
Master Thesis - DiVA-Portal
55
Master Thesis HALMSD UNIVERSITY Master's Programme in Mechanical Engineering, 60 credits 3D printed food and customized silicone molds Investigating aesthetic appearance and food preparing methods for a dysphagia diet Mechanical Engineering, 15 credits Halmstad 2020-05-20 Karlo Monfared
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Master Thesis - DiVA-Portal

Master Thesis
HALMSTAD
UNIVERSITY
Master's Programme in Mechanical Engineering, 60credits
3D printed food and customized siliconemolds
Investigating aesthetic appearance and food preparingmethods for a dysphagia diet
Mechanical Engineering, 15 credits
Halmstad 2020-05-20
Karlo Monfared
3D printed food and customized silicone molds: Investigating aesthetic appearance and food preparing methods for a dysphagia diet Karlo Monfared © Copyright Karlo Monfared 2020 All rights reserved Department of Mechanical Engineering Halmstad University Sweden

Preface
This work was done in fulfilment of the master’s programme in mechanical engineering at Halmstad University of Sweden. The thesis is done as a multidisciplinary approach between the author and two food engineering students at Lund University (LTH). The report is prepared by the author and compromises the product design parts of the project, such as modeling of product, product development and material choosing as well as some technical aspects of the 3D printing. It is believed that the exploration of opportunities and new applications for this work may influence future developments within the same field. Embarking on a revolutionary new approach of food production with relatively scarce present research comes with its hardships and complications.
The author would like to use this paragraph as a way to express sincere gratitude to the university supervisor, Håkan Peterson for his valuable advice and guidance throughout the entire course of this thesis work. The industrial supervisor Damien Motte at LTH who provided this great opportunity to immerse in this extraordinary field of research with treasured guiding and assistance is also greatly acknowledged, along with the food engineers Giancarlo Errigo and Terry Wanjiru who worked with the most problematic aspects of 3D food printing developing the filament mixture and conducting food prints. The author would further like to thank his wife, who stood by through all travails and supported him during arduous times.
i

Abstract
Dysphagia is a serious eating disorder currently affecting around 100 thousand people in Sweden and it’s estimated that 1 in 10 people will develop some form of dysphagia during their lifetime around the world. The condition occurs mainly in elders and people who’ve suffered a stroke. The disorder prohibits proper swallowing of food, impairing the ability to close airways and let food enter the proper pathways. Patients with dysphagia have to eat grounded food in order to not suffer from malnutrition. The food is usually served in timbales which are sometimes decorated but might not look as appealing or realistic as one might think. The repetitive and unrealistic food creates further appetite loss which may lead to malnutrition. This is the case amongst many elderly in home care and the complications may be very serious indeed, leading to organ dysfunction, hospitalization and eventually death. The current timbales made at the kitchens for elderly care in Helsingborg are punched with a tool in rectangular, circular shapes and often decorated.
A solution would be to increase the aesthetics of the served timbales and make them realistically looking. 3D printing offers numerous new opportunities for food production and may very well set a standard in the future for producing aesthetically pleasing food. Silicone molds may also provide the same, if not better results at the time being at a fraction of the price, sufficing to revert any negative impacts of the current timbale appearance. In the hopes of proving both concepts the work will initially be focused on preparing a broccoli but also applying one of the concepts on a cinnamon bun providing additional application.
This report presents the progress of designing a realistic 3D broccoli model, product development of a realistic broccoli food mold, 3D scanning, 3D food printing and a literature study. The designed model could not be printed due to the printing gel’s incapability of supporting complex structures. Instead master shapes created for shaping the food mold were scanned, sliced and printed. The same masters were used as means for a second food mold. Both food molds did manage to cast realistic shapes with a broccoli puré and of a soft gelatine suspension. Material alternatives were evaluated as well as manufacturing possibilities. The designed broccoli and a refined scanned broccoli were both offered for free as means for further research and development.
Keywords: 3D printed food, additive manufacturing, dysphagia, food mold, 3D scanning, slicer, broccoli, food safe materials, food casting
ii
Table of contents
Preface i Abstract ii
Table of contents iii List of Figures, Tables and Abbreviations v
1. Introduction 1 1.1 Background 1
1.1.1 Introduction of client 2 1.2 Aim of study 2
1.2.1 Research questions 3 1.2.2 Problem definition 3
1.3 Limitations 3 1.4 Individual responsibility and efforts during the project 3 1.5 Study environment 3
2 Methodology 4 2.1 Alternative methods 4 2.2 Literature review 4 2.3 Chosen methodology for this project 4 2.4 Method discussion 5 2.5 Preparations and data collection 5
3. Theoretical framework 6 3.1 Systematic product design 6 3.2 Summary of the literature study and state-of-the-art 7 3.3 Hydrogel-forming extrusion 10 3.4 Computer aided design (CAD) 11 3.5 3D Scanning 11 3.6 G-code and slicer 12 3.7 Molding 12
3.7.1 Food applications 13
4. Conceptual framework 14 4.1 Product discovery 14 4.2 Product definition 14 4.3 Conceptual designing 15 4.4 Product development 16
4.4.1 Printing equipment 16 4.4.2 Printable mixture 16 4.4.3 Candidate materials for food mold 16
iii
4.4.4 Silicone Elastomers 17 4.5 Mold making 18
4.5.1 Mass production 19
5. Results 20 5.1 Experimental outcomes 20 5.2 3D broccoli model 21 5.3 Printing procedure 22 5.4 Mold design 22
5.4.1 Chosen masters 22 5.4.2 Size and material 23
5.5 Mold based on 3D scans 24 5.6 Slicing 25 5.7 Food prints 26 5.8 Discussion 27
6. Conclusions 28 6.1 Recommendations for future research 28
7. Critical review 29 7.1 Critical assessment 30
References 31
Appendi ces 35
iv

List of Figures figure 1.1 Personalized 3D food printing scheme (Sun et al., 2015)............................................................................................2 figure 2.1 Method flowchart adapted for this thesis work...........................................................................................................5 figure 3.1 Main steps of Ullman’s design process (Ullman, 2010)..............................................................................................6 figure 3.2 The six phases of the generic Ulrich sequence (Ulrich, 2003)....................................................................................7 figure 3.3 General principle of 3D paste extrusion process (Godoi et al., 2016).......................................................................10 figure 4.1 Positioning to concur with reference photo and designing tip of bud sprout............................................................15 figure 4.2 Relationship of hardness and elastic modulus for elastomers (Gent, 2001)..............................................................17 figure 4.3 Simplified one-piece mold making procedure...........................................................................................................18 figure 4.4 Silicone injection molding procedure (Albright, 2015).............................................................................................19 figure 5.1 Experimental broccoli designing...............................................................................................................................20
figure 5.2 Alginate forming procedures.....................................................................................................................................20
figure 5.3 Experimental masters made of plaster.......................................................................................................................21 figure 5.4 Silicone experimental results.....................................................................................................................................21 figure 5.5 Final broccoli 3D model (colourized)........................................................................................................................22 figure 5.6 Final masters to use for mold.....................................................................................................................................23 figure 5.7 Final mold prototype..................................................................................................................................................24 figure 5.8 Resulting broccoli castings........................................................................................................................................25 figure 5.9 Scanned masters.........................................................................................................................................................25 figure 5.10 Refined and divided model......................................................................................................................................26 figure 5.11 Comparison of masters (industrial supervisor)........................................................................................................26 figure 5.12 Mold based on printed master and its casted result (industrial supervisor).............................................................26 figure 5.13 Preview of printing scheme......................................................................................................................................27 figure 5.14 Printed scanned model with AXPOB formulation (Errigo & Wanjiru, 2020).........................................................27 figure 5.15 Printed RISE model with APOB and XAB formulations (Errigo & Wanjiru, 2020)..............................................27
List of Tables table 4.1 compositions of different gels used for broccoli prints (Errigo & Wanjiru, 2020).....................................................16 table 5.1 printing procedures (Errigo & Wanjiru, 2020)............................................................................................................22
List of Abbreviations .OBJ Object file G/N Gastronorm .STL Stereolithography file HTV High temp vulcanising 3D Three dimensional IKDC Ingvar Kamprad Design Centrum ABS Acrylonitrile butadiene styrene LSR Liquid silicone rubber CAD Computer aided design LTH Lunds tekniska högskola CCD Charge Coupled Device PLA Polylactic Acid CES Cambridge Engineering Selector PC Polycarbonat CNC Computer Numerical Control PE Polyethylene CO2 Carbon dioxide QFD Quality function development CR Neopren RISE Research institute of Sweden AB DIM Dimensions RPN Risk Priority Number EG Europeiska gemenskapen RTV Room temperature vulcanising EN European Standards SIS Svenska institutet för standarder EVA Ethylene vinyl acetate SLA Stereolithography FDM fused deposition modeling SLS Selective Laser Sintering FLM Food Layered Manufacturing UFMEA Use Failure Mode Effects Analysis
v
1. Introduction
1.1 Background
Eating is a common natural ability among humans which doesn’t really require any deeper reflection but disturbances in the eating and swallowing ability makes certain aspects rather important. Dysphagia is described as difficulty in swallowing and people with the condition may require a much larger effort of transferring food from the mouth to the stomach. Patients often feel a sensation of stoppage and the process may involve a risk of pulmonary aspiration or even suffocation when consuming a meal. The disorder may not only affect metabolic support but also personal satisfaction, participation and the feeling of fellowship sharing a meal. The ability to properly swallow food does therefore affect both physical and psychological well-being. Eating requires complex coordination of senso-motoric functions, compromising everything from the feeling of hunger to integrated sensory stimuli like smell, sight and taste (Svensson, 2010). It has been estimated that around 76,5 to 87,5 percent of the elderly living in nursing homes of Sweden are suffering from some sort of swallowing disorder and a total of 63% of these received the disorder after being diagnosed with dementia or having a stroke (Sandin, 2005). Since the disorder often requires lengthy and burdensome durations of food consumption, eating is often described as a problem and with this problem comes a decreased appetite as well as a lower overall food intake. Food schemes are often offered as a way to help patients of dysphagia which are differentiated in several classes based on their severities. Patients suffering from the most severe type of dysphagia can only rely on eating pureed foods and must avoid eating foods with any coarse texture (Saint Lukes, 2020). Other patients eating pureed food can do so with relative ease as it’s a safe alternative and easier to move through the larynx. Most pureed food is served with an unrealistic look as timbales and so is the case for the patients receiving their food from the Helsingborg central kitchen of the elderly in Sweden as of today. The timbales are often created with a punching tool and served shaped in squares, circles and sometimes decorated as seen in Appendix (A). Research has repeatedly implied that identifying and recognizing food prior to consumption are vital aspects when eating a pureed meal amongst dysphagia patients. Blaise (2010) presents several semi-structured interviews held with elderly patients where the sensory aspects of a meal were included and the difficulty of identifying the served pureed food was the factor standing out the most. Langmore (1999) discovered that a uniform appearance resulted in a negative impact on the appetite since patients could not identify any visual characteristics of the pureed food. Ruigrok & Sheridan (2006) did also found that inability of visually identifying food was directly influencing the experience and that the appearance was an important factor for keeping a good appetite. Custom made food could provide a number of solutions to this matter and the concept could further be applied in fields other than elderly care but even in restaurants, gyms, hospitals or online businesses. One potential technique of achieving a fully personalized product could be Food Layered Manufacturing (FLM) which might be more commonly known as 3D food printing. The alternative allows for a fully automatic fabrication without any human help or need for any tooling. The technique would further allow for an entire customization of the
1

nutritional profile, shape and taste based on the individual requirements. The entire personalized FLM scheme is explained further in figure 1.1.
figure 1.1 Personalized 3D food printing scheme source: Sun et al., (2015)
The technique is heavily based on the actual fabrication planning and the recipe design which involves the formula of the printing media but also a 3D model that needs to abide to a certain set of printing requirements. The main printing principle could be of different kinds, such as extrusion-based, hot-melt, selective laser sintering, binder jetting or inkjet printing all providing different advantages and limitations in contrast to the other (Liu et al., 2017). Another potential technique for personalization of food items is to cast shapes with silicone molds capable of preparing food. The technique is known for allowing to cast items while preserving a high level of detail with relative ease and there are several alike products currently available at the market. Current molds do however create shapes far from a realistic appearance with only one type of observable angle i.e the created shape can only lie with one face pointing upwards providing a limited scope of view. One solution for this may be to create a realistic mold with several variations allowing for the created shapes to be situated on the plate at varied angles and ultimately creating a far more realistic and appealing look.
1.1.1 Introduction of client
The health and care administration of Helsingborg are in charge of 4 kitchens cooking food for the elderly in Helsingborg. They are currently employing 17 people with a masterchef and nutrition assistant. Together they prepare over 2200 portions per day and approximately 10% of those need to be timbales. Many of the elderly on a dysphagia diet suffer from dementia and there is a belief that the patients would appreciate their food looking like other food eaten by others present at the table. The assistant nurses do further appreciate convenient consistencies and smoother ways to serve the food.
1.2 Aim of study
The overall aim of this study is to contribute to a better health of the elderly community living in assisted care in Helsingborg and hopefully throughout the rest of Sweden. This will be done by attempting to create realistic looking food with two separate approaches focusing on broccoli. There will be an investigation of how to 3D print realistic food and how to cast realistic food with silicone molds and ultimately comparing their outcomes.
2

1.2.1 Research questions
- Would it be possible to create realistic 3D printed structures out of food materials? - How well can silicone food molds solve the problem of a realistic appearance? - Could both techniques be applied to other types of food items?
1.2.2 Problem definition
The repetitive and uniform appearance of pureed food served by the kitchens of the elderly in Helsingborg may lead to further appetite loss which may have additional complications among elderly and dysphagia patients. The problem appears from not having the tools to create realistic looking shapes needed for the required food textures.
1.3 Limitations
The scope of the project will mainly be narrowed to the creation of a broccoli. Only two techniques will be presented, namely 3D food printing and silicone mold casting. The extruded formulation for the 3D food printed concept will be highly dependent on the mixture to be able to create complex shapes which is further optimized by the food engineering students in LTH in a cooperation with RISE. Apart from the theoretical evaluation between the two techniques, there may be limitations of practical experimenting with regards to the used tools and time. Current events (covid-19) did restrict certain practical actions to take place but were directed by the industrial supervisor and the food engineers.
1.4 Individual responsibility and efforts during the project
The author will exclusively be standing for the 3D modeling, possible design refinement of the realistic broccoli and the process of developing the silicone molds. The food engineers at LTH will focus on optimizing the printable formula and parameters of the printing procedure.
1.5 Study environment
The project was initially performed with the use of computers present at Linneuniversitét in Växjö which offered great computational power. Online training was given to all involved participants by the Hyrel 3D company (Hyrel, 2020) which was supplying the 3D printer System 30M. The training was held through Skype with Teamviewer allowing for remote access and served as a base for understanding the printing procedure. Designing a realistic broccoli for possible prototype printing turned out to not be effective with conventional 3D modelling engineering software like SolidWorks (Dassault Systèmes, 2020) and the author had to learn another software to design natural shapes conveniently (Blender, 2020). The design did further require a simple anatomy study which was made in the author's kitchen by dividing buds in half, drying and dismantling bud clusters. A summary of the anatomical parts of a broccoli is presented in Appendix (B). Test prints were done at Ingvar Kamprad Design Centrum at Lunds University by the food engineering team. Experimental testing and the practical applications for the development of the silicone molds were done in the author’s home kitchen. 3D scans were conducted by the industrial supervisor and a nearby institution.
3
2 Methodology
2.1 Alternative methods
Design education in general mainly focuses on the industrial application and teaches “how to design”. A vast number of designing methodologies and systematic approaches have emerged during the past 30 years. Methodologies have been proven successful in engineering design when used for training and educational purposes like the Ullman’s design process but is not widely practised in industries (Tomiyama et al., 2009). Other relevant systematic approaches include “Product design and development” by Ulrich, “Systematic design” by Pahl and Beitz, “Principkonstruktion”, “Primärkonstruktion” by Freddy Olsson and “Total design” by Stuart Pugh are also acknowledged and do all offer sufficient guidelines for conducting a proper product design. A few methodologies focus more on particular elements during the process than others and an ultimate choice is to some extent dependent on the conditions and requirements for the to be developed product. Each approach may aid to develop a greater understanding of the entire product development process and serve as a guide for good decision making. As well assuring quality, contributing to a well articulated coordination, handling management and recognizing opportunities of improvement.
2.2 Literature review
A literature review can stand for an immense part of the theoretical framework and is often used as a starting point conducting any type of research. It may assist generating vital concepts relative to the subject and unveil shortcomings of the current theory. It may be of utter importance if the research manages to contribute to current literature, adding to generated theory (Kotzab et al., 2005). The four basic stages are depicted by Hart (2018) as; searching for sources relevant to the subject, analyzing research extracting upon theme, noting extractions and documenting sections on themes with extracts acquired from sources. A researcher should however not be limited by any preceding research or existing theories, since it may restrain any future developments or breakthroughs.
2.3 Chosen methodology for this project
As the scope of the project might compromise several different varying aspects of a product design it is in the author’s interest to apply a customized sample of the Ullman’s product design approach (Ullman, 2010) as the primary scheme. However it is to be utilized with the complementary tools and methodologies used to administer analogous phases of the Ulrich approach (Ulrich, 2003) since the actual product design will be more in focus as opposed to any substantial engineering. The choice was made based on practical experience of the Ullman theory and the wide scope of relevant, updated and applicable tools used in Ulrich’s method. A literature review will furthermore be conducted with collected research analyzed based on the theme of theory to analyze existing developments as well as gaining a theoretical framework. The scheme is presented in a flowchart as seen in figure 2.1.
4

