
MRP-SPC LAB PL Levothyroxine 25-200 microgram 2007Sep20 subm
GRAFICAS DE CONTROL 1
CONTROL ESTADISTICO
DEL PROCESO (SPC)
“STATISTICAL PROCESS CONTROL”
MODULO
M.C. ROLANDO DEL TORO WALS
UNIDAD IIIGRAFICAS DE CONTROL
GRAFICAS DE CONTROL 2
3.-GRAFICAS DE CONTROL
• Dr. Walter Shewhart
Laboratorios Bell ~1920
• Fué el primero en hacer la distinción entre variación controlada y no-controlada debida a causas comunes y especiales.
• Desarrolló las gráficas de control para separar las dos causas.
• Es la única herramienta que distingue entre causas especiales y causas comunes de la variación.
¿Qué es una Gráfica de Control?
• Es la representación gráfica de una característica de un proceso.
• Representa a un proceso mostrando si solo están presentes causas comunes de variación.
• Le dice si algo está cambiando en su proceso y en que momento está sucediendo tal cambio.
• No le dice que está causando el cambio y si este es “bueno” o “malo”.
GRAFICAS DE CONTROL 3
Aplicaciones Básicas de las
Gráficas de Control
• Asisten al determinar si un proceso ha estado operando dentro de control estadístico.
• Separan las ‘causas comunes’ de variación de las ‘causas especiales’ de variación.
• Ayudan a lograr y mantener control estadístico.
Beneficios de los Sistemas de Gráficas de Control
Técnica comprobada para mejorar la productividad
Efectiva para prevenir defectos
Evita ajustes innecesarios al proceso
Proporciona información de diagnóstico
Proporciona información acerca de la capacidad del proceso
HTAS. BASICAS 4
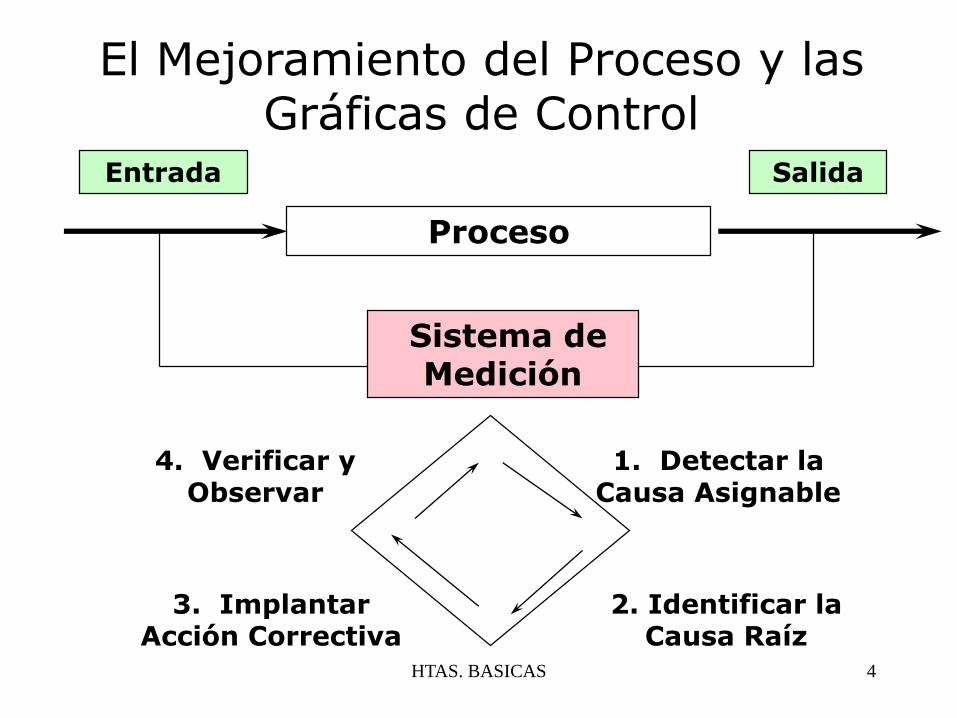
El Mejoramiento del Proceso y las Gráficas de Control
Sistema de Medición
Entrada Salida
1. Detectar la Causa Asignable
4. Verificar y Observar
3. Implantar Acción Correctiva
2. Identificar la Causa Raíz
Proceso
GRAFICAS DE CONTROL 5
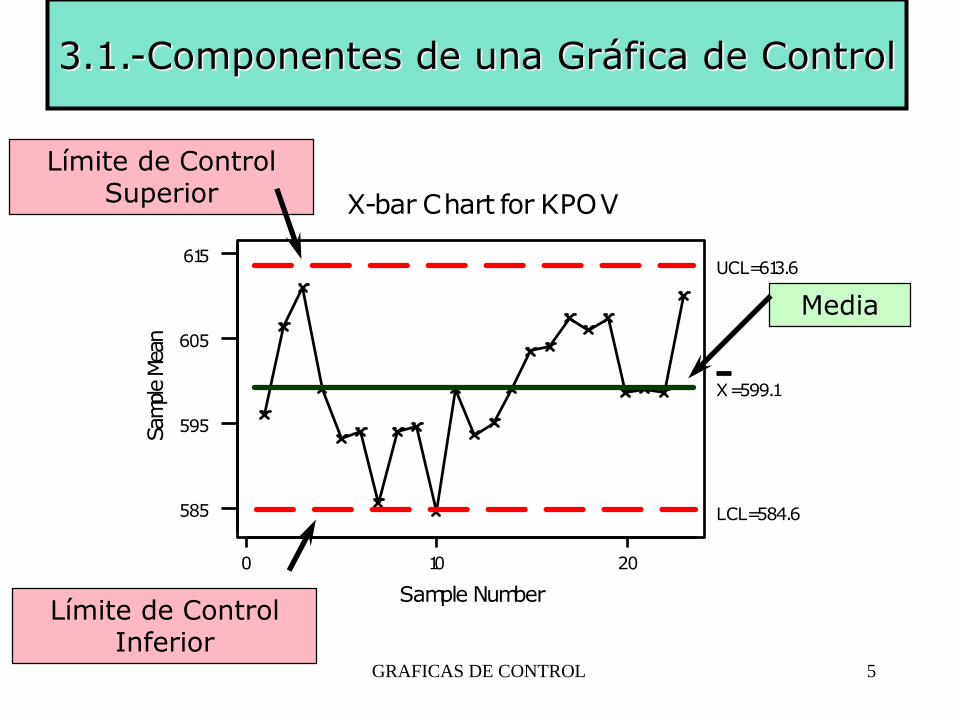
3.1.-Componentes de una Gráfica de Control
Límite de Control Inferior
Media
20100
615
605
595
585
Sample Number
Samp le
Mea
n
X-bar Chart for KPOV
X=599.1
UCL=613.6
LCL=584.6
Límite de Control Superior
GRAFICAS DE CONTROL 6
20100
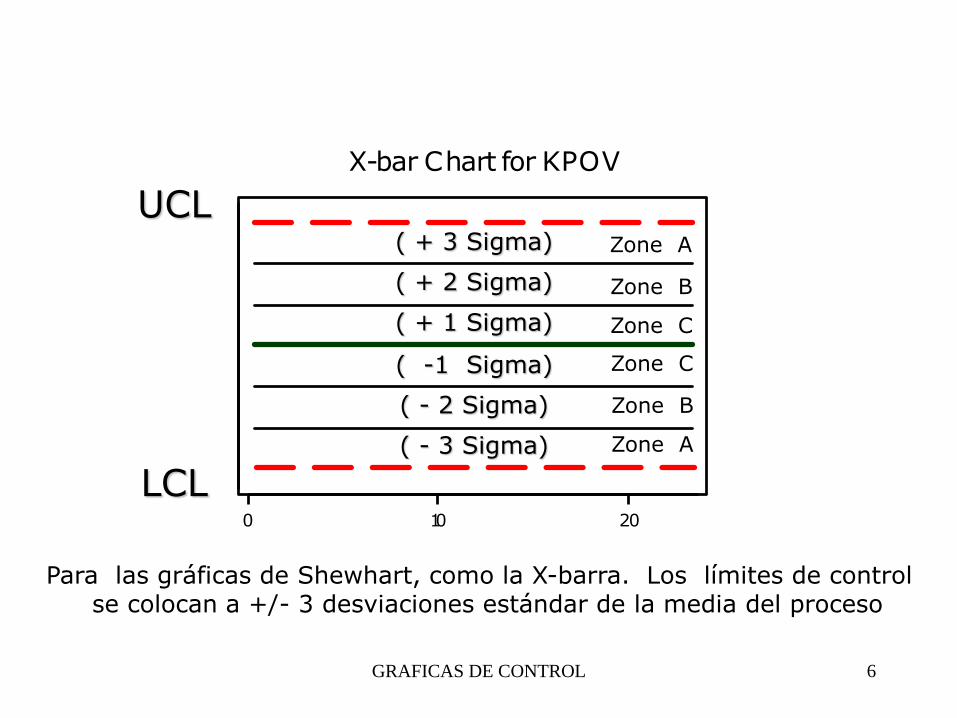
X-bar Chart for KPOV
( + 3 Sigma)
( + 2 Sigma)
( + 1 Sigma)
( -1 Sigma)
( - 2 Sigma)
( - 3 Sigma)
UCL
LCL
Para las gráficas de Shewhart, como la X-barra. Los límites de control se colocan a +/- 3 desviaciones estándar de la media del proceso
Zone A
Zone B
Zone C
Zone C
Zone B
Zone A

HTAS. BASICAS 7
CAUSAS COMUNES
• Existen en cada operación/proceso
• Son causadas por el mismo proceso (debido a la forma como usualmente hacemos las cosas)
• Generalmente controlable por la gerencia
CAUSAS ESPECIALES
• Existen en la mayoría de las operaciones/procesos. Se pueden presentar de vez en cuando, o continuamente en algunos procesos.
• Son causados por una única alteración o una serie de ellas.
• Generalmente controlable por el operador (o cuando menos detectable).
Causas comunes y especiales
Cada tipo exhibe diferentes características estadísticas; por lo tanto, para controlar y reducir sus efectos, debemos tratarlas
de manera diferente.
HTAS. BASICAS 8
Causas Comunes vs. Causas Especiales de Variación
Causas Comunes de Variación...
Más del 90% de la variación es por naturaleza, debida a causas comunes. Por ejemplo, ¿cuáles son algunas de las causas comunes de variación que lo forzan a usted a llegar al trabajo a diferente hora cada día? Lo crea usted o no... la variación que existe en las ventas es debida a causas comunes.
Causas Especiales de Variación...
Menos del 10% de toda la variación es por naturaleza, debida a causas especiales. ¿Cuáles podrían ser algunos ejemplos de causas especiales de variación que lo forcen a llegar a horas variables a su trabajo cada día?
Aunque menos del 10% de toda la variación es debida a causas especiales, la gente aún tiende a tratar cada pico o valle como si fuera especial - cuando normalmente son causas comunes.
HTAS. BASICAS 9
Causas Comunes vs. Causas Especiales de Variación
¿A quién le importa? Por qué invertir tiempo identificando si la variación en un proceso es debida a causas comunes o
especiales?
La respuesta...
Una de las principales razones del por qué se hacen y se utilizan las gráficas de control, es para identificar causas especiales de variación. Usaremos diferentes estrategias para reducir la variación dependiendo de si la variación es común o especial.
HTAS. BASICAS 10
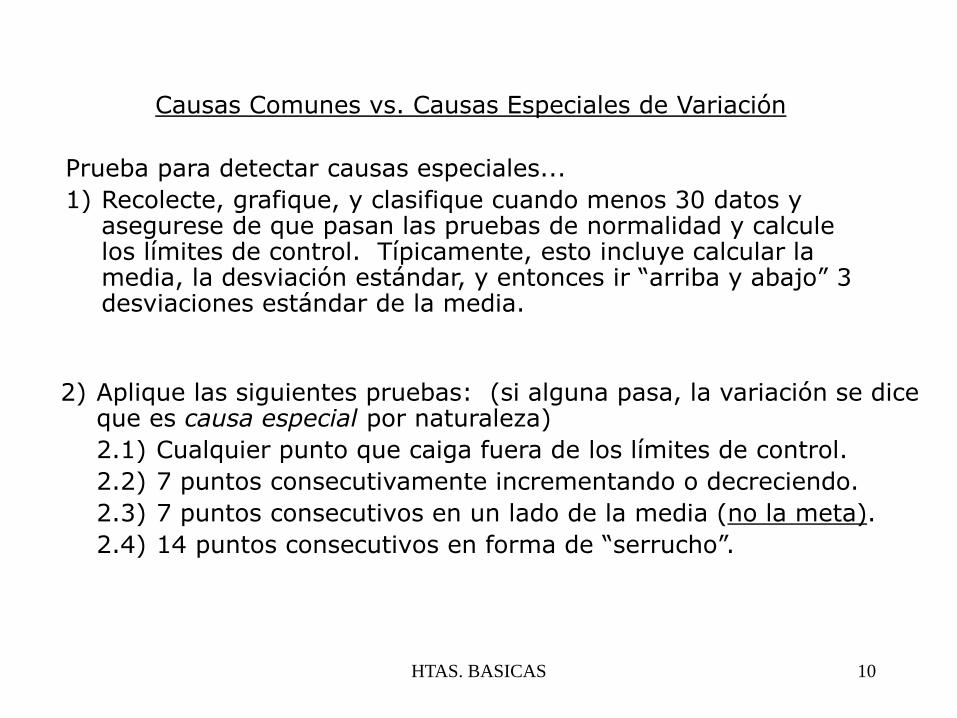
Causas Comunes vs. Causas Especiales de Variación
Prueba para detectar causas especiales...
1) Recolecte, grafique, y clasifique cuando menos 30 datos y asegurese de que pasan las pruebas de normalidad y calcule los límites de control. Típicamente, esto incluye calcular la media, la desviación estándar, y entonces ir “arriba y abajo” 3 desviaciones estándar de la media.
2) Aplique las siguientes pruebas: (si alguna pasa, la variación se dice que es causa especial por naturaleza)
2.1) Cualquier punto que caiga fuera de los límites de control.
2.2) 7 puntos consecutivamente incrementando o decreciendo.
2.3) 7 puntos consecutivos en un lado de la media (no la meta).
2.4) 14 puntos consecutivos en forma de “serrucho”.

HTAS. BASICAS 11
Causas Comunes vs. Causas Especiales de Variación
Tres estrategias para reducir las causas comunes de variación...
1) Estratificación - examinando las diferentes características respecto la salida del proceso, tales como que día de la semana ocurrió la variación más alta o cual estilo/parte generó la mayor variación. Típicamente, las gráficas de Pareto son muy útiles cuando se estratifican los datos.
.
2) Disgregación - dividir un proceso en sus componentes y estudiar la variación en cada paso del proceso. Se relaciona muy seguido con estudios de capacidad y de rendimiento. Los Diagramas de Flujo, los histogramas, y las gráficas de pareto son muy útiles al desintegrar los datos.
HTAS. BASICAS 12
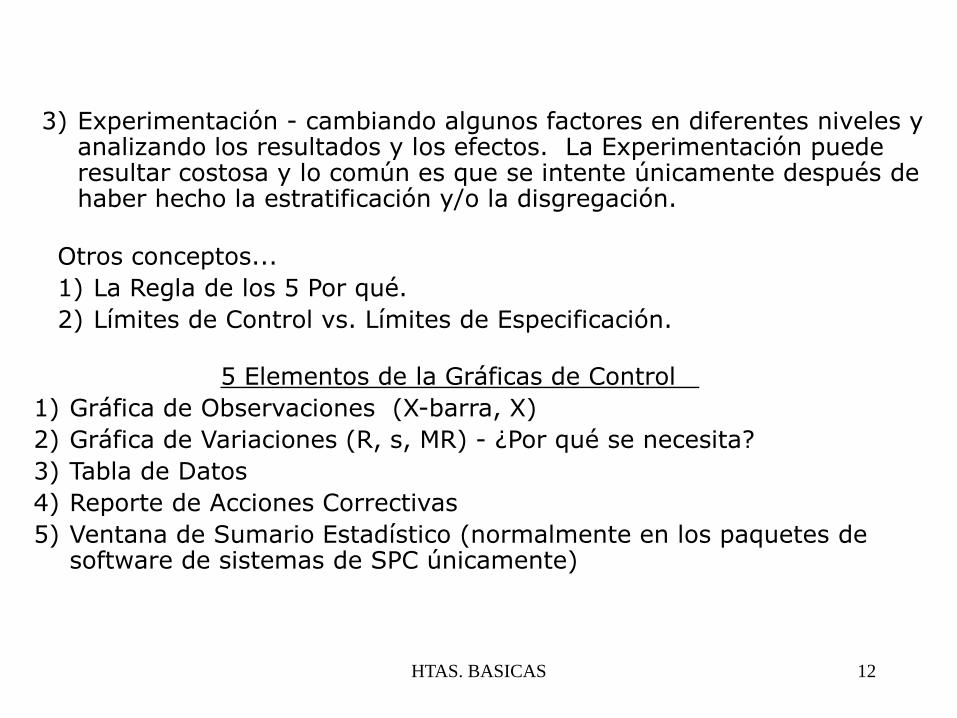
3) Experimentación - cambiando algunos factores en diferentes niveles y analizando los resultados y los efectos. La Experimentación puede resultar costosa y lo común es que se intente únicamente después de haber hecho la estratificación y/o la disgregación.
Otros conceptos...
1) La Regla de los 5 Por qué.
2) Límites de Control vs. Límites de Especificación.
5 Elementos de la Gráficas de Control
1) Gráfica de Observaciones (X-barra, X)
2) Gráfica de Variaciones (R, s, MR) - ¿Por qué se necesita?
3) Tabla de Datos
4) Reporte de Acciones Correctivas
5) Ventana de Sumario Estadístico (normalmente en los paquetes de software de sistemas de SPC únicamente)

GRAFICAS DE CONTROL 13
Pasos para Implantar Gráficas de Control
Seleccione la característica apropiada que se va a controlar
Selecione el punto de recolección de los datos
Seleccione el(los) tipo(s) de gráfica(s) de control
Determine el tamaño de la muestra apropiado y la frecuencia
Establezca las bases para los sub-grupos racionales
Determine el método y los criterios de medición
Determine la capacidad de los gauges
Desarrolle un estudio inicial de capacidad para establecer los límites de control “de prueba”
Diseñe las formas para recolectar y graficar los datos
Establezca un procedimiento para recolectar, graficar, analizar y actuar; basándose en esta información
Proporcione instrucciones por escrito y entrene al personal involucrado
GRAFICAS DE CONTROL 14
Tipos de Gráficas de Control
Existen muchos tipos de gráficas de control; sin embargo, los principios básicos para cada una, son los mismos.
El tipo apropiado se escoge utilizando el conocimiento de ambos “SPC” y los objetivos de su proceso.
La selección del tipo de gráfica depende de: Tipos de Datos: atributos vs. variables Facilidad del muestreo homogeneidad de la
muestra Distribución de los datos normal o anormal Tamaño del subgrupo constante o variable
GRAFICAS DE CONTROL 15
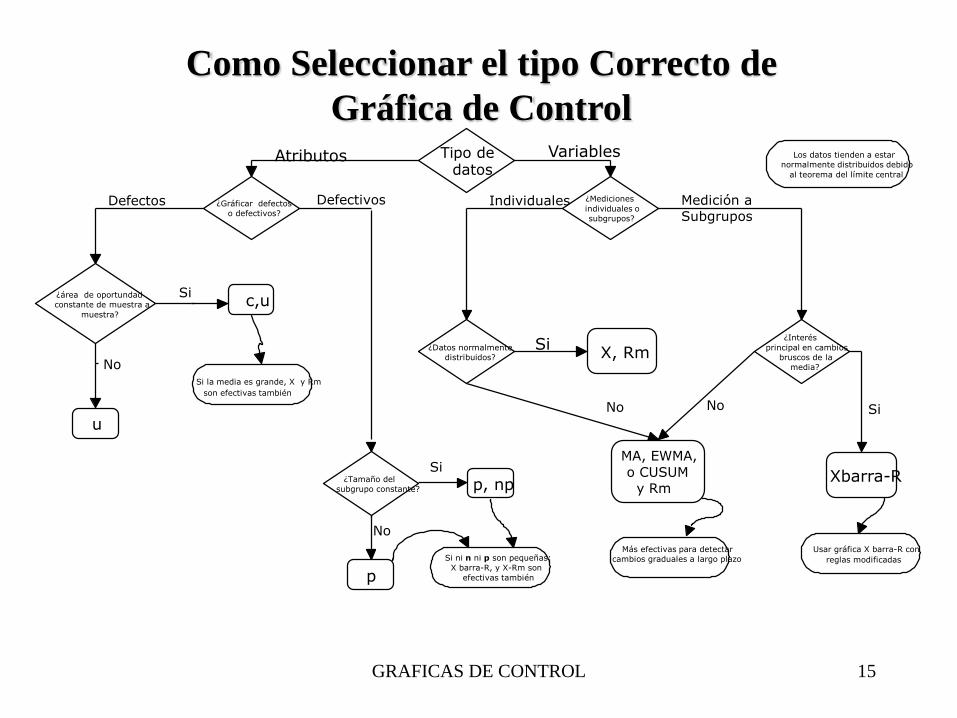
Como Seleccionar el tipo Correcto de
Gráfica de ControlTipo de
datos
¿Mediciones
individuales o
subgrupos?
¿Datos normalmente
distribuidos?
¿Interés
principal en cambios
bruscos de la
media?
¿Tamaño del
subgrupo constante?
¿área de oportundad
constante de muestra a
muestra?
¿Gráficar defectos
o defectivos?
u
c,u
p, np
p
X, Rm
MA, EWMA,
o CUSUM
y RmXbarra-R
Usar gráfica X barra-R con
reglas modificadas
Los datos tienden a estar
normalmente distribuidos debido
al teorema del límite central
Más efectivas para detectar
cambios graduales a largo plazo Si ni n ni p son pequeñas;
X barra-R, y X-Rm son
efectivas también
Si la media es grande, X y Rm
son efectivas también
Atributos Variables
Defectivos
Si
No
Defectos
No
Medición a
Subgrupos
No No
Si
Si
Individuales
Si

GRAFICAS DE CONTROL 16
Muestreo Tamaño de la Muestra
Gráfica de variables: 5 si es posible por cada muestra de 30 a 40 muestras
Gráfica de atributos : 30 o más dependiendo de los porcentajes
Frecuencia de la Muestra No demasiadas (muy costoso) No muy poquitas (la información no es confiable) Como regla general: mientras más seguido, es mejor Los sistemas de medición en-línea ofrecen control del proceso en el
tiempo real
Subgrupos racionales Trate de capturarlos cuando los factores clave de un proceso son
consistentes Si se hace correctamente, un subgrupo racional para un proceso en
control reflejará unicamente variación de causas comunes
GRAFICAS DE CONTROL 17
Una idea fundamental en el uso de las cartas de control es recopilar datos muestrales de acuerdo a lo que Shewhart denomino subgrupo racional. En general esto significa: La selección de subgrupos o muestras de modo que, en la medida de lo posible, la Variabilidad de las observaciones dentro de un subgrupo incluya toda la variabilidad aleatoria o natural, y excluya la variabilidad asignable o por causas especiales
Cuando se aplican las cartas de control a los procesos de produccion, el orden temporal de la produccion es una base logica para la formacion de subgrupos racionales
El orden cronologico es una buena base, para formar subgrupos, ya que permite la deteccion de causa asignables que se presentan con el paso del tiempoEn algunas lineas de maquinado en las primeras operaciones de desbaste se muetrea cada 2 hrs. Ya que las tolerancias son mayores en estas operaciones, a diferencia de las ultimas operaciones donde el muestreo es cada hora ya que la tolerancia es mas cerrada en estas operaciones.
GRAFICAS DE CONTROL 18
Cuando un proceso esta formado por varias maquinas que combinan su salida en una banda de transporte comun. Si se toman muestras en la salida de esta banda Sera muy dificil detectar si alguna de las maquinas estan fuera de control por lo que es recomendable aplicar tecnicas de cartas de control a la salida de cada maquina.
A veces este concepto debe aplicarse a diferente cabezales de la misma maquina, estaciones de trabajo diferentes, opradores diferentes, y asi sucesivamente.
Es costumbre ubicar los limites de control sobre una grafica a una distancia de mas o menos tres desviaciones estándar de la variable graficada. Estos limites se conocen como limites de control 3-sigma
Estos limites consideran valores de Z /2 = 3 en un intervalo de confianza que comprende una area bajo la curva de la normal del 99.73%
Otra manera de evaluar las desiciones con respecto al tamaño de la muestra y la frecuencia de muestreo, es mediante la longitud de corrida promedio (LCP) de la grafica de control
GRAFICAS DE CONTROL 19
La LCP es el numero promedio de puntos que deben graficarse antes de que uno de ellos indique una condicion de proceso fuera de control.Para cualquier grafica de control la LCP pude calcularse a partir dela media de una variable aleatoria geometrica como:
LCP =
Donde p es la probabilidad de que cualquiere punto exceda los limites de control. Por lo tanto para una carta X con limites 3-sigma, p = 0.0027es la probabilidad de que un solo punto caiga fuera de estos limites cuandoEl proceso está bajo control, asi que
LCP =
Es la longitud de corrida promedio de la carta X cundo el proceso estaBajo control
1p
1 = 1 = 370p 0.0027
GRAFICAS DE CONTROL 20
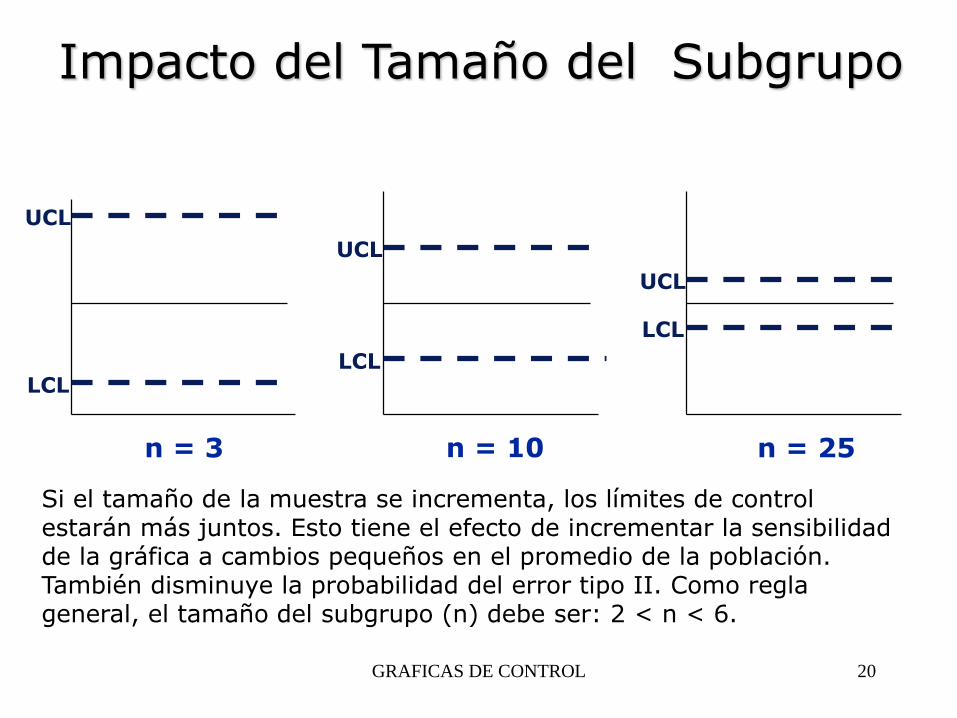
Impacto del Tamaño del Subgrupo
UCL
LCL
UCL
LCL
UCL
LCL
n = 3 n = 10 n = 25
Si el tamaño de la muestra se incrementa, los límites de control estarán más juntos. Esto tiene el efecto de incrementar la sensibilidad de la gráfica a cambios pequeños en el promedio de la población. También disminuye la probabilidad del error tipo II. Como regla general, el tamaño del subgrupo (n) debe ser: 2 < n < 6.
GRAFICAS DE CONTROL 21
“No utilizar gráficas de control para analizar datos ha sido una de las mejores formas conocida por el hombre de aumentar costos, desperdiciar esfuerzos, y bajar la moral.”
- Dr. Donald J. Wheeler
GRAFICAS DE CONTROL 22
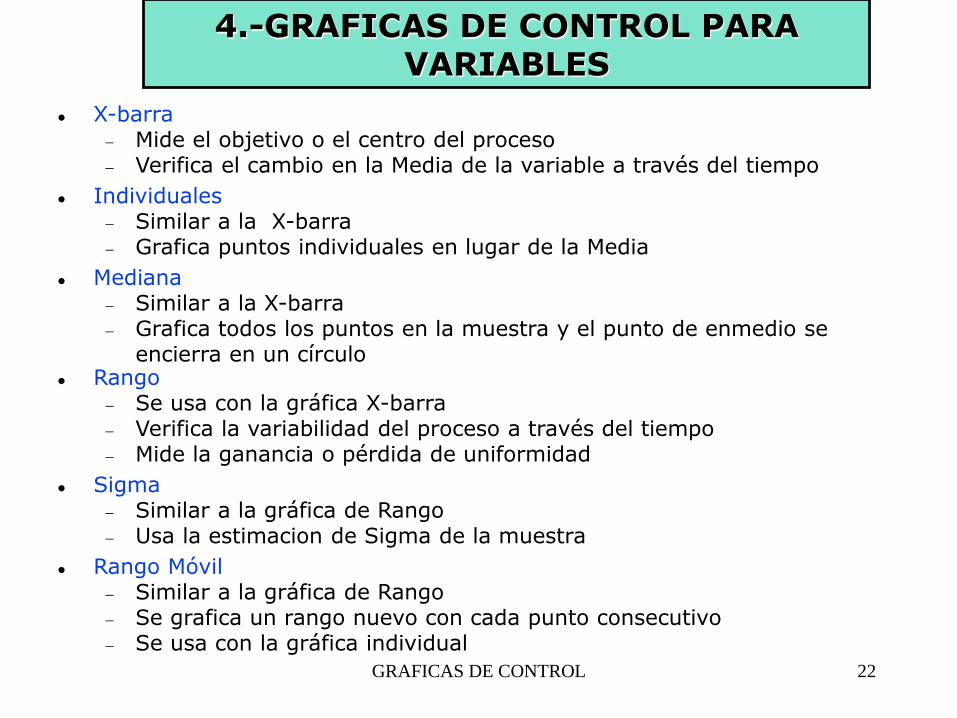
4.-GRAFICAS DE CONTROL PARA VARIABLES
X-barra Mide el objetivo o el centro del proceso Verifica el cambio en la Media de la variable a través del tiempo
Individuales Similar a la X-barra Grafica puntos individuales en lugar de la Media
Mediana Similar a la X-barra Grafica todos los puntos en la muestra y el punto de enmedio se
encierra en un círculo Rango
Se usa con la gráfica X-barra Verifica la variabilidad del proceso a través del tiempo Mide la ganancia o pérdida de uniformidad
Sigma Similar a la gráfica de Rango Usa la estimacion de Sigma de la muestra
Rango Móvil Similar a la gráfica de Rango Se grafica un rango nuevo con cada punto consecutivo Se usa con la gráfica individual
GRAFICAS DE CONTROL 23
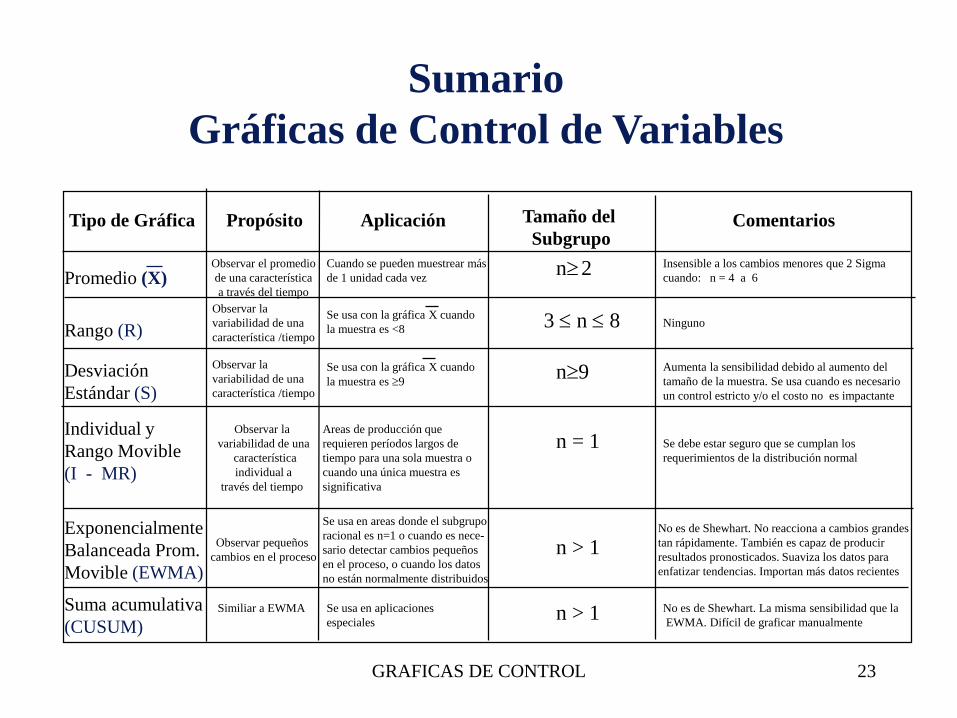
Sumario
Gráficas de Control de Variables
Tipo de Gráfica Propósito Aplicación Tamaño del
SubgrupoComentarios
Rango (R)
Exponencialmente
Balanceada Prom.
Movible (EWMA)
Suma acumulativa
(CUSUM)
Observar el promedio
de una característica
a través del tiempo
Cuando se pueden muestrear más
de 1 unidad cada vez
Observar la
variabilidad de una
característica /tiempo
Promedio (X)
Se usa con la gráfica X cuando
la muestra es <8
n = 1
n 2 Insensible a los cambios menores que 2 Sigma
cuando: n = 4 a 6
3 n 8
Desviación
Estándar (S)
Se usa con la gráfica X cuando
la muestra es 9n9
Individual y
Rango Movible
(I - MR)
Aumenta la sensibilidad debido al aumento del
tamaño de la muestra. Se usa cuando es necesario
un control estricto y/o el costo no es impactante
Se debe estar seguro que se cumplan los
requerimientos de la distribución normal
Areas de producción que
requieren períodos largos de
tiempo para una sola muestra o
cuando una única muestra es
significativa
Se usa en areas donde el subgrupo
racional es n=1 o cuando es nece-
sario detectar cambios pequeños
en el proceso, o cuando los datos
no están normalmente distribuidos
n > 1
Similiar a EWMA n > 1Se usa en aplicaciones
especiales
Observar pequeños
cambios en el proceso
Observar la
variabilidad de una
característica
individual a
través del tiempo
No es de Shewhart. No reacciona a cambios grandes
tan rápidamente. También es capaz de producir
resultados pronosticados. Suaviza los datos para
enfatizar tendencias. Importan más datos recientes
No es de Shewhart. La misma sensibilidad que la
EWMA. Difícil de graficar manualmente
Ninguno
Observar la
variabilidad de una
característica /tiempo

GRAFICAS DE CONTROL 24
4.1.-Gráficas de Control X - R ( Medias y Rangos )Ventajas
Aritmética simple
Muy sensible a cambios en el proceso
Tamaño de muestra constante
Limitante
Una gráfica de control por característica de calidad
DECISION DE LA CONSTRUCCION DE LA GRAFICA INCLUYENDO:
PRIMER PASO:
LOS OBJETIVOS A CONSEGUIR
ELECCION DE LA VARIABLE
ELECCION DEL TAMAÑO Y FRECUENCIA DE OBTENCION DE LOS DATOS
GRAFICAS DE CONTROL 25
Guías para la selección de subgrupos:
Para procesos en produccion respecto a las gráficas de control ;
• Minimice la oportunidad de cambios dentro de la muestra. Tome piezas consecutivas.
• Tome la muestra periódicamente en la hora especificada para estudiar cambios en el proceso entre intérvalos.
Para procesos totalmente nuevos, se recomienda un tamaño de subgrupo de 4 ó 5 piezas consecutivas a intérvalos de 1 ó 2 horas, Dependiendo de las tolerancias de los procesos como el desbastado (2hrs) o el rectificado (1hr).
METODO DE REGISTRO
INSTRUMENTO Y METODO DE MEDICION
GRAFICAS DE CONTROL 26
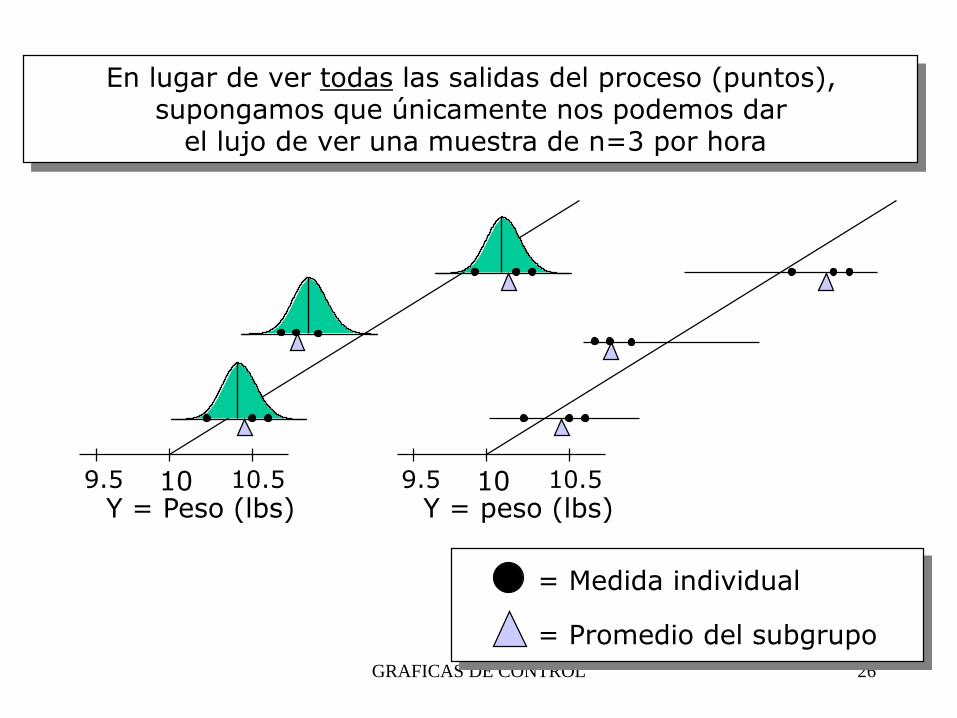
Y = Peso (lbs)9.5 10 10.5
Y = peso (lbs)9.5 10 10.5
En lugar de ver todas las salidas del proceso (puntos), supongamos que únicamente nos podemos dar
el lujo de ver una muestra de n=3 por hora
= Medida individual
= Promedio del subgrupo
GRAFICAS DE CONTROL 27
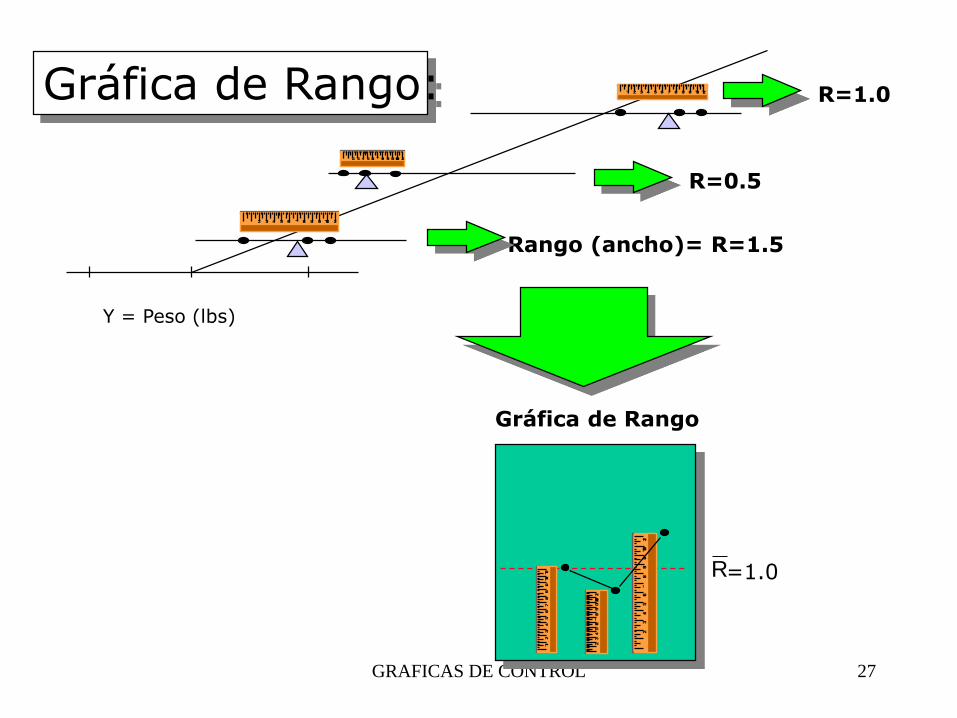
R=1.0
Gráfica de Rango
R=1.0
Y = Peso (lbs)
R=0.5
Rango (ancho)= R=1.5
Gráfica de Rango:

GRAFICAS DE CONTROL 28
Y = Peso (lbs)
Promedios:
Gráfica X-barra
LCL
UCL
Linea Central
GRAFICAS DE CONTROL 29
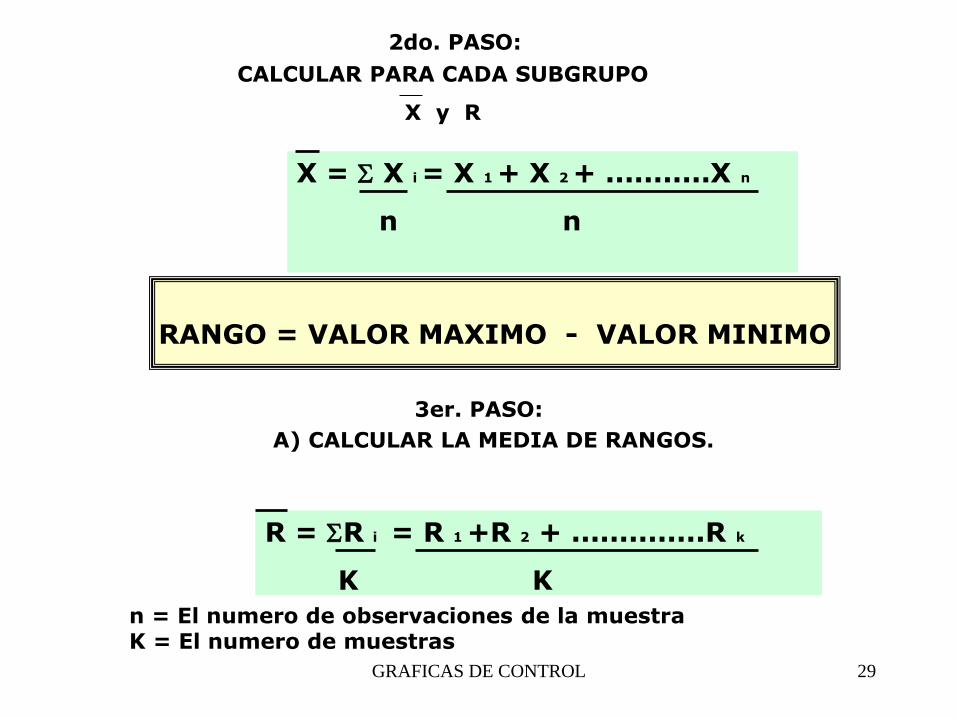
2do. PASO:
CALCULAR PARA CADA SUBGRUPO
X y R
RANGO = VALOR MAXIMO - VALOR MINIMO
3er. PASO:
A) CALCULAR LA MEDIA DE RANGOS.
X = X i = X 1 + X 2 + ...........X n
n n
R = R i = R 1 +R 2 + ..............R k
K K
n = El numero de observaciones de la muestraK = El numero de muestras
30
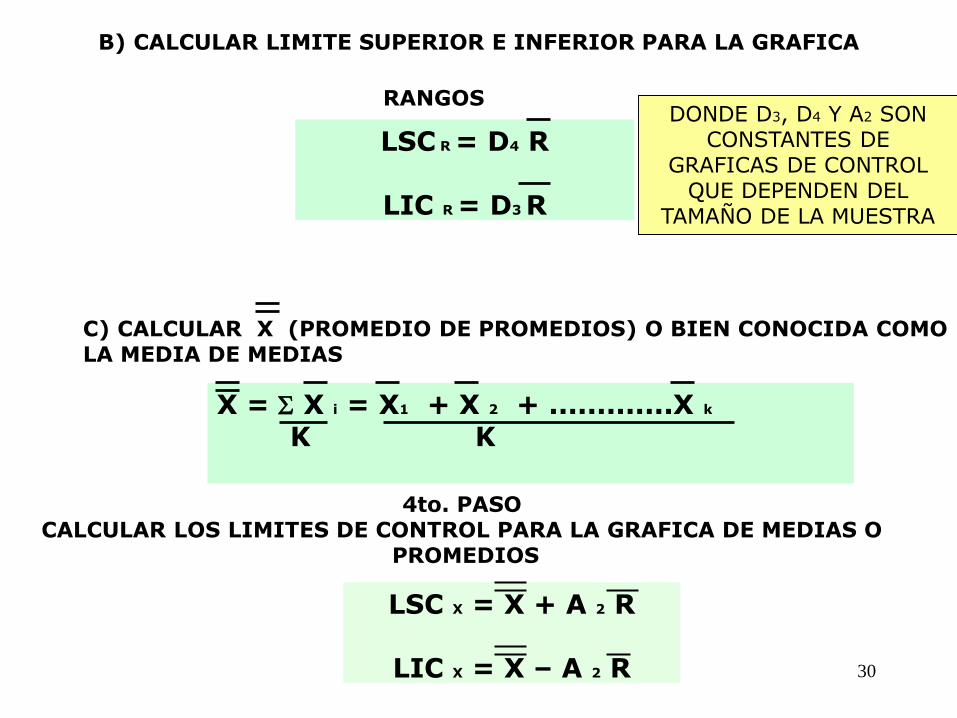
B) CALCULAR LIMITE SUPERIOR E INFERIOR PARA LA GRAFICA
RANGOSDONDE D3, D4 Y A2 SON
CONSTANTES DE GRAFICAS DE CONTROL
QUE DEPENDEN DEL TAMAÑO DE LA MUESTRA
LSC R = D4 R
LIC R = D3 R
C) CALCULAR X (PROMEDIO DE PROMEDIOS) O BIEN CONOCIDA COMOLA MEDIA DE MEDIAS
X = X i = X1 + X 2 + .............X k
K K
4to. PASOCALCULAR LOS LIMITES DE CONTROL PARA LA GRAFICA DE MEDIAS O
PROMEDIOS
LSC X = X + A 2 R
LIC X = X – A 2 R

GRAFICAS DE CONTROL 31
Nombre de la parte: tubo alimentacion de gasolina CT-40 Especificación:
Característica: Espesor de Formado
Frec./ Tamaño de Muestra: 5 piezas cada hora Instrumento : Vernier Digital
X =Promedio de X = LSC = X +( A2 R ) = LIC = X +( A2 R ) =X - ( A2 R) =
R =Promedio de R= LSCR = D4 R = LICR = D3 R =
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
1.82 1.74 1.68 1.75 1.74 1.74 1.78 1.70 1.70 1.72 1.76 1.75 1.75 1.77 1.69 1.72 1.75 1.74 1.75 1.73 1.69 1.71 1.77 1.74 1.76 1.75 1.73 1.75 1.73 1.78
1.79 1.66 1.66 1.69 1.75 1.76 1.78 1.68 1.68 1.65 1.76 1.74 1.69 1.70 1.71 1.68 1.68 1.74 1.82 1.59 1.72 1.67 1.74 1.75 1.76 1.61 1.69 1.71 1.69 1.75
1.67 1.76 1.72 1.64 1.78 1.73 1.68 1.78 1.75 1.65 1.74 1.77 1.66 1.75 1.74 1.62 1.78 1.73 1.71 1.75 1.74 1.63 1.75 1.71 1.65 1.72 1.76 1.65 1.73 1.74
1.78 1.65 1.79 1.78 1.77 1.73 1.79 1.63 1.74 1.72 1.67 1.77 1.71 1.64 1.74 1.77 1.78 1.74 1.72 1.69 1.71 1.73 1.73 1.72 1.76 1.66 1.71 1.76 1.72 1.77
1.69 1.80 1.72 1.75 1.65 1.76 1.76 1.75 1.73 1.75 1.77 1.77 1.71 1.77 1.70 1.76 1.64 1.76 1.72 1.76 1.69 1.75 1.65 1.80 1.71 1.78 1.72 1.74 1.63 1.78
X 1.75 1.72 1.71 1.72 1.74 1.74 1.76 1.71 1.72 1.70 1.74 1.76 1.70 1.73 1.72 1.71 1.73 1.74 1.74 1.70 1.71 1.70 1.73 1.74 1.73 1.70 1.72 1.72 1.70 1.76
R 0.15 0.15 0.13 0.14 0.13 0.03 0.11 0.15 0.07 0.10 0.10 0.03 0.09 0.13 0.05 0.15 0.14 0.03 0.11 0.17 0.05 0.12 0.12 0.09 0.11 0.17 0.07 0.11 0.10 0.04
1.42 1.92
GRAFICA DE CONTROL POR VARIABLES X & R
X
R
1.726 1.797 1.654
0.105 0.221 0
LE
CT
UR
AS
1.40
1.44
1.48
1.52
1.56
1.60
1.64
1.68
1.72
1.76
1.80
1.84
1.88
1.92
1.96
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
0.00
0.04
0.08
0.12
0.16
0.20
0.24
0.28
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
LI C
LS C
LSC
LS E
LI E

GRAFICAS DE CONTROL 32
ACCIONES
EN CASOS ESPECIALES
CUANDO CUALQUIER PUNTO ESTE FUERA DE
LIMITES
AL CORRER LOS 7 PUNTOS QUE ESTEN ENCIMA O
DEBAJO DE LA LINEA CENTRAL
AL CORRER LOS 7 PUNTOS ARRIBA O HACIA ABAJO
OBIAMENTE CUALQUIER OTRO FUERA DE PATRON
DEL MODELO
INSTRUCCIONES DE ACCION
1.
2.
3.
4.
5.
NOMBRE DE PARTE
SUBGRUPO
No. A2 D3 D4
2 1.88 * 3.27 3 1.02 * 2.57
4 .73 * 2.28
5 .58 * 2.11
6 .48 * 2.00
7 .42 .08 1.92
8 .37 .14 1.86
9 .34 .18 1.82
10 .31 .22 1.78
L
E
C
T
U
R
A
S
1
R
X
SUMA
5
4
3
2
TIEMPO
DIA
R- PROMEDIOS R- DISTANCIAS (R)LCL = D3R-UCL = D4R-
X- PROMEDIOS X-
MAQ. No.
PLANTA
GRAFICA DE CONTROL
PROMEDIOS (X)LCL = X - A2R-UCL = X + A2R-
CARACTERISTICAS
OPERACION
DIAS
DEPTO.
TAMAÑO DE MUESTRA/FREQUENCIA
ESPECIFICACIONES DE ING. PARTE No.
DEBE ESTAR EL PROCESO
CONTROLADO ANTES DE PODER
DETERMINAR LAS CAPACIDADES
GRAFICAS DE CONTROL 33
Número de
observaciones
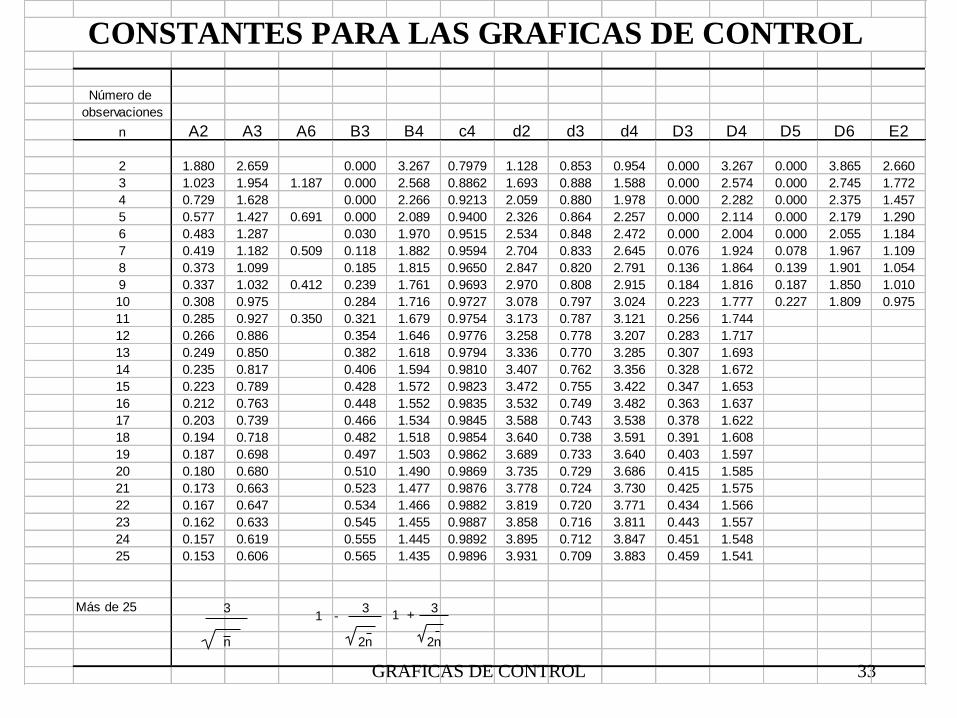
n A2 A3 A6 B3 B4 c4 d2 d3 d4 D3 D4 D5 D6 E2
2 1.880 2.659 0.000 3.267 0.7979 1.128 0.853 0.954 0.000 3.267 0.000 3.865 2.660
3 1.023 1.954 1.187 0.000 2.568 0.8862 1.693 0.888 1.588 0.000 2.574 0.000 2.745 1.772
4 0.729 1.628 0.000 2.266 0.9213 2.059 0.880 1.978 0.000 2.282 0.000 2.375 1.457
5 0.577 1.427 0.691 0.000 2.089 0.9400 2.326 0.864 2.257 0.000 2.114 0.000 2.179 1.290
6 0.483 1.287 0.030 1.970 0.9515 2.534 0.848 2.472 0.000 2.004 0.000 2.055 1.184
7 0.419 1.182 0.509 0.118 1.882 0.9594 2.704 0.833 2.645 0.076 1.924 0.078 1.967 1.109
8 0.373 1.099 0.185 1.815 0.9650 2.847 0.820 2.791 0.136 1.864 0.139 1.901 1.054
9 0.337 1.032 0.412 0.239 1.761 0.9693 2.970 0.808 2.915 0.184 1.816 0.187 1.850 1.010
10 0.308 0.975 0.284 1.716 0.9727 3.078 0.797 3.024 0.223 1.777 0.227 1.809 0.975
11 0.285 0.927 0.350 0.321 1.679 0.9754 3.173 0.787 3.121 0.256 1.744
12 0.266 0.886 0.354 1.646 0.9776 3.258 0.778 3.207 0.283 1.717
13 0.249 0.850 0.382 1.618 0.9794 3.336 0.770 3.285 0.307 1.693
14 0.235 0.817 0.406 1.594 0.9810 3.407 0.762 3.356 0.328 1.672
15 0.223 0.789 0.428 1.572 0.9823 3.472 0.755 3.422 0.347 1.653
16 0.212 0.763 0.448 1.552 0.9835 3.532 0.749 3.482 0.363 1.637
17 0.203 0.739 0.466 1.534 0.9845 3.588 0.743 3.538 0.378 1.622
18 0.194 0.718 0.482 1.518 0.9854 3.640 0.738 3.591 0.391 1.608
19 0.187 0.698 0.497 1.503 0.9862 3.689 0.733 3.640 0.403 1.597
20 0.180 0.680 0.510 1.490 0.9869 3.735 0.729 3.686 0.415 1.585
21 0.173 0.663 0.523 1.477 0.9876 3.778 0.724 3.730 0.425 1.575
22 0.167 0.647 0.534 1.466 0.9882 3.819 0.720 3.771 0.434 1.566
23 0.162 0.633 0.545 1.455 0.9887 3.858 0.716 3.811 0.443 1.557
24 0.157 0.619 0.555 1.445 0.9892 3.895 0.712 3.847 0.451 1.548
25 0.153 0.606 0.565 1.435 0.9896 3.931 0.709 3.883 0.459 1.541
Más de 25
CONSTANTES PARA LAS GRAFICAS DE CONTROL
3
n
3
2n
1 -3
2n
1 +

GRAFICAS DE CONTROL 34
SUB.DATO 1 DATO 2DATO 3DATO 4DATO 5 X R
1 30.005 29.977 30.024 29.857 29.985 29.970 0.167
2 30.019 30.066 29.947 30.004 30.095 30.026 0.148
3 30.001 30.088 30.130 29.999 30.002 30.044 0.131
4 30.056 30.037 29.942 29.931 30.036 30.000 0.125
5 30.014 29.894 30.079 29.898 29.846 29.946 0.233
6 30.099 30.038 30.024 30.013 30.051 30.045 0.086
7 29.945 29.975 30.006 29.803 30.028 29.951 0.225 A2 =
8 29.979 30.114 30.076 29.890 29.974 30.007 0.224 D4 =
9 29.991 30.043 29.947 29.944 29.999 29.985 0.099 D3 =
10 29.993 30.054 30.001 30.073 30.102 30.045 0.109 d2 =
11 29.964 30.112 30.033 29.950 29.995 30.011 0.162 LSCx =
12 29.949 30.044 30.063 29.991 29.983 30.006 0.114 LICx =
13 29.974 30.056 29.994 29.957 30.080 30.012 0.123 LCx =
14 30.043 30.052 29.986 29.901 29.962 29.989 0.151 LSCr =
15 29.980 30.040 30.084 29.944 30.065 30.023 0.140 LICr =
16 29.890 30.122 29.835 30.119 30.030 29.999 0.287 LCr =
17 30.201 30.020 30.011 29.975 30.047 30.051 0.226
18 29.930 30.038 30.130 30.034 30.067 30.040 0.200
19 30.059 29.937 29.963 30.101 29.996 30.011 0.164 LSE =
20 29.946 30.026 29.990 29.951 29.972 29.977 0.080 LIE =
21 29.935 30.115 30.011 29.940 30.079 30.016 0.180 Cp =
22 29.944 30.122 30.036 29.883 29.922 29.981 0.239 Zlse =
23 30.201 30.070 30.026 29.960 30.062 30.064 0.241 Zlie =
24 29.977 29.933 29.990 30.097 29.999 29.999 0.164 Zmin =
25 30.060 29.961 29.928 30.026 29.928 29.981 0.132 Cpk =
0.0727
a).- En base a lo anterior, realice una Gráfica X-R. 30.002
b).- Determine la capacidad del proceso. PP =
Zlse =
Zlie =
Zmin =
PPk= 1.1
X n-1 =
1.15
Especificación Cliente = 30 +/- 0.25
3.4
1.14
Sn-1 =
30.250
29.750
1.17
3.41
3.61
3.41
29.911
30.007
0.350
0
0.0712
25.0
5.0
30.007
R = 0.166
X ´s = 750.178
(# Subgrupos). K =
Una persona de la empresa X quiere conocer el comportamiento de su proceso, en el cual se construye una barra especial, donde la longitud del
cliente es de 30 +/- 0.25, para lo cual determino obtener 25 subgrupos de tamaño 5 de acuerdo con la siguiente tabla:
3.5
COLUMNAS MANEJO/RESULTADOS
R ´s = 4.150
3.4
Lim. X
Lim. R
X =
S* =
(Tamaño Subgrupo). n=
0.580
2.110
0.166
2.330
0
30.103
GRAFICAS DE CONTROL 35
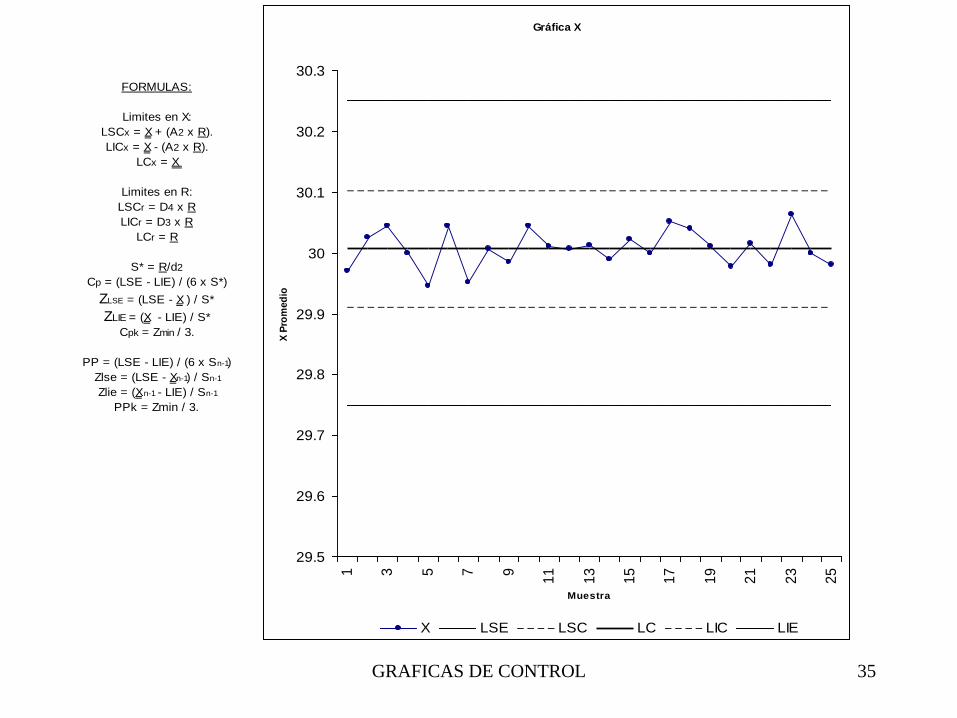
FORMULAS:
Limites en X:
LSCx = X + (A2 x R).
LICx = X - (A2 x R).
LCx = X
Limites en R:
LSCr = D4 x R
LICr = D3 x R
LCr = R
S* = R/d2
Cp = (LSE - LIE) / (6 x S*)
ZLSE = (LSE - X ) / S*
ZLIE = (X - LIE) / S*
Cpk = Zmin / 3.
PP = (LSE - LIE) / (6 x Sn-1)
Zlse = (LSE - Xn-1) / Sn-1
Zlie = (X n-1 - LIE) / Sn-1
PPk = Zmin / 3.
Gráfica X
29.5
29.6
29.7
29.8
29.9
30
30.1
30.2
30.3
1 3 5 7 9
11
13
15
17
19
21
23
25
Muestra
X P
rom
ed
io
X LSE LSC LC LIC LIE

GRAFICAS DE CONTROL 36
Gráfica R
0.000
0.050
0.100
0.150
0.200
0.250
0.300
0.350
0.400
1 3 5 7 9
11
13
15
17
19
21
23
25
M u estra
Ra
ng
o
R LSC LC LIC
GRAFICAS DE CONTROL 37
Recalculando límites de control
Los límites de control han sido generados por la salida del proceso en sí. Se deben recalcular únicamente cuando sea apropiado hacerlo. En general, recalcule cuando:
• Una gráfica se empezó a llenar recientemente y se encuentra en el período de “la curva de aprendizaje” respecto al muestreo, medición, dibujo, etc.
• Existe un cambio conocido en el proceso y su efecto ha sido verificado contra los límites “viejos” de control.
• Hay un cambio desconocido o incierto en el proceso. La gráfica R es un buen indicador de lo “añejo” de los límites si 2/3 o más puntos caen arriba/abajo de la línea central. Si están arriba indica que está empeorando lo cual requiere investigación y acción inmediata.

GRAFICAS DE CONTROL 38
¿Cuando debemos recalcular límites de control?
(1) ¿Muestran los datos un comportamiento claramente diferente al pasado?
(4) ¿Esperamos que el nuevo comportamiento continúe?
(3) ¿Es deseable el nuevo proceso?
(2) ¿Se conoce la razón de este cambio?
No necesitamos límites nuevos
Usted debería buscar causas
asignables en lugar de andarle
moviendo a los límites.
Está bien revisar los límites basados en los datos recolectados desde el cambio en el comportamiento del proceso.
Sí
Sí
Sí
Sí
No
No
No
No

39
Prom Disper
¿Estable?
Sí / No
Prom Prom PromDisper Disper Disper

GRAFICAS DE CONTROL 40
Gráfica X
Gráfica R
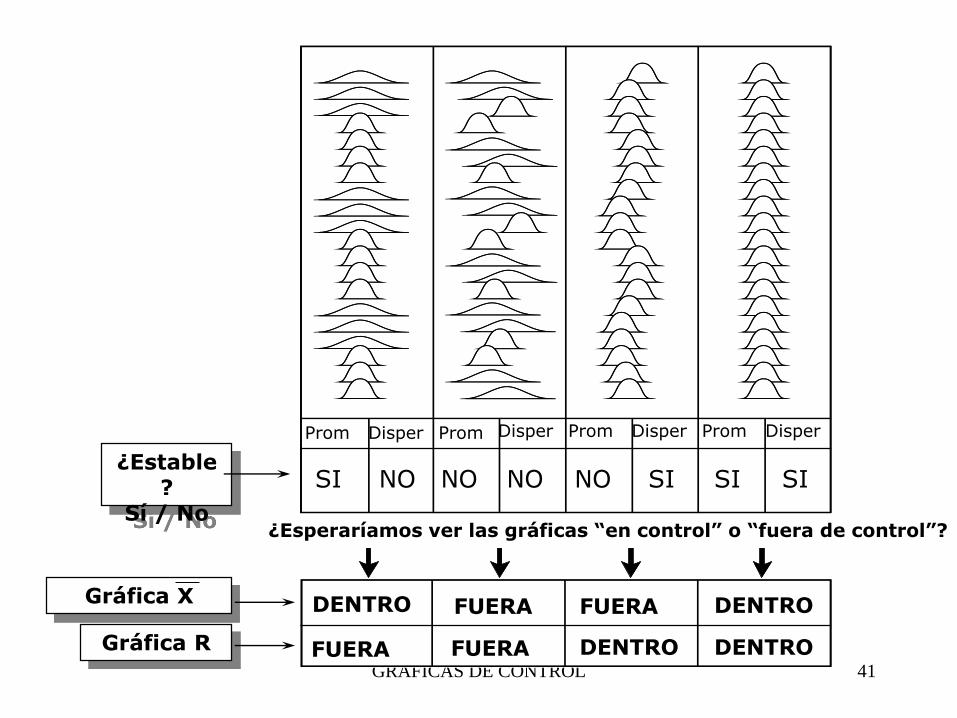
¿Esperaríamos ver las gráficas “en control” o “fuera de control”?
Prom Disper
¿Estable?
Sí / No
Prom Prom PromDisper Disper Disper
SI NO NO NO NO SI SI SI
GRAFICAS DE CONTROL 41
Gráfica X
Gráfica R
¿Esperaríamos ver las gráficas “en control” o “fuera de control”?
Prom Disper
¿Estable?
Sí / No
Prom Prom PromDisper Disper Disper
SI NO NO NO NO SI SI SI
DENTRO
DENTRO
DENTRO
DENTROFUERA
FUERA
FUERA
FUERA
GRAFICAS DE CONTROL 42
Mitos comunes del SPC
Mito#1Los datos deben estar distribuidos normalmente para usar una gráfica de control
Mito#2Los datos deben de estar en control antes de colocarse en una gráfica de control
Mito#4Las gráficas de control funcionan debido al “Teorema del Límite Central”
Mito#5Las técnicas de “Pre-Control” son tan poderosas como una gráfica de control
Mito#6El SPC debería de usarse únicamente al llegar a la Fase IV: “Control del Proceso”.
Mito#3los datos que están en control en una gráfica estarán normalmente distribuidos
GRAFICAS DE CONTROL 43
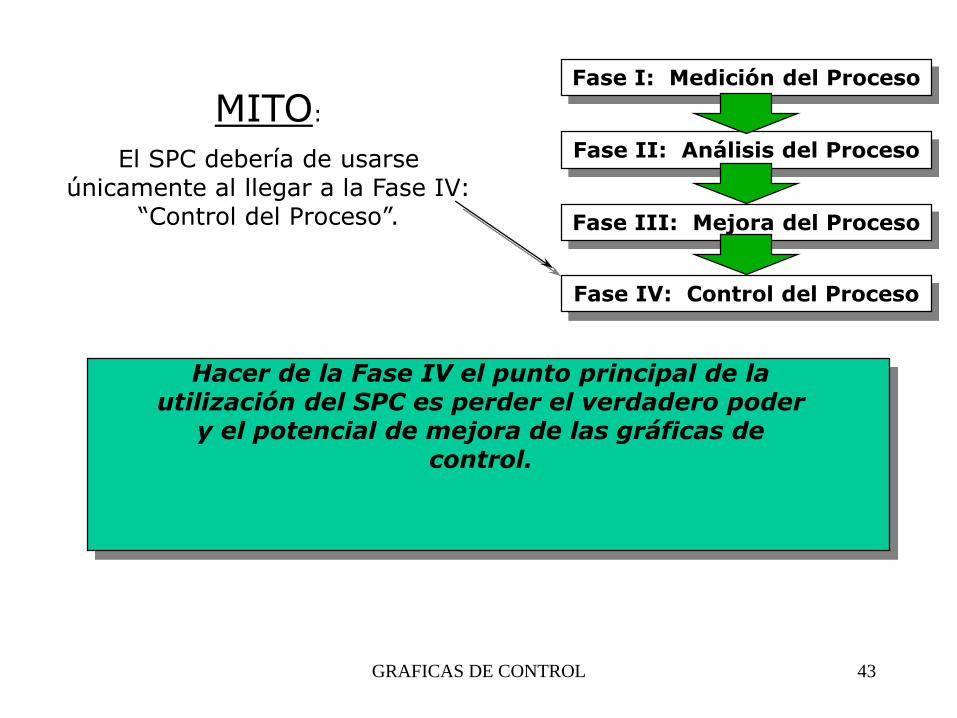
Fase I: Medición del Proceso
Fase II: Análisis del Proceso
Fase III: Mejora del Proceso
Fase IV: Control del Proceso
MITO:
El SPC debería de usarse únicamente al llegar a la Fase IV:
“Control del Proceso”.
Hacer de la Fase IV el punto principal de la utilización del SPC es perder el verdadero poder
y el potencial de mejora de las gráficas de control.
GRAFICAS DE CONTROL 44
4.2.- Análisis de Patrones en las Gráficas de Control
Cualquier punto fuera del límite de control superior o inferior es señal de que el proceso está “fuera de control”
De otro modo buscamos patrones usando reglas establecidas para reconocer las condiciones “fuera de control”
Solamente use las reglas en las cuales los operadores pueden tomar acción.
Reglas de Western Electric: Un punto fuera de los límites de 3-sigma Dos de tres fuera de los límites de 2-sigma Cuatro de cinco fuera de los límites de 1-sigma Ocho consecutivos en un lado de la línea central

GRAFICAS DE CONTROL 45
Tendencia:Movimiento continuo en una dirección. Las tendencias son ocasionadas usualmente por el desgaste gradual de una herramienta o el deterioro de algún otro componente crítico del proceso. Las tendencias pueden resultar también por las influencias de la estación del año, tales como temperatura.
151050
ObservationNumber
UCL
LCL
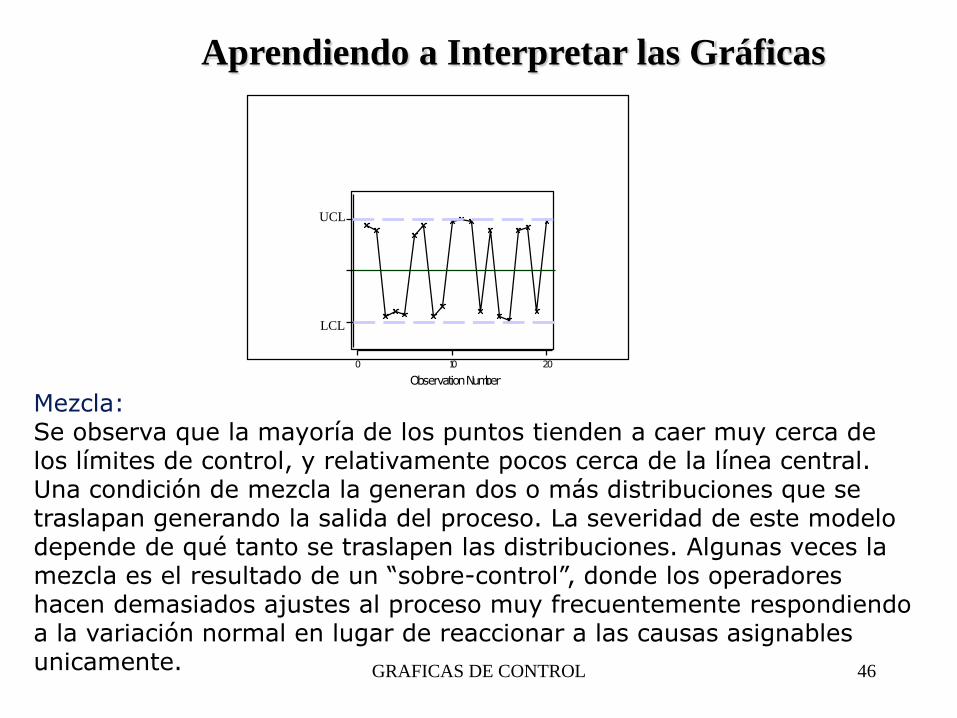
Aprendiendo a Interpretar las Gráficas
GRAFICAS DE CONTROL 46
Mezcla:Se observa que la mayoría de los puntos tienden a caer muy cerca de los límites de control, y relativamente pocos cerca de la línea central. Una condición de mezcla la generan dos o más distribuciones que se traslapan generando la salida del proceso. La severidad de este modelo depende de qué tanto se traslapen las distribuciones. Algunas veces la mezcla es el resultado de un “sobre-control”, donde los operadores hacen demasiados ajustes al proceso muy frecuentemente respondiendo a la variación normal en lugar de reaccionar a las causas asignables unicamente.
20100
ObservationNumber
UCL
LCL
Aprendiendo a Interpretar las Gráficas
GRAFICAS DE CONTROL 47
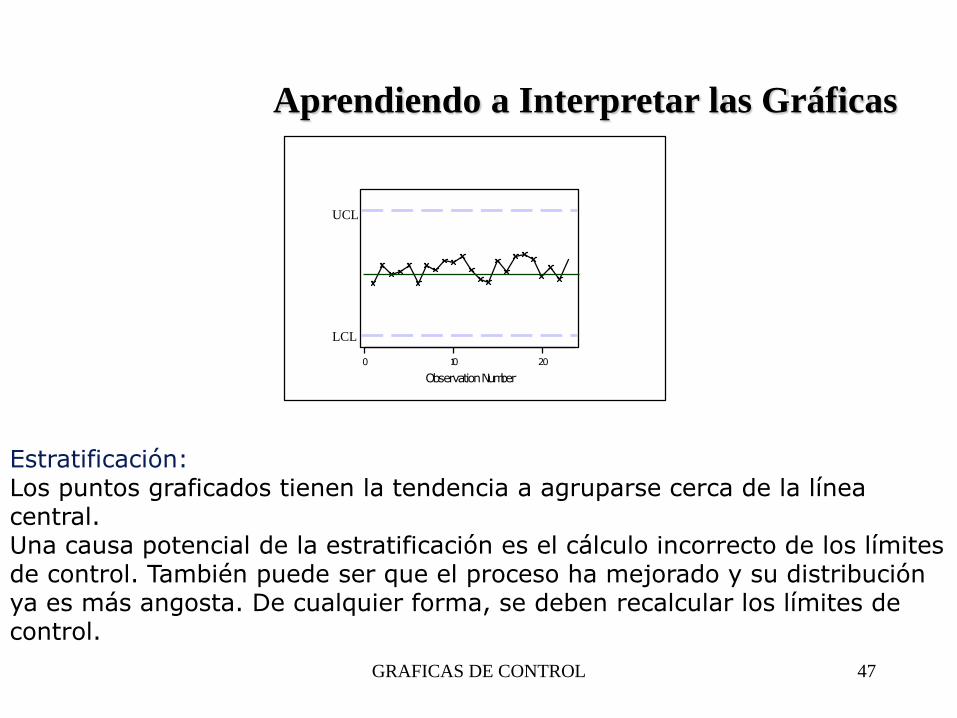
Estratificación:Los puntos graficados tienen la tendencia a agruparse cerca de la línea central.Una causa potencial de la estratificación es el cálculo incorrecto de los límitesde control. También puede ser que el proceso ha mejorado y su distribución ya es más angosta. De cualquier forma, se deben recalcular los límites de control.
20100
ObservationNumber
UCL
LCL
Aprendiendo a Interpretar las Gráficas

GRAFICAS DE CONTROL 48
Cambios en el Nivel del proceso:El promedio del proceso cambia a un nuevo nivel. Estos cