MODELING OF SOLDER JOINT DEFECTS THROUGH A LEVEL-SET APPROACH

Materials Science and Engineering A 404 (2005) 244–250
Mixed mode fracture toughness of lead–tin and tin–silversolder joints with nickel-plated substrate
K.S. Siow∗, M. Manoharan1
School of Materials Science and Engineering, Nanyang Technological University, 639798, Singapore
Accepted 23 May 2005
Abstract
This study uses modified compact tension specimens to evaluate the fracture toughness of solder joints under a combination of tensile andshear loads. Copper substrates were coated with electroless nickel plating before they were soldered together. The samples were reflowed topeak temperatures of 215 and 240◦C for Sn–37Pb and Sn–3.5Ag, respectively, with appropriate preheating temperatures, holding time andcooling rates. Fracture toughness tests were conducted as per ASTM E399-90. Cross-sectional microstructural and fractography studies werecarried out on the tested samples. Earlier fracture studies which were based onJ integral as per ASTM E813-89 did not produce valid resultsb ciples of am solders ands©
K
1
ptcpprwrhlnm
U5
D
ilurees asiable
eenson
xedfail-asehearnsand
c-mentints.TMints.d for
dis-att etich
s will
0d
ecause of brittleness of the solder joints. The current results showed that the fracture of the solder joints follows the general prinixed mode fracture mechanism map and shear is the preferred mode of failure regardless of different mode of loadings, type of
ubstrate coatings.2005 Elsevier B.V. All rights reserved.
eywords: Solder joint; Fracture toughness; Mixed mode; Sn–37Pb; Sn–3.5Ag
. Introduction
Solder joint reliability is one of the critical issues in therocess development of different packaging schemes because
he solder functions as a heat dissipater from the integratedircuits as well as electrical and mechanical contact to therinted circuit board. Solder joint failure can be categorized torocess- and service-related failures. Process-related failuresefer to non-wetting and dewetting of the solders on the leadshich may create regions of sharp flaws in the joint. Service-
elated failures refer to creep and fatigue failure caused by theigh operating temperature and thermo-mechanical cycling
oading. Since process defects cannot be completely elimi-ated in any manufacturing process and operating environ-ent of solder joints will only become more demanding in
∗ Corresponding author. Present address: Ian Wark Research Institute,niversity of South Australia, Mawson Lakes Campus, Mawson Lakes, SA095, Australia. Tel.: +61 8 8302 3398; fax: +61 8 8302 3683.
E-mail address: [email protected] (K.S. Siow).1 Present address: Ceramics Laboratory, GE Corporate Research and
the future, cracks are likely to initiate and propagate to fain the solder joint. Therefore, fracture toughness emergan important factor to be considered in the design of relsolder joints.
The interfacial fracture of dissimilar materials has bstudied and all this work has been reviewed by Hutchinand Suo[1]. While most of these studies focused on mimodes I–II, little or no research had been conducted onure of dissimilar materials loaded in modes I–III. In the cof solder joints, different fixtures, i.e. compact tension/s[2,3], four point bend[4] and brazil nut fixtures specime[5], had been used to impose different degree of loadinghence different ratios of mode mixity of I–II into their frature toughness values. Both experimental and finite eleanalysis had been carried out to verify these different jo
Another group adopted the ASTM E399-90 and ASE-813-89 to characterize their bulk solder and solder joThe validity of using these standards which was derivemonolithic and homogeneous materials in characterizingsimilar materials in solder joint had been discussed by Pral. [6]. They based their argument on Buettner’s work whshowed that the strain energy release rate of solder joint
evelopment, One Research Circle, Niskayuna, NY 12309, USA.921-5093/$ – see front matter © 2005 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2005.05.086

K.S. Siow, M. Manoharan / Materials Science and Engineering A 404 (2005) 244–250 245
approach that of homogeneous copper substrate at high stiff-ness of solder joint to substrate ratio[7]. The initial strainenergy release rate of the solder joint should be higher thanthe copper sample because of the constraint of the solder in thejoint. Since strain energy release rate is equivalent to fracturetoughness, the ASTM standards can be used to characterizethe fracture toughness of the joint. Other researchers usedthis fracture mechanics approach as a comparative methodto rank the crack resistance of the solder joints under mode I[8–12]and I–III loadings[13]. Modes I–III loading of solderjoints evolved from similar work carried out on monolithicand homogeneous specimens[14–16]. The superposition ofmode III on mode I results in reduction of fracture toughnessin some materials while it has little effect or even leads to anincrease of fracture toughness in other materials. The reasonsfor these differences have been discussed in detail elsewhere[17]. In essence, these differences could be attributed to thevariability in the type of specimens used for mixed modetesting as well as the range of materials studied. In order tosimplify this complex question, a series of studies were con-ducted using modified compact tension specimens. Fracturemechanism maps, as shown inFig. 1, were then proposed toexplain the varying effects of the addition of a shear load ondifferent classes of materials[17,18].
