
Fracture Toughness of Phenol Formaldehyde Composites Reinforced with E-spheres
Upload
khangminh22Category
view
4download
0
http://jrp.sagepub.com/Journal of Reinforced Plastics and Composites
http://jrp.sagepub.com/content/33/5/454The online version of this article can be found at:
DOI: 10.1177/0731684413516393
2014 33: 454 originally published online 9 January 2014Journal of Reinforced Plastics and CompositesTP Sathishkumar, J Naveen and S Satheeshkumar
a review−Hybrid fiber reinforced polymer composites
Published by:
http://www.sagepublications.com
can be found at:Journal of Reinforced Plastics and CompositesAdditional services and information for
http://jrp.sagepub.com/cgi/alertsEmail Alerts:
http://jrp.sagepub.com/subscriptionsSubscriptions:
http://www.sagepub.com/journalsReprints.navReprints:
http://www.sagepub.com/journalsPermissions.navPermissions:
http://jrp.sagepub.com/content/33/5/454.refs.htmlCitations:
What is This?
- Jan 9, 2014OnlineFirst Version of Record
- Mar 11, 2014Version of Record >>
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

Original Article
Hybrid fiber reinforced polymercomposites – a review
TP Sathishkumar, J Naveen and S Satheeshkumar
Abstract
The polymer matrix composites have been widely used for many applications. These are light in weight and easy for
manufacturing. The hybrid fiber reinforced composites have been prepared to enhance the mechanical, thermal, damping
properties compared to single-fiber reinforced composites. The fiber reinforced hybrid composites consist of two or
more fiber in a matrix system. The different fibers were reinforced with suitable matrix for preparing the hybrid
composites using various manufacturing methodology. The hybrid composites are used for many application and repla-
cing wood, wood fiber composites and conventional materials. The mechanical properties (tensile, flexural and impact),
dynamic, tribological and water absorption properties of natural fiber reinforced hybrid polymer composites and natural/
synthetic fiber reinforced hybrid polymer composites were reported.
Keywords
Hybrid composites, natural fibers, synthetic fibers, polymer composites
Introduction
Composites are multifunctional materials consisting oftwo or more chemically distinct constituents, on amacro-scale, having a distinct interface separatingthem. More than one discontinuous phases areembedded in a continuous phase to form a hybrid com-posite. The discontinuous phase is usually harder andstronger than the continuous phase and it is called thehybrid reinforcement and the continuous phase istermed the matrix. The matrix material can be classifiedinto metallic, polymeric and ceramic. Recently, thepolymer matrix composites have been widely used formany applications like automotive parts, aeroplanesinterior parts, household appliances and constructionmaterials.1
The reinforcing phase can either be fibrous or non-fibrous (particulates) in nature and if the fibers arederived from plants or some other living species, theyare called natural fibers.1 The environmental issueshave resulted in considerable interest in the develop-ment of new composite materials with addition ofmore than one reinforcement that are biodegradableresources, such as natural fibers as low-cost and envir-onment-friendly alternative for synthetic fibers.2 Thesefibers have been extracted by many process like
mechanical decorticator,3 water retting,4 chemicalretting etc. The fibers made from chemicals are calledsynthetic fibers and it may be glass, carbon, aramid,boron, ceramic fibers and etc. The fibers made fromnatural chemical (cellulose, hemicellulose, lignin,pectin, wax and moisture) are called natural fibersand it may be jute, flax, hemp, sisal, coir, banana,agave, snake grass fiber and etc. This paper reportsthe hybrid fiber (either combination of natural or syn-thetic or natural/synthetic) reinforced polymer matrixcomposites. The hybrid fibers in the composites canwithstand higher load compared to single-fiberreinforcements in different direction based on thereinforcement, and the surrounding matrix keepsthem in the desired location and orientation, acting asa higher load transfer medium between them.5,6 Thefollowing Figure 1 explains the methodology of the
Department of Mechanical Engineering, Kongu Engineering College,
Erode, Tamil Nadu, India
Corresponding author:
TP Sathishkumar, Department of Mechanical Engineering, Kongu
Engineering College, Erode, Tamil Nadu, India.
Email: [email protected]
Journal of Reinforced Plastics
and Composites
2014, Vol. 33(5) 454–471
! The Author(s) 2014
Reprints and permissions:
sagepub.co.uk/journalsPermissions.nav
DOI: 10.1177/0731684413516393
jrp.sagepub.com
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from
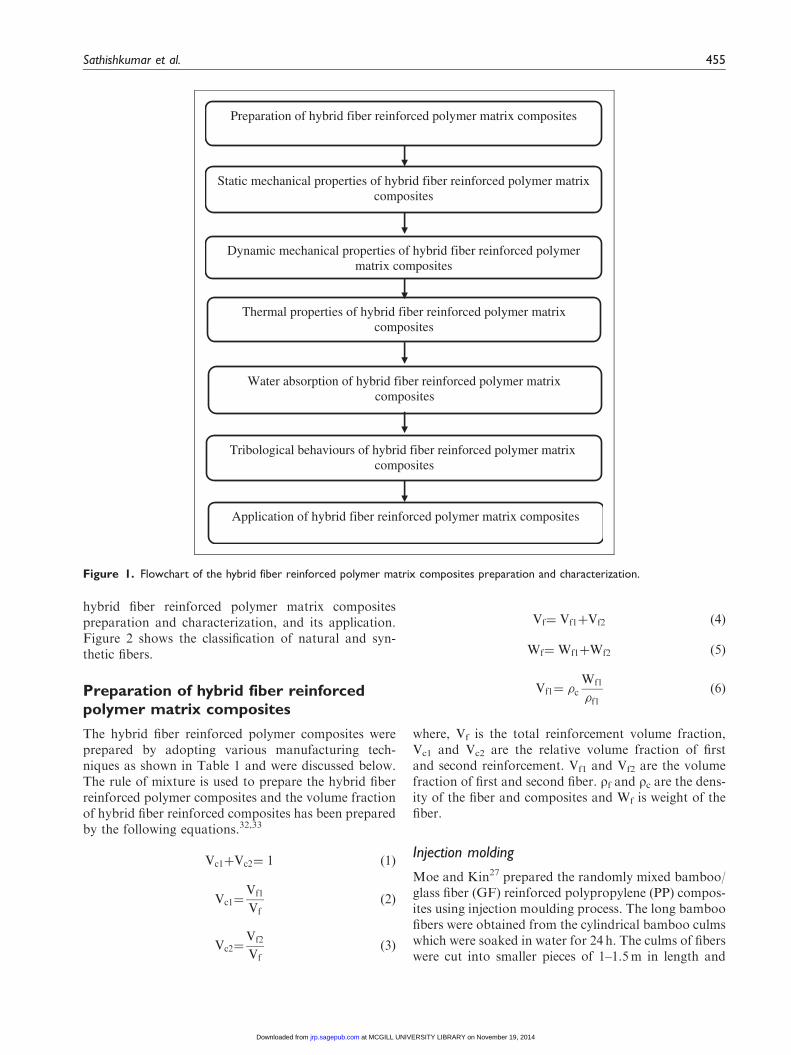
hybrid fiber reinforced polymer matrix compositespreparation and characterization, and its application.Figure 2 shows the classification of natural and syn-thetic fibers.
Preparation of hybrid fiber reinforcedpolymer matrix composites
The hybrid fiber reinforced polymer composites wereprepared by adopting various manufacturing tech-niques as shown in Table 1 and were discussed below.The rule of mixture is used to prepare the hybrid fiberreinforced polymer composites and the volume fractionof hybrid fiber reinforced composites has been preparedby the following equations.32,33
Vc1þVc2¼ 1 ð1Þ
Vc1¼Vf1
Vfð2Þ
Vc2¼Vf2
Vfð3Þ
Vf¼ Vf1þVf2 ð4Þ
Wf¼Wf1þWf2 ð5Þ
Vf1¼ �cWf1
�f1ð6Þ
where, Vf is the total reinforcement volume fraction,Vc1 and Vc2 are the relative volume fraction of firstand second reinforcement. Vf1 and Vf2 are the volumefraction of first and second fiber. rf and rc are the dens-ity of the fiber and composites and Wf is weight of thefiber.
Injection molding
Moe and Kin27 prepared the randomly mixed bamboo/glass fiber (GF) reinforced polypropylene (PP) compos-ites using injection moulding process. The long bamboofibers were obtained from the cylindrical bamboo culmswhich were soaked in water for 24 h. The culms of fiberswere cut into smaller pieces of 1–1.5m in length and
Figure 1. Flowchart of the hybrid fiber reinforced polymer matrix composites preparation and characterization.
Sathishkumar et al. 455
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

