A New Approach for Enhancing Dyeing Properties of Jute-Based Textiles

Mechanical Properties of Phenolic CompositesReinforced With Jute/Cotton Hybrid Fabrics
Eliton S. de Medeiros, Jose A. M. AgnelliDepartamento de Engenharia de Materiais, Universidade Federal de Sao Carlos, Via Washington Luıs,Km 235 – CEP. 13.565-905, Sao Carlos-SP, Brazil
Kuruvilla JosephSaint Berchmans’ College, Changanacherry, Kerala, Pin-686101, India
Laura H. de CarvalhoDepartamento de Engenharia de Materiais, Universidade Federal de Campina Grande, C.P. 10034,CEP 58.109-970, Campina Grande-PB, Brazil
Luiz H.C. MattosoEmbrapa Instrumentacao Agropecuaria, C.P. 741, 13.560-970, Sao Carlos-SP, Brazil
Mechanical properties (tensile, flexural, impact, and dy-namic mechanical thermal analysis) of novolac type phe-nolic composites reinforced with jute/cotton hybrid wo-ven fabrics were investigated as a function of fiberorientation and roving/fabric characteristics. Scanningelectron microscopy (SEM) was carried out to investi-gate the fiber-matrix adhesion. Results showed that thecomposite properties are strongly influenced by test di-rection and rovings/fabric characteristics. The anisot-ropy degree was shown to increase with test angle andto strongly depend on the type/architecture of fabricused, i.e., jute rovings diameter, relative fiber content,etc. It was possible to obtain composites with highermechanical properties and lower anisotropy degree byproducing cross-ply laminates. Best overall mechanicalproperties were obtained for the composites testedalong the jute rovings direction. Composites tested at45° and 90° with respect to the jute roving directionexhibited a controlled brittle failure combined with asuccessive fiber pullout, while those tested in the longi-tudinal direction (0°) exhibited a catastrophic failuremode. Our results indicate that jute promotes a higherreinforcing effect and cotton avoids catastrophic failure.Therefore, this combination of natural fibers is suitableto product composites for lightweight structural appli-cations. POLYM. COMPOS., 26:1–11, 2005. © 2004 Society ofPlastics Engineers
INTRODUCTION
In recent years there has been a growing pursuit for fibersfrom environmentally friendly, low cost, biodegradable, andrenewable resources, whose feasibility in suiting their prop-erties to a particular application can result in an easilytailored composite material. Natural fiber woven fabricspartially fulfill those requirements and are finding everincreasing applications as reinforcement to polymer com-posites, especially in the furniture and automotive indus-tries, due to additional advantages such as their highstrength-to-weight ratios, drapability on multiply curvedsurfaces, and improved impact and tensile strengths to fin-ished products, as well as cost reduction because of thepartial replacement of the resin [1–4].
As in synthetic fiber reinforced composites, mechani-cal properties of natural fiber-reinforced composites de-pend on several factors such as individual properties ofthe pure constituents, nature and effectiveness of thebond between fiber and matrix, reinforcement nature,architecture and volume fraction, etc. [5–7]. Despite thefact that natural fibers possess relatively good mechanicalproperties, their inherent variability, poor wetability, andadhesion with many polymer matrices lead to compositeswhose properties are low if compared to synthetic fibercomposites. However these drawbacks can be solvedeither by a proper combination of reinforcements, i.e.,hybridization and/or by physical and chemical treatmentsof the fibers as reported in the literature [8 –11].
Correspondence to: L.H.C. Mattoso; e-mail: [email protected] grant sponsors: CAPES, CNPq.DOI 10.1002/pc.20063Published online in Wiley InterScience (www.interscience.wiley.com).© 2004 Society of Plastics Engineers
POLYMER COMPOSITES—2005
The viability of using woven fabrics as reinforcement topolymer composites was studied by Hewitt et al. [12], Yeand Daghyani [13], Gommers et al. [14, 15], Pan [16], andTan et al. [17]. The authors reported that by means ofcomputer simulation and mechanical tests it is possible todetermine the influence of fiber architecture on anisotropydegree and, consequently, to produce composites with con-trolled and optimized properties. In the literature [4, 18, 19],there are very few works on composites reinforced byhybrid fabrics made solely of natural fibers, despite the factthat this kind of reinforcement is environmentally friendlyand suitable for use in structural applications where me-chanical solicitations are not very severe.