figure 2.1 Method flowchart adapted for this thesis work
2.4 Method discussion
Since the scheme of the project is somehow divided into separate scopes, choosing a method based on proven phases of systematic product development could be beneficial. Even though generic product design approaches are mainly aiming for the same goal, the wide variety of tools used in the Ulrich product design and development approach could suffice to complement the Ullman method in this case. The Ullman approach does manage to apply to different development practices and while based on mathematical theories it is also preferred of being used in educational institutions because of its real life practical applicability (Tomiyama et, al. 2009). The method does however build its principles over an early “concrete goal” methodology which is focused on the use of a QFD where functional design requirements are already set to some extent. This could also be the main difference between the two systematic methods, although the Ulrich method does aim for concrete design, it does allow for more supportive conditions of innovative designing while focusing on the product development rather than solely the engineering inflicted design. Integrating the two would allow for a more customized approach while being able to achieve a favorable outcome by using supportive tools through each step. This could also provide means for using tools to satisfy newly emerged sustainability, product-service needs while overcoming the limiting of a tailored ability and lessen possible restrictions.
2.5 Preparations and data collection
The framework of conducting this project consists of a complete understanding of various aspects in food engineering and product design. Literature regarding additive food manufacturing and silicone molding has been reviewed as well as similar applications, reviewing articles found in databases such as Emerald and Google Scholar as means of a greater understanding of the product development and stated needs. Important milestones were planned ahead of project start to be aligned with the limited time given and sections of the project were planned accordingly, overall planning along with set times is presented in a Gantt-chart in Appendix (D).
5
3. Theoretical framework
3.1 Systematic product design
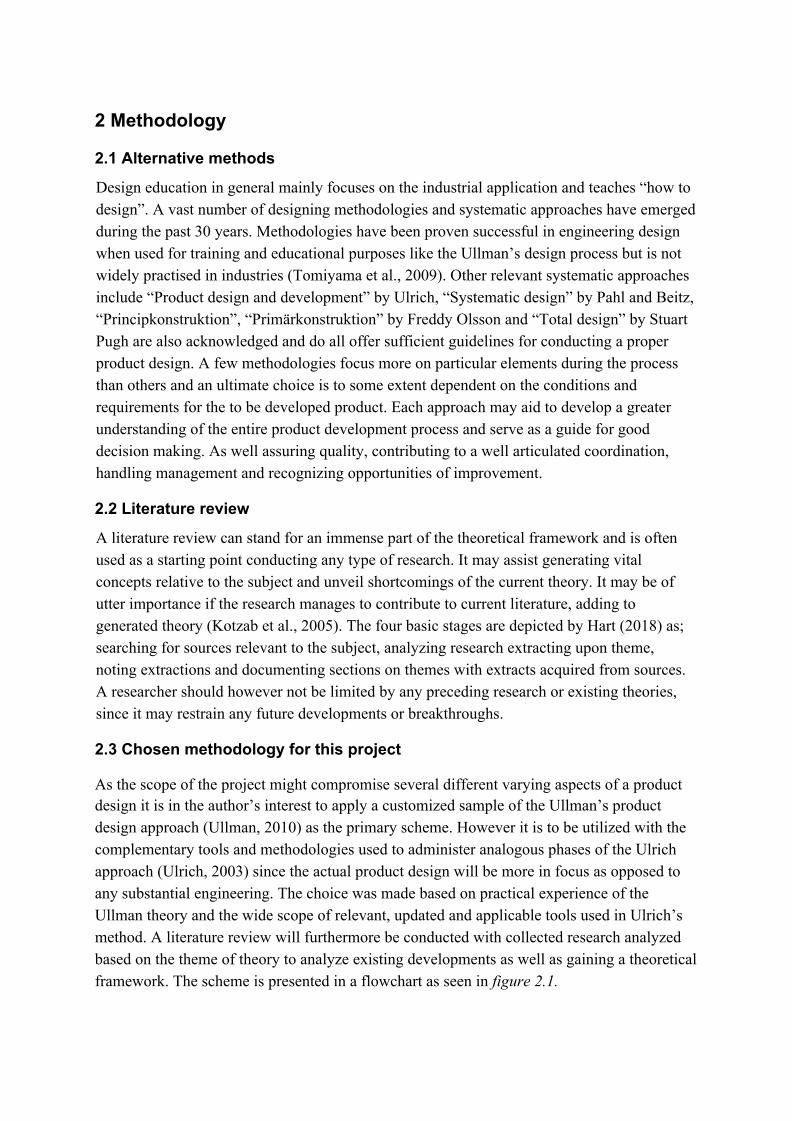
The Ullman methodology is mainly known for its clear and straightforward tools used through each step and may be recognized for its practical application in various fields. The approach addresses customer needs to a greater extent while encouraging creativity, conceptualization and the more important factors of success. Other recognized criterias are quality, cost and feasibility which are all incorporated in the design process (Ullman, 2010). The main steps of the systematic approach can be seen in figure 2.1.
figure 3.1 Main steps of Ullman’s design process (Ullman, 2010) adapted by the author
Product discovery - Before any type of product development, needs have to be clearly identified for any project itemization. The technology push along with market pull and product changes will determine weighing between potential projects and their objectives. Project Planning - Adequate planning is made to make use of resources at hand and could be regarded as a speculation for the unknown with upcoming events of designing activities. Product definition - Aims to identify the underlying customer need and set the foundation of the product development by generating customer requirements with regards to market competition and set engineering specification determining quality and performance. Conceptual design - Based on the customer requirements a set of functional concepts are to be generated and evaluated choosing the most optimal concepts for further development. Product Development - Generating and refining the chosen concepts into quality products to further test and evaluate based on the developed needs. The approach is based on an iterative process where abilities are to be verified with requirements balanced with set plannings. Product support - This phase regards any possible responsibilities after product release as in a need of support for use or assembly. The discipline requires documentation and managing to maintain any changes, apply for patents and provide guidelines for retirement of product.
The systematic product development approach by Ulrich, (2003) entails a wider scope of tools to be used for each stage although heavily based on previous mechanical engineering design approaches. It’s updated with new aspects of demand as well as allowing for more environmentally conscious decision making and quantifies the problem more broadly
6
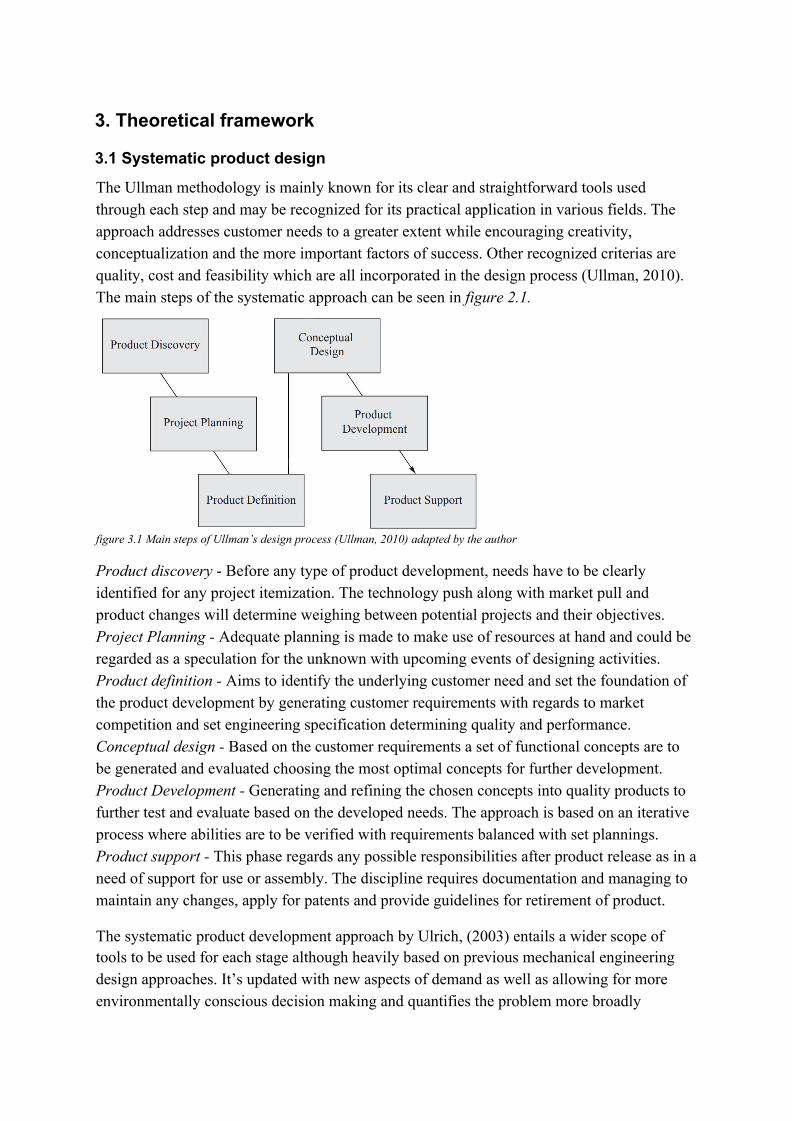
including different issues in an explicit way (Gericke & Blessing, 2011). The method is known to focus on the development of the product rather than the engineering, emphasizing project planning, definition and possible marketing as well as manufacturing and process aspects (Tomiyama et al., 2009). A clear and defined systematic approach will be beneficial for assuring quality, planning phases, managing probleciently and handling any opportunities for improving (Ulrich, 2003). The sequence of the process is depicted in figure 2.2.
figure 3.2 The six phases of the generic Ulrich sequence, source: Ulrich (2003)
Planning - Also known as “phase zero”, this stage presumes an approved and initiated project of developing the product; opportunities are identified along with estimating current developments, target markets, set objectives, product planning and assessing goals. Concept development - Needs are identified followed by concept generation based on function, characteristics and a selection is made for testing, cost assessments and evaluation. System level design - This phase entails a decomposition of a product into secondary systems and minor parts with regards to detailed designing. All parts are defined by their specific functions, flow diagrams are constructed along with the architecture of the product. Detail design - Specifications are set for the product as well as manufacturing, materials, purchasing and a planning of processes with environmental aspects and robust designing. Testing and refinement - Prototyping and evaluating if a product will adhere to customer requirements with “beta” models built with intended final production material and typically evaluated by the ultimate consumer at its operative environment. Production ramp-up - Here a focus is put on any remaining issues of the product which can be identified by target consumers. This also entails the product launch and assessments are made based on technical aspects in an attempt to improve the entire scheme of development.
3.2 Summary of the literature study and state-of-the-art
3D food printing offers various opportunities approaching to satisfy the needs of patients suffering from dysphagia. The technology can be used to create an automated process of producing needed pureed mixtures, modify texture parameters, improve sensory senses and enable more attractive aesthetics of food materials (Kouzani et al., 2017). The desired structures obtained from the food mixture can however be difficult to achieve due to complex rheological properties which are regarded as the fundamental variables of optimization for printing recreations (Vancauwenberghe et al., 2015). According to Zhang et al., (2015), the properties of the media used to print should possess an ability of a quick and fluctuating modulus reaction to affecting shear stress while being
7