manually sliced into 1-cm-wide strips with a knife. Anextruder was used to get the fiber diameter of approxi-mately 1mm and chips length of 1�10mm. A high-speed blender was used to obtain the short bamboofibers. The continuous GFs were cut into 3mm inlength using electronic fiber-cutting machine. Thosefibers were dried in an oven at 105 �C for 72 h and24 h in order to remove moisture. The fibers and PPwere melt-mixed by using a torque rheometer at190 �C and a rotor speed of 40 r/min for 8–10min.The mixture with and without maleic anhydride poly-propylene (MAPP) was transferred to injection mold-ing machine to obtain the hybrid fiber reinforcedcomposites.
Khan et al.28 adopted the injection moulding tech-nique with conventional extruder equipped for prepar-ing the PP-MAPP hybrid composites with (continuous)cordenka, jute and (cordenka+ jute) yarn (tows). TheMAPP was added in an amount of 3wt% in pure PP.
The maximum temperature of the extruder and the diewas 215 �C and 200 �C, respectively. The coatedyarns were cooled with water and cut into small granu-lates of about 4-mm length. These granulates weredried at 110 �C overnight. Dried granulates wereagain extruded with the same extruder under the sameconditions to prepare the homogenous fiber–matrixmixture. The dried fiber content in the campsites was25% (w/w).
Hydraulic press
Mishra et al.7 prepared the non-woven pineapple leaffiber (PALF) mats (untreated) and sisal mats fromuntreated and surface-treated sisal fibers (SFs) andwoven GF mats. PALF/sisal mats were placed inbetween the layers of GF mats with varying fiberweight precent and the hybrid composites were pre-pared with the polyester resin using the closed mold.
Fiber
Natural fiber Synthetic Fiber
Organic Fiber
1. Aramid/Kevlar 2. Polyethylene 3. Aromatic polyester
Inorganic Fiber
1. Glass 2. Carbon 3. Boron 4. Silica carbide
Wood Stalk Grass/ Reeds
1. Soft wood
2. Hard wood
1. Rice 2. Wheat 3. Barley 4. Maize 5. Oat 6. Rye
Fruit
1. Coir 2. Oil Palm 1. Bamboo
2. Bagasse 3. Corn 4. Sabai 5. Rape 6. Esparto 7. Canary
Seed
1. Kapok 2. Cotton 3. Loofah 4. Milk
Weed
Bast Leaf
1. Jute 2. Hemp 3. Flex 4. Ramie 5. Kenaf 6. Roselle 7. Mesta 8. Okra 9. Kudzu 10. Rattan 11. Wisteria
1. Sisal 2. Banana 3. Abaca 4. Palf 5. Henequen 6. Agave 7. Raphia 8. Fique 9. Sansevieria cylindrica 10. Sansevieria ehrenbergii 11. Sansevieria trifasciata 12. Sansevieria stuckyi 13. Sansevieria kirkii 14. Sansevieria pinguicula
Animal
1. Silk 2. Wool 3. Hair
Mineral
Asbestos
Cellulose /
Lignocellulose
Figure 2. Classification of natural and synthetic fibers.
456 Journal of Reinforced Plastics and Composites 33(5)
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

First, the mold was polished and then a releasing agentwas applied on the mold surfaces. One percentagecobalt napthenate and methyl ethyl ketone peroxide(MEKP) was mixed in polyester resin for curing thecomposites. Before pouring that, the vacuum desicca-tors degassed the resin mixture. Then the resin waspoured on the mats placed in the mold. When themats were completely wet by the resin, the mold wasclosed and placed on the lower movable platen of thehydraulic press. The mold was pressed at a pressure of0.2 kg/cm2 and allowed to cure the composites at roomtemperature.
Paul Wambua et al.23 prepared the flax, hemp andjute plain woven natural hybrid fiber reinforced PPcomposite panels with 46% fiber volume fraction.The compressing layers of fabric and PP sheets werestacking between the hot platens in the compressionmoulding press. The platens were electrically heatedto a temperature of 190 �C at a pressure of 6.4 bar(0.64MPa) applied on the material. Cooling of thesample was carried out under pressure between thecold platens of the hydraulic press. Finally, the com-posite specimens were cut into 30 cm� 30 cm dimen-sions for characterization.
Table 1. The hybrid fiber reinforced polymer composites preparation methods.
Hybrid fiber Resin
Curing agent Manufacturing methods
Ref.Catalyst Accelerator
Pineapple/ Sisal/Glass Polyester MEKP Cobalt napthenate Hydraulic press [7]
Sisal/Silk polyester Hand lay-up technique [8]
Kenaf/Glass polyester Hand lay-up and Cold press [9]
Woven Jute/Glass Polyester Hand lay-up [10]
Banana/Kenaf Polyester Hydraulic compression
moulding process
[11]
Banana/Sisal Polyester Hand lay-up method followed
by compression moulding
[12]
Glass/Palmyra Polyester Hydraulic compression
moulding process
[13]
Jute/Glass Polyester Hand lay-up [14]
Roselle/Sisal Polyester Hand lay-up technique [15]
Silk/Sisal Polyester Hand lay-up technique [16]
Banana/Sisal Epoxy Hydraulic compression
moulding process
[17]
Glass/Glass Epoxy HY951 Hardener Hand lay-up technique [18]
Carbon/glass Epoxy HY225 Hardener Hand lay-up technique [19]
Oil palm/Jute Epoxy Hardener Compression
moulding process
[20]
Chicken feather/Glass Epoxy n-tert-butyl
peroxybenzoate
Hot press [21]
Basalt/Hemp Polypropylene Hot pressing [22]
Flax, Hemp and Jute Polypropylene Hydraulic press [23]
Flax/wood fiber HDPE Twin screw extrusion [23]
Banana/Glass Polypropylene Twin screw extrusion [24]
Cork/Coconut HDPE Screw extrusion and
compression moulding
[25]
Kenaf/Pineapple HDPE Mixing and Compression
moulding
[26]
Bamboo/Glass Polypropylene Injection moulding [27]
Cordenka/Jute Polypropylene Injection moulding [28]
Bamboo/Cellulose poly lactic acid Injection moulding [29]
OPEFB/Glass Vinyl ester Resin transfer moulding [30]
Aramid /Sisal Phenolic Stirring, Drying, compression [31]
HDPE: high-density polyethylene; MEKP: methyl ethyl ketone peroxide; OPEFB: oil palm empty fruit punch.
Sathishkumar et al. 457
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

Hand lay-up method followed by compressionmoulding
Maries et al.34 prepared the composites by usingchopped banana and SFs of 30mm length with polyes-ter resin. Hand lay-up method followed by compressionmoulding was adopted for composites preparation. Thecuring process was achieved by incorporating 1%MEKP and cobalt napthenate. The hybrid compositeswere prepared with varying fibers volume fraction of0.20 to 0.50 and keep the relative volume fraction ofbanana and SF as 1:1. At constant fiber volume frac-tion of 0.40, the composites were prepared by varyingthe volume ratio of the two fibers. The fibers werechopped and air-dried at 50�C for 5 h. It was intimatelymixed together and mats were prepared. It was thenimpregnated with polyester resin in a mould havingdimensions of 150mm� 150mm� 3mm, respectively.The air bubbles were removed carefully with a rollerand the mould was kept closed. The curing was doneat a temperature of 30 �C for 24 h under constant pres-sure of 10 kg/cm2.
Johnson et al.35 followed the random wetlay processthat was used to fabricate thermoplastic compositesheets reinforced with chopped lyocell fibers andsteam-exploded hardwood fibers. The prepared sheetswere cut into 152-mm length and stacked on the mould.The adequate no of sheets were stacked one on anotherto obtain the 3.18-mm thickness according to ASTMstandard. The compression mould was used to preparethe composites with 25–65wt% fiber.
Chensong Dong et al.36 prepared the S-2 glass/T700S carbon fibers (CFs) reinforced epoxy (KinetixR240) hybrid composites by using simple hand lay-upmethod with curing agent of Kinetix H160 hardener.The first step was making prepregs. The carbon orGF with epoxy prepregs were prepared by woundingthe fibers onto a metal frame approximately190mm� 290mm and the fibers were wetted in theresin. The wetted fibers were cured in an oven at atemperature of 80 �C for 24 h. After that the prepregswere stored in a freezer for 24 h before being used.
Noorunnisa Khanam et al.8 prepared the compositesby using chopped sisal/silk fibers with unsaturatedpolyester. The curing agent of 1wt% MEKP andcobalt napthenate were added with polyester resin.The hand lay-up technique was used to prepare thehybrid composites with various fibers length of 1, 2and 3 cm. The resin was poured on the fibers into amould made of glass plates and air bubbles wereremoved carefully with a roller. The castings wereallowed to cure for 24 h at room temperature andthen post-cured at 80 �C for 4 h. The relative weightratio of fibers was kept as 1:1 for all fiber lengthcomposites.
Technological process
Czigany22 prepared the hybrid composites with PP asin the form of fillers. Junkers type fibrising technologywas used for manufacturing basalt fibers and the aver-age diameter of fibers was 9.0� 2.7 mm. Fine cardedhemp fibers (HFs) was obtained from the industrialhemp plant and the average HF diameter was50.6� 16.9 mm. GF and CF were applied in the pro-duction of hybrid composites besides basalt and HFs.The average diameter of GFs was 12.2� 1.4mm andthe CFs was 7.9� 0.9 mm. The composites were pro-duced by using a hot pressing technique. Multicylindercarding machine were used for achieving the homoge-neous distribution of fibers. The experimental setup isshown in Figure 3. The very short basalt fibers fell outfrom the machine and it was collected into the wastecontainer. The longer fibers were arranged in the dir-ection of carding and mixed with the PP fillers. Athick, mat-like, multilayered material was formedfrom the carding machine through sliver needlepunching. It resulted in thicker fabrics and it con-tained less air inclusions. The main drawback of car-ding technology was the fibers felling down when thematerial was passed between the cylinders and needlepunching. The 60-mm long fibers were broken into9.1mm long in case of BF, 30.0mm in case of HF,18.4mm in case of GF and 14.8mm in case of CF.The multilayer fibers mats were placed in the hot pressfor preparing the hybrid fiber composites through meltmixing.
Screw extrusion process
Banana fibers were scoured in hot detergent solution(2%) at 70 �C for 1 h to remove dirt and core material,followed by washing with distilled water and drying in avacuum oven at 70 �C for 3 h. An electronic fiber cut-ting machine cut the dried fibers into the length of4�6mm. To remove surface moisture, banana andGFs were pre-dried in a vacuum oven at 70 �C for 1 hand at 105 �C for 24 h, respectively. A homogenisedmelt mixing of PP with short banana/GFs at15:15wt% of fiber loading and 2wt% of MAPP wereprepared by using an intermeshing counter rotatingtwin screw extruder by Nayak.24
Screw extrusion process followed bycompression moulding
The natural maternal like cork and coconut was pre-dried at 80 �C at 24 h to stabilise the moisture content.The compounding was mixed in a counter-rotatingtwin-screw extrusion machine. The cork powder andhigh-density polyethylene (HDPE) were premixed and
458 Journal of Reinforced Plastics and Composites 33(5)
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