This paper discusses the mechanical properties (ten-sile, flexural, impact, and dynamic mechanical thermalanalysis) of phenolic composites reinforced with jute/cotton hybrid fabrics as a function of roving/fabric char-acteristics as well as of fiber orientation for lightweightstructural applications.
EXPERIMENTAL
The resin used in this study was a commercial novolactype phenolic resin (CR–4871) supplied by Crios ResinasSinteticas Ltd., Rio Claro-SP, Brazil, containing about 7wt% of hexamethylenetetramine (HMTA). Jute rovingswere supplied by Companhia Textil Castanhal, Castanhal-PA, Brazil. Cotton fibers were acquired from a local indus-try in Campina Grande-PB, Brazil.
Four plainly weaved (0/90) jute/cotton hybrid fabricswith different jute roving textures were prepared with juterovings in weft direction and cotton rovings in warp direc-tion. Table 1 shows the fabric characteristics.
In order to minimize fiber-fiber contact, hybrid fabricswere pre-impregnated in a solution containing 53:47 wt%phenolic resin in ethanol. Pre-impregnated fabrics were thenplaced in an oven at 80°C for 1 hr to reduce void formationdue to ethanol evaporation during molding.
Composites having one and three layers of hybridjute/cotton fabrics were produced by compression mold-ing at 150°C and 2.2 MPa (5 ton) for 5 min and post-cured in an oven at 80°C for 8 hr. The total fiber contentof the composites produced were: a) one layer compos-ites reinforced by type I, II, III, and IV fabrics (seeTable 2) and had 17.3 � 0.6, 21.8 � 1.5, 25.0 � 1.4, and40.5 � 1.6 wt% total fiber contents, respectively; b) asingle three-layer (0°/90°/0°) composite with total fibercontent of 40.5 � 1.6 wt% produced with type III hybridfabric.
The mechanical properties of the composites were mea-sured using an Instron universal testing machine (Model5569) with a load cell of 50kN. Tensile properties (elasticmodulus, tensile strength, and elongation at break) weredetermined according to ASTM D3039 using samples witha 70-mm gage length and a crosshead speed of 5 mm/min.Flexural properties (flexural modulus, flexural strength, anddeflexion) were determined according to ASTM D790,
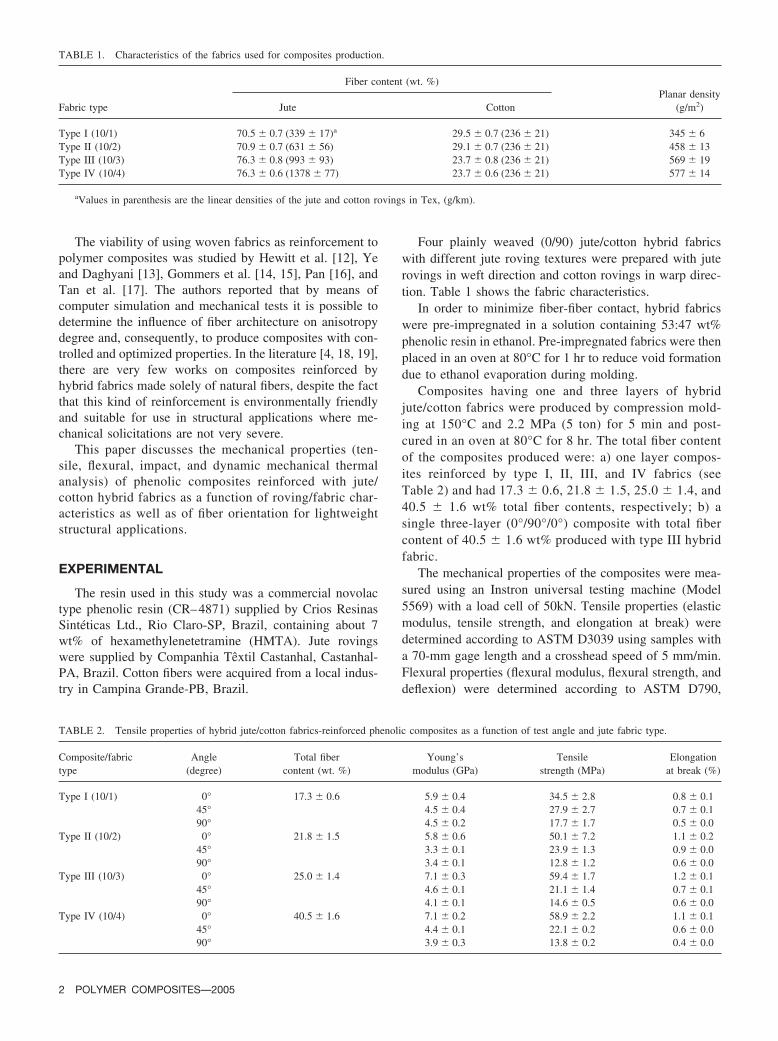
TABLE 1. Characteristics of the fabrics used for composites production.
