
Recent developments in chemical modification and characterization of natural fiber-reinforced...
21
Recent Developments in Chemical Modification and Characterization of Natural Fiber-Reinforced Composites Maya Jacob John, 1 Rajesh D. Anandjiwala 1,2 1 CSIR Materials Science and Manufacturing, Fibers and Textiles Competence Area, Port Elizabeth 6000, South Africa 2 Department of Textile Science, Faculty of Science, Nelson Mandela Metropolitan University, Port Elizabeth 6000, South Africa A critical review of the literature on the various aspects of natural fibers and biocomposites with a particular reference to chemical modifications is presented in this paper. A notable disadvantage of natural fibers is their polarity which makes it incompatible with hydro- phobic matrix. This incompatibility results in poor inter- facial bonding between the fibers and the matrix. This in turn leads to impaired mechanical properties of the composites. This defect can be remedied by chemical modification of fibers so as to make it less hydrophilic. This paper reviews the latest trends in chemical modi- fications and characterizations of natural fibers. The structure and properties of natural fibers have been discussed. Common chemical modifications and their mechanisms have also been elaborated. The impor- tance of chemical modifications and the resultant enhancement in the properties of the composites have also been reviewed. Recent investigations dealing with chemical modifications of natural fiber-reinforced com- posites have also been cited. POLYM. COMPOS., 29:187– 207, 2008. ª 2007 Society of Plastics Engineers INTRODUCTION Natural fiber-reinforced composites have attracted the attention of the research community mainly because they are turning out to be an alternative solution to the ever depleting petroleum sources. The production of 100% natu- ral fiber based materials as substitute for petroleum-based products is not an economical solution. A more viable solu- tion would be to combine petroleum and bio-based resour- ces to develop a cost-effective product with diverse appli- cations. The application of natural fiber-reinforced compo- sites has been extended to almost all fields. Natural fibers are hydrophilic in nature as they are derived from lignocellulose, which contain strongly polar- ized hydroxyl groups. These fibers, therefore, are inher- ently incompatible with hydrophobic thermoplastics, such as polyolefins. The major limitations of using these fibers as reinforcements in such matrices include poor interfacial adhesion between polar-hydrophilic fiber and nonpolar- hydrophobic matrix, and difficulties in mixing due to poor wetting of the fiber with the matrix. This in turn would lead to composites with weak interface. There are many parameters which affect the perform- ance of a natural fiber-reinforced composite. The degree and type of adhesion cannot be estimated quantitatively even though its importance is well recognized. Aspect ratio has a considerable effect on composite properties, hence it is important to conserve fiber length as much as possible during composite processing operations. Fiber aspect ratio must be in the range of 100–200 for optimum effective- ness. Fiber orientation has a significant effect on composite properties. During processing, the fibers tend to orient along the flow direction causing mechanical properties to vary in different directions. Another factor is fiber dispersion. Poor fiber dispersion results in a loose bundle, embracing an effectively lower aspect ratio with less reinforcing potential than a single fiber. In addition, the bundle itself may be low in strength due to poor adhesion. Both the above factors reduce the overall strength of the composite. Also fiber bundles act as barriers to transfer of stress, resulting in impaired proper- ties. The development of strength in a composite also depends on the existence of a strong interface. The fiber/ matrix interface in fiber-reinforced composites transfers an externally applied load to fibers themselves. Load applied directly to the matrix at the surface of the composites is transferred to the fibers nearest the surface and continues from fiber to fiber via matrix and interface. If the interface Correspondence to: Maya Jacob John; e-mail: [email protected], [email protected] DOI 10.1002/pc.20461 Published online in Wiley InterScience (www.interscience.wiley.com). V V C 2007 Society of Plastics Engineers POLYMERCOMPOSITES—-2008
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Recent developments in chemical modification and characterization of natural fiber-reinforced...

Recent Developments in Chemical Modificationand Characterization of Natural Fiber-ReinforcedComposites
Maya Jacob John,1 Rajesh D. Anandjiwala1,21CSIR Materials Science and Manufacturing, Fibers and Textiles Competence Area,Port Elizabeth 6000, South Africa
2Department of Textile Science, Faculty of Science, Nelson Mandela Metropolitan University,Port Elizabeth 6000, South Africa
A critical review of the literature on the various aspectsof natural fibers and biocomposites with a particularreference to chemical modifications is presented inthis paper. A notable disadvantage of natural fibers istheir polarity which makes it incompatible with hydro-phobic matrix. This incompatibility results in poor inter-facial bonding between the fibers and the matrix. Thisin turn leads to impaired mechanical properties of thecomposites. This defect can be remedied by chemicalmodification of fibers so as to make it less hydrophilic.This paper reviews the latest trends in chemical modi-fications and characterizations of natural fibers. Thestructure and properties of natural fibers have beendiscussed. Common chemical modifications and theirmechanisms have also been elaborated. The impor-tance of chemical modifications and the resultantenhancement in the properties of the composites havealso been reviewed. Recent investigations dealing withchemical modifications of natural fiber-reinforced com-posites have also been cited. POLYM. COMPOS., 29:187–207, 2008. ª 2007 Society of Plastics Engineers
INTRODUCTION
Natural fiber-reinforced composites have attracted the
attention of the research community mainly because they
are turning out to be an alternative solution to the ever
depleting petroleum sources. The production of 100% natu-
ral fiber based materials as substitute for petroleum-based
products is not an economical solution. A more viable solu-
tion would be to combine petroleum and bio-based resour-
ces to develop a cost-effective product with diverse appli-
cations. The application of natural fiber-reinforced compo-
sites has been extended to almost all fields.
Natural fibers are hydrophilic in nature as they are
derived from lignocellulose, which contain strongly polar-
ized hydroxyl groups. These fibers, therefore, are inher-
ently incompatible with hydrophobic thermoplastics, such
as polyolefins. The major limitations of using these fibers
as reinforcements in such matrices include poor interfacial
adhesion between polar-hydrophilic fiber and nonpolar-
hydrophobic matrix, and difficulties in mixing due to poor
wetting of the fiber with the matrix. This in turn would
lead to composites with weak interface.
There are many parameters which affect the perform-
ance of a natural fiber-reinforced composite. The degree
and type of adhesion cannot be estimated quantitatively
even though its importance is well recognized. Aspect ratio
has a considerable effect on composite properties, hence it
is important to conserve fiber length as much as possible
during composite processing operations. Fiber aspect ratio
must be in the range of 100–200 for optimum effective-
ness. Fiber orientation has a significant effect on composite
properties. During processing, the fibers tend to orient
along the flow direction causing mechanical properties to
vary in different directions.
Another factor is fiber dispersion. Poor fiber dispersion
results in a loose bundle, embracing an effectively lower
aspect ratio with less reinforcing potential than a single
fiber. In addition, the bundle itself may be low in strength
due to poor adhesion. Both the above factors reduce the
overall strength of the composite. Also fiber bundles act as
barriers to transfer of stress, resulting in impaired proper-
ties. The development of strength in a composite also
depends on the existence of a strong interface. The fiber/
matrix interface in fiber-reinforced composites transfers an
externally applied load to fibers themselves. Load applied
directly to the matrix at the surface of the composites is
transferred to the fibers nearest the surface and continues
from fiber to fiber via matrix and interface. If the interface
Correspondence to: Maya Jacob John; e-mail: [email protected],
DOI 10.1002/pc.20461
Published online in Wiley InterScience (www.interscience.wiley.com).
VVC 2007 Society of Plastics Engineers
POLYMER COMPOSITES—-2008
is weak, effective load distribution is not achieved and the
mechanical properties of the composites are impaired. On
the other hand, a strong interface can assure that the com-
posite is able to bear load even after several fibers are bro-
ken because the load can be transferred to the intact por-
tions of broken as well as unbroken fibers. A poor interface
is also a drawback in situations other than external me-
chanical loading, e.g. because of differential thermal
expansions of fiber and matrix, premature failure can occur
at a weak interface when the composite is subjected to
thermal stress. Thus, adhesion between fiber and matrix is
a major factor in determining the response of the interface
and its integrity under stress.
Optimization of interfacial adhesion between natural
fibers and polymer matrices (thermoplastic and thermoset)
has been the focus of a large amount of research conducted
during the past two decades. This manuscript attempts to
review the latest advancements in the field of chemical
modification of natural fibers.
NATURAL FIBERS
Structure of Natural Fibers
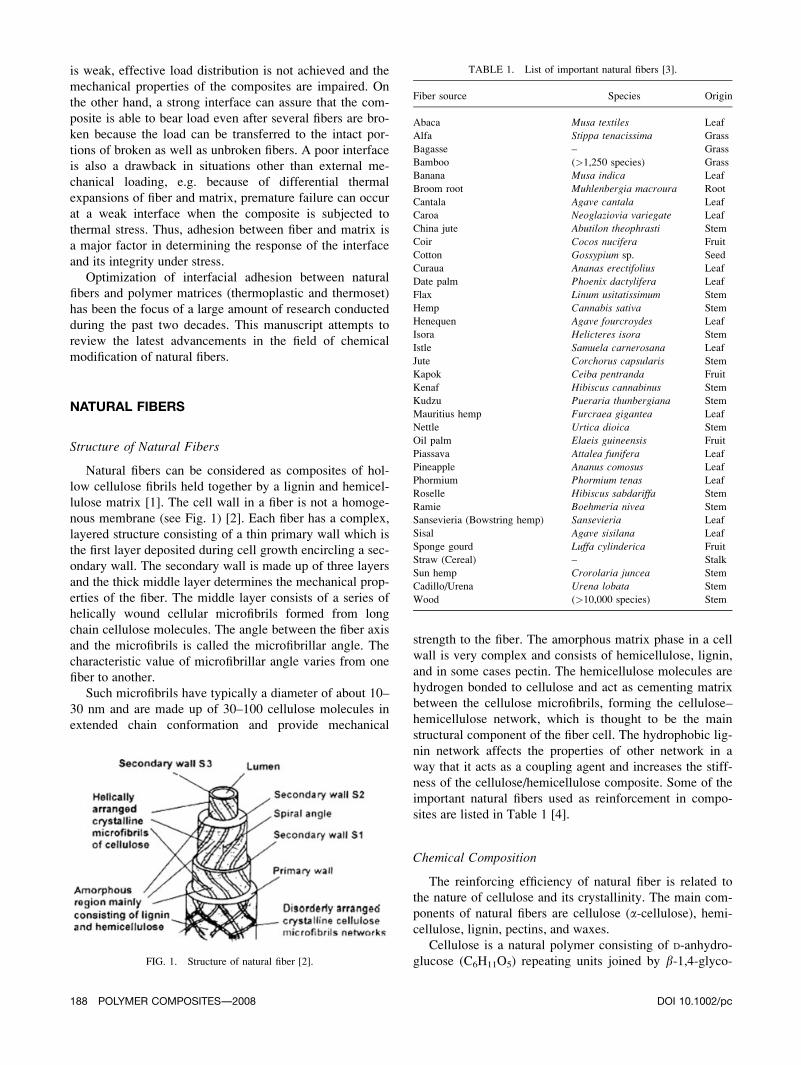
Natural fibers can be considered as composites of hol-
low cellulose fibrils held together by a lignin and hemicel-
lulose matrix [1]. The cell wall in a fiber is not a homoge-
nous membrane (see Fig. 1) [2]. Each fiber has a complex,
layered structure consisting of a thin primary wall which is
the first layer deposited during cell growth encircling a sec-
ondary wall. The secondary wall is made up of three layers
and the thick middle layer determines the mechanical prop-
erties of the fiber. The middle layer consists of a series of
helically wound cellular microfibrils formed from long
chain cellulose molecules. The angle between the fiber axis
and the microfibrils is called the microfibrillar angle. The
characteristic value of microfibrillar angle varies from one
fiber to another.
Such microfibrils have typically a diameter of about 10–
30 nm and are made up of 30–100 cellulose molecules in
extended chain conformation and provide mechanical
strength to the fiber. The amorphous matrix phase in a cell
wall is very complex and consists of hemicellulose, lignin,
and in some cases pectin. The hemicellulose molecules are
hydrogen bonded to cellulose and act as cementing matrix
between the cellulose microfibrils, forming the cellulose–
hemicellulose network, which is thought to be the main
structural component of the fiber cell. The hydrophobic lig-
nin network affects the properties of other network in a
way that it acts as a coupling agent and increases the stiff-
ness of the cellulose/hemicellulose composite. Some of the
important natural fibers used as reinforcement in compo-
sites are listed in Table 1 [4].
Chemical Composition
The reinforcing efficiency of natural fiber is related to
the nature of cellulose and its crystallinity. The main com-
ponents of natural fibers are cellulose (a-cellulose), hemi-
cellulose, lignin, pectins, and waxes.
Cellulose is a natural polymer consisting of D-anhydro-
glucose (C6H11O5) repeating units joined by b-1,4-glyco-FIG. 1. Structure of natural fiber [2].
TABLE 1. List of important natural fibers [3].