fed in the hopper with coconut fiber in the machine.The above mixture was milled to produce compositepellet with dimensions less than 7mm by extrusion.This processing temperature was 130–160 �C withscrew speed of 30 r/min. The obtained pellets werekept in the compression mould under hydraulic pressto prepare the composite boards with the dimension of186� 118� 3 mm3. The mould temperature was 150 �Cand 1.42MPa hydraulic pressing.25 Similarly, the cork-polymer-based short SF reinforced composites pelletand composites boards were prepared by Fernandesat al.37
Resin transfer molding
Abdul et al.30 prepared the oil palm of empty fruitbunch (EFB) fibers/GF with the vinyl ester hybridlaminate composites using resin transfer moldingmachine at 5 bar pressure for 10min. The hybrid com-posites were cooled and cured at room temperature.The cured composites were placed in an oven at358 �C for 24 h.
Stirring, drying and compression moulding process
Lin et al.31 prepared the high-quality phenolic hybridcomposites with low cost by combining aramid fiber(AF) and micro-fibrillated SF. SF (80% w/w) and AF(20% w/w) were immersed in water at 0.2% consistencyand the mixture was stirred for 5min. The solution wasvacuum filtered using a screen filter (200 mesh) to forma fiber mat (1mm thick) and oven-dried at 90 �C for5min. The dried-oven mat was immersed in the phen-olic resin for 10min to get the composites with 30wt%of resin. The pre-impregnated mat was withdrawn fromthe resin and the ethanol had been removed by dryingthe mat at 60 �C and pressed at 180 �C for 5min under5MPa pressure. Finally, dried composites mat waspost-dried at 160 �C for 1 h to yield the hybridcomposite.
Mixing and compression moulding
Aji et al.26 prepared the kenaf/PALF reinforced HDPEhybrid composite using various fibers volume fractionof 10–70% and fiber length of 0.25, 0.5, 0.75 and 2mm,respectively. During composites preparation the ratioof kenaf/PALF was maintained as 1:1. The choppedfibers were mixed together in a thermo haake internalmixer. This machine temperature was controlled uptoat 190 �C and set to 40 r/min processing speed. TheHDPE pellets was charged and melted before introdu-cing the fibers. The mixing time of fiber with meltedresin was about 25min. The mixture was cut intopellet form and charged into the compression molding.This compression moulding machine produced thecomposites sheets. It was set at 170 �C after preheatingthe machine for 7min. During compression molding,the full press was done on the composites for 5minwith six times venting process. Finally the compositeswere cooled for 5min.
Hand lay-up and cold press
Ghani et al.9 used the combination of hand lay-up andcold press method for preparing the kenaf/GFs rein-forced unsaturated polyester composites. The catalystwas incorporated with the polyester and stirred beforeinjecting into the mold. The 49 g of long kenaf fiberswere arranged inside the mold and layered by GF. Twomats with average weight of 38 g of GFs were put inupper and lower part of a composite laminate withnominal size 295mm� 205mm. The polyester matrixwas poured on the kenaf/GF in the mold. The waxwas coated on the die for easy removing and good sur-face finishing of the laminates. The die was coved bysteel frame and the mold size was 300mm� 210mm. Acold press method with 10 kN load capacity applied onthe laminates for 15–20min at room temperature. Theremoval of air bubbles and homogeneity of the speci-men was achieved by this pressing. Finally, the
Figure 3. Technological process of composite manufacturing.
Sathishkumar et al. 459
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

laminated composites was removed from the mold andcured for 24 h at room temperature. The specimen willbe cut in parallel side shape for characterization withthe dimension of 100mm� 25mm according to thestandard BS EN ISO 527-3 1996.
Vacuum-assisted resin infusion method
Wang et al.38 prepared the 3D basalt/AF reinforcedcomposites using vaccum-assisted resin infusionmethod. The six warp and seven weft layers were usedto preparing the composites of interplay and intraplyhybrid composites. The fiber yarns were placed in dif-ferent layers in interplay hybrid and two types of yarnswere placed next to each other in each layer of warp orweft. The yarn count was 5 ends/cm for three directionsand these laminates were plated in the vaccum mouldfor 2 h at 80 �C and cured composites was post-curedat 100 �C.
Mechanical properties of hybrid fiber-reinforced polymer matrix composites
The bamboo/GF-reinforced polymer composites
Moe et al.39 investigated the mechanical properties ofrandomly oriented short bamboo/GF-reinforced PPcomposites. The percentage improvement of tensilestrength after treated with MAPP fibers compositeswas 5.7% compared to untreated fibers composites asshown in Table 2. Similarly the tensile modulus, flex-ural strength and modulus have been increased to8.3%, 23.5% and 32.3%, respectively. CarloSantulli40 investigated the impact properties ofbamboo/GFs-reinforced unsaturated polyester com-posites with bamboo fiber of 6.2% and GF of 18.8%weight content of 25% total fiber content. The max-imum impact strength of 32 kJ/m2 was obtained.
The PALF/GF-reinforced polymer composites
Mishra et al.7 investigated the tensile properties of non-woven PALF/GF mats-reinforced polyester compositeswith varying GF content of 25% total fiber content asshown in Table 2. The maximum tensile and flexuralstrength was obtained at 8.6% and 12.3% weight con-tent of GF in the hybrid composites. Also thehigher impact strength was obtained at 12% weightcontent of GF.
The sisal/GF reinforced polymer composites
Mishra et al.7 prepared the non-woven sisal/woven GFmats-reinforced polyester composites with 30% of totalfiber weight content. The tensile modulus and
elongation at break of the hybrid composites dependedon the individual fiber reinforcement. The GF loadingwas varied from 0 to 8.5% weight content. The initialtensile and flexural strength of composite at 0% GFcontent was 69MPa and 99.69MPa. Addition of GFincreased the tensile and flexural strength of the sisal/glass hybrid polyester composite compared with thesisal-polyester composites and the maximum tensileand flexural properties were found at 5.7% and 2.8%of GF loading. The flexural strength of sisal/glasshybrid polyester composite was increased by about25%. The initial impact strength at 0% of GF contentwas 110.25 J/m. At 8.5% weight content of GF, theimpact strength improved by about 34%. The fibersplay an important role in the impact resistance of thecomposites. The alkali, cyanoethylation and acetylationtreated sisal/glass hybrid composites were preparedwith 24.3% (sisal) and 5.7% (glass) fiber weight con-tent. Hybrid composite of 5% alkali-treated had bettertensile strength compared to others-treated SF compos-ites. The cyanoethylated (13.9% more than control)and acetylated SF (18.4% more than control)-basedglass hybrid composites had better tensile strengths.Sisal/glass hybrid polyester composites containing 5%alkali-treated and acetylated SFs improved flexuralstrengths about 8–6% and higher impact strengths.
Kasama et al.41 prepared the hybrid sisal/glass rein-forced PP composites with total fiber content of 30%weight content. PP grafted with maleic anhydride wasused as a compatibilizer to enhance the compatibilitybetween the fibers and PP. Incorporating GF into thesisal–PP composites enhanced tensile, flexural andimpact strength. Addition of GFs in the sisal–PP com-posites increased the tensile and flexural strength due tohigher strong and stiff GFs compared to the SFs. Itseemed that the GFs exhibited almost no synergisticeffect on the properties of sisal–PP composites.However, many researchers reported an increase inmechanical properties of the natural fiber–PP compos-ites with incorporating GF.
The tensile and flexural strength of unsaturatedpolyester-based sisal/glass reinforced hybrid compos-ites were studied as a function of fiber content. It wasobserved that the tensile and flexural strength of sisal/GF hybrid component was higher than SF reinforcedcomposite but lower than the glass reinforced compos-ite. When the load was applied on sisal/GF hybrid com-posite, first SFs were broken and then the load wastransferred to GF. Therefore, the presence of GF inthe sisal/GF hybrid composite enhanced the tensileand flexural strength. The effect of chalk powder ontensile and flexural strength of sisal/GF hybrid compos-ite have been studied and it was observed that additionof the chalk powder in resin decreased the tensile andflexural strengths.42
460 Journal of Reinforced Plastics and Composites 33(5)
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

Tab
le2.
Mech
anic
alpro
pert
ies
of
nat
ura
lfib
er
rein
forc
ed
poly
mer
com
posi
tes.
Hyb
rid
fiber
Fiber
lengt
h
(mm
)
Fiber
conte
nt
%R
esi
n
Chem
ical
treat
ments
Tensi
le
stre
ngt
h
(MPa)
Tensi
le
modulu
s(G
Pa)
Flexura
l
stre
ngt
h
(MPa)
Flexura
l
modulu
s
(GPa)
Impac
t
stre
ngt
hR
ef
Bam
boo/
Gla
ss30
Poly
pro
pyle
ne
Untr
eat
ed
17.5
334
3.4
––
[39]
MA
PP
18.5
3.2
542
4.5
PALF/
Gla
ss25
Poly
este
rU
ntr
eat
ed
72
–101.2
5–
129
(J/m
)[7
]
Sisa
l/G
lass
30
Poly
este
rU
ntr
eat
ed
99
–140
–149
Alk
alitr
eat
ment
(5%
alkal
i
solu
tion)
130
–150
–169
Cya
noeth
ylat
ion
112
–151.5
7–
156
Ace
tyla
tion
117
–145
–165
Bam
boo/
Gla
ss25
Unsa
tura
ted
poly
est
er
Untr
eat
ed
––
––
32
(kJ/m
2)
[40]
Coir
/G
lass
45
Unsa
tura
ted
poly
est
er
Untr
eat
ed
––
––
40
Jute
/G
lass
14
Unsa
tura
ted
poly
est
er
Untr
eat
ed
––
––
44
Sisa
l/G
lass
8U
nsa
tura
ted
poly
est
er
Untr
eat
ed
––
––
5.7
6
Flax
/G
lass
50
Poly
pro
pyle
ne
Untr
eat
ed
––
––
43.2
Flax
/G
lass
41
Soyb
ean
oil
Untr
eat
ed
––
––
33.6
Hem
p/
Gla
ss40
Poly
pro
pyle
ne
Untr
eat
ed
––
––
75
(J/m
)
Pal
myr
a/G
lass
30
41
Roofli
teU
ntr
eat
ed
26.2
01.3
98
44.4
51.3
81.7
5(J
/cm
2)
[49]
49
35.0
41.1
68
49.1
52.0
53.7
3
54
39.8
31.4
05
56.2
52.6
23.8
3
40
32
26.0
51.3
95
26.6
41.5
51.7
7
36
28.9
61.3
79
43.0
21.6
72.4
5
42
31.0
41.4
98
51.8
52.4
33.7
6
48
35.9
11.5
96
54.8
02.4
55.4
6
54
39.3
01.4
33
56.2
42.6
05.4
3
50
31
26.3
01.3
15
39.8
51.3
41.7
6
37
32.0
31.3
12
45.6
71.8
53.5
8
42
32.5
81.1
06
55.1
52.1
84.2
9
47
38.1
51.5
26
56.1
22.6
95.1
0
55
42.6
51.5
15
59.1
93.5
46.0
5
63
33.2
51.2
77
––
–
71
24.8
21.3
56
––
–
Sisa
l/Si
lk10
Unsa
tura
ted
poly
est
er
Untr
eat
ed
16.5
73
–33.4
98
––
–[8
]
20
18.9
48
46.1
84
30
17.5
48
34.0
24
10
NaO
Htr
eat
ment
20.8
66
50.4
52
20
23.6
05
54.7
37
30
21.3
11
53.8
11
(continued)
Sathishkumar et al. 461
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