Fabric type
Fiber content (wt. %)Planar density
(g/m2)Jute Cotton
Type I (10/1) 70.5 � 0.7 (339 � 17)a 29.5 � 0.7 (236 � 21) 345 � 6Type II (10/2) 70.9 � 0.7 (631 � 56) 29.1 � 0.7 (236 � 21) 458 � 13Type III (10/3) 76.3 � 0.8 (993 � 93) 23.7 � 0.8 (236 � 21) 569 � 19Type IV (10/4) 76.3 � 0.6 (1378 � 77) 23.7 � 0.6 (236 � 21) 577 � 14
aValues in parenthesis are the linear densities of the jute and cotton rovings in Tex, (g/km).
TABLE 2. Tensile properties of hybrid jute/cotton fabrics-reinforced phenolic composites as a function of test angle and jute fabric type.
Composite/fabrictype
Angle(degree)
Total fibercontent (wt. %)
Young’smodulus (GPa)
Tensilestrength (MPa)
Elongationat break (%)
Type I (10/1) 0° 17.3 � 0.6 5.9 � 0.4 34.5 � 2.8 0.8 � 0.145° 4.5 � 0.4 27.9 � 2.7 0.7 � 0.190° 4.5 � 0.2 17.7 � 1.7 0.5 � 0.0
Type II (10/2) 0° 21.8 � 1.5 5.8 � 0.6 50.1 � 7.2 1.1 � 0.245° 3.3 � 0.1 23.9 � 1.3 0.9 � 0.090° 3.4 � 0.1 12.8 � 1.2 0.6 � 0.0
Type III (10/3) 0° 25.0 � 1.4 7.1 � 0.3 59.4 � 1.7 1.2 � 0.145° 4.6 � 0.1 21.1 � 1.4 0.7 � 0.190° 4.1 � 0.1 14.6 � 0.5 0.6 � 0.0
Type IV (10/4) 0° 40.5 � 1.6 7.1 � 0.2 58.9 � 2.2 1.1 � 0.145° 4.4 � 0.1 22.1 � 0.2 0.6 � 0.090° 3.9 � 0.3 13.8 � 0.2 0.4 � 0.0
2 POLYMER COMPOSITES—2005

FIG. 1. Stress-strain curves of the composites reinforced with fabric when tested at 0° (i), 45° (ii), and 90° (iii)directions. a: type I; b: type II; c: type III; d: type IV.
FIG. 2. Side view of the test samples showing the wave-like behavior of cotton rovings in warp direction forcomposites produced with fabric. a: type I; b: type II; c: type III; d: type IV.
POLYMER COMPOSITES—2005 3

three-point bending, with a span-to-depth ratio of 25:1 at acrosshead speed of 5 mm/min.
Impact testing was performed using a CEAST Resil 25pendulum type impact machine with an incident energy of2.75 J. The Izod impact strength was determined accordingto ASTM D256 using unnotched samples.