Fiber source Species Origin
Abaca Musa textiles Leaf
Alfa Stippa tenacissima Grass
Bagasse – Grass
Bamboo (>1,250 species) Grass
Banana Musa indica Leaf
Broom root Muhlenbergia macroura Root
Cantala Agave cantala Leaf
Caroa Neoglaziovia variegate Leaf
China jute Abutilon theophrasti Stem
Coir Cocos nucifera Fruit
Cotton Gossypium sp. Seed
Curaua Ananas erectifolius Leaf
Date palm Phoenix dactylifera Leaf
Flax Linum usitatissimum Stem
Hemp Cannabis sativa Stem
Henequen Agave fourcroydes Leaf
Isora Helicteres isora Stem
Istle Samuela carnerosana Leaf
Jute Corchorus capsularis Stem
Kapok Ceiba pentranda Fruit
Kenaf Hibiscus cannabinus Stem
Kudzu Pueraria thunbergiana Stem
Mauritius hemp Furcraea gigantea Leaf
Nettle Urtica dioica Stem
Oil palm Elaeis guineensis Fruit
Piassava Attalea funifera Leaf
Pineapple Ananus comosus Leaf
Phormium Phormium tenas Leaf
Roselle Hibiscus sabdariffa Stem
Ramie Boehmeria nivea Stem
Sansevieria (Bowstring hemp) Sansevieria Leaf
Sisal Agave sisilana Leaf
Sponge gourd Luffa cylinderica Fruit
Straw (Cereal) – Stalk
Sun hemp Crorolaria juncea Stem
Cadillo/Urena Urena lobata Stem
Wood (>10,000 species) Stem
188 POLYMER COMPOSITES—-2008 DOI 10.1002/pc

sidic linkages at C1 and C4 position [5]. The degree of po-
lymerization (DP) is around 10,000. Each repeating unit
contains three hydroxyl groups. These hydroxyl groups and
their ability to hydrogen bond play a major role in directing
the crystalline packing and also govern the physical proper-
ties of cellulose. Solid cellulose forms a microcrystalline
structure with regions of high order, i.e. crystalline regions,
and regions of low order, i.e. amorphous regions. The crys-
tal nature (monoclinic sphenodic) of naturally occurring
cellulose is known as cellulose I. Cellulose is resistant to
strong alkali (17.5 wt%) but is easily hydrolyzed by acid to
water-soluble sugars. Cellulose is relatively resistant to
oxidizing agents.
Hemicellulose is not a form of cellulose and the name is
a misnomer. They comprise a group of polysaccharides
composed of a combination of 5- and 6-carbon ring sugars.
Hemicellulose differs from cellulose in three aspects.
Firstly, they contain several different sugar units whereas
cellulose contains only 1,4-b-D-glucopyranose units. Sec-
ondly, they exhibit a considerable degree of chain branch-
ing containing pendant side groups giving rise to its non-
crystalline nature, whereas cellulose is a linear polymer.
Thirdly, DP of hemicellulose is around 50–300, whereas
that of native cellulose is 10–100 times higher than that of
hemicellulose. Hemicellulose forms the supportive matrix
for cellulose microfibrils. Hemicellulose is very hydro-
philic, soluble in alkali, and easily hydrolyzed in acids.
Lignin is a complex hydrocarbon polymer with both ali-
phatic and aromatic constituents. They are totally insoluble
in most solvents and cannot be broken down to monomeric
units. Lignin is totally amorphous and hydrophobic in na-
ture. It is the compound that gives rigidity to the plants. It
is thought to be a complex, three-dimensional copolymer
of aliphatic and aromatic constituents with very high mo-
lecular weight. Hydroxyl, methoxyl, and carbonyl groups
have been identified in lignin. Lignin has been found to
contain five hydroxyl and five methoxyl groups per build-
ing unit. It is believed that the structural units of lignin
molecule are derivatives of 4-hydroxy-3-methoxy phenyl-
propane. The main difficulty in lignin chemistry is that no
method has been established by which it is possible to iso-
late lignin in its native state from the fiber. Lignin is con-
sidered to be a thermoplastic polymer exhibiting a glass-
transition temperature of around 908C and melting temper-
ature of around 1708C [6]. It is not hydrolyzed by acids,
but soluble in hot alkali, readily oxidized, and easily con-
densable with phenol [7].
Pectins are a collective name for heteropolysaccarides.
They provide flexibility to plants. Waxes make up the last
part of fibers and they consist of different types of alcohols.
Table 2 presents the chemical composition of various natu-
ral fibers [8–10].
The structure, microfibrillar angle, cell dimensions,
defects, and the chemical composition of fibers are the
most important variables that determine the overall proper-
ties of the fibers [11]. Generally, tensile strength and
Young’s modulus of fibers increase with increasing cellu-
lose content. The microfibrillar angle determines the stiff-
ness of the fibers. Plant fibers are more ductile if the micro-
fibrils have a spiral orientation to the fiber axis. If the
microfibrils are oriented parallel to the fiber axis, the fibers
will be rigid, inflexible, and have high tensile strength. Ta-
ble 3 presents the important physical properties of natural
fibers [12, 13].
The inherently polar and hydrophilic nature of lignocel-
lulosic fibers and the nonpolar characteristics of most ther-
moplastics result in compounding difficulties leading to
nonuniform dispersion of fibers within the matrix, which
impairs the properties of the resultant composite. This is a
major disadvantage of natural fiber-reinforced composites.
Another problem is that the processing temperature of
composites is restricted to 2008C as vegetable fibers
undergo degradation at higher temperatures; this restricts
the choice of matrix material. Another serious drawback is
the high moisture absorption of natural fibers leading to
swelling and presence of voids at the interface, which
results in poor mechanical properties and reduces dimen-
sional stability of composites. Another restriction to the
successful exploitation of natural fibers for durable com-
posite application is low microbial resistance and suscepti-
bility to rotting. These properties pose serious problems
during shipping, storage, and composite processing. The
nonuniformity and variation of dimensions and of their me-
chanical properties (even between individual plants in the
same cultivation) poses another serious problem.
It is quite clear that the advantages outweigh the disad-
vantages and most of the shortcomings have remedial
measures in the form of chemical treatments.
TABLE 2. Chemical composition of various natural fibers [8–10].
Fiber
Cellulose
(wt%)
Hemicellulose
(wt%)
Lignin
(wt%)
Waxes
(wt%)
Abaca 56–63 20–25 7–9 3
Alfa 45.4 38.5 14.9 2
Bagasse 55.2 16.8 25.3 –
Bamboo 26–43 30 21–31 –
Banana 63–64 19 5 –
Coir 32–43 0.15–0.25 40–45 –
Cotton 85–90 5.7 – 0.6
Curaua 73.6 9.9 7.5 –
Flax 71 18.6–20.6 2.2 1.5
Hemp 68 15 10 0.8
Henequen 60 28 8 0.5
Isora 74 – 23 1.09
Jute 61–71 14–20 12–13 0.5
Kenaf 72 20.3 9
Kudzu 33 11.6 14 –
Nettle 86 10 – 4
Oil palm 65 – 29 –
Piassava 28.6 25.8 45 –
Pineapple 81 – 12.7 –
Ramie 68.6–76.2 13–16 0.6–0.7 0.3
Sisal 65 12 9.9 2
Sponge gourd 63 19.4 11.2 3
Straw (Wheat) 38–45 15–31 12–20 –
Sun hemp 41–48 8.3–13 22.7 –
DOI 10.1002/pc POLYMER COMPOSITES—-2008 189
MECHANISMS OF CHEMICAL MODIFICATIONS
An in-depth account of surface modification of cellulosic
fibers has been reported by Belgacem and Gandini [14]. The
authors are of the opinion that the most promising approach
of chemical modification seemed to be the one that gave rise
to continuous covalent bonds between cellulose surface and
matrix. They also looked into a novel strategy which did not
involve a chemical modification but the formation of a phys-
ical sleeve of polymer around the fibers.
Surface modifications include (i) physical treatments,
such as solvent extraction; (ii) physico-chemical treat-
ments, like the use of corona and plasma discharges [15] or
laser, g-ray, and UV bombardment; and (iii) chemical mod-
ifications, both by direct condensation of the coupling
agents onto the cellulose surface and by its grafting by
free-radical or ionic polymerizations. The common cou-
pling agents used are silanes, isocyanates [16, 17], and tita-
nate-based compounds.
In this paper, we will focus on some of the chemical
treatments adopted for natural fibers. A few common modi-
fications are explained below.
Alkali Treatment
Alkali treatment leads to the increase in the amount of
amorphous cellulose at the expense of crystalline cellulose.
The important modification occurring here is the removal
of hydrogen bonding in the network structure.
The following reaction takes place as a result of alkali
treatment:
Fiber � OH þ NaOH ! Fiber � O�Naþ þ H2O (1)
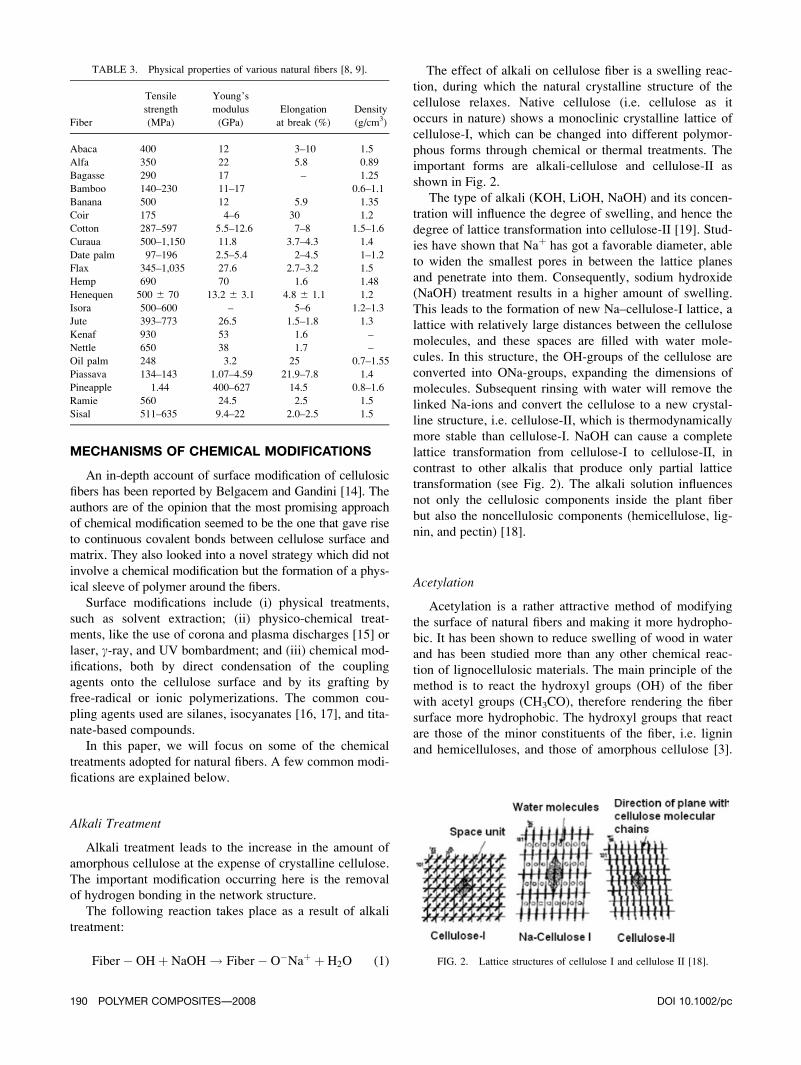
The effect of alkali on cellulose fiber is a swelling reac-
tion, during which the natural crystalline structure of the
cellulose relaxes. Native cellulose (i.e. cellulose as it
occurs in nature) shows a monoclinic crystalline lattice of
cellulose-I, which can be changed into different polymor-
phous forms through chemical or thermal treatments. The
important forms are alkali-cellulose and cellulose-II as
shown in Fig. 2.
The type of alkali (KOH, LiOH, NaOH) and its concen-
tration will influence the degree of swelling, and hence the
degree of lattice transformation into cellulose-II [19]. Stud-
ies have shown that Naþ has got a favorable diameter, able
to widen the smallest pores in between the lattice planes
and penetrate into them. Consequently, sodium hydroxide
(NaOH) treatment results in a higher amount of swelling.
This leads to the formation of new Na–cellulose-I lattice, a
lattice with relatively large distances between the cellulose
molecules, and these spaces are filled with water mole-
cules. In this structure, the OH-groups of the cellulose are
converted into ONa-groups, expanding the dimensions of
molecules. Subsequent rinsing with water will remove the
linked Na-ions and convert the cellulose to a new crystal-
line structure, i.e. cellulose-II, which is thermodynamically
more stable than cellulose-I. NaOH can cause a complete
lattice transformation from cellulose-I to cellulose-II, in
contrast to other alkalis that produce only partial lattice
transformation (see Fig. 2). The alkali solution influences
not only the cellulosic components inside the plant fiber
but also the noncellulosic components (hemicellulose, lig-
nin, and pectin) [18].
Acetylation
Acetylation is a rather attractive method of modifying
the surface of natural fibers and making it more hydropho-
bic. It has been shown to reduce swelling of wood in water
and has been studied more than any other chemical reac-
tion of lignocellulosic materials. The main principle of the
method is to react the hydroxyl groups (OH) of the fiber
with acetyl groups (CH3CO), therefore rendering the fiber
surface more hydrophobic. The hydroxyl groups that react
are those of the minor constituents of the fiber, i.e. lignin
and hemicelluloses, and those of amorphous cellulose [3].
TABLE 3. Physical properties of various natural fibers [8, 9].
Fiber
Tensile
strength
(MPa)
Young’s
modulus
(GPa)
Elongation
at break (%)
Density
(g/cm3)
Abaca 400 12 3–10 1.5
Alfa 350 22 5.8 0.89
Bagasse 290 17 – 1.25
Bamboo 140–230 11–17 0.6–1.1
Banana 500 12 5.9 1.35
Coir 175 4–6 30 1.2
Cotton 287–597 5.5–12.6 7–8 1.5–1.6
Curaua 500–1,150 11.8 3.7–4.3 1.4
Date palm 97–196 2.5–5.4 2–4.5 1–1.2
Flax 345–1,035 27.6 2.7–3.2 1.5
Hemp 690 70 1.6 1.48
Henequen 500 6 70 13.2 6 3.1 4.8 6 1.1 1.2
Isora 500–600 – 5–6 1.2–1.3
Jute 393–773 26.5 1.5–1.8 1.3
Kenaf 930 53 1.6 –
Nettle 650 38 1.7 –
Oil palm 248 3.2 25 0.7–1.55
Piassava 134–143 1.07–4.59 21.9–7.8 1.4
Pineapple 1.44 400–627 14.5 0.8–1.6
Ramie 560 24.5 2.5 1.5
Sisal 511–635 9.4–22 2.0–2.5 1.5
FIG. 2. Lattice structures of cellulose I and cellulose II [18].
