
Automatic integrated structural design and optimisation in BIM

Regression analysis
In statistics, regression analysis is a statistical process for estimating the relationships among
variables. It includes many techniques for modeling and analyzing several variables, when the
focus is on the relationship between a dependent variable and one or more independent variables.
More specifically, regression analysis helps one understand how the typical value of the
dependent variable changes when any one of the independent variables is varied, while the other
independent variables are held fixed.
Regression Equation
p
k
ilikjkl
p
kl
p
k
ikjkk
p
k
ikjkjiij xxcxcxccXY1 11
2
1
0)(ˆ
k=1,2,…,p (4.9)
Where
Xi = (xi1, xi2, xi3) = (Vi, Fi, DoCi)
Xi represents input parameters value, i = 1,2,…,m
Yij represents response value, j=1,2,…,n
Vi represents cutting speed of ith
experiment
Fi represents feed of ith
experiment
DoCi represents depth of cut of ith
experiment
m denotes number of experimental runs
n denotes number of responses
p denotes number of input parameters
cjo, cjk, cjkk,cjkl denote the regression coefficients.
ARTIFICIAL NEURAL NETWORK
MODELING
In recent years, the utilization of MMCs in many engineering field increased tremendously.
Machining of MMCs often involves complex and nonlinear input-output relationships. Most of

the research articles presented the modeling of manufacturing process with regression, fuzzy
logic and ANN model. Among these models, ANN plays a very important role in the area of
modeling manufacturing processes where analytical models cannot give the best accurate results.
ANN becomes increasingly popular in predicting complicated experimental trends in the
manufacturing processes and also it performs much faster than other prediction techniques with
good accuracy.
ANN consists of an interconnected group of neurons, and the learning processes are performed
in parallel by the neurons as biological neural network systems. In general, neural network
consists of three layers namely input layer, hidden layer and output layer. In each neuron, the
sum of product of input of all variables and corresponding weight, and bias is calculated which is
supplied as input to transfer function. The transfer function is identified based on the method of
normalization of input and output raw parameters. The transfer function predicts the output for
the given input parameters. The information flow and Schematic illustration of ANN is shown in
Figure 1.6.
Figure 4.1 General neuron architecture
Figure 4.1 General neuron architecture
where
k is number of elements in input parameters
d is sum of weighted input parameters and bias
w1
w2
wk
ck
bk
wd
f (d)
b1
bk
b2
Bias
Bias
c
e
Inputs Weights
Transfer function
Output

e is output of the transfer function
Figure 1.6 Schematic illustration of ANN model
The following steps are used in ANN model
Step 1:
Normalize the raw inputs and outputs data with range (0, 1) or (-1, 1). The data sets are
normalized to maintain equal range for all variables.
In this investigation, the raw inputs and outputs data are normalized with range (0, 1) using
Equation 4.7 [Kuo et al. (2008)]. The data sets are normalized to maintain equal range and
dimensionless value for all the variables.
),...,2,1,min(),...,2,1,max(
),...,2,1,max(
miamia
amiab
ijij
ijij
ij
for i = 1,2,…,m; j = 1,2,…,n (4.7)
1
2
3
1
2
3
4
n
2
1
Output 1
Input 3
Input 2
Output 2
rate Material removal rate
Output 3
Output 4
Input 1
Input layer Hidden layer Output layer

where
aij is raw(inputs and outputs) data
bij is normalized or predicted data
m is number of experimental runs
n is total number of input and output parameters
Step 2:
Select approximately 2/3 of experimental data for training the ANN model. The ANN model
with maximum trained data is expected to give better solution accuracy. The untrained data sets
are used for testing the developed ANN model.
Step 3:
Assign the normalized input and output parameters as the input and target values for ANN
model.
Step 4:
Create the network by choosing proper network type, training function, performance function,
number of layers and properties of each layer, which includes the number of neurons and transfer
function for the model.
Step 5:
Choose the training parameters such as number of epochs, goal, learning rate, learning rate
increment, etc. and then train the network.
Step 6:
Find the error of model by comparing normalized untrained data with predicted data and
correlation between data sets. If the calculated error is within the tolerance then save the network
otherwise repeat the process from step 4 till to get sufficient number of optimum solutions.
Step 7:
Select the optimum ANN model by comparing mean absolute prediction error and correlation
coefficient. Finally, denormalize the predicted data for practical usage.
),...,2,1,min()1)(,...,2,1,max( miabbmiaa ijijijijij fori=1,2,…,m;j=1,2,…,n (4.8)
The third objective of this research work is to develop an expert system for turning parameters of
Al-Cu/TiB2 in-situ MMCs using ANN. The ANN model is developed using experimental data
collected during turning of MMCs which was subjected to SE condition. The material removal
rate is calculated using Equation (3.6). The experimental results obtained are shown in Table
4.14.