Dynamic mechanical thermal analysis was carried out ina Polymer Laboratories DMTA MK-II instrument accordingto ASTM D5023 using a three-point bending method. Thedynamic storage modulus (E�) and damping factor (tan �)were measured as a function of temperature from25–275°C, at a constant heating rate of 3°C/min and am-plitude of displacement of 64 �m, at a frequency of 1Hz.
All samples used for tensile, flexural, impact, andDMTA (dynamic mechanical thermal analysis) tests werecut from compression-molded sheets at three differentorientation angles: 0, 45, and 90°; the 0° angle corre-sponds to jute (weft) direction and 90° corresponds tocotton (warp) direction. The reported values are the av-erages of at least nine measurements.
FIG. 3. Effect of test angle and roving/fabrics texture on anisotropydegree of Young’s modulus (a), tensile strength (b), and elongation atbreak (c).
FIG. 4. Effect of test angle and roving/fabrics texture on anisotropydegree of normalized Young’s modulus: comparison between one-ply(—■— 10/1-1, --F-- 10/2-1, ��Œ�� 10/3-1, �-�-�-�-� 10/4-1) and three-plies(--}-- 10/3-3) composites.
4 POLYMER COMPOSITES—2005

FIG. 5. Flexural stress-strain curves of the composites when tested at 0° (i), 45° (ii), and 90° (iii) directions.a: type I; b: type II; c: type III; d: type IV.
TABLE 3. Flexural properties of hybrid jute/cotton fabrics-reinforced phenolic composites as a function of test angle and jute fabric type.
Composite/fabrictype
Angle(degree)
Total fibercontent (wt.%)
Flexuralmodulus (GPa)
Flexuralstrength(MPa)
Deflexion(mm)
Maximumstrain (%)
Type I (10/1) 0° 17.3 � 0.6 7.5 � 0.3 86.6 � 7.8 5.7 � 0.6 2.3 � 0.445° 7.6 � 0.2 77.2 � 6.5 5.3 � 0.4 2.1 � 0.290° 7.3 � 0.3 69.1 � 3.2 3.9 � 0.5 1.6 � 0.2
Type II (10/2) 0° 21.8 � 1.5 7.9 � 0.3 119.6 � 7.9 6.1 � 0.2 2.5 � 0.145° 7.3 � 0.3 77.7 � 2.9 6.7 � 0.8 2.8 � 0.290° 7.6 � 0.1 72.2 � 4.5 4.6 � 0.4 1.8 � 0.2
Type III (10/3) 0° 25.0 � 1.4 9.9 � 0.8 136.7 � 4.0 5.5 � 0.3 2.2 � 0.145° 8.4 � 0.7 84.6 � 4.7 7.7 � 0.2 3.1 � 0.190° 7.2 � 0.7 58.3 � 5.4 5.4 � 0.4 2.4 � 0.2
Type IV (10/4) 0° 40.5 � 1.6 11.3 � 0.8 165.6 � 9.3 4.9 � 0.2 2.1 � 0.145° 7.0 � 0.4 89.5 � 7.6 7.9 � 1.1 3.4 � 0.390° 6.8 � 0.4 48.8 � 5.2 4.9 � 0.2 2.3 � 0.1
POLYMER COMPOSITES—2005 5

The surfaces of tensile fractured composites were ana-lyzed with a Zeiss DSM 50 scanning electron microscope(SEM). The samples were coated with gold using a BalzersSCD 50 sputter coater following established procedures,and micrographs were taken.
RESULTS AND DISCUSSION
The characteristics of fabrics used to produce the com-posites are shown in Table 1. The hybrid jute/cotton fabrics,especially produced for this work, were weaved with asingle cotton roving classified as 8/2 in the warp and dif-ferent jute roving in the weft. The jute roving used, classi-fied as 10/1 to 10/4, result from twisting one to four cables
to form the string. This means that there is an increase in thejute roving diameter as the number of cables in the stringincreases. Therefore, four fabrics with different linear andplanar densities were obtained, and these characteristicsstrongly affect the mechanical properties of the compositesproduced.
