement du produit. Elle est calculée en introduisant le coefficient C :
𝐅𝐍 = (C − 1) ∗ 𝐅𝐇

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
38 Rapport PFE : KHALDOUNE FSTF
C = 1 + 𝐅𝐍
𝐅𝐇 où : C = coefficient en fonction de la longueur d’entraxe du convoyeur à bande.
Le coefficient C est déterminé à partir de l’abaque données dans l’annexe 9.
A.N : 𝐅𝐍=7603.4 N
c. Résistance ascensionnelle 𝐅𝐒𝐭
La résistance ascensionnelle est due à l’inclinaison du convoyeur à bande :
𝐅𝐒𝐭 = 𝑚 ∗ 𝐻 ∗ 𝑔
On prend le signe + en cas de pente ascendante et le signe – en cas de pente descendante.
Où H : la dénivellation.
Pour le brin supérieur : 𝐅𝐒𝐭𝟏 = (𝒎𝑳+𝐦𝐛) ∗ 𝐻 ∗ 𝑔
A.N : 𝐅𝐒𝐭𝟏=4094.77 N
Pour le brin inférieur : : 𝐅𝐒𝐭𝟐 = 𝐦𝐛 ∗ 𝐻 ∗ 𝑔
A.N : 𝐅𝐒𝐭𝟐=469N
Donc finalement : 𝐅𝐒𝐭 = 𝐅𝐒𝐭𝟏 + 𝐅𝐒𝐭𝟐
𝐅𝐒𝐭=4563.77 N
d. Résistance spéciale 𝐅𝐒
La résistance spéciale fait partie de la résistance à l’avancement, causée par les rouleaux
porteurs pincés, par des glissements sur le parcours ou par des racleurs de jetée.
Résistance due au pincement des rouleaux supérieurs :
𝐅𝐏𝟏=𝐂𝛆× 𝛍𝐎× 𝐋𝛜 × (𝒎𝑳+𝐦𝐛) × g × cos() sin ()
Où: 𝐂𝛆: facteur d’angle d’auge : = 0.4 pour un angle d’auge de 30°.
=0.5 pour un angle d’auge de 45°.
𝛍𝐎 : coefficient de frottement entre les rouleaux et la bande entre 0.4 et 0.5.
𝐋𝛜 : longueur de pincement.
: Angle de pincement.
A.N : 𝐅𝐏𝟏=37.26N
Résistance due au pincement des rouleaux inférieurs :
𝐅𝐏𝟐 = 𝛍𝐎× 𝐋𝛜 × 𝐦𝐛 × g × cos() cos () sin ()
Or notre installation comporte qu’un seul rouleau sur chaque station-support inférieur, donc
il n’y a pas d’angle de pincement et pas d’angle d’auge.
A.N : 𝐅𝐏𝟐=0N
Résistance due au frottement entre le produit transporté et la rive de guidage 𝐅𝐠𝐥 :
𝐅𝐠𝐥 =𝐥 ∗ 𝐠 ∗ 𝛒 ∗ 𝛍𝟐 ∗ 𝑰𝟐
𝛝
𝒃𝒔𝟐 ∗ 𝑽𝟐

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
39 Rapport PFE : KHALDOUNE FSTF
Où : µ2 : coefficient de frottement entre le produit et la rive, compris entre 0.3 et 0.4.
Iv : débit- volume (𝑚3/s)
: densité du produit (kg/𝑚3)
l : longueur de la rive (m)
𝑏𝑠: largeur de la jupe (m)
V : vitesse de la bande (m/s).
A.N : 𝐅𝐠𝐥=12.61N
Résistance due au dispositif de nettoyage à racleur 𝐅𝐫 :
𝐅𝐫 = A × p × 𝛍𝟑
Où A : section de la lame du racleur
p : la pression entre la bande et la lame du racleur compris entre 3.104 et 105 N/𝑚2
µ3 : coefficient de frottement enter la bande et la lame du racleur
A.N : 𝐅𝐫=240N
résistance due au glissement sur le parcours 𝐅𝐛 :
𝐅𝐛=𝐵 ∗ 𝒌𝒃 Où 𝒌𝒃 : est prise égale à 1500 N/m
B : largeur de la bande
A.N : 𝐅𝐛=1800N
Donc Finalement :𝑭𝒔 = 𝐅𝐏𝟏 + 𝐅𝐏𝟐+𝐅𝐠𝐥 + 𝐅𝐫 + 𝐅𝐛
𝐅𝐬=2089.87N
e. Calcul de l’effort tangentiel 𝐅𝐔
L’effort tangentiel est engendré au niveau des tambours d’entraînement, qui exercent un effort
de traction ou de retenue. L’effort est transmis à la bande pour vaincre toutes les forces agissant sur
celle-ci.
𝐅𝐔= 𝐹=𝐅𝐇 + 𝐅𝐍 + 𝐅𝐒𝐭 + 𝐅𝐒
L’effort tangentiel peut agir sur la bande. Cet effort est répartie sur un seul ou plusieurs
tambours.
A.N: 𝐅𝐔=19.29 KN
1.3.3. Bilan des efforts résistants
Lors du calcul de la résistance à l’avancement pour un convoyeur de hauteur variable, on
s’aperçoit que l’effort tangentiel est constitué d’un effort 𝐅𝐚 (effort pour déplacer le brin supérieur) et
d’un effort 𝐅𝐫 moins important (effort pour déplacer un brin inférieur), ce qui donne :
𝐅𝐬𝐮𝐩 = 𝐅𝐩𝟏 + 𝐅𝐠𝐥 + 𝐅𝐛 + 𝐅𝐒𝐭𝟏 + 𝑓 ∗ 𝐶 ∗ 𝐿 ∗ 𝑔 ∗ (𝐦𝐫𝐨,
+ (𝐦𝐛 +𝒎𝑳) ∗ cos(𝛿))
𝐅𝐢𝐧𝐟 = 𝐅𝐫 + 𝐅𝐩𝟐+ 𝐅𝐛 + 𝐅𝐒𝐭𝟐 + 𝑓 ∗ 𝐶 ∗ 𝐿 ∗ 𝑔 ∗ ( 𝐦,𝐫𝐮 + 𝐦𝐛 ∗ cos(𝛿))
A.N : 𝐅𝐬𝐮𝐩 = 𝟏𝟐. 𝟐𝟔 𝐊𝐍 𝐞𝐭 𝐅𝐢𝐧𝐟 = 𝟔. 𝟗 𝐊𝐍

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
40 Rapport PFE : KHALDOUNE FSTF
1.3.4. Calcul de la puissance d’entrainement
La puissance d’entraînement d’un convoyeur à bande, qui doit être transmise à la bande par
un seul ou simultanément par plusieurs tambours est donnée par la formule :
𝑷𝑻 =𝐅𝐔 ∗ 𝑽
𝟏𝟎𝟎𝟎
A.N: 𝐏𝐓=67.515 KW
1.4. Etude de la carcasse de la bande
La carcasse de la bande est généralement définie de manière à résister avec un maximum de
sécurité aux sollicitations du service, son choix doit être fait en fonction de ces dernières.
1.4.1. Calcul des tensions sur la bande au fonctionnement nominal
Les forces de traction sur la bande, engendrées dans les zones de l’enroulement et du
déroulement des tambours d’entraînement, sont importantes pour la suite des calculs ; Le but du calcul
est donc de déterminer les forces de traction de la bande, nécessaire à l’entrée et à la sortie du tambour.
La force de traction nécessaire 𝑻𝟐 est :
𝑻𝟐 = 𝑭𝑼 ∗ 𝑪𝟐
Avec 𝑪𝟐 le facteur d’entraînement :
𝑪𝟐 =𝟏
𝒆𝜶𝝁 − 𝟏
Où : angle d’enroulement de la bande sur le tambour.
µ : coefficient de frottement entre le tambour et la bande.
Voir annexe 10 pour les valeurs de C2.
A.N : 𝑻𝟐 = 𝟏𝟓. 𝟒𝟑𝟐 𝑲𝑵
La force de traction 𝑻𝟏 dans la zone d’enroulement devient :
𝑻𝟏 = 𝑭𝑼 ∗ 𝑪𝟏
Avec 𝑪𝟏 le facteur d’enroulement qui est égal à :
𝑪𝟏 = 𝟏 +𝟏
𝒆𝜶𝝁 − 𝟏
A.N : 𝑻𝟏 = 𝟑𝟒. 𝟕𝟐𝟐 𝑲𝑵
Figure 33: Tensions sur la bande au fonctionnement nominal

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
41 Rapport PFE : KHALDOUNE FSTF
L’effort tangentiel est donc : 𝑭𝐔 = 𝑻𝟏 − 𝑻𝟐
1.4.2. Calcul de la charge d’utilisation et résistance nominale
Pour la définition de la carcasse de la bande, la charge d’utilisation est définie par le rapport
de la tension maximale sur la largeur de la bande qui résulte de la force de traction maximale :
𝑲𝒎𝒂𝒙 =𝑻𝒎𝒂𝒙
𝐁
Où 𝑻𝒎𝒂𝒙: tension maximale et 𝐁 : largeur de la bande
A.N : 𝑲𝒎𝒂𝒙=28.935 𝑵 𝒎𝒎⁄
Il faut tenir compte du coefficient de sécurité S, qui doit être contrôlé à cause des sollicitations
additionnelles qui peuvent produire des confections anormales dans les zones de mise en auge ou
mise à plat de la bande, dans les zones d’inflexion et dans les zones de retournement de la bande.
Le coefficient de sécurité a pour expression :
s =𝑲𝑵𝒗
𝑲𝒎𝒂𝒙
Avec 𝑲𝑵𝒗 : résistance nominale de la bande ou classe de la bande.
Pour la limite du coefficient de sécurité, On peut considérer que la charge maximale
d'utilisation pour une bande à armature textile correspond à 1/10 de la charge de rupture de la bande
(1/8 pour les bandes à armature métallique).
Dans notre cas, le cahier de charge nous a obligé de travailler avec une carcasse de type textile,
vue sa capacité d’adaptation avec les conditions difficiles du fonctionnement au fond de la mine.
Le coefficient de sécurité a donc pour expression :
s =𝑲𝑵𝒗
𝑲𝒎𝒂𝒙
A.N: s=21.77
Donc le choix d’une bande à armature textile, d’épaisseur de la carcasse de 3.4 mm, de
revêtement supérieur de 8 mm, de revêtement inférieur de 3 mm et de résistance à la traction de
630𝑵 𝒎𝒎⁄ est adéquat pour supporter la charge appliquée sur la bande transporteuse.
2. Conception de l’allure du convoyeur à bande
En règle générale, le convoyeur relie en ligne aussi droite que possible, la zone de chargement
à la zone de déchargement du produit transporté à travers la goulotte.
La bande qui permet le transport du produit perd sa forme en auge au niveau des tambours. A
cet effet, une diminution de l’angle d’auge est à prévoir en direction des tambours, d’une part, pour
diminuer la sollicitation de la bande, et d’autre part pour diminuer le flux du produit dans la zone de
déchargement. Ainsi trois aspects doivent être considérés :

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
42 Rapport PFE : KHALDOUNE FSTF
La mise en plat de la bande (la zone de transition).
Les inflexions horizontales ou verticales du profil de l’installation (rayon d’incurvation).
L’allure de la chute du produit lors du déchargement (courbe de jetée).
2.1. Détermination du rayon d’incurvation
Avec une incurvation horizontale concave, le chemin de la bande va de l’horizontal à
l’inclinaison créant un rayon de raccordement (figure ci-dessous).
Pendant le temps de démarrage ou au fonctionnement nominal, la bande risque de perdre le
contact avec les rouleaux qui la supportent dans la zone d’incurvation. A cet effet, la tension sur la
bande se réduit. Un bon calcul de rayon d’incurvation mènera au transport du produit sur la bande
sans débordement.
La formule à prendre en considération pour calculer le rayon d’incurvation concave est la suivante
𝑹𝒂 =𝑻𝒙
𝒎𝒃 ∗ 𝐜𝐨𝐬 𝜹 ∗ 𝒈(𝒎)
Où 𝑻𝒙 : la tension maximale sur la bande chargée en produit (N).
𝒎𝒃 : poids de la bande (Kg/m).
: angle d’inclinaison de l’installation (degrés).
A.N : 𝑹𝒂 = 𝟏𝟏𝟖. 𝟓𝟓 𝒎
Les coordonnées de l’incurvation 𝐗𝐚et 𝐘𝐚 peuvent être calculées facilement par :
Distance horizontale : 𝑿𝒂 = 𝑹𝒂 ∗ tan(𝛿)
Distance verticale : 𝒀𝒂 =0.5* 𝑹𝒂 ∗ 𝐭𝐚𝐧(𝜹)𝟐
A.N : 𝑿𝒂 = 𝟒. 𝟖𝟒 𝒎 et 𝒀𝒂 = 𝟎. 𝟎𝟏 𝒎
la longueur d’incurvation L pour les rayons concaves et convexes (figure ci-dessous ) peut être
calculée par la relation :
𝑳 =𝛑∗𝛅∗𝑹𝒂
𝟏𝟖𝟎(𝒎) AN: 𝑳 = 𝟒. 𝟖𝟒 𝒎
Figure 34 : Rayon concave d'une bande

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
43 Rapport PFE : KHALDOUNE FSTF
Le Nombre des stations-supports dans l’incurvation est :
𝐙 =𝛅
𝛂
Où 𝛂: angle de déviation par station-support = 2° pour auget de 30°,=3° pour auget de 20
A.N : 𝒁 = 𝟏. 𝟏𝟕 ≈ 𝟐
L’écartement entre station-support 𝐥𝟎 dans la zone de l’incurvation doit être aussi
calculé avec
la formule suivante :
𝐥𝟎 =𝐋
𝐙
A.N : 𝒍𝑶 = 𝟐. 𝟒𝟐 𝒎
2.2. Détermination des longueurs de transition
La longueur de transition est définie comme étant la distance entre le tambour de pied ou de
tête et la première station-support.
Sur cette distance, la bande perd sa forme en auge, déterminée par l’inclinaison des rouleaux
des stations porteuses, pour devenir plate et s’adapter au tambour plat et inversement.
Les bords de la bande dans cette zone sont soumis à une force supplémentaire qui se crée sur
les rouleaux latéraux. En général, la longueur de transition d’auge ne doit pas être inférieure à la
largeur de la bande pour éviter les sur contraintes.
Afin d’alléger la tension aux bords de la bande, le tambour peut être légèrement soulevé d’une
hauteur h.
Figure 35: Longueur d'incurvation
Figure 36: Longueur de transition

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
44 Rapport PFE : KHALDOUNE FSTF
La longueur de transition normale est :
𝑳𝑴 = 𝒙 ∗ 𝒔 ∗ 𝐬𝐢𝐧 (𝝀)
La hauteur d’élévation h est :
ℎ = 𝒔𝟐
𝐁 ∗ sin()
Longueur de transition réduite avec une légère hausse du tambour :
𝐋𝐌𝐫𝐞𝐝= 𝑥 ∗ (𝑠 ∗ sin() − ℎ)
Où s : portion de la bande en contact avec les rouleaux latéraux :
𝐬 =(𝐁 − 𝐥𝐫)
𝟐
𝑥 : facteur de carcasse de la bande (armature).
𝑥 = 8 Pour une bande à armature textile.
𝑥 = 16 Pour une bande à armature métallique.
: Angle d’auget ou de station de support, ℎ : hauteur d’élévation, B : largeur de la bande.
𝐥𝐫 Longueur des rouleaux.
𝑳𝑴 =mm 𝒉 =mm 𝑳𝑴𝒓𝒆𝒅 =mm
L’élévation du tambour ne devrait pas dépasser la hauteur h afin d’éviter le phénomène de
décollage.Tout décollage des rouleaux centraux est indésirable puisqu’il affectera le bon
fonctionnement de la bande.
2.3. Tracée de courbe de jetée
Le chemin du produit déchargé au-dessus du tambour de tête d'une bande transporteuse défini
la trajectoire de jetée. La courbure de cette trajectoire est déterminée par la vitesse tangentielle de la
bande et le rayon du tambour de tête.
Le schéma ci-après illustre le déchargement et le chargement du produit, dont les paramètres
de la trajectoire sont :
L : distance de jeté.
𝐞𝐩: épaisseur du produit.
: Angle d’inclinaison.
𝑿𝒊𝒎𝒑𝒂𝒄𝒕: distance d’impact.
Figure 37: Longueur de transition réduite

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
45 Rapport PFE : KHALDOUNE FSTF
L’origine de la vitesse initiale est le point 𝐞𝐭 où le produit quitte la bande.
Selon des Trois cas pour les valeurs trouvées de 𝑽𝒔
𝟐
𝐠∗𝐫 on peut déterminer le point 𝐞𝐭:
Cas 1 :
Si 𝑽𝒔
𝟐
𝐠∗𝐫> 1 ∶ le produit quittera la bande en point 𝐞𝐭.
Figure 39: Schéma de la jetée du produit (cas 1)
Figure 38: Déchargement / chargement du produit sur le convoyeur