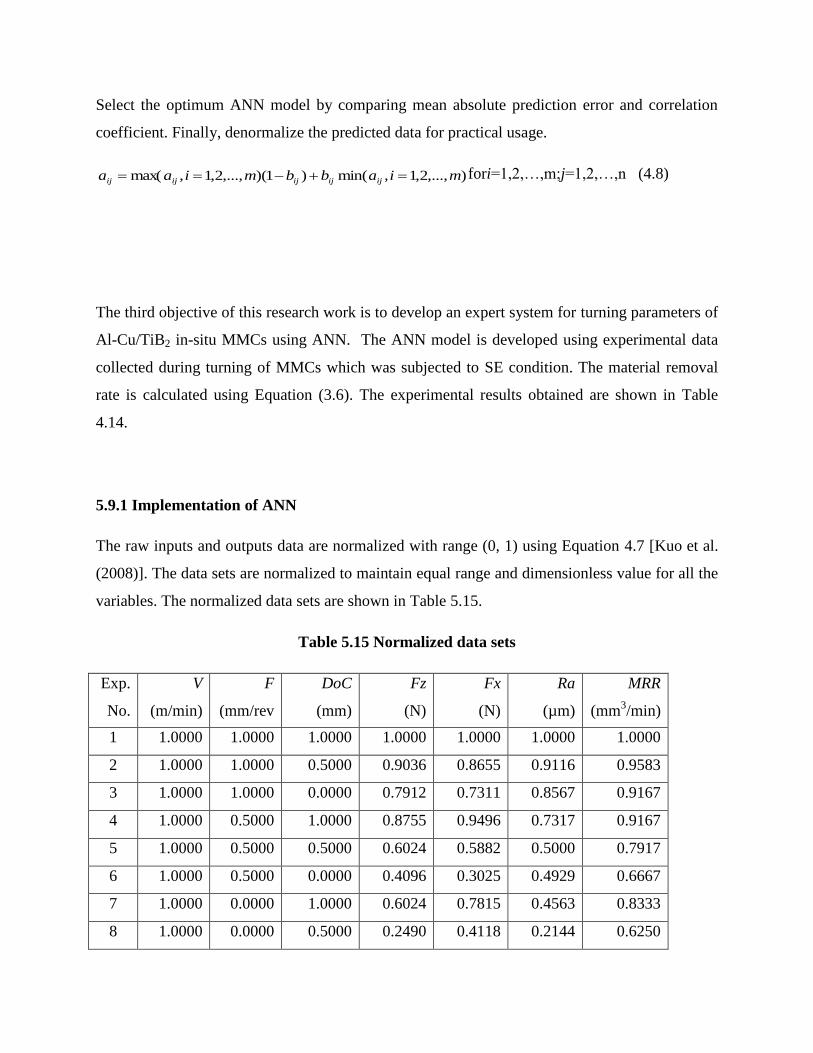
5.9.1 Implementation of ANN
The raw inputs and outputs data are normalized with range (0, 1) using Equation 4.7 [Kuo et al.
(2008)]. The data sets are normalized to maintain equal range and dimensionless value for all the
variables. The normalized data sets are shown in Table 5.15.
Table 5.15 Normalized data sets
Exp.
No.
V
(m/min)
F
(mm/rev
)
DoC
(mm)
Fz
(N)
Fx
(N)
Ra
(µm)
MRR
(mm3/min)
1 1.0000 1.0000 1.0000 1.0000 1.0000 1.0000 1.0000
2 1.0000 1.0000 0.5000 0.9036 0.8655 0.9116 0.9583
3 1.0000 1.0000 0.0000 0.7912 0.7311 0.8567 0.9167
4 1.0000 0.5000 1.0000 0.8755 0.9496 0.7317 0.9167
5 1.0000 0.5000 0.5000 0.6024 0.5882 0.5000 0.7917
6 1.0000 0.5000 0.0000 0.4096 0.3025 0.4929 0.6667
7 1.0000 0.0000 1.0000 0.6024 0.7815 0.4563 0.8333
8 1.0000 0.0000 0.5000 0.2490 0.4118 0.2144 0.6250
9 1.0000 0.0000 0.0000 0.0000 0.0000 0.0000 0.4167
10 0.5000 1.0000 1.0000 0.9960 0.9916 0.8445 0.9861
11 0.5000 1.0000 0.5000 0.8876 0.8487 0.8222 0.9306
12 0.5000 1.0000 0.0000 0.7028 0.5042 0.7907 0.8750
13 0.5000 0.5000 1.0000 0.8153 0.8908 0.5274 0.8750
14 0.5000 0.5000 0.5000 0.4940 0.3613 0.4472 0.7083
15 0.5000 0.5000 0.0000 0.3896 0.2353 0.3059 0.5417
16 0.5000 0.0000 1.0000 0.5904 0.7059 0.4644 0.7639
17 0.5000 0.0000 0.5000 0.3373 0.3109 0.2490 0.4861
18 0.5000 0.0000 0.0000 0.1727 0.1597 0.0752 0.2083
19 0.0000 1.0000 1.0000 0.9839 0.9664 0.8211 0.9722
20 0.0000 1.0000 0.5000 0.8554 0.7563 0.7358 0.9028
21 0.0000 1.0000 0.0000 0.7108 0.5294 0.6789 0.8333
22 0.0000 0.5000 1.0000 0.6948 0.7479 0.4898 0.8333
23 0.0000 0.5000 0.5000 0.5382 0.5294 0.4055 0.6250
24 0.0000 0.5000 0.0000 0.3976 0.3025 0.3100 0.4167
25 0.0000 0.0000 1.0000 0.5542 0.6975 0.4573 0.6944
26 0.0000 0.0000 0.5000 0.3775 0.4706 0.4350 0.3472
27 0.0000 0.0000 0.0000 0.2129 0.2521 0.4228 0.0000
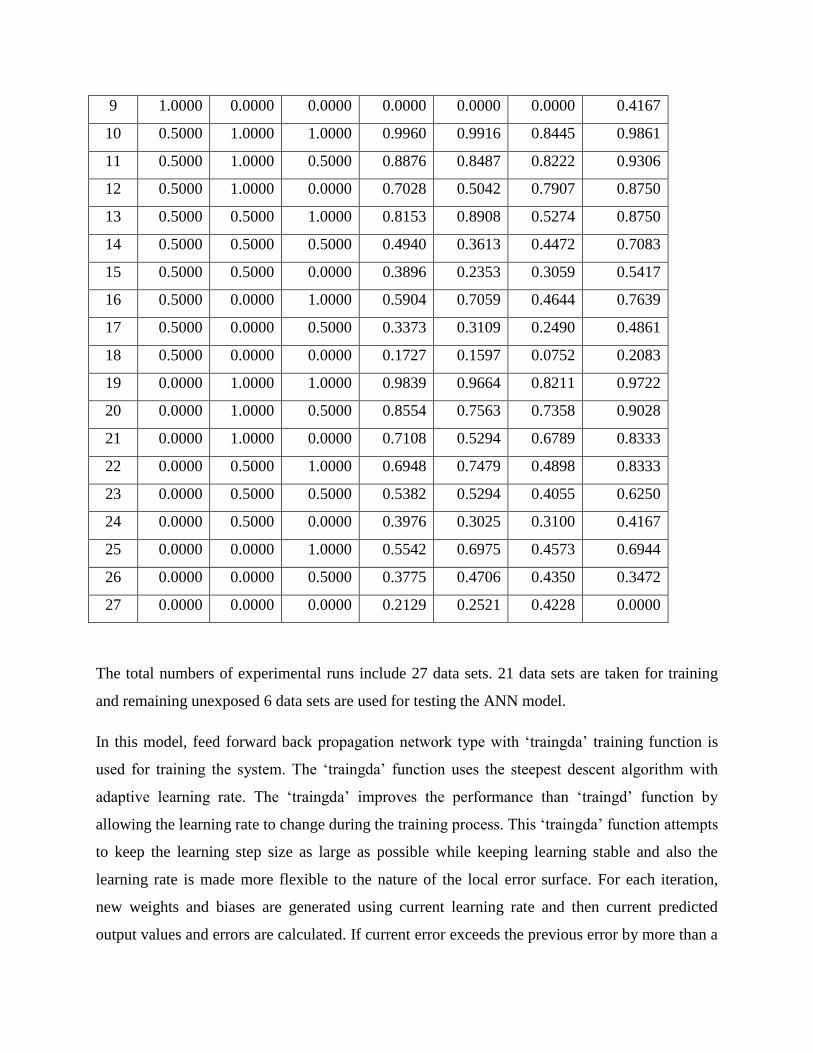
The total numbers of experimental runs include 27 data sets. 21 data sets are taken for training
and remaining unexposed 6 data sets are used for testing the ANN model.