Stress-strain curves as a function of test angle are shownin Fig. 1 and the effect of different fabric/roving textures onthe tensile properties of the phenolic composites reinforcedwith jute/cotton hybrid fabrics is shown in Table 2. Resultsshow that tensile properties are strongly dependent on testdirection. Young’s modulus, tensile stress, and elongation atbreak decrease with increasing test angle from 0 to 90°. Thisbehavior was expected because mechanical properties are
FIG. 6. Effect of test angle and roving/fabrics texture on anisotropy degree of flexural modulus (a), flexuralstrength (b), deflexion (c), and maximum strain (d).
6 POLYMER COMPOSITES—2005
dependent on the architecture of the fabrics as well as thetype, content, and properties of the reinforcement. Compar-ing the four types of hybrid fabrics used in this work, onecan see that while the diameter of jute fibers was signifi-cantly changed, that of cotton fibers remained unchanged(see Table 1). Additionally, a) jute is stronger and stifferthan cotton; b) there is a less effective load transfer alongthe cotton direction as a result of poor fiber/matrix adhesion;c) low fiber content in warp direction leads to a morepronounced contribution of the polymer matrix for the me-chanical properties; and d) the wave-like behavior of thecotton rovings (see Fig. 2) in warp direction decreases fiberalignment contributing to increase the anisotropy degree, atthat direction, when compared to jute rovings in weft direc-tion.
Since mechanical properties cannot be compared directlybecause fiber content is not equal for all molded composites,a normalization was made dividing the values of a specificproperty (e.g., tensile strength, Young’s modulus, elonga-tion at break, etc.) at a given angle � (where � � 0, 45, and90°) by its value at 0° (weft direction) so that the anisotropydegree could be evaluated as a function of the test angle androving/fabric textures (Fig. 3). All the results showed asimilar trend in anisotropy degree, which increases withincreasing jute rovings diameter and test angle for the samereasons discussed previously. Tensile strength was the mostsensitive property to jute roving texture due to its strongdependence with fiber alignment.
One way to reduce anisotropy in composites is the pro-duction of multi-ply composites. Therefore a cross-ply lam-inate with [0°/90°/0°] stacking sequence was produced withfabric type III in order to obtain a composite with reducedanisotropy degree. Its properties were normalized and com-pared to the one layer composites as shown in Fig. 4 forYoung’s modulus. It can be seen from this figure that,although composite reinforced with fabric type III exhibiteda high anisotropy degree, it was possible to produce acomposite with more homogeneous properties by makingangle-ply composites.
Flexural stress-strain curves of the composites as a func-tion of test angle are shown in Fig. 5 and the effect ofdifferent fabric/roving textures on the flexural properties isshown in Table 3. Generally flexural modulus and strengthfollow the same trend observed in tensile tests. However,
deformation/deflection increased with increasing test direc-tion (from 0 to 90°). This was attributed to the wave-likebehavior of cotton yarns, which contributes to increasedeformation (or deflection) values when the composite un-dergoes flexural loads. It was also observed that beforematrix cracking, catastrophic failure occurs in jute (weft)direction, probably due to a higher interfacial shear stress atthe fiber-matrix interface as a result of the multicellularnature of jute fiber, which increases mechanical adhesionand causes fibers to fail catastrophically and at low pullout[19, 20]. This behavior was confirmed by SEM of thefractured samples. Composites tested at 45 and 90° direc-tions, showed a controlled brittle failure combined with asuccessive fiber pullout, i.e., fibers are acting as effectivecrack deflectors avoiding catastrophic failure.
In order to compare the flexural properties of the com-posites a normalization of the properties was also done asshown in Fig. 6. It was seen that with increasing jute rovingsdiameter and test angle the anisotropy degree increased forall the flexural properties, following the same trend of thetensile properties.