elasticity influenced (tan δ < 1). It does further need keep a higher yield stress in order to prevent any inconsistencies resulting from teared filaments and provide adequate resolution. There are a number of existing 3D food printing solutions adding to the state-of-the-art research. Lipton et al., (2010) presents a study where several mixtures were made based on poultry meat and celery along with biscuit mixture creating smaller simple shapes of a house and a space shuttle. Both geometries were printed and later deep fried while still retaining their structures. Marsden (2013) presents several products made by food printing including hamburgers, dinosaur cookies, custom pizzas, chicken nuggets with various ingredients using a “Foodini printer” adapted for food manufacturing exclusively. Kouzani et al., (2017) presents a study aimed at printing food for dysphagia patients developing simple purees, explaining the usage of barrels distributing the mixture and operating parameters involved. The technical principles and various approaches of 3D printing makes products by different depositions. The main types of conventional deposition techniques includes; FDM (Fused deposition modeling) which is based on material extrusion, SLS (Selective Laser Sintering) which solidifies grains by bonding them into layers and SLA (Stereolithography) which is polymerization based with a photosensitive liquid being exposed to a laser beam (Makeshaper, 2020). The general principle of FDM involves a melting process of the filament prior to being disposed of which manages to solidify as it flows out from the extruder which is commonly used with thermoplastics such as PLA and ABS materials (Turner & Gold, 2014). The technique of extruding material can be used for a great number of applications if using nozzles extruding any type of soft filament, these could range from silicone rubber gels to food pastes and hydrogels with the condition being that the filament should manage to keep its structure when disposed. This allows for a wide use and applicability; ranging from effective 3D bioplotting of embryonic stem cells (Ouyang et al., 2016) to artistic jewellery, space and medicinal applications. With a growing interest among many designers and hobbyists, communities are providing free models for download allowing regular consumers to explore the possibilities of 3D printers at lower costs (Ventola, 2014). Extrusion based additive manufacturing can provide numerous opportunities when applied to the food industry entailing a great set of benefits. Nutrition profiles can be completely customized, as in ingredients, flavors to provide options for different needs. Nutrition-dense foods could easily be created as well as providing a more convenient way of preparation (Yang et al., 2017). Composition of the customized profiles should be considered with its calories and nutrients, but also other aspects as texture and taste. Ingredients are either pulverized or liquidized as in purees which is why structural performances should be assessed post calefaction (Lipson, 2013). This could further create opportunities of better appearances or textures, even though said ingredients may be limited to their structure and shape as they do need to flow through a nozzle, if there is to be a greater focus on the rheological aspects as well as shape retaining properties after heating. Controlling structure at the same time as using needed ingredients can be of great challenge but somewhat desired shapes and chemical integrity could be achieved with help of including hydrocolloids like collagen, gelatine or alginate (Cohen et al., 2011). Problems can occur with the ingredients used and may still be in need of modification even with perfect conditions, nozzle size or velocity in order to allow
8
for an even disposition and good resolution. Mixtures can become unstable, forming oil blocks or pre deformities caused by water displacements and make uniformities as they are displaced. In order to create good structures, one will have to continuously improve physical properties for the extruding media since a number of factors will be affecting its behaviour (Yang et al., 2017). As explained by Godoi et al., (2016) material properties will be in needing a tuning to retain structural properties in regards of transitional temperatures, viscosity and solidification. It is further the interaction of the disposed layers that is the main determinant of stability which calls for even rates of solidification in order to bond properly and cure. Inadequate interaction may cause fractures or disproportionate nutritional gatherings such as fat migration. They explain how the main components of printing food; “printability, applicability and post-processing” may all be managed if one is to control the interactive factors of the rheological, structural and physicochemical properties. They also found that a liquid-based deposition will be the technique with most possible opportunities for 3D food printing. As Hemsley et al., (2019) put it in their review of 3D food design for people with dysphagia; the cross-disciplinary theory of applying fields of 3D printing may evoke new problems requiring for better future theories and a greater focus on food science. The research will be needing a “user-centered” approach to determine attitudes and gather new ideas for creating texture-modified foods for dysphagia patients. This with regard to the feasibility, safety and current acceptance of the concept among the patients. Apart from the various health and hygiene standards that are needed to consider for materials in contact with food items, food molds can enhance the appearance of food, making it more appealing. As reviewed by Cassens et al., (1996) molded food items enhanced patient intake by 15% with great acceptance amongst patients. Although realistic appearance and nutritional values were not overlooked, it provides a positive display of the impact. Periard et al., (2007) reviewed possible applications of incorporating silicone molds and comparing them to 3D printing results when used for food shapes. They examined resulting shapes, its practical use and how well the molds manage to come off the food products. The molds were however made with one thin layer and were not as complex as they touted. They do however explain opportunities of taking the concept further, with advanced silicone molds printed and food being disposed with the same printer retaining complex desirable shapes. As food molding would require a number of needs, silicone elastomers have been widely used for construction, aerospace, automotive and industrial fields because of their properties. They entail a great compressive strength, excellent flexibility in various temperatures and varied hardness with an excellent chemical resistance (Pacurar et al., 2011). As explained by Păcurar et al. silicone rubber has the most optimal extraction properties when compared with other rubber materials. It’s extraction properties along with its high heat resistance does make it a great choice for food applications. However, Păcurar et al. also acknowledges the disadvantages of using silicone rubber molds for complex food shaping. They conclude that the price of the material is not low enough, it needs an additional process of degassing since silicone rubbers tend to produce air bubbles upon mixing. As Guo & Zhou (2014) explain in their research of dimensional accuracy of silicone mold production based on FDM made master patterns, process parameters influencing resulting
9
products involve; discharge of gas present in the gel (eliminating bubbles), optimal curing conditions and time, deformation influencing occuring when silicone coming in contact with master pattern and the influence on structure with regards to the master pattern. Salleh & Yusop (2013) presents a study where they conduct contact molding experiments in creating cost-effective master patterns based on a plastic component with silicone and a catalyst. They did not use any degassing process and instead explained how the angle of the mixer should be kept at 45 degrees and that the pouring should be done “from left to right” in order to achieve a smooth and constant flow, evenly distributed minimising bubbles. Chil-Chyuan et al., (2018) studies the process parameters for silicone rubber molds, emphasizing on curing aspects. They explain how the curing process is vital to become more efficient, silicone could be put into an oven shortening the curing time but could damage material properties. They suggest an optimum weight ratio of 10:1 with regards to base compound and hardener as well as the optimal temperature for curing with the regards to shortest time, which they conclude to be 50 degrees for dimensional accuracy.
3.3 Hydrogel-forming extrusion
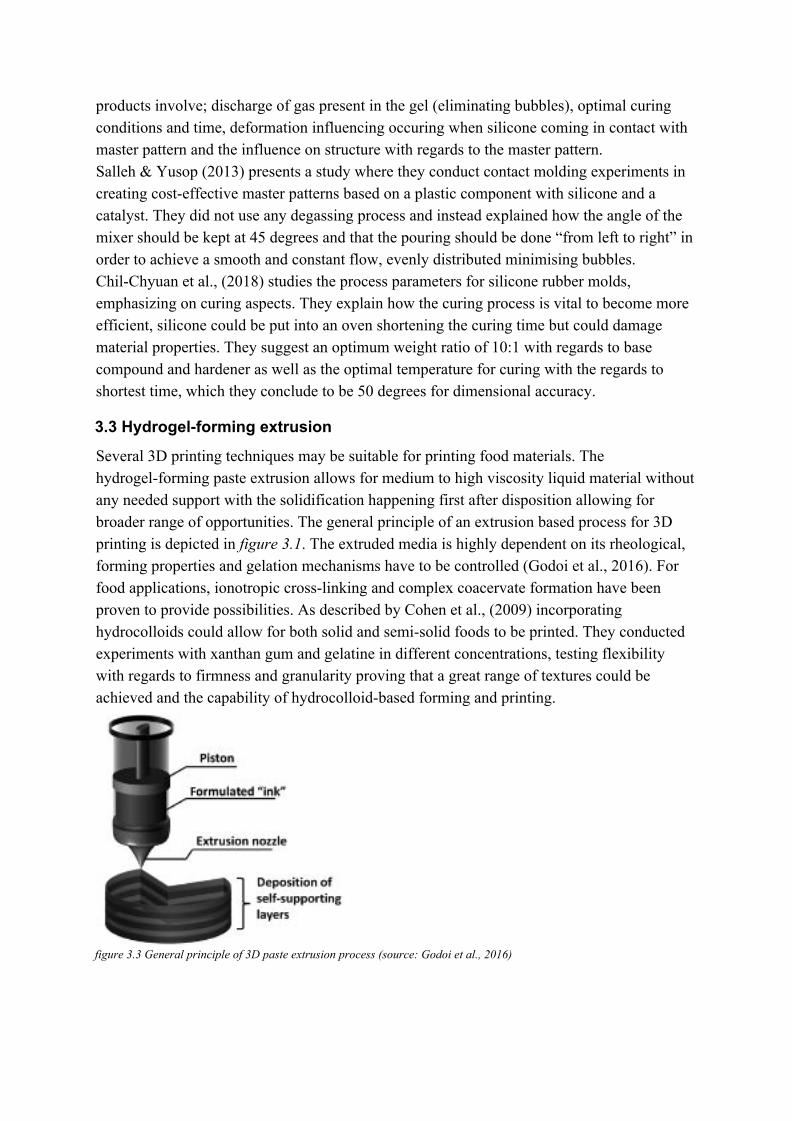
Several 3D printing techniques may be suitable for printing food materials. The hydrogel-forming paste extrusion allows for medium to high viscosity liquid material without any needed support with the solidification happening first after disposition allowing for broader range of opportunities. The general principle of an extrusion based process for 3D printing is depicted in figure 3.1. The extruded media is highly dependent on its rheological, forming properties and gelation mechanisms have to be controlled (Godoi et al., 2016). For food applications, ionotropic cross-linking and complex coacervate formation have been proven to provide possibilities. As described by Cohen et al., (2009) incorporating hydrocolloids could allow for both solid and semi-solid foods to be printed. They conducted experiments with xanthan gum and gelatine in different concentrations, testing flexibility with regards to firmness and granularity proving that a great range of textures could be achieved and the capability of hydrocolloid-based forming and printing.
figure 3.3 General principle of 3D paste extrusion process (source: Godoi et al., 2016)
10
The study presented by Cohen et al., (2009) suggests that further developments are needed to explore the progress of material development with regards to food printing. Mixing different hydrocolloids at different ratios may evoke new structural capabilities. Hydrocolloid derivatives like starch, agar-agar and carrageenan are added to many everyday products and used to emulsify, preserve or thicken and are regularly consumed. As Chen (2019) mentions in “Hydrogels Based on Natural Polymers”, applying natural hydrocolloid solutions to regularly non printable food materials could reveal new printable materials. He further mentions that 3D hydrogel extrusion has been applied for dysphagia patients and that the successful 3D edible gel was prepared with agar and gelatine providing four different meals. He emphasizes the presence of agar, which further could be the key to processability and texture of the edible food gel.
3.4 Computer aided design (CAD)
3D printing and various fields of production are heavily dependent on a 3D model defining dimensions or recreating conceptual products. Models can be used in various ways early in the stages of its development, testing for faults, weaknesses or opportunities without having to spend money on prototyping. It can further increase productivity, improve quality of the design and create important documentation conveniently (Khemani, 2008). A model preparing for 3D printing is converted into an STL file format (stereolithography) allowing for the surface of the mesh to be displayed. STL files are however limited in that they are not very convenient post processing or editing since it encodes the mesh in a triangular fashion, this could however be practical if one would like to publish models publicly. The creation and conversion between different formats of a 3D model may however indicate imperfections in need of correction apart from the more casual modeling problems occured in the native CAD software (Brewer, 2008). Since numerous file types have created a problem of interoperability, new formats were made in the hope of a conversion friendly process between proprietary file types, which led to the popularity of STL files. Another popular file format within 3D printing context is OBJ, which is developed to support more precise mesh encodings while entailing material information stored separately (Chakravorty, 2019). The OBJ file format does further allow for easy post editing across most conventional 3D designing software, allowing for models and artistic value to be spread with less limiting factors. A CAD model could further help with simulating different operational usage conditions, allowing for a more detailed perception for the use of the product while ensuring its completeness, solving potential problems and exploring opportunities (Ullman, 2010).
3.5 3D Scanning
Instruments gathering three dimensional coordinates in a pattern of the surface of an object are considered to be 3D scanning instruments. Applications with varying technical solutions for collected 3D data have been wide ranging from heritage documentation to virtual reality, robotic mapping, quality controls, real estate and accident reconstructions to mention a few. Scanners are used either in a fixed position, as a mobile system or as a system conducting airborne topography applications collecting coordinates (Boehler & Marbs, 2002).
11

The technology is commonly divided in two types of shape acquiring solutions, namely contact and non-contact. A non-contact scanner uses radiation or light reflections to determine surfaces which can further be divided in other conceptual technologies. Hand-held laser scanners measure the distance to the surface using reference features and information is collected with regards to the movement of the device (Strobl et al., 2009). The basic principle of hand-held scanners build on a triangulation principle, where the emitted laser reflection is transmitted through CCD camera(s) detecting the laser on the object surface. Factors that should be considered for the practical use of scanners other than accuracy are speed, resolution, interfering range limits, possible field of scan, ease of transportation, power supply and interplay with scanning software (Boehler & Marbs, 2002). 3D scanning does however come with a number of limitations with the main one being that they are only capable of detecting the surface level, not any geometries within the object, this could however be solved with ultrasound applications in the coming future. There could be further problems with detecting the material which could be of importance for food engineering applications of transparent objects like glass causing deterioration and inability of laser reflection to the device (Murphy, 2015).
3.6 G-code and slicer
After retrieving a 3D model either by direct design or by scanning, a 3D printer will need instructions in order to recreate the object. Systems today are built on conventional G-code programming controlling the printer's actions. The code can somewhat conveniently be generated by slicers which have become more user friendly allowing for anyone without a degree in programming to indulge with the art of 3D printing. Printing with viscoelastic inks does need modification since they do not behave the same as plastic filaments (Huang, 2018). The varieties of g-codes all work with a coordinate system and are basically the same with minor differences between flavors but follows the NIST RS274NGC G-code standard. The more common elements in the code for 3D printers are put as Gx X(x) Y(y) Z(z) E(e) F(f) with Gx instructing standard commands, X Y Z instructing coordinates, E(e) order extruded filament length (mm) and F(f) to command extrusion speed (mm/min) (Reprap, 2020). Setting the parameters for each action of the 3D printer to adhere with the rheological characteristics of the ink formulation requires a great understanding of the behaviour of the mixed ingredients, curing to create self support and a large number of testing phases.
3.7 Molding
Molding (also spelled moulding) is a manufacturing process which involves the use of a form/mold for giving shape to materia in a plastic state (Dictionary, 2020). A mold is further the block material that gives the pliable plastic material its adopting shape. The process comprises several techniques such as casting, injection, compression and extrusion molding or thermo and vacuum forming (Dean, 2016). The technique was used over 6000 years with casting of metals which proved to be an important part of manufacturing for many centuries to come. The basic principle involves pouring the liquid into a formed mold, allowing for solidification and finally removing it
12
from the mold. Depending on the poured material, several factors should be considered like flow of poured material, solidification aspects and the influence of the mold on the material. Defects that are prone to occur depending on the poured material may be cavities, minor cracks, incomplete castings, irregular contractions and inclusions (Kalpakjian et al., 2014). With regards to use, different types of molds may be able to provide opportunities for use in different fields. Flexible molds are today allowed for many hobbyists using molds to make candles, collectible sculptures, customized toys and objects produced in smaller quantities. It wasn’t until major breakthroughs were made and elastomers were used as mold-making materials. These were offered in liquid forms, mostly in parts of two which allowed for an easy cast and a flexible mold after curing. The mould could further be stretched allowing for easier demolding which could be problematic with undercuts. The elastomers proved to require less tooling, with just the master pattern and the mixture while being an appealing option for smaller batched products (Andriot et al., 2007). Among different types of flexible molds, several are used more commonly because of relatively low cost or practical creation. Flexible molds are today made from polyvinyl, latex, silicone, polysulfide and polyurethane materials allowing for versatile easy handling with most being inexpensive alternatives with relatively accurate recreation of shapes. As explained by Jerschow, (2001) the substantial need for any mould material is its chemical resistance since many materials can have a slightly aggressive chemical condition when exposed to different environments. It is the chemical resistance that determines allowable high using cycles for the mold but which could be lowered if there were to be a case of premature embrittlement.
3.7.1 Food applications
Flexible molding material can provide an easy release, while being heat resistant and extremely durable depending on material. Among the variety of materials to choose from creating a mold, food applications require a certain set of standards to be abided. Materials in contact with food, as for preparing, containing or any contact that may be involved with molecules migrating from the material to the food are to abide by regulations to ensure safety. The European Union has stated in their regulations (EG) nr 1935/2004 that materials are in no way to endanger human health by releasing constituents and not lead to any change of taste, smell or composition in intolerable ways (European commission, 2004). The European food safety authority (2011) states specifically about plastic materials intended to come in contact or are present nearby with food as “specific measure can be adopted” with regards to flexible rubbers and silicone materials since they “have different physico-chemical properties” which refers to physical, solvation properties and molecular attributes. Livsmedelsverket of Sweden further states about the safe use of rubber since it doesn’t cause any hazard because of inferior amounts of nitrosamines and phthalates being present and that they can be widely used in pacifiers and other bottles but also references to regulation (EG) nr.1935/2004, allowing for several flexible mold materials to be used for culinary purposes. Other amicable properties for flexible materials coming in contact with food apart from a user friendly chemical resistance would be its ability of sterilization and endurance towards heat allowing for conventional use like baking moulds (Jerschow, 2001).
13