In this model, feed forward back propagation network type with „traingda‟ training function is
used for training the system. The „traingda‟ function uses the steepest descent algorithm with
adaptive learning rate. The „traingda‟ improves the performance than „traingd‟ function by
allowing the learning rate to change during the training process. This „traingda‟ function attempts
to keep the learning step size as large as possible while keeping learning stable and also the
learning rate is made more flexible to the nature of the local error surface. For each iteration,
new weights and biases are generated using current learning rate and then current predicted
output values and errors are calculated. If current error exceeds the previous error by more than a

predefined ratio then the current weights and biases are discarded and learning rate is decreased,
otherwise the weights and biases are retained and learning rate is increased. Finally optimal
learning rate is obtained. In our case, there is no much variation in the processing time on
normalizing the data set in the ranges (-1, 1) and (0, 1). Hence, the log-sigmoid transfer function
is used for normalizing the data in the range (0, 1). The log-sigmoid function is expressed as
f (d) = 1 / (1 + exp(-d)), range (0, 1) (5.1)
Initially, the ANN model is developed with three neurons in input layer, two neurons in one
hidden layer and four neurons in output layer. The model is trained with maximum epochs of
2000 and other default training parameters available in MATLAB software. After training the
model, the prediction data set are collected for the unexposed data set. The prediction error is
calculated using Equation 5.2 and correlation is also identified between unexposed and
prediction data sets. The model with less prediction errors and better correlation is stored. This
process is repeated by changing number of neurons in each hidden layer for better results. The
performance of the ANN model is evaluated by comparing prediction values with unexposed
experimental values.