190 POLYMER COMPOSITES—-2008 DOI 10.1002/pc

The hydroxyl groups in the crystalline regions of the fiber
are closely packed with strong interchain bonding, and are
inaccessible to chemical reagents. The acetylation of the
��OH group in cellulose is represented below.
Fiber � OH þ CH3CO � O � OC � CH3
����!CH3COOH
conc:H2SO4
Fiber � O � CO � CH3 þ CH3COOH (2)
Acetylation has been shown to be beneficial in reducing
moisture absorption of natural fibers. Reduction of about
50% of moisture uptake for acetylated jute fibers and of up
to 65% for acetylated pine fibers has been reported in the
literature [20]. Acetylation has also been found to enhance
the interface in flax/polypropylene composites [21].
Silane Treatment
These chemicals are hydrophilic compounds with differ-
ent groups appended to silicon such that one end will inter-
act with matrix and the other end can react with hydro-
philic fiber, which act as a bridge between them. The
uptake of silane is very much dependent on a number of
factors including hydrolysis time, organofunctionality of
silane, temperature, and pH. Alkoxy silanes are able to
form bonds with hydroxyl groups. Silanes undergo hydro-
lysis, condensation, and the bond formation stage. Silanols
can form polysiloxane structures by reaction with hydroxyl
group of the fibers [22]. The chemical reaction is given in
Fig. 3.
In addition to the self condensation of silanes and the
condensation on the surface of cellulose fiber, amino silane
molecules can interact with the OH groups of cellulose via
their Brønsted basic amino groups.
Herrera-Franco and coworkers [24–26] have studied the
influence of different silane coupling agents on the proper-
ties of henequen fiber-reinforced polymer composites. The
authors used FTIR and XPS spectroscopy to show that the
reaction between silanes and cellulose takes place only at
temperatures above 708C.
CHEMICAL MODIFICATION ANDCHARACTERIZATION OF NATURAL FIBERS
Natural fibers are amenable to chemical modification
due to the presence of hydroxyl groups. The hydroxyl
groups may be involved in the hydrogen bonding within
cellulose molecules, thereby activating these groups or can
introduce new moieties that form effective interlocks
within the system. Surface characteristics, such as wetting,
adhesion, surface tension, or porosity of fibers, can be
improved upon chemical modification. The irregularities of
the fiber surface play an important role in the mechanical
interlocking at the interface. The interfacial properties can
be improved by giving appropriate modifications to the
components, which gives rise to changes in physical and
chemical interactions at the interface. An enormous amount
of work has been conducted in the field of fiber modifica-
tion. Some of the recent studies have been cited below.
FIG. 3. Scheme of interaction of silanes with cellulosic fibers [23].
DOI 10.1002/pc POLYMER COMPOSITES—-2008 191
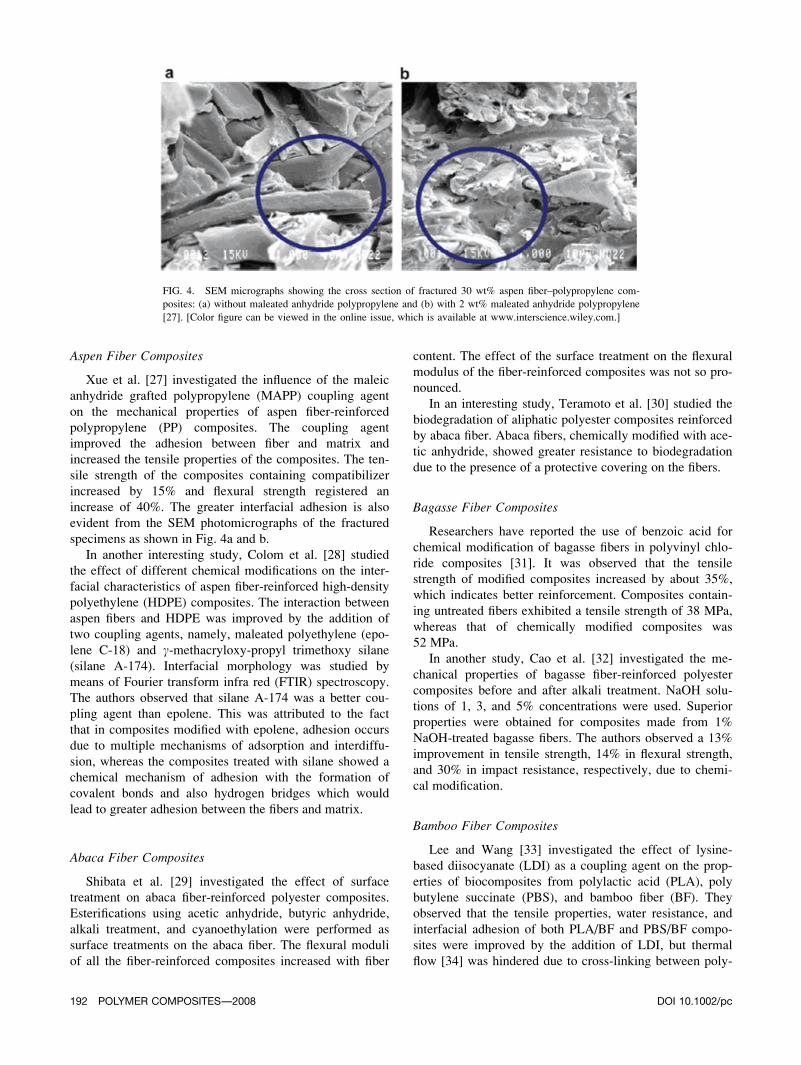
Aspen Fiber Composites
Xue et al. [27] investigated the influence of the maleic
anhydride grafted polypropylene (MAPP) coupling agent
on the mechanical properties of aspen fiber-reinforced
polypropylene (PP) composites. The coupling agent
improved the adhesion between fiber and matrix and
increased the tensile properties of the composites. The ten-
sile strength of the composites containing compatibilizer
increased by 15% and flexural strength registered an
increase of 40%. The greater interfacial adhesion is also
evident from the SEM photomicrographs of the fractured
specimens as shown in Fig. 4a and b.
In another interesting study, Colom et al. [28] studied
the effect of different chemical modifications on the inter-
facial characteristics of aspen fiber-reinforced high-density
polyethylene (HDPE) composites. The interaction between
aspen fibers and HDPE was improved by the addition of
two coupling agents, namely, maleated polyethylene (epo-
lene C-18) and g-methacryloxy-propyl trimethoxy silane
(silane A-174). Interfacial morphology was studied by
means of Fourier transform infra red (FTIR) spectroscopy.
The authors observed that silane A-174 was a better cou-
pling agent than epolene. This was attributed to the fact
that in composites modified with epolene, adhesion occurs
due to multiple mechanisms of adsorption and interdiffu-
sion, whereas the composites treated with silane showed a
chemical mechanism of adhesion with the formation of
covalent bonds and also hydrogen bridges which would
lead to greater adhesion between the fibers and matrix.
Abaca Fiber Composites
Shibata et al. [29] investigated the effect of surface
treatment on abaca fiber-reinforced polyester composites.
Esterifications using acetic anhydride, butyric anhydride,
alkali treatment, and cyanoethylation were performed as
surface treatments on the abaca fiber. The flexural moduli
of all the fiber-reinforced composites increased with fiber
content. The effect of the surface treatment on the flexural
modulus of the fiber-reinforced composites was not so pro-
nounced.
In an interesting study, Teramoto et al. [30] studied the
biodegradation of aliphatic polyester composites reinforced
by abaca fiber. Abaca fibers, chemically modified with ace-
tic anhydride, showed greater resistance to biodegradation
due to the presence of a protective covering on the fibers.
Bagasse Fiber Composites
Researchers have reported the use of benzoic acid for
chemical modification of bagasse fibers in polyvinyl chlo-
ride composites [31]. It was observed that the tensile
strength of modified composites increased by about 35%,
which indicates better reinforcement. Composites contain-
ing untreated fibers exhibited a tensile strength of 38 MPa,
whereas that of chemically modified composites was
52 MPa.
In another study, Cao et al. [32] investigated the me-
chanical properties of bagasse fiber-reinforced polyester
composites before and after alkali treatment. NaOH solu-
tions of 1, 3, and 5% concentrations were used. Superior
properties were obtained for composites made from 1%
NaOH-treated bagasse fibers. The authors observed a 13%
improvement in tensile strength, 14% in flexural strength,
and 30% in impact resistance, respectively, due to chemi-
cal modification.
Bamboo Fiber Composites
Lee and Wang [33] investigated the effect of lysine-
based diisocyanate (LDI) as a coupling agent on the prop-
erties of biocomposites from polylactic acid (PLA), poly
butylene succinate (PBS), and bamboo fiber (BF). They
observed that the tensile properties, water resistance, and
interfacial adhesion of both PLA/BF and PBS/BF compo-
sites were improved by the addition of LDI, but thermal
flow [34] was hindered due to cross-linking between poly-
FIG. 4. SEM micrographs showing the cross section of fractured 30 wt% aspen fiber–polypropylene com-
posites: (a) without maleated anhydride polypropylene and (b) with 2 wt% maleated anhydride polypropylene
[27]. [Color figure can be viewed in the online issue, which is available at www.interscience.wiley.com.]
192 POLYMER COMPOSITES—-2008 DOI 10.1002/pc
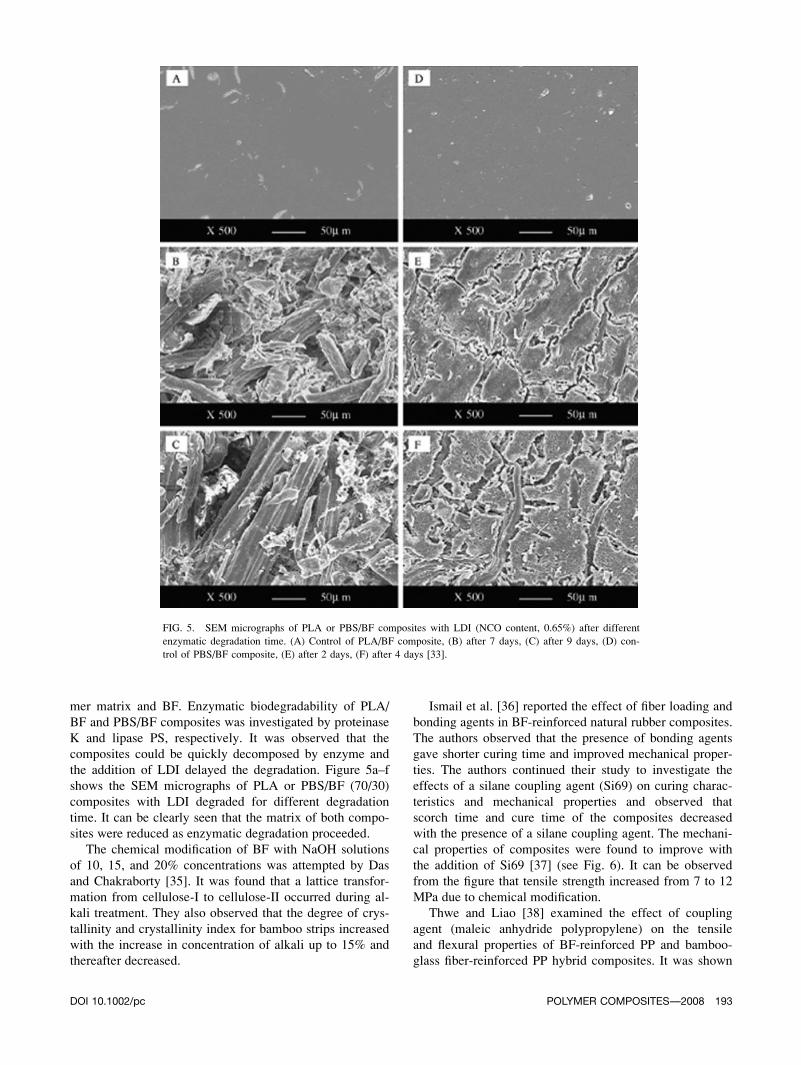
mer matrix and BF. Enzymatic biodegradability of PLA/
BF and PBS/BF composites was investigated by proteinase
K and lipase PS, respectively. It was observed that the
composites could be quickly decomposed by enzyme and
the addition of LDI delayed the degradation. Figure 5a–f
shows the SEM micrographs of PLA or PBS/BF (70/30)
composites with LDI degraded for different degradation
time. It can be clearly seen that the matrix of both compo-
sites were reduced as enzymatic degradation proceeded.
The chemical modification of BF with NaOH solutions
of 10, 15, and 20% concentrations was attempted by Das
and Chakraborty [35]. It was found that a lattice transfor-
mation from cellulose-I to cellulose-II occurred during al-
kali treatment. They also observed that the degree of crys-
tallinity and crystallinity index for bamboo strips increased
with the increase in concentration of alkali up to 15% and
thereafter decreased.