4. Conceptual framework
4.1 Product discovery
As for the development of a 3D printed food item, one criteria can be made for the CAD design as it will only be covering the design of a broccoli, which is a realistic appearance. When it comes to the criterias for developing a food mold, criterias are based on customer statements and the relevant characteristic use of food appliances for a dysphagia diet in a kitchen where time, cost and ease of use is emphasized. Needs for the development of a realistic food mold compatible for dysphagia diet textures are presented as following;
◉ Realistic form ◉ Low price ◉ Food safe ◉ Quick to use ◉ Easy to use ◉ Easy to clean ◉ Durable ◉ Convenient size
An initiative is made to explore the current market and analyze suitable existing solutions addressing needs for the current customer and to serve as a means to opportunity identification. Existing 3D printing solutions for dysphagia patients are scarce and still in a developing stage with research still focusing on the rheological properties while optimizing curing conditions and different inconsistencies for different meals in order to obtain realistic structures. 3D food printing manages to only retain simple shapes of food and patterns for sweets, limitations of retaining realistic shapes does however still lie in the material used, making most applications incapable of creating more complex shapes (All3DP, 2020), samples of a more popular 3D food specialized printer can be seen here (NaturalMachines, 2020). Food molds have been used more extensively creating shapes for chocolates, food and other culinary alternatives. Food molds specific to dysphagia patients have been developed and are currently available for purchase. An extensive online search across several search engines was made for broccoli molds applicable to a dysphagia diet and three alternatives were found. These are evaluated based on price, size, material and capability of creating a realistic shape, and presented in Appendix (C). The market research showed that food molds creating realistic looking broccolis were scarce, with 1 product which offered a somewhat realistic appearance but all broccolis were alike. The products were all made of 100% food grade silicone or were approved for culinary purposes and offered a high durability.
4.2 Product definition
In order to understand and elaborate fundamental needs for a food mold specified by the industrial supervisor; a Quality Function Deployment (QFD) chart is made and presented in Appendix (E). The QFD serves as an effective tool emphasizing needs and generating engineering specifications. It can determine how the competition manages to meet goals while translating requirements into measurable design parameters and can effectively gather functional requirements enhancing quality based on the customer (Ullman, 2010). The chart is made in order to obtain a clearer view of customer needs, since studies has pointed out the importance of aesthetic perceptions like uniformity and lack of ability to identify food items among dysphagia patients (Blaise, 2010; Langmore, 1999; Ruigrok &
14
Sheridan, 2006) an action is made to emphasize the needs of the dysphagia patients while adhering to needs of the kitchen personnel and potential homeowners. Customers are hence divided into Large-, Small kitchen and Home owners.
Outcomes of the QFD suggests that top customer requirements are; Realistic form, Quick results, Durable and Convenient size. The top functional requirements suggest the operational use of the to be designed appliance, namely; Reusability, Freezer- and Oven safe.
4.3 Conceptual designing
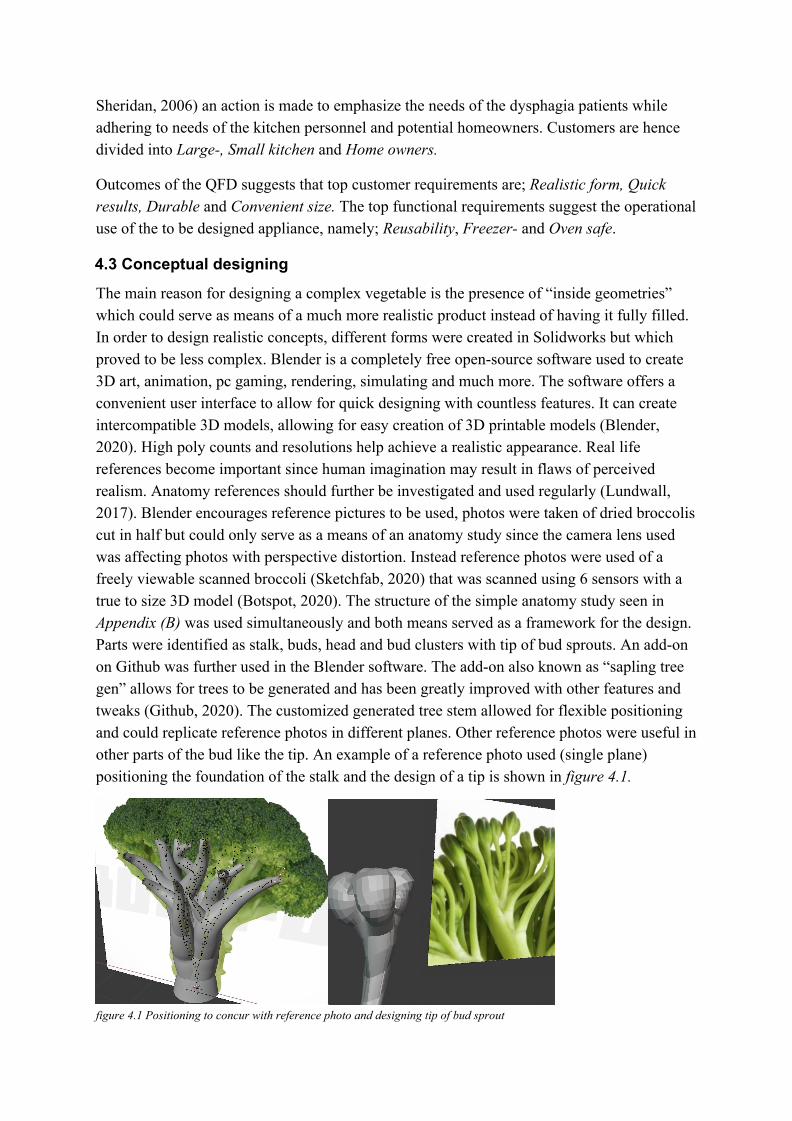
The main reason for designing a complex vegetable is the presence of “inside geometries” which could serve as means of a much more realistic product instead of having it fully filled. In order to design realistic concepts, different forms were created in Solidworks but which proved to be less complex. Blender is a completely free open-source software used to create 3D art, animation, pc gaming, rendering, simulating and much more. The software offers a convenient user interface to allow for quick designing with countless features. It can create intercompatible 3D models, allowing for easy creation of 3D printable models (Blender, 2020). High poly counts and resolutions help achieve a realistic appearance. Real life references become important since human imagination may result in flaws of perceived realism. Anatomy references should further be investigated and used regularly (Lundwall, 2017). Blender encourages reference pictures to be used, photos were taken of dried broccolis cut in half but could only serve as a means of an anatomy study since the camera lens used was affecting photos with perspective distortion. Instead reference photos were used of a freely viewable scanned broccoli (Sketchfab, 2020) that was scanned using 6 sensors with a true to size 3D model (Botspot, 2020). The structure of the simple anatomy study seen in Appendix (B) was used simultaneously and both means served as a framework for the design. Parts were identified as stalk, buds, head and bud clusters with tip of bud sprouts. An add-on on Github was further used in the Blender software. The add-on also known as “sapling tree gen” allows for trees to be generated and has been greatly improved with other features and tweaks (Github, 2020). The customized generated tree stem allowed for flexible positioning and could replicate reference photos in different planes. Other reference photos were useful in other parts of the bud like the tip. An example of a reference photo used (single plane) positioning the foundation of the stalk and the design of a tip is shown in figure 4.1.
figure 4.1 Positioning to concur with reference photo and designing tip of bud sprout
15

4.4 Product development
4.4.1 Printing equipment
The Hyrel 3D System 30M printer allows for 3D printing with a cartesian configuration. The printer can be used with several printer heads and especially syringe heads also offered by Hyrel 3D corporation while offering prints in a wide range of materials (Hyrel3D, 2020). The prints were utilized using a reservoir based syringe extruder named “VOL-25” allowing for material like viscous pastes and liquids to be laid out from a 25cc barrel with tips of 1 & 1,5 mm. It uses an aluminium delivery tube, can heat materials up to 100 degrees and allows for waxes, glues, clays and custom formulations to be used (VOL-25, 2020). Deposition is completely controlled by the apparatus operating the cartridge which is further getting its instructions from the printer which received them by the G-code generated in a slicer. The size of laid material is controlled by the speed and defined with an outer and inner structure.
4.4.2 Printable mixture The material used is prepared by the food engineers Errigo & Wanjiru (2020) following a process of different steps. Deionized water is measured, heated to 90°C and stirred with magnetic movement in a tabletop homogenizer. Hydrocolloids or so called texturing agents of Agar agar and Xanthan gum are chosen to be mixed into a homogeneous mix and stirred with the heated water. The choice is made based on previous research and development within the field, i.e the texturizing agents may increase pickability, affect the viscosity, improving shape-stability and printability (Rollot, 2019). The agar is added 6 hours prior to the xanthan gum allowing for pasteurization. A broccoli pureed mix provided by the Findus Special Foods® is then defrosted and added to the mix. Three different samples were used for the broccoli mixture in which two of them contained texturizing agents and were provided by RISE (Research institute of Sweden AB). The third sample (AXPOB) was developed by the food engineers during an experimental phase of improving flowability. The different compositions used for this thesis are illustrated by Errigo & Wanjiru (2020) in table 4.1.
table 4.1 Compositions of different gels used for broccoli prints (source: Errigo & Wanjiru, 2020)
4.4.3 Candidate materials for food mold
Determining a material can have a great impact on a product’s functionality as well as feasibility. A material choosing should be made based on specific limitations, goals while considering other alternating variables (Ashby, 2005). In order to choose potential material
16
for molding there are a number of requirements that should be considered apart from customer needs. Materials need to be food safe and follow directions as explained in section 3.7.1. Since the product is to prepare soft food items it needs to be flexible and withstand great heat or freezing temperatures. Performance targets and constraints are summarized as; Constraints: food safe, flexible, freezing & heat resistant Objectives: durable, low cost, environmental friendly
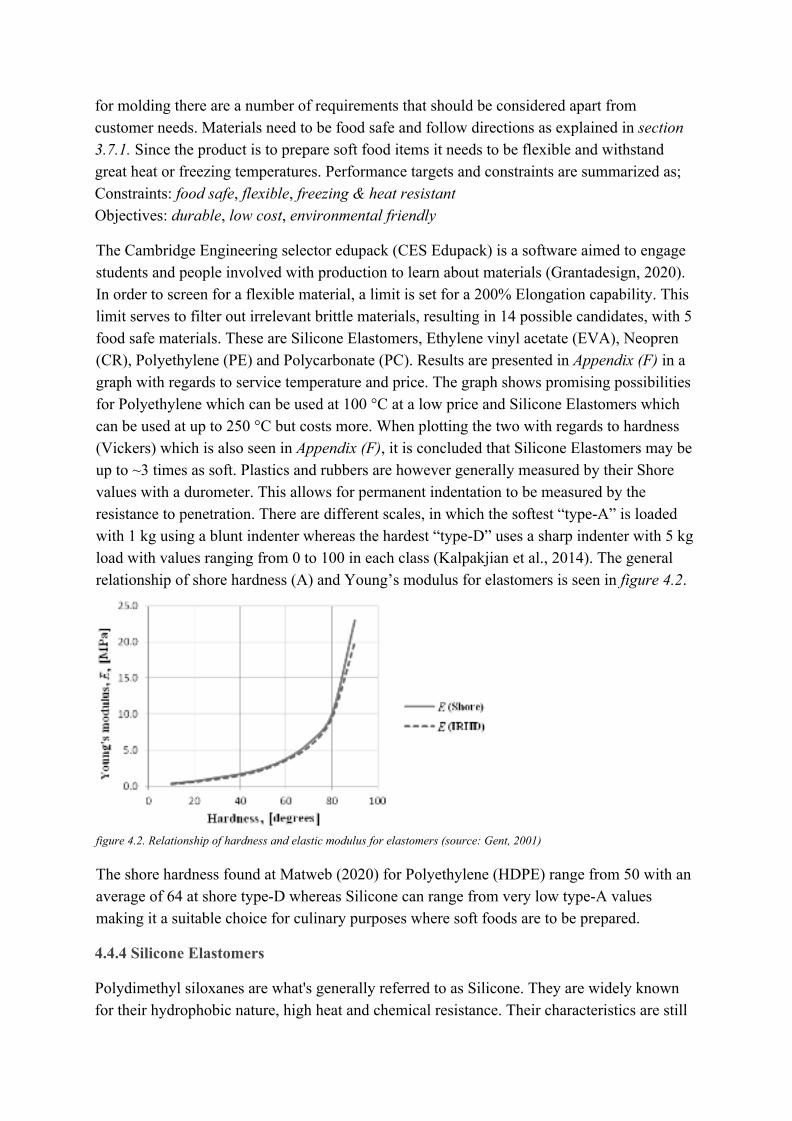
The Cambridge Engineering selector edupack (CES Edupack) is a software aimed to engage students and people involved with production to learn about materials (Grantadesign, 2020). In order to screen for a flexible material, a limit is set for a 200% Elongation capability. This limit serves to filter out irrelevant brittle materials, resulting in 14 possible candidates, with 5 food safe materials. These are Silicone Elastomers, Ethylene vinyl acetate (EVA), Neopren (CR), Polyethylene (PE) and Polycarbonate (PC). Results are presented in Appendix (F) in a graph with regards to service temperature and price. The graph shows promising possibilities for Polyethylene which can be used at 100 °C at a low price and Silicone Elastomers which can be used at up to 250 °C but costs more. When plotting the two with regards to hardness (Vickers) which is also seen in Appendix (F), it is concluded that Silicone Elastomers may be up to ~3 times as soft. Plastics and rubbers are however generally measured by their Shore values with a durometer. This allows for permanent indentation to be measured by the resistance to penetration. There are different scales, in which the softest “type-A” is loaded with 1 kg using a blunt indenter whereas the hardest “type-D” uses a sharp indenter with 5 kg load with values ranging from 0 to 100 in each class (Kalpakjian et al., 2014). The general relationship of shore hardness (A) and Young’s modulus for elastomers is seen in figure 4.2.
figure 4.2. Relationship of hardness and elastic modulus for elastomers (source: Gent, 2001)
The shore hardness found at Matweb (2020) for Polyethylene (HDPE) range from 50 with an average of 64 at shore type-D whereas Silicone can range from very low type-A values making it a suitable choice for culinary purposes where soft foods are to be prepared.
4.4.4 Silicone Elastomers
Polydimethyl siloxanes are what's generally referred to as Silicone. They are widely known for their hydrophobic nature, high heat and chemical resistance. Their characteristics are still
17
preserved when crosslinked forming a rubber which makes them great alternatives for a wide scope of applications. The material is commonly divided into groups as to curing: RTV (room temperature vulcanising), LSR (liquid silicone rubber) and HTV (high temp vulcanising). They are suitable for coming in contact with food because of compatibility with operational environments, mechanical, physical properties and chemical resistance (Jerschow, 2001). Silicone material products come in an adhesive gel form and often have two parts to be mixed before its cured. The mixing can result in small bubbles being present which could be minimized by optimal pouring and mixing or eliminated by degassing (Salleh & Yusop, 2013). The material has to be cured or catalyzed before use, turning the thick mixture into solids. The most common curing procedures, apart from the curing of RTV silicones, are peroxide initiated and platinum catalyzed curing. Most HTV silicones are further cured using organic initiators with most LSR being platinum cured (Inman, 2017). The material offers many favourable properties when in contact with food, among these are its ability of sterilisation, chemical, heat and steam resistance which is unique for a flexible material making them the best choice for use as culinary molds. Silicone food molds are generally made of LSR or post cured HTV silicone (Jerschow, 2001). LSR products are available in different classes, grades and commonly divided industrial, medical and food grades. They can also be offered with HTV curing, which could be lucrative for mass production allowing for faster cycle times and lower costs with liquid injection molding (Albright, 2020).
4.5 Mold making
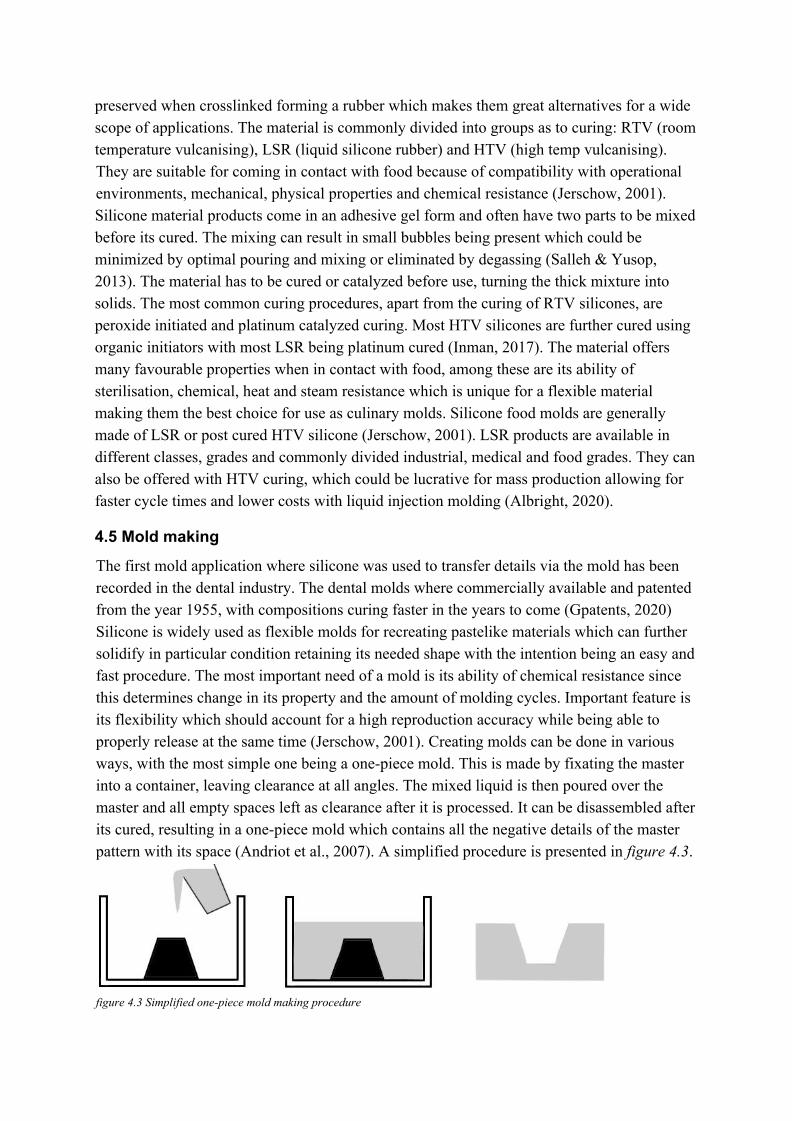
The first mold application where silicone was used to transfer details via the mold has been recorded in the dental industry. The dental molds where commercially available and patented from the year 1955, with compositions curing faster in the years to come (Gpatents, 2020) Silicone is widely used as flexible molds for recreating pastelike materials which can further solidify in particular condition retaining its needed shape with the intention being an easy and fast procedure. The most important need of a mold is its ability of chemical resistance since this determines change in its property and the amount of molding cycles. Important feature is its flexibility which should account for a high reproduction accuracy while being able to properly release at the same time (Jerschow, 2001). Creating molds can be done in various ways, with the most simple one being a one-piece mold. This is made by fixating the master into a container, leaving clearance at all angles. The mixed liquid is then poured over the master and all empty spaces left as clearance after it is processed. It can be disassembled after its cured, resulting in a one-piece mold which contains all the negative details of the master pattern with its space (Andriot et al., 2007). A simplified procedure is presented in figure 4.3.
figure 4.3 Simplified one-piece mold making procedure
18
The mix needs to be deaerated for best recreational accuracy since air manages to get entrapped while mixing or pouring. The master should have a surface non-moisture absorbing or with any porous and could prevent release problems if coated with a release agent such as alcohol, soap or vaseline (Jerschow, 2001). A release agent prevents the silicone of bonding with the master surface allowing for a smoother mold release, cleaning and efficiency. The release agent should be applied with care, as an improper application may lead to irregularities in recreated shape and can affect product consistency. This could further cause production delays with tearing and damages when removing (Ebnesajjad & Morgan, 2019).
4.5.1 Mass production
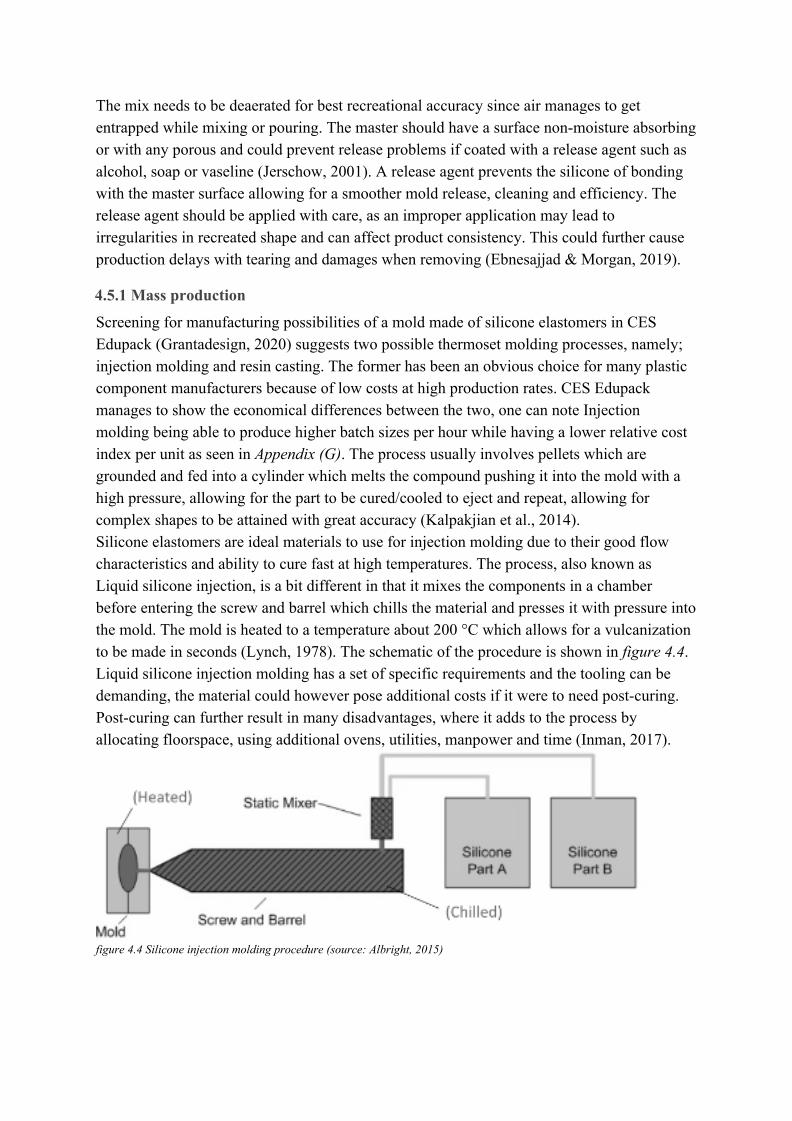
Screening for manufacturing possibilities of a mold made of silicone elastomers in CES Edupack (Grantadesign, 2020) suggests two possible thermoset molding processes, namely; injection molding and resin casting. The former has been an obvious choice for many plastic component manufacturers because of low costs at high production rates. CES Edupack manages to show the economical differences between the two, one can note Injection molding being able to produce higher batch sizes per hour while having a lower relative cost index per unit as seen in Appendix (G). The process usually involves pellets which are grounded and fed into a cylinder which melts the compound pushing it into the mold with a high pressure, allowing for the part to be cured/cooled to eject and repeat, allowing for complex shapes to be attained with great accuracy (Kalpakjian et al., 2014). Silicone elastomers are ideal materials to use for injection molding due to their good flow characteristics and ability to cure fast at high temperatures. The process, also known as Liquid silicone injection, is a bit different in that it mixes the components in a chamber before entering the screw and barrel which chills the material and presses it with pressure into the mold. The mold is heated to a temperature about 200 °C which allows for a vulcanization to be made in seconds (Lynch, 1978). The schematic of the procedure is shown in figure 4.4. Liquid silicone injection molding has a set of specific requirements and the tooling can be demanding, the material could however pose additional costs if it were to need post-curing. Post-curing can further result in many disadvantages, where it adds to the process by allocating floorspace, using additional ovens, utilities, manpower and time (Inman, 2017).
figure 4.4 Silicone injection molding procedure (source: Albright, 2015)
19