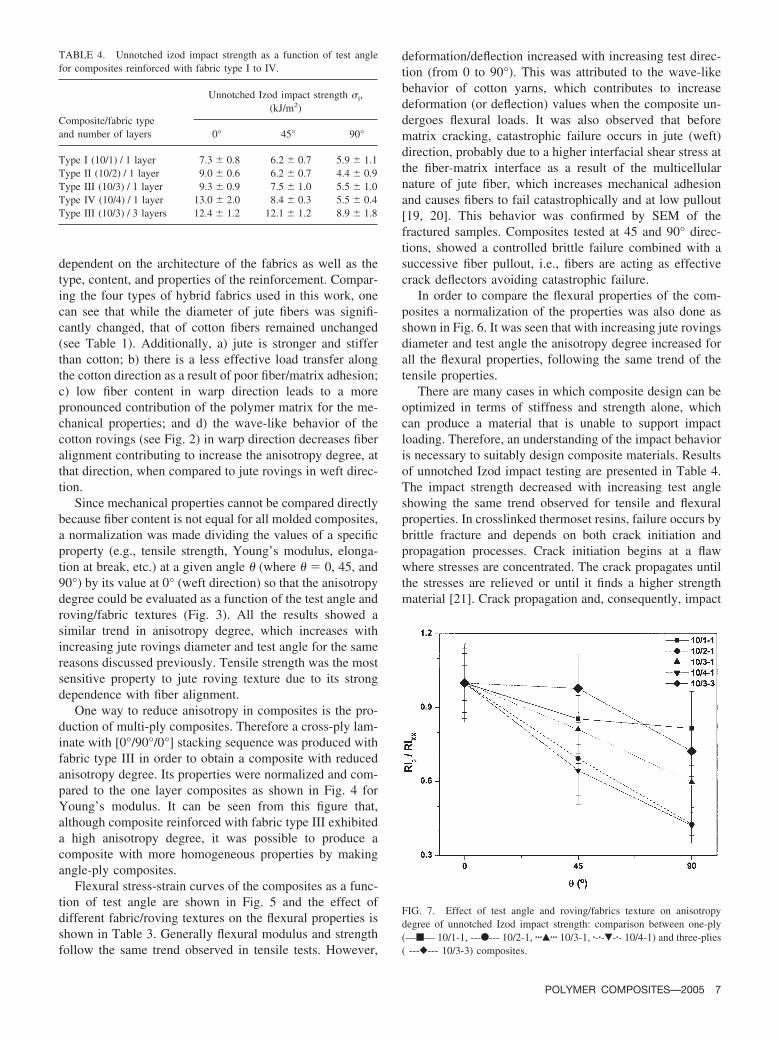
There are many cases in which composite design can beoptimized in terms of stiffness and strength alone, whichcan produce a material that is unable to support impactloading. Therefore, an understanding of the impact behavioris necessary to suitably design composite materials. Resultsof unnotched Izod impact testing are presented in Table 4.The impact strength decreased with increasing test angleshowing the same trend observed for tensile and flexuralproperties. In crosslinked thermoset resins, failure occurs bybrittle fracture and depends on both crack initiation andpropagation processes. Crack initiation begins at a flawwhere stresses are concentrated. The crack propagates untilthe stresses are relieved or until it finds a higher strengthmaterial [21]. Crack propagation and, consequently, impact
FIG. 7. Effect of test angle and roving/fabrics texture on anisotropydegree of unnotched Izod impact strength: comparison between one-ply(—■— 10/1-1, ---F--- 10/2-1, ���Œ��� 10/3-1, �-�-�-�- 10/4-1) and three-plies( ---}--- 10/3-3) composites.
TABLE 4. Unnotched izod impact strength as a function of test anglefor composites reinforced with fabric type I to IV.