Besides degree of mixed mode loading, other factorswhich influenced the fracture toughness of solder joints canb ionsa test-i erj gh-n ialsiC s butn sub-s l–tini isi usem nt oft y thes 7Pb
F leo
and Sn–3.5Ag solders under modes I and I–III loading andelucidate its fracture mechanisms.
2. Experimental procedure
Solders with the following composition were procuredfrom Litton Kester: 63 wt% Sn–37 wt% Pb and 96.5 wt%Sn–3.5 wt% Ag. Electroless nickel was plated on copper sub-strate with the plating solution available from commercialsources (i.e. enthone OMI). The thickness of the nickel plat-ing was measured by cross-sectioning the solder-substratematerials and observing the interfacial regions at five dif-ferent locations under scanning electron microscope (SEM).The average thickness of the plating was 3�m. Modifiedcompact tension specimens of the type illustrated inFig. 2were used for the tests. The area of contact for the solderjoint was ground with grit paper 320. Excess solder paste wasapplied evenly on both sides of the contact surfaces. Then,the copper strips were pressed together with a gap of 0.5 mm.This gap was maintained by high temperature-resistant kap-ton tape while fixtures held the nickel-plated copper piecestogether.
The samples were reflowed using a hot plate to a maximumtemperature of 215◦C for Sn–37Pb and 240◦C for Sn–3.5Agwith holding time of less than 5 min. The heating rate oft -i gs oledt l-d area.A fre-q rack.F thec ing.F nsilet n fort ache es toe cter-i ithE
t ons qua-t pedb ervesa jointsm nderd
racki e oft ces-s odef
f thea ing.
e divided into two broad categories of testing conditnd materials properties. Testing conditions refer to
ng temperature[10] and thickness of solder in the soldoint [10,19]. Materials properties refer to the surface rouess of substrate[10], type of substrates and solder mater
ncluding the type of intermetallics formation[8,9,11,20].urrently, most solder joints are made from copper leadickel alloy has been explored as one of the possibletitutes because of the slower formation rate of nickentermetallics[21]. The formation rate of intermetallicsmportant to predict the reliability of the solder joints beca
ost of the available lead-free solders have high contein [22]. Therefore, the aims of this research were to studolder joint made from nickel-plated substrate with Sn–3
ig. 1. JTc/Jic vs.Jic/σys for different materials for a crack inclination angf 45◦. Line is drawn only for clarity purpose.
he samples was between 25 and 30◦C/min with preheatng of 3 min at 120 and 160◦C for Sn–37Pb and Sn–3.5Aolder, respectively. The soldered samples were air coo room temperature at a rate of 7–8◦C/min. Excess soer was de-burred to have a clean surface at the jointcyclic compression–compression load of 500 N at a
uency of 20 Hz was used to generate a fatigue pre-catigue cyclic tests were stopped intermittently to checkrack length by external tele-microscope before continuracture tests were conducted with a servo-hydraulic te
esting machine at a displacement rate of 0.05 mm/mihe K fracture toughness test as per ASTM E399-90. Experimental condition was repeated at least three timnsure reproducibility. The fracture surface was chara
zed with SEM JEOL-JSM 5310 which was equipped wDX–LINK ISIS for phase identification.As mentioned earlier, no work has been carried ou
older joints under modes I–III loadings. Therefore, the eions for this mixed mode loadings I–III have been develoased on monolithic specimens. This approach merely ss a means to compare the fracture behaviour of solderade from different solders and substrate and loaded uifferent conditions.