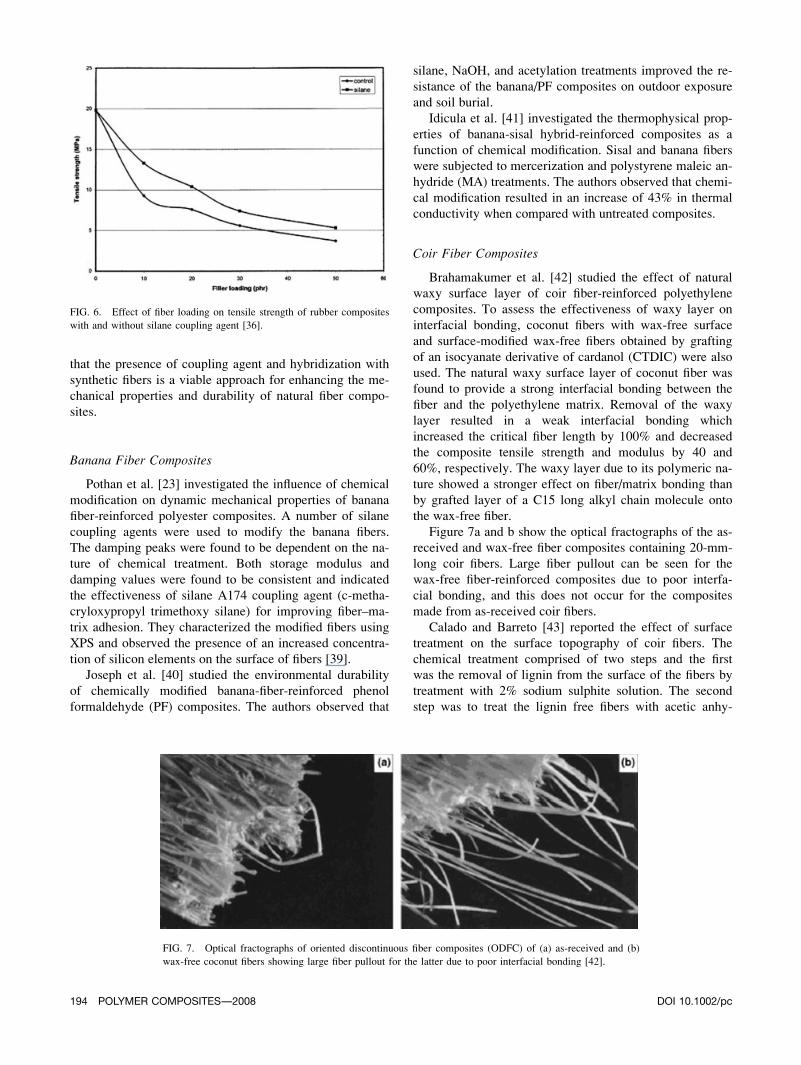
Ismail et al. [36] reported the effect of fiber loading and
bonding agents in BF-reinforced natural rubber composites.
The authors observed that the presence of bonding agents
gave shorter curing time and improved mechanical proper-
ties. The authors continued their study to investigate the
effects of a silane coupling agent (Si69) on curing charac-
teristics and mechanical properties and observed that
scorch time and cure time of the composites decreased
with the presence of a silane coupling agent. The mechani-
cal properties of composites were found to improve with
the addition of Si69 [37] (see Fig. 6). It can be observed
from the figure that tensile strength increased from 7 to 12
MPa due to chemical modification.
Thwe and Liao [38] examined the effect of coupling
agent (maleic anhydride polypropylene) on the tensile
and flexural properties of BF-reinforced PP and bamboo-
glass fiber-reinforced PP hybrid composites. It was shown
FIG. 5. SEM micrographs of PLA or PBS/BF composites with LDI (NCO content, 0.65%) after different
enzymatic degradation time. (A) Control of PLA/BF composite, (B) after 7 days, (C) after 9 days, (D) con-
trol of PBS/BF composite, (E) after 2 days, (F) after 4 days [33].
DOI 10.1002/pc POLYMER COMPOSITES—-2008 193
that the presence of coupling agent and hybridization with
synthetic fibers is a viable approach for enhancing the me-
chanical properties and durability of natural fiber compo-
sites.
Banana Fiber Composites
Pothan et al. [23] investigated the influence of chemical
modification on dynamic mechanical properties of banana
fiber-reinforced polyester composites. A number of silane
coupling agents were used to modify the banana fibers.
The damping peaks were found to be dependent on the na-
ture of chemical treatment. Both storage modulus and
damping values were found to be consistent and indicated
the effectiveness of silane A174 coupling agent (c-metha-
cryloxypropyl trimethoxy silane) for improving fiber–ma-
trix adhesion. They characterized the modified fibers using
XPS and observed the presence of an increased concentra-
tion of silicon elements on the surface of fibers [39].
Joseph et al. [40] studied the environmental durability
of chemically modified banana-fiber-reinforced phenol
formaldehyde (PF) composites. The authors observed that
silane, NaOH, and acetylation treatments improved the re-
sistance of the banana/PF composites on outdoor exposure
and soil burial.
Idicula et al. [41] investigated the thermophysical prop-
erties of banana-sisal hybrid-reinforced composites as a
function of chemical modification. Sisal and banana fibers
were subjected to mercerization and polystyrene maleic an-
hydride (MA) treatments. The authors observed that chemi-
cal modification resulted in an increase of 43% in thermal
conductivity when compared with untreated composites.
Coir Fiber Composites
Brahamakumer et al. [42] studied the effect of natural
waxy surface layer of coir fiber-reinforced polyethylene
composites. To assess the effectiveness of waxy layer on
interfacial bonding, coconut fibers with wax-free surface
and surface-modified wax-free fibers obtained by grafting
of an isocyanate derivative of cardanol (CTDIC) were also
used. The natural waxy surface layer of coconut fiber was
found to provide a strong interfacial bonding between the
fiber and the polyethylene matrix. Removal of the waxy
layer resulted in a weak interfacial bonding which
increased the critical fiber length by 100% and decreased
the composite tensile strength and modulus by 40 and
60%, respectively. The waxy layer due to its polymeric na-
ture showed a stronger effect on fiber/matrix bonding than
by grafted layer of a C15 long alkyl chain molecule onto
the wax-free fiber.
Figure 7a and b show the optical fractographs of the as-
received and wax-free fiber composites containing 20-mm-
long coir fibers. Large fiber pullout can be seen for the
wax-free fiber-reinforced composites due to poor interfa-
cial bonding, and this does not occur for the composites
made from as-received coir fibers.
Calado and Barreto [43] reported the effect of surface
treatment on the surface topography of coir fibers. The
chemical treatment comprised of two steps and the first
was the removal of lignin from the surface of the fibers by
treatment with 2% sodium sulphite solution. The second
step was to treat the lignin free fibers with acetic anhy-
FIG. 6. Effect of fiber loading on tensile strength of rubber composites
with and without silane coupling agent [36].
FIG. 7. Optical fractographs of oriented discontinuous fiber composites (ODFC) of (a) as-received and (b)
wax-free coconut fibers showing large fiber pullout for the latter due to poor interfacial bonding [42].
194 POLYMER COMPOSITES—-2008 DOI 10.1002/pc

dride. This treatment was done to reduce the number of
hydroxyl groups on the surface of the fibers. Reduction in
the number of hydroxyl groups reduces the polarity and
improves the compatibility with common thermosetting
matrices. Figure 8a and b show the clear difference found
between the surface of the untreated and treated fibers. The
untreated fibers have an outer surface layer and this layer is
completely removed by the chemical treatment with so-
dium sulphite and acetic anhydride. On removal of this
outer layer, a rougher but more ordered structure is
revealed. The ordered white dots found on the surface of
the treated fibers can be seen in Fig. 8b and were identified
as silica-rich material.
Mohanty et al. [44] studied the influence of surface
modification on the performances of coir–polyester amide
(PEA biocomposites at a fiber content of 50 wt%). Coir
fibers in the form of unidirectional nonwoven mat were
used in this study. The tensile strengths for coir/PEA com-
posites reported were in the range of 29–38 MPa. The sur-
face modification methods involved were alkali treatment,
cyanoethylation, acetylation, and grafting.
Mercerization of coir fibers has been found to change
the surface topography of the fibers and their crystallo-
graphic structure. The physical and chemical behavior of
coir as a result of the chemical modification was character-
ized by FTIR spectra [45]. The influence of delignification
and alkali treatment on the fine structure of coir fibers was
investigated by Sreenivasan et al. [46]. Surface modifica-
tions of coir fibers by graft copolymerization with methyl
methacrylate and acrylonitrile have also been reported
[47].
Rout et al. [48] have reported the scanning electron mi-
croscopy (SEM) studies of the alkali-treated coir fibers.
They have reported on the progressive changes in the sur-
face of coir fibers by SEM due to the removal of tyloses
from the surface as a result of alkali treatment.
Silva et al. [49] investigated the mechanical and thermal
characterization of coir fiber. The effect of alkali treatment
was evaluated and morphological changes were studied by
SEM. Thermogravimetric analysis showed an increase in
water content and a slight decrease in thermal stability due
to alkali treatment. Figure 9 shows the oval cross section
of the coir fibers. In Fig. 9a, a fiber treated for 48 h in
NaOH is shown for which the central lumen was observed
at higher magnification in Fig. 9b. The cellulose helical
spirals emerging from the fractured cross section are shown
in Fig. 9c.
Date Palm Fiber Composites
Kaddami et al. [50] investigated the effect of chemical
modification on date palm fibers. Date palm fibers were
subjected to maleic and acetic anhydride modifications and
used for reinforcement in epoxy and polyester resin. The
dynamic mechanical properties of the composites were
evaluated and it was observed that the glass-transition tem-
perature of modified composites (388C) was slightly higher
in comparison to the unmodified composites (328C). This
was attributed to better interfacial adhesion in treated com-
posites, which restricts the motion of the polymer chains in
the vicinity of the fiber surface and leads to an increase in
glass transition temperature.
The influence of MA-grafted PP (epolene g-3003) as a
coupling agent on the mechanical behavior of date-palm
fiber-reinforced PP composites was recently reported [51].
Utilizing Epolene g-3003 was found to improve the fiber–
matrix adhesion, resulting in a significant improvement in
composite performance. The tensile strength was found to
increase by 5%.
Flax Fiber Composites
A number of studies concerning the chemical modifica-
tion of flax fiber has been reported. Weyenberg et al. [18]
investigated the chemical modification of flax fiber by al-
kali treatment. The study concentrated on optimizing pa-
rameters, such as time and concentration of NaOH, to de-
velop a continuous process for the treatment and fabrica-
FIG. 8. Surface aspects of the coir fibers (a) before and (b) after chemical treatment [43].
DOI 10.1002/pc POLYMER COMPOSITES—-2008 195

tion of unidirectional flax fiber epoxy composites. The
authors observed a clear improvement in the mechanical
properties of the resulting material; treatment with 4%
NaOH solution for 45 s increased the transverse strength of
the composites by up to 30%.
Gouanve et al. [52] investigated the effect of helium,
cold plasma, and autoclave treatments on flax fibers. The
results showed no significant effect after plasma treatment
while an increase in moisture resistance was observed after
autoclave treatment.
Shanks et al. [53] prepared composites from PLA-rein-
forced with flax fibers subjected to interstitial polymeriza-
tion to replace water in the cellulose fibers. The influence
of the interstitial polymerization on the dynamic storage
modulus was found to be significant. The composites of
polymerization treated flax had higher storage moduli than
the unwashed fiber composites, which suggested that the
adhesion between the flax fibers and the matrix was
improved by the treatments.
Wang et al. [54] investigated the effects of different
chemical modifications on the properties of flax fiber-rein-
forced rotationally molded composites. The chemical mod-
ifications carried out were mercerization, peroxide treat-
ment, benzoylation, and peroxide treatment. The modified
fibers were then extruded with the polymer matrix to form
the composite and an improvement in interfacial adhesion
was observed.
Tserki et al. [55] studied the effect of acetylation and pro-
pionylation and the addition of MA-grafted Bionolle 3001
as a compatibilizer on the flax and hemp fiber/polyester
composites. The fiber treatments and the incorporation of
compatibilizer significantly improved the tensile strength of
the composites, whereas an important reduction in the water
absorption was found with the addition of treated fibers. The
use of compatabilizer resulted in the increase in tensile
strength from 25.4 to 33.3 MPa and Young’s modulus from
1,580 to 1,720 MPa. Moreover, incorporation of fibers into
the matrix also increased the rate of biodegradation.
Zafeiropoulos et al. [56] investigated the effect of chemi-
cal modification on the tensile strength of flax fibers. The
authors tried acetylation and stearation and found that the
tensile strength of flax fibers did not exhibit any drastic
improvement. The SEM examination of the fractured surfa-
ces revealed that acetylated fibers exhibited a different mode
of failure from the other fibers, suggesting that the treatment
altered the bulk properties along with the surface properties.
Arbelaiz et al. [57] developed composites by mixing
biodegradable poly(e-caprolactone) thermoplastic (PCL)
with bundles of short flax fibers. In order to improve fiber/
matrix adhesion, poly(e-caprolactone)-g-maleic anhydride
copolymer (PCL-g-MA) was used as compatibilizer. Com-
posites fabricated with bundles of flax fiber and PCL-g-
MA matrix showed an improvement in tensile and flexural
strengths by 54 and 44%, respectively. SEM of fractured
surfaces confirmed the improvement in adhesion between
flax fiber bundles and PCL-g-MA matrix. Results obtained
by thermogravimetric analysis showed that addition of
fibers and modification of matrix slightly reduced the ther-
mal stability of composites.
Recently, Kreze et al. [58] reported on the water sorp-
tion behavior of raw and treated flax fibers. The effects of
conventional pretreatment processes on the sorption ability
of flax fibers were compared with environment-friendly en-
zymatic procedures.
FIG. 9. Scanning electron micrographs (a) and (b) of typical cross sec-
tions of treated coir fiber at two magnifications; (c) a cellulose helical
spiral in a fractured cross section [49].
196 POLYMER COMPOSITES—-2008 DOI 10.1002/pc
Hemp Fiber Composites
Sebe et al. [59] observed a strong interfacial adhesion
between hemp fibers and polyester matrix due to chemical
modification. The modification consisted of esterification
of hemp fibers using methacrylic anhydride which intro-
duced reactive vinylic groups at the surface of the fibers.
