Microwave assisted reaction sintering of ZrSiO 4 /α -Al 2 O 3 mixtures
6
Microwave assisted reaction sintering of ZrSiO 4 / α -Al 2 O 3 mixtures O. Ertugrul 1, a , S. Akpinar 2, b , I. M. Kusoglu 1, c , K. Onel 1, d 1 Dokuz Eylul University, Department of Metallurgical and Materials Engineering/Izmir, TURKEY 2 Afyon Kocatepe University, TURKEY a [email protected], b [email protected], c [email protected], d [email protected] Keywords: microwave sintering, zirconia, mullite, zirconium silicate, α -Al 2 O 3 . Abstract. Mullite- zirconia composites have better mechanical properties than monolithic mullite ceramics and can be produced by reaction sintering of ZrSiO 4 and α -Al 2 O 3 . The samples were prepared from high-purity (99.9%) α-alumina and fine zircon (ZrO 2 >65 wt.%) powders using PVA as binder. The powder mixtures were compacted under 80 MPa as coin shaped samples by uniaxial dry pressing and then sintered in a multimode microwave field of 2.45 GHz. The microwave effect on ZrSiO 4 dissociation and mullite formation was evaluated by comparing the microwave sintered samples with those sintered conventionally. The as-reacted compacts were characterized by X-ray diffraction and scanning electron microscopy (SEM). The effects of sintering parameters on mullitization and mullite grain growth were investigated. Introduction Mullite ceramics posses low thermal expansion, good high-temperature strength, excellent creep resistance and chemical stability, and are suitable for high temperature applications [1-4]. Mullite, however, has low fracture toughness and relatively low strength at room temperature, when compared with other engineering ceramics. Mullite-based composites with dispersed zirconia particles have been widely studied to overcome these disadvantages [5]. These particles toughen the material mainly as a consequence of the tetragonal-monoclinic phase transformation that can occur during the fracture process or during post sintering cooling [6]. Reaction sintering of alumina and zircon (ZrSiO 4 ) is an easy and inexpensive route to obtain homogenous composites containing dispersed zirconia with enhanced mechanical properties, and has been extensively studied by many researchers [7, 8, 9]. However, the fully dense compacts are difficult to achieve, due to the poor sinterability of the mixed powders [5]. Similarly, ZrSiO 4 / α -Al 2 O 3 ratio should also have a great influence on the sinterability of ZrSiO 4 / α -Al 2 O 3 mixed powders because the sinterability of the two powders is different [5]. To favor both chemical reaction and densification during sintering, various additives are commonly used. Using magnesia leads to a microstructure constituted of interlinked needlelike mullite grains with a dispersion of coarse intergranular (> 1 micron) and fine intragranular (~ 0.1 micron) zirconia. However, large amounts of glassy phase, undesirable to keep favorable mechanical properties and low creep deformation at elevated temperatures, are present in the material [9]. The formation mechanism of mullite from zircon and alumina comprises the following steps: (1) initial formation of glassy phase from the present impurities with some thermally dissociated zircon; (2) dissolution of zircon into this glassy phase; (3) dissociation of zircon and the formation of ZrO 2 and higher SiO 2 containing glassy phases; (4) dissolution of Al 2 O 3 in this glassy phase and its concentration increase in the melt until the stoichiometric composition of mullite is obtained [10]. The sinterability is greatly dependent on both firing temperature and zircon content, which undergoes complete dissociation in all compositions. Zirconia is the major phase evolved in the Advances in Science and Technology Vol. 63 (2010) pp 91-96 © (2010) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/AST.63.91 All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of the publisher: Trans Tech Publications Ltd, Switzerland, www.ttp.net. (ID: 195.174.219.155-29/08/10,14:07:25)
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Microwave assisted reaction sintering of ZrSiO 4 /α -Al 2 O 3 mixtures

Microwave assisted reaction sintering of ZrSiO4/α -Al2O3 mixtures
O. Ertugrul1, a, S. Akpinar2, b, I. M. Kusoglu1, c, K. Onel1, d 1Dokuz Eylul University, Department of Metallurgical and Materials Engineering/Izmir, TURKEY
2Afyon Kocatepe University, TURKEY [email protected], [email protected], [email protected],
Keywords: microwave sintering, zirconia, mullite, zirconium silicate, α -Al2O3.