In these modified compact tension specimens, the cnclination angleθ is defined as the angle between the planhe crack and the loading direction. The modifications neary to the ASTM E-399 standard in the case of mixed mracture have been discussed in detail elsewhere[23].
Of primary interest in these studies was the effect oddition of mode III loads to a system under mode I load

246 K.S. Siow, M. Manoharan / Materials Science and Engineering A 404 (2005) 244–250
Fig. 2. Modified compact tension specimens: (a) mode I loading and (b) mixed mode I–III loading. All dimensions in mm, solder = 0.5 mm.
This was achieved by studying two crack inclination angles,i.e. θ = 90◦ and 45◦. Whenθ = 90◦, the loading is pure modeI and at a crack inclination angle of 45◦, the modes I andIII loads imposed on the system are equal. If the imposedload isP, W the specimen width,B the specimen thickness,v the Poisson’s ratio andE is the Young’s modulus, then theresolved modes I and III components are[17]:
PI = P sinθ (1)
PIII = P cosθ (2)
The crack front width depends on the crack inclination anglethrough the relation:
Bnet = B
sinθ. (3)
Based on these expressions, values for the resolved stressintensity factorsKi andKiii can be defined[17]; “a” refers tothe crack length. The subscripts i and iii are used to denoteresolved components as opposed to the “pure” modes I andIII values, for reasons enumerated elsewhere[17].
Ki = PI
BW1/2f( a
W
)sin2 θ (4)
Kiii = PII
BW1/2f( a
W
)sinθ cosθ (5)
F oft alueso
J
J
T sum ot
Independentt-tests with significance level of 95% werecarried out to ensure that there were significant differencesbetween the different combination of loading conditions, sol-ders and substrates.
3. Results and discussions
The validity of using ASTM E399-90 to compute fracturetoughness of solder joints has been discussed in authors’ pre-vious report[24] and those of Pratt et al.[6]. The specimenthickness and the crack length must exceed 2.5(KQ/σys)2 toensure that plane strain conditions were maintained duringthe test (KQ is the tentative stress intensity whileσys is theyield strength of the solder joint). Bulk solder strength cannotbe used in the above computation because of the constraint ofsubstrates, presence of interfacial intermetallics and differentmicrostructure between bulk solders and solder joints. Yieldstrengths obtained from tensile or bend tests are not suit-able because these specimens suffer from premature failureor cracking. These solder joints fail in such a way that they donot represent yield strength. A likely solution comes from thecompression test. It has been reported that the compressiveyield strength of the solder is 200 MPa[6]. Substituting thisvalue into the above equation shows that the solder joint is inplane strain.
lf 99-9 than1 r tof ll outu thatt 13-8t out
or linear elastic fracture, theJ integral, which is a measurehe energy absorbed, can be then calculated from the vf K using the expressions:
ic = K2ic
(1 − υ2)
E(6)
iiic = K2iiic
(1 + υ)
E(7)
he total energy absorbed can then be expressed as ahe mode I and mode III energies, i.e.JTc = Jic+ + Jiiic .
f
The ratio of the maximum load (Pmax) to the conditionaracture load (PQ) must not exceed 1.10 as per ASTM E30. For all the tested specimens, the ratios are more.10, suggesting a possibility of extensive cracking prio
ailure or plasticity in the sample.Fig. 3 shows a typicaoading–displacement curve of the solder joint carriednderKic fracture toughness tests. Earlier tests showed
he solder joint could not be tested according to ASTM E89 because of unstable crack propagation.Fig. 4 shows a
ypical loading–unloading curve of the solder joint carried

K.S. Siow, M. Manoharan / Materials Science and Engineering A 404 (2005) 244–250 247
Fig. 3. K fracture toughness test for Sn–3.5Ag solder for nickel-plated cop-per substrate under mode I loading.
Fig. 4. J integral tests for Sn–37Pb solder joint under mode I loading.
underJ integral fracture tests as listed under ASTM E813-89.The results of the current study suggested thatKic fracturetoughness is a better choice to characterize the fracture tough-ness of a solder joint than theJ integral approach. The jointshows macroscopically linear elastic behaviour though when
analyzing the fracture surface, it shows extensive local plas-ticity (Figs. 9–12).
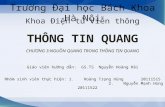
Results of previous work with bare copper substrate areplotted together with current nickel-plated substrate inFig. 5.According toFig. 5, Sn–37Pb solder joint has higher fracturetoughness than Sn–3.5Ag when loaded in tensile mode irre-spective of substrates. The current work did not show theinfluence of interfacial intermetallics as discussed by Frear’sgroup[8,9] because the fracture propagated through the bulksolder for all combination of solders and substrates. Instead,microstructure of the solders could have played a role in low-ering the fracture toughness of the solder joints.Figs. 6 and 7show the microstructure of Sn–37Pb and Sn–3.5Ag solderjoints with nickel-plated substrates. The thin nickel platingdissolved fully into the solder to create Ni–Sn intermetallics.EDX analysis also detected Cu–Sn intermetallics at the inter-facial regions because of reaction between underlying coppersubstrate and solders.
Since the cracks propagated through the weakest link,namely the solder joint, it appeared that the microstructureholds the key to understanding the lower fracture toughness ofthe Sn–3.5Ag solder joints. The surface feature of Sn–3.5Agsolder was frequently very rough and covered with largeneedle-like precipitates[25]. This surface roughness couldact as local stress concentrators which initiate cracks. It isbelieved that this precipitation is caused by the asymmetry oft in thiss larn en inF
ntsf nsilef r frac-t ickelp ter-m s. Ith os re
Fig. 5. Resolved stress intensity factor vs. crack inclination angle showing t nickel-substrate.
he phases present; Sn being the more dominant phaseolder will induce Ag to appear only in the form of acicueedles[26]. The presence of Ag-rich phases can be seig. 7.
In Fig. 5, it is shown that the Sn–3.5Ag solder joiabricated from nickel-plated substrates had higher teracture toughness than copper substrates despite similaure interfaces through the bulk solder. The absence of nlating resulted in higher formation rates of Cu–Sn inetallics in the solder joint made with copper substrateas been reported that Cu6Sn5 intermetallics can spall intolder during reflow[21,27]. Previously, intermetallics we
he difference between Sn–37Pb and Sn–3.5Ag for bare copper andplated

248 K.S. Siow, M. Manoharan / Materials Science and Engineering A 404 (2005) 244–250
Fig. 6. Cross-sectional SEM images of Sn–37Pb solder on nickel-plated substrate, showing the presence of nickel–tin and copper–tin intermetallicsat thebimetallic interface; a, copper substrate; b, solder; dark regions are Sn-rich phase and light regions are Pb-rich phase; back-scattered 1000×.
added into solder to improve its tensile strength[28,29] butin the current work, the distribution, size and shape of theseCu–Sn intermetallics could only serve as stress concentratorswhich deteriorate the toughness of the solder joint.
Fig. 5 also shows that the tensile fracture toughness ofSn–37Pb solder joints fabricated with copper substrates wascomparable with nickel-plated substrates in spite of the dif-ferences in the interfacial intermetallics. This result was not
F lated s tallicb
ig. 7. Cross-sectional SEM images of Sn–3.5Ag solder on nickel-p
imetallic interface; a, copper substrate; b, tin-rich phase; c, silver-rich phasubstrate, showing the presence of nickel–tin and copper–tin intermes at the
e; back-scattered mode 1000×.
K.S. Siow, M. Manoharan / Materials Science and Engineering A 404 (2005) 244–250 249
Fig. 8. ResolvedJic integral vs. crack inclination angle showing the dif-ference between Sn–37Pb and Sn–3.5Ag for bare copper and nickel-platedsubstrate.
surprising because the fracture propagated through the bulksolders regardless of substrates. This result contradicted withFrear et al. results which showed that fracture path willchange to interfacial intermetallics region irrespective of itsintermetallics thickness[20]. The Ni–Sn intermetallics isbrittle because its monoclinic crystal structure is unable todeform to allow the propagation of dislocations in the inter-metallics. The difference between their results and ours couldbe attributed to the different displacement rate of the frac-ture toughness tests and solder thickness of the samples. Thedisplacement rate of Frear and others’ experiments was 2.5times faster than the current work. The slower displacementrate transferred the fracture path to the solder materials. Thethickness of Frear’s solder was twice as thick as sample usedin current work. As shown elsewhere, thinner solder increasedthe constraint in the joint[19], and consequently, fractureoccurred at the interfacial regions.
It can be seen fromFig. 8that for both the solders studied,the energy to fracture under combined tensile-shear loadingis much lower than the energy to fracture under pure tensileloading for all combination of solders and substrates. Thefracture surfaces of the fractured specimens also revealed theeffect of shear.Figs. 9 and 10represent the fracture surfacesof the two solders under tensile loading whileFigs. 11 and 12show the effect of combined tensile-shear loading. Thefracture surfaces of the solders fractured under pure tensilel ixedm
nnotb ate-r byc hearl As ar samev cturem ws nessp lder
Fig. 9. Fracture surface of Sn–37Pb loaded under mode I loading showingequiaxed dimples for nickel-plated substrate.
Fig. 10. Fracture surface of Sn–3.5Ag loaded under mode I loading showingelongated dimples for nickel-plated substrate.
Fig. 11. Fracture surface of Sn–37Pb loaded under modes I–III loadingshowing elongated dimples for nickel-plated substrate.
oading show equiaxed dimples while those under mode loading show elongated and sheared dimples.Based on the foregoing discussion, the solder joint ca
e classified simply as linear elastic or elastic–plastic mials. In monolithic materials, brittle materials fractureleavage failure. Therefore, there is not much scope for s
ocalization because of its unstable crack propagation.esult, the mixed mode fracture toughness has about thealue as mode I fracture toughness, as shown in the fraechanism map inFig. 1. In ductile materials which sho
low stable ductile fracture, mixed mode fracture toughlays an important role. In the case of a solder joint, the so

250 K.S. Siow, M. Manoharan / Materials Science and Engineering A 404 (2005) 244–250
Fig. 12. Fracture surface of Sn–3.5Ag loaded under modes I–III loadingshowing elongated dimples for nickel-plated substrate.
is ductile in the vicinity of the crack front while the joint isbrittle macroscopically. These limitations not withstanding,this study suggested that the presence of mode III loadingreduces the fracture toughness of the joint and shear pro-vides an alternate fracture path. Under modes I–III loading,the total fracture toughness was lower than mode I fracturetoughness. This ratio of mixed mode to mode I fracture tough-ness suggested that the preferred mode of energy dissipationof these joints is shear.
4. Conclusions
Kic fracture toughness as per ASTM E399-90 has beenmodified and proposed to be a method to evaluate the sol-der joint under different loading conditions. Current studiesshowed that this standard can be used as a comparison methoto rank and compare the solder materials though some limi-tations exist about its validity.
Regardless of substrates, Sn–37Pb solder joint had higherfracture toughness than Sn–3.5Ag when loaded in ten-sile mode due to the less favourable microstructure in theSn–3.5Ag solder joint. During tensile loading, Sn–37Pb sol-der joints showed comparable fracture toughness on copperand nickel-plated substrates because of similar fracture pathon both substrates. In the case of Sn–3.5Ag, nickel-plateds barec u–Sni ate.
d tof teado
A
ch-n logy
Board (currently known as Agency for Science, Technologyand Research) for awarding NTU Postgraduate and NSTB-PTI Scholarship to him. KSS would also like to thank REPratt for kindly sending his journal papers as well as formalreports in the area of fracture toughness of solder joints.
References
[1] J.W. Hutchinson, Z. Suo, Adv. Appl. Mech. 29 (1991) 63–191.[2] S.H. Choi, B.G. Song, K.J. Kang, N.A. Fleck, Fatigue Fract. Eng.
Mater. Struct. 23 (2001) 1–13.[3] K.J. Kang, D.H. Kim, S.H. Choi, Int. J. Fract. 113 (2002) 195–212.[4] H. Nayeb-Hashemi, P. Yang, Int. J. Fatigue 23 (2001) S325–S335.[5] X.Q. Shi, H.L.J. Pang, X.R. Zhang, Microelectron. Reliab. 44 (2004)
841–852.[6] R.E. Pratt, E.I. Stromswold, D.J. Quesnel, J. Electron. Mater. 23
(1994) 375–381.[7] A. Buettner, Master’s Thesis, University of Rochester, 1992.[8] D.R. Frear, P.T. Vianco, Metall. Mater. Trans. A 25A (1994)
1509–1523.[9] D.R. Frear, J. Met. 48 (1996) 49–53.