Composite/fabric typeand number of layers
Unnotched Izod impact strength �i,(kJ/m2)
0° 45° 90°
Type I (10/1) / 1 layer 7.3 � 0.8 6.2 � 0.7 5.9 � 1.1Type II (10/2) / 1 layer 9.0 � 0.6 6.2 � 0.7 4.4 � 0.9Type III (10/3) / 1 layer 9.3 � 0.9 7.5 � 1.0 5.5 � 1.0Type IV (10/4) / 1 layer 13.0 � 2.0 8.4 � 0.3 5.5 � 0.4Type III (10/3) / 3 layers 12.4 � 1.2 12.1 � 1.2 8.9 � 1.8
POLYMER COMPOSITES—2005 7

strength is very sensitive to fiber-matrix adhesion, fibercontent, and orientation. Although cotton fibers exhibitedlong fiber pullout, which contributes to the process of en-ergy dissipation during impact loading [22], their adhesionis poor and its content is relatively low. The overall effect ofthese factors is a reduction of the impact strength in cottondirection. It was not possible to obtain suitable test samplefor the pure phenolic resin due to void formation during thecuring process as a consequence of volatiles releasing. Ac-cording to the information given by the resin supplier, thisphenolic resin is too fragile so that its application withoutreinforcement is practically impossible.
Results of normalized Izod impact strength are shown inFig. 7. These results followed the same trend of increasinganisotropy degree with increasing test angle. It was alsopossible to obtain a composite with more homogeneous
impact behavior by producing a three-plies (0°/90°/0°) lam-inate.
Results of DMTA measurements are shown, respec-tively, in Fig. 8 for storage modulus (E�) and in Fig. 9 fordamping factor (tan �) as a function of temperature. Theseresults showed a step-like drop in storage modulus and apeak in damping factor that are characteristic of the poly-mer’s glass transition. The modulus decreased with increas-ing test angle as it was already discussed for the mechanicalbehavior. The magnitude of tan � peak decreased withincreasing test angle and the most significant changes inpeak intensity occurred in the composites tested along thejute roving direction. Within these parameters there were nosignificant changes in the composites tested at 45 and 90°with respect to the jute roving. This is a direct consequenceof the fiber arrangement in the fabrics. The magnitude of the
FIG. 8. Storage modulus (E�) as a function of temperature for the composites reinforced with fabrics andevaluated at 0° (i), 45° (ii), and 90° (iii). a: type I; b: type II; c: type III; d: type IV.
8 POLYMER COMPOSITES—2005

damping factor (tan�) is indicative of the nature of thepolymer system. In reinforced systems, a reduction indamping factor intensity denotes a reduction in free volumeand consequently in polymer chains mobility, as a conse-quence of fiber volume fraction and orientation. Becausejute fibers are more rigid than those of cotton and both arearranged perpendicularly to each other, depending on thetest direction, the composite may exhibit a different damp-ing characteristic. In our system, higher values for thedamping factor (tan�) were obtained for the compositestested at cotton rovings direction (90°), intermediate valuesat 45°, and minimum values for those tested along the juteroving direction (0°).
The fracture surface of the composites tested along thecotton direction (Fig. 10a) shows a large number of fibersprotruding from the surface as well as several holes in thematrix, which is evidence that cotton fibers have been pulledout during composite fracture. For those tested along the
jute fiber direction (Fig. 10b), the SEM micrograph shows aless extensive fiber pullout and fewer holes in the matrix.This behavior is attributed to a better adhesion between juteand the phenolic resin, which was attributed to the multi-cellular nature of jute fibers, thus leading to better mechan-ical adhesion. Figure 10c and 10d displays these samesurfaces at higher magnifications, and show that, indeed, thecotton fiber-matrix interface is a completely broken matrix(Fig. 10c) while the jute fiber-matrix (Fig. 10d) displaysbetter adhesion.
CONCLUSIONS
Mechanical properties of phenolic composites reinforcedwith jute/cotton hybrid fabrics are strongly dependent onfiber orientation, content, adhesion, and fabric characteris-tics. The anisotropy degree was shown to increase with
FIG. 9. Damping factor (tan�) as a function of temperature for the composites reinforced with fabrics andevaluated at 0° (i), 45° (ii), and 90° (iii). a: type I; b: type II; c: type III; d: type IV.
