Prediction of equiaxed grain structure and macrosegregation in an industrial steel ingot: comparison...
9
ORIGINAL RESEARCH Prediction of equiaxed grain structure and macrosegregation in an industrial steel ingot: comparison with experiment Arvind Kumar • Miha Zaloz ˇnik • Herve ´ Combeau Ó Indian Institute of Technology Madras 2011 Abstract Chemical heterogeneities and grain structures significantly influence the quality and final properties in solidified ingots, and the phenomena responsible for their formation during solidification are closely related. Two significant issues exist, which make the prediction of chemical heterogeneities and grain structures in industrial ingots a difficult task. The first challenge is that develop- ment of such models combining these two aspects is still at its beginning, and the second challenge is the size of the industrial ingots, where a number of phenomena need to be accounted for. In this article, we present macro-segregation and grain structures predictions in a 6.2-ton industrial steel ingot using a multiphase and multiscale model. In the model used the grain growth model is fully coupled with a volume-averaged two-phase macroscopic solidification model that accounts for macroscopic fluid flow, grain transport, heat transfer, and solute transport. A comparison between experiment and numerical results is discussed in order to illustrate the capabilities and limitations of the model. Notably, it is demonstrated that accounting for grain motion improves the predictions, compared to the case where the solid is assumed to be fixed. The model is also able to predict the globular grain in the bottom part and dendritic grains in the remaining part of the ingot. Keywords Multiscale model Steel ingot casting Grain morphology Macrosegregation 1 Introduction The production of steel ingots with improved structure and chemical homogeneities is of great concern for steelmak- ers. Final properties of parts manufactured using these steel ingots are strongly affected by the metallurgical structures and chemical homogeneities of the as-cast ingots. With this view, the prediction of grain structure and chemical het- erogeneities in industrial half-products (ingots and cast- ings) during solidification is of great importance. Solidification involves several physical and chemical processes. Of particular importance is the difference in solubility of elements between liquid and solid phases, which induces an enrichment of solute in residual liquid steel during solidification. The main phenomena responsi- ble for the formation of segregations in the casting have been identified long years ago, and a general framework for the development of inherent model has been defined since 20 years. The same phenomena and conclusions can be related to the formation of grain structure during solidifi- cation [1–7]. However, the development of models com- bining these two coupled aspects is still at its beginning. The solute redistribution during the solidification is governed mainly by two mechanisms: By melt flow induced by thermosolutal natural convection, shrinkage, and pouring, and by the transport of solute-lean free- floating grains. The motion of the grains affects all aspects of the coupled highly nonlinear transport phenomena, heat transfer, solute transport, and flow behavior [1–16]. While we know that free-floating grains appear during the solid- ification of an ingot [1–19], the co-operation and compe- tition of the grain-settling effect with that of the melt flow depends on the morphology of the grains. A fully coupled multiscale solidification model was used to perform solidification simulations of a 3.3-ton steel ingot, where A. Kumar M. Zaloz ˇnik H. Combeau (&) Institut Jean Lamour, Nancy-Universite ´, Ecole des Mines de Nancy, Parc de Saurupt, 54042 Nancy Cedex, France e-mail: [email protected] 123 Int J Adv Eng Sci Appl Math DOI 10.1007/s12572-011-0034-y IIT, Madras IIT, Madras
Transcript of Prediction of equiaxed grain structure and macrosegregation in an industrial steel ingot: comparison...

ORIGINAL RESEARCH
Prediction of equiaxed grain structure and macrosegregationin an industrial steel ingot: comparison with experiment
Arvind Kumar • Miha Zaloznik • Herve Combeau
� Indian Institute of Technology Madras 2011
Abstract Chemical heterogeneities and grain structures
significantly influence the quality and final properties in
solidified ingots, and the phenomena responsible for their
formation during solidification are closely related. Two
significant issues exist, which make the prediction of
chemical heterogeneities and grain structures in industrial
ingots a difficult task. The first challenge is that develop-
ment of such models combining these two aspects is still at
its beginning, and the second challenge is the size of the
industrial ingots, where a number of phenomena need to be
accounted for. In this article, we present macro-segregation
and grain structures predictions in a 6.2-ton industrial steel
ingot using a multiphase and multiscale model. In the
model used the grain growth model is fully coupled with a
volume-averaged two-phase macroscopic solidification model
that accounts for macroscopic fluid flow, grain transport,
heat transfer, and solute transport. A comparison between
experiment and numerical results is discussed in order to
illustrate the capabilities and limitations of the model.
Notably, it is demonstrated that accounting for grain
motion improves the predictions, compared to the case
where the solid is assumed to be fixed. The model is also
able to predict the globular grain in the bottom part and
dendritic grains in the remaining part of the ingot.
Keywords Multiscale model � Steel ingot casting �Grain morphology � Macrosegregation
1 Introduction
The production of steel ingots with improved structure and
chemical homogeneities is of great concern for steelmak-
ers. Final properties of parts manufactured using these steel
ingots are strongly affected by the metallurgical structures
and chemical homogeneities of the as-cast ingots. With this
view, the prediction of grain structure and chemical het-
erogeneities in industrial half-products (ingots and cast-
ings) during solidification is of great importance.
Solidification involves several physical and chemical
processes. Of particular importance is the difference in
solubility of elements between liquid and solid phases,
which induces an enrichment of solute in residual liquid
steel during solidification. The main phenomena responsi-
ble for the formation of segregations in the casting have
been identified long years ago, and a general framework for
the development of inherent model has been defined since
20 years. The same phenomena and conclusions can be
related to the formation of grain structure during solidifi-
cation [1–7]. However, the development of models com-
bining these two coupled aspects is still at its beginning.