Tab
le2.
Continued
Hyb
rid
fiber
Fiber
lengt
h
(mm
)
Fiber
conte
nt
%R
esi
n
Chem
ical
treat
ments
Tensi
le
stre
ngt
h
(MPa)
Tensi
le
modulu
s(G
Pa)
Flexura
l
stre
ngt
h
(MPa)
Flexura
l
modulu
s
(GPa)
Impac
t
stre
ngt
hR
ef
Coir
/Gla
ss20
100:0
Phenolic
Untr
eat
ed
22.2
73.8
353.4
04.8
––
[47]
2:1
34.6
38.4
6109.5
88.3
1:1
50.6
98.5
2128.6
37.7
1:2
71.5
88.5
4179.2
18.6
0:1
00
100.4
10.4
2220.7
011.5
0
100:0
Alk
ali-tr
eat
ment
25.6
4.3
68.3
5.6
0
2:1
35.3
8.4
9121.6
8.9
1
1:1
51.7
9.5
143.5
8.1
0
1:2
74.5
89.9
1192.8
9.7
4
0:1
00
100.4
10.4
2220.7
11.5
0
Sisa
l/G
lass
SFG
FPoly
pro
pyle
ne
Untr
eat
ed
(kJ/m
2)
[41]
20
10
29.6
22.3
366.7
44.0
316.6
7
15
15
31.4
82.4
268.4
94.0
418.3
5
10
20
31.5
92.4
368.8
44.1
320.0
1
Roys
tonea
regi
a/G
lass
5–8
RR
GF
Epoxy
Untr
eat
ed
(J/m
)[5
1]
20
028.8
62.3
86
39.8
43.8
45
124.2
3
15
531.9
82.4
16
40.1
23.9
82
151.2
6
10
10
33.4
32.5
22
46.4
43.9
96
158.4
3
05
15
34.4
22.6
44
48.6
64.0
11
168.4
6
020
36.4
22.8
88
52.1
84.1
26
169.3
3
Coir
/Silk
10
–U
nsa
tura
ted
poly
est
er
Untr
eat
ed
11.4
19
–37.4
19
–[5
0]
20
15.6
24
43.7
44
30
12.9
24
39.6
92
10
Alk
alitr
eat
ment
15.0
14
39.5
33
20
17.2
445.0
67
30
16.1
44
42.0
18
EFB
:Jute
(4:1
)50–60
40
Epoxy
Untr
eat
ed
25.3�
0.2
62.6
2�
0.0
9–
[52]
EFB
:Jute
(1:1
)28.3�
0.5
92.9
0�
0.0
5
EFB
:Jute
(1:4
)37.9�
0.7
63.3
1�
0.0
2
Sisa
l/G
lass
35
–Epoxy
Untr
eat
ed
68.5
5–
[43]
Jute
/Gla
ss62.9
9
Gla
ss/S
isal
30
–Poly
est
er
Untr
eat
ed
176.2
018
(J)
[44]
Gla
ss/Jute
229.5
410
Gla
ss/S
isal
/Jute
200.0
012
MA
PP:m
aleic
anhy
dri
de
poly
pro
pyle
ne.
462 Journal of Reinforced Plastics and Composites 33(5)
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

Ramesh et al.43 prepared the sisal/bi-directionalwoven mat GF reinforced epoxy composites and themaximum tensile strength was 68.55MPa. Again, theyprepared the sisal/GF reinforced polyester composites.Because of the polyester resin the tensile strength wasincreased to 176.20MPa.44
The roselle/sisal reinforced polymer composites
The randomly oriented intimately mixed short roselle/SF reinforced polyester hybrid composites were pre-pared with constant weight ratio of 1:1 at variousfiber contents. The mechanical properties were studiedwith and without water absorption of the composites.The maximum flexural strength was obtained at150mm fiber length of 30% weight content of fiberand maximum impact strength was obtained at150mm fiber length of 20% weight content of fiberfor the dry condition than the wet condition.15
The sisal/oil palm fiber reinforced polymercomposites
Maya Jacob et al.45 investigated the mechanical proper-ties of sisal/oil palm fiber reinforced hybrid rubber com-posites with various fiber loading, ratio and treatment.The mechanical properties of longitudinal directionwere higher than transverse direction. The adhesionbetween the rubber/fiber was improved by the additionof a resorcinol-hexamethylene tetraminebonding system.Similarly,Maya Jacob John et al.46 investigated the effectof chemically (sodiumhydroxide anddifferent silane cou-pling) treated sisal/oil palm fiber reinforced naturalrubber green composites. The tensile strength and hard-ness of 4% sodium hydroxide treated fibers compositesare superior than other concentration like 0.5, 1, 2 and8%, respectively. This composite had higher tensilestrength in longitudinal and transverse directions.
The coir/ GF reinforced polymer composites
Mithil Kumar et al.47 prepared the coir/GF-reinforcedphenolic resin composites. The tensile properties ofuntreated and treated coir/glass-phenolic compositesare shown in Table 2. The tensile strength and modulusof the samples increased linearly with the increase inGF percentage and this attributed to the higher tensilestrength and modulus. Increasing the GF content from0 to 100%, the tensile strength increased from 37 to350%. A similar trend was observed in the case of trea-ted coir/glass composites. Flexural properties increasedwith increase in GF content in composites, as shown inTable 2. This was due to good compatibility withmatrix and effective stress transfer between the fibersthe composites. The increase in glass fabric content
from 0 to 100% increased the flexural strength from50 to 313%. Carlo Santulli40 prepared the coir/GF rein-forced unsaturated polyester composite with 45% fibercontent. The maximum impact strength of 40 kJ/m2
was found for untreated fiber reinforced composites.
The jute/GF reinforced polymer composites
Ramesh et al.44 investigated the randomly orientedjute/GF reinforced-polyester composites. The max-imum tensile strength of 229.54MPa was obtainedcompared to sisal/glass and sisal/jute/GF reinforcedcomposites. The jute/GF reinforced-epoxy compositeswere prepared with 14% weight content of 35mm offiber length.43 The maximum tensile strength of62.99MPa was obtained and it was lower than sisal/GF reinforced-epoxy composites. Sabeel Ahmedet al.10 investigated that the impact properties ofwoven jute/GF reinforced polyester composites wereexamined using various drop weight impact testerwith 5 J, 10 J, 15 J and 20 J, respectively. The totalimpactor mass was 2.99 kg. The GF content increasedthe peak load and decreased the energy absorption. Thedeflection of the specimen was decreased with increas-ing the GF content. The H2 laminate had optimumcombination of woven jute/GF reinforced compositewith minimum deflection, maximum peak load andbetter damage tolerance. De Rosa48 investigated thepost-impact damage of E-glass/jute fiber hybrid lami-nated polyester composites with various impact energyof 0, 5, 7.5, 10, 12.5 and 15 J at two intervals. Theaverage flexural modulus and normalized residualstrength was decreased with increased testing impactenergy. T-type laminates had higher properties com-pared to Q-type laminate. The acoustic emissionstress was decreased with increase in the impactenergy up to 12.5 J and the higher acoustic emissionstress as obtained at 15 J impact testing.
The flax/GF and hemp/glass reinforcedpolymer composites
Flax/GF reinforced PP composite with 50% fiber con-tent was prepared and the impact strength of 43.2 kJ/m2
was obtained without any chemical treatment on thefibers. Soybean oil as a matrix at 41% fiber contenthad impact strength around 33.6 kJ/m2. Hemp/GFreinforced PP composite with 40% fiber content wasobserved to have 75 J/m2 of impact strength.40
The palmyra/GF reinforced polymer composites
Randomly mixed palmyra/GF reinforced rooflite com-posites were prepared with different fiber length and
Sathishkumar et al. 463
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