valuealexperiment Normalised
valuepredicted ANN - valuealexperiment Normalised %error Prediction
(5.2)
The final ANN model architecture is shown in Figure 5.47. The comparison between ANN
predicted values and unexposed normalized experimental values for tangential force, axial force,
surface roughness and material removal rate are shown in Figures 5.48 - 5.51 respectively.

Figure 5.47 Schematic illustration of artificial neural network model
Figure 5.48 Comparison between ANN predicted value and unexposed
normalized experimental value for tangential force
1
2
3
1
2
3
4
28
2
1
Tangential force
Depth of cut
Feed
Axial force
rate Material removal rate
Surface roughness
Material removal rate
Mrate
Cutting speed
Input layer Hidden layer Output layer

Figure 5.49 Comparison between ANN predicted value and unexposed
normalized experimental value for axial force
Figure 5.50 Comparison between ANN predicted value and unexposed
normalized experimental value for surface roughness
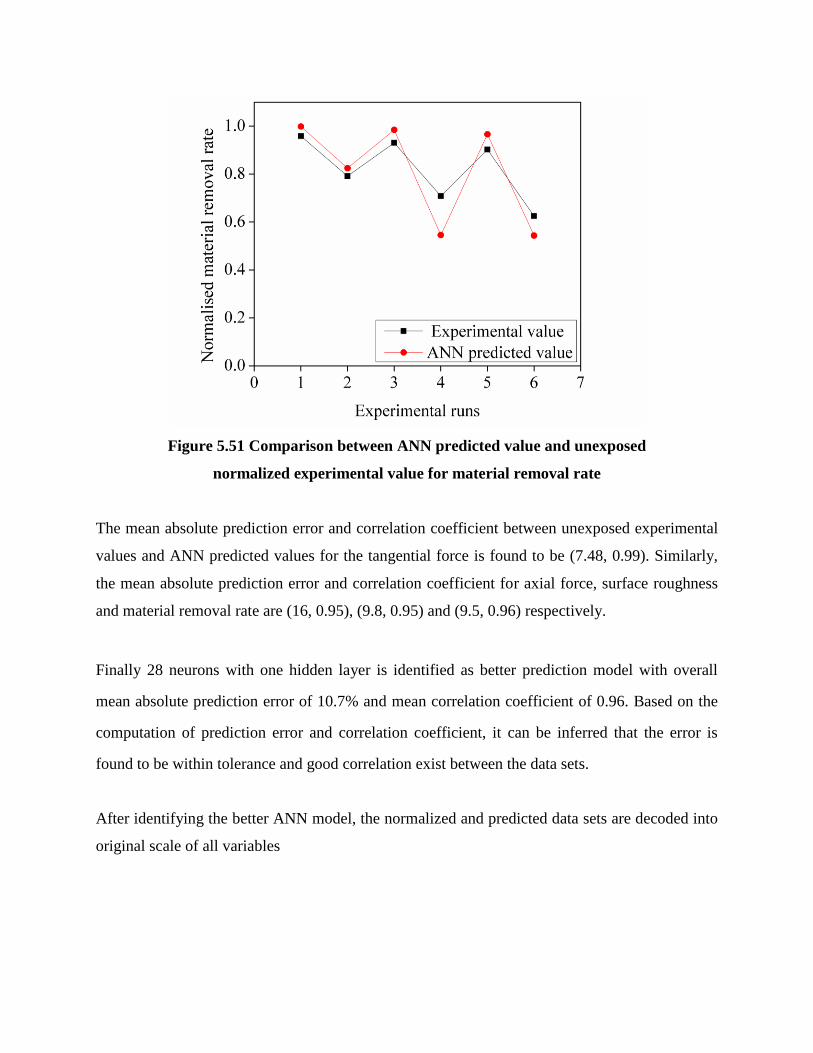
Figure 5.51 Comparison between ANN predicted value and unexposed
normalized experimental value for material removal rate
The mean absolute prediction error and correlation coefficient between unexposed experimental
values and ANN predicted values for the tangential force is found to be (7.48, 0.99). Similarly,
the mean absolute prediction error and correlation coefficient for axial force, surface roughness
and material removal rate are (16, 0.95), (9.8, 0.95) and (9.5, 0.96) respectively.