Abstract. Mullite- zirconia composites have better mechanical properties than monolithic mullite
ceramics and can be produced by reaction sintering of ZrSiO4 and α -Al2O3. The samples were
prepared from high-purity (99.9%) α-alumina and fine zircon (ZrO2>65 wt.%) powders using PVA
as binder. The powder mixtures were compacted under 80 MPa as coin shaped samples by uniaxial
dry pressing and then sintered in a multimode microwave field of 2.45 GHz. The microwave effect
on ZrSiO4 dissociation and mullite formation was evaluated by comparing the microwave sintered
samples with those sintered conventionally. The as-reacted compacts were characterized by X-ray
diffraction and scanning electron microscopy (SEM). The effects of sintering parameters on
mullitization and mullite grain growth were investigated.
Introduction
Mullite ceramics posses low thermal expansion, good high-temperature strength, excellent creep
resistance and chemical stability, and are suitable for high temperature applications [1-4]. Mullite,
however, has low fracture toughness and relatively low strength at room temperature, when
compared with other engineering ceramics. Mullite-based composites with dispersed zirconia
particles have been widely studied to overcome these disadvantages [5]. These particles toughen the
material mainly as a consequence of the tetragonal-monoclinic phase transformation that can occur
during the fracture process or during post sintering cooling [6]. Reaction sintering of alumina and
zircon (ZrSiO4) is an easy and inexpensive route to obtain homogenous composites containing
dispersed zirconia with enhanced mechanical properties, and has been extensively studied by many
researchers [7, 8, 9]. However, the fully dense compacts are difficult to achieve, due to the poor
sinterability of the mixed powders [5]. Similarly, ZrSiO4/α -Al2O3 ratio should also have a great
influence on the sinterability of ZrSiO4/α -Al2O3 mixed powders because the sinterability of the
two powders is different [5]. To favor both chemical reaction and densification during sintering,
various additives are commonly used. Using magnesia leads to a microstructure constituted of
interlinked needlelike mullite grains with a dispersion of coarse intergranular (> 1 micron) and fine
intragranular (~ 0.1 micron) zirconia. However, large amounts of glassy phase, undesirable to keep
favorable mechanical properties and low creep deformation at elevated temperatures, are present in
the material [9].
The formation mechanism of mullite from zircon and alumina comprises the following steps:
(1) initial formation of glassy phase from the present impurities with some thermally dissociated
zircon;
(2) dissolution of zircon into this glassy phase;
(3) dissociation of zircon and the formation of ZrO2 and higher SiO2 containing glassy phases;
(4) dissolution of Al2O3 in this glassy phase and its concentration increase in the melt until the
stoichiometric composition of mullite is obtained [10].
The sinterability is greatly dependent on both firing temperature and zircon content, which
undergoes complete dissociation in all compositions. Zirconia is the major phase evolved in the
Advances in Science and Technology Vol. 63 (2010) pp 91-96© (2010) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/AST.63.91
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of thepublisher: Trans Tech Publications Ltd, Switzerland, www.ttp.net. (ID: 195.174.219.155-29/08/10,14:07:25)

studied composites beside alternative amounts of spinel and corundum. Mullite formation is
independent of THA Al2O3/SiO2 ratio, but greatly dependent on the type and amount of glassy
phase present. The incorporation of lower MgO and Al2O3 and higher ZrO2 contents led to the
formation of excellent high temperature multicomposites [10]. In reaction sintering, a mullite matrix
with zirconia inclusions or an alumina matrix with mullite and zirconia inclusions can be obtained
as the resulting microstructure; in the latter case an additional toughening mechanism is present in
the matrix (bridging) if the mullite inclusions appear in a needle shape. The disadvantage of using
reaction sintering is that the dissociation reaction of zircon causes porosity that may lead to
degradation of the mechanical properties [6]. Up to 1000 oC fracture strength and toughness values
are quite high, which make these materials potential candidates for high temperature applications
[11]. Besides increased heating rate, uniform heating and energy saving, microwave sintering
enables higher density and mechanical properties of ceramics. Stabilized tetragonal zirconia is a
transformation toughening agent and also a highly efficient microwave absorber. It can be
preferentially heated in a microwave field [12].
The present work aims to produce in-situ zirconia-mullite ceramics by rapid and uniform heating
using microwave energy and evaluate the microwave effect on ZrSiO4 dissociation and mullite
formation.
Experimental work
The samples were prepared using high-purity (99.9%) α-alumina and fine zircon powder (66 wt. %
ZrO2, 33 wt. % SiO2). The average particle sizes (d50) were 3.43 µm and 1.83 µm, respectively. As
sintering aid 1 wt. % MgO with a mean particle size of 10.76 µm was added. The main impurities of
the zircon powder were Al2O3 (0.50 wt.%), CaO (0.40 wt.%) and Fe2O3 (≤0.10 wt.%). The
composition of mullite phase consists of SiO2 and Al2O3 in the weight ratio of 28.17 / 71.83 and
2 wt. % polyvinyl alcohol (PVA) was added to this mixture as the binder. The mixture was then
ball-milled in distilled water for 8 hours to obtain a homogeneous mixture. After drying at 120 oC
the mixture was uniaxially dry-pressed at 80 MPa to form green compacts, which were
subsequently sintered using microwave heating and conventional heating. The expected reaction
during sintering is given by the following reaction:
2ZrSiO4 + 3Al2O3 → 2ZrO2 + 3Al2O3· 2SiO2
The samples were heated in a conventional electrical resistant furnace to 1550 oC at a rate of
8 oC/ min. and sintered for 2 hours. In microwave sintering, the green compacts were placed in the
furnace in a microwave transparent container with SiC susceptors. The temperature of the samples
was monitored using an infrared pyrometer with the circular crosswire focused on the sample
surface. The emissivity of the pyrometer (Kleiber 273 - LWL) was set to 0.85 in order to measure
the exact temperature. Sintering durations were 1 or 2 hours for each sintering temperature. The
samples were cooled to 300 o
C in 2-3 h after sintering was completed in microwave furnace.
The bulk density (ρb) and open porosity of sintered samples were measured by the Archimedes’
method.
Phase analysis of the sintered samples was conducted by a standard powder X-ray diffractometer
(RIGAKU, Japan). The microstructures and morphologies of sintered samples were observed using
a scanning electron microscopy (SEM; JEOL, Japan). Thermal etching was performed on the
sintered compacts at a temperature 50 oC below their sintering temperatures for 1 hour before SEM
observations.
92 12th INTERNATIONAL CERAMICS CONGRESS PART B

Results and discussion
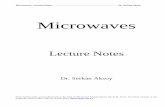
The microwave sintering (MWS) cycle was considerably shorter than the conventional sintering
(CS) cycle. Heating profiles for both conventional and microwave sintering are given in Fig. 1.
Heating rate was 20 oC/min for MWS while it was 8
oC/min for CS. The complete cycle for MWS
was around 300 min while it was 450 min for CS. Faster rates of both heating and cooling during
MWS yields finer microstructures in the end product.
The XRD patterns of sintered samples are given in Fig. 2. The phase composition of the
conventionally sintered sample (1550oC/2 h) consists of zircon, corundum, mullite, t-ZrO2 and m-
ZrO2 phases. It is clearly seen that not all the zircon phase in the structure was dissociated and
transformed at this sintering temperature and duration. However, the phase transformation ratio in
the MWS sample sintered at 1450oC for 2 hours is higher than the conventionally sintered one. It is
also obviously seen that the dissociation of zircon phase was still not complete at 1450oC. It is
another point that a good mullitization is reached while the microwave sintering temperature and
duration is low. When the sintering temperature is raised up to 1500oC, there will be no zircon
peaks observed at 2Ө-20o and 2Ө-27
o. The existing phases in the samples sintered at 1500
oC were
corundum, mullite, t-ZrO2 and m-ZrO2. In consequence of increasing sintering temperatures in
MWS up to 1570oC, some increase in the intensity of mullite phase (2Ө-28
o) is observed. However,
there is no remarkable change in the intensity of corundum phase (2Ө-35o) above 1500
oC. It can be
tought that at this sintering temperature the increase of mullite peaks despite corundum phase is due
to the growth of mullite grains. Although the sintering temperature is increased, the presence of free
corundum in the structure still remains. That is probably the result of inadequate SiO2 ratio in the
stochiometry. Considering the XRD patterns given in Fig. 2, it is seen that in the samples
microwave sintered at 1500 oC for 2 hours, zircon is dissociated completetly to form ZrO2 and
mullite phases.
Figure 1. Heating profiles for MWS, CS.
Advances in Science and Technology Vol. 63 93

Figure 2. XRD patterns of the samples sintered by conventional heating (CS) and microwave
heating (MWS).
The physical properties of samples sintered at different temperatures are given in Table 1. Open
porosity values in Table 1 indicates that densification is better in microwave sintering than
conventional one and increases with increasing sintering temperature.
Table 1. Physical properties of sintered mullite ceramic foams.