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
46 Rapport PFE : KHALDOUNE FSTF
Cas 2 : Si 𝑽𝒔
𝟐
𝐠∗𝐫= 1 ∶ le produit quittera la bande à la tangente horizontal du tambour.
Cas 3 :
Si 𝑽𝒔
𝟐
𝐠∗𝐫<1 ∶ Avec
𝑽𝒔𝟐
𝐠∗𝐫= cos 𝛾
Soit un élément M du produit en jetée à partir du point 𝐞𝐭 avec une vitesse initial 𝐕𝟎, calculons
la trajectoire de cet élément dans un repère (x, y, z) dont l’origine est le point 𝐞𝐭.
La figure ci-dessous illustre la courbe de jetée de l’élément :
Figure 40 : Schéma de la jetée du produit (cas 2)
Figure 41: Schéma de la jetée du produit (cas 3)

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
47 Rapport PFE : KHALDOUNE FSTF
Soit le système étudié = {point M de l’élément du produit}
Inventaire des forces extérieures
Action de la gravité : { g->M} = {M,�⃑� } avec �⃑� = −𝑚 𝑔 𝑧
La résultante des actions mécaniques est donc :
�⃑� (𝑒𝑥𝑡 → 𝑀) = �⃑�
La projection du PFD sur le repère (x, y, z) donne :
�⃑� (𝑒𝑥𝑡 → 𝑀) = 𝑚 ∗ 𝑎 = 𝑚{
𝑎𝑥
𝑎𝑦
𝑎𝑧
={00
−𝑚𝑔
𝑎𝑥 =𝑑𝑉𝑥
𝑑𝑡=0 → 𝐕𝐱(𝑡) = 𝑐𝑡𝑒
A l’instant t0 ;
𝐕𝐱𝟎= 𝑉0 * cos () donc 𝐕𝐱 (𝑡) = 𝑉0 ∗ cos(𝛼) et 𝑋(𝑡) = 𝑉0 ∗ cos(𝛼) ∗ 𝑡
et : 𝑎𝑧 =𝑑𝑉𝑧
𝑑𝑡=-g → 𝐕𝐳(𝑡) = −𝑔𝑡 + 𝑉𝑧0
A l’instant t0 ;
𝐕𝐳𝟎= 𝑉0 * sin () donc 𝐕𝐳 (𝑡) =−𝑔𝑡 + 𝑉0 ∗ sin(𝛼) et Z(𝑡) = -g𝑡2
2+ 𝑉0 ∗ sin(𝛼)∗ 𝑡 (*)
On remplace le temps t dans l’équation précédente (*) :
t=𝐗
𝐕𝟎∗𝐜𝐨𝐬(𝛂)
Ce qui donne le résultat :
Z(x)=-g 𝑿𝟐
𝟐∗(𝑽𝟎∗𝐜𝐨𝐬( 𝛂))𝟐+sin(𝛼)
𝑿
𝒄𝒐𝒔(𝜶)
Donc :
Z(x)=-g 𝑿𝟐
𝟐∗(𝑽𝟎∗𝐜𝐨𝐬( 𝛂))𝟐+tan(𝛼)X (Equation de la trajectoire)
Pour tracer la trajectoire du produit en chute, il faut déterminer à chaque point la distance de
chute qui correspond au variable x de l’équation z(t)
Figure 42 : Trajectoire de la jetée d’un élément M du produit

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
48 Rapport PFE : KHALDOUNE FSTF
Figure 43: Distances de chute du produit en jetée
Pour ce faire on trace la tangente au cercle de rayon r, passant par 𝐞𝐭, qui sera ensuite trancher
à des intervalles égaux de valeur 𝐕𝐬
𝟏𝟎 numéroté de 0 à 10, comme montré dans la figure ci-dessus :
Pour 𝑋1 =V∗cos (α)
10 on a z(𝑥1)=z(
V
10)=-g
𝑉2∗cos (α)2
2∗10∗(𝑉0∗cos(α))2+tan(α) ∗
V
10*cos(𝛼)
z(𝑥1)=z(V
10)=-g
1
2∗100+sin(α) ∗
V
10=-0.05 m+sin(𝛼)*
V
10
Dans le tableau ci-dessous on donne les résultats de calcul des distances de chute pour chaque
coordonnée x.
X 𝑉
10
2V
10
3V
10
4V
10
5V
10
6V
10
7V
10
8V
10
9V
10
10V
10
Z(x) en m
-0.035 -0.171 -0.4 -0.75 -1.18 -1.72 -2.35 -3.08 -3.92 -4.85
Figure 44: Courbe de jetée du produit
-6
-5
-4
-3
-2
-1
0
0.35 0.7 1.05 1.4 1.75 2.1 2.45 2.8 3.15 3.5
COURBE DE JETEE
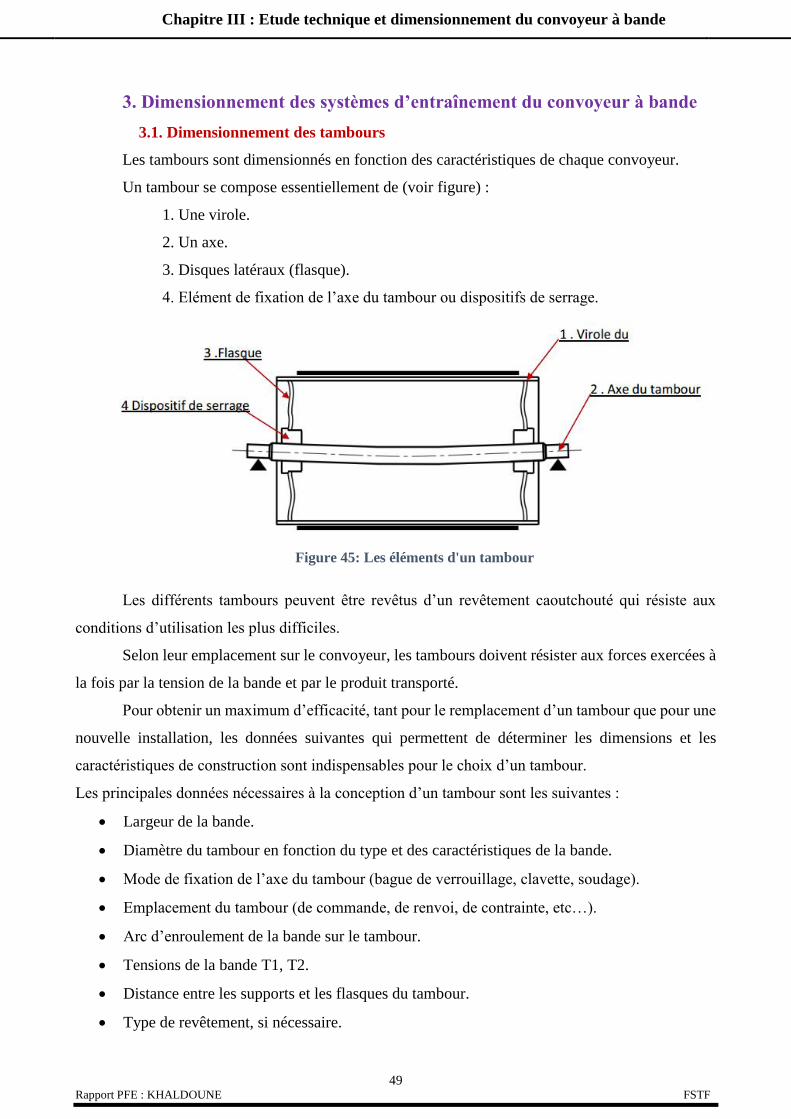
Chapitre III : Etude technique et dimensionnement du convoyeur à bande
49 Rapport PFE : KHALDOUNE FSTF
3. Dimensionnement des systèmes d’entraînement du convoyeur à bande
3.1. Dimensionnement des tambours
Les tambours sont dimensionnés en fonction des caractéristiques de chaque convoyeur.
Un tambour se compose essentiellement de (voir figure) :
1. Une virole.
2. Un axe.
3. Disques latéraux (flasque).
4. Elément de fixation de l’axe du tambour ou dispositifs de serrage.
Les différents tambours peuvent être revêtus d’un revêtement caoutchouté qui résiste aux
conditions d’utilisation les plus difficiles.
Selon leur emplacement sur le convoyeur, les tambours doivent résister aux forces exercées à
la fois par la tension de la bande et par le produit transporté.
Pour obtenir un maximum d’efficacité, tant pour le remplacement d’un tambour que pour une
nouvelle installation, les données suivantes qui permettent de déterminer les dimensions et les
caractéristiques de construction sont indispensables pour le choix d’un tambour.
Les principales données nécessaires à la conception d’un tambour sont les suivantes :
Largeur de la bande.
Diamètre du tambour en fonction du type et des caractéristiques de la bande.
Mode de fixation de l’axe du tambour (bague de verrouillage, clavette, soudage).
Emplacement du tambour (de commande, de renvoi, de contrainte, etc…).
Arc d’enroulement de la bande sur le tambour.
Tensions de la bande T1, T2.
Distance entre les supports et les flasques du tambour.
Type de revêtement, si nécessaire.
Figure 45: Les éléments d'un tambour
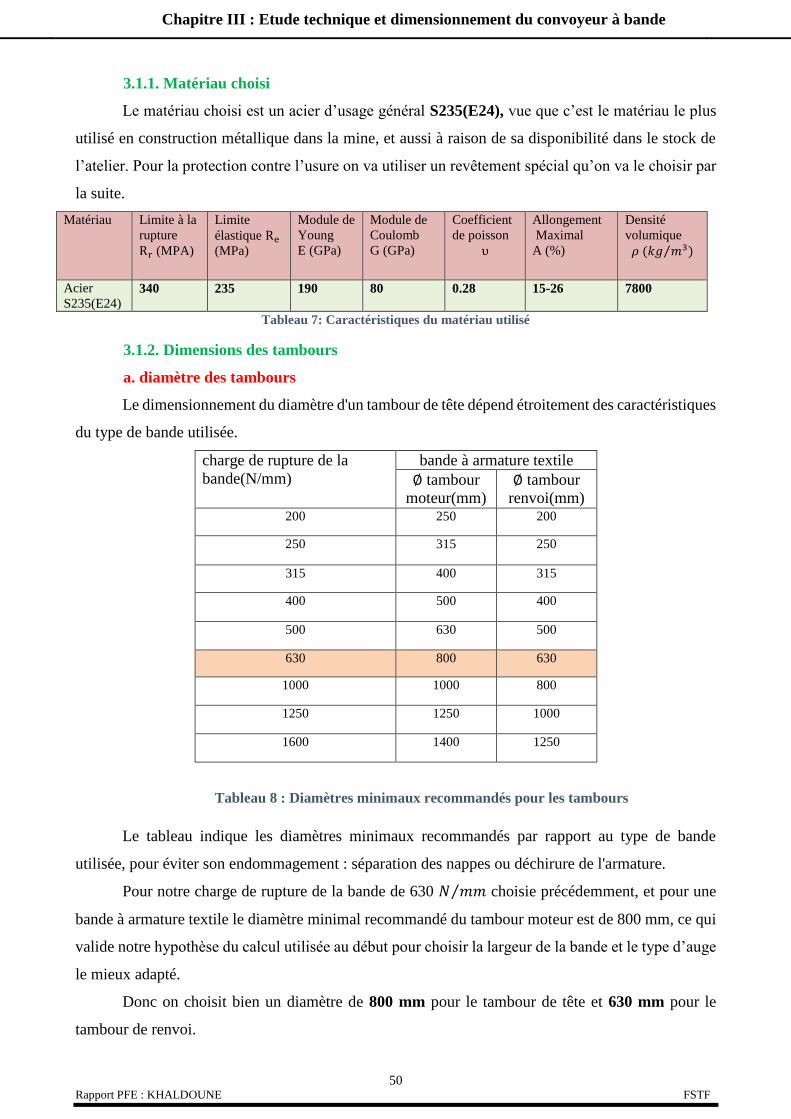
Chapitre III : Etude technique et dimensionnement du convoyeur à bande
50 Rapport PFE : KHALDOUNE FSTF
3.1.1. Matériau choisi
Le matériau choisi est un acier d’usage général S235(E24), vue que c’est le matériau le plus
utilisé en construction métallique dans la mine, et aussi à raison de sa disponibilité dans le stock de
l’atelier. Pour la protection contre l’usure on va utiliser un revêtement spécial qu’on va le choisir par
la suite.
Matériau Limite à la
rupture
Rr (MPA)
Limite
élastique Re
(MPa)
Module de
Young
E (GPa)
Module de
Coulomb
G (GPa)
Coefficient
de poisson
υ
Allongement
Maximal
A (%)
Densité
volumique
𝜌 (𝑘𝑔 𝑚3)⁄
Acier
S235(E24) 340 235 190 80 0.28 15-26 7800
Tableau 7: Caractéristiques du matériau utilisé
3.1.2. Dimensions des tambours
a. diamètre des tambours
Le dimensionnement du diamètre d'un tambour de tête dépend étroitement des caractéristiques
du type de bande utilisée.
charge de rupture de la
bande(N/mm)
bande à armature textile
∅ tambour
moteur(mm)
∅ tambour
renvoi(mm) 200 250 200
250 315 250
315 400 315
400 500 400
500 630 500
630 800 630
1000 1000 800
1250 1250 1000
1600 1400 1250
Le tableau indique les diamètres minimaux recommandés par rapport au type de bande
utilisée, pour éviter son endommagement : séparation des nappes ou déchirure de l'armature.
Pour notre charge de rupture de la bande de 630 𝑁 𝑚𝑚⁄ choisie précédemment, et pour une
bande à armature textile le diamètre minimal recommandé du tambour moteur est de 800 mm, ce qui
valide notre hypothèse du calcul utilisée au début pour choisir la largeur de la bande et le type d’auge
le mieux adapté.
Donc on choisit bien un diamètre de 800 mm pour le tambour de tête et 630 mm pour le
tambour de renvoi.
Tableau 8 : Diamètres minimaux recommandés pour les tambours
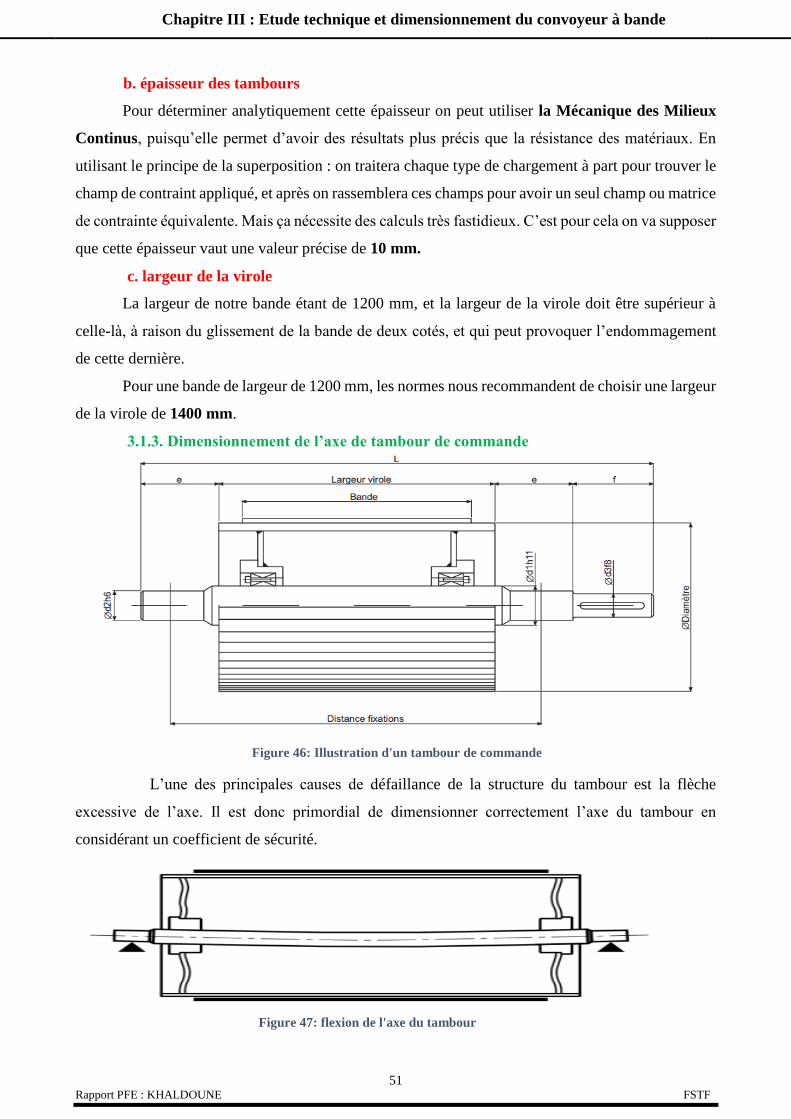
Chapitre III : Etude technique et dimensionnement du convoyeur à bande
51 Rapport PFE : KHALDOUNE FSTF
b. épaisseur des tambours
Pour déterminer analytiquement cette épaisseur on peut utiliser la Mécanique des Milieux
Continus, puisqu’elle permet d’avoir des résultats plus précis que la résistance des matériaux. En
utilisant le principe de la superposition : on traitera chaque type de chargement à part pour trouver le
champ de contraint appliqué, et après on rassemblera ces champs pour avoir un seul champ ou matrice
de contrainte équivalente. Mais ça nécessite des calculs très fastidieux. C’est pour cela on va supposer
que cette épaisseur vaut une valeur précise de 10 mm.
c. largeur de la virole
La largeur de notre bande étant de 1200 mm, et la largeur de la virole doit être supérieur à
celle-là, à raison du glissement de la bande de deux cotés, et qui peut provoquer l’endommagement
de cette dernière.
Pour une bande de largeur de 1200 mm, les normes nous recommandent de choisir une largeur
de la virole de 1400 mm.
3.1.3. Dimensionnement de l’axe de tambour de commande
L’une des principales causes de défaillance de la structure du tambour est la flèche
excessive de l’axe. Il est donc primordial de dimensionner correctement l’axe du tambour en
considérant un coefficient de sécurité.
Figure 46: Illustration d'un tambour de commande
Figure 47: flexion de l'axe du tambour