different fiber content (49%–54%). At 30mm and40mm fiber length, the maximum tensile, flexural,impact properties were obtained with 54% fiber con-tent. At 50mm fiber length all the static mechanicalproperties were higher with 55% fiber content.Further increasing the fiber content will reduce themechanical properties.49
The sisal/silk fiber reinforced polymer composites
Sisal/silk fiber reinforced unsaturated polyester com-posites were prepared with different fiber lengths of1 cm, 2 cm, 3 cm, respectively. The tensile strength ofrandomly oriented untreated and NaOH treatmentsisal/silk polyester-based hybrid composites are shownin Table 2. It seems that 2 cm fiber length compositeshave higher tensile strength than 1 and 3 cm. Further, itis observed that treated fiber composites have highertensile strength than untreated composites. The flexuralstrength of untreated and treated sisal/silk hybrid com-posites is shown in Table 2. It is observed that 2 cmfiber length composites have higher strength than1 cm and 3 cm. Further, these values were found to beslightly higher for treated fiber composites, when com-pared to untreated composites.8
The coir/silk fiber reinforced polymer composites
Randomly oriented coir/ silk fiber reinforced unsatur-ated polyester composites were prepared with differentfiber lengths of 1 cm, 2 cm, 3 cm, respectively. Tensileand flexural properties of randomly oriented coir/silkfiber hybrid composites with different fiber lengths areshown in Table 2. It seems that 2 cm fiber length com-posites have higher tensile and flexural strength than 3and 1 cm fiber length composites. Further, it is observedthat treated fiber composites possess higher tensilestrength than untreated. This was due to the fact thatalkali treatment improves the adhesion between the coirfiber surface and matrix by removing hemicellulose andlignin from the fiber. This surface offers better fiber-matrix interface adhesion and an increase in mechanicalproperties.50
The roystonea regia/GF reinforcedpolymer composites
Roystonea regia/GF reinforced epoxy composites wereprepared with different fiber content. Roystonea regia/GF contents were 20/0, 15/5, 10/10, 5/15 and 0/20.Table 2 shows the tensile, flexural and impact proper-ties of composites. The total fiber loading (Roystonearegia/glass) of the composite was maintained at20wt%. The mechanical properties like tensile, flexural
strength and flexural modulus, impact strength werelinearly increased with GF loading in hybrid compos-ites. This was due to the fact that the strength andmodulus of GF was much higher than the naturalfiber. The maximum tensile strength, tensile modulus,flexural strength, flexural modulus, impact strength wasobtained at 0% roystonea regia with 20% GFcontent.51
The EFB/jute reinforced polymer composites
EFB/Jute fiber reinforced epoxy composites were pre-pared with different fiber ratio. The hybrid fiber ratio is4:1, 1:1, 1:4, respectively. Table 2 shows the tensilestrength and modulus of EFB/jute hybrid compositeswith different weight ratio. It was clear that tensilestrength and modulus of oil palm–epoxy compositeincreased with jute fiber loading. The maximum tensilestrength (37.9� 0.76MPa) and tensile modulus(3.31� 0.02GPa) were obtained at 1:4 fiber ratio.52
The hybridization of OPEFB fiber with woven jutefiber epoxy composites resulted in an increase of tensilestrength and modulus compared to pure EFB compos-ite. The woven jute fiber mat employed as skin or coreof the sandwich hybrid composites and the tensilestrength of the hybrid composites was higher thanpure EFB composite. Tensile strength and modulus ofJw/EFB/Jw (32.5MPa, 37.5GPa) hybrid compositewas slightly higher than EFB/Jw/EFB (31.5MPa,35GPa) hybrid composite.53
The snake grass/banana and snake grass/coirfiber reinforced hybrid composites
Sathishkumar et al.54 prepared the randomly orientedsnake grass/banana and snake grass/coir reinforcedpolyester composites. The maximum tensile strengthof snake grass/banana and snake grass/ coir fiber rein-forced hybrid composites was 48.6MPa at 20% fibercontent and 44MPa at 25% fiber content. The max-imum tensile modulus of snake grass/banana andsnake grass/ coir hybrid fiber reinforced compositeswas 710MPa and 660MPa at 20% fiber content. Themaximum flexural strength of snake grass/banana andsnake grass/ coir fiber reinforced hybrid composites was88MPa at 20% fiber content and 108MPa at 25% fibercontent.
The banana/kenaf fiber reinforcedpolyester composites
Thiruchitrambalam et al.11 investigated the woven matand randomly oriented banana/kenaf fiber polyester-based hybrid composites with 10% alkaline andsodium laulryl sulphate-treated fibers. The mechanical
464 Journal of Reinforced Plastics and Composites 33(5)
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

properties were studied based on ASTM standards. Themaximum tensile and flexural strength was found at40% volume fraction of woven hybrid fiber composites.The mechanical properties were studied based onASTM standards. The sodium laulryl sulfate treatmentimproves the mechanical properties in both randommix and woven mix hybrid composites. The scanningelectron image at fracture zone of the compositesshowed less fiber pullout compared to untreated fibercomposites.
The regenerated cellulose/GF composites
The interfacial stress transfer in a model cellulose/GFreinforced epoxy composites was investigated by KennyKong et al.55 The local micromechanics of a fracturedGF had been determined in proximity to a regeneratedcellulose fiber. The stress concentration factor wasdefined as the ratio of maximum stress in the regener-ated cellulose fiber to the stress in the undisturbedregion of the fiber. The stress concentration factorwas higher when fiber/matrix interface remains undam-aged and this reduced when debonding occurs betweenthem.
The carbon/SiC fiber/boron fiberreinforced composites
Wang Mingchao et al.56 investigated the compressiveand flexural properties of Carbon/SiC fiber/boron rein-forced epoxy composites. The maximum compressivestrength of 991MPa was obtained for SiC FRP com-pared to other combination composites. The maximumflexural strength and modulus of 2096MPa and221.3GPa was obtained for SiC FRP at fiber volumefraction 51%.
The carbon/GF reinforced composites
Haipeng et al.57 evaluated the response and energyabsorbing capacity of hybrid composite tubes made ofunidirectional carbon/GF-reinforced plastic pultrudedtube overwrapped with �45�. The LS-DYNA code wasused to conduct the numerical simulation of crushingbehaviors of tubes subject to both quasi-static compres-sion and axial dynamic impact loadings. From theresult they have concluded that the energy absorptioncapacity was more for carbon fiber compared with glassfiber.
Dynamic mechanical analysis
Maries et al.12 determined the dynamic mechanicalproperties of randomly oriented intimately mixedshort banana/sisal hybrid fiber reinforced polyester
composites. Storage modulus and damping factor(tand) were evaluated by using dynamic mechanicalthermal analyser. Three-point bending modes wereused. The properties were measured over the tempera-ture range of 30–150 �C at a heating rate of 5 �C/minwith different frequencies like 2, 20 and 50Hz, respect-ively. Dynamic mechanical properties of fiber rein-forced composites depend on the nature of the matrixmaterial and the distribution and orientation of thereinforcing fibers. The storage modulus above glass-transition temperature (Tg) was found to be increasedwith fiber volume fraction up to 0.40 Vf and thendecreased. The tand peak was lower and width washigher at 0.40 Vf. The activation energy was higher at3:1 relative volume fraction of banana and SFs.
Jawaid et al.52 discussed the storage modulus ofEFB, jute and hybrid composites having relativeweight fraction of OPEFB: jute (4:1), EFB: jute (1:1)and EFB: jute (1:4) with effect of temperature. Thestorage modulus increased with increase in the weightfraction of jute fiber and maximum values obtained inOPEFB:jute (1:4) hybrid composites. The loss moduluswas slightly decreased in rubbery region in case ofEFB:jute (4:1) hybrid composite. The damping factorwas lower for hybrid fiber reinforced composites com-pared to EFB composite. Jawaid et al.58 investigatedthe dynamic mechanical properties of pure resin, pureEFB, EFB/woven jute fiber reinforced epoxy hybridcomposites. The storage modulus of EFB/Jw/EFBfiber hybrid composites was of higher value comparedto pure resin and pure EFB. The higher storage modu-lus at lower and higher temperature region wasobserved in Jw/ EFB/Jw and pure Jw composites. Thedamping factor peak was lower in Jw/ EFB/Jw com-pared to all other composites.
Thermal behavior
Boopalan et al.59 investigated the thermal properties ofhybrid raw jute/banana fiber reinforced epoxy compos-ites with varying fiber weight ratio of 100/0, 75/25, 50/50, 25/75 and 0/100, respectively, with varying tempera-tures using thermogravimetric analysis (TGA) and heatdeflection temperature (HDT) analysis. In TGA curvesit was shown that 50% jute and 50% banana fiberreinforced epoxy hybrid composite had higher thermalstability and the degradation temperature was shiftedfrom 200 �C to 380 �C. HDT results indicated that 50%jute and 50% banana fiber reinforced epoxy hybridcomposite had sustained their thermal property at max-imum temperature of 90 �C compared to other compos-ites. Jawai et al.58 investigated the thermal properties ofOPEFB/woven jute fiber reinforced epoxy hybrid com-posites with varying temperatures. Thermal analysisreported that the addition of woven jute fibers in
Sathishkumar et al. 465
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