Radical copolymerization between the vinylic groups and
the unsaturated bonds of the resin occurred and this
accounted for greater interfacial adhesion.
Mutje et al. [60] investigated the effect of maleated PP
as coupling agent for PP composites reinforced with hemp
fibers. The addition of the coupling agent increased the
ultimate tensile strength and flexural strength by up to 49
and 38%, respectively, in comparison to the composites
produced without coupling agent. The interaction between
the surface of hemp fibers and the coupling agent was
also monitored by FTIR spectroscopy. The efficient inter-
action of MA with the functional surface of hemp fibers
increased the interfacial adhesion and properties of compo-
sites.
Sain et al. [61] studied the interface modification and
mechanical properties of hemp fiber-reinforced polyolefin
composite products. The effect of low-molecular weight
and maleated-type coupling agent on the mechanical prop-
erties of these natural fiber-reinforced PP composites was
also investigated and it was found that the optimum level
of the coupling agent was around 3–4% by weight of the
composites.
Bledzki et al. [62] investigated the influence of chemical
treatment on the properties of hemp fiber-reinforced epoxy
and PP composites. The effects of different mercerization
parameters, such as concentration of alkali (NaOH), tem-
perature, duration time, and tensile stress applied to the
fibers on the structure and properties of hemp fibers were
studied and judged via the cellulose I-II lattice conversion.
It was observed that the mechanical properties of the fibers
can be controlled in a broad range using appropriate pa-
rameters during mercerization treatment.
Rouison et al. [63] studied the water absorption of hemp
fiber-reinforced unsaturated polyester composites by mag-
netic resonance imaging system. The authors observed that
the moisture absorption process followed a diffusion mech-
anism and was found to be more important in the longitudi-
nal than in the transverse direction of composites. Also,
various fiber treatments did not result in a substantial
increase in the resistance to water absorption. According to
the authors, the most effective technique to enhance mois-
ture resistance was to properly encapsulate all the fibers
within the matrix.
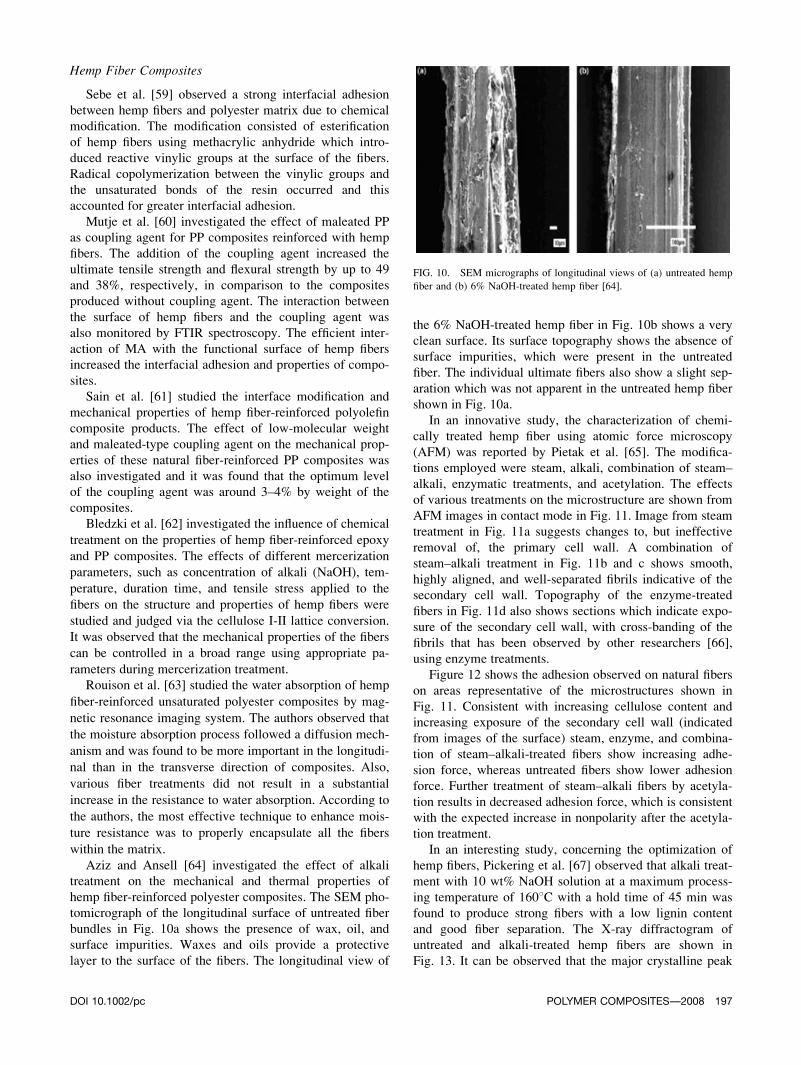
Aziz and Ansell [64] investigated the effect of alkali
treatment on the mechanical and thermal properties of
hemp fiber-reinforced polyester composites. The SEM pho-
tomicrograph of the longitudinal surface of untreated fiber
bundles in Fig. 10a shows the presence of wax, oil, and
surface impurities. Waxes and oils provide a protective
layer to the surface of the fibers. The longitudinal view of
the 6% NaOH-treated hemp fiber in Fig. 10b shows a very
clean surface. Its surface topography shows the absence of
surface impurities, which were present in the untreated
fiber. The individual ultimate fibers also show a slight sep-
aration which was not apparent in the untreated hemp fiber
shown in Fig. 10a.
In an innovative study, the characterization of chemi-
cally treated hemp fiber using atomic force microscopy
(AFM) was reported by Pietak et al. [65]. The modifica-
tions employed were steam, alkali, combination of steam–
alkali, enzymatic treatments, and acetylation. The effects
of various treatments on the microstructure are shown from
AFM images in contact mode in Fig. 11. Image from steam
treatment in Fig. 11a suggests changes to, but ineffective
removal of, the primary cell wall. A combination of
steam–alkali treatment in Fig. 11b and c shows smooth,
highly aligned, and well-separated fibrils indicative of the
secondary cell wall. Topography of the enzyme-treated
fibers in Fig. 11d also shows sections which indicate expo-
sure of the secondary cell wall, with cross-banding of the
fibrils that has been observed by other researchers [66],
using enzyme treatments.
Figure 12 shows the adhesion observed on natural fibers
on areas representative of the microstructures shown in
Fig. 11. Consistent with increasing cellulose content and
increasing exposure of the secondary cell wall (indicated
from images of the surface) steam, enzyme, and combina-
tion of steam–alkali-treated fibers show increasing adhe-
sion force, whereas untreated fibers show lower adhesion
force. Further treatment of steam–alkali fibers by acetyla-
tion results in decreased adhesion force, which is consistent
with the expected increase in nonpolarity after the acetyla-
tion treatment.
In an interesting study, concerning the optimization of
hemp fibers, Pickering et al. [67] observed that alkali treat-
ment with 10 wt% NaOH solution at a maximum process-
ing temperature of 1608C with a hold time of 45 min was
found to produce strong fibers with a low lignin content
and good fiber separation. The X-ray diffractogram of
untreated and alkali-treated hemp fibers are shown in
Fig. 13. It can be observed that the major crystalline peak
FIG. 10. SEM micrographs of longitudinal views of (a) untreated hemp
fiber and (b) 6% NaOH-treated hemp fiber [64].
DOI 10.1002/pc POLYMER COMPOSITES—-2008 197

FIG. 11. Morphology of fiber surfaces after treatment obtained from deflection AFM image data. Scale bar
shows 400 nm. Steam treatment is shown in (a), low magnification steam þ alkaline is shown in (b) with
higher magnification in (c), enzyme treatment is shown in (d) [65].
FIG. 12. AFM adhesion forces measured on natural fibers. Estimates of
the water contact angle and surface energy [65].
FIG. 13. X-ray diffraction patterns of NaOH-treated and untreated
hemp fiber [67]. [Color figure can be viewed in the online issue, which
is available at www.interscience.wiley.com.]
198 POLYMER COMPOSITES—-2008 DOI 10.1002/pc
on each pattern occurred at around 2y ¼ 22.58, which rep-
resents the cellulose crystallographic plane (002). The X-
ray diffractogram shows that the intensity of the crystallo-
graphic plane (002) was significantly increased due to al-
kali treatment of the hemp fibers. It was also seen that the
crystallinity index of the hemp fibers increased with alkali
treatment. This was attributed to the better packing and
stress relaxation of cellulose chains as a result of the re-
moval of pectins and other amorphous constituents from
the fiber [68]. The increase in crystallinity obtained by al-
kali treatment of the hemp fibers is thought to be the main
contributing factor for the increase in fiber strength.
Thielemans et al. [69] used lignin to modify hemp fibers
in polyester composites and observed an improvement in
tensile strength of composites. The tensile modulus
increased by 10%, the flexural modulus increased by
22.5%, and the flexural strength increased by 7%. These
increments in the mechanical properties were related to the
amount of lignin covering the fiber.
In another novel approach, the fungal modification of
hemp fiber in polyester composites was carried out by
Gulati and Sain [70]. They used a fungus, Ophiostomaulmi, obtained from elm tree infected with Dutch elm dis-
ease. Treated fibers showed improved acid–base character-
istics and resistance to moisture. Composites produced
from treated fibers showed slightly better mechanical prop-
erties, which was due to improved interfacial adhesion. It
was also observed that the flexural modulus increased from
21.7 to 26.2 MPa due to fungal treatment.
Henequen Fiber Composites
Toledano-Thompson et al. [71] investigated the charac-
terization of henequen fibers treated with an epoxide and
grafted with polyacrylic acid (PAA). The grafting of PAA
onto the henequen fibers was confirmed by FTIR. Gravi-
metric measurements and FTIR characterization indicated
that the amount of grafting depends on the concentration of
the initiator present in the reaction medium. The best con-
ditions for the grafting reaction were found when the initia-
tor was 0.4% with respect to the weight of the fiber.
Herrera-Franco and Valdez-Gonzalez [72] used different
silane coupling agents to increase the extent of adhesion
between henequen fibers and HDPE. The increase in tensile
strength was only found to be possible when the henequen
fibers were treated first with an alkali solution. It was also
shown that the silane treatment produced an increase of
13% in flexural strength while the flexural modulus
remained relatively unaffected.
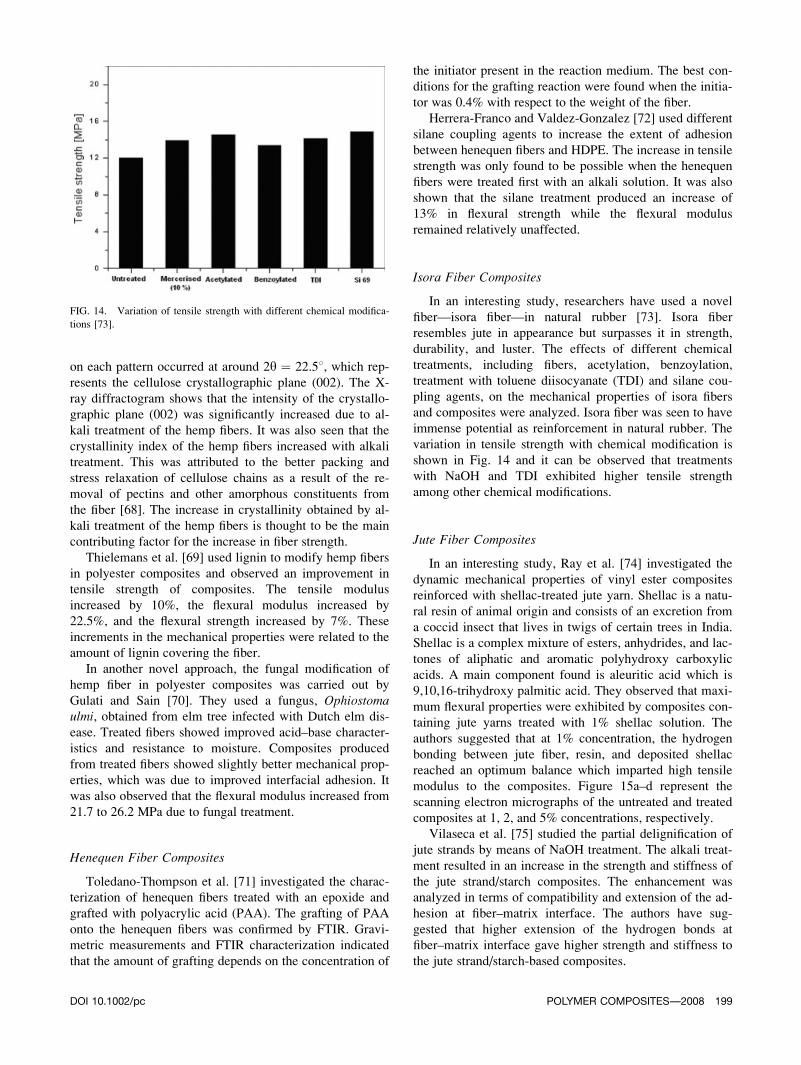
Isora Fiber Composites
In an interesting study, researchers have used a novel
fiber—isora fiber—in natural rubber [73]. Isora fiber
resembles jute in appearance but surpasses it in strength,
durability, and luster. The effects of different chemical
treatments, including fibers, acetylation, benzoylation,
treatment with toluene diisocyanate (TDI) and silane cou-
pling agents, on the mechanical properties of isora fibers
and composites were analyzed. Isora fiber was seen to have
immense potential as reinforcement in natural rubber. The
variation in tensile strength with chemical modification is
shown in Fig. 14 and it can be observed that treatments
with NaOH and TDI exhibited higher tensile strength
among other chemical modifications.