Finally 28 neurons with one hidden layer is identified as better prediction model with overall
mean absolute prediction error of 10.7% and mean correlation coefficient of 0.96. Based on the
computation of prediction error and correlation coefficient, it can be inferred that the error is
found to be within tolerance and good correlation exist between the data sets.
After identifying the better ANN model, the normalized and predicted data sets are decoded into
original scale of all variables

OPTIMIZATION USING DESIRABILITY FUNCTION
Practically, optimization of multiple performance characteristics is more complex. The
desirability function can be used for optimizing the multiple performance characteristics with
complicated interrelationships. In desirability function, multiple performance characteristics are
converted into a single overall desirability and then optimum condition can be identified based
on maximum value of overall desirability [Harrington (1965), Derringer and Suich (1980), Jeong
and Kim (2009), Aggarwal et al. (2008) and Malenović et al. (2011)]. The multiple response
optimizations is performed using the following steps
Step 1: Create the fitted response models for all the responses using regression Equation 4.9.
p
k
ilikjkl
p
kl
p
k
ikjkk
p
k
ikjkjiij xxcxcxccXY1 11
2
1
0)(ˆ
k=1,2,…,p (4.9)
Where
Xi = (xi1, xi2, xi3) = (Vi, Fi, DoCi)
Xi represents input parameters value, i = 1,2,…,m
Yij represents response value, j=1,2,…,n
Vi represents cutting speed of ith
experiment
Fi represents feed of ith
experiment
DoCi represents depth of cut of ith
experiment
m denotes number of experimental runs
n denotes number of responses
p denotes number of input parameters
cjo, cjk, cjkk,cjkl denote the regression coefficients.
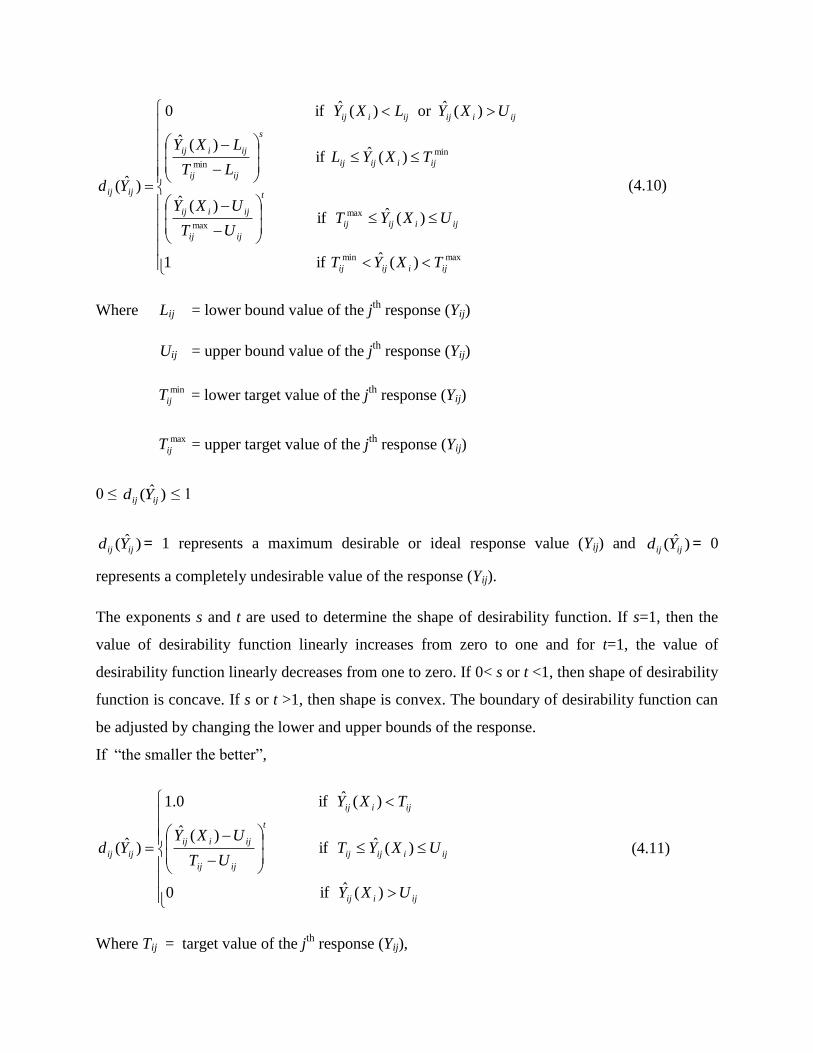
Step 2: If the expected performance characteristic is of the form “the-target-the-better”, then the
individual desirability function is defined as
maxmin
max
max
min
min
)(ˆ if 1
)(ˆ if )(ˆ
)(ˆ if )(ˆ
)(ˆor )(ˆ if 0
)ˆ(
ijiijij
ijiijij
t
ijij
ijiij
ijiijij
s
ijij
ijiij
ijiijijiij
ijij
TXYT
UXYTUT
UXY
TXYLLT
LXY
UXYLXY
Yd (4.10)
Where Lij = lower bound value of the jth
response (Yij)
Uij = upper bound value of the jth
response (Yij)
min
ijT = lower target value of the jth
response (Yij)
max
ijT = upper target value of the jth
response (Yij)
0 ≤ )ˆ( ijij Yd ≤ 1
)ˆ( ijij Yd = 1 represents a maximum desirable or ideal response value (Yij) and )ˆ( ijij Yd = 0
represents a completely undesirable value of the response (Yij).