5. Results
5.1 Experimental outcomes
The design of the broccoli required each sprout of a bud to be given directions, this was accomplished by “combing” the so called hair particles obtained from the generated from the sapling tree gen add-on in the Blender. Each sprout did need a tip designed for itself since copying one tip resulted in non-manifold vertices. Each sprout tip had to be closer in order to resemble a real broccoli. The time-consuming approach proved to not be productive enough and a new approach had to be developed. Experimental designing is presented in figure 5.1.
figure 5.1 Experimental broccoli designing
An inexpensive and yet simple way of using alginate and plaster to preserve high details was recommended. Both compounds were ordered, the alginate needed to be mixed 1:3 parts water and the plaster 3.5:1 parts water. The alginate allowed for a 9-minute curing time-span, this could further be prolonged if mixed with cold water <22 °C. Cured alginate is fragile and low in strength thus removal required care and the removability might pose a risk to damage the mold. Whole bouquets could not be removed without having a two part mold even with applied release agent. Half bouquets tended to float before the alginate finished curing. An overview of test results are presented in Appendix (H). Containers needed to be hit lightly and bouquets needed to be rotated in order to release entrapped air present in cavities. Problems can be persistent if several shapes are to be made out of the same mold, old molds tend to rot and the loss of humidity causes shrinkage leading to inconsistencies. Experimental procedures led to recreations of complex bouquets with cavities filled with textile glue and vaseline applied, both as a 1 part and 2 part mold. Procedures are seen in figure 5.2.
figure 5.2 Alginate forming procedures
20

Successful alginate molds were later filled with plaster, resulting in various recreations as seen in figure 5.3. Models were surface treated using a scalpel and a soft sandpaper to remove pointy geometries and cavities which could further be problematic for a potential mold.
figure 5.3 Experimental masters made of plaster
RTV Silicone was purchased to facilitate further testing of creating a mold prototype. The silicone had a shore rating of A20 and was not approved for contact with food materials. It had a mixing ratio of 1:1, a max working time of 40 min and 8 hour curing time. Tests with smaller quantities were made mixing the two compounds in various ways to observe bubble development which proved to be not possible to avoid without a degasser. Two test molds were made, one with a release agent and the other one without. The master was smeared with vaseline on the bottom to act as anchor in both cases. Experimental results are seen in figure 5.4. The first attempt resulted in bubbles either by the master or nearby and was difficult to remove. A decision was made to apply a release agent on all future masters to avoid more sensitive parts be posed to any injury. The second attempt was done by pouring the silicone from a height of 2,5 meters with a very thin beam, resulting in much less bubble buildup.
figure 5.4 Silicone experimental results
5.2 3D broccoli model
The final broccoli model was made with 4 uniquely designed parts of a bud that eventually was put together like a bouquet. The design entails all “inside geometries” and is detailed down to the tip of each bud sprout. The design was limited to the quantity of vertices since too many require great computational power so there had to be a weighing of resolution and realistic design. A colourized result is shown in figure 5.5. The result is still far from what a real broccoli can look like but can suffice as a realistic substitute. The model is offered for free as an .OBJ file at GrabCAD (GrabCAD, 2020) to serve as means for future R&D.
21

figure 5.5 Final broccoli 3D model (colourized)
5.3 Printing procedure
Using formulations specified in section 4.4.2, Errigo & Wanjiru (2020) conducted prints by preheating the printing head, loading the mixture and attaching the tip. Table 5.1
table 5.1 Printing procedures (source: Errigo & Wanjiru, 2020)
Test prints showed that complex structures may most certainly not be possible due to the nature of the gel’s curing process. Attempts were made creating a self-supporting medium to eliminate destructive effects of gravity but could not be further developed in time. A choice was made to use a much simpler lying broccoli model without any overhanging structures provided by RISE and to print a master used to create the silicone mold to provide means for a further comparison between the two techniques.
5.4 Mold design
5.4.1 Chosen masters
The masters set for the final casted results, they are therefore to be chosen with delicate care. An opportunity identification revealed that there are currently no food molds with different types of broccoli bouquets. The disliked repetitiveness has been stated by the customer and is documented in several studies as seen in section 4.2. This resulted in a choice of 4 varied shaped broccolis being chosen in different sizes, with the largest being 5.5 cm and the smallest 3 cm tall. The masters are presented in figure 5.6.
22

figure 5.6 Final masters to use for mold
5.4.2 Size and material
A need for a convenient sized mold, as to ease the work of the assistant nurses was taken into consideration when choosing a final size. Since nurses, many restaurants and schools use gastronorm G/N size hospital trays for serving and handling food, it could benefit to fit accordingly. This could mean that 8 pieces would be relevant to include for the mold since they are to be fit within dimensions set by the EN 631-1 regulation (SIS, 1994) and used with 1/1GN size pans, allowing for a total of 4 molds to be fit into a pan with space for loading and deloading. The size was suggested as a consequence of arranging 8 masters with adequate space to remove and fill the mold and resulted in a size of 18 x 13.5 (cm). The material choice of silicone is made based on the current requirements seen in section 4.4.3. It adheres to all customer requirements in this case while being both freezer and oven safe, flexible and dishwasher safe. Polyethylene could be offered as an economical alternative but its inflexible nature and brittle structure would not be acceptable for soft foods.
5.4.4 Final mold prototype
The obtained RTV silicone rubber was not food safe but sufficed to work for prototyping. Only 4 masters were used and put in a plastic container providing enough clearance on each direction. All masters were smeared with vaseline on the bottom and applied on top using a brush. The vaseline was further heated with a hairdryer in order to eliminate possible trails of the hairs of the brush since silicone rubbers have an extreme capability of recreating details. The silicone was carefully brushed on the masters creating a very thin layer in order to minimize in-contact bubbles. Since the material is semi-fluid in its uncured state a number of peaks were scarcely covered and the procedure had to be repeated for at least 5 times before the greater part of the silicone could be poured. Final mold prototype is shown in figure 5.7. A total of 360 grams silicone was used leaving 0,5 cm clearance from highest peak to bottom.
figure 5.7 Final mold prototype
23

The silicone rubber used for the prototype has a semi transparent white color, the final product is however to be dyed with a light complementary color of red as this could assist in identifying scrap being stuck in cavities after usage, providing contrast to the pureed green broccoli color. A use failure mode and effects analysis (UFMEA) is shown in Appendix (J). The analysis presents risk priority numbers (RPN) based on severity, occurrence and detection of a possible error, mitigating the product use and functional failure modes. Main errors are however identified to be caused by incorrect use in which a user has failed to follow provided instructions or recommendations which are to be a part of the final product.
Final castings were made with a broccoli pureé, the suspension was frozen and did not leave any substantial scrap behind upon removal. The final castings are shown in figure 5.8. A comparison of casted results highlighting structure in transparent gelatine with a darker background next to the masters made of plaster is further presented in Appendix (I).
figure 5.8 Resulting broccoli castings (source: industrial supervisor)
5.5 Mold based on 3D scans
One batch of masters were scanned and printed in order to provide further means for a comparison between the two methods. The scanning was made with a handheld scanner which took place at the IKDC and a nearby institution in Lund and was directed by the industrial supervisor. The scanned masters are presented in figure 5.9.
figure 5.9 Scanned masters
Scanned master (no.1) was further prepared to be food printed in dual colors. Geometries were made smooth and it was cut at around the top of the stalk into two separate parts, which further fits together making a manifold whole. The divide as seen in figure 5.10 was made in Blender and the model is offered for free at GrabCAD (GrabCAD, 2020).
24
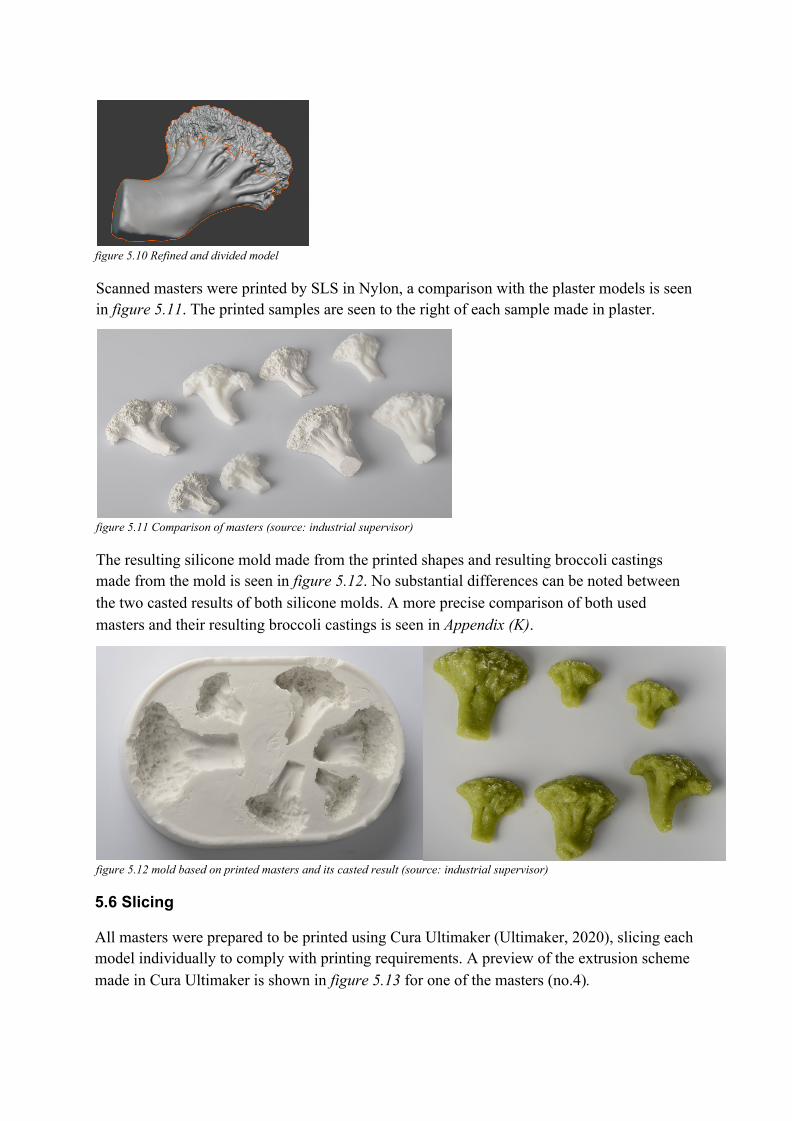
figure 5.10 Refined and divided model
Scanned masters were printed by SLS in Nylon, a comparison with the plaster models is seen in figure 5.11. The printed samples are seen to the right of each sample made in plaster.
figure 5.11 Comparison of masters (source: industrial supervisor)
The resulting silicone mold made from the printed shapes and resulting broccoli castings made from the mold is seen in figure 5.12. No substantial differences can be noted between the two casted results of both silicone molds. A more precise comparison of both used masters and their resulting broccoli castings is seen in Appendix (K).
figure 5.12 mold based on printed masters and its casted result (source: industrial supervisor)
5.6 Slicing
All masters were prepared to be printed using Cura Ultimaker (Ultimaker, 2020), slicing each model individually to comply with printing requirements. A preview of the extrusion scheme made in Cura Ultimaker is shown in figure 5.13 for one of the masters (no.4).
25

figure 5.13 Preview of printing scheme
All printing parameters for the printing mixture were optimized and developed by the food engineers Errigo & Wanjiru (2020). The developed filament is to be printed with a 1 mm fine layer which in this case reaches a total of 11 grams. The print supposes a brim and the filament suspension is printed at 70 °C.
5.7 Food prints
One of the sliced models (master no.4) made from the 3D scan was printed using the developed mixture (AXPOB). The result is seen in figure 5.14.
figure 5.14 Printed scanned model with AXPOB formulation (source: Errigo & Wanjiru, 2020)
Other attempts were made using the model provided by RISE but with the APOB (using a 1,5 mm tip) and XAB formulations. These are presented in figure 5.15.
figure 5.15 Printed RISE model with APOB and XAB formulations (source: Errigo & Wanjiru, 2020)
26

Errigo & Wanjiru (2020) found that the XAB formulation was superior since it could only be printed above melting temperature which further offered an advantage of layer superposition resulting in a smooth and continuous look. Other samples could be printed below the gelling point but proved to offer less advantages since a contrast between the layers is made giving the final result an unrealistic look. Printing at lower temperatures did also prove to have nonexistent cross-linking between the layers resulting in easy deforming when handled.
5.8 Discussion
The results demonstrate possibilities of two vastly different conceptual techniques allowing for a full customized production of texture modified foods fit for a dysphagia diet. Food molds have been proven to work for decades to be useful for culinary purposes but there's been a limited range of products that emphasizes a realistic appearance especially for soft food items. The concept of creating realistic food items with plaster models based on alginate molds may very well be applied to other more simple structured food items, since it proved to work for one of the most complex vegetables there is. To prove the concept even further, a cinnamon bun was scanned, printed in PLA and used to make a third silicone mold. The procedure and result is presented in Appendix (L). Silicone molds have the ability of recreating high detailed items and with a manufacturing approach of Liquid silicone injection molding, the product may serve to be the most feasible alternative for the time being. The mold offers realistic recreations as seen in section 5.4.4 and does solve one of the issues of the perception of the served food, since many patients suffering from dysphagia do state an inability to identify with the food (Blaise, 2010; Langmore, 1999; Ruigrok & Sheridan, 2006). One could argue about the certain inner geometries missing but it is still a great step coming from food being served in squares or rectangular shapes. The procedure of creating the final shapes could be further perfected, where different colored purees could be placed at different parts of the cavity, i.e. a dark toned sample could be applied at the crown clusters following by applying the lighter toned in the remaining cavity illustrating the stem and other parts. 3D printed food may provide more autonomy, with customized ingredients and shapes, allowing for a wide scope of items to be made. Texture modified food printing is today limited by the printing mixture, its curing capabilities and ability of withholding desired structure leading to a compromise between realistic and feasible printing time has to be made for the time being. As 3d printers are getting cheaper and more efficient with the research within the field of texture modified foods growing, the vision of more advanced 3d printers capable of fabricating entire meals with endless possibilities available in ordinary households might not be far. The approach may solve numerous problems fabricating food not only for people with specific needs like patients or regular people but also for astronauts or soldiers of war by personalizing nutrition, varying nutrients benefiting the individual in many ways. Both techniques may very well be applied to practical applications, with a versatility of delivering realistic food items but manufactured at a lower volume for the time being. Innovation being introduced to the kitchen may however spark further creativity amongst the employees preparing the food, leading to further enhancements in various aspects.
27

6. Conclusions The aim of this project was to create possibilities of fabricating realistic food for people suffering from swallowing disorders and comparing the viability of 3D printing and silicone molding techniques. The customer stated needs of recreating realistic food items, the handling and serving of the food. The project was planned, a literature review was made to acquire a theoretical foundation, products were defined and prototypes were created based on experimental outcomes. 3D-prints were utilized based on 3D scans of the same recreated results from the food molds in order to compare the techniques explicitly. A designed 3D model was not printed due to the printing mixture currently not being capable of retaining overhang structures supporting complex shapes. Both mold prototypes in this work proves that the concept of recreating real items to use for means as realistic food mold works. Both techniques are currently capable of creating half geometries. The current realistic resemblance of the two results in this thesis is left for the reader to decide, retained details are however much better with the molding technique. Silicone molds does prove to solve the problem of creating realistic shapes with a very high level of detail. The produced mold could theoretically be made for a relatively low price being acceptably durable and a profitable choice. Molds are however limited in that they can only recreate offered half shapes. Whole shapes could however be retained using two part molds but may not be as efficient. Molding does have a disadvantage in that it won’t be able to create any “inside geometries” i.e. the broccoli would be of a solid piece but with a realistic appearance. It is therefore believed that 3D printing may be able to become superior in this aspect in the future, but molding is for the time being the most lucrative choice. Both techniques entail the capability of being applied to other food items. Since experimental procedures in this thesis were focused on a complex vegetable, it may very well be applicable to more simpler geometries without overhanging structures or complex cavities.
6.1 Recommendations for future research
The designed broccoli may be too complex to print for the time being. If the environmental properties could allow for an immediate solidification, supports could be made and allow for more complex structures by other material approved to come in contact with food. A scanned broccoli was further refined and cut in two to provide means for broccolis being printed in two colors. The divided shape can easily be joined together in slicer softwares. Both models are offered for free as .OBJ files which allows for further easy modification, both can be obtained at GrabCAD. Developing realistic silicone molds applying the concept on other food items is highly advisable. There are products that offer a respectable variety of food items to be molded but all with repetitive and somewhat unrealistic shapes. This could be a case for further opportunity identification and market research determining feasibility and mass production of a wider scope of food items with realistic recreations. Master molds could be scanned, edited and milled in a 5-axis CNC machine to be used with liquid silicone injection molding, producing thin-like molds with less material. Government funding could aid in offering the products to all patients suffering from dysphagia at a fraction of the cost.
28

7. Critical review
Developing new products in an already immensely filled consumeristic planet does unfortunately come with drawbacks. Although some products could provide more good than bad to humanity, serving for the well-being of people perpetually suffering. A critical review may serve to acknowledge several relevant aspects affecting any developed research.
Environmental and economical aspects
3D printers are considered environmentally friendly since they supposedly produce much less waste in comparison to alternative manufacturing methods. The procedure and the product is however responsible for greenhouse gases. Silicone rubbers are considered to be a more eco friendly choice in contrast to plastic because of its chemical resistance. The material is also known as being much more durable, meaning more use before retirement of product. Silicone is recyclable but the expensive methods are currently not lucrative enough. This does mean that the disposed product may very well end up in a landfill. An estimation of the percentage of energy and CO2 footprint of 100 silicone products of 100 grams is presented in Appendix (M), products are supposedly being delivered from nearby with a lightweight truck and used for 1 year before being disposed of. The estimation shows that around 89% of the used energy (1.24e+03 MJ) will be from the created material with a total CO2 footprint of 77.1 kg and no end of life potential which is ultimately not good for the environment. Silicone molds could save on much needed time decorating timbales but are limited in that they can only produce one shape and may have to be further processed to be edible. 3D printers could theoretically, if texture modification were to be suitable, be able to save costs at a much larger scale. The process could be further automatized by printing, storing or preparing the food all remotely or by a set time, saving man hours and reducing manpower.
Health and safety
3D printing might pose risks with indoor pollutants being spread depending on used material. Operational accidents resulting from incorrect usage or electrical mishaps may also pose risks. Silicone products are considered safe when used in suggested operational conditions, the product could pose threats if not used accordingly, which is especially important to consider when used for dysphagia patients. The possible hazards and failure based on the use of the product is found in a UFMEA found in Appendix (J).
Ethical and social aspects
Patients deserve to regain any lost dignity, enjoying their meals in company with others and both approaches entail the capability of doing just that. It could however be a bit difficult to socially accept food being digitally printed by a machine. Since many elders come from a time where electronic printing on paper was a new invention, they might not yet have gained a socially acceptable stance for the technical progress the world has attained today. Silicone rubbers may gain a similar perception, since elastomers may have gained a bad reputation when in-contact with food. The application has however been much more socially acceptable
29

with widely used silicone molds used for casting chocolate shapes. Both techniques could help solve other controversial ethical issues in the future, using lab-grown meat to shape or print and circumvent the negative impacts of the meat industry.
7.1 Critical assessment
The customized method used to conduct the work present in this thesis which was further based on two systematic product development approaches which did serve to provide tools and guidelines fulfilling each step either fully or partially. Systematic approaches may not always be suitable for different types of product development but can help coordinate and advise throughout the course of the development. Removing barriers like time limitation and the systematicity of an academically written report could perhaps result in more complete outcomes. Concurrent engineering may further provide hardships being difficult to manage or with lacking in communication between the responsible divisions. The resulting work could be performed in a better way if direct contact with manufacturers would be possible, coordinating and calculating on different ways of fabricating a possible product on a larger scale. It could furthermore be beneficial to observe the operational use of the product in the kitchen, in order to identify more possible criterias affecting outcomes. Currently available literature in the field is regarded as scarce and a prolonged literature search and review could have provided a stronger theoretical framework. As 3D printing food is today receiving most of the publicity, other technologies or tools of recreating realistic food may be regarded as unseen in it’s shadow.
30
References
Andriot, M., Chao, S. H., Colas, A. R., Cray, S. E., DeBuyl, F., DeGroot, J. V., ... & Gubbels, F. (2007). Silicones in industrial applications. Inorganic polymers, 61-161. All3DP - best 3D food printers (2020) - Available at: https://all3dp.com/1/best-3d-food-printer/ [Accessed 12 Apr. 2020]
Albright, Liquid silicone rubber molding (2020). Available at: https://albrightsilicone.com/liquid-silicone-rubber-molding/ [Accessed 6 May 2020] Albright, Liquid silicone injection molding (2015).Available at: https://albrightsilicone.com/liquid-silicone-rubber-molding/ [Accessed 7 May 2020] Ashby, M. F. Materials selection in mechanical design, (2005). Elsevier Science, 141, 1741-1743. Brewer, D. M. (2008). Proceedings of the 16th International Meshing Roundtable. Albuquerque: Springer. Blaise, M. (2010). Mealtime experiences of hospitalized older patients requiring a purée consistency diet. Blender software (2020) - Available at: https://www.blender.org/about/ [Accessed 12 Apr. 2020] Boehler, W., & Marbs, A. (2002). 3D scanning instruments. Proceedings of the CIPA WG, 6(9). Botspot, Botscan Momentum (2020)- Available at: https://botspot.de/de/3d-scanner/botscan-momentum/ 5/4/2020 Cassens, D., Johnson, E., & Keelan, S. (1996). Enhancing taste, texture, appearance, and presentation of pureed food improved resident quality of life and weight status. Nutrition reviews, 54(1), S51. Chakravorty, Dibya (2019) Available at: https://all3dp.com/3d-file-format-3d-files-3d-printer-3d-cad-vrml-stl-obj/ [Accessed 28 Apr. 2020] Chen, Yu (2019) Hydrogels based on Natural Polymers ISBN: 978-0-12-816421-1 Chil-Chyuan, K. U. O., Guan-Pu, C. H. E. N., & Huang, S. W. (2018). Study and Analysis of Process Parameters for Silicone Rubber Mold. Materials Science, 24(4), 399-402. Cohen, D. L., Lo, W., Tsavaris, A., Peng, D., Lipson, H. and Bonassar, L. J. (2011). Increased mixing improves hydrogel homogeneity and quality of three-dimensional printed constructs. Tissue Eng. Part C Meth. 17 Cohen, D. L., Lipton, J. I., Cutler, M., Coulter, D., Vesco, A., & Lipson, H. (2009, August). Hydrocolloid printing: a novel platform for customized food production. In Solid Freeform Fabrication Symposium Dictionary - Molding (2020), Available at: https://www.dictionary.com/browse/moulding [Accessed 29 Apr. 2020] Dean, Y. (2016). Materials Technology. Routledge. European commision, food contact materials (2020) - Available at: https://ec.europa.eu/food/safety/chemical_safety/food_contact_materials/legislation_en [Accessed 29 Apr. 2020] Ebnesajjad, S., & Morgan, R. (2019). Applications of fluorinated additives for lubricants. Plastics Design Library: Fluoropolymer Additives (Second Edition); William Andrew Publishing, 75-119.
31

Errigo, G. & Wanjiru, T. (2020). Formulation of Hydrocolloid-based Food Timbales for Elderly Patients with Dysphagia and their Suitability for Additive Manufacturing Production. Lund University (LTH), Lund, Sweden Gericke, K., & Blessing, L. (2011). Comparisons of design methodologies and process models across domains: a literature review. In DS 68-1: Proceedings of the 18th International Conference on Engineering Design (ICED 11), Impacting Society through Engineering Design, Vol. 1: Design Processes, Lyngby/Copenhagen, Denmark, Gent A.N. (2020), Engineering with Rubber: How to Design Rubber Components, Hanser, Munich, Germany Github, sapling tree gen (2020) - Available at: https://github.com/abpy/improved-sapling-tree-generator [Accessed 5 Apr. 2020] Godoi, F. C., Prakash, S., & Bhandari, B. R. (2016). 3d printing technologies applied for food design: Status and prospects. Journal of Food Engineering, 179, 44-54. Google Patents RTV Silicone (1955), Available at: https://patents.google.com/patent/US2843555A/en [Accessed 6 May 2020] Guo, H., & Zhou, Y. T. (2014). Research on the impacting factors of dimensional accuracy with silicone mold casting products based on FDM. In Advanced Materials Research (Vol. 912, pp. 309-313). Trans Tech Ltd. GrabCAD 2020, designed models - Available at: https://grabcad.com/karlo.monfared/models [Accessed 21 Apr. 2020] Grantadesign, CES Edupack (2020) - Available at: https://grantadesign.com/education/ces-edupack/ [Accessed 5 May 2020] Hart, C. (2018). Doing a literature review: Releasing the research imagination. Sage. Hemsley, B., Palmer, S., Kouzani, A., Adams, S., & Balandin, S. (2019, January). Review Informing the Design of 3D Food Printing for People with Swallowing Disorders: Constructive, Conceptual, and Empirical Problems. In Proceedings of the 52nd Hawaii International Conference on System Sciences. Huang, C. Y. (2018). Extrusion-based 3D printing and characterization of edible materials (Master's thesis, University of Waterloo). Hyrel 3D (2020) Available at: http://www.hyrel3d.com/ [Accessed 16 Apr. 2020]
Inman W. D. (2017) Post-Curing of Silicone Elastomers: When is it Necessary?. Technical Service & Development Silicone Elastomers - Available at: http://msdssearch.dow.com/PublishedLiteratureDOWCOM/dh_09ac/0901b803809ace47.pdf?filepath=consumer/pdfs/noreg/52-1265-01.pdf&fromPage=GetDoc [Accessed 6 May 2020] Jerschow, P. (2001). Silicone elastomers (Vol. 137). Smart Publications. Kalay, Y. E. (2004). Architecture's new media: Principles, theories, and methods of computer-aided design. MIT KALPAKJIAN, S., SCHMID, S. R., & SEKAR, K. S. V. (2014). Manufacturing engineering and technology. Khemani (2008) Available at: https://www.brighthubengineering.com/cad-autocad-reviews-tips/17593-benefits-of-using-the-cad-software/ [Accessed 28 Apr. 2020] Kotzab, H. et al. (2005). Research Methodologies in Supply Chain Management. Heidelberg: Physica-Verlag.
32