Jute Fiber Composites
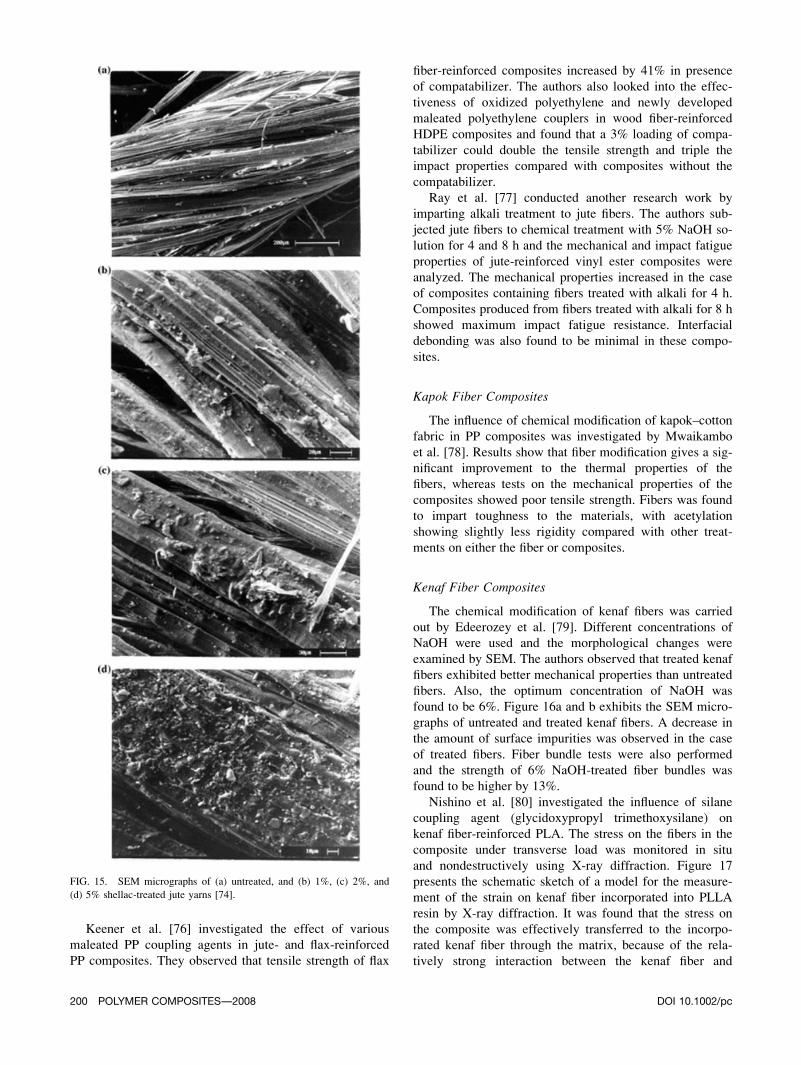
In an interesting study, Ray et al. [74] investigated the
dynamic mechanical properties of vinyl ester composites
reinforced with shellac-treated jute yarn. Shellac is a natu-
ral resin of animal origin and consists of an excretion from
a coccid insect that lives in twigs of certain trees in India.
Shellac is a complex mixture of esters, anhydrides, and lac-
tones of aliphatic and aromatic polyhydroxy carboxylic
acids. A main component found is aleuritic acid which is
9,10,16-trihydroxy palmitic acid. They observed that maxi-
mum flexural properties were exhibited by composites con-
taining jute yarns treated with 1% shellac solution. The
authors suggested that at 1% concentration, the hydrogen
bonding between jute fiber, resin, and deposited shellac
reached an optimum balance which imparted high tensile
modulus to the composites. Figure 15a–d represent the
scanning electron micrographs of the untreated and treated
composites at 1, 2, and 5% concentrations, respectively.
Vilaseca et al. [75] studied the partial delignification of
jute strands by means of NaOH treatment. The alkali treat-
ment resulted in an increase in the strength and stiffness of
the jute strand/starch composites. The enhancement was
analyzed in terms of compatibility and extension of the ad-
hesion at fiber–matrix interface. The authors have sug-
gested that higher extension of the hydrogen bonds at
fiber–matrix interface gave higher strength and stiffness to
the jute strand/starch-based composites.
FIG. 14. Variation of tensile strength with different chemical modifica-
tions [73].
DOI 10.1002/pc POLYMER COMPOSITES—-2008 199
Keener et al. [76] investigated the effect of various
maleated PP coupling agents in jute- and flax-reinforced
PP composites. They observed that tensile strength of flax
fiber-reinforced composites increased by 41% in presence
of compatabilizer. The authors also looked into the effec-
tiveness of oxidized polyethylene and newly developed
maleated polyethylene couplers in wood fiber-reinforced
HDPE composites and found that a 3% loading of compa-
tabilizer could double the tensile strength and triple the
impact properties compared with composites without the
compatabilizer.
Ray et al. [77] conducted another research work by
imparting alkali treatment to jute fibers. The authors sub-
jected jute fibers to chemical treatment with 5% NaOH so-
lution for 4 and 8 h and the mechanical and impact fatigue
properties of jute-reinforced vinyl ester composites were
analyzed. The mechanical properties increased in the case
of composites containing fibers treated with alkali for 4 h.
Composites produced from fibers treated with alkali for 8 h
showed maximum impact fatigue resistance. Interfacial
debonding was also found to be minimal in these compo-
sites.
Kapok Fiber Composites
The influence of chemical modification of kapok–cotton
fabric in PP composites was investigated by Mwaikambo
et al. [78]. Results show that fiber modification gives a sig-
nificant improvement to the thermal properties of the
fibers, whereas tests on the mechanical properties of the
composites showed poor tensile strength. Fibers was found
to impart toughness to the materials, with acetylation
showing slightly less rigidity compared with other treat-
ments on either the fiber or composites.
Kenaf Fiber Composites
The chemical modification of kenaf fibers was carried
out by Edeerozey et al. [79]. Different concentrations of
NaOH were used and the morphological changes were
examined by SEM. The authors observed that treated kenaf
fibers exhibited better mechanical properties than untreated
fibers. Also, the optimum concentration of NaOH was
found to be 6%. Figure 16a and b exhibits the SEM micro-
graphs of untreated and treated kenaf fibers. A decrease in
the amount of surface impurities was observed in the case
of treated fibers. Fiber bundle tests were also performed
and the strength of 6% NaOH-treated fiber bundles was
found to be higher by 13%.
Nishino et al. [80] investigated the influence of silane
coupling agent (glycidoxypropyl trimethoxysilane) on
kenaf fiber-reinforced PLA. The stress on the fibers in the
composite under transverse load was monitored in situ
and nondestructively using X-ray diffraction. Figure 17
presents the schematic sketch of a model for the measure-
ment of the strain on kenaf fiber incorporated into PLLA
resin by X-ray diffraction. It was found that the stress on
the composite was effectively transferred to the incorpo-
rated kenaf fiber through the matrix, because of the rela-
tively strong interaction between the kenaf fiber and
FIG. 15. SEM micrographs of (a) untreated, and (b) 1%, (c) 2%, and
(d) 5% shellac-treated jute yarns [74].
200 POLYMER COMPOSITES—-2008 DOI 10.1002/pc

PLLA. In addition, the silane-coupling treatment to the
kenaf fiber was found to be more effective for the rein-
forcement.
Tajvidi et al. [81] investigated the effect of MA modifi-
cation on viscoelastic properties of kenaf fiber-reinforced
PP composites. An increase in storage and loss moduli and
a decrease in the mechanical loss factor were observed for
all treated composites, indicating more elastic behavior of
the composites when compared with the pure PP.
Aziz et al. [82] investigated the effect of modified poly-
ester resins in alkali-treated kenaf fiber composites. Four
types of polyester resin were used in this study. The first
one, type A, with the commercial product name Crystic 2-
406PA, was a conventional unsaturated polyester resin in
styrene monomer. Three more unsaturated polyester resins
were specifically formulated. The second resin type B had
a polymer structure modified to make it more polar in na-
ture, which implied that it was more hydrophilic and there-
fore it could interact or bond better to the OH groups on
the surface of the kenaf fibers. The third resin C contained
an additional monomer, 2,3-epoxypropyl methacrylate,
besides styrene. This monomer contained polar groups
designed to interact or even possibly to bond to the OH
groups on the surface of the natural fibers. The fourth resin
D also contained an additional monomer, 2-hydroxyethyl
methacrylate, which was also designed to interact better
with natural fibers. The resin D was found to possess the
best mechanical properties compared with the other polyes-
ter types (A, B, and C). An increase in flexural strength of
62% was observed for Polyester B matrix composites when
compared with untreated composites.
Luffa Fiber Composites
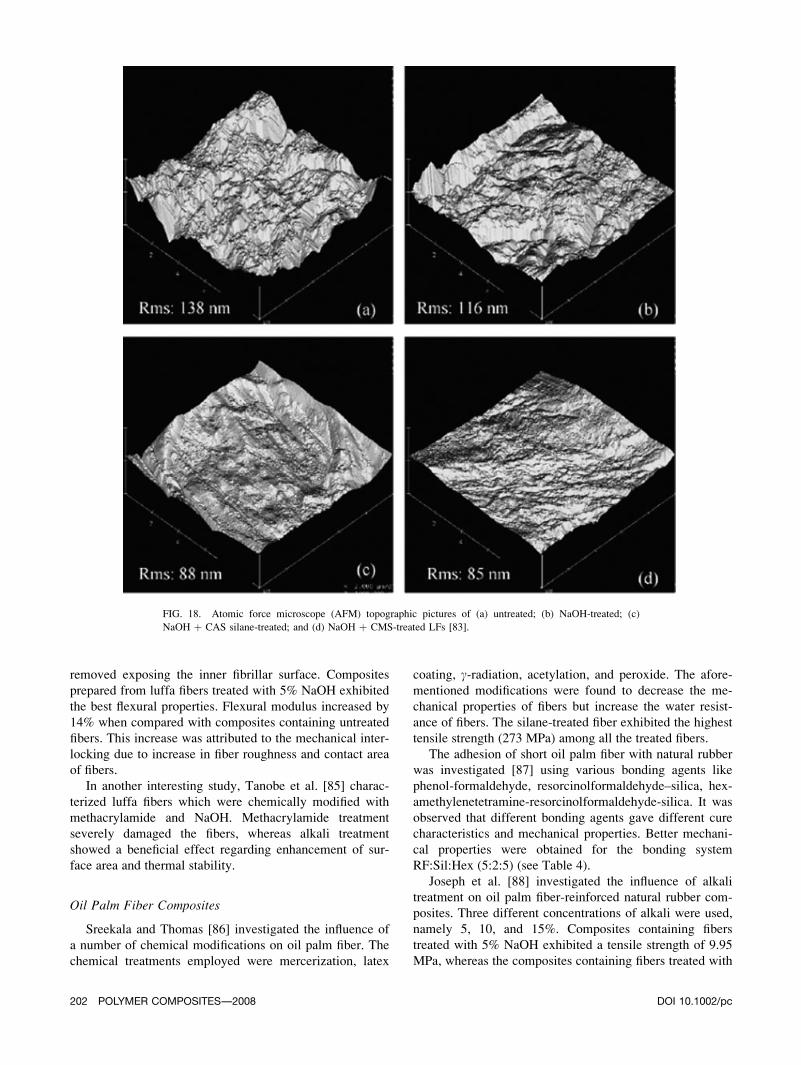
Demir et al. [83] calculated the influence of chemical
modification on luffa fiber-reinforced PP composites. The
chemical agents used were (3-aminopropyl)-triethoxysilane
(AS), 3-(trimethoxysilyl)-1-propanethiol (MS), and MAPP.
The maximum improvement in the mechanical properties
was obtained for the MS-treated composites. The interfa-
cial interactions improved the fiber compatibility, mechani-
cal properties, and water resistance of composites. The
authors also used atomic force microscope to show that the
surface roughness of fiber decreased with the employment
of silane-coupling agents as shown in Fig. 18. Untreated
and NaOH-treated fibers exhibited a roughness value of
138 and 116 nm, respectively, whereas the AS- and the
MS-treated fibers exhibited a surface roughness of 88 and
85 nm, respectively. This was considered a proof for the
surface coverage of the fibers with a siloxane layer result-
ing in decreased surface roughness.
Boynard et al. [84] studied the flexural properties of
sponge gourd (luffa) fiber-reinforced polyester composites.
Composites were prepared from luffa fibers treated with
NaOH of different concentrations, namely, 5, 10, 20, 40,
and 60% at room temperature. Composites were also pre-
pared with fibers treated with 1 and 5% NaOH at 1008C.
The authors observed that mercerization treatment pro-
duced strong morphological changes on the surface of luffa
fibers. The outer surface of the fibers was completely
FIG. 16. SEM micrograph of (a) an untreated kenaf fiber and (b) 3%
NaOH-treated kenaf fiber [79].
FIG. 17. Schematic model for the measurement of the strain on kenaf
fiber incorporated into PLLA resin by X-ray diffraction [80]. [Color
figure can be viewed in the online issue, which is available at www.
interscience.wiley.com.]
DOI 10.1002/pc POLYMER COMPOSITES—-2008 201
removed exposing the inner fibrillar surface. Composites
prepared from luffa fibers treated with 5% NaOH exhibited
the best flexural properties. Flexural modulus increased by
14% when compared with composites containing untreated
fibers. This increase was attributed to the mechanical inter-
locking due to increase in fiber roughness and contact area
of fibers.
In another interesting study, Tanobe et al. [85] charac-
terized luffa fibers which were chemically modified with
methacrylamide and NaOH. Methacrylamide treatment
severely damaged the fibers, whereas alkali treatment
showed a beneficial effect regarding enhancement of sur-
face area and thermal stability.