POLYMER COMPOSITES—2005 9

increasing test angle and to depend strongly on the roving/fabric characteristics. Our results show that best overallmechanical properties were found for the composites testedalong the jute roving direction and that these propertiesdecreased with increasing test angle. The composites testedat 45 and 90° with respect to the jute fibers (i.e., 90° meansthat the composite was tested along the cotton fiber direc-tion) exhibited a controlled brittle failure, while those testedat longitudinal direction (0°) exhibited a catastrophic failuremode. Jute was found to promote a higher reinforcing effectand cotton to avoid catastrophic failure. It was possible toproduce composites with higher mechanical properties andlower anisotropy degree by making angle-ply laminates. Itwas shown that by the combination of jute and cottonproperties one could generate composites suitable for light-weight structural applications.
ACKNOWLEDGMENTS
The authors acknowledge Mr. Marcelo C. Branco fromCrios Resinas, Ltd. for supplying the resin used in this studyand providing valuable advice on manufacturing applica-tions, and Nelson M. Larocca, MSc, for his kind help.
REFERENCES
1. J. Simitzis, K. Karagiannis, and L. Zoumpoulakis, Eur. Polym.J., 32, 857 (1996).
2. A.K. Mohanty and M. Misra, Polym. Plast. Tech. Eng., 34,729 (1995).
3. N.L. Hancox, J. Mat. Sci., 19, 1969 (1984).
FIG. 10. Scanning electron micrographs of fracture surfaces of the composite cotton fiber direction showinglong fiber pullout and holes in the matrix from which fibers have been pulled during composite failure (a), jutefiber direction showing shorter fiber pullout and a smaller number of holes in the matrix (b), higher magnificationof the broken interface indicating poor cotton fiber-matrix adhesion (c), and interface showing higher jute-matrixadhesion (d).
10 POLYMER COMPOSITES—2005

4. E.S. de Medeiros, MSc Thesis, DEMa- UFSCar, Sao Carlos,Brazil (2002).
5. A.W. Birley, B. Haworth, and J. Batchelor, Physics of Plas-tics, Hanser Publishers, New York (1992).
6. P.K. Mallick and S. Newman, Composites Materials Technol-ogy, Hanser Publishers, Munich (1990).
7. K.K. Chawla, Composite Materials, 2nd edition, Springer-Verlag, New York (1998).
8. K. Joseph and S. Thomas, Polymer, 37, 5139 (1996).
9. G. Kalaprasad, K. Joseph, and S. Thomas, J. Comp. Mat., 31,509 (1997).
10. A.R. Martin, S. Manolache, F. Denes, and L.H.C. Mattoso,J. App. Polym. Sci., 167, 739 (2000).
11. F. Levy Neto, J.C. Balthazar, and C.T. Pereira, Third Inter-national Symposium on Natural Polymers and Composites-ISNAPOL, Sao Pedro, Brazil, 376 (2000).
12. J.A. Hewitt, D. Brown, and R.B. Clarke, Composites, 27A,295 (1996).
13. L. Ye, and H.R. Daghyani, Composites, 28A, 869 (1987).
14. G. Gommers, I. Verpoest, and P. Van Houte, J. Comp. Mat.,32, 102 (1988).
15. G. Gommers, I. Verpoest, and P. Van Houte, J. Comp. Mat.,32, 310 (1988).
16. N. Pan, Comp. Sci. Tech., 56, 311 (1996).17. P. Tan, L. Tong, and G.P. Steven, Composites, 28A, 903
(1997).18. K. Joseph and L.H. Carvalho, Third International Symposium
on Natural Polymers and Composites-ISNAPOL, Sao Pedro,Brazil, 431 (2000).
19. T.M. Gowda, A.C.B. Naidu, and R. Chhaya, Composites,30A, 277 (1999).
20. S.M. Toffoli, Proceedings of the Thirteenth Brazilian Sympo-sium on Material Science and Engineering, 13th CBCEMat,Curitiba, Brazil, 1947 (1998).
21. M.J. Folkes, Short Fiber Reinforced Thermoplastics, RSP,Chichester (1982).
22. J.L. O’Dell, Proceedings of the 4th International Conferenceon Wood Fiber-Plastic Composites, R.M. Rowell and A.R.Sanadi, eds., Forest Products Society, Madison, WI, 280(1997).
POLYMER COMPOSITES—2005 11
Copyright © 2022 FDOKUMEN




