Sintering
Temperature
(oC)
Sintering
Duration
(hour)
ρb
(g/cm3)
Specific
Gravity
(g/cm3)
Open
Porosity
(%)
1450 1 3,138 3,753 16,54
1500 2 3,167 3,697 14,51
1525 2 3,197 3,586 11,04
1550 2 3,138 3,675 14,76
1570 2 3,167 3,525 10,34
1550(CS) 2 3,149 3,817 17,67
As seen in Fig 3, BEC images give information on the transformed and untransformed regions. In
Fig. 3e and f the micrographs show three different regions representing different constituents. EDS
analysis of different regions show that white regions are zirconia, light gray grains are corundum
and dark gray matrix is mullite. White grains around the coarse grain in Fig. 3e indicates that
transformation to zirconia starts at the boundaries of coarse zircon grains but the transformation of
zircon to zirconia is not completed. Fig 3c indicates clearly that coarse zircon grains are completely
transformed to fine zirconia grains. However, in Fig 3d there are some small light gray corundum
grains. It can also be seen from the microstructures that ZrO2 (white grain) and mullite grain size in
MWS is slightly smaller than in those sintered conventionally. Also, in accordance with the results
94 12th INTERNATIONAL CERAMICS CONGRESS PART B

of Zhao et al. [13], mullite formation might follow the nucleation and growth mechanism within the
amorphous matrix.
(a) (b)
(c) (d)
(e) (f)
Figure 3. SEM micrographs of the samples; a-b) 1500oC-2h/MWS, c-d) 1550
oC-2h/MWS, e-f)
1550oC-2h/CS.
Conclusions
Stochiometric mixtures of ZrSiO4/α-Al2O3 compacts to form in-situ ZrO2-mullite composites were
sintered successfully by using microwave energy. Using 960 W of microwave energy the compacts
were heated to 1570 oC. The sintering cycle for MWS was considerably shorter than that for CS.
Microwave has a significant effect on zircon-mullite transformation even when the sintering
temperature is 50oC lower than CS. In-situ Zircon-mullite transformation is completed within 2
hours by microwave sintering at 1500 oC. Some untransformed corundum phase found in the
structure, the reason might be related to the starting stochiometric ratios of raw materials.
Furthermore, increasing the sintering temperature has positive effect on densification of the
Advances in Science and Technology Vol. 63 95

compacts. According to SEM images finer zircon particles are supposed to result in more
homogeneously distributed zirconia grains in mullite matrix so finer zircon grains should be used as
starting raw material. The results indicate that microwave interaction with zircon accelerates zircon
dissociation to provide ZrO2 formation. Further studies can be focused on preparing new mixtures
with different stochiometric ratios of raw materials for the full transformation to in-situ ZrO2-
mullite composites.
References
[1] H. Ohnishi, K. Kriven, T. Nakamura and T. Kawanami: Mullite and Mullite Composites,
Ceramic Transaction, vol. 6 (1990), p. 605–612
[2] N.M. Rendtorff, L.B. Garrido and E.F. Aglietti: Ceram. Int. 34 (8) (2008), p. 2017–2024
[3] G.M. Anikumar, U.S. Hareesh, A.D. Damodaran and K.G.K. Warrier: Ceram. Int. 23 (6) (1997),
p. 537– 543
[4] P.C. Dokko, J.A. Pask and K.S. Mazdiyasni: J. Am. Ceram. Soc. 60 (3– 4) (1977), p. 150–155
[5] S. Zhao, Y. Huang, C. Wang, X. Huang and J. Guo: Ceramics International 29 (2003), p. 49-53
[6] A.C. Mazzei and J.A. Rodriguez: J. Mat. Sci. 35 (2000), p. 2807-2814
[7] P.Descamps, S. Sakaguchi, M. Poorteman and F. Cambier: J. Am. Ceram. Soc. 74 (10) (1991),
p. 2476–2481
[8] T. Koyama, S. Hayashi, A. Yasumori, K. Okada, M. Schmucker and H. Schneider: J. Eur.
Ceram. Soc. 16 (2 – 3) (1996), p. 231– 237
[9] J.M. Wu and C.M. Lin: J. Mater. Sci. 26 (17) (1991), p. 4631– 4636
[10] M. Awaad, M. F. Zawrah and N. M. Khalil: Ceramics International Vol. 34 (2) (2008), p. 429-
434
[11] G. Orange, G. Fantozzi, F. Cambier, C. Leblud, M.R. Anseau and A. Leriche: J. Mat. Sci. 20
(1985), p. 2533-2540
[12] Y. Fang, J. Cheng, R. Roy, D.M. Roy and D.K. Agrawal: J. Mat. Sci. 32 (1997), p. 4925-4930
[13] S. Zhao, Y. Huang, C. Wang, X. Huang and J.Guo: Materials Letters 57 (2003), p. 1716-1722
96 12th INTERNATIONAL CERAMICS CONGRESS PART B