Oil Palm Fiber Composites
Sreekala and Thomas [86] investigated the influence of
a number of chemical modifications on oil palm fiber. The
chemical treatments employed were mercerization, latex
coating, g-radiation, acetylation, and peroxide. The afore-
mentioned modifications were found to decrease the me-
chanical properties of fibers but increase the water resist-
ance of fibers. The silane-treated fiber exhibited the highest
tensile strength (273 MPa) among all the treated fibers.
The adhesion of short oil palm fiber with natural rubber
was investigated [87] using various bonding agents like
phenol-formaldehyde, resorcinolformaldehyde–silica, hex-
amethylenetetramine-resorcinolformaldehyde-silica. It was
observed that different bonding agents gave different cure
characteristics and mechanical properties. Better mechani-
cal properties were obtained for the bonding system
RF:Sil:Hex (5:2:5) (see Table 4).
Joseph et al. [88] investigated the influence of alkali
treatment on oil palm fiber-reinforced natural rubber com-
posites. Three different concentrations of alkali were used,
namely 5, 10, and 15%. Composites containing fibers
treated with 5% NaOH exhibited a tensile strength of 9.95
MPa, whereas the composites containing fibers treated with
FIG. 18. Atomic force microscope (AFM) topographic pictures of (a) untreated; (b) NaOH-treated; (c)
NaOH þ CAS silane-treated; and (d) NaOH þ CMS-treated LFs [83].
202 POLYMER COMPOSITES—-2008 DOI 10.1002/pc

10 and 15% NaOH exhibited 9.61 and 8.86 MPa, respec-
tively. This was attributed to degradation of oil palm fiber
when using high concentrations of alkali.
The effect of isocyanate treatment on the properties of
oil palm fiber-reinforced polyurethane composites was
investigated by Rozman et al. [89]. The fibers were treated
with two types of isocyanate: hexamethylene diisocyanate
and TDI. The composites with isocyanate-treated fibers
showed superior tensile and flexural properties than those
without treatment. Tensile modulus of the composites
made from treated fibers increased by three times in com-
parison to composites made from untreated fibers. These
were believed to be attributed to the additional reaction
sites in the form of urethane functional groups produced as
a result of ��NCO reactions with ��OH of oil palm fibers.
In another interesting study, Rozman et al. [90] chemi-
cally modified oil palm empty fruit bunches with MA and
investigated the effect on tensile and dimensional stability
properties of PP composites. Oil palm empty fruit bunch
fiber was ground into small particles and was treated with
MA dissolved in dimethyl formamide. They observed that
composites treated with MA displayed higher tensile and
better dimensional stability properties. It is known that a
lignocellulosic material absorbs water by forming hydro-
gen bonds between water and hydroxyl groups of cellulose,
hemicellulose, and lignin in the cell wall. The authors
found that the composites prepared with treated fiber
exhibited lower water absorption than those with untreated
fibers. This was attributed to the replacement of hydro-
philic OH groups from the empty fruit bunches by more
hydrophobic ester groups. Another reason was due to the
formation of a protective layer on the interfacial zone,
which prevented water molecules from penetrating into the
cell wall.
In an innovative study, a unique combination of sisal
and oil palm fibers in natural rubber was utilized to design
hybrid biocomposites. Chemical modification of both sisal
and oil palm fibers increased the interfacial adhesion and
resulted in enhanced mechanical properties [91]. The influ-
ence of alkali treatment and different silane coupling
agents on the viscoelastic [92, 93], biodegradation [94],
water sorption [95], dielectric [96], and stress relaxation
[97] characteristics were also studied. The authors
observed that chemically modified composites exhibited
lower damping and water uptake properties. They were
also more resistant to degradation and exhibited lower con-
ductivity. This was attributed to the presence of a stronger
interface due to greater adhesion between fibers and
matrix.
Pineapple Fiber Composites
Green composites were fabricated using pineapple leaf
fibers and soy-based resin [98]. The addition of polyester
amide grafted glycidyl methacrylate (PEA-g-GMA) as
compatibilizer was seen to increase the mechanical proper-
ties of composites. Tensile and flexural strengths of com-
posites containing treated fibers were found to be 35 and
50 MPa, respectively, whereas those of composites con-
taining untreated fibers were found to be 30 and 45 MPa,
respectively.
Lopattananon et al. [99] investigated the chemical modi-
fication of pineapple leaf fibers in natural rubber. NaOH
solutions (1, 3, 5, and 7%, w/v) and benzoyl peroxide
(BPO) (1, 3, and 5 wt% of fiber) were used to treat the sur-
face of fibers. It was found that all surface modifications
enhanced adhesion and tensile properties. The treatments
with 5% NaOH and 1% BPO provided the best improve-
ment of strength (28 and 57%, respectively) of composites
when compared with that of untreated fiber composites.
Ramie Fiber Composites
The effect of stearic acid on tensile and thermal proper-
ties of ramie fiber-reinforced soy protein isolate (SPI) resin
green composites was investigated by Lodha and Netravali
[100]. It was observed that a part of the stearic acid crystal-
lized in SPI resin and the ability to crystallization was
affected by the addition of glycerol as a plasticizer. The
fabricated green composites were found to have enormous
potential for certain indoor applications. The interfacial ad-
hesion in the composites was apparent from SEM photomi-
crographs of the fractured tensile surfaces of the ramie/SPI
and ramie/modified soy protein isolate (MSPI) composites
tested in the axial direction as shown in Fig. 19a and b,
respectively. It can be seen that some of the fibers at the
fractured surface do not show any resin, whereas a few
other fibers clearly show resin sticking to the surface. The
presence of resin on some fiber surfaces for the SPI and
MSPI resins clearly indicates good interfacial interaction
between the fiber and the resins.
Goda et al. [101] investigated the influence of mercer-
ization on the properties of ramie fibers. The authors
observed that the tensile strength of the treated ramie fibers
was improved by 4–18% while Young’s modulus of the
treated fibers decreased by 65%. The fracture strains of the
treated ramie fibers were found to drastically increase to
three times higher than those of the untreated ramie fibers.
It was considered that such improvement upon merceriza-
TABLE 4. Cure characteristics of oil palm natural rubber composites
with different bonding systems [87].
Cure characteristics
B
(Gum)
H
(U)
I
(T)
J
(U)
K
(T)
L
(U)
M
(T)
Max. torque (Nm) 10 10.4 12.8 12.2 13.4 13.6 14.8
Min. torque (Nm) 0.4 0.6 0.7 0.6 0.7 0.8 0.9
Cure time t90 (min) 17.5 30.6 30.7 26.9 23.9 21.0 21.4
Scorch time t2 (min) 6.1 5 4.4 10.1 9.3 5.5 5.3
B, gum sample; H, phenol-formaldehyde untreated; I, phenol-formal-
dehyde treated; J, resorcinol-formaldehyde-silica (5:2) untreated; K, res-
orcinol-formaldehyde-silica (5:2) treated; L, resorcinol-formaldehyde-
silica-hexa (5:2.5) untreated; M, resorcinol-formaldehyde-silica-hexa
(5:2.5) treated.
DOI 10.1002/pc POLYMER COMPOSITES—-2008 203

tion was related to the changes in morphological and chem-
ical structures in microfibrils of the fibers.
Sisal Fiber Composites
Alvarez and Vazquez [102] investigated the effect of
acetylation and alkali-treatment on the properties of
MaterBi-Y/sisal fiber composites. It was demonstrated that
both treatments changed the morphology of the fibers by
removing cellulosic and cementing materials, creating
voids and producing fibrillation of fibers. These effects
lead to a better adhesion between fibers and matrix. The
authors suggested that the alkali treatment was more effec-
tive than acetylation.
Mwaikambo and Ansell [103] carried out the alkali
treatment of sisal fibers and analyzed the changes with
respect to the diameter and internal structure, such as cellu-
lose content, crystallinity index, and micro-fibril angle.
Alkalization was found to change the internal structure of
sisal fibers which exhibited approximately same specific
stiffness as that of steel. The crystalline nature of the
treated fibers was also found to increase due to alkali treat-
ment. Their results indicated that the structure of sisal fiber
can be chemically modified to attain properties that will
make the fiber useful as a replacement for synthetic fibers.
Martins et al. [104] studied the effect of chemical modi-
fications on the structure and morphology of sisal fibers
by NMR spectroscopy. Mercerization, acetylation, and
resorcinol/hexamethylenetetramine (R/H) treatments were
applied to sisal fibers in order to improve their adhesion in
composites materials. The results showed that the fibers/
acetylation of fibers prior to the treatment with 20/10 g/L
R/H solution for 15 min was the best treatment since the
fibers obtained exhibited the biggest effective surface area
available for chemical interaction and mechanical inter-
locking with the matrix.
Studies dealing with woven sisal fabric-reinforced natu-
ral rubber composites [105] and its moisture uptake charac-
teristics [106] were also reported. Chemical modification
of sisal fabric resulted in lowering of tensile properties.
This was attributed to the fact that the major contribu-
tion to strength in textile composites is the alignment of
yarns in warp and weft direction. Chemical treatment
results in the partial unwinding of yarns (as hemicellulose
dissolves off) and hence the alignment gets antagonized.
This results in lowering of strength of composites. Another
reason is that as sisal fabric is composed of thick strands
and knots, the alkali and silane coupling agents did not
penetrate into the fabric and therefore the interfacial prop-
erties between the sisal fabric and rubber matrix has not
been improved enough.
It can be seen from the above studies that chemical
modification of natural fibers has been exhaustively stud-
ied. Different kinds of natural fibers and different chemi-
cal modification techniques were employed to study the
variation in properties. But most of the studies have not
probed on certain aspects of chemical modification. The
properties of natural fibers have been known to be
affected by varying the concentration and time of
immersion of natural fibers with the coupling agents.
Temperature also has a significant effect on properties of
natural fibers. Most of the studies have been shown to
focus on one parameter only, mainly concentration of
the coupling agent. The variation of processing parame-
ters on the properties of composites is an important req-
uisite in determining the efficiency of the chemical mod-
ification employed.
In the case of thermoplastic composites, it has been
found that though the presence of compatibilizing agents
like (MA-PP) has increased tensile properties, the impact
performance register a decrease. Studies need to be con-
centrated on developing functionalized compatibilizers that
go beyond bridging fiber and matrix. The compatibilizer
must take part in stress and also play a role in absorbing
energy at the interface.
Another point, which is lacking in the above studies, is
that the role of the interface in providing superior mechani-
cal properties has not been explained. Studies must explore
the actual chemistry taking place and follow it up with in-
situ interfacial characterization.
FIG. 19. SEM photomicrographs of the fracture tensile surfaces of untreated and treated composites [100].
204 POLYMER COMPOSITES—-2008 DOI 10.1002/pc

CONCLUSIONS
Chemical modification of natural fibers is necessary for
increased adhesion between the hydrophilic fibers and
hydrophobic matrix. The most promising approach seems
to be one in which covalent bonds are formed between the
fiber and matrix. As apparent from the above studies, one
of the most common and efficient methods of chemical
modification is alkali treatment of fibers and it has been
used to treat almost all the natural fibers with successful
results. Maleated coupling agents are also widely used,
especially with PP matrices. Interactions between the anhy-
dride groups of maleated coupling agents and the hydroxyl
groups of natural fibers can overcome incompatibility prob-
lem between fiber and matrix. Another popular modifica-
tion is the use of silane coupling agents, but reports have
suggested that the coupling is feasible only at high temper-
atures and in the presence of moisture.
Future areas of interest should be focused on developing
coupling agents from natural products. The use of lignin as
a coupling agent in hemp fiber composites has yielded
encouraging results. Shellac has been successfully used for
treating jute fibers. Chitin and chitosan have also been used
as efficient coupling agents for woodflour composites
[107]. Biological coupling agents like fungus have also
been found to increase fiber/matrix adhesion. Zein—pro-
tein from corn—also shows enormous potential to be used
as a coupling agent.
A lot more research has to be conducted to develop
novel methods of modification and investigate the exact
mechanism of reactions occurring at the fiber–matrix inter-
face.
REFERENCES
1. K. Jayaraman, Compos. Sci. Technol., 63, 367 (2003).
2. M.Z. Rong, M.Q. Zhang, Y. Liu, G.C. Yang, and H.M.
Zeng, Compos. Sci. Technol., 61, 1437 (2001).
3. E. Sjorstrom, in Wood Chemistry: Fundamentals and Appli-cations, Academic Press, London, 169 (1981).
4. S.J. Eicchorn, C.A. Baillie, N. Zafeiropoulos, L.Y. Mwai-
kambo, M.P. Ansell, A. Dufresne, K.M. Entwistle, P.J.
Herrera-Franco, G.C. Escamilla, L. Groom, M. Hughes, C.
Hill, T.G. Rials, and P.M. Wild, J. Mater Sci., 36, 2107
(2001).
5. T.P. Nevell and S.H. Zeronian, New York, Wiley (1985).
6. P.O. Olesen and D.V. Plackett, Perspectives on the Per-
formance of Natural Plant Fibres in http://www.ienica.net,
IENICA EVENTS, Natural Fibres Performance Forum, Co-
penhagen, May 27–28 (1999), http://www.ienica.net/fibresse-
minar/fibresindex.htm.
7. A. Bismarck, S. Mishra, and T. Lampke, Natural Fibres,Biopolymers and Biocomposites, CRC Press, Boca Raton,
FL (2005).
8. S. Hattallia, A. Benaboura, F. Ham-Pichavant, A. Nourma-
mode, and A. Castellan, Polym. Degrad. Stab., 75, 259
(2002).
9. W. Hoareau, W.G. Trindade, B. Siegmund, A. Alain Cas-
tellan, and E. Frollini, Polym. Degrad. Stab., 86, 567
(2004).
10. A. Valadez-Gonzalez, J.M. Cervantes-Uc, R. Olayo, and
P.J. Herrera-Franco, Compos. B, 30, 30 (1999).