The exponents s and t are used to determine the shape of desirability function. If s=1, then the
value of desirability function linearly increases from zero to one and for t=1, the value of
desirability function linearly decreases from one to zero. If 0< s or t <1, then shape of desirability
function is concave. If s or t >1, then shape is convex. The boundary of desirability function can
be adjusted by changing the lower and upper bounds of the response.
If “the smaller the better”,
ijiij
ijiijij
t
ijij
ijiij
ijiij
ijij
UXY
UXYTUT
UXY
TXY
Yd
)(ˆ if 0
)(ˆ if )(ˆ
)(ˆ if 0.1
)ˆ( (4.11)
Where Tij = target value of the jth
response (Yij),

The target value is lower bound value of the response ( Tij = Lij )
If “the-larger-the-better”,
ijiij
ijiijij
s
ijij
ijiij
ijiij
ijij
TXY
TXYLLT
LXY
LXY
Yd
)(ˆ if 0.1
)(ˆ if )(ˆ
)(ˆ if 0
)ˆ( (4.12)
The target value is upper bound value of the response ( Tij = Uij )
Step 3: Find overall desirability by combining the individual desirability using the geometric
mean
nn
j
ijij
n
ininiiiii YdYdYdYdD
/1
1
/1
2211 )ˆ( )}ˆ(*...*)ˆ(*)ˆ({
(4.13)
Where Di is overall desirability, 0≤ Di ≤1
Identify the optimal conditions for overall responses by maximizing the overall desirability Di.
Step 4: Confirm the optimum parameters using experimental results.
Step 5: Develop the overall desirability response surface using response surface methodology.
Identify the effect of parameters on overall desirability and obtain the optimum region using
contour plot.
5.10 DESIRABILITY FUNCTION
The final objective of the present research is to optimize the turning operation parameters on Al-
Cu/TiB2 in-situ MMCs subjected to SE condition using desirability function.
5.10.1 Implementation of desirability function and response surface methodology
Step 1: The regression models are developed for all the responses (Table 5.14), which include
the linear, quadratic, and cross terms of input variables. In the present study, the adjusted R2
values are greater than 92%, which revealed that the experimental data show a good fit with the

second order polynomial equations. The developed regression models using Equation (4.9) are
given below
)(ˆ1 ii XY = Fz = - 175 + 1.45 xi1 + 980 xi2 + 269 xi3 + 0.0004 xi1
2 - 683 xi2
2 - 63.0 xi3
2- 4.54 xi1xi2