pure EFB composite increased thermal stability.Hybridization of OPEFB with woven jute fiber resultedin higher thermal stability compared to OPEFB fiber.The degradation temperature was shifted from 292 �Cto 457 �C with a char residue of 12.1%.
Naga Prasad Naidu et al.60 prepared the unsaturatedpolyester-based sisal/GF hybrid composites and thethermal conductivity of these hybrid composites wasstudied. It was observed that the GF composite exhib-ited higher thermal conductivity than the SF reinforcedcomposite. Thermal conductivity of the sisal/GF hybridcomposite was higher than sisal reinforced compositebut lower than GF reinforced composite. The increasein thermal conductivity of hybrid composite was due tothe presence of GF. It was observed that the compositewithout addition of chalk powder exhibited lower ther-mal conductivity. Therefore, the addition of chalkpowder increased the thermal conductivity.
Dhakal et al.61 investigated the thermal properties ofhybridization of hemp/GF (chopped strand material)reinforced unsaturated polyester. The DTG curveshowed that the NaOH-treated fiber composites hadbetter thermal stability compared to untreated fibercomposites and the degradation temperature was shiftedfrom 345 �C to 384 �C with char residue of 12.81%.
Kasama et al.41 investigated the thermal propertiesof glass/SF reinforced PP composite with varyingweight ratios. The decomposition temperature wasincreased with increasing GF content in composites.The result reported that the 10 sisal/20 GF/polypropyl-ene grafted with maleic anhydride (PP-g-MA) compos-ite had better thermal stability than other combinationsand the degradation temperature was shifted from364.2 �C to 464.7 �C. Sudhir et al.62 investigatedthe thermal properties of hybrid jute/bagasse fiberreinforced epoxy composites using TGA and DTAanalysis. Chemically treated and untreatedbagasse fiber with surface-treated jute fiber bundlesreinforced epoxy hybrid composites was examined.Results reported that the surface-treated bagasse fiberwith surface-treated jute fiber bundles reinforced epoxyhybrid composite had better thermal stability and thedegradation temperature was shifted from 438 �Cto 475 �C.
Jawaid et al.63 investigated the thermal properties ofOPEFBs (chopped fiber mat) /jute fiber reinforcedepoxy hybrid composites. The result showed thehybrid composites had improved thermal stabilitythan raw fibers and the degradation temperature wasshifted from 268 �C to 443 �C. Nayak24 investigated thedegradation behavior of short banana/GF reinforcedPP hybrid composites under biotic and abiotic atmos-phere. The result reported that banana fiber PP com-posites obtained maximum degradation behavior thanGF PP hybrid composites.
Tribological properties
Ashok Kumar et al.64 measured the frictional coeffi-cient of sisal/GF reinforced epoxy hybrid compositeswith different sliding speeds such as 0.2, 2 and 4mm/swith constant load of 10N. Alkali-treated and withouttreated fiber composites were tested at environmentalcondition of 22 �C and 45% relative humidity. Fiberlength versus frictional coefficient graph showed thatthe fiber length up to 2 cm had lower frictional coeffi-cient and for increasing the fiber length of the compos-ites the frictional coefficient was to be increased. Alsoaddition of fiber length decreased the frictional coeffi-cient at higher sliding speeds. The optimal improve-ment was found at 2 cm treated fiber reinforcedcomposites compared to untreated ones.
Thomas et al.65 investigated the friction and wearbehavior of woven mat glass, weave carbon/AF rein-forced epoxy hybrid composites with various pressure(p), sliding velocity (v) also referred to as pv condi-tions. GF reinforced composites were higher wearrate than carbon/aramid composites. As a result fric-tion rate was decreased 35% by adding weave GF incarbon/aramid weave fiber reinforced epoxy compos-ites. Wan et al.66 investigated the tribological propertiesof three-dimensional braided carbon/Kevlar fiber rein-forced epoxy hybrid composites under dry and lubri-cated (phosphate buffer solution) conditions withvarious fibers volume fraction and ratio. Test was per-formed at a sliding velocity of 0.42m/s under variousloads of 50N, 150N and 250N, respectively. The braid-ing direction was parallel to sliding direction. Wear andcoefficient of friction in lubricating condition was muchlower than drying condition. The carbon to Kevlarfiber ratio of 3:2 was found to have least friction coef-ficient and higher wear resistance.
Shi-Quant Lai et al.67 investigated friction and wearbehaviors of polyimide/attapulgite hybrid materialsunder dry frictional conditions. Addition of % wt ofattapulgite in polyimide hybrid decreased the frictionand wear rate compared to pure polyimide. Biggerdebris was found by using attapulgite as filler insidethe polyimide matrix. Chauhan et al.68 investigatedtribological performance of E-GF reinforced vinylester composites with various weight combinationssuch as vinyl ester/50wt% GF, vinyl ester/50wt%GF/10wt% fly ash and vinyl ester/50wt% GF/20wt%fly ash composites under dry and water lubricated slid-ing conditions. The test conducted at various loadingconditions were 10N, 30N and 50N at sliding speedof 1.6m/s, 2.8m/s and 4.0m/s, respectively. The specificwear was found by using weight loss method. The resultgraph reported that GF reinforced with fly ash fillerimproved the wear characteristics of vinyl ester compos-ites for both dry and water lubricated conditions.
466 Journal of Reinforced Plastics and Composites 33(5)
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

Sandhyarani and Prity69 investigated the erosionwear behavior of short bamboo/E-GF reinforcedepoxy hybrid composites with various weight com-position such as 100wt% epoxy, 75wt% epoxy/7.5wt% bamboo fiber/7.5wt% GF, 70wt% epoxy/15wt% bamboo fiber/15wt% GF, 65wt% epoxy/22.5wt% bamboo fiber/22.5wt% GF. The result oferosion rate versus impact velocity curve reportedthat 15wt% bamboo/GF reinforced composites hadleast erosion rate compared to other composites.
Water absorption behavior
Sathishkumar70–72 investigated the water absorptionbehaviors of untreated and various chemically snakegrass fiber reinforced polyester composites with variousfiber weight content and fiber length at different envir-onmental condition. The kinetic of water absorptionand transport coefficients were examined. Also theweight gain values of carbon/GF reinforced hybridcomposites were analyzed with various temperaturesof 40, 60 and 90 �C for 5300 h.73 The following equationwas used to calculate the mass of the water absorption(equation (1)).
Moisture content (mc)
¼mass of the sample after exposing it in humidity (m)
mass of the dried sample (md)�100%
ð1Þ
Alexander et al.74 showed that flax fiber absorbedless water compared to untreated GFA-green andRFA-retted fibers. This was due to change in wax con-tent because of the chemical treatment of fiberincreased negative potentials. The green natural fibers(flax as well as hemp) are less hydrophilic due to highamount of waxes on their surfaces. Moe and Kin27
investigated the environmental behavior of bamboofiber reinforced PP composite and bamboo-GF rein-forced polymer matrix hybrid composites. The percent-age of water absorption was evaluated with 25 �C and70 �C, respectively, and records the change in mass ofthe samples for regular time intervals. The moistureabsorption level for bamboo fiber reinforced PP sam-ples was higher than bamboo GF reinforced polymercomposites. Moisture gain decreased with increasingthe GF content in the composite and with the use ofMAPP-PP matrix.
Mishra et al.7 investigated the water absorptionbehavior of biofiber (PALF/SF)/glass reinforced poly-ester hybrid composites with different weight content.The result reported that the water absorption propertyof hybrid composites was lower than unhybridisedcomposites and treated (with alkaline, cyanoethylatedand acetylated) hybrid composites. Reis et al.75 investi-gated the moisture absorption behavior of hemp
natural fiber/PP composites and the result reportedthat treated fiber composites had decreased moistureabsorption behavior than untreated fiber. This wasdue to better interfacial adhesion between the fiberand matrix.
Velmurugan and Manikandan49 investigated thewater absorption behavior of randomly mixed pal-myra/GF hybrid composites with different weight con-tents. Moisture absorption curve was used to find themoisture absorption and diffusion coefficient. Thiscurve was plotted water absorption versus square rootof time period and moisture gain of composites wasstudied according to Fickian mode (Sathishkumar atal.70–72). The curve showed that the percentage of mois-ture absorption of potable water was less than that ofseawater. Addition of GF with palmyra fiber in thematrix decreases the moisture absorption in the com-posites. Kasama et al.41 investigated the water absorp-tion behavior of SF-PP composites. When the PPgrafted with maleic anhydride decreased the waterabsorption of sisal-PP composites and as the waterabsorption decreased by increasing GF content.
Abdul et al.30 investigated the water absorptionbehavior of oil palm of EFB/chopped strand matGF reinforced vinyl ester matrix hybrid compositeswith different layer arrangements. The water absorp-tion curve reported that percentage of water absorptionwas between 1.0% and 3.5%. Kushwaha et al.76 inves-tigated the water absorption behavior of the bamboo/GF reinforced epoxy and polyester matrix hybrid com-posites. The outer layer of GF was shielding by internalbamboo layers. Woven mat GF had less water absorp-tion compared to strand mat. The hybridization ofbamboo/woven mat GF reinforced epoxy resin com-posite results in lower moisture uptake from 26% to16% compared to bamboo fiber polyester composite.Marco et al.77 concluded that the water absorption wasincreased with addition of wood flour in the hybridrecycled GF/wood flour low-density polyethylene(LDPE) thermoplastic composites.
The water absorption in natural fiber reinforcedcomposites depends on temperature, fiber loading,orientation of fibers permeability of fibers, surface pro-tection, diffusivity, void content, etc. Hybridization ofjute fiber with OPEFB fiber in epoxy resin decreasedthe water absorption of EFB composites. Whileincreasing the jute fiber content the water absorptionof hybrid composites decreased. This was due to theless hydrophilic nature of the jute fiber.78
Salleh et al.79 investigated the water absorptionbehavior of long kenaf/woven GFs hybrid compositeswith three different environmental conditions such asdistilled water, acidic rain water and sea water. The per-centage of water absorption was measured for five stageslike 1 day, 1 week, 2 weeks, 3 weeks and 4 weeks at room
Sathishkumar et al. 467
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

temperature and the solution considered as non-Fickiandiffusion process. The percentage of moisture absorp-tion behavior in sea water was very low compared todistilled water and acidic rain water. Singh et al.80 inves-tigated the water absorption behavior of banana fiberreinforced epoxy composites with different weight per-centage. Addition of filler material like silica reduced thewater absorption. Dixit et al.81 investigated the waterabsorption behavior of coir/sisal/jute fiber reinforcedpolyester composites under various fibers weight con-tent. The water absorption was conducted in distilledwater at room temperature for different time intervalssuch as 24 h, 48 h and 72 h. Jute and SF reinforced poly-ester composite had minimum water uptake comparedto other combinations. Boopalan et al.59 investigated thewater absorption behavior of jute and banana fiber rein-forced epoxy hybrid composites with various weightratio of fibers such as 100/0, 75/25, 50/50, 25/75 and0/100, respectively. The test conducted at ambient tem-perature and the result showed that 50/50 weight ratio ofhybrid composites had minimum moisture absorptioncompared to other weight ratio of fiber composites.
Application
The natural fiber reinforced composites have been usedfor various application and for replacing the existinghigher weight materials.1 The composite solid coneswere developed using the oil palm/coir fiber-reinforcedhybrid composites.82 The low-cost hybrid biofiber-based composites for structural cellular plates were fab-ricated for structural applications.83 The glass/jute fiberreinforced pipe bend was fabricated by Cicala et al.84
with a cost reduction of 20% and a weight reduction of23% when hemp mat have been used compared to com-mercial pipe construction.
The important applications are
. Building and construction industry: panels for par-tition and false ceiling, partition boards, wall, floor,window and door frames, roof tiles etc.
. Storage devices: post-boxes, grain storage silos,biogas containers, etc.
. Furniture: chair, table, shower, bath units, etc.
. Electric devices: electrical appliances, pipes, etc.
. Everyday applications: lampshades, suitcases, hel-mets, etc.
. Transportation: automobile and railway coach inter-ior, boat, gears etc.
Conclusion
The mechanical, dynamics, tribological, thermal andwater absorption properties of natural fibers and GF
reinforced hybrid polymer composites have been dis-cussed. The important applications of these compositesare highlighted.
. The randomly, longitudinally and woven mat hybridfiber reinforced polymer composites were preparedby using various manufacturing techniques withvarious fiber volume fraction or weight fractionand fiber length. Also, the composites were preparedwith various chemically treated fibers. Among thosemanufacturing the simple hand lay-up method fol-lowed by compression moulding process was used toprepare the composites.
. Mechanical properties like tensile, flexuraland impact of the hybrid composites were examinedfor various fiber content and fiber length withtreated and untreated fiber. The fibers volume frac-tion or weight fraction and fiber length wereoptimized.
. The dynamic properties of natural fiber-reinforcedhybrid composites have been analyzed with variousvolume fraction or weight fraction, different fiberlength and frequency. The treated fiber-reinforcedhybrid composites have higher thermal stabilitythan untreated fiber composites.
. The treated fiber-reinforced hybrid compositesdecreased water absorption and kinetic of waterabsorption. This was due to better adhesion betweenthe fiber and matrix.
Hence natural fiber reinforced hybrid polymer havebeen used to replace the synthetic fibers reinforcedpolymer composites. The utilization of naturalfibers reinforced hybrid polymer composites is of verylesser dimension. For improving the composites prop-erties, the fibers were treated with various chemicalsand matrix blend with suitable chemical for makingthe composites. This may improve the mechanicalproperties of the natural fiber reinforced hybridcomposites.
Funding
This research received no specific grant from any fundingagency in the public, commercial, or not-for-profit sectors.
References
1. Sathishkumar TP, Navaneethakrishnan P, Shankar S,
et al. Characterization of natural fiber and composites - a
review. J Reinf Plast Comp 2013; 32: 1446–1465.
2. Asim Shahzad. Hemp fiber and its composites. J Compos
Mater 2011; 46: 973–986.3. Sathishkumar TP, Navaneethakrishnan P, Shankar S,
et al. Characterization of new cellulose sansevieria ehren-
bergii fibers for polymer composites. Compos Interfaces
2013; 20(8): 575–593.
468 Journal of Reinforced Plastics and Composites 33(5)
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

4. Sathishkumar TP, Navaneethakrishnan P and Shankar S.Tensile and flexural properties of snake grass naturalfiber reinforced isophthallic polyester composites.
Compos Sci Techno 2012; 72: 1183–1190.5. Jawaid M and Abdul Khalil HPS. Cellulosic/synthetic
fiber reinforced polymer hybrid composites. CarbohydrPolym 2011; 86: 1–18.
6. Muthuvel M, Ranganath G, Janarthanan K, et al.Characterization study of jute and glass fiber reinforcedhybrid composite material. Int J Eng Res Tech 2013; 2:
335–344.7. Mishra S, Mohanty AK and Drzal LT. Studies on mech-
anical performance of biofiber/glass reinforced polyester
hybrid composites. Compos Sci Techno 2003; 63:1377–1387.
8. Noorunnisa Khanam P, Mohan Reddy M and Raghu K.
Tensile, flexural and compressive properties of sisal/silkhybrid composites. J Reinf Plast Comp 2007; 26:1065–1070.
9. Ghani MAA, Salleh Z, Koay Mei Hyie, et al. Mechanical
properties of kenaf/fiberglass polyester hybrid composite.Procedia Eng 2012; 41: 1654–1659.
10. Sabeel Ahmed K, Vijayarangan S and Anish Kumar.
Low velocity impact damage characterization of wovenjute-glass fabric reinforced isothalic polyester hybridcomposites. J Reinf Plast Comp 2007; 26: 959–976.
11. Thiruchitrambalam M, Alavudeen A, Athijayamani A,et al. Improving mechanical properties of banana/kenafpolyester hybrid composites using sodium laulryl sulfatetreatment. Mater Phys Mech 2009; 8: 165–173.
12. Maries Idicula, Malhotra SK and Kuruvilla Joseph.Dynamic mechanical analysis of randomly orientedintimately mixed short banana/sisal hybrid fiber rein-
forced polyester composites. Compos Sci Techno 2005;65: 1077–1087.
13. Velmurugan R and Manikandan V. Mechanical proper-
ties of glass/palmyra fiber waste sandwich composites.Indian J Eng Mater Sci 2005; 12: 563–570.
14. Sabeel Ahmed K and Vijayaragavan S. Elastic property
evaluation of jute-glass fiber hybrid composite usingexperimental and CLT approach. Indian J Eng MaterSci 2006; 13: 435–442.
15. Athijayamani A, Thiruchitrambalam M, Natarajan U,
et al. Effect of moisture absorption on the mechanicalproperties of randomly oriented natural fibers/polyesterhybrid composite. Mater Sci Eng A 2009; 517: 344–353.
16. Raghu K, Noorunnisa Khanam P and Venkata Naidu S.Chemical resistance studies of silk/sisal fiber-reinforcedunsaturated polyester-based hybrid composites. J Reinf
Plast Comp 2010; 29: 343–345.17. Venkateshwaran N, ElayaPerumal A, Alavudeen A, et al.
Mechanical and water absorbtion behaviour of banana/sisal reinforced hybrid composites more. Mater Design
2011; 32: 4017–4021.18. Selmy AI, Elsesi AR, Azab NA, et al. In-plane shear
properties of unidirectional glass fiber (U)/random glass
fiber (R)/epoxy hybrid and non-hybrid composites.Compos Part B 2012; 43: 431–438.
19. Metin Sayer, Numan B, Bektas, Ersin Demir, et al. The
effect of temperatures on hybrid composite laminates
under impact loading. Compos Part B 2012; 43:2152–2160.
20. Jawaid M, Abdul Khalil HPS, Abu Bakar A, et al.
Chemical resistance, void content and tensile propertiesof oil palm/jute fiber reinforced polymer hybrid compos-ites. Mater Design 2011; 32: 1014–1019.
21. Mingjiang Zhan, Richard P, Wool, John Q and Xiao.
Electrical properties of chicken feather fiber reinforcedepoxy composites. Compos Part A 2011; 42: 229–233.
22. Czigany T. Special manufacturing and characteristics of
basalt fiber reinforced hybrid polypropylene composites:mechanical properties and acoustic emission study.Compos Sci Techno 2006; 66: 3210–3220.
23. Paul Wambua, Bart Vangrimde and Stepan Lomov. Theresponse of natural fiber composites to ballistic impact byfragment simulating projectiles. Compos Struct 2007; 77:
232–240.24. Sanjay K and Nayak. Degradation and flammability
behavior of PP/banana and glass fiber-based hybrid com-posites. Int J Plast Technol 2009; 13: 47–67.
25. Emanuel MF, Correlo VM, Mano JF, et al. Novel cork–polymer composites reinforced with short natural coco-nut fibers: Effect of fiber loading and coupling agent
addition. Compos Sci Techno 2013; 78: 56–62.26. Aji IS, Zainudin ES, Khalina A, et al. Studying the effect
of fiber size and fiber loading on the mechanical proper-
ties of hybridized kenaf/PALF-reinforced HDPE com-posite. J Reinf Plast Comp 2011; 30: 546–553.
27. Moe Moe Thwe and Kin Liao. Durability of bamboo-glass fiber reinforced polymer matrix hybrid composites.
Compos Sci Techno 2003; 63: 375–387.28. Khan MA, Johannes Ganster and Hans-Peter Fink.
Hybrid composites of jute and man-made cellulose
fibers with polypropylene by injection moulding.Compos Part A 2009; 40: 846–851.
29. Kazuya Okubo, Toru Fujii and Thostenson ET. Multi-
scale hybrid biocomposite: processing and mechanicalcharacterization of bamboo fiber reinforced PLA withmicrofibrillated cellulose. Compos Part A 2009; 40:
469–475.30. Abdul Khalil HPS, Kang CW, Khairul A, et al. The
effect of different laminations on mechanical and physicalproperties of hybrid composites. J Reinf Plast Comp
2009; 28: 1123–1137.31. Lin Xin Zhong, Shi Yu Fu, Xue Song Zhou, et al. Effect
of surface microfibrillation of sisal fiber on the mechan-
ical properties of sisal/aramid fiber hybrid composites.Compos Part A 2011; 42: 244–252.
32. Venkateshwaran N, Elayaperumal A and Sathiya GK.
Prediction of tensile properties of hybrid-natural fibercomposites. Compos Part B 2012; 43: 793–796.
33. Asim Shahzad. Impact and fatigue properties of hemp–glass fiber hybrid biocomposites. J Reinf Plast Comp
2011; 30: 1389–1398.34. Maries Idicula, Kuruvilla Joseph and Sabu Thomas.
Mechanical performance of short banana/sisal hybrid
fiber reinforced polyester composites. J Reinf PlastComp 2010; 29: 12–29.
35. Johnson RK, Audrey Zink-Sharp, Scott H and
Renneckar. Mechanical properties of wetlaid lyocell and
Sathishkumar et al. 469
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