11. K.G. Satyanarayana, K.K. Ravikumar, K. Sukumaran, P.S.
Mukherjee, S.G.K. Pillai, and A.K. Kulkarni, J. Mater.Sci., 21, 57 (1986).
12. A.K. Ray, S. Moandal, S.K. Das, and P. Ramachandrarao,
J. Mater. Sci., 40, 5249 (2005).
13. J.R.M. Almeida, R.C.M.P. Aquino, and S.N. Monteiro,
Compos. A, 37, 1473 (2006).
14. M.M. Belgacem and A. Gandini, Compos. Interfaces, 12,
41 (2005).
15. J. Morales, M.G. Olayo, G.J. Cruz, P. Herrera-Franco, and
R. Olayo, J. Appl. Polym. Sci., 101, 3821 (2006).
16. J. George, S.S. Bhagawan, and S. Thomas, Compos. Inter-faces, 5, 201 (1998).
17. C. Joly, R. Gauthier, and M. Escoubes, J. Appl. Polym.Sci., 61, 57 (1996).
18. I.V. Weyenberg, T.C. Truong, B. Vangrimde, and I. Verpo-
est, Compos. A, 37, 1368 (2006).
19. D. Fengel and G. Wegener, Wood: Chemistry, Ultrastruc-ture, Reactions, de Gruyter, Berlin, 482 (1983).
20. A.K. Bledzki and J. Gassan, Prog. Polym. Sci., 24, 221
(1999).
21. N.E. Zafeiropoulos, C.A. Baillie, and J.M. Hodgkinson,
Compos. A, 33, 1183 (2002).
22. A.K. Bledzki, S. Reihmane, and J. Gassan, J. Appl. Polym.Sci., 59, 1329 (1996).
23. L.A. Pothan, S. Thomas, and G. Groeninckx, Compos. A,
37, 1260 (2006).
24. P.J. Herrera-Franco, A. Valdez Gonzalez, and M. Cer-
vantes-Uc, Compos. B, 28, 331 (1997).
25. P.J. Herrera-Francoand A. Valdez Gonzalez, J. Appl.Polym. Sci., 65, 197 (1997).
26. A. Valdez Gonzalez, M. Cervantes-Uc, R. Olayo, and P.J.
Herrera-Franco, Compos. B, 30, 321 (1999).
27. Y. Xue, D.R. Veazie, C. Glinsey, M.F. Horstemeyer, and
R.M. Rowell, Compos. A, 38, 152 (2007).
28. X. Colom, F. Carrasco, P. Pagcs, and J. Canavatc, Compos.Sci. Technol., 63, 161 (2003).
29. M. Shibata, K. Ozawa, N. Teramoto, R. Yosomiya, and H.
Takeishi, Macromol. Mater. Eng, 288, 35 (2003).
30. N. Teramoto, K. Urata, K. Ozawa, and M. Shibata, Polym.Degrad. Stab., 86, 401 (2004).
31. Y.-T. Zheng, D.-R. Cao, D.-S. Wang, and J.-J. Chen, Com-pos. A, 38, 20 (2007).
32. Y. Cao, S. Shibata, and I. Fukumoto, Compos. A, 37, 423
(2006).
33. S.-H. Lee and S. Wang, Compos. A, 37, 80 (2006).
34. T. Ohkita and S.-H. Lee, J. Appl. Polym. Sci., 100, 3009
(2006).
35. M. Das and D. Chakraborty, J. Appl. Polym. Sci., 102,
5050 (2006).
36. H. Ismail, M.R. Edyham, and B. Wirjosentono, Polym.Test., 21, 139 (2002).
DOI 10.1002/pc POLYMER COMPOSITES—-2008 205
37. H. Ismail, S. Shuhelmy, and M.R. Edyham, Eur. Polym. J.,38, 39 (2002).
38. M.M. Thwe and K. Liao, Compos. A, 33, 43 (2002).
39. L.A. Pothan, F. Simon, S. Spange, and S. Thomas, Bioma-cromolecules, 7, 892 (2006).
40. S. Joseph, Z. Oommen, and S. Thomas, J. Appl. Polym.Sci., 100, 2521 (2006).
41. M. Idicula, A. Boudenne, L. Umadevi, L. Ibos, Y.
Candau, and S. Thomas, Compos. Sci. Technol., 66, 2719
(2006).
42. M. Brahmakumar, C. Pavithran, and R.M. Pillai, Compos.Sci. Technol., 65, 563 (2005).
43. V. Calado and D.W. Barreto, J. Mater. Sci. Lett., 23, 2151
(2000).
44. A.K. Mohanty, M. Misra, and L.T. Drzal, Compos. Interfa-ces, 8, 313 (2001).
45. R.K. Samal, B.B. Panda, S.K. Rout, and M. Mohanty,
J. Appl. Polym. Sci., 58, 745 (1995).
46. S. Sreenivasan, P.B. Iyer, and K.R.K. Iyer, J. Mater. Sci.,31, 721 (1996).
47. J. Rout, M. Misra, and A.K. Mohanty, Polym. Adv. Tech-nol., 10, 336 (1999).
48. J. Rout, S.S. Tripathy, S.K. Nayak, M. Misra, and A.K.
Mohanty, J Appl. Polym. Sci., 79, 1169 (2001).
49. G.G. Silva, D.A. De Souza, J.C. Machado, and D.J. Hour-
ston, J. Appl. Polym. Sci., 76, 1197 (2000).
50. H. Kaddami, A. Dufresne, B. Khelifi, A. Bendahou, M.
Taourirte, M. Raihane, N. Issartel, H. Sautereau, J.-F. Ge-
rard, and N. Sami, Compos. A, 37, 1413 (2006).
51. R. Kahraman, S. Abbasi, and B. Abu-Sharkh, Int. J. Polym.Mater., 54, 483 (2005).
52. F. Gouanve, S. Marais, A. Bessadok, D. Langevin, C. Mor-
van, and M. Metayer, J. Appl. Polym. Sci., 101, 4281
(2006).
53. R.A. Shanks, A. Hodzic, and D. Ridderhof, J. Appl. Polym.Sci., 101, 3620 (2006)
54. B. Wang, S. Panigrahi, L. Tabil, and W. Crerar, ‘‘Effects
of Chemical Treatments on Mechanical and Physical Prop-
erties of Flax Fiber-reinforced Rotationally Molded Compo-
sites,’’ in ASAE Annual Meeting, Paper no. 046083 (2004).
55. V. Tserki, P. Matzinos, N.E. Zafeiropoulos, and C.J. Pan-
ayiotou, J. Appl. Polym. Sci., 100, 4703 (2006).
56. N.E. Zafeiropoulos, G.G. Dijon, and C.A. Baillie, Compos.
A, 38, 621 (2007).
57. A. Arbelaiz, B. Fernandez, A. Valea, and I. Mondragon,
Carbohydr. Polym., 64, 224 (2006).
58. T. Kreze, S. Iskrae, S.S. Smole, K. Stana-Kleinschek, S.
Strnad, and D. Fakin, J. Nat. Fiber, 2, 23 (2005).
59. G. Sebe, N.S. Cetin, C.A.S. Hill, and M. Hughes, Appl.Compos. Mater., 7, 341 (2000).
60. P. Mutje, M.E. Vallejos, J. Girones, F. Vilaseca, A. Lopez,
J.P. Lopez, and J.A. Mendez, J. Appl. Polym. Sci., 102,
833 (2006).
61. M. Sain, P. Suhara, S. Law, and A. Bouilloux, J. Reinf.Plast. Compos., 24, 121 (2005).
62. A.K. Bledzki, H.-P. Fink, and K. Specht, J. Appl. Polym.Sci., 93, 2150 (2004).
63. D. Rouison, M. Couturier, M. Sain, B. MacMillan, and B.J.
Balcom, Polym. Compos., 26, 509 (2005).
64. S.H. Aziz and M.P. Ansell, Compos. Sci. Technol., 64,
1231 (2004).
65. A. Pietak, S. Korte, E. Tan, A. Downard, and M.P. Staiger,
Appl. Surf. Sci., 253, 3627 (2006).
66. G. Buschile-Diller, C. Fanter, and F. Loth, Text. Res. J.,69, 244 (1999).
67. K.L. Pickering, G.W. Beckermann, S.N. Alam, and N.J.
Foreman, Compos. A, 38, 461 (2007).
68. S. Ouajai and R.A. Shanks, Polym. Degrad. Stab., 89, 327
(2005).
69. W. Thielemans, E. Can, S.S. Morye, and R.P. Wool,
J. Appl. Polym. Sci., 83, 323 (2002).
70. D. Gulatiand M. Sain, J. Polym. Environ., 14, 347
(2006).
71. T. Toledano-Thompson, M.I. Lorıa-Bastarrachea, and M.J.
Aguilar-Vega, Carbohydr. Polym., 62, 67 (2005).
72. P.J. Herrera-Franco and A. Valadez-Gonzalez, Compos. B,
36, 597 (2005).
73. L. Mathew, K.U. Joseph, and R. Joseph, Prog. RubberPlast. Recycl. Technol., 20, 337 (2004).
74. D. Ray, S.P. Sengupta, A.K. Rana, and N.R. Bose, Ind.Eng. Chem. Res., 45, 2722 (2006).
75. F. Vilaseca, J.A. Mendez, A. Pelach, M. Llop, N. Canigu-
eral, J. Girones, X. Turon, and P. Mutje, Proc. Biochem.
42, 329–334 (2007).
76. T.J. Keener, R.K. Stuart, and T.K. Brown, Compos. A, 35,
357 (2004).
77. D. Ray, B.K. Sarkar, and A.K. Rana, J. Appl. Polym. Sci.,85, 2588 (2002).
78. L.Y. Mwaikambo, E. Martuscelli, and M. Avella, Polym.Test., 19, 905 (2000).
79. A.M.M. Edeerozey, H.M. Ahil, A.B. Azhar, and M.I.Z.
Ariffin, Mater. Lett. 61, 2023–2025 (2007).
80. T. Nishino, K. Hirao, and M. Kotera, Compos. A, 37, 2269
(2006).
81. M. Tajvidi, R.H. Falk, and J.C. Hermanson, J. Appl.Polym. Sci., 101, 4341 (2006).
82. S.H. Aziz, M.P. Ansell, S.J. Clarke, and S.R. Panteny,
Compos. Sci. Technol., 65, 525 (2005).
83. H. Demira, U. Atiklera, D. Balkosea, and F. Tıhmınlıoglu,
Compos. A, 37, 447 (2006).
84. C.A. Boynard, S.N. Monteiro, and J.R.M. Almeida,
J. Appl. Polym. Sci., 87, 1927 (2003).
85. V.O.A. Tanobe, T.H.D. Sydenstricker, M. Munaro, and
S.C. Amico, Polym. Test., 24, 474 (2005).
86. M.S. Sreekala and S. Thomas, Compos. Sci. Technol., 63,
861 (2003).
87. H. Ismail, N. Rosnah, and H.D. Rozman, Polymer, 38, 16
(1997).
88. S. Joseph, K. Joseph, and S. Thomas, Int. J. Polym. Mater.,55, 925 (2006).
89. H.D. Rozman, K.R. Ahmadhilmi, and A. Abubakar, Polym.Test., 23, 559 (2004).
90. H.D. Rozman, M.J. Saad, and Z.A.M. Ishak, J. Appl.Polym. Sci., 87, 827 (2003).
206 POLYMER COMPOSITES—-2008 DOI 10.1002/pc

91. M. Jacob, K.T. Varughese, and S. Thomas, Compos. Sci.Technol., 64, 955 (2004).
92. M. Jacob, B. Francis, K.T. Varughese, and S. Thomas,
Polym. Compos., 27, 671 (2006).
93. M. Jacob, B. Francis, K.T. Varughese, and S. Thomas,
Macromol. Mater. Eng., 291, 1119 (2006).
94. M. Jacob, K.T. Varughese, and S. Thomas, Int. J. Bio-mater. Bioenergy, 1, 118–126 (2007).
95. M. Jacob, K.T. Varughese, and S. Thomas, Biomacromole-cules, 6, 2969 (2005).
96. M. Jacob, K.T. Varughese, and S. Thomas, J. Mater. Sci.,41, 5538 (2006).
97. M. Jacob, K.T. Varughese, and S. Thomas, J. Reinf. Plast.Compos., 25, 1903 (2006).
98. W. Liu, M. Misra, P. Askeland, L.T. Drzal, and A.K.
Mohanty, Polymer, 46, 2710 (2005).
99. N. Lopattananon, K. Panawarangkul, K. Sahakaro, and B.
Ellis, J. Appl. Polym. Sci., 102, 1074 (2006).
100. P. Lodha and A.N. Netravali, Compos. Sci. Technol., 65,
1211 (2005).
101. K. Goda, M.S. Sreekala, A. Gomes, T. Kaji, and J. Ohji,
Compos. A, 37, 2213 (2006).
102. V.A. Alvarez and A. Va’zquez, Compos. A, 37, 1672
(2006).
103. L.Y. Mwaikambo and M.P. Ansell, J. Mater. Sci., 41, 2497
(2006).
104. M.A. Martins, L.A. Forato, L.H.C. Mattoso, and L.H. Col-
nago, Carbohydr. Polym., 64, 127 (2006).
105. M. Jacob, K.T. Varughese, and S. Thomas, J. Compos.Mater., 40, 1471 (2006).
106. M. Jacob, K.T. Varughese, and S. Thomas, J. Appl. Polym.
Sci., 102, 416 (2006).
107. B.L. Shah., L.M. Matuana, and P.A. Heiden, ‘‘Novel Cou-
pling Agents for PVC-Wood Flour Composites,’’ in Annual
Technical Conference—ANTEC Conference Proceedings,
Vol. 10, 168 (2005).
DOI 10.1002/pc POLYMER COMPOSITES—-2008 207




