- 1.26 xi1xi3 + 406 xi2xi3 (R2 = 97.8% R
2 (adj) = 96.6%) (5.3)
)(ˆ2 ii XY = Fx = - 204 + 3.21 xi1 + 568 xi2 + 165 xi3 - 0.0143 xi1
2 - 772 xi2
2 - 34.0 xi3
2- 2.83 xi1xi2 -
0.611 xi1xi3 + 192 xi2xi3 (R2 = 95.2% R
2 (adj) = 92.6%) (5.4)
)(ˆ3 ii XY = Ra = - 17.9 + 0.313 xi1 + 85.1 xi2 + 8.51 xi3 - 0.00118 xi1
2 - 99.2 xi2
2- 1.73 xi3
2
- 0.482 xi1xi2 - 0.0658 xi1xi3 + 14.8 xi2xi3 (R2 = 95.2% R
2 (adj) = 92.6%) (5.5)
)(ˆ4 ii XY = MRR = 7200 - 90.0 xi1 - 48000 xi2 - 12000 xi3 + 600 xi1xi2 + 150 xi1xi3 + 80000 xi2xi3
(R2 = 99.6% R
2 (adj) = 99.5%) (5.6)
Step 2: The minimum value of tangential force, axial force and surface roughness, and maximum
value of material removal rate are considered as better performance measures. Hence, Equation
(4.11) is used to calculate the individual desirability values for cutting force components and
surface roughness. The optimization criteria for input parameters and responses are presented in
Tables 5.16 and 5.17 respectively. The exponent „t‟ is set to one. The corresponding desirability
function value decreases linearly from maximum value (1) to minimum value (0). The target
value is set to lower bound value of the respective response since the individual responses are to
be minimized. Similarly the Equation (4.12) is used to calculate desirability value for material
removal rate. The exponent „s‟ is set to one. The corresponding desirability function value
increases linearly from minimum value (0) to maximum value (1). The target value is set to
upper bound value of the response due to maximization of material removal rate. Using
Equations (4.10-4.12), the corresponding desirability function values are calculated and
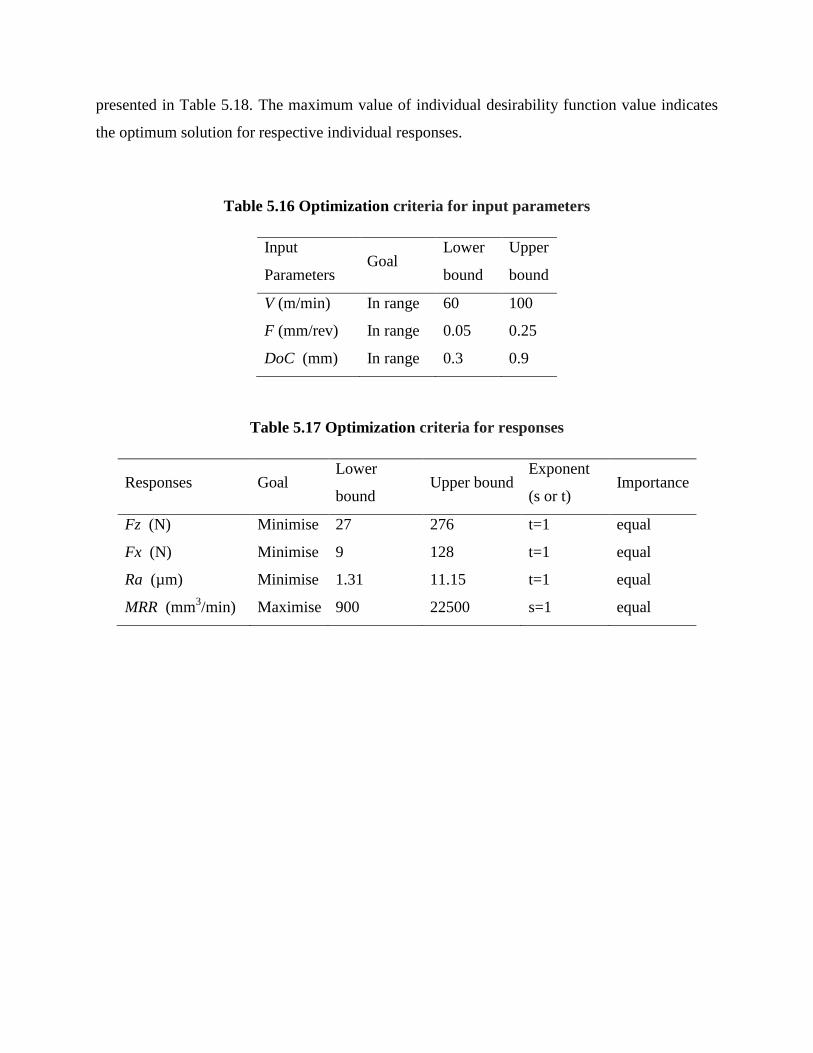
presented in Table 5.18. The maximum value of individual desirability function value indicates
the optimum solution for respective individual responses.
Table 5.16 Optimization criteria for input parameters
Input
Parameters Goal
Lower
bound
Upper
bound
V (m/min) In range 60 100
F (mm/rev) In range 0.05 0.25
DoC (mm) In range 0.3 0.9
Table 5.17 Optimization criteria for responses
Responses Goal Lower
bound Upper bound
Exponent
(s or t) Importance
Fz (N) Minimise 27 276 t=1 equal
Fx (N) Minimise 9 128 t=1 equal
Ra (µm) Minimise 1.31 11.15 t=1 equal