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
52 Rapport PFE : KHALDOUNE FSTF
L’axe des tambours de commande est soumis en alternance à des flexions et à des torsions,
entrainant des ruptures de fatigue.
Le calcul dépend du type et de la configuration adoptée pour chacun des tambours. Pour
calculer correctement le diamètre de l’axe, il est nécessaire de déterminer :
a. la résultante des tensions au niveau de chaque tambour
b. calcul du moment de torsion et de flexion de l’axe du tambour de commande
L’axe des tambours de commande est soumis en alternance à la flexion et la torsion, entrainant
des ruptures de fatigue.
L’axe du tambour, étant soutenu par deux paliers, il sera modélisé par une poutre pleine
circulaire de diamètre d, d’où on a en :
A un appui simple.
B un appui glissant.
C et D, point d’application de la résultante des charges sur les flasques du tambour.
Tableau 9: Résultante des tensions selon les configurations des tambours

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
53 Rapport PFE : KHALDOUNE FSTF
Où :𝐚𝐠: distance entre le flasque et le palier.
L : distance entre paliers.
Calcul du moment fléchissant 𝑴𝒇
Le moment fléchissant de l’axe est fonction de ag et de Cp, qui est la résultante des tensions T1 et
T2 et du poids du tambour𝐪𝐭 :
𝑴𝒇 =𝑪𝒑
𝟐∗ 𝒂𝒈
𝒂𝒈=210 mm et 𝐂𝑷 = √𝐪𝒕𝟐 + (𝑻𝟏 + 𝑻𝟐)𝟐
A.N : 𝐪𝐭=421.44 N , 𝑻𝟏=34.722 KN et 𝑻𝟐=15.432 KN 𝐂𝑷 =50.15 KN
Donc 𝐌𝐟 = 𝟓. 𝟐𝟔 𝐊𝐍.𝐦
Calcul du moment de torsion 𝐌𝐭
En connaissant la puissance à transmettre et la vitesse de rotation de l’axe du tambour, nous
pouvons trouver le moment de torsion 𝐌𝐭 à partir de la relation suivante :
𝐏 = 𝐌𝐭 ∗ 𝛚
Où P= puissance absorbée en KW.
𝛚: la vitesse de rotation (rad/s).
𝛚 =𝛑
𝟑𝟎∗ 𝐍 Avec N= tours-minute du tambour de commande.
D’où le moment de torsion :
𝑴𝒕 =𝟑𝟎 ∗ 𝐏
𝛑 ∗ 𝐍= 𝟗. 𝟓𝟓
𝐏
𝐍
A.N : 𝐌𝐭 =7.73 KN.m
c. dimensionnement de l’axe du tambour de commande
Dans les tambours, le seul calcul réalisé est celui de l’axe selon les normes ANSI/CEMA. Les
variables prises en compte sont la torsion admissible, la limitation de la flèche et la limitation de
cisaillement.
Figure 48: Modélisation des différents appuis appliqués sur le tambour

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
54 Rapport PFE : KHALDOUNE FSTF
Le diamètre est calculé en suivant les 4 méthodes ci-dessous :
1. diamètre en fonction de la tension admissible au cisaillement.
2. diamètre en fonction de la flèche admissible.
3. diamètre en fonction de l’angle d’inclinaison de l’axe.
4. diamètre en fonction de l’angle de torsion admissible.
Le diamètre adopté est le diamètre le plus important obtenu avec ces méthodes de calcul.
Calcul du diamètre en fonction de la contrainte admissible au cisaillement d= f ( max)
Il existe plusieurs méthodes pour le calcul du diamètre d’un arbre, l’une des méthodes choisies
est le code ASME pour la détermination du diamètre approximatif, le code WESTINGHOUSE
basée sur le cisaillement maximal et la limite d’endurance afin de déterminer le diamètre exact de
l’axe.
Code ASME :
La contrainte admissible de calcul 𝛕𝐚𝐝𝐦:
𝛕𝐚𝐝𝐦= min { b(0.18 Rm ; 0.3𝜎𝑒 )}
Avec b =1 sans concentration de contraintes
b = 0.75 avec concentration de contraintes
Rm= limite de rupture pour un acier E24, Rm = 340 MPA.
𝜎𝑒= limite élastique pour un acier E24,𝜎𝑒= 235 MPA.
La valeur 𝛕𝐚𝐝𝐦 peut être réduite de 25% si la défaillance de l’arbre peut causer des conséquences
catastrophiques.
τmax=16
𝜋∗d3 ∗ √(Cm ∗ Mf)2 + (Ct ∗ Mt)2
Avec Cm = 1.5 𝑒𝑡 𝐶𝑡 =1.
La condition de vérification est :
τmax≤ τadm
Qui donne le diamètre minimal :
d≥ (5.1
τadm∗ √(Cm ∗ Mf)2 + (Ct ∗ Mt)2)
1
3
A.N: En supposant qu’il n’y a pas de concentration de contrainte b=1, on obtient τadm = 61.2 𝑀𝑃𝐴
Et donc : d≥97.27 mm
Code WESTINGHOUSE :
Pour un moment de flexion et de torsion variable dans le temps, le diamètre de l’arbre est :
d=(32FS
π∗ [(
Mt
σe)2
+ (Mf
σD)2
]
1
2
)
1
3
FS : le facteur de sécurité.

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
55 Rapport PFE : KHALDOUNE FSTF
Avec 𝛔𝐃 :limite d’endurance , 𝛔𝐃= 𝑘s∗ 𝑘g ∗ 𝑘e ∗ 𝑘P∗ 𝑘𝑇 ∗ 𝜎D′ .
Où 𝝈𝐃′ : limite d′endurance normalisée , 𝝈𝐃
′ = Rm(0.58 − 1,11. 10−4 ∗Rm) pour Rm < 800 𝑀𝑝𝑎.
- 𝒌𝐬: coefficient de l’effet de surface (lié à la rugosité de la surface de la pièce, pour le cas d’un
arbre usiné on prend 𝑘s = 0.85).
- 𝐤𝐠: coefficient de l’effet de l’échelle (lié à la grosseur de la pièce : dimensions), à titre indicatif,
pour ces facteurs d’influence, ci-après quelques ordres de grandeurs fréquemment utilisées :
kg= 1 pour les diamètres d 10 mm
kg= 0.85 pour les diamètres 10 mm d 50 mm
kg= 0.75 pour les diamètres d 50 mm
- 𝐤𝐓 : coefficient de l’effet de température (lié à la température de service).
Une bonne approximation des résultats expérimentaux pour les aciers peut être donnée par la
relation empirique suivante :
kT=344
273+𝑇 𝑠𝑖 T > 71°C et kT=1 sinon.
-𝐤𝐩: coefficient de l’effet de la sollicitation (lié au type de sollicitation), Pour une flexion rotative
on prend kp = 1.
-𝐤𝐞:coefficient de l’effet d’entaille, lié au coefficient de concentration kt de contrainte dans la
pièce par la relation suivante :
𝑞 =kf−1
k𝑡−1 Avec 𝑘𝑓 =
1
k𝑒
q : coefficient qui caractérise le degré de sensibilité à l’entaille :
𝑞 =1
1 +𝑎𝑟
La constante a est fonction de la résistance à la rupture :𝑎 = (270
R𝑚)1.8
a :constante(mm),R𝑚 :résistance à la rupture(MPA) et r :rayon à fond de d’entaille(mm).
kf: facteur de concentration de contrainte de fatigue.
Les valeurs des coefficients k𝑡 sont prélevées des abaques suivants :
Figure 49: Abaque de coefficient kt pour un barreau cylindrique soumis à une flexion rotative

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
56 Rapport PFE : KHALDOUNE FSTF
Choix du coefficient de sécurité :
Tableau 10: choix du coefficient de sécurité
Le coefficient de sécurité a pour but de prendre une marge de sécurité entre le calcul théorique
et la réalité. Pour avoir une condition de résistance d'un matériau, on prend théoriquement une
contrainte qui ne dépasse pas la limite élastique (pour éviter toute déformation plastique permanente).
Dans la pratique, la limite élastique ne peut pas être exactement égale à celle de la théorie, vu qu'il y
a des défauts dans la matière qui causent des contraintes supplémentaires. On a choisi un coefficient
de sécurité FS=2 car les contraintes sont bien connues et les matériaux sont très souvent utilisés.
A.N : 𝑘s=0.85, 𝑘g = 0,75, 𝑘p = 1, kT=1, 𝝈𝐃′ = 184.36 MPA.
D’après l’abaque 𝐾𝑡=1.6, a=0.66mm,r=5mm ,q=0.88, 𝐾𝑓 = 1.528 et donc 𝑘e = 0.65
σD=76.39 MPA, σe=235 Mpa, Mt= 7.73 KN.m, Mf=5.26 KN.m et FS=2.
Donc finalement on obtient : d≥115.8 mm
Calcul diamètre en fonction de la flèche admissible d= f(𝒇𝒎𝒂𝒙)
Vu que l’axe est soumis à une flexion, il convient de vérifier la flèche maximale qui est
exprimée par l’inégalité suivante :
𝑓max≤ L
2000
Avec : 𝑓max= C𝑝∗a𝑔
2∗24𝐸𝐼*(3𝐿2 − 4𝑎𝑔
2) où I :moment d’inertie de la section de l’axe :I =πd4
64
d≥ (8000∗C𝑝∗a𝑔
3∗𝜋∗𝐸∗𝐿∗ (3𝐿2 − 4𝑎𝑔
2))
1
4
A.N : Donc finalement on obtient : d≥122.86 mm
Calcul du diamètre en fonction de l’angle d’inclinaison de l’axe d=f()
L’axe est soumis à une flexion, il convient de le calculer en prenant en considération la
condition sur la pente qui est exprimée par l’inégalité suivante :
𝜑≤ 1
500
𝜑 = C𝑝∗a𝑔
4∗𝐸𝐼*(L−𝑎𝑔)
Donc d≥ (8000∗C𝑝∗a𝑔
𝜋∗𝐸∗ (L − 𝑎𝑔))
1
4

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
57 Rapport PFE : KHALDOUNE FSTF
A.N : Donc finalement on obtient : d≥119.4 mm
Calcul du diamètre en fonction de l’angle de torsion admissible d = f( max)
L’axe est soumis à une torsion, il faut calculer le diamètre en tenant compte de la limite
de l’angle de torsion admissible :
θmax≤ θadm=0.25 °/𝑚
Avec : 𝜽𝒎𝒂𝒙 =𝑴𝒕
𝐆∗𝐈𝐫 où I :moment d’inertie polaire de la section:𝐈𝐫 =
πd4
32
Donc d≥ (32∗M𝑡
𝜋∗G∗θadm)
1
4
A.N : Finalement on obtient : d≥122.57 mm
Le diamètre le plus important avec ces méthodes de calcul est de d=122.86 mm, on choisit
donc un diamètre supérieur à ce dernier et qui entre dans la norme :
Finalement on obtient : d=125 m
3.1.4. Dimensionnement de l’axe de tambour de renvoi
Diamètre de l’axe du tambour de renvoi : On va procéder de la même manière qu’on
a faite précédemment pour dimensionner l’axe de tambour de commande, seulement on ne tient
compte que de la flexion, les efforts de torsion n’étant pas un facteur de rupture de fatigue.
Après calcul on obtient un diamètre : d=100 mm
3.1.5. Dimensionnement des paliers-roulements
Un montage de roulements demande plus de rigidité et moins de défaut d’alignement, en plus
de présenter une durée de vie adéquate par rapport à l’usage du guidage. Dans notre système les
roulements seront exposées à des efforts radiaux et d’autres axiaux moins importants, parmi les
roulements qui répondent à ces besoins, les roulements à rouleaux coniques et les roulements à
rouleaux cylindriques.
Figure 50: Illustration d'un tambour de renvoi

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
58 Rapport PFE : KHALDOUNE FSTF
Type de roulement : On choisit les roulements à rotule sur deux rangées de rouleaux,
afin de se bénéficier de la capacité d'auto alignement et ils sont insensibles aux défauts
d’alignement de l’arbre par rapport au palier. Ils sont conçus aussi pour supporter de lourdes
charges radiales ainsi que de lourdes charges axiales dans les deux sens.
Chargement : Les deux roulements de deux tambours sont sollicités par une charge
radiale et une autre axiale moins importante que la première, pour avoir une marge de sécurité,
on va dimensionner les roulements en surestimant ces charges. Ainsi on prend comme charge
radiale l’effort de traction et comme charge axiale la moitié de ce dernier.
Figure 51: Dessin du montage et chargement des roulements de tambour de commande
Calcul de charge dynamique : Elle est donnée par l’expression suivant :
C=𝑃 ⌊N𝑑∗H10∗3
100∗500⌋
1
𝑎
P : Charge dynamique équivalente.
𝐍𝒅: La vitesse de rotation désirée d’une des parties du roulement.
H10 : Le nombre d’heures d’opération désirées a une fiabilité de 90%.
a : Constante qui dépend du type des roulements (a=3 pour les roulements à billes et a=10/3
pour les roulements à rouleaux).
A.N : P = Fr + Y1 Fa quand Fa/Fr ≤ e
P = 0,67 Fr + Y2 Fa quand Fa/Fr > e
(Y1, Y2 = facteurs de charge axiale des roulements, e = coefficient de calcul) voir annexe 11.
Fa/Fr > e=0.35 donc P = 0,67 Fr + Y2 Fa= 43.21 KN
H10=40000 et 𝐍𝒅 = 83.33 tr/min et a=10/3.
Finalement : C=305 KN
En utilisant le catalogue de constructeur SKF (voir annexe 12) on choisit les roulements
suivants :
Réf : 23024 CC/W33,𝐶𝑑𝑦𝑛=355 KN,𝐶𝑠𝑡𝑎𝑡 = 510 𝐾𝑁,𝑑𝑖𝑛𝑡 = 120 𝑚𝑚, 𝑑𝑒𝑥𝑡 = 180 𝑚𝑚
De même pour les roulements de l’axe de tambour de renvoi on a :
Réf : 24020 CC/W33,𝐶𝑑𝑦𝑛=285 KN,𝐶𝑠𝑡𝑎𝑡 = 415 𝐾𝑁,𝑑𝑖𝑛𝑡 = 100 𝑚𝑚, 𝑑𝑒𝑥𝑡 = 150 𝑚𝑚

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
59 Rapport PFE : KHALDOUNE FSTF
3.1.6. Choix des revêtements
Le revêtement du tambour est destiné à augmenter le coefficient de friction c’est-à-dire de
réduire le glissement entra la bande et le tambour. Son intérêt découle aussi dans la réduction de
l’usure à la surface du tambour et assurer une fonction de nettoyage automatique. Et aussi pour
protéger la surface du tambour contre la corrosion.
Le cahier de charge nous a imposé de choisir un revêtement de type caoutchouc à chevrons,
vu que ce dernier résiste dans des conditions les plus difficiles en terme du travail.
Donc on choisit un revêtement d’épaisseur 10 mm et de marque REMAGRIP (voir annexe13).
3.2. Choix des organes de transmission de puissance
3.2.1. Groupe Moto-Réducteur
Le groupe moto-réducteur de notre système est constitué d’un moteur électrique asynchrone,
d’un réducteur et d’un accouplement élastique.
a. Choix du moteur
Afin de trouver le moteur qui répond aux exigences du fonctionnement, on suivra une méthode
de sélection recommandée par le constructeur. Cette méthode consiste à choisir dans une première
partie, un moteur à base de :
La puissance et la vitesse délivrées par le moteur.
L’indice de la classe du rendement IE.
L’indice de protection IP.
L’indice de mode de fixation IM.
L’indice du mode de refroidissement IC.
Puis vérifier est ce que ce moteur répond aux exigences, telles que le couple accélérateur, le
courant de démarrage…, et en fonction des résultats il faut ajuster le choix, jusqu'à trouver le bon
moteur.
Calcul de la puissance moteur nécessaire :
Etant donné l’effort tangentiel FU total sur le pourtour du tambour d’entraînement, la vitesse
de la bande V et le rendement () du renvoi, la puissance minimale d’entraînement est de :
Figure 52: illustration des composants d’un moto-réducteur

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
60 Rapport PFE : KHALDOUNE FSTF
𝑷𝒂 =𝑭𝒖 ∗ 𝑽
∗ 𝟏𝟎𝟎𝟎
Pour un rendement de 90% désiré, on obtient la puissance d’entrainement absorbée par le
moteur :
𝑷𝒂 = 𝟕𝟓 𝑲𝑾
L’indice de la classe du rendement IE : La norme IEC a établi 3 classes de rendement
pour les moteurs asynchrones :
IE1 : Rendement standard.
IE2 : Haut rendement.
IE3 : Rendement Premium.
Le choix de l’une de ces trois classes dépend de la puissance délivrée par le moteur. Plus la
puissance est importante, plus les pertes sont grandes. Dans notre cas, vue que notre puissance
d’entrainement est assez grande et on veut un bon rendement de notre moteur. Donc on est censé de
minimiser de maximum possible les pertes, c’est pour cela on doit choisir la bonne classe de
rendement, en terme qualité et aussi prix.
Donc on choisit une classe de rendement d’indice IE2.
L’indice de protection IP : Cet indice classe le niveau de protection qu'offre un moteur
aux intrusions de corps solides et liquides.
Vue les contraintes difficiles liées à l’exploitation du moteur au fond de la mine, on doit
choisir un indice de protection adéquat. D’après la catalogue (annexe 14) on choisit un indice IP 55 :
Le premier indice (5) : Machine protégée contre la poussière et contre les contacts accidentels.
Le deuxième indice (5) : Machine protégée contre les projections d’eau dans toutes les directions.
L’indice de mode de fixation IM : Le moteur doit pouvoir être fixé et accouplé à la
machine à entrainer. Il sera donc nécessaire de préciser le mode de fixation (pattes, bride ou pattes
et bride).
On choisit un moteur à pattes de fixation sur le sol et à arbre horizontal vu qu’il est le plus
utilisé dans toutes les installations de la mine, il correspond un indice de IM 1001 (IM B3) Voir
annexe15.
L’indice du mode de refroidissement IC : pour palier correctement au problème du
réchauffement du moteur, il faut choisir un bon système de refroidissement.
On choisit un indice IC 411 qui correspond à ventilateur externe monté sur l’arbre (voir annexe 16).
Dans l’usine à MANAGEM, les responsables de maintenance, m’ont recommandé de
de choisir un moteur du type Leroy Somer pour la simple raison que c’est un moteur que vous pouvez
trouver dans différentes applications dans l’usine, d’où le problème de pièces de rechanges ne se pose

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
61 Rapport PFE : KHALDOUNE FSTF
pas, et encore plus, par expérience ce moteur est doté d’une fiabilité plus que le nécessaire. Ainsi, en
utilisant le catalogue du fournisseur de moteur à MANAGEM. On effectue le choix suivant :
Un moteur de série LSES (voir annexe 17), de la désignation suivante :
4P LSES 280 SC 75 kW IE2 IM 1001 230 / 400 V 50 Hz IP 55
Vérification du moteur choisi
L’inertie de la charge 𝑱𝒓 amenée au moteur est : 𝑱𝒓 = 𝑱𝒄 ×𝟏
𝒁𝟐
𝑱𝒄 : Inertie de la charge (tambour d’entrainement) et Z : rapport de réduction (réducteur de
vitesse).
A.N : 𝐽𝑐 = 11.2 𝑘𝑔.𝑚2 et Z=18 :1 𝑱𝒓 = 0.034 𝒌𝒈.𝒎𝟐
La rotation du tambour d’entrainement doit passer de 0 à 83,33 tr/min en 2 s, donc le
couple moyen pendant le démarrage 𝑪𝒎 doit être de l’ordre de :
𝑪𝒎 = 𝑪𝒂 + 𝑪𝒓
Avec 𝑪𝒂 est le couple d’accélération et 𝑪𝒓 est le couple résistant de la machine, ils sont
donnés par les deux formules suivantes :
𝑪𝒂=𝑱𝑻 ×𝚫𝛀
𝚫𝒕 et 𝑪𝒓 =
𝑷𝒖
𝛀
Avec : 𝑱𝑻 moment d′inertie total(charge + moteur).
𝚫𝛀: Variation de vitesse angulaire et 𝚫𝒕 est la durée de démarrage.
𝑷𝒖 est la puissance utile du moteur 𝑒𝑡 𝛀 est la vitesse de rotation du moteur.
A.N : 𝑪𝒂 =3.9 N.m et 𝑪𝒓=477.46 N.m 𝑪𝒎 = 𝟒𝟖𝟏. 𝟑𝟔 𝐍.𝐦
Calculons le couple moyen pendant le démarrage du moteur choisi :
𝐂𝐦′ =𝐂𝐝+𝟐𝐂𝐦+𝟐𝐂𝐌+𝐂𝐧
𝟔 Avec 𝐂𝐝 ∶couple de démarrage, 𝐂𝐌 couple maximum et 𝐂𝐧 couple
nominal.
𝑪𝒎′ = 𝟗𝟎𝟏. 𝟎𝟓 𝑵.𝒎 > 𝑪𝒎 = 𝟒𝟖𝟏. 𝟑𝟔 𝐍.𝐦
Donc au point de vue puissance et spécificités demandées, le moteur Leroy Somer 75 kwatt-
1500tr/min est adéquat.
b. Choix du réducteur
Dans cette phase, on s’intéresse à concevoir le réducteur dont le rapport de réduction est 18.
Pour se faire on choisit la solution : un train d’engrenages cylindriques à dentures hélicoïdales.
Raisons du choix :
Les engrenages cylindriques à dentures hélicoïdales ont un rendement supérieur à 90%. Et Ils
génèrent peu de bruit par rapport aux engrenages cylindriques à dentures droites.
Pour un choix adéquat du réducteur, chaque constructeur propose une procédure pour le faire.
On se basant sur les documents du NORD un des leaders dans la fabrication des réducteurs.

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
62 Rapport PFE : KHALDOUNE FSTF
On va procéder de la maniéré donnée dans l’annexe (18).
Sélection de la procédure à suivre : Nord nous offre deux procédures pour la sélection des
réducteurs : soit en se basant sur la puissance moteur installée, soit en se basant sur la puissance
absorbée par l’application. On va utiliser la première à raison de sa simplicité en terme des calculs
par rapport à la deuxième.
Détermination des données de base de l’application :
Régime nominal du moteur 𝐧𝟏𝐍 = 1500 tr/min, Puissance du moteur 𝐏𝟏=75 KW, rapport
réduction 𝐢𝐠𝐞𝐬=18,Le facteur de service 𝐟𝐁=1,5 (voir Annexe 19).
Présélection du réducteur selon les données de puissance d’entrainement :
En se basant sur les valeurs de 𝐧𝟏𝐍, 𝐏𝟏 et 𝐢𝐠𝐞𝐬 .On va présélectionner un réducteur et par la
suite en fonction des pics de charge on va vérifier si le choix fait est adéquat ou pas.
Le cahier de charge nous a imposé de choisir un réducteur à arbres perpendiculaires, donc en
compte tenu de cela et les paramètres cités ci-dessus, on choisit : un réducteur de désignation SK7407-
280S/4.
Contrôle des pics de charge :
Dans cette étape, on contrôle la capacité à encaisser les pics de charge du réducteur
sélectionné. Pour se faire il faut tenir compte de l’effet des deux couples à savoir :
Couple de pic de charge au niveau de l'entraînement ( 𝐌𝟏𝐩𝐞𝐚𝐤) provoqué par les processus de
démarrage et de freinage.
Couple de pic de charge au niveau de l'entraînement ( 𝐌𝟐𝐩𝐞𝐚𝐤) provoqué par les à-coups de
l'application.
La vérification de l'admissibilité de ces pics de charge est effectuée selon les méthodes décrites
ci-dessous :
a) Côté entraînement / moteur :
La condition de contrôle suivante s'applique :
𝐌𝟐𝐦𝐚𝐱≥ 𝐌𝟏𝐩𝐞𝐚𝐤 · 𝐢𝐠𝐞𝐬· 𝛈𝐍 · 𝐟𝐬 (1)
Avec : 𝐌𝟐𝐦𝐚𝐱 est le couple de sortie nominal, 𝛈𝐍: rendement réducteur et 𝐟𝐬:facteur de
pics de charge.
b) Côté sortie / Machine :
𝐌𝟐𝐦𝐚𝐱≥ 𝐌𝟐𝐩𝐞𝐚𝐤 · 𝐟𝐬 (2)
Souvent 𝐌𝟏𝐩𝐞𝐚𝐤 et 𝐌𝟐𝐩𝐞𝐚𝐤 ne sont pas connus. Il est alors possible d'en tenir compte au
moyen du facteur de démarrage 𝐟𝐀𝐍.
Donc les deux relations deviennent :

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
63 Rapport PFE : KHALDOUNE FSTF
(1) 𝐌𝟐𝐦𝐚𝐱≥ 𝐏𝟏.𝟗,𝟓𝟓. 𝐢𝐠𝐞𝐬· 𝛈𝐍
𝐧𝟏 𝐟𝐀𝐍 · 𝐟𝐬
(2) 𝐌𝟐𝐦𝐚𝐱≥ 𝐏𝟐. 𝟗,𝟓𝟓 · 𝐟𝐬
𝐧𝟐
Avec 𝐧𝟏: vitesse d’entrée, 𝐧𝟐: vitesse de sortie et 𝐏𝟐 :puissance de sortie.
A.N : 𝐌𝟐𝐦𝐚𝐱 = 25 KN.m(voir annexe21), 𝛈𝐍=0,955(voir annexe22), 𝐟𝐀𝐍=3(voir annexe 23)
𝐟𝐬=0,63(Voir Annexe24).
(1) 𝐌𝟐𝐦𝐚𝐱 = 25 KN.m > 15.51 KN.m
(2) 𝐌𝟐𝐦𝐚𝐱 = 25 KN.m > 13.29 KN.m
Donc les conditions de contrôle sont satisfaites, on va passer à l’étape suivante.
Contrôle de la puissance thermique limite :
La puissance thermique limite correspond à la puissance admissible que le réducteur peut
supporter sur des périodes prolongées (3h) sans que la température admissible de l'huile ne soit
dépassée.
Le contrôle de la puissance thermique ultime nous renseigne sur la nécessité d’avoir un
système de refroidissement du réducteur ou pas, pour prévenir l’échauffement de ce dernier.
Le responsable de maintenance mécanique de la société m’a recommandé par expérience de
ne pas faire les calculs correspondants au contrôle, car la zone d’implantation du réducteur est bien
aérée et les charges ne sont pas très élevées, donc c’est inutile d’avoir un système de refroidissement
pour l’installation.
Donc Finalement in choisit un réducteur à engrenages cylindriques à dentures hélicoïdales et
à arbres perpendiculaires de désignation SK7407-280S/4.
3.2.2. Choix de l’accouplement élastique
Dans cette partie, on va choisir un accouplement élastique vu ses avantages en ce qui concerne
la transmission des grandes puissances.
Raisons du choix :
Pour notre application les accouplements élastiques répondent à nos besoins car :
Ils compensent les défauts d’alignements.
Ils absorbent la surcharge ce qui est utile surtout en démarrage.
Ils nécessitent un encombrement réduit.
Leur entretien est aisé.
Accouplement {𝐌𝐨𝐭𝐞𝐮𝐫 → 𝐑é𝐝𝐮𝐜𝐭𝐞𝐮𝐫} :
Premièrement, on doit déterminer le couple maximal de torsion à transmettre puis le corriger
en fonction de son état de service.
Le couple à transmettre est : 𝐂𝐚=𝐊𝒔 × 𝐂𝐍

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
64 Rapport PFE : KHALDOUNE FSTF
Avec : K𝑠 Coefficient de sécurité.
𝐶𝑁 Couple nominal : 𝑪𝑵 =𝑷𝑵
𝝎𝑵
Avec : 𝑃𝑁 puissance nominale et 𝜔𝑁 vitesse angulaire nominale.
On peut déterminer le coefficient de sécurité analytiquement, mais il est de recommandé de
travailler avec le catalogue dimensionnel du constructeur, car ce dernier présente une méthode
empirique de calcul du K𝑠.
En se basant sur le catalogue de PAULSTRA on a :
𝑲𝒔 = 𝑲𝟏 𝑲𝟐 𝑲𝟑
𝑲𝟏 : coefficient, qui tient compte des irrégularités des couples, dues aux types de machines
motrices et réceptrices (𝐾1=1,7 Voir annexe 25).
𝑲𝟐 : coefficient pour fréquences de démarrage (𝐾2 =1,1 Voir annexe 26).
𝑲𝟑: Coefficient pour le nombre d’heures de fonctionnement par jour (𝐾3 =1,1 annexe 27).
A.N : CN = 50N.m et Ks = 2.057
Donc le couple nominal de l’accouplement vaut : Ca=102.85 N.m
Dans le choix de l’accouplement, il faut tenir compte aussi :
De l’élasticité souhaitée : car chaque accouplement élastique possède toujours, à des
degrés divers suivant son type, sa structure et son dimensionnement, des possibilités de
déformations suivant quatre modes : axial, radial, conique et torsionnel, pour chacun desquels on
définit une rigidité.
Vu que le couple nominal à transmettre n’est pas assez important, un accouplement à
grande élasticité n’est pas indispensable ; d’après les catalogues de Paulstra on a choisi un
accouplement de type CARDAFLEX®622404 car ce dernier supporte un couple de 120 N.m le plus
proche du 𝐂𝐚 (Voir Annexe 28).
Accouplement {𝐑é𝐝𝐮𝐜𝐭𝐞𝐮𝐫 → 𝐓𝐚𝐦𝐛𝐨𝐮𝐫} :
On va procéder de la même manière que pour l’accouplement précédent :
K1 = 1 (Machine réceptrice régulière /Inertie faible).
K2 = 1,3 (30 démarrages par heure).
K3 = 1,1 (16 heures de fonctionnement).
A.N : CN = 7730N.m et Ks = 1,43.
Donc le couple nominal de l’accouplement vaut : Ca=11053.9 N.m
Du fait que le couple à transmettre est important, il est indispensable d’avoir une grande
élasticité torsionnelle pour reprendre les irrégularités cycliques ; d’après les catalogues de Paulstra
on a choisi un accouplement à grande souplesse de type RADIAFLEX® RTP 4.16 612416(Voir
Annexe 29).

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
65 Rapport PFE : KHALDOUNE FSTF
4. Choix des rouleaux
4.1 choix du diamètre des rouleaux en fonction de la vitesse
La vitesse de déplacement de la bande par rapport aux conditions de charge requises est un
facteur important pour la conception d’un convoyeur à bande.
Lors du choix des rouleaux, il est intéressant de noter que, même si un rouleau de diamètre
supérieur donne lieu à une grande inertie de démarrage, il présente en réalité de nombreux avantages,
tel que :
La réduction du nombre de tours-minute.
La diminution de l’usure des roulements et des cages.
La diminution du frottement de roulement et de l’usure entre le rouleau et la
bande.
Le choix du diamètre doit tenir compte de la largeur de la bande, le tableau ci-dessous indique
le diamètre des rouleaux en fonctions de la largeur de la bande.
diamètre de rouleaux recommandés
largeur de la bande vitesse<2m/s 2et 4m/s >4m/s
500 89 89
650 89 89 108
800 89 89 108 133 133
1000 108 133 108 133 133 159
1200 108 133 108 133 159 133 159
1400 133 159 133 159 133 159
1600 133 159 133 159 194 133 159 194
1800 159 159 194 159 194
2000 159 194 159 194 159 194
2200 194 194 194
Tableau 11: Diamètre recommandé pour les rouleaux en fonction de la vitesse et de la largeur de la bande
Pour une largeur de bande de 1200 mm et une vitesse entre 2 et 4 m/s, la norme nous
recommande de choisir un diamètre des rouleaux entre : 108,133 et 159 mm. On va choisir la valeur
intermédiaire de ces trois valeurs qui est 133 mm.
4.2. Choix du diamètre des rouleaux en fonction de la charge
Le type et les dimensions des rouleaux des convoyeurs à bande dépendent essentiellement de
la largeur de la bande, de l’écartement des stations-supports, et surtout de la charge maximale que
doivent supporter les rouleaux sous pression, nonobstant d’autres facteurs de correction.
La première valeur à définir est l’effort exercé sur les stations-supports. Ensuite, en fonction
du type de station-support (porteuse, inférieure ou amortisseuse), du nombre de rouleaux sur une
traverse ou un support, des angles d’inclinaison des rouleaux latéraux, de la granulométrie du produit

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
66 Rapport PFE : KHALDOUNE FSTF
et d’autres facteurs pertinents. On peut calculer l’effort maximal exercé sur les rouleaux pour chaque
type de station-support.
La valeur ainsi obtenue peut-être comparée à la capacité de charge des rouleaux généralement
indiquée dans les catalogues des constructeurs, et qui est valable pour une durée de vie précise.
Les principaux facteurs à prendre en compte sont les suivants :
Débit –masse souhaité du produit transporté.
Vitesse de la bande.
Ecartement des stations-supports supérieure.
Ecartement des stations-supports inférieure.
Poids de la bande par mètre linéaire.
Coefficient de participation Fp des rouleaux sous contrainte maximale.
Coefficient de choc.
Coefficient d'utilisation.
Coefficient lié à l'environnement.
Coefficient de vitesse.
1. Coefficient de participation 𝐅𝒑
Il dépend du type et de la configuration des rouleaux sur les stations-supports :
coefficient de participation Configuration des rouleaux
à 1 rouleau à 2 rouleaux à 3 rouleaux
auget 0° 20° 20 25 30 35 40 45
facteur F𝑝 1 0,5 0,6 0,63 0,65 0,67 0,68 0,7
Tableau 12 : Coefficient de participation
2. Coefficient de choc 𝐅𝒅
Il dépend de la granulométrie du produit :
coefficient de choc 𝐅𝒅
granulométrie du pdt vitesse de la bande m/s
2 2,5 3 3,5 4 5 6
0 à 100mm 1 1 1 1 1 1 1
100à150mm 1,02 1,03 1,05 1,07 1,09 1,13 1,18
150à300m en couches de pdt fin 1,04 1,06 1,09 1,12 1,16 1,24 1,33
150à300m sans couches de pdt fin 1,06 1,09 1,12 1,16 1,21 1,35 1,5
300à450mm 1,2 1,32 1,5 1,7 1,9 2,3 2,8
Tableau 13: Coefficient de choc
3. Coefficient d’utilisation 𝐅𝒔
Le coefficient d’utilisation dépend de la durée d’utilisation du convoyeur à bande :
Coefficient d'utilisation 𝐅𝒔 Durée
d'utilisation moins de 6h/j de 6à 9h/j de10h à 16h/j plus de 16h/j
facteur F𝑠 0,8 1 1,1 1,2
Tableau 14: Coefficient d'utilisation

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
67 Rapport PFE : KHALDOUNE FSTF
4. Coefficient lié à l’environnement 𝐅𝒎
Coefficient lié à l'environnement
Conditions 𝐅𝒎
propre et avec maintenance régulière 0,9
présence de produits abrasifs et corrosifs
1
présence de produits très abrasifs et corrosifs
1,1
Tableau 15: Coefficient lié à l'environnement
5. Coefficient de vitesse 𝐅𝐯
Coefficient de vitesse Fv
Diamètre des rouleaux mm
Vitesse de la bande 89 102 108 133 159
0,5 0,8 0,8 0,8 0,8 0,8
1 0,85 0,83 0,82 0,8 0,8
1,5 0,92 0,89 0,88 0,85 0,82
2 0,96 0,95 0,94 0,9 0,86
2,5 1,01 0,98 0,97 0,93 0,91
3 1,05 1,03 1 ,01 0,96 0,92
3,5 1,04 1 0,96
4 1,07 1,03 0,99
4,5 1,14 1,05 1,02
5 1,17 1,08 1
Tableau 16: Coefficient de vitesse
4.3. Calcul des sollicitations des rouleaux lisses pour les stations-supports
Après avoir défini le diamètre des rouleaux, on peut ensuite calculer l’effort statique exercé sur
les stations supérieures porteuses à l’aide de la formule suivante :
C𝑠1 = a0 ∗ (m𝑏+m𝑙) ∗ 𝑔
Avec a0:écartement des stations porteuses.
A.N : C𝑠1=2.04 KN
En multipliant par les coefficients d’utilisation, on obtient l’effort dynamique sur la traverse :
C𝑑1 = 𝐶𝑠1 ∗ F𝑑* F𝑠 ∗ F𝑚
A.N : C𝑑1 = 3.82 KN
En multipliant ensuite par le coefficient de participation, on obtient l’effort sur le rouleau le plus
sollicité : C𝑎 = 𝐶𝑑1 ∗ F𝑝
A.N : C𝑎 = 2.49 KN

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
68 Rapport PFE : KHALDOUNE FSTF
Dans le cas d’une station en auge dont tous les rouleaux ont la même longueur (notre cas), le
rouleau central est celui le plus sollicité.
L’effort statique sur une station-support inférieure, où il n’y a pas de charge du produit, est
obtenu à l’aide de la formule suivante :
C𝑠2 = a𝑢 ∗ m𝑏∗ 𝑔
Avec au:écartement des stations inférieures.
A.N : C𝑠2=0.59 KN
L’effort dynamique sur une station-support inférieure est égal à :
C𝑑2 = 𝐶𝑠2 ∗ F𝑣* F𝑠 ∗ F𝑚
A.N : C𝑑2 = 0.65 KN
Et l’effort sur les rouleaux d’une station inférieure, à un ou deux rouleaux sera égal à :
C𝑢 = 𝐶𝑑2 ∗ F𝑝
A.N : C𝑢 = 0.43 KN
En ayant les valeurs de «C𝑎 » et « C𝑢 », on peut chercher dans le catalogue les rouleaux
(d’abord par diamètre) qui ont une capacité de charge suffisante, pour les rouleaux des stations
porteuses on choisit celles du catalogue du RULMECA de série PSV/3-FHD (Voir annexe30),et pour
les rouleaux des stations inférieures on prend celles de série PSV/1-FHD(Voir annexe31).
4.4. Sollicitation des rouleaux amortisseurs au niveau de la zone de chargement
Le système d’alimentation qui permet au produit de tomber sur le convoyeur à bande doit être
construit de manière à réduire au minimum les détériorations du matériau ou de la surface de la bande
qui sont dues aux chocs. C’est particulièrement important lorsque le produit tombe d’une grande
hauteur et est constitué de gros morceaux comportant des arêtes aigües.
Figure 53 : chargement du produit dans la zone d'amortissement

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
69 Rapport PFE : KHALDOUNE FSTF
Les rouleaux qui soutiennent ou portent la bande dans la zone de chargement sont
généralement des modèles amortisseurs (avec des bagues en caoutchouc), montés sur des cadres
supports en auge très rapprochés. La bande est ainsi soutenue de manière flexible.
Dans le choix des rouleaux amortisseurs, on doit tenir compte des éléments suivants :
Le choc du produit sur la bande doit se produire dans le sens de marche du convoyeur et
à une vitesse proche de celle de la bande.
La trémie de chargement doit être positionnée de telle manière que le produit tombe aussi
près que possible du milieu de la bande.
La hauteur de chute du produit doit être réduite au minimum, dans la mesure du possible
compte tenu des exigences de la conception de l’installation.
Calcul des efforts qui s’exercent conjointement sur les rouleaux amortisseurs
On peut définir la bonne hauteur de chute du produit H𝑐 à partir de la formule suivante :
H𝑐 = H𝑓 + 𝐻𝑣 ∗ sin²(𝛾)
Où : H𝑓 = hauteur de chute entre la face supérieure de la bande de chargement et le point de contact
avec le produit contenu dans la goulotte.
𝐻𝑣 = hauteur entre le point de contact du produit contenu dans la goulotte et la surface de la bande
inférieure.
: angle d’inclinaison de la trémie.
A.N : H𝑓 = 40 𝑐𝑚,Hv = 20 𝑐𝑚,=45° Donc H𝑐 = 50 𝑐𝑚
Lors du choix des rouleaux amortisseurs, on tient compte de deux aspects du produit :
Figure 54 : Chute du produit convenable Figure 55: chute du produit non ajusté sur la bande
Figure 56: Chute du produit

Chapitre III : Etude technique et dimensionnement du convoyeur à bande
70 Rapport PFE : KHALDOUNE FSTF
Les rouleaux amortisseurs doivent être conçus non seulement pour supporter la charge de produit
qui arrive sur la bande (comme une station porteuse normale), mais également pour supporter les
forces de choc résultantes de la chute du produit.
Pour les produits en vrac constitués de gros morceaux, L'effort dynamique p𝑑 exercé sur le
rouleau central (force dynamique de chute)est calculé à l’aide de la formule suivante :
p𝑑 = G𝑚 + √(2 ∗ G𝑚 ∗ H𝑐 ∗ 𝐶𝑓)
où: G𝑚= poids des gros morceaux du produit.
H𝑐= hauteur de chute [m].
Cf = constante d'élasticité de la traverse/des rouleaux amortisseurs(voir annexe32).
Conclusion
A travers ce chapitre nous avons pu établir une étude de dimensionnement du convoyeur à
bande, dans lequel nous avons choisir les données du transport, dimensionner les éléments
mécaniques ainsi que concevoir l’allure du convoyeur à bande. Cette étude se fait généralement par
le bureau d’étude, et elle est indispensable avant de passer à la commande et la fabrication des
éléments si nécessaire. Désormais arrivé à cette étape on a toutes les informations, à fournir au service
d’achat pour lancer les différentes commandes concernant le projet.

71 Rapport PFE : KHALDOUNE FSTF
Chapitre IV : Analyse des causes de l’usure abrasive
avancée du blindage et la solution proposée
Dans ce quatrième chapitre nous déterminerons les causes principales provoquant
l’usure avancée par abrasion du blindage utilisé dans l’installation relative au circuit
d’extraction au fond de la mine. Ainsi nous proposerons une solution pour remédier à ce
problème
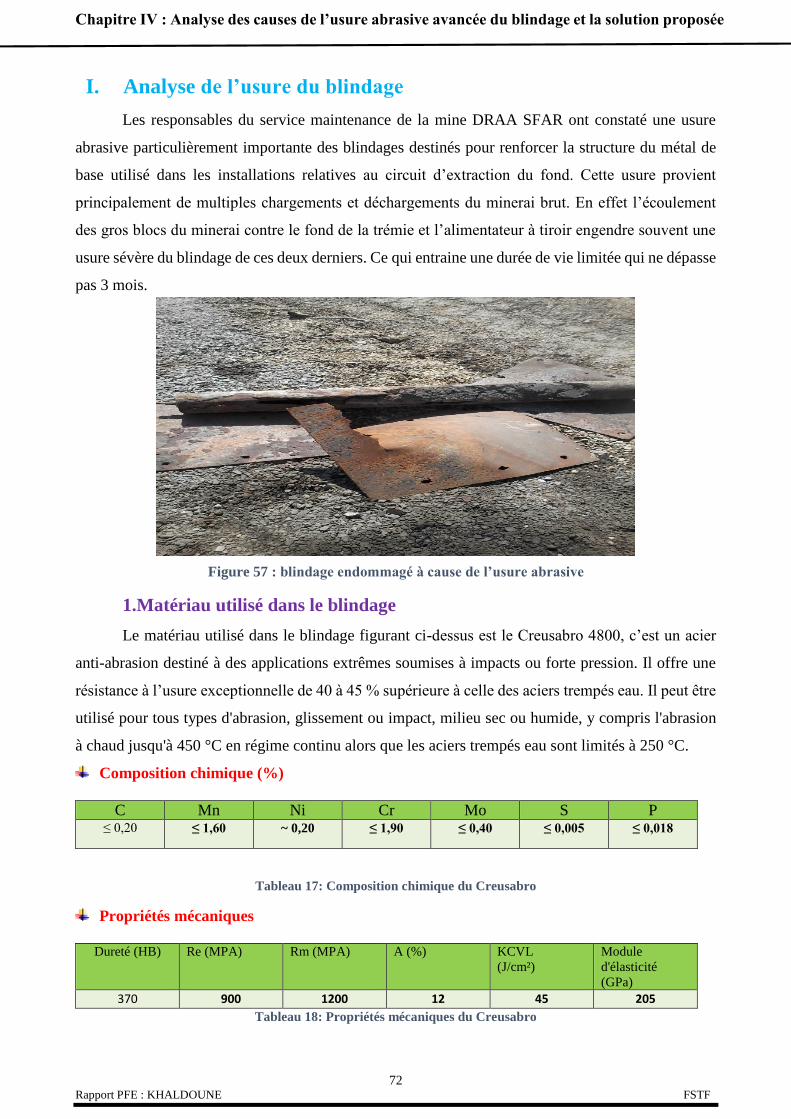
Chapitre IV : Analyse des causes de l’usure abrasive avancée du blindage et la solution proposée
72 Rapport PFE : KHALDOUNE FSTF
I. Analyse de l’usure du blindage
Les responsables du service maintenance de la mine DRAA SFAR ont constaté une usure
abrasive particulièrement importante des blindages destinés pour renforcer la structure du métal de
base utilisé dans les installations relatives au circuit d’extraction du fond. Cette usure provient
principalement de multiples chargements et déchargements du minerai brut. En effet l’écoulement
des gros blocs du minerai contre le fond de la trémie et l’alimentateur à tiroir engendre souvent une
usure sévère du blindage de ces deux derniers. Ce qui entraine une durée de vie limitée qui ne dépasse
pas 3 mois.
1.Matériau utilisé dans le blindage
Le matériau utilisé dans le blindage figurant ci-dessus est le Creusabro 4800, c’est un acier
anti-abrasion destiné à des applications extrêmes soumises à impacts ou forte pression. Il offre une
résistance à l’usure exceptionnelle de 40 à 45 % supérieure à celle des aciers trempés eau. Il peut être
utilisé pour tous types d'abrasion, glissement ou impact, milieu sec ou humide, y compris l'abrasion
à chaud jusqu'à 450 °C en régime continu alors que les aciers trempés eau sont limités à 250 °C.
Composition chimique (%)
C Mn Ni Cr Mo S P ≤ 0,20 ≤ 1,60 ~ 0,20 ≤ 1,90 ≤ 0,40 ≤ 0,005 ≤ 0,018
Tableau 17: Composition chimique du Creusabro
Propriétés mécaniques
Dureté (HB) Re (MPA) Rm (MPA) A (%) KCVL
(J/cm²)
Module
d'élasticité
(GPa)
370 900 1200 12 45 205
Tableau 18: Propriétés mécaniques du Creusabro
Figure 57 : blindage endommagé à cause de l’usure abrasive

Chapitre IV : Analyse des causes de l’usure abrasive avancée du blindage et la solution proposée
73 Rapport PFE : KHALDOUNE FSTF
2.Analyse des causes de l’usure
L’analyse qu’on a fait sur chantier montre que l’usure est hétérogène sur les deux surfaces de
la trémie et de l’alimentateur à tiroir. En effet, la perte d’épaisseur est plus importante dans la partie
inférieure de deux flans latéraux de la trémie et dans la partie centrale du tiroir. Ce résultat est tout à
fait logique vue les sollicitations importantes pour les parties mentionnées. Ainsi, la partie centrale
du tiroir présente une usure légèrement plus importante que les deux autres parties juxtaposées
latérales. Ce phénomène peut être lié au mécanisme d’écoulement des blocs du minerai et à la
répartition des pressions de contact.
Pour analyser les dégradations qui impactent la distribution et la taille des traces d’usure, on
a prélevé de la ferraille de la société des échantillons endommagés.
Nous pouvons observer deux types de dégradations :
De grandes rayures continues d’une largeur millimétrique : Ces traces d’usure sont dirigées
dans le sens du glissement et sont longues de quelques dizaines de centimètres. Ces traces d’usure
sont générées par des particules assez grandes qui provoquent des déformations plastiques avec
déplacement de matière. Le scénario peut avoir lieu lors du déchargement : les blocs du minerai
glissent « sans rotation » contre le fond de la trémie et le tiroir et génèrent ainsi des traces d’usure
continues.
Des cavités : dont le diamètre varie de quelques millimètres à quelques dizaines de
millimètres. Ces trous peuvent être générés par l’impact de grosses particules lors du chargement ou
par le mouvement de rotation de gros grains lors du processus de déchargement.
Pour résumer on peut dire que dans notre cas, on se trouve devant la présence de deux types
de dégradations :
- grandes rayures : continues, orientées dans la direction de glissement.
- cavités : de diamètres variables et avec une répartition homogène.
Les facteurs majeurs probablement responsables de ces défaillances sont essentiellement :
La nature du mouvement des grosses particules par rapport au fond de la trémie et le
tiroir, on peut ainsi distinguer glissement avec rotation ou glissement sans rotation.
Les paramètres de sollicitation : fortes ou faibles contraintes.
Les caractéristiques du milieu : corps abrasif et ambiance.
La qualité du matériau utilisé.
On va analyser ces différents facteurs, afin de déterminer lesquelles de ces paramètres sont la
cause principale de l’usure avancée du blindage.
2.1. La nature du mouvement relatif des gros grains
C’est suivant les mouvements relatifs des grosses particules qu’on peut savoir s’il s’agit-il des
grosses particules qui glissent sans rotation par rapport à la surface ou celles qui ont des mouvements

Chapitre IV : Analyse des causes de l’usure abrasive avancée du blindage et la solution proposée
74 Rapport PFE : KHALDOUNE FSTF
de rotation par rapport à la surface. Dans notre situation, on peut remarquer que le premier cas est le
plus dominant, à raison du mouvement de translation alternatif du tiroir et qui se trouve dans un plan
horizontal, donc la rotation de gros grains est presque inexistante.
Un tel cas se caractérise par une abrasion importante des surfaces sur lesquelles les grosses
particules glissent. Cette usure est due essentiellement à la vitesse du glissement des gros grains lors
du déchargement. Plus cette dernière est grande, plus elle engendre des dégradations importantes. Or
dans notre cas, la vitesse du tiroir est faible, ce qui nous permet de dire que le mouvement des grosses
particules n’est pas un facteur qui entre mis en jeu.
2.2. Les Paramètres de sollicitation
La sollicitation d’un contact est caractérisée par la pression de contact et la vitesse de
glissement relative surfaces / granulat abrasif. On se trouve que dans le premier cas, car on a dit
précédemment que le deuxième n’est pas un facteur influençant. Ainsi, la trémie et l’alimentateur à
tiroir supportent une charge assez importante. Donc l’abrasion se fait sous très fortes sollicitations
qui sont dues essentiellement à très fortes contraintes, et à des chocs éventuels d’intensité élevée
résulte de l’énergie potentielle importante du minerai lors de la chute de ce dernier du niveau -1000
m vers la salle du chargement qui se trouve au niveau -1030 m du puits 3.
Alors on peut conclure que le mode de sollicitation est l’une des causes principales provoquant
l’usure abrasive du blindage.
2.3. Les caractéristiques du milieu
Les caractéristiques du milieu qui peuvent entrainer l’usure abrasive sont :
Le corps abrasif : la nature et la géométrie de gros grains sont des facteurs essentiels de
l’usure abrasive. En effet, la nature abrasive de gros grains dépend essentiellement de ses propriétés
physiques et chimiques, ainsi un minerai brut composé de : plomb, cuivre et zinc, se caractérise par
un aspect assez abrasif. La forme du gros grain a une influence évidente sur son agressivité, car selon
le mode de fragmentation du minerai l’usure peut s’accroitre ou diminuer ; plus les arêtes vives de
chaque bloc du minerai sont importantes, plus l’usure est excessive et vice-versa. Les blocs du minerai
Figure 58: glissement sans rotation des particules par rapport à la surface

Chapitre IV : Analyse des causes de l’usure abrasive avancée du blindage et la solution proposée
75 Rapport PFE : KHALDOUNE FSTF
arrivent à la trémie et le tiroir avec des arrêtes très vives car ils ne subissent le procédé du concassage
que dans la dernière étape d’extraction avant le remplissage des silos et le chargement des camions
dans le jour.
Donc on peut conclure que la nature abrasive et la géométrie des grosses particules est aussi une cause
qui joue un rôle important dans le mécanisme d’usure par abrasion.
L’environnement : l’environnement comprend essentiellement l’humidité et la corrosivité
du milieu. Dans notre cas, Les effets de l’humidité et la corrosivité sont négligeables car la vitesse
d’usure est importante et concerne un volume du matériau supérieur à celui qui est susceptible d’être
modifié par une corrosion humide ou celle qui est sèche.
La température : peut influencer la résistance à l’usure abrasive et suivant ses effets une
diminution ou augmentation de la résistance. Une température élevée favorisera l’oxydation ou la
corrosion. Dans notre cas, la température n’a pas d’influence sur l’usure abrasive du blindage, car on
travaille avec une température ambiante dans la salle du chargement du puits 3 à raison de l’existence
du système de refroidissement.
Donc l’ambiance du milieu n’a pas d’impact sur l’usure abrasive du blindage. En revanche, la
nature et la géométrie des blocs du minerai sont des causes entrant en jeu dans ce mécanisme de
défaillances.
2.4. La qualité du matériau utilisé
La qualité d’un matériau résistant à l’usure par abrasion se mesure selon les paramètres suivants :
Sa dureté.
Son durcissement superficiel.
Sa résilience.
La dureté : la dureté est la mesure de la résistance d’un matériau à la pénétration. La dureté est
considérée comme étant la propriété mécanique majeure qui gouverne la résistance à l’usure. Car
l’augmentation la dureté conduit à une diminution de la profondeur de pénétration et par suite une
diminution du volume usé et du taux d’usure. Jusqu’à présent 4 méthodes de mesures de la dureté
sont développées à savoir : Méthode d’essai Brinell (HB), Vickers (HV), Rockwell C (HRC) et
Rockwell B (HRB).
La dureté du blindage Creusabro utilisé dans la société vaut : 360 HB=39 HRC qui est assez faible,
vue les contraintes et les sollicitations fortes qu’on a parlé auparavant. Donc la dureté est aussi une
cause racine entrainant l’usure par abrasion des éléments de notre installation.
Le durcissement superficiel : Le type du durcissement adopté au matériau influence la résistance
à l’usure par abrasion. On distingue deux types :
Le durcissement par écrouissage.
Le durcissement par traitement thermique.

Chapitre IV : Analyse des causes de l’usure abrasive avancée du blindage et la solution proposée
76 Rapport PFE : KHALDOUNE FSTF
Les expériences ont montré les résultats suivants :
On constate qu’une augmentation de la dureté par écrouissage du matériau n’améliore pas
obligatoirement la résistance à l’usure. En revanche, un durcissement par traitement thermique
améliore la résistance à l’usure abrasive.
Ainsi le blindage utilisé dans la mine a subi un traitement thermique spécial qui est une trempe
à l’huile. Donc le durcissement superficiel n’intervient pas comme mécanisme d’usure abrasive.
La résilience : La résilience est la capacité d'un matériau à absorber de l'énergie quand il se
déforme sous l’effet d’un choc. Ainsi plus l’énergie de rupture par choc est importante plus le
matériau dure plus à l’usure par abrasion.
La résilience du Creusabro vaut : KCVL=45 J/cm². Vue l’usure avancée qu’on a remarqué sur le
blindage de notre installation, il apparait intéressant de jouer sur ce paramétré aussi, afin de réduire
l’intensité de l’usure abrasive.
Finalement on peut résumer les causes de l’usure abrasive du blindage Creusabro comme suit :
les sollicitations fortes dues à la grande charge et la hauteur de chute, la nature abrasive et la
granulométrie de blocs du minerai et dernièrement les propriétés mécaniques du matériau à savoir :la
dureté, le durcissement superficiel et la résilience.
II. La solution proposée
La solution proposée pour remédier au problème de l’usure avancée par abrasion du blindage
est un matériau qui s’appelle Xwin, c’est un composite à matrice métallique dans lequel un alliage de
Cr est renforcé avec les particules en céramique également distribuées selon une conception spéciale
de nid d'abeilles.
Figure 59:l’usure abrasive en fonction de la dureté H pour les différents types de durcissement

Chapitre IV : Analyse des causes de l’usure abrasive avancée du blindage et la solution proposée
77 Rapport PFE : KHALDOUNE FSTF
Cette technologie consiste à renforcer le blindage en noyant de la céramique dans le métal. Ce
renforcement céramique noyé dans une fonte à haute teneur en chrome permet d’atteindre des
résistances à l’usure nettement supérieures à des qualités classiques sans toutefois altérer la résistance
aux chocs de la pièce.
Figure 61:Section d’un blindage en Xwin
Cette technologie confère au blindage une ductilité externe due à la matrice en métal
supportant les différentes contraintes mécaniques et une dureté interne due à la présence du renfort
en céramique.
Figure 60:schéma illustratif des différents composants du matériau Xwin
Figure 62: Comparaison de dureté du Xwin par rapport autres matériaux existants au marché

Chapitre IV : Analyse des causes de l’usure abrasive avancée du blindage et la solution proposée
78 Rapport PFE : KHALDOUNE FSTF
On constate que cette solution composite à base d’une matrice métallique haut chrome/carbure
et un renfort céramique a une dureté qui dépasse 64HRC qui est un chiffre beaucoup plus important
que la dureté du Creusabro utilisé dans le blindage. Et aussi Xwin présente un pourcentage de carbone
qui lui permet d’atteindre une résilience (résistance aux chocs) > 100 J/cm2 et donc une très bonne
dureté à l’usure abrasive en comparant au Creusabro qui a une résilience qui ne dépasse pas 45 J/cm².
Finalement on peut dire que le matériau Xwin est un composite anti-abrasion de nouvelle
génération qui présente le meilleur compromis entre une excellente tenue à l'abrasion et une haute
résistance aux chocs.
Conclusion :
L’analyse des causes de l’usure abrasive du blindage qui sont essentiellement les sollicitations
importantes, la nature et la taille de gros grains et les propriétés mécaniques du matériau ; nous a
conduit à déterminer les points faibles du Creusabro, et par la suite à proposer le matériau Xwin qui
est mieux en comparant au premier. Dans le dernier chapitre nous établerons un plan de maintenance
préventive de la solution proposée ainsi les parties mécaniques dimensionnées précédemment.

79 Rapport PFE : KHALDOUNE FSTF
Chapitre V : Etablissement du plan de maintenance
préventive et étude technico-économique du projet
Dans ce dernier chapitre nous élaborons un plan de maintenance préventive, qui
permettra de suivre correctement le fonctionnement et de prévenir les défaillances de la
nouvelle l’installation, On en trouve aussi dans un deuxième volet de ce chapitre, le calcul du
coût de projet, ainsi que le temps pour que le projet soit rentable.

Chapitre V : Etablissement du plan de maintenance préventive et étude technico-économique du projet
80 Rapport PIFE : KHALDOUNE FSTF
I. Etablissement du plan préventif
À partir des résultats de la démarche AMDEC réalisée sur les deux équipements critiques de l’installation à savoir le convoyeur à bande et
l’alimentateur à tiroir, et en traitant les défaillances ayant une note de criticité entre 12 et 24, nous avons établi des plans de maintenance préventive, à
partir des actions préventives et d'améliorations concernées. Ces plans préventifs sont illustrés dans les tableaux ci-dessous.
PLAN DE MAINTENANCE PREVENTIVE
Equipements : Convoyeur à bande silo 10
Date de mise en œuvre : 08/06/2016
Equipe : AHROUCH _CHARQAOUI
Liste des interventions
Mar
che
Arr
êt
Du
rée
(min
)
Périodicité
Inte
rven
ants
Outillages, PDR
et
Consommables
Observations et Remarques
Ch
aqu
e p
ost
e
Jou
rnal
ière
Heb
do
mad
aire
Par
15
jo
urs
Men
suel
le
Tri
mes
trie
lle
Sem
estr
iell
e
An
nu
elle
MOTEUR
Graisser les roulements du moteur
5
Elec. Pistolet graisseur.
Nettoyer et contrôler le moteur
10
Opér. Pistolet air comprimé, Chiffon.
Contrôler l’usure des roulements si c’est nécessaire et nettoyer surtout les ailettes.
Contrôler la vibration
5
Méc. Vibromètre. Signaler les bruits et les vibrations anormaux et vérifier l’installation.

Chapitre V : Etablissement du plan de maintenance préventive et étude technico-économique du projet
81 Rapport PFE : KHALDOUNE FSTF
Changement des roulements
30
Méc/
Elec. Clés (tous les types).
Contrôler le serrage et la fixation sur le sol
10
Méc. Clés (tous les types). Resserrer si c’est nécessaire
avec un couple de serrage convenable.
Faire une révision complète du moteur
Méc/
Elec. Clés (tous les types). Appareillages élec.
Changer les composants usés.
TRANSMISSION DE PUISSANCE Accouplement élastique et réducteur
Contrôler l’alignement de l’arbre
5
Méc. Contrôler visuellement et aligner l’arbre au cas de désalignement, contrôler l’usure.
Contrôler la vibration
5
Méc. Vibromètre. Signaler les bruits et les vibrations anormaux et vérifier l’installation.
Contrôler le serrage et la fixation
20
Méc. Clés (tous les types).
Resserrer si c’est nécessaire avec un couple de serrage convenable.
Contrôler le niveau d’huile
1
Méc. Jauge. Contrôler visuellement et penser à ajouter de l’huile en cas de diminution du seuil de niveau.
Contrôler l’état d’huile
5 Méc. Contrôler la dégradation de la qualité de l’huile et prévoir un renouvellement.
Contrôler la température
3
Méc. Thermographie. Signaler les échauffements anormaux.
Contrôler l’étanchéité
5
Méc. Détecter les fuites.
Ajouter d’huile
2
Méc. Entonnoir, bidon d’huile.
Contrôler l’état de la denture
60
Méc. Clés (tous les types). Contrôler l’usure et prévoir des pièces de rechanges.
Contrôler les accouplements
10
Méc. Clés (tous les types). Contrôler l’usure .

Chapitre V : Etablissement du plan de maintenance préventive et étude technico-économique du projet
82 Rapport PFE : KHALDOUNE FSTF
Changer les accouplements
90 Méc. Clés (tous les types), Dégrippant.
Renouveler l’huile du réducteur (Vidange)
20
Méc. Entonnoir, bidon d’huile, seau de vidange
Faire une vidange et mettre de nouvelle huile en évitant la pénétration des impuretés lors du remplissage.
Nettoyer et contrôler le réducteur
Opér. Pistolet air comprimé, Chiffon.
Tambour de commande, de renvoi
et les paliers
Contrôler et surveiller l'état général du tambour et son axe
10
Méc. Contrôler l’usure et la corrosion, surveiller le grippage.
Vérifier l'état de revêtement du tambour
5
Méc.
Signaler et prévoir un nouveau revêtement au cas d’un problème d’usure.
Contrôler l'état des paliers
4
Méc. Contrôler l’usure et signaler le problème (bruit).
Graisser les paliers et l’arbre
8
Méc. Pistolet graisseur. Graisser avec une quantité convenable.
Nettoyage des paliers
12
Opér. Tuyauterie d’eau, chiffon.
Contrôler les vibrations
5
Méc. Vibromètre. Surveiller la vibration, les bruits de contact tambour/bande. Et Signaler les bruits anormaux
Bande
et rouleaux
Vérifier la tension de la bande
5
Méc. Vérifier l’état de la bande, la
tendre si nécessaire.
Nettoyer les alentours de la bande
et des rouleaux
20
Opér. Pistolet air comprimé, chiffon.
Vérifier l’état des rouleaux
90
Méc. Clés (tous les types), rouleaux.
Vérifier la fixation sur la
station-support, remplacer les
rouleaux défectueux.

Chapitre V : Etablissement du plan de maintenance préventive et étude technico-économique du projet
83 Rapport PFE : KHALDOUNE FSTF
Changer la bande
180
Méc. Bande, colle, scie électrique.
Nettoyage général
45
Opér. Tuyauterie d’eau, chiffon, pistolet air comprimé.
Mettre en place des racleurs.
Châssis
Vérifier l'état du châssis
25
Méc
&
Chdr.
Poste de soudure. Réparer les éléments
déformés et
souder les fissures.
Contrôler les éléments de fixation
du châssis 35
Méc. Clés (tous les types),
Clé dynamométrique.
Resserrer si nécessaire avec le
couple
de serrage convenable.
Contrôler la corrosion
120
Méc. Peinture antirouille. Revêtir les parties ayant
subies une dégradation de la
couche protectrice.

Chapitre V : Etablissement du plan de maintenance préventive et étude technico-économique du projet
84 Rapport PFE : KHALDOUNE FSTF
PLAN DE MAINTENANCE PREVENTIVE
Equipements : Alimentateur à tiroir silo 10
Date de mise en œuvre : 09/06/2016
Equipe : AHROUCH _CHARQAOUI
Liste des interventions
Mar
che
Arr
êt
Du
rée
(min
)
Périodicité
Inte
rven
ants
Outillages, PDR
et
Consommables
Observations et Remarques
Ch
aqu
e p
ost
e
Jou
rnal
ière
Heb
do
mad
aire
Par
15
jo
urs
Men
suel
le
Tri
mes
trie
lle
Sem
estr
iell
e
An
nu
elle
Trémie et tiroir
Contrôler les plaques de blindage
120
Méc. Contrôler l’usure des plaques de blindage et signaler les usures prématurés.
Contrôler la fixation de blindage
180
Méc. Clés (tous types). Resserrer les vis de fixation si c’est nécessaire.
Changement de blindage
480
Méc. Clés (tous types),nouveaux blindages.
Remplacer le blindage usé par de nouveau blindage.
Contrôler la tôle de base
60
Méc. Contrôler l’usure de la tôle de
base et signaler les usures
observées.
Contrôler la corrosion de la tôle
de base
90
Méc. Peinture antirouille. Revêtir les parties ayant
subies une dégradation de la
couche protectrice.
Contrôler l’état de galets
60
Méc. Nouveaux galets, marteau.
Contrôler l’usure des galets et les changer si nécessaire.
Lubrifier les glissières
10
Méc. Pistolet graisseur.
Contrôler les axes de galets
5
Méc. Signaler les usures observées.

Chapitre V : Etablissement du plan de maintenance préventive et étude technico-économique du projet
85 Rapport PFE : KHALDOUNE FSTF
Contrôler l'état des paliers
4
Méc. Contrôler l’usure et signaler le problème (bruit).
Graisser les paliers et l’arbre
8
Méc. Pistolet graisseur. Graisser avec une quantité convenable.
Nettoyage des paliers
12
Opér. Tuyauterie d’eau, chiffon.
Contrôler les vibrations
5
Méc. Vibromètre. Signaler les bruits et les vibrations anormaux et vérifier l’installation.
Châssis
Vérifier l'état du châssis
25
Méc
&
Chdr.
Réparer les éléments
déformés et
souder les fissures.
Contrôler les éléments de fixation
du châssis 35
Méc. Clés (tous les types),
Clé dynamométrique.
Resserrer si nécessaire avec le
couple
de serrage convenable.
Contrôler la corrosion
120
Méc. Peinture antirouille. Revêtir les parties ayant
subies une dégradation de la
couche protectrice.
Bielle-Excentrique
Vérifier la fixation de
l’excentrique sur la bride
5
Méc. Clés (tous les types),
Clé dynamométrique.
Resserrer si nécessaire avec le
couple
de serrage convenable.
Changement des boulons de
fixation de l’excentrique sur la
bride
20
Méc. Clés (tous les types),
Clé dynamométrique,
boulons de fixation.
Resserrer avec le couple
de serrage convenable.
Graisser les roulements des bielles
5
Méc. Pistolet graisseur.
Changer les bielles
90
Méc. Clés (tous les types),
bielle
Changer la bielle usée par
celle qui est nouvelle et
vérifier sa fixation sur la
l’excentrique.
Changement des roulements des bielles
30
Méc. Clés (tous les types).

Chapitre V : Etablissement du plan de maintenance préventive et étude technico-économique du projet
86 Rapport PFE : KHALDOUNE FSTF
Vérifier l'état des chapes
20
Méc
&
Chdr.
Poste de soudure. Réparer les éléments
déformés et
souder les fissures.
Lubrifier l’axe bille/chape
10
Méc. Pistolet graisseur. Graisser avec une quantité convenable.
Tableau 19: plan de maintenance préventive de la nouvelle installation relative au circuit d’extraction du fond silo 10
Pour bien suivre l’exécution de plan préventive nous avons mis en place des fiches de suivi pour ces interventions, comme une gamme opératoire
pour le plan préventif. Ce document est illustré dans l’annexe (33).

Chapitre V :Etablissement du plan de maintenance préventive et étude technico-économique du projet
87 Rapport PFE : KHALDOUNE FSTF
II. Etude technico-économique du projet
L’étude Technico-économique ou étude de faisabilité s’impose comme une partie
indispensable pour la réalisation de tout projet, dans la mesure où elle permet de donner une
représentation technique et financière du projet. Décomposé en deux parties consistantes :
Déterminer le coût d’investissement du projet.
Le coût de production ou les gains réalisés par la mise en place du nouveau système.
Ceci nous permettra de déterminer le retour d’investissement, ainsi que le temps pour que
le projet soit rentable.
1.Cout d’investissement du projet
On note concernant ces estimations, qu’elles sont faites sur la base des fournisseurs et sous-
traitants habituels avec lesquels coopère MANAGEM, donc tout changement dans ce paramètre
se répercutera directement sur le coût total, ainsi on préfère prendre ce montant comme un coût
minimal du projet.
Désignation du produit Prix Unitaire DH Quantité Montant DH Rouleau PSV/1-FHD 133×1310
439 17 7463
Rouleau PSV/3-FHD 133×430
169 135 27885
Rouleau amortisseur 133×1315
618 7 4326
Rouleau amortisseur 133×430
352 21 7392
chevalier 409 52 21268
Bande 1200 4 plis Rev8+3 classe 6300
2000DH/ML 80 mètre 160000
Roulement 23024 CC/W33
4380 2 8760
Roulement 23020 CC/W33
3700 2 7400
Palier à semelle SNG 528 ø arbre : 125 mm
6000 2 12000
Palier à semelle SNG 5 Ø arbre : 100 mm
3620 2 7235
Moteur 4P LSES 280 SC 75 kW
25000 1 25000
Accouplement CARDAFLEX®622404
3250 1 3250
Accouplement RADIAFLEX® RTP 4.16 612416
25000 1 25000
Réducteur 35000 1 35000
Chapitre V :Etablissement du plan de maintenance préventive et étude technico-économique du projet
88 Rapport PFE : KHALDOUNE FSTF
Le coût d’investissement du projet vaut environ : 351 979 Dhs.
2.Gains du nouveau projet
Avec l’implantation de cette nouvelle installation relative au circuit d’extraction du fond :
silo 10, MANAGEM estime que la production mensuelle du silo 10 va jusqu’à 1000 tonnes.
Sachant que le prix du revient par tonne vaut presque 220 Dhs, et le prix avec lequel vend la société
son produit vaut environ 800 Dhs par tonne, ce qui entraine un bénéfice de 580 DH par tonne.
Donc une production mensuelle de 1000 tonnes engendre un bénéfice de 580 000 Dhs.
Finalement le temps pour que le projet soit rentable est :
( 351 979/ 580 000) × 30= 19 jours
Donc 19 jours de production continue en tenue compte du silo 10, est suffisante pour que
la société MANAGEM commence à réaliser des bénéfices.
Conclusion :
C’est au terme de ce dernier chapitre, que s’achève l’étude du notre projet intitulé :
«Analyse critique et dimensionnement d’une nouvelle installation relative au circuit
d’extraction du fond :silo10».Et dans lequel nous avons présenté, tout d’abord une réalisation du
plan de maintenance préventive de la nouvelle installation et aussi sa fiche du suivi, ensuite on a
calculé le coût et la durée de rentabilité du projet.

Conclusion Générale Et Perspectives
89 Rapport PFE : KHALDOUNE FSTF
Conclusion générale et perspectives
L’objectif général de ce travail qui s’inscrit dans le recentrage stratégique de l’activité de
MANAGEM, en occurrence l’approvisionnement en équipements miniers pour les projets
d’extension de la mine DRAA SFAR de la filiale CMG , pour augmenter la cadence de production.
Etait le dimensionnement de la partie mécanique d’un convoyeur à bande fait partie de la nouvelle
installation relative au circuit d’extraction du minerai au fond, et de faire une analyse des causes
de l’usure abrasive excessive du blindage utilisé comme renfort du métal de base dans les
installations existantes, afin de trouver une solution pour augmenter la durée de vie de ce blindage.
Ainsi d’établir le plan de maintenance préventive de cette nouvelle installation.
Au début nous avons effectué une analyse de l’existant basée sur le l’outil AMDEC, au
moyen d’une démarche de retour d’expérience. Une analyse à travers laquelle on a essayé de
dégager les défaillances critiques des installations existantes relatives au circuit d’extraction au
fond du puits 3 et d’expliciter leurs impacts sur la sureté de fonctionnement. Ensuite une étude
détaillée de dimensionnement du convoyeur à bande est faite tout en respectant un cahier de charge
bien déterminé. Par la suite pour pallier au problème de l’usure par abrasion du blindage, on a
recours à faire une analyse des différentes causes mis en jeu, chose qui nous a permis de trouver
une solution d’amélioration sous forme d’un nouveau matériau à mettre en place.
Enfin, grâce à la démarche AMDEC, nous avons pu réaliser des plans préventifs pour la
nouvelle installation ainsi la fiche de suivi pour suivre la mise en œuvre des plans d’actions
proposées et le respect des délais de tout ou partie d’entre eux. Et finalement nous avons fait une
étude technico-économique du projet.
Comme compliment à notre travail on propose :
Le développement d’une application informatique de synthèse de la méthode de
dimensionnement du convoyeur à bande, une application qui permet d’adapter les résultats
de l’étude selon les particularités d’un nouveau cahier de charge.
L’implantation des plans préventifs réalisés dans une application GMAO afin de faciliter
la procédure des entretiens de maintenance.
Référence et bibliographie
90
Références et bibliographie
Formulaire de manutention mécanique Henri CLAES 1ere édition Mai 1966.
INTERNATIONAL STANDARD ISO 5048, second edition 1989-09-15; continuous
mechanical handling equipment – belt conveyors with carrying idlers – calculation of
operating power and tensile forces.
Phoenix conveyor belts design fundamentals.
Conveyor belt technique, design and calculation; DUNLOP.
Rouleaux et composants pour la manutention des produits en Vrac, RULMECA.
Cours de la 2ème année “ Eléments de machines “.
Guide des sciences et technologies industrielles.
Documents interne de CMG MANAGEM.
DROUIN&GOU&THIRY&VINET, éléments de machines. EDITION de l’école
Polytechnique de MONTREAL, 1986
Cours de la 3ème année “ Gestion de la maintenance“.
Cours de la 1 ère année “Conception pour le choix d’un matériau “.
Livre des Matériaux 3 eme édition Jean-Paul Bailon et Jean-Marie Dorlot.

Annexes
91
Annexe 1 : diagramme Gant du projet
Annexe 2 : Grille de cotation des fréquences de défaillances pour AMDEC
Type de défaillance Critère de fréquence de
l’occurrence
Valeur de fréquence (F)
Inexistante N’a jamais survenu 1
Rare Moins d’une fois par an 2
Peu fréquent Au moins une fois par 3 mois 3
Fréquent Au moins une fois par mois 4
Très fréquent Au moins une fois par semaine 5
Annexe 3 : Grille de cotation de gravité de défaillances pour AMDEC
Type de défaillance Temps de remise en marche Valeur de gravité (G)
Très faible Ne dépasse pas une 2 heures 1
Sans dommage Entre 2 heures et 8 heures 2
Moyenne Entre 8 heures et 24 heures 3
Important Nécessite plus qu’une journée 4
Catastrophique Touche la sécurité des personnes 5
Annexe 4 : Grille de cotation de détection de défaillances pour AMDEC
Type de défaillance Temps de remise en marche Valeur de détection
(D)
Détection total Signe avant-coureurs : l’opérateur peut
détecter facilement la défaillance.
1
Détection exploitable Peu de signe : la défaillance est détectable
avec une certaine recherche.
2
Détection faible Aucun signe : la recherche de la défaillance
n’est pas facile.
3
Aucune détection Expertise nécessaire : la défaillance n’est pas
détectable, encore sa localisation nécessite
une expertise approfondie
4
Annexe 5 : Grille des criticités de défaillances pour AMDEC selon la norme CNOMO
Valeur de la criticité Action Couleur 𝐂 < 𝟔 Ne pas tenir en compte. 𝟔 ≤ 𝐂 < 𝟏𝟔 Mise sous préventif à fréquence faible. 𝟏𝟔 ≤ 𝐂 < 𝟐𝟒 Mise sous préventif à fréquence élevée. 𝟐𝟒 ≤ 𝐂 < 𝟑𝟔 Recherche d’amélioration. 𝐂 > 𝟑𝟔 Reprendre la conception.

Annexes
92
Annexe 6 : Tableau AMDEC des installations relatives au circuit d’extraction du fond : silo 8 et 9
Date de mise en œuvre : 15/04 /2016 AMDEC moyen de production Système : Alimentateur à tiroir
Sous système :bielle-excentrique
Eléments
Fonction
Mode de
défaillance
Causes de
défaillance
Effets de la
défaillance
Détection
Criticité
F D G C
Excentrique
Tourner
continuellem-
ent dans le
même sens
autour de son
axe.
Cassure de
son axe
-Blocage de blocs du minerai
dans le tiroir.
-Cisaillement des boulons de fixation.
-Plus de
transmission
d’effort.
-Visuel. 3 2 2 12
Bielle
Transmettre le
mouvement de
l’excentrique
au tiroir.
Usure -Choc.
-Effort trop important.
-Roulement défectueux.
-Plus de
transmission
d’effort.
-Visuel.
-Auditif.
3 2 2 12
Flambement -Blocage.
-Effort de compression trop
important.
-Mauvaise transmission.
-Visuel. 2 2 2 8
Chape
Transmettre
l’énergie
mécanique de
translation.
Ovalement de
la chape
- Blocage de blocs du minerai
dans le tiroir. -Mauvaise
transmission.
-Visuel. 3 2 2 12
Axe
Bielle/Chape
Permet la
liaison pivot de
la bielle par
rapport à la
chape
Grippage -Manque de graissage. -Mauvaise étanchéité.
-Usure. -Rupture de l’axe.
-Visuel. -Auditif.
-Olfactif.
3 2 2 12

Annexes
93
Date de mise en œuvre : 15/04 /2016 AMDEC moyen de production Système : Alimentateur à tiroir
Sous système :Tiroir
Eléments
Fonction
Mode de
défaillance
Causes de
défaillance
Effets de la
défaillance
Détection
Criticité
F D G C
Tôles de base
Contenir le
minerai jusqu’à
son arrivée à la
bande
transporteuse.
Usure -Chute de blindage.
-Usure avancée du blindage.
-Choc. -frottement.
-fuite du minerai. -Visuel après contrôle.
3 2 3 18
Corrosion -L’agressivité du milieu. -Blocs du minerai
accompagnés de l’eau.
-Dégradation du matériau.
-Rugosité de la
surface.
-Visuel. 2 2 4 16
Blindage Protéger le
tiroir contre
l’usure et la
corrosion.
Chute -Desserrage des boulons de
fixation.
-Défaut de montage.
-Choc. -Défaut d’exploitation (trémie
vide).
-Fuite dans la tôle
de base.
-Blocage de
l’alimentateur à tiroir.
-Visuel après contrôle.
-Auditif. 3 2 3 18
Usure
avancée
-Dépassement de la limite de
changement de blindage.
-Mauvaise alimentation :
*Granulométrie du minerai. *Dépassement de la densité
prévue de matière transportée.
*Dépassement de la vitesse tangentielle prévue pour le
tiroir.
-Qualité du matériau. -Epaisseur de blindage.
-Usure de la tôle de base.
-cisaillement des
boulons de fixation.
-Visuel après contrôle.
3 2 4 24
Corrosion -L’agressivité du milieu.
-Blocs du minerai accompagnés de l’eau.
-Dégradation du
matériau. -Mauvaise
transmission.
-Visuel. 1 2 4 8
Galets Guider le tiroir
en translation.
Usure -choc.
-Effort trop important. -Risque de
déplacement du tiroir.
-Visuel.
2 2 2 8
Blocage -Roulement grippé.
-Axe grippé.
-Echauffement. -Usure des
glissières.
-Transmission difficile.
-Visuel. -Olfactif.
2 2 2 8
Glissière Diminuer le
frottement des
liaisons.
Usure -Frottement.
-Grippage de l’axe du galet.
-Bruit.
-Echauffement.
-Visuel.
-Auditif. -Olfactif.
2 2 3 12
Axe de galet Permet la
liaison pivot du
galet par
rapport à la
glissière.
Usure -choc.
-Effort trop important.
-Vibrations.
-Mauvaise transmission.
-Visuel.
-Auditif.
-Vibromètre.
2 2 2 8
Grippage -Manque de graissage. -Mauvaise étanchéité.
-Usure. -Rupture de l’axe.
-Visuel. -Auditif.
-Olfactif.
1 2 2 4
Paliers Guider l’arbre
en rotation.
Cassure -Manque d’étanchéité.
-Mauvais montage. -Manque de graissage.
-Fatigue.
-Bruit.
-Axe bloqué. -Température
élevée.
-Visuel. -Auditif. -Olfactif.
-Vibromètre
1 2 2 4
Châssis Supporter
l’alimentateur à
tiroir et le
moto-réducteur.
Déformation -Effort trop important.
-Blocage de blocs du minerai dans le tiroir.
-Flambement.
-Vibrations.
-Détérioration de l’alimentateur à
tiroir.
-Visuel.
-Auditif. 2 2 4 16
Corrosion -L’agressivité du milieu.
-Blocs du minerai
accompagnés de l’eau.
-Dégradation du
matériau.
-Visuel. 2 2
3 12

Annexes
94
Date de mise en œuvre : 15/04 /2016 AMDEC moyen de production Système : Convoyeur à bande
Sous système :moto-réducteur
Eléments
Fonction
Mode de
défaillance
Causes de
défaillance
Effets de la
défaillance
Détection
Criticité
F D G C
Moteur
Transformer
l’énergie
électrique en
énergie
mécanique.
Pas de rotation -Chute de tension.
-Court-circuit.
-Défaut de connexion. -Défaut d’alimentation.
-Arrêt.
-
-Visuel.
1
1 1 1
Rotation
inversée
-Défaut de connexion. -Défaut de câblage.
-Bouchage de la charge.
-Entrainement de
problème sur le
réducteur.
- -Visuel.
1 1 1 1
Rotation lente -Défaut du pole du moteur. -Couple résistant trop
important.
-Entrainement insuffisant de la
charge.
-Visuel. -Tachymètre.
1 1 1 1
Echec de
démarrage
-Défaut d’alimentation.
-Absence de tension au niveau du jeu de barre.
-Mauvais asservissement.
-Mauvais contact. -Mauvais isolement.
-Fusibles fondus.
-Arrêt.
-Visuel.
3 1 1 3
Echauffement -Colmatage des ailettes.
-Surcharge thermique. -Frottements anormaux.
-Défauts de lubrification.
-Bruit. -Grillage des
roulements et des
éléments voisins. -Dégradation du
moteur.
-Relais thermique. -Tactile.
-Olfactif.
-Visuel.
2 2 4 16
Blocage -Moteur grillé.
-Défaillance des roulements.
-Coincement du réducteur.
-Arrêt.
-Bruit.
-Dégradation des
éléments voisins.
-Visuel.
-Auditif.
2 1 4 8
Vibrations
-Desserrage des boulons. -Usure des éléments.
-Défaut d’installation.
-Défaut de montage. -Jeu axial excessif.
-Défaut d’alignement.
-Bruit. -Désalignement de
l’arbre.
-Cisaillement des boulons de
fixation.
-Dégradation du matériel.
-Visuel.
-Auditif.
-Vibromètre.
2 1 3 6
Accouplem-
ent
Elastique
Transmettre
la puissance
du moteur au
réducteur.
Désaxage entre
l’entrée et la
sortie
-Défaut d’installation.
-Défaut de montage. -Dysfonctionnement du
réducteur.
-Bruit.
-vibrations. -Usure des dentures
du réducteur.
-Rupture de l’accouplement.
-Visuel.
-Auditif.
-Vibromètre
2 2 4 16
Rupture de
deux demi-
accouplement
-Sur couple ou choc.
-Usure avancée. -Arrêt de
l’alimentateur. -Visuel.
2 2 2 8
Rupture des
tampons en
Caoutchouc
-Sur couple ou choc.
-Usure avancée. -Arrêt de
l’alimentateur. -Visuel.
3 2 1 6
Echauffement -Grippage des roulements.
-Défaut de lubrification :
*Lubrification insuffisante. *Mauvaise qualité du
lubrifiant.
*Mauvaise étanchéité. *Bouchage du chemin de
graissage.
-Défaut de montage. -Défaut d’engrènement.
-Dégradation du
lubrifiant.
-Détérioration des joints d’étanchéité.
-Relais thermique.
-Tactile.
-Olfactif.
-Visuel.
1 2 3 6

Annexes
95
Réducteur
Réduire la
vitesse
d’entrée et
augmenter le
couple.
Défaut
d’engrènement
-Déformation des profils des
dents. -Interférences des dents.
-Introduction d’impuretés
dans le lubrifiant. -Desserrage des boulons de
fixation.
-Défaut de montage. -Flexion de l’arbre
d’entrainement.
-Blocage.
-Bruit.
-Vibrations. -Désalignement de
l’arbre.
-Cisaillement des boulons de
fixation.
-Dégradation du matériel.
-Visuel.
-Auditif.
-Vibromètre.
2
2
4
16
Fuite d’huile
-Arrêt d’huile défectueux.
- Chute de niveau
d’huile.
-Voyant. 2
2 4 16
Roulements
endommagés
-Désalignement. - Vibrations. -Vibromètre. 2 3 3 18
Date de mise en œuvre : 15/04 /2016 AMDEC moyen de production Système : Convoyeur à bande
Sous système: Tambour de commande
Eléments
Fonction
Mode de
défaillance
Causes de
défaillance
Effets de la
défaillance
Détection
Criticité
F D G C
Tambour
Entrainer la
bande
Présence de
méplat, fissure
-Absence de revêtement. -
frottement. -Déport bande.
-Usure bande. -Visuel.
-Auditif.
2 2 3 12
Usure de
revêtement
Présence de corps
étrangers entre la bande et le tambour.
-Réduction vitesse
bande. -Déport de bande.
-Visuel. -Auditif. -Vibromètre.
-Olfactif.
2 3 2 12
Arbre Transmettre le
mouvement de
rotation au
tambour
Usure au niveau
du contact avec
les roulements
-Manchon de roulement
desserré.
-bague intérieure du roulement usée.
-Mauvaise
transmission. -Visuel. Auditif.
-Vibromètre.
3 1 4 12
Cassure, fissure -Mauvais montage.
-qualité du matériau de
l’arbre.
-Pas de
transmission. -Visuel. 3 2 4 24
Mauvaise liaison
avec la clavette
-Usure rainure.
-Usure clavette.
-Battement. -Auditif.
-Vibromètre. 3 1 4 12
Paliers Guider l’arbre
en rotation
Usure, Cassure -Manque d’étanchéité. -Mauvais montage.
-Manque de graissage.
-Fatigue.
-Bruit. -Arbre bloquée.
-Température
élevée.
-Visuel. -Auditif.
-Olfactif.
-Vibromètre.
2 2 2 8
Date de mise en œuvre : 15/04 /2016 AMDEC moyen de production Système : Convoyeur à bande
Sous système: Tambour de renvoi
Eléments
Fonction
Mode de
défaillance
Causes de
défaillance
Effets de la
défaillance
Détection
Criticité
F D G C
Tambour
Entrainer la
bande
Présence de
méplat, fissure
-Absence de revêtement. -Frottement.
-Déport bande. -Usure bande.
-Visuel.
-Auditif.
2 2 3 12
Usure de
revêtement
Présence de corps
étrangers entre la bande et
le tambour.
-Réduction vitesse
bande.
-Déport de bande.
-Visuel.
-Auditif. -Vibromètre.
-Olfactif.
2 3 2 12
Arbre Transmettre le
mouvement de
Usure au niveau
du contact avec
les roulements
-Manchon de roulement desserré.
- Bague intérieure du
roulement usée.
-Mauvaise transmission.
-Visuel. Auditif. -Vibromètre.
3 1 4 12

Annexes
96
rotation au
tambour
Cassure, fissure -Mauvais montage.
-Qualité du matériau de l’arbre.
-Pas de
transmission. -Visuel. 3 2 4 24
Mauvaise liaison
avec la clavette
-Usure rainure.
-Usure clavette.
-Battement. -Auditif.
-Vibromètre 3 1 4 12
Paliers Guider l’arbre
en rotation
Usure, Cassure -Manque d’étanchéité.
-Mauvais montage.
-Manque de graissage. -Fatigue.
-Bruit,
-Arbre bloquée.
-Température élevée.
-Visuel. -Auditif.
-Olfactif. -Vibromètre.
2 2 2 8
Date de mise en œuvre : 15/04 /2016 AMDEC moyen de production Système : Convoyeur à bande
Sous système :Bande
Eléments
Fonction
Mode de
défaillance
Causes de
défaillance
Effets de la
défaillance
Détection
Criticité
F D G C
Courroies
Recevoir les
blocs du
minerai et les
transporter
Rupture
(Décollage)
-Bande trop déportée. -Rupture collage ou rupture
agrafage.
-Arrêt de production.
-Visuel. 3
2 4 24
Usure, brulure -Rouleaux défectueux.
-Qualité bande.
-Température élevée.
-Déport bande.
-Bande trouée.
-Visuel.
-Auditif.
-Olfactif.
3 2 4 24
Tension
insuffisante
-Système de tension
défectueux.
-Bande trop longue. -Dilatation importante.
-Bande trainante.
-Vitesse réduite.
-Visuel.
5
2
2
20
Rouleaux Centrer et
guider la bande
Blocage et
cassure
-Roulement défectueux.
-Présence de corps
étrangers. -Frottement élevé.
-Usure bande.
-Méplats sur les
rouleaux.
-Visuel.
-Auditif.
-Vibromètre.
3 2 4 24
Châssis Supporter la
bande,
tambours et les
rouleaux
Déformation -Effort trop important.
-Flambement.
-Vibrations.
-Détérioration du convoyeur à bande.
-Visuel.
-Auditif. 2 2 3 12
Corrosion -L’agressivité du milieu. -Blocs du minerai
accompagnés de l’eau.
-Dégradation du matériau.
-Visuel.
2 2 3 12

Annexes
97
Annexe 7 : Diagramme FAST du convoyeur à bande

Annexes
98
Annexe 8 : masse da la carcasse de la bande
Annexe 9 : Abaque du coefficient de longueur C
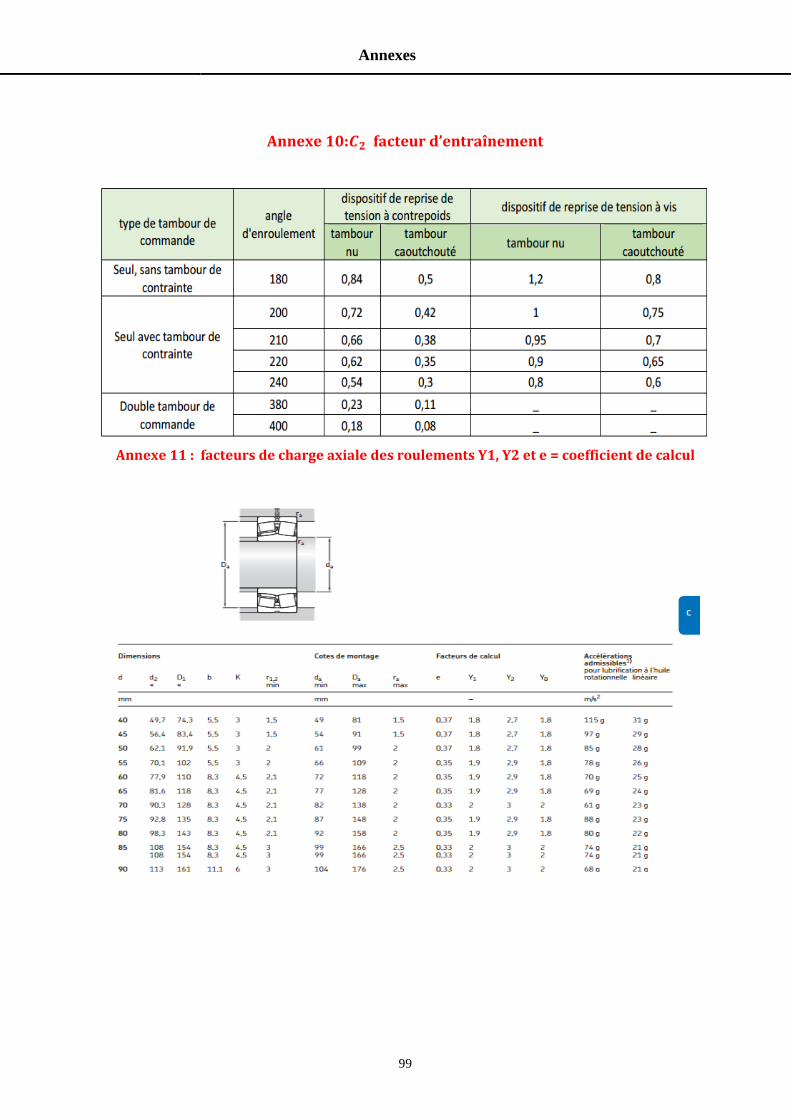
Annexes
99
Annexe 10:𝑪𝟐 facteur d’entraînement
Annexe 11 : facteurs de charge axiale des roulements Y1, Y2 et e = coefficient de calcul

Annexes
100
Annexe 12 : Roulements à rotule sur rouleaux de catalogue SKF

Annexes
101
Annexe 13 : Type de revêtement choisi pour les tambours
Annexe 14 : L’indice de protection IP

Annexes
102
Annexe 15 : L’indice de mode de fixation IM

Annexes
103
Annexe 16 : L’indice du mode de refroidissement IC

Annexes
104
Annexe 17 : le moteur choisi du type Leroy Somer

Annexes
105
Annexe 18 : Procédure du choix de réducteur

Annexes
106

Annexes
107
Annexe 19 : Le facteur de service 𝐟𝐁
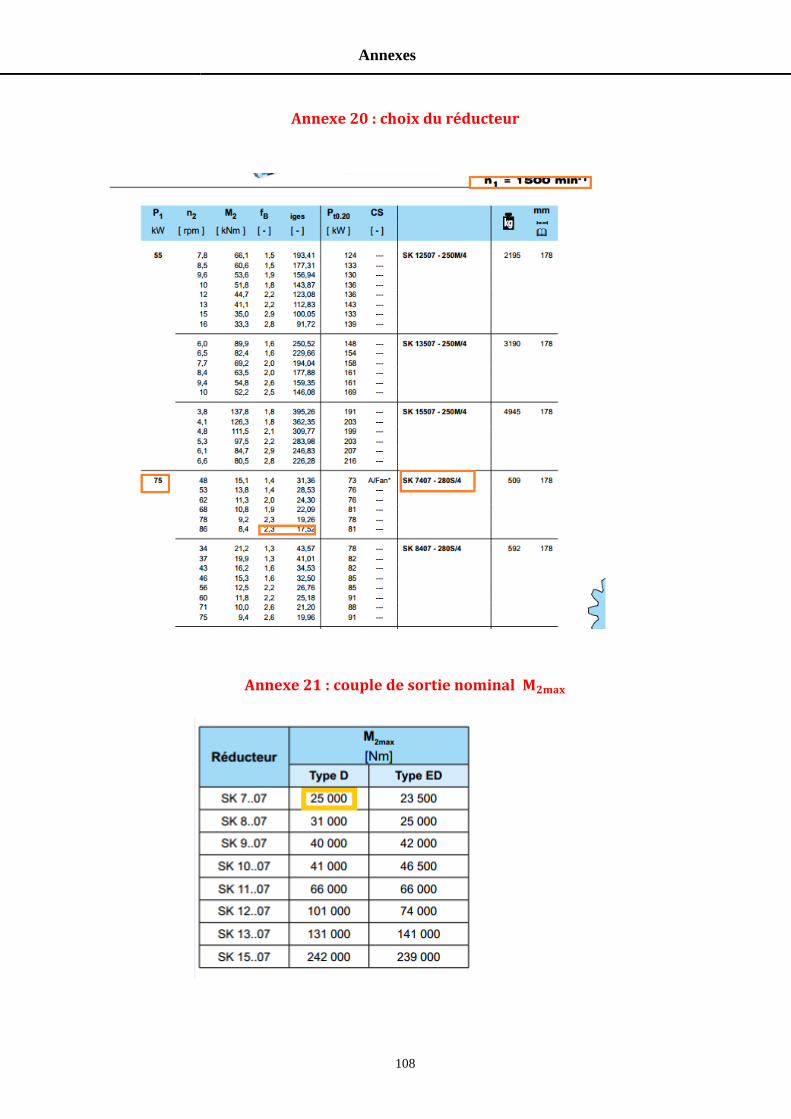
Annexes
108
Annexe 20 : choix du réducteur
Annexe 21 : couple de sortie nominal 𝐌𝟐𝐦𝐚𝐱

Annexes
109
Annexe 22 : rendement du réducteur 𝛈𝐍
Annexe 23 : facteur de démarrage 𝐟𝐀𝐍
Annexe 24 : facteur de pics de charge 𝐟𝐬
Annexe 25 :coefficient qui tient compte des irrégularités des couples 𝑲𝟏

Annexes
110
𝐀𝐧𝐧𝐞𝐱𝐞 𝟐𝟔 : coefficient pour fréquences de démarrage 𝑲𝟐
𝐀𝐧𝐧𝐞𝐱𝐞 𝟐𝟕 : Coefficient pour le nombre d’heures de fonctionnement par jour 𝑲𝟑
Annexe 28 : un accouplement de type CARDAFLEX®622404

Annexes
111
Annexe29 : accouplement à grande souplesse de type RADIAFLEX® RTP 4.16 612416

Annexes
112
Annexe 30 : les rouleaux des stations porteuses
Annexe 31 : les rouleaux des stations inférieures

Annexes
113
Annexe32 : constante d'élasticité de la traverse/des rouleaux amortisseurs

Annexes
114
Annexe 33 : fiche de suivi du plan de maintenance préventive
Fiche de suivi de plan préventif
Equipement : silo 10 Périodicité :
Date planifiée : Date de réalisation:
Sous
Ensemble
Interventions Durée
planifiée
Durée réalisée Effectif Outillages, PDR et
Consommables
Observations et Remarques

115