The solute redistribution during the solidification is
governed mainly by two mechanisms: By melt flow
induced by thermosolutal natural convection, shrinkage,
and pouring, and by the transport of solute-lean free-
floating grains. The motion of the grains affects all aspects
of the coupled highly nonlinear transport phenomena, heat
transfer, solute transport, and flow behavior [1–16]. While
we know that free-floating grains appear during the solid-
ification of an ingot [1–19], the co-operation and compe-
tition of the grain-settling effect with that of the melt flow
depends on the morphology of the grains. A fully coupled
multiscale solidification model was used to perform
solidification simulations of a 3.3-ton steel ingot, where
A. Kumar � M. Zaloznik � H. Combeau (&)
Institut Jean Lamour, Nancy-Universite, Ecole des Mines de
Nancy, Parc de Saurupt, 54042 Nancy Cedex, France
e-mail: [email protected]
123
Int J Adv Eng Sci Appl Math
DOI 10.1007/s12572-011-0034-y IIT, MadrasIIT, Madras
either fully dendritic or fully globular grain morphology
has been used [15]. In practice, the grain morphology in
large ingots experiences transitions [1, 2]; we generally
find globular regions at the bottom and dendritic regions in
the central part of the ingot. Therefore, the morphology
transition has to be accounted for in the solidification
model by modeling the evolution of the grain morphology
in order to properly predict the macro-segregation forma-
tion [3]. The equiaxed grain morphology transition was
observed numerically using a three phase model but the
study was limited to the case of one grain [3].
The application of solidification models to processes
like industrial steel ingot production is a challenging
problem mainly due to the size of the products and the
variety of the phenomena to be accounted for [1, 2, 19, 20].
Some of those various phenomena to be accounted for are
thermo-solutal convection [19, 20], grain motion [3–17],
evolution of grain morphology by suitably considering a
coupled grain growth model in the macroscopic solidifi-
cation model [2–4, 7], formation of channel segregates
(mesosegregates) [21–24]. Vannier et al. [20] reported
calculations for a large multicomponent steel ingot,
however, grain motion and evolution of grain morphol-
ogy during solidification was not considered, which
present significant limitations of their study. Some other
researchers have reported applications to small ingots (less
than 10 kg in weight with diameter 66 mm and height
170 mm) and considered only globular equiaxed grains
[13]. In previous work by Combeau and coworkers, sim-
ulation results for a 3.3-ton steel ingot was reported con-
sidering motion of equiaxed grains [4, 7, 15] and evolution
of grain morphology during solidification [4, 7]. It has been
shown that a model with purely globular grains cannot
explain the macro-segregation pattern in the ingot as it does
not properly account for the motion of inter-dendritic liquid
in the packed layer [15]. For this ingot a dendritic grain
structure was observed experimentally. The axial segre-
gation pattern with purely dendritic grains or with fixed
solid is found to resemble similarity as the flow pattern of
purely dendritic grains is similar to that for the case with
fixed solid. In references [4, 7] the evolution of equiaxed
grain morphology and its influence on the macro-segrega-
tion pattern was considered.
In this work, we present simulation results, using a
coupled multiphase and multiscale model reported in [15],
for the macro-segregation and grain morphology formation
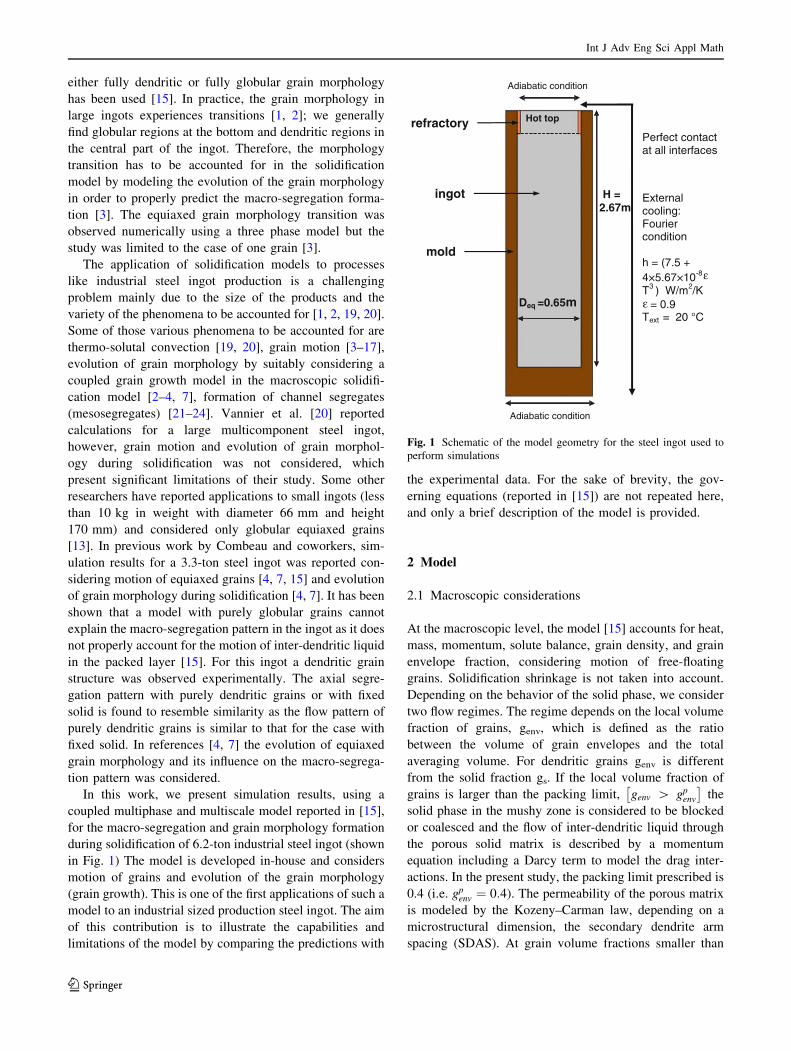
during solidification of 6.2-ton industrial steel ingot (shown
in Fig. 1) The model is developed in-house and considers
motion of grains and evolution of the grain morphology
(grain growth). This is one of the first applications of such a
model to an industrial sized production steel ingot. The aim
of this contribution is to illustrate the capabilities and
limitations of the model by comparing the predictions with
the experimental data. For the sake of brevity, the gov-
erning equations (reported in [15]) are not repeated here,
and only a brief description of the model is provided.