MRR (mm3/min) Maximise 900 22500 s=1 equal
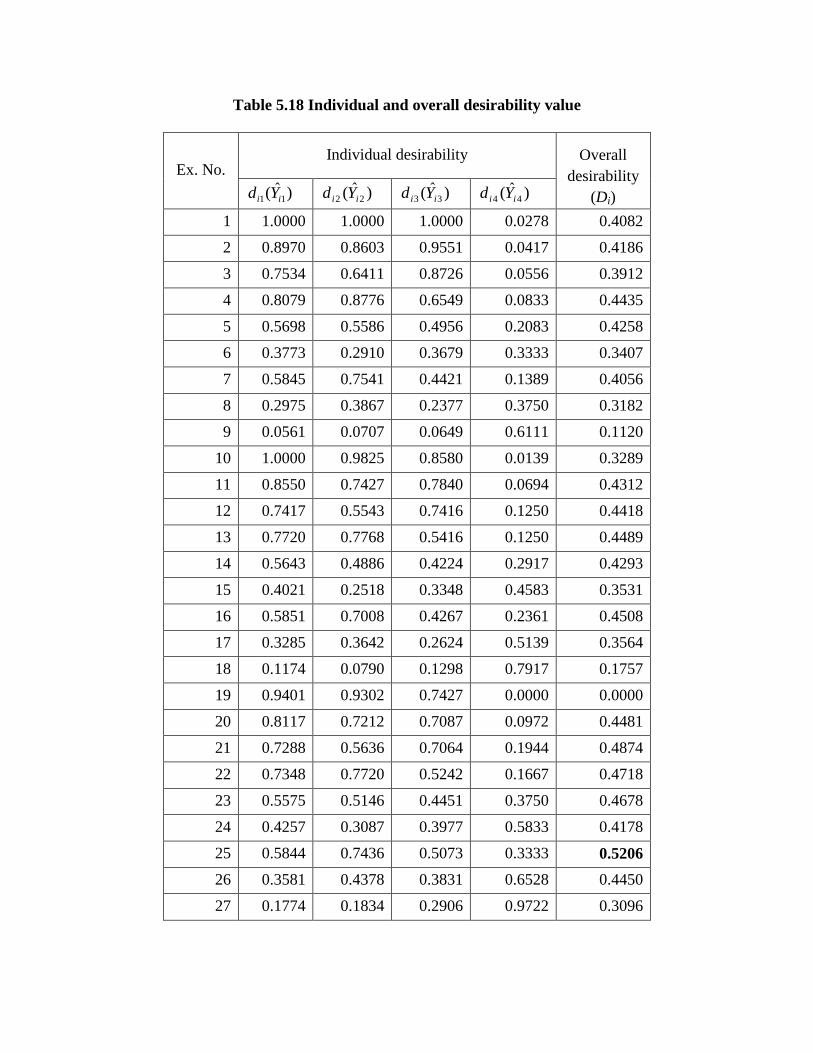
Table 5.18 Individual and overall desirability value
Ex. No. Individual desirability Overall
desirability
(Di) )ˆ( 11 ii Yd )ˆ( 22 ii Yd )ˆ( 33 ii Yd )ˆ( 44 ii Yd
1 1.0000 1.0000 1.0000 0.0278 0.4082
2 0.8970 0.8603 0.9551 0.0417 0.4186
3 0.7534 0.6411 0.8726 0.0556 0.3912
4 0.8079 0.8776 0.6549 0.0833 0.4435
5 0.5698 0.5586 0.4956 0.2083 0.4258
6 0.3773 0.2910 0.3679 0.3333 0.3407
7 0.5845 0.7541 0.4421 0.1389 0.4056
8 0.2975 0.3867 0.2377 0.3750 0.3182
9 0.0561 0.0707 0.0649 0.6111 0.1120
10 1.0000 0.9825 0.8580 0.0139 0.3289
11 0.8550 0.7427 0.7840 0.0694 0.4312
12 0.7417 0.5543 0.7416 0.1250 0.4418
13 0.7720 0.7768 0.5416 0.1250 0.4489
14 0.5643 0.4886 0.4224 0.2917 0.4293
15 0.4021 0.2518 0.3348 0.4583 0.3531
16 0.5851 0.7008 0.4267 0.2361 0.4508
17 0.3285 0.3642 0.2624 0.5139 0.3564
18 0.1174 0.0790 0.1298 0.7917 0.1757
19 0.9401 0.9302 0.7427 0.0000 0.0000
20 0.8117 0.7212 0.7087 0.0972 0.4481
21 0.7288 0.5636 0.7064 0.1944 0.4874
22 0.7348 0.7720 0.5242 0.1667 0.4718
23 0.5575 0.5146 0.4451 0.3750 0.4678
24 0.4257 0.3087 0.3977 0.5833 0.4178
25 0.5844 0.7436 0.5073 0.3333 0.5206
26 0.3581 0.4378 0.3831 0.6528 0.4450
27 0.1774 0.1834 0.2906 0.9722 0.3096

Step 3: The overall desirability values are calculated based on individual desirability function
values, which are combined using geometrical mean (Equation 4.13). The calculated overall
desirability values are presented in Table 5.18. The maximum value (0.5206) of overall
desirability indicates the optimum condition for the combined responses. Based on overall
desirability, the third level (100 m/min) of cutting speed, third level (0.25 mm/rev) of feed and
first level (0.3 mm) of depth of cut are found to possess the maximum value of desirability. The
optimum value of individual responses are Fz = 138 N, Fx = 45 N, Ra = 6.65 µm and MRR =
7500 mm3/min and their contributions of individual desirability are shown in Figure 5.52.
Figure 5.52 Individual and overall desirability value at optimum level
0.5844
0.7436
0.5073
0.3333
0.5206
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Fz
Fx
Ra
MRR
Overall desirability
Desirability value
Copyright © 2022 FDOKUMEN




