hybrid fiber-reinforced composites with polypropylene.
Compos Part A 2008; 39: 470–477.
36. Chensong Dong, Ranaweera-Jayawardena HA and
Davies IJ. Flexural properties of hybrid composites rein-
forced by S-2 glass and T700S carbon fibers. Compos
Part B 2012; 43: 573–581.37. Fernandes EM, Mano JF and Reis RL. Hybrid cork–
polymer composites containing sisal fiber: Morphology,
effect of the fiber treatment on the mechanical properties
and tensile failure prediction. Compos Struct 2013; 105:
153–162.38. Wang X, Hu B and Feng Y. Low velocity impact proper-
ties of 3D woven basalt/aramid hybrid composites.
Compos Sci Techno 2008; 68: 444–450.39. Moe Moe Thwe and Kin Liao. Effects of environmental
aging on the mechanical properties of bamboo-glass fiber
reinforced polymer matrix hybrid composites. Compos
Part A 2002; 33: 43–52.40. Carlo Santulli. Impact properties of glass/plant fiber
hybrid laminates. J Mater Sci 2007; 42: 3699–3707.41. Kasama Jarukumjorn and Nitinat Suppakarn. Effect of
glass fiber hybridization on properties of sisal fiber–
polypropylene composites. Compos Part B 2009; 40:
623–627.
42. Naga Prasad Naidu V, Ashok Kumar M, Ramachandra
Reddy G, et al. Tensile & flexural properties of sisal/glass
fiber reinforced hybrid composites. Int J Macromol Sci
2011; 1: 19–22.43. Ramesh M, Palanikumar K and Hemachandra Reddy K.
Comparative evaluation on properties of hybrid glass
fiber- sisal/jute reinforced epoxy composites. Procedia
Eng 2013; 51: 745–750.44. Ramesh M, Palanikumar K and Hemachandra Reddy K.
Mechanical property evaluation of sisal–jute–glass
fiber reinforced polyester composites. Compos Part B
2013; 48: 1–9.45. Maya Jacob, Sabu Thomas and Varughese KT.
Mechanical properties of sisal/oil palm hybrid fiber rein-
forced natural rubber composites. Compos Sci Techno
2004; 64: 955–965.46. Maya Jacob John, Bejoy Francis and Varughese KT.
Effect of chemical modification on properties of hybrid
fiber biocomposites. Compos Part A 2008; 32: 352–363.47. Mithil Kumar N, Venkata Reddy G and Venkata Naidu
S. Mechanical properties of coir/glass fiber phenolic resin
based composites. J Reinf Plast Comp 2009; 28:
2605–2613.48. De Rosa IM, Carlo Santulli, Fabrizio Sarasini, et al.
Post-impact damage characterization of hybrid configur-
ations of jute/glass polyester laminates using acoustic
emission and IR thermography. Compos Sci Techno
2009; 69: 1142–1150.
49. Velmurugan R and Manikandan V. Mechanical proper-
ties of palmyra/glass fiber hybrid composites. Compos
Part A 2007; 38: 2216–2226.50. Noorunnisa Khanam P, Ramachandra Reddy G, Raghu
K, et al. Tensile, flexural, and compressive properties of
coir/silk fiber-reinforced hybrid composites. J Reinf Plast
Comp 2010; 29: 2124–2127.
51. Govardhan Goud and Rao RN. Mechanical and elec-
trical performance of Roystonea regia/glass fiber rein-
forced epoxy hybrid composites. Bull. Mater Sci 2012;
35: 595–599.52. Jawaid M, Abdul khalil HPS, Azman Hassan, et al.
Effect of jute fiber loading on tensile and dynamic mech-
anical properties of oil palm epoxy composites. Compos
Part B 2012; 45: 619–624.53. Jawaid M, Abdul Khalil HPS and Abu Bakar A. Woven
hybrid composites: tensile and flexural properties of oil
palm-woven jute fibers based epoxy composites. Mater
Sci Eng A 2011; 528: 5190–5195.54. Sathishkumar TP, Navaneethakrishnan P, Shankar S,
et al. Mechanical properties of randomly oriented snake
grass fiber with banana and coir fiber-reinforced hybrid
composites. J Compos Mater 2012; 47: 2181–219.55. Kenny Kong, Marek Hejda, Young RJ, et al.
Deformation micromechanics of a model cellulose/glass
fiber hybrid composite. Compos Sci Techno 2009; 69:
2218–2224.
56. Wang Mingchao, Zhang Zuoguang and Sun Zhijie. The
hybrid model and mechanical properties of hybrid com-
posites reinforced with different diameter fibers. J Reinf
Plast Comp 2009; 28: 257–264.57. Haipeng Han A, Farid Taheri A and Neil Pegg B.
A numerical study on the axial crushing response of
hybrid pultruded and �45� braided tubes. Compos
Struct 2007; 80: 253–264.58. Jawaid M, Abdul Khalil HPS and Alattas OS. Woven
hybrid biocomposites: dynamic mechanical and thermal
properties. Compos Part A 2012; 43: 288–293.59. Boopalan M, Niranjanaa M and Umapathy MJ. Study
on the mechanical properties and thermal properties of
jute and banana fiber reinforced epoxy hybrid compos-
ites. Compos Part B 2013; 51: 54–57.60. Naga Prasad Naidu V, Ashok Kumar M and
Ramachandra Reddy G. Thermal conductivity of sisal/
glass fiber reinforced hybrid composites. Int J Fiber Text
2011; 1: 28–30.61. Dhakal HN, Zhang ZY and Bennett N. Influence of fiber
treatment and glass fiber hybridisation on thermal deg-
radation and surface energy characteristics of hemp/
unsaturated polyester composites. Compos Part B 2012;
43: 2757–2761.62. Sudhir, Kumar Saw and Chandan Datta.
Thermomechanical properties of jute/bagasse hybrid
fiber reinforced epoxy thermoset composites.
Bioresources 2009; 4: 1455–1476.63. Jawaid M and Abdul Khalil HPS. Effect of layering pat-
tern on the dynamic mechanical properties and thermal
degradation of oil palm-jute fibers reinforced epoxy
hybrid composite. Bioresources 2011; 6: 2309–2322.
64. Ashok Kumar M, Ramachandra Reddy G, Siva Bharathi
Y, et al. Frictional coefficient, shardness, impact strength,
and chemical resistance of reinforced sisal-glass fiber
epoxy hybrid composites. J Compos Mater 2010; 44:
3195–3202.
65. Thomas O, Larsen, Tom L, Andersen and Bent
Thorning. Comparison of friction and wear for an
470 Journal of Reinforced Plastics and Composites 33(5)
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from

epoxy resin reinforced by a glass or a carbon/aramidhybrid weave. Wear 2007; 262: 1013–1020.
66. Wan YZ, Huang Y, He F, et al. Tribological properties of
three-dimensional braided carbon/Kevlar/epoxy hybridcomposites under dry and lubricated conditions. MaterSci Eng A 2007; 452–453: 202–209.
67. Shi-Quan Lai, Li Yue, Tong-Sheng Li, et al. An
Investigation of riction and Wear Behaviors ofPolyimide/Attapulgite Hybrid Materials. MacromolMater Eng 2005; 290: 195–201.
68. Chauhan SR, Bharti Gaur and Kali Dass. Synergisticeffects of micro size flyash particulate and glass fiber onfriction and wear of vinylester hybrid composites under
dry and water lubricated sliding condition. Int J MaterEng 2012; 2: 23–31.
69. Sandhyarani Biswas and Prity Aniva Xess. Erosion wear
behaviour of bamboo/glass fiber reinforced epoxy basedhybrid composites. International Conference onMechanical & Industrial Engineering, Darjeeling, WestBengal, India, 27 May 2012.
70. Sathishkumar TP, Navaneethakrishnan P, Shankar S,et al. Mechanical properties and water absorption ofsnake grass longitudinal fiber reinforced isophthallic
polyester composites. J Reinf Plast Comp 2013; 32: 57–69.71. Sathishkumar TP, Navaneethakrishnan P, Shankar S,
et al. Influence of chemically treated longitudinal oriented
snake grass fiber reinforced isophthallic polyester com-posites. J Reinf Plast Comp 2013; 32(22): 1698–1714.
72. Sathishkumar TP, Navaneethakrishnan P, Shankar S,et al. Influence of chemically treated randomly oriented
snake grass fiber reinforced isophthallic polyester com-posites. J Compos Mater2013; DOI: 10.1177/0021998313503589.
73. Tsai YI, Bosze EJ, Barjasteh E, et al. Influence of hygro-thermal environment on thermal and mechanical proper-ties of carbon fiber/fiberglass hybrid composites. Compos
Sci Techno 2009; 69: 432–437.74. Alexander Bismarck, Ibon Aranberri-Askargorta and
Jurgen Springer. Surface Characterization of Flax,
Hemp and Cellulose Fibers; Surface Properties and theWater Uptake Behavior. Polym Compos 2002; 23:872–894.
75. Reis PNB, Ferreira JAM and Antunes FV. Flexuralbehaviour of hybrid laminated composites. ComposPart A 2007; 38: 1612–1620.
76. Kushwaha PK and Rakesh Kumar. The studies on per-
formance of epoxy and polyester-based composites rein-forced with bamboo and glass fibers. J Reinf Plast Comp2010; 29: 1952–1962.
77. Marco Valente, Fabrizio Sarasini, Francesco Marra,et al. Hybrid recycled glass fiber/wood flour thermoplas-tic composites: Manufacturing and mechanical character-
ization. Compos Part A 2011; 42: 649–657.78. Jawaid M, Abdul khalil HPS, Hassan A, et al. Bi-layer
hybrid bicomposites: chemical resistant and physical
properties. Bioresources 2012; 7: 2344–2355.79. Salleh Z, Taib YM, Koay Mei Hyie, et al. Fracture
Toughness Investigation on Long Kenaf/Woven GlassHybrid Composite Due To Water Absorption Effect.
Procedia Eng 2012; 41: 1667–1673.80. Singh VK, Gope PC, Chauhan Sakshi, et al. Mechanical
behavior of banana fiber based hybrid bio composites.
J Mater Environ Sci 2012; 3: 185–194.81. Dixit S and Verma P. The effect of hybridization on
mechanical behaviour of coir/sisal/jute fibers reinforced
polyester composite material. Res J Chem Sci 2012; 2:91–93.
82. Mahdi E, Hamouda ASM and Sen AC. Quasi-staticcrushing behavior of hybrid and non-hybrid natural
fiber composite solid cones. Compos struct 2004; 66:647–663.
83. Rigoberto Burguen, Mario J, Quagliata, Amar K and
Mohanty. Hybrid biofiber-based composites for struc-tural cellular plates. Compos Part A 2005; 36: 581–593.
84. Cicala G, Cristaldi G, Recca G, et al. Properties and
performances of various hybrid glass/natural fiber com-posites for curved pipes. Mater Design 2009; 30:2538–2542.
Sathishkumar et al. 471
at MCGILL UNIVERSITY LIBRARY on November 19, 2014jrp.sagepub.comDownloaded from
Copyright © 2022 FDOKUMEN




