2 Model
2.1 Macroscopic considerations
At the macroscopic level, the model [15] accounts for heat,
mass, momentum, solute balance, grain density, and grain
envelope fraction, considering motion of free-floating
grains. Solidification shrinkage is not taken into account.
Depending on the behavior of the solid phase, we consider
two flow regimes. The regime depends on the local volume
fraction of grains, genv, which is defined as the ratio
between the volume of grain envelopes and the total
averaging volume. For dendritic grains genv is different
from the solid fraction gs. If the local volume fraction of
grains is larger than the packing limit, genv [ gpenv
� �the
solid phase in the mushy zone is considered to be blocked
or coalesced and the flow of inter-dendritic liquid through
the porous solid matrix is described by a momentum
equation including a Darcy term to model the drag inter-
actions. In the present study, the packing limit prescribed is
0.4 (i.e. gpenv ¼ 0:4). The permeability of the porous matrix
is modeled by the Kozeny–Carman law, depending on a
microstructural dimension, the secondary dendrite arm
spacing (SDAS). At grain volume fractions smaller than
H = 2.67m
mold
refractory
ingot
Adiabatic condition
Hot top
Adiabatic condition
Deq =0.65m
Perfect contact at all interfaces
External cooling: Fourier condition h = (7.5 + 4×5.67×10-8 T3 ) W/m2/K = 0.9
Text = 20 °C
ε
ε
Fig. 1 Schematic of the model geometry for the steel ingot used to
perform simulations
Int J Adv Eng Sci Appl Math
123

the packing limit genv\gpenv
� �the solid phase is considered
to be in the form of free-floating equiaxed grains and the
motion of the grains is described by transport equations for
the solid phase. The macroscopic transport equations are
derived from local continuum equations using a volume
averaging technique. Two phases, the solid and the liquid,
are considered separately in the model (two-phase model);
each phase is described with an Eulerian approach. In this
way, the behavior of a population of grains is locally
described by the behavior of an averaged grain. To describe
the transport of grains in the free-floating regime, a
momentum equation for the solid phase has been derived.
The motion of the grains is governed by a balance of
buoyancy, drag, and pressure forces and the solid and
liquid phases have locally different velocities. The mac-
roscopic transport equations are solved following FVM and
a splitting technique [5]. The splitting technique consists of
decoupling the transport of different quantities by diffusion
and convection at the macroscopic level, of the growth of
the grains, which is assumed to occur locally at the scale of
control volume. The key feature in the splitting solution
scheme is that the contributions to the solid mass and solute
balances due to transport and due to grain growth are
solved in two stages, applying an operator splitting algo-
rithm. This allows to deal with the nonlinearity of the grain
growth model locally, opposed to the global coupling (over
the whole domain) of the transport.
2.2 Microscopic considerations
2.2.1 Nucleation
The microscopic level is treated locally, which is based on
the finite volume method [15]. This means within each
control volume (CV), the formation of new grains by
nucleation is modeled by an instantaneous uniform volume
nucleation law. Locally, a predefined number of spherical
nuclei N0 (density per unit volume) with a predefined ini-
tial diameter d0 is activated, when the temperature drops
below the local liquidus temperature for the first time.
This strategy is followed for every CV. It may be noted that
nucleation in other CV may occur at different time
depending on the local temperature. Then, later during the
process, it may be possible that all grains locally (i.e.
within a control volume in the discretized representation)
vanish, either due to complete remelting or, more com-
monly, due to the evacuation by grain motion (settling).
This presents a problem since a volume with zero grain
density would never solidify, it would only be able to
undercool infinitely. To remedy this problem, which stems
from the simplified treatment of nucleation, we re-inject
(re-nucleate) N0 grains in a discrete control volume every
time when the local grain density N is zero (in the
numerical implementation we used N \ 1 as a more
practical criterion) and the temperature is below the local
liquidus temperature. We have used this treatment as the
growth of a grain is restricted to a CV and its propagation
to another CV is not accounted for. The first condition
ensures the nucleation of grains in every CV, even when it
already contains grains that were transported from else-
where. The second condition ensures the solidification of
control volumes that are emptied of grains by transport. In
the present work, the second condition for ‘‘renucleation’’
is activated only at the top end of the ingot, which can be
emptied because of grain settling.
2.2.2 Grain growth
We represent a dendritic equiaxed grain by a solid skeleton
that is circumscribed by a grain envelope. For alloys with
cubic lattice symmetry the envelope is supposed to be a
regular octahedron where the six vertices correspond to the
primary dendrite tips [3]. Some researchers assumed other
envelope geometry, e.g. spherical envelopes [14, 25]. The
size of the envelope, i.e. the volume of the whole grain, thus
results from the velocity of the primary dendrite tips. The
volume of the solid skeleton inside the grain, on the other
hand, depends on the phase change kinetics, i.e. on the rate
of solidification or dissolution. We can thus regard the
evolution of the grain morphology as a result of the com-
petition between the dendrite tip velocities and the solidifi-
cation rate.
To describe this competition we simplified the three-
phase model by Appolaire et al. [3] (a multicomponent
model based on the philosophy of Wang and Beckermann
[8]), which considered solid, inter-dendritic liquid, and
extra-dendritic liquid phases, to a two phase model that does
not account for a separate inter-dendritic liquid. The tip
velocity is calculated by the KGT model [26]. It depends
principally on the dendrite tip undercooling, described by
the dimensionless parameter X ¼ ðC�l � ClÞ=C�l 1� kp
� �� �
where Cl* is the concentration at the dendrite tip interface,
supposed to be at thermodynamic equilibrium, Cl is the
composition of the liquid far from the interface, and kp is the
equilibrium partition coefficient. The phase change model is
based on a Stefan problem assuming an equivalent spherical
geometry of the solid phase inside the grain. The phase
change rate is determined by a coupling of the local heat
extraction and of the solute balance at the solid–liquid
interface that accounts for solute diffusion in both solid
and liquid phases and assumes thermodynamic equilibrium
at the interface. The grain morphology is then quantified by
the internal solid fraction of the grain
gsi ¼Vs
Venv¼ gs
genv; ð1Þ
Int J Adv Eng Sci Appl Math
123

where, Vs is the volume of the solid phase in the grain, Venv
the volume of the grain envelope, and gs and genv are the
solid and grain volume fractions, respectively. The grain is
globular as gsi approaches 1 and dendritic as gsi � 1.
In the present model, we quantify the grain morphology
in the solidified ingot by the internal solid fraction at the
instant, when the grains are locally packed, that is when the
local grain fraction reaches genv ¼ gpenv. We will denote this
morphology parameter by gsip . The grain morphology in an
ingot depends on the evolution of the local undercooling
during the solidification. The number of grains, which can
be provoked by the number of nucleation sites or by grain
accumulation due to transport significantly influence the
undercooling. A higher grain density increases the surface
for solute diffusion at the solid–liquid interface. This
facilitates the solute diffusion from the interface into the
liquid. For the given solidification rate, the necessary
concentration gradient around the grain adapts and
decreases; the undercooling therefore becomes smaller.
The velocity of the dendrite tips consequently slows down,
while the solidification rate is maintained. Following from
this mechanism, we expect that a higher grain density
results in more globular grains.
Using the above mentioned macroscopic and microscopic
considerations, we can predict the final composition, the
grain density, and the grain morphology in the solidified
casting. The complete detail of the model and solution
methodology is presented in [5, 15]. It may be noted that the
present model does not account for the columnar-to-equa-
ixed transition (CET). We explicitly impose the thickness of
the columnar zone at the mould walls in order to describe the
columnar grains. Within this zone the solid phase is fixed.
In the present study, we used a columnar zone thickness of
8 cm, based on a post-mortem experimental analysis of the
ingot. It has to be also noticed that with this assumption, the
undercooling at the tip of the columnar primary arms of the
dendrites is neglected. It can affect the growth of the equi-
axed grains in the region ahead of the columnar zone [13].
However, with convection the tip undercooling can become
close to the liquidus temperature. In this case, the CET
occurs when the undercooling at the columnar tip becomes
zero [27]. The present study corresponds to this limiting case
where the tip undercooling at the tip of the columnar primary
arms of the dendrites is neglected.
3 Predictions for a 6.2-ton industrial steel ingot
3.1 Simulation details
The solidification in a large-sized (6.2-ton) industrial pro-
duction steel ingot, in which globular and dendritic zones
were observed experimentally [20], is simulated using an
in-house developed code. A schematic of the model geom-
etry used for the simulations of the steel ingot is shown in
Fig. 1. We consider a simplified 2D rectangular geometry
and assume symmetry along the central axis. In the simpli-
fied domain the steel ingot size is 2.67 9 0.325 m
(height 9 width). As seen in Fig. 1, the model geometry
consists of mold also, where the thermal contact at the
interface between the mold and the metal is supposed to be
perfect. Thanks to a sensitivity study of the results to the
mesh size, a total of 10000 rectilinear computational cells
have been used with *8 mm size in the steel.
For the present case the steel grade and thermo-physical
properties of each element have been reported in [20]. To
model the steel properties, we considered a binary iron-
carbon alloy with a nominal composition of C0 =1.01 wt%
C, neglecting the other alloying elements. This simplifi-
cation is justified by the fact, as also estimated in [15], that
of all the alloy components carbon has the strongest effect
on the solutal buoyancy forces that drive the convection
flow together with the thermal buoyancy. Further, in the
present case the thermo-physical data presented in Table 1,
indicate that, mLbTj j\ bCj j. This means that the solutal
effect dominates over the thermal effect. The other thermo-
physical properties of the alloy, the boundary conditions,
and other main parameters of the model are summarized in
Table 1. The filling stage has been neglected and the initial
temperature and carbon concentration fields are supposed
to be uniform. In the experiment, the filling stage took
about 10 min and the total solidification was completed in
about 2 h. Final compositions were available through
chemical analysis of the solidified ingot on the axis of the
ingot and on several transverse sections of the ingot, which
are used for comparison with the predicted result.
3.2 Results and discussion
3.2.1 Model predictions
The grain morphology depends indirectly on the grain
density that affects the solutal undercooling [4, 7]. As
mentioned earlier, we expect that a higher grain density
results in more globular grains. Following this, we present
results for the macro-segregation and grain morphology
formation by varying the nucleation density in the ingot.
We have chosen three cases, which typically give rise to a
fully dendritic (case B-N0 = 108 m-3), a fully globular
(case D-N0 = 5 9 1010 m-3), and a mixed globular-den-
dritic morphology (case C-N0 =5 9 109 m-3) in the
solidified ingot. The choice of N0 is based on our previous
studies [7, 15]. For comparison purpose and in order to
highlight the role of grain motion, we also present results,
where solid is fixed (case A). It may be noted that the
observation of the typical velocity distribution in the ingot
Int J Adv Eng Sci Appl Math
123

during an intermediate stage of solidification is reported in
[7, 15]. As mentioned, the goal of this contribution is to
illustrate the capabilities and limitations of the model
developed in [15], by comparing the simulation predictions
with the experimental measurement. Therefore, for the
sake of brevity, the results for velocity distribution in the
ingot presented in [7, 15] are recalled in this work in order
to explain the final macro-segregation distribution.
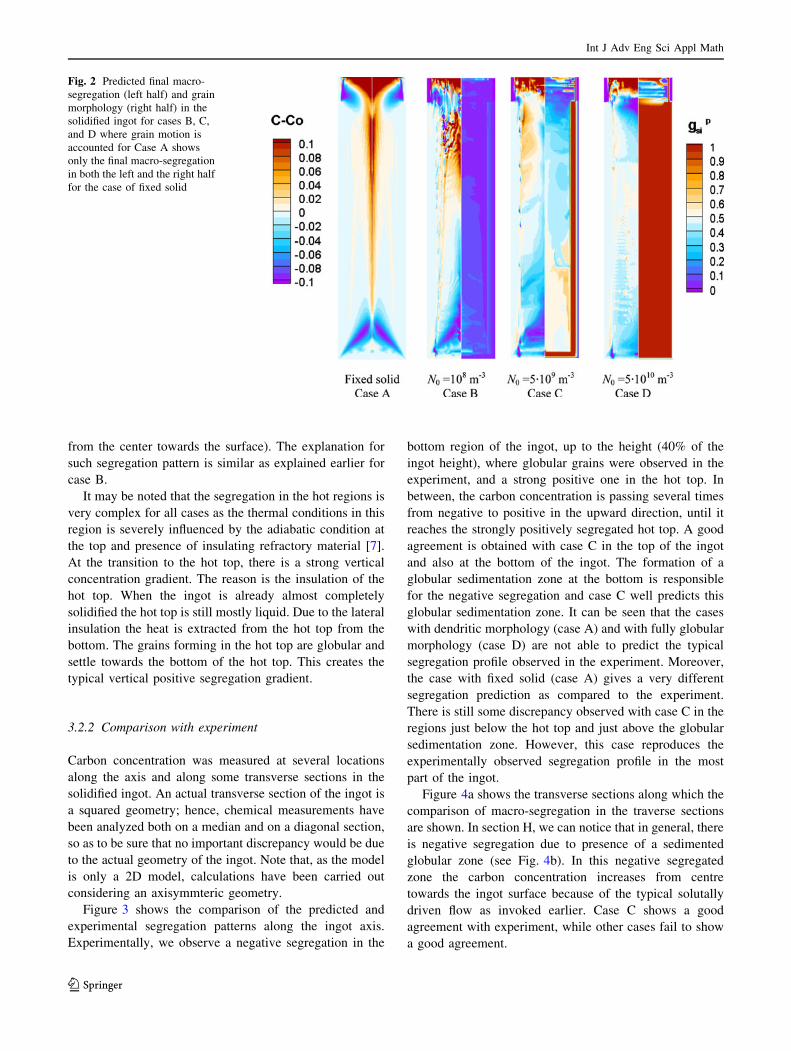
Figure 2 shows the predicted final macro-segregation
(left half) and morphology (right half) in the solidified
ingot for cases B, C, and D with different nucleation
density (N0), where grain motion is considered. Case A
shows only the final macro-segregation in the both left and
right half for the case of fixed solid. Case A shows a
conically shaped negative segregation zone at the bottom
of the ingot and a strong positive segregation of carbon in
the hot top part and a positive segregation in the central
axis of the ingot. This typical segregation pattern observed
with the fixed solid is already discussed in detail in [15, 20]
and therefore for the sake of brevity, we will not repeat the
explanation again here. A striking feature of the numerical
results are the significant differences in the predicted grain
morphology and the macro-segregation pattern for the
cases where grains move (cases B–D). We observe mostly
dendritic morphology for case B (gsip varies from 0.1–0.2 in
the bottom till mid regions to 0.05 in the top of the ingot).
Case D predicts a fully globular morphology in the entire
regions of the ingot. However, case C (with N0 in between
cases B and D) predicts a globular morphology (gpsi ¼ 0:6)
up to 40% height of the ingot and a dendritic morphology
(gpsi ¼ 0:3) in the remaining part of the ingot. As reported
earlier in references [4, 7], the higher grain density results
in more globular grains which can be seen from cases B–D.
It can be noted that the grain morphology observed in case
C, resembles well with the experiment, where a metallo-
graphic analysis has shown the presence of a cone-shaped
sedimentation zone up to 40% height of the ingot com-
posed of globular equiaxed crystals.
Regarding the segregation pattern in the cases B–D,
with a nucleation density of N0 = 108 m-3 (case B) the
dendritic grains quickly form a very permeable sedimen-
tation layer after settling. In this layer, (up to the mid-
height in the ingot) the fluid flow is very similar to that
observed in the case with fixed solid [4, 7, 15] and there-
fore the global segregation pattern is very similar to case A.