Kouzani, A. Z., Adams, S., Whyte, D. J., Oliver, R., Hemsley, B., Palmer, S., & Balandin, S. (2017, January). 3D printing of food for people with swallowing difficulties. In DesTech 2016: Proceedings of the International Conference on Design and Technology (pp. 23-29). Knowledge E. Langmore, S. E. (1999). Issues in the management of dysphagia. Folia phoniatrica et logopaedica, 51(4-5) Lipton, J. D. Arnold, and F. Nigl, (2010). Multi-material food printing with complex internal structure suitable for conventional post-processing, in Proceedings of Solid Freeform Fabrication Symposium, USA Liu, Zhenbin, et al. (2017) "3D printing: Printing precision and application in food sector." Trends in Food Science & Technology 69: 83-94. Lipson, H., & Kurman, M. (2013). Fabricated: The new world of 3D printing. John Wiley & Sons. Lundwall, C. (2017). Creating guidelines for game character designs: Bachelor thesis in the subject of computer graphics arts. Lynch, W. (1978). Handbook of silicone rubber fabrication. Van Nostrand Reinhold Company. Matweb, material property search Polyethylene (2020) - Available at: http://matweb.com/search/DataSheet.aspx?MatGUID=fce23f90005d4fbe8e12a1bce53ebdc8 [Accessed 5 May 2020] Marsden. R Print your own food: 3D technology brings a personal touch to pizzas, pasta and cakes, (2013), [Online]. Available at: http://www.dailymail.co.uk/news/article-2521606/Print-food.html [Accessed 12 Apr. 2020] Murphy, Max - 3D scanners current limitations (2020). Available at: https://www.skmurphy.com/blog/2015/06/03/3d-scanners-current-limitations/ [Accessed 27 Apr. 2020] Natural Machines, 3D printed food dish gallery (2020) Available at: https://www.naturalmachines.com/dish-gallery [Accessed 1 May 2020] Nginx database (2020) - Available at: https://cpng.pikpng.com/pngl/s/28-283292_broccoli-png-no-background-broccoli-cut-clipart.png [Accessed 16 Apr. 2020] Ouyang, L., Yao, R., Zhao, Y., Sun, W., (2016). Effect of bioink properties on printability and cell viability for 3D bioplotting of embryonic stem cells. Biofabrication 8, 35020. doi:10.1088/1758- 5090/8/3/035020 Pacurar, R., Berce, P., Müller, P., & Balas, M. (2011). The manufacturing of silicone rubber molds for the food industry. Păcurar, r., Berce, p., Leordean, d., & RaduRapid manufacturing of silicone rubber molds as complex shapes for food products. Periard, D., Schaal, N., Schaal, M., Malone, E., & Lipson, H. (2007, August) Printing food. In Proceedings of the 18th solid freeform fabrication symposium (pp. 564-574). Texas Austin. Pure food molds, silicone food molds (2020) Available at: https://www.pureefoodmolds.com/en/6-silicone-puree-food-molds [Accessed 16 Mar. 2020] Reprap, G-code (2020) - Available at: https://reprap.org/wiki/G-code#Fields [Accessed 27 Apr. 2020] Rollot, Olivier (2019) 3D Printing of Dysphagia foods: Printable ingredients, RISE research institutes of Sweden, Göteborg Ruigrok, J., & Sheridan, L. (2006). Life enrichment programme; enhanced dining experience, a pilot project. International Journal of Health Care Quality Assurance.
33

Salleh & Yusop (2013) Design and Fabrication of silicon rubber mould Sandin, E. (2005). Dysfagi bland boende på sjukhem. Magisteruppsats i logopedi: Karolinska institutet. Saint Lukes, dysphagia diet (2020) Available at: https://www.saintlukeskc.org/health-library/dysphagia-diet-level-1 [Accessed 15 Mar. 2020] Sketchfab, scanned true to size broccoli (2020) - Available at: https://sketchfab.com/3d-models/botscan-momentum-broccoli-raw-botspot-a889b6b1b45e47b1b8b5faeaa1fb5080 [Accessed 5 Apr. 2020] SIS (1994), DIN EN 631-1 standard for materials in contact with food and gastronorm sizes (preview) - Available at: https://www.sis.se/api/document/preview/14359/ [Accessed 10 May 2020] Strobl, K. H., Mair, E., Bodenmüller, T., Kielhöfer, S., Sepp, W., Suppa, M., ... & Hirzinger, G. (2009, October). The self-referenced DLR 3D-modeler. International Conference on Intelligent Robots and Systems (pp. 21-28). Sun, J., Peng, Z., Yan, L., Fuh, J. Y., & Hong, G. S. (2015). 3D food printing—An innovative way of mass customization in food fabrication. International Journal of Bioprinting, 1(1), 27-38. Svensson, P. (2010). Dysfagi: utredning och behandling vid sväljningssvårigheter. Studentlitteratur. Turner, B. N., & Gold, S. A. (2015). A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyping Journal. Tomiyama, T., Gu, P., Jin, Y., Lutters, D., Kind, C., & Kimura, F. (2009). Design methodologies: Industrial and educational applications. CIRP annals, 58(2), 543-565. Ultimaker Cura (2020) - Available at: https://ultimaker.com/software/ultimaker-cura [Accessed 11 May 2020] Vancauwenberghe, V., Mbong V.B.M., Kokalj, T., Wang, Z., Verboven, P., Lammertyn, J., & Nicolai, B. (2015). Pectin based bio-ink formulations for 3D printing of porous foods. In Proceedings of the 29th EFFoSt Ventola, C. L. (2014). Medical applications for 3D printing: current and projected uses. Pharmacy and Therapeutics, 39(10), 704. VOL-25 Warm flow syring extruder (2020) - Available at: http://www.hyrel3d.com/portfolio/vol-25/ 5/4/2020 [Accessed 12 Apr. 2020] Yang, F., Zhang, M., & Bhandari, B. (2017). Recent development in 3D food printing. Critical reviews in food science and nutrition, 57(14), 3145-3153. Zhang M., A. Vora, W. Han, R.J. Wojtecki, H. Maune, A.B.A. Le, L.E. Thompson, G.M. McClelland, F. Ribet, A.C. Engler, A. Nelson (2015) Dual-responsive hydrogels for direct-write 3D printing Macromolecules, 48 (18)
34

Appendix (A) Currently available timbales

Appendix (B) Summary of broccoli anatomy
Note: This picture was obtained from Nginx database (2020) and modified by the author to present parts in a clear fashion.

Appendix (C) Summary of existing molding solutions
Retailer Flavour Creations
Material Food grade silicone
Price 20 $
Size / DIM 50 ml / 30 x 24 x 2.5 (cm)
Extra info Lid included
Design Caricature, ideal size
Retailer Elan catering equipm.
Material Food safe silicone
Price N/A
Size / DIM 70 ml / 21.5 x 32.5 (cm)
Extra info Gastronorm size friendly, 486 g
Design Realistic but sizable
Retailer Puree food molds
Material FDA appr. silicone
Price 22 $
Size / DIM 44.3 ml / 24 x 29 x 2.5 (cm)
Extra info Lid included, 472 g
Design Less realistic, sizable
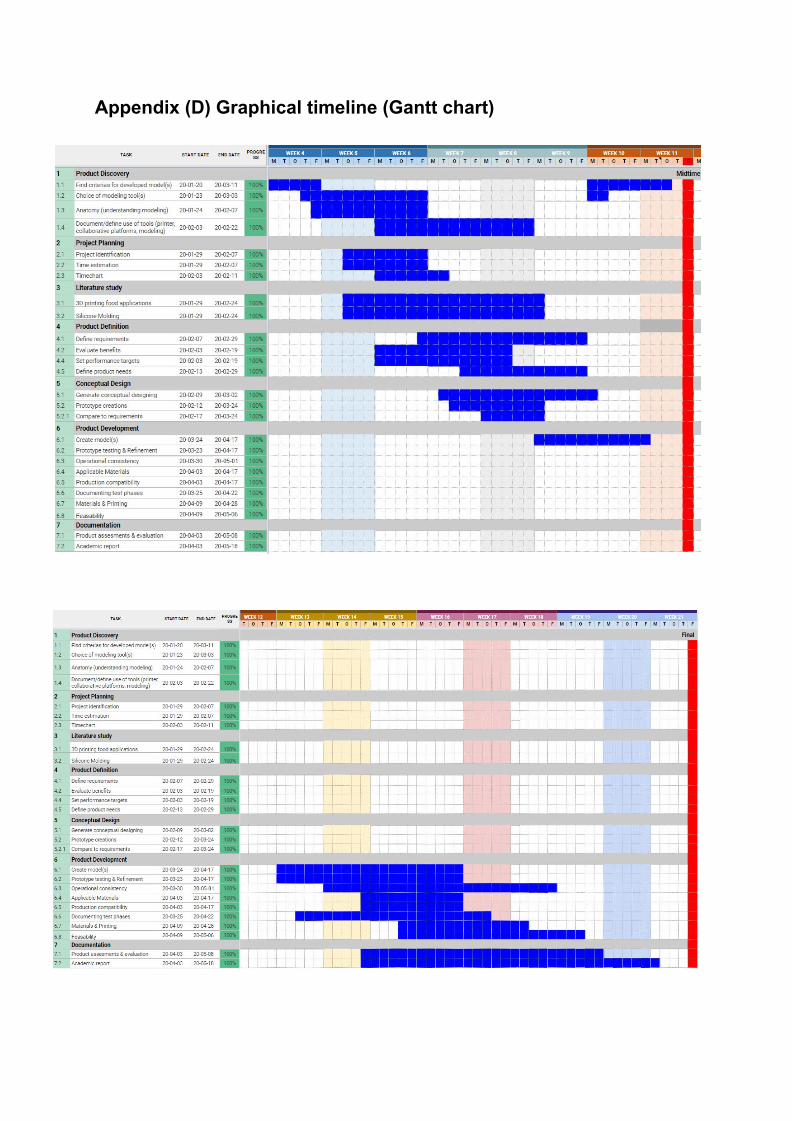
Appendix (D) Graphical timeline (Gantt chart)
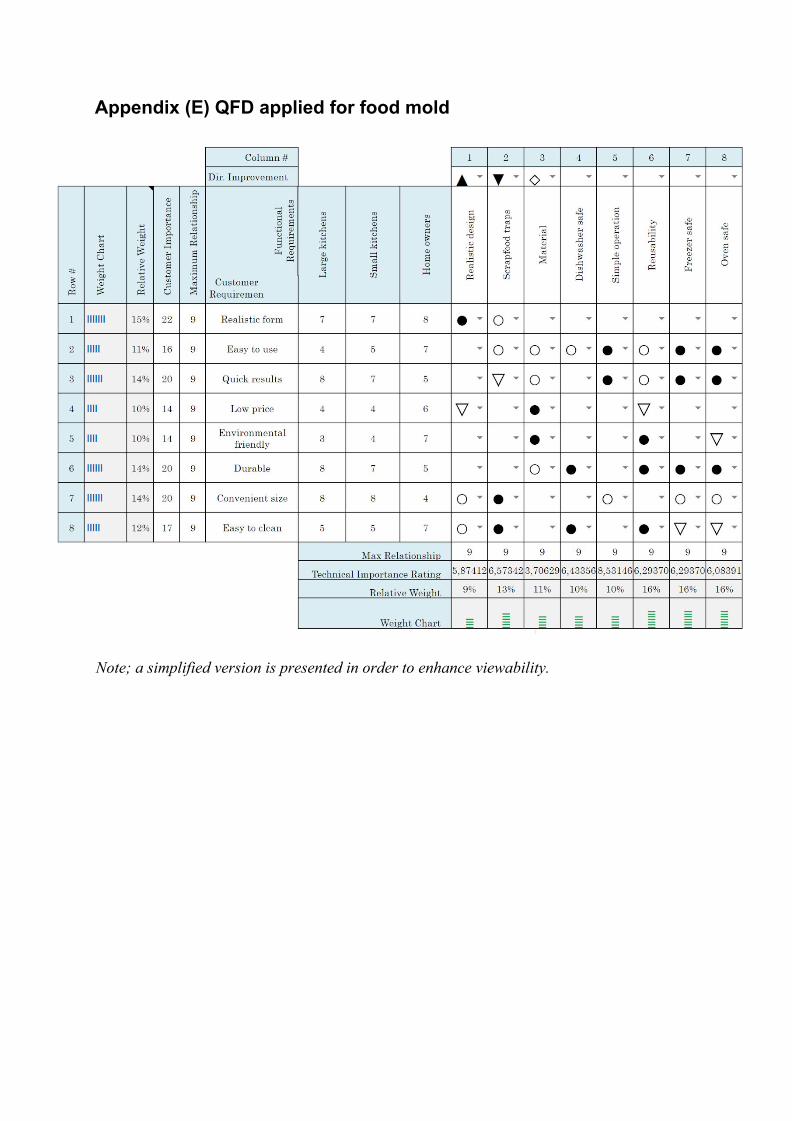
Appendix (E) QFD applied for food mold
Note; a simplified version is presented in order to enhance viewability.
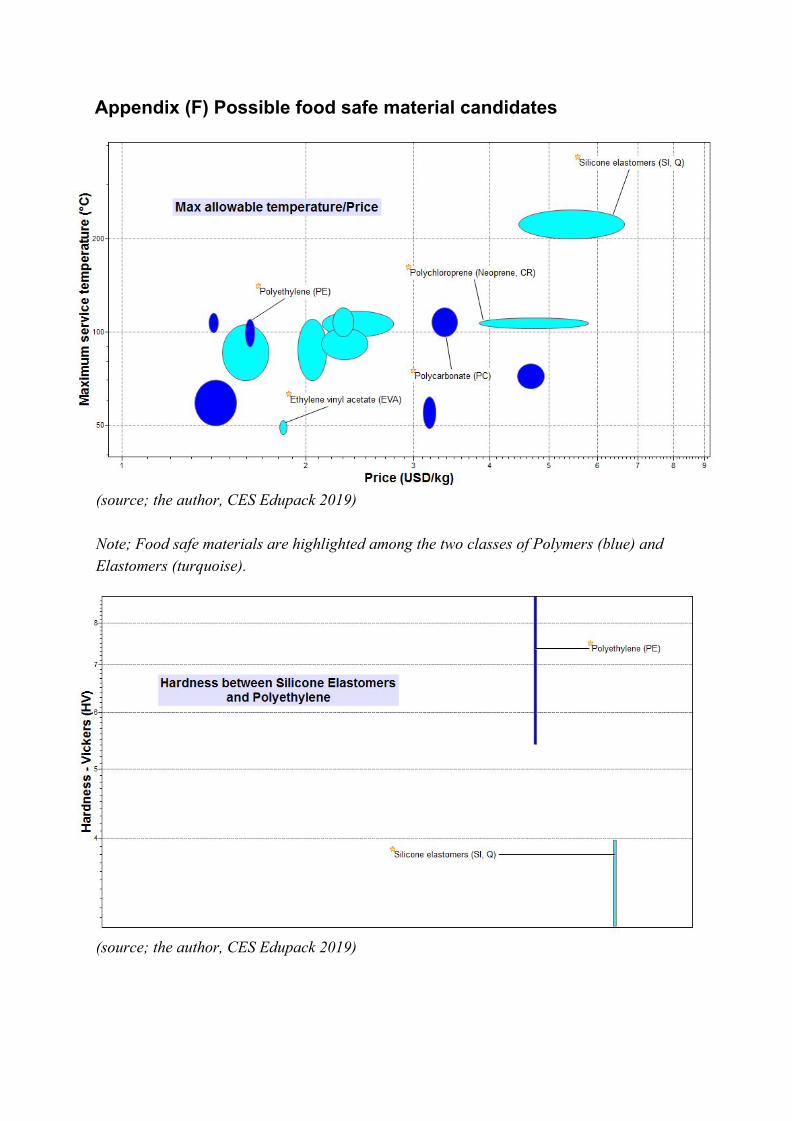
Appendix (F) Possible food safe material candidates
(source; the author, CES Edupack 2019) Note; Food safe materials are highlighted among the two classes of Polymers (blue) and Elastomers (turquoise).
(source; the author, CES Edupack 2019)