[10] E.I. Stromswold, R.E. Pratt, D.J. Quesnel, J. Electron. Mater. 23(1994) 1047–1053.
[11] R.E. Pratt, E.I. Stromswold, D.J. Quesnel, IEEE CPMT Part A 19(1996) 134–141.
[12] R.E. Pratt, D.J. Quesnel, in: M.J. Cieslak, J.H. Perepezko, M.E.Glicksman (Eds.), The Metal Science of Joining, TMS Publication,Warrendale, 1992, pp. 201–210.
[ D.dings99,
[ 84)
[ tall.
[ . 39
[[[ 995)
[ teri-nal,
[[[ (18)
[ lec-logy
[[ .N.
lder
[ .H.an
[ uo,nfer-
266–
[ –14.
older joints displayed higher fracture toughness thanopper solder joint because of possible presence of Cntermetallics in the solder region of bare copper substr
Both substrate and solder alloy combination preferreail in the shear mode by fracture through the solder insf yielding though there were signs of local plasticity.
cknowledgements
KSS would like to express his gratitude to Nanyang Teological University and National Science and Techno
d
13] M. Manoharan, K.S. Siow, in: C.A. Volkert, A.H. Verbruggen,Brown (Eds.), Materials Research Society Symposium Procee(Mater. Reliab. Microelectron. IX) vol. 563, San Francisco, 19pp. 15–20.
14] M.T. Miglin, J.P. Hirth, A.R. Rosenfield, Res. Mech. 11 (1985–95.
15] J.G. Schroth, J.P. Hirth, R.G. Hoagland, A.R. Rosenfield, MeTrans. 18A (1987) 1061–1072.
16] M. Manoharan, J.P. Hirth, A.R. Rosenfield, Acta Metall. Mater(1991) 1203–1210.
17] M. Manoharan, Scr. Metall. Mater. 26 (1992) 1187–1192.18] M. Manoharan, S.V. Kamat, Int. J. Fract. 73 (1995) 41–R45.19] A.F. Skipor, S.V. Harren, J. Botsis, Eng. Fract. Mech. 52 (1
647–669.20] D.R. Frear, F.M. Hosking, P.T. Vianco, in: P.J. Singh (Ed.), Ma
als Developments in Microelectronic Packaging, ASM InternatioMetals Park, 1991, pp. 229–40.
21] K.N. Tu, K. Zeng, Mater. Sci. Eng. Rev. R34 (2001) 1–58.22] J. Glazer, Int. Mater. Rev. 40 (2) (1995) 65–93.23] M. Manoharan, J.P. Hirth, A.R. Rosenfield, J. Test. Eval. 18
(1990) 106.24] K.S. Siow, M. Manoharan, Proceedings of the First IPC/SMTA E
tronics Assembly Expo, Institute PC and Surface Mount TechnoAssociation, Providence, 1998, S19-3-1–S19-3-8.
25] M. McCormack, S. Jin, J. Met. 45 (1993) 36–40.26] J.W. Morris Jr., J.L. Freer Goldstein, Z. Mei, in: D.R. Frear, S
Burchett, H.S. Morgan, J.H. Lau (Eds.), The Mechanics of SoAlloy Interconnect, Van Nostrand Reinhold, NY, 1994, p. 7.
27] J.W. Morris Jr., D. Tribula, T.S.E. Summers, D. Grivas, in: JLau (Ed.), Solder Joint Reliability: Theory and Applications, VNostrand Reinhold, NY, 1991, p. 225.
28] S.M.L. Sastry, T.C. Peng, R.J. Lederich, K.L. Jerina, C.G. KProceedings of the Technical Programme Nepcon West Coence Cahners Exhibition Group Des Plains V 3, 1992, pp. 11277.
29] J.L. Marshall, J. Calderon, Solder Surf. Mt. Tech. 9/3 (1997) 11
Copyright © 2022 FDOKUMEN