It may be recalled that the fluid flow is typically governed
by the solutal buoyancy (which is dominant between the
thermal and the solutal buoyancy) driven flow, descending
at the center and ascending at the surface of the ingot [7,
15]. This results in an increase in carbon concentration
from the center towards the surface (up to the columnar
zone width) [15]. A conically shaped negative segregation
zone at the bottom of the ingot and a strong positive seg-
regation of carbon in the hot top part is again observed in
this case also. In case D, where a fully globular grain
morphology is observed, we find a similar trend of negative
(comparatively low) segregation in the bottom part formed
due to sedimentation of globular grains, and strong positive
segregation in the hot top part of the ingot. Also, globally
the level of segregation is lower than that in other cases. As
discussed in Ref. [7] for the case with fully globular grains,
the solid and liquid move with the same velocity and the
flow is mainly driven by grain movement. It causes a very
uniform distribution of solid fraction in the regions where
grains move. No relative motion between solid and liquid
phases and a uniform distribution of solid fraction in the
regions with moving grains causes a uniform concentration
distribution (very low macro-segregation in the central
regions of the ingot). In case C, which shows similar grain
structure in the ingot as that observed experimentally,
negative segregation in the bottom part extending up to the
height of the globular zone (40% height of the ingot) is
observed. This negative segregation is formed due to sed-
imentation of globular grains. In the remaining part of the
ingot, where the grains are dendritic, we observe the sim-
ilar segregation pattern across the width of the ingot as
observed in case B (i.e. increasing carbon concentration
Table 1 Parameters used in the simulations
Initial conditions
Steel temperature: 1475.077�C (this value corresponds to the
liquidus temperature of the model steel, no superheat is
considered)
Iron mold temperature: 25�C
Refractory material temperature: 25�C
Thermal boundary conditions
Interface between the iron mold and the outside, Fourier
condition: h = (7.5 ? 495.67 9 10-8 e T3) W/m2/K, e = 0.9,
Text = 20�C
Alloy properties
Melting temperature of pure iron: 1538�C
Nominal carbon content: 1.01 wt%
Partition coefficient: 0.358
Liquidus slope: -62.3� C/wt%
Solutal expansion coefficient: 1.4 9 10-2 (wt%)-1
Thermal expansion coefficient: 1.07 9 10-4 K-1
Reference density: 7060 kg/m3
Latent heat: 309000 J/kg
Dynamic viscosity: 0.0042 kg/m/s
SDAS: 500 lm
Thermal conductivity of the solid phase: 40 W/m/K; liquid phase:
30 W/m/K
Specific heat at constant pressure: 500 J/kg/K
Diffusion coefficient of carbon in the liquid: 2 9 10-8 m2/s
Diffusion coefficient of carbon in the solid: 5.187 9 10-11 m2/s
Gibbs–Thomson coefficient: 3.3 9 10-7 K m
Int J Adv Eng Sci Appl Math
123
from the center towards the surface). The explanation for
such segregation pattern is similar as explained earlier for
case B.
It may be noted that the segregation in the hot regions is
very complex for all cases as the thermal conditions in this
region is severely influenced by the adiabatic condition at
the top and presence of insulating refractory material [7].
At the transition to the hot top, there is a strong vertical
concentration gradient. The reason is the insulation of the
hot top. When the ingot is already almost completely
solidified the hot top is still mostly liquid. Due to the lateral
insulation the heat is extracted from the hot top from the
bottom. The grains forming in the hot top are globular and
settle towards the bottom of the hot top. This creates the
typical vertical positive segregation gradient.
3.2.2 Comparison with experiment
Carbon concentration was measured at several locations
along the axis and along some transverse sections in the
solidified ingot. An actual transverse section of the ingot is
a squared geometry; hence, chemical measurements have
been analyzed both on a median and on a diagonal section,
so as to be sure that no important discrepancy would be due
to the actual geometry of the ingot. Note that, as the model
is only a 2D model, calculations have been carried out
considering an axisymmteric geometry.
Figure 3 shows the comparison of the predicted and
experimental segregation patterns along the ingot axis.
Experimentally, we observe a negative segregation in the
bottom region of the ingot, up to the height (40% of the
ingot height), where globular grains were observed in the
experiment, and a strong positive one in the hot top. In
between, the carbon concentration is passing several times
from negative to positive in the upward direction, until it
reaches the strongly positively segregated hot top. A good
agreement is obtained with case C in the top of the ingot
and also at the bottom of the ingot. The formation of a
globular sedimentation zone at the bottom is responsible
for the negative segregation and case C well predicts this
globular sedimentation zone. It can be seen that the cases
with dendritic morphology (case A) and with fully globular
morphology (case D) are not able to predict the typical
segregation profile observed in the experiment. Moreover,
the case with fixed solid (case A) gives a very different
segregation prediction as compared to the experiment.
There is still some discrepancy observed with case C in the
regions just below the hot top and just above the globular
sedimentation zone. However, this case reproduces the
experimentally observed segregation profile in the most
part of the ingot.
Figure 4a shows the transverse sections along which the
comparison of macro-segregation in the traverse sections
are shown. In section H, we can notice that in general, there
is negative segregation due to presence of a sedimented
globular zone (see Fig. 4b). In this negative segregated
zone the carbon concentration increases from centre
towards the ingot surface because of the typical solutally
driven flow as invoked earlier. Case C shows a good
agreement with experiment, while other cases fail to show
a good agreement.
Fig. 2 Predicted final macro-
segregation (left half) and grain
morphology (right half) in the
solidified ingot for cases B, C,
and D where grain motion is
accounted for Case A shows
only the final macro-segregation
in both the left and the right half
for the case of fixed solid
Int J Adv Eng Sci Appl Math
123
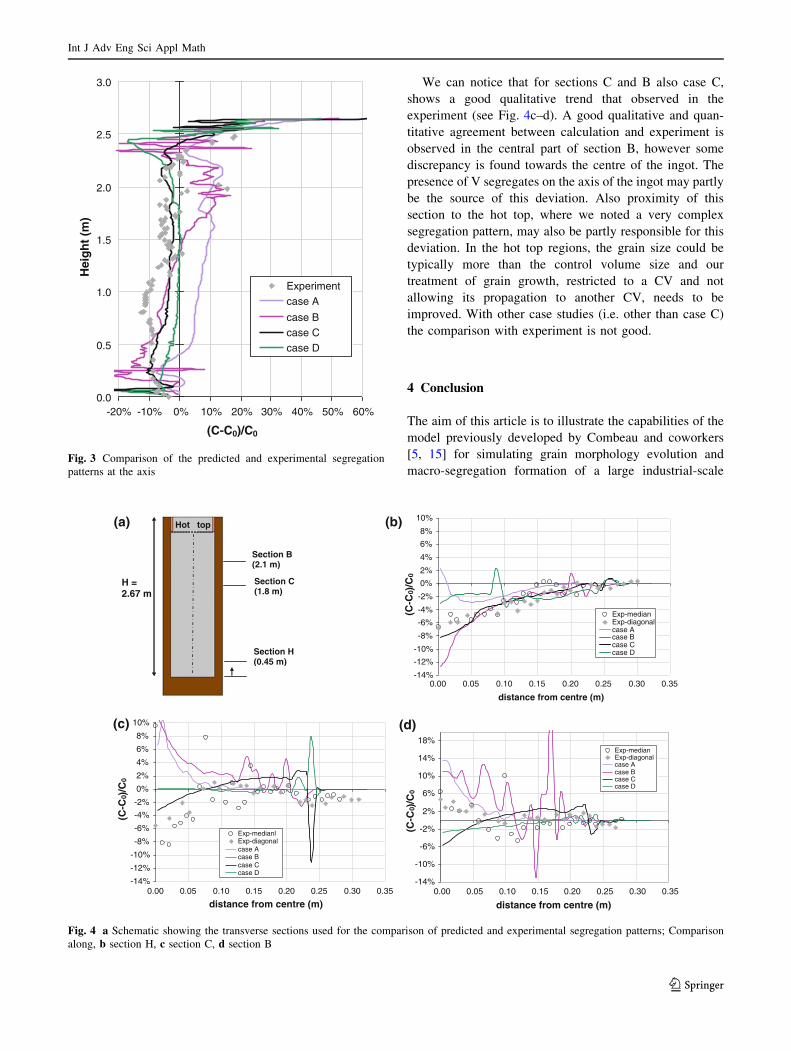
We can notice that for sections C and B also case C,
shows a good qualitative trend that observed in the
experiment (see Fig. 4c–d). A good qualitative and quan-
titative agreement between calculation and experiment is
observed in the central part of section B, however some
discrepancy is found towards the centre of the ingot. The
presence of V segregates on the axis of the ingot may partly
be the source of this deviation. Also proximity of this
section to the hot top, where we noted a very complex
segregation pattern, may also be partly responsible for this
deviation. In the hot top regions, the grain size could be
typically more than the control volume size and our
treatment of grain growth, restricted to a CV and not
allowing its propagation to another CV, needs to be
improved. With other case studies (i.e. other than case C)
the comparison with experiment is not good.
4 Conclusion
The aim of this article is to illustrate the capabilities of the
model previously developed by Combeau and coworkers
[5, 15] for simulating grain morphology evolution and
macro-segregation formation of a large industrial-scale
0.0
0.5
1.0
1.5
2.0
2.5
3.0
-20% -10% 0% 10% 20% 30% 40% 50% 60%
(C-C0)/C0
Hei
gh
t (m
)
Experimentcase A
case Bcase Ccase D
Fig. 3 Comparison of the predicted and experimental segregation
patterns at the axis
-14%
-12%
-10%
-8%
-6%
-4%
-2%
0%
2%
4%
6%
8%
10%
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35
distance from centre (m)
Exp-medianExp-diagonalcase Acase Bcase Ccase D
Hot top
H = 2.67 m
Section H (0.45 m)
Section C (1.8 m)
Section B (2.1 m)
-14%
-12%
-10%
-8%
-6%
-4%
-2%
0%
2%
4%
6%
8%
10%
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35
distance from centre (m)
Exp-medianlExp-diagonalcase Acase Bcase Ccase D
-14%
-10%
-6%
-2%
2%
6%
10%
14%
18%
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35
distance from centre (m)
(C-C
0)/C
0
(C-C
0)/C
0
(C-C
0)/C
0
Exp-medianExp-diagonalcase Acase Bcase Ccase D
(a) (b)
(c) (d)
Fig. 4 a Schematic showing the transverse sections used for the comparison of predicted and experimental segregation patterns; Comparison
along, b section H, c section C, d section B
Int J Adv Eng Sci Appl Math
123

production steel ingot. In contrast to the case with fixed
solid the study accounting for grain motion and grain
morphology evolution allows to improve the prediction of
the important coupled effects of the phenomena of grain
morphology and macro-segregation formation. A globular
sedimentation zone, consisting of globular grains, observed
experimentally in the cast ingot and the transition to den-
dritic morphology in the remaining part of the ingot are
successfully predicted. Using a nucleation density of
N0 = 5 9 109 m-3 the predicted macro-segregation along
the axial and transverse direction shows good qualitative
and quantitative agreement, except in the upper hot top
regions of the ingot. We noticed that the evolution of the
grain morphology depends significantly on the local grain
density of the free-floating grains. This suggests the need of
more work, both experimental and theoretical, focusing on
the source of these grains e.g. mechanisms of fragmenta-
tion, packing of grains, and improvements in the physical
description of grain growth in the hot top regions. Sup-
plementary work in order to investigate the influence of
spatially-varied denditic arm spacing (DAS) in the mush
permeability model (calculated from some constitutive
laws for DAS variation) on the macro-segregation pattern
is under progress. The other important improvement of the
model can be to account for the evolution of the columnar
zone, which was imposed at a fixed value in the present
work. This will enable an analysis of the CET.
Acknowledgments The work was supported by Ascometal Creas,
ArcelorMittal Industeel Creusot, Aubert & Duval, Erasteel, and Alcan
CRV.
References
1. Mazet, T.: Etude des structures de solidification et des segrega-
tions dans les lingots d’acier. Ph.D Thesis, Institut National
Polytechnique de Lorraine, Nancy, France (1995)
2. Lesoult, G.: Macro-segregation in steel strands and ingots:
Characterisation, formation and consequences. Mater. Sci. Eng.
A 413–414, 19–29 (2005)
3. Appolaire, B., Combeau, H., Lesoult, G.: Modeling of equiaxed
growth in multi-component alloys accounting for convection and
for the globular/dendritic morphological transition. Mater. Sci.
Eng. A 487, 33–45 (2008)
4. Zaloznik, M., Combeau, H.: The influence of the morphology
evolution of free-floating equiaxed grains on macro-segregation
in a 3.3-ton steel ingot. In: Cockroft, S.L., Maijer, D.M. (eds.)
Modeling of Casting. Welding and Advanced Solidification
Processes–XII, pp. 165–172. TMS, Warrendale (PA) USA (2009)
5. Zaloznik, M., Combeau, H.: An operator splitting scheme for
coupling macroscopic transport and grain growth in a two-phase
multiscale solidification model: Part I—model and solution
scheme. Comput. Mater. Sci. 48, 1–10 (2009)
6. Zaloznik, M., Kumar, A., Combeau, H.: An operator splitting
scheme for coupling macroscopic transport and grain growth in a
two-phase multiscale solidification model: Part II—Application
of the model. Comput. Mater. Sci. 48, 11–21 (2009)
7. Combeau, H., Kumar, A., Zaloznik, M.: Modeling of equiaxed
grain evolution and macrosegregations development in steel
ingots. Trans. Indian Inst. Met. 62, 285–290 (2009)
8. Wang, C.Y., Beckermann, C.: Equiaxed dendritic solidification
with convection: Part I. Multiscale/multiphase modeling. Metall.
Mater. Trans. A 27, 2754–2764 (1996)
9. Vreeman, C.J., Krane, M.J.M., Incropera, F.P.: The effect of free-
floating dendrites and convection on macro-segregation in direct
cast aluminum alloys-II: Model development. Inter. J. Heat Mass
Transfer 43, 677–686 (2000)
10. Kumar, A., Dutta, P.: Modeling of transport phenomena in con-
tinuous casting of non-dendritic billets. Inter. J. Heat Mass
Transfer 48, 3674–3688 (2005)
11. Chakraborty, S., Kumar, A.: Transport mechanisms of falling
crystals detached from the freezing front during solidification of a
hypereutectic binary mixture. Phys. Rev. Lett. 95(024504), 1–4
(2005)
12. Kumar, A., Dutta, P.: A scaling analysis of momentum and heat
transport during solidification in presence of electromagnetic
stirring. J. Phys. D Appl. Phys. 39, 3058–3062 (2006)
13. Ludwig, A., Wu, M.: Modeling the columnar-to-equiaxed tran-
sition with a three-phase Eulerian approach. Mater. Sci. Eng. A
413–414, 109–114 (2005)
14. Ciobanas, A.I., Fautrelle, Y., Baltaretu, F., Bianchi, A.M.,
Noppel, A.: Ensemble averaged two-phase Eulerian model for
columnar/equiaxed solidification of a binary alloy-simulation of
the columnar-to-equiaxed transition. In: Gandin, Ch.-A., Bellet,
M. (eds.) Modeling of Casting, Welding and Advanced Solidifi-
cation Processes—XI, pp. 299–306. TMS, France (2006)
15. Combeau, H., Zaloznik, M., Hans, S., Richy, P.E.: Prediction of
macro-segregation in steel ingots. Influence of the motion and the
morphology of equiaxed grains. Metall. Mater. Trans. B 40,
289–304 (2009)
16. Kumar, A., Dutta, P.: Numerical studies on columnar-to-equiaxed
transition in directional solidification of binary alloys. J. Mater.
Sci. 44, 3952–3961 (2009)
17. Kumar, A., Dutta, P.: A Rayleigh number based dendrite frag-
mentation criterion for detachment of solid crystals from the
solidifying interface. J. Phys. D Appl. Phys. 41, 155501 (2008).
(9 pp)
18. Kumar, A., Walker, M.J., Sundarraj, S., Dutta, P.: Remelting of
solid and its effect on macro-segregation during solidification.
Numer. Heat Transfer Part A 51(1), 59–83 (2007)
19. Gu, J.P., Beckermann, C.: Simulation of convection and macro-
segregation in a large steel ingot. Metall. Mater. Trans. A 30(5),
1357–1366 (1999)
20. Vannier, I., Combeau, H., Lesoult, G.: Numerical prediction of
the final segregation pattern of bearing steel ingot. Mater. Sci.
Eng. A 173, 317–321 (1993)
21. Ahmad, N., Combeau, H., Desbiolles, J.-L., Jalanti, T., Lesoult,
G., Rappaz, J., Rappaz, M., Stomp, C.: Numerical simulation
of macrosegregation: a comparison between finite volume
method and finite element method predictions and a confron-
tation with experiments. Metall. Mater. Trans. A 29, 617–630
(1998)
22. Jain, J., Kumar, A.: Dutta, P.: Numerical studies on
channel formation and growth during solidification: Effect of
process parameter. J. Heat Transfer–ASME Trans 129, 548–558
(2007)
23. Kumar, A., Dussoubs, B., Zaloznik, M., Combeau, H.: Effect of
discretization of permeability term and mesh size on macro- and
meso-segregation predictions. J. Phys. D Appl. Phys. 42, 105503
(2009). (13 pp)
24. Zaloznik, M., Combeau, H.: Thermosolutal flow in steel ingots
and the formation of mesosegregates. Inter. J. Thermal Sci 49,
1500–1509 (2010)
Int J Adv Eng Sci Appl Math
123
25. Martorano, M.A., Beckermann, C., Gandin, Ch-A.: A solutal
interaction mechanism for the columnar-to-equiaxed transition in
alloy solidification. Metall. Mater. Trans. A 34, 1657–1674 (2003)
26. Kurz, W., Giovanola, B., Trivedi, R.: Theory of microstructural
development during rapid solidification. Acta Metall. 34,
823–830 (1986)
27. Gandin, Ch-A.: From constrained to unconstrained growth
during directional solidification. Acta Mater. 48, 2483–2501
(2000)
Int J Adv Eng Sci Appl Math
123