Appendix (G) Possible production processes
(source; the author, CES Edupack 2019)
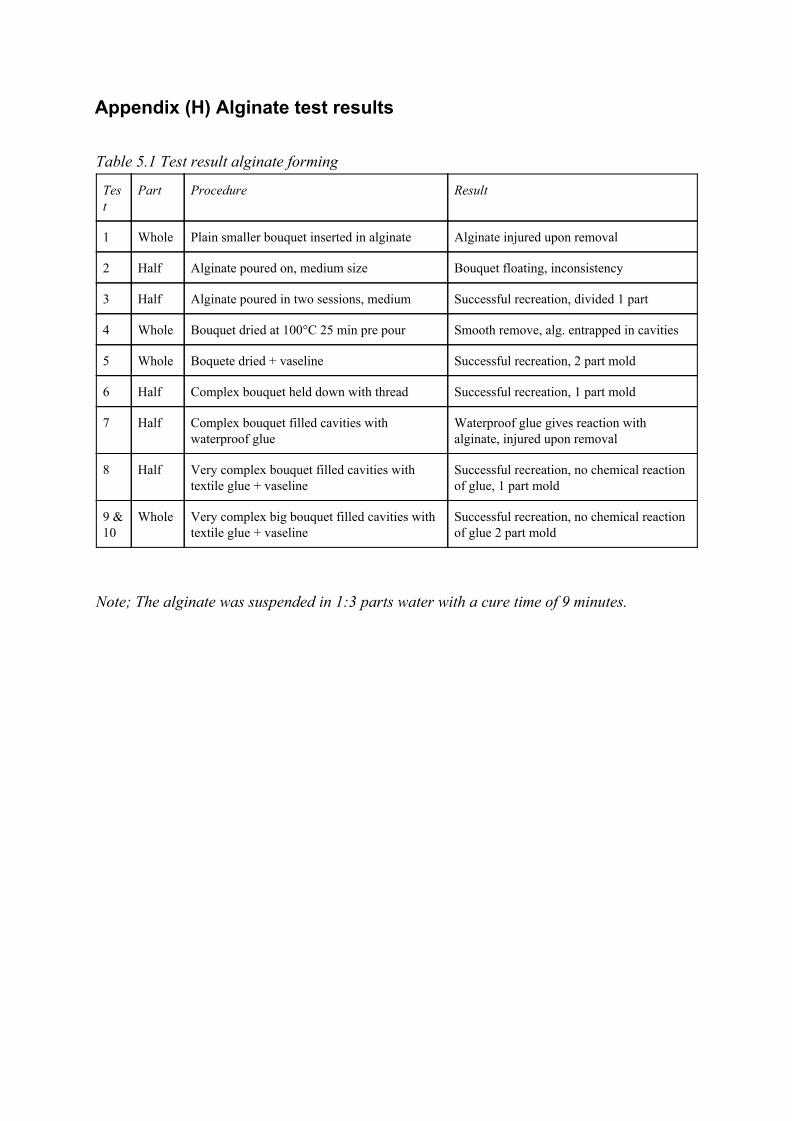
Appendix (H) Alginate test results Table 5.1 Test result alginate forming
Test
Part Procedure Result
1 Whole Plain smaller bouquet inserted in alginate Alginate injured upon removal
2 Half Alginate poured on, medium size Bouquet floating, inconsistency
3 Half Alginate poured in two sessions, medium Successful recreation, divided 1 part
4 Whole Bouquet dried at 100°C 25 min pre pour Smooth remove, alg. entrapped in cavities
5 Whole Boquete dried + vaseline Successful recreation, 2 part mold
6 Half Complex bouquet held down with thread Successful recreation, 1 part mold
7 Half Complex bouquet filled cavities with waterproof glue
Waterproof glue gives reaction with alginate, injured upon removal
8 Half Very complex bouquet filled cavities with textile glue + vaseline
Successful recreation, no chemical reaction of glue, 1 part mold
9 & 10
Whole Very complex big bouquet filled cavities with textile glue + vaseline
Successful recreation, no chemical reaction of glue 2 part mold
Note; The alginate was suspended in 1:3 parts water with a cure time of 9 minutes.
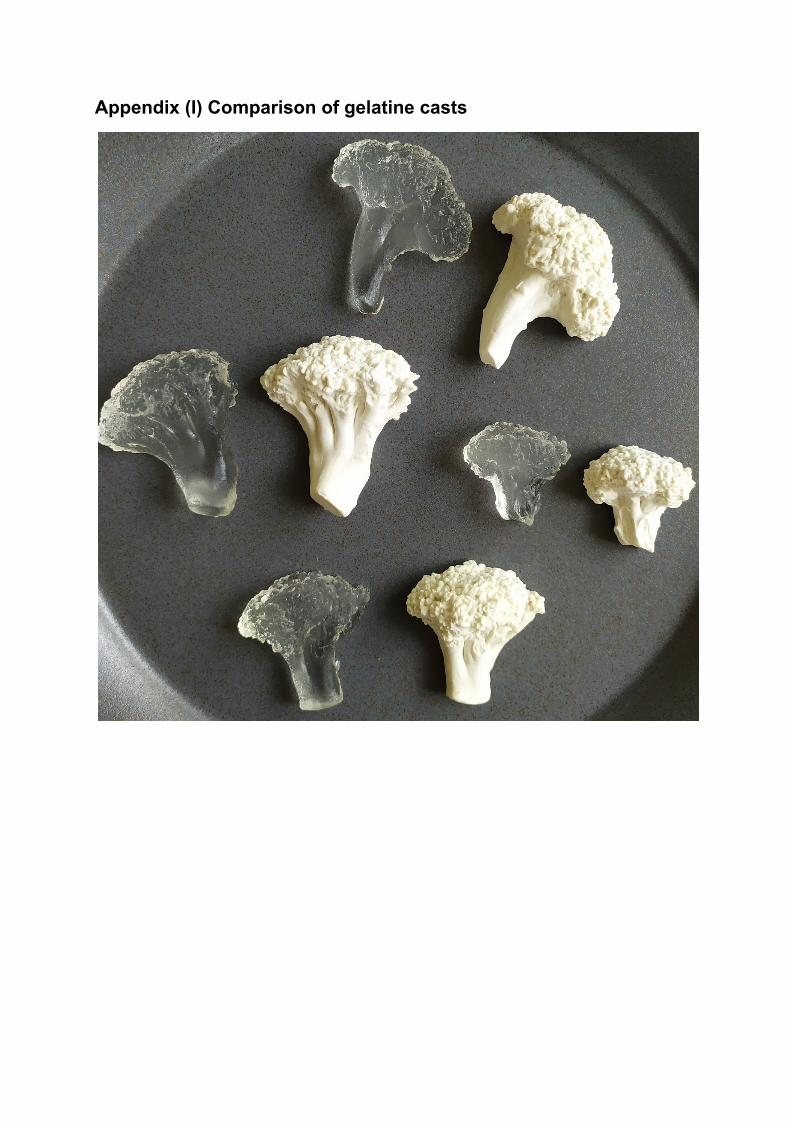
Appendix (I) Comparison of gelatine casts

Appendix (J) UFMEA
Note: Scales are based between 1-10 and depicted with following ranking classes;
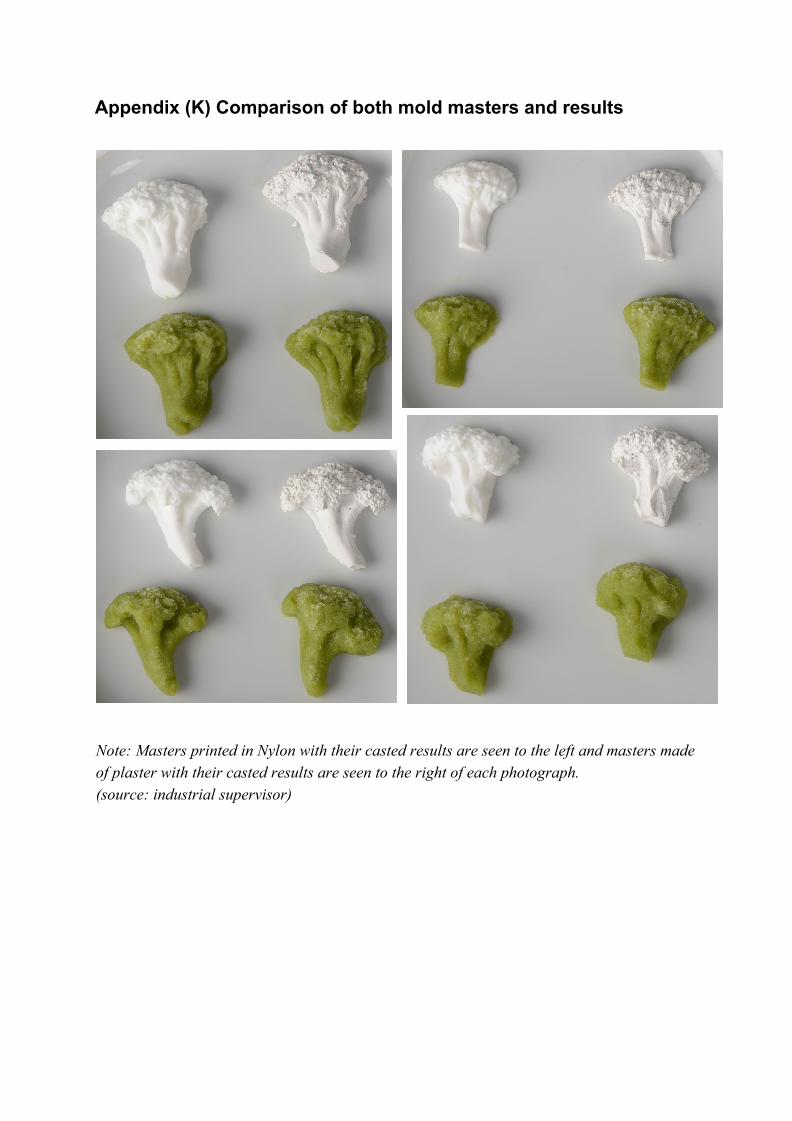
Appendix (K) Comparison of both mold masters and results
Note: Masters printed in Nylon with their casted results are seen to the left and masters made of plaster with their casted results are seen to the right of each photograph. (source: industrial supervisor)
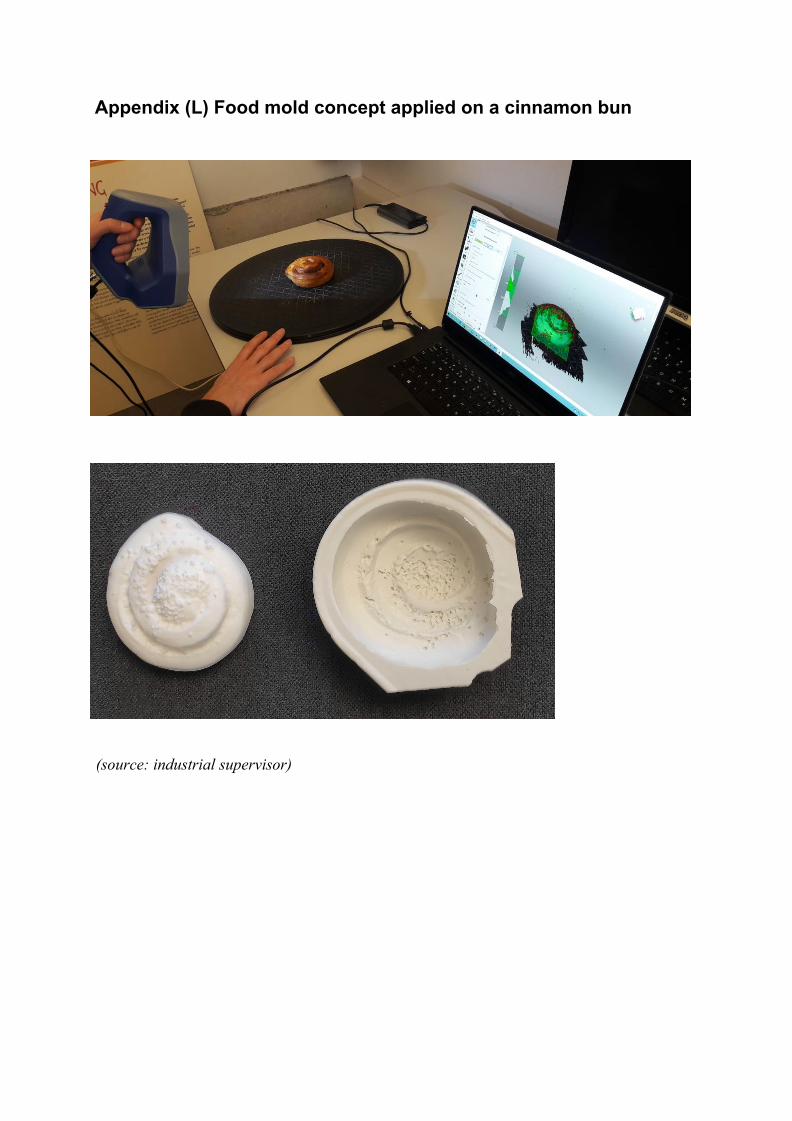
Appendix (L) Food mold concept applied on a cinnamon bun
(source: industrial supervisor)
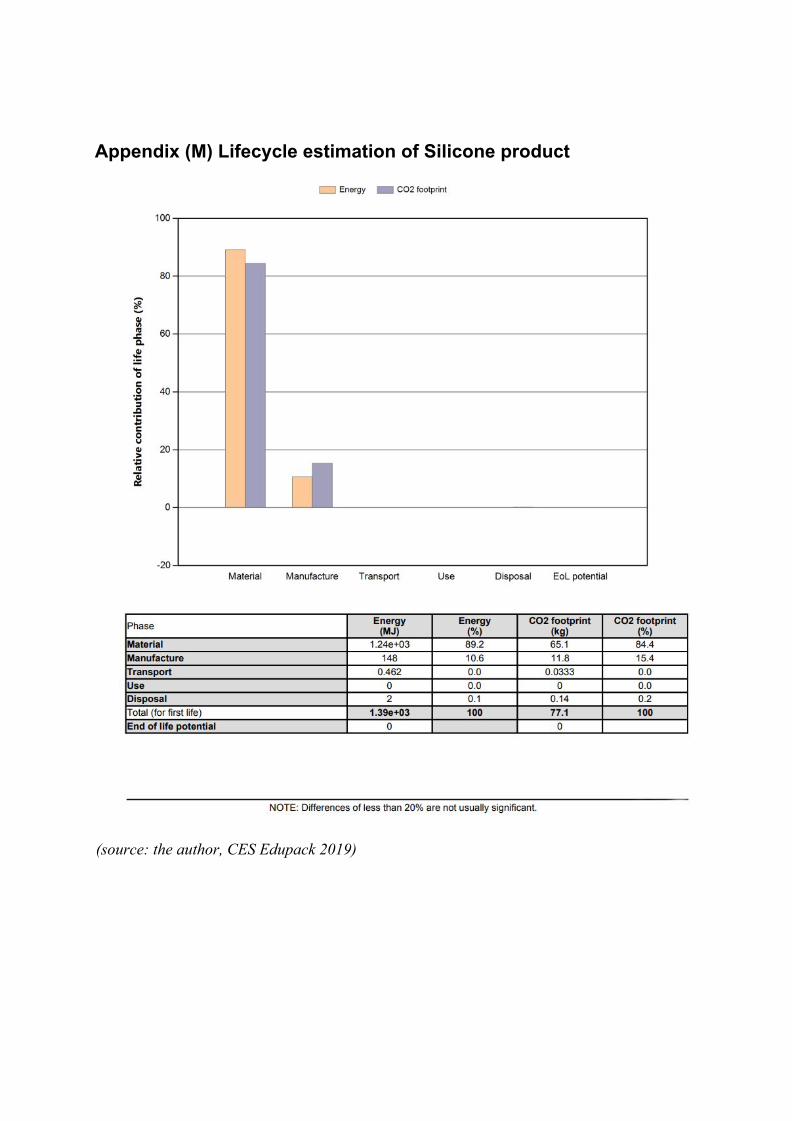
Appendix (M) Lifecycle estimation of Silicone product
(source: the author, CES Edupack 2019)

PO Box 823, SE-301 18 HalmstadPhone: +35 46 16 71 00E-mail: [email protected]
Karlo [email protected]+46729372239karlo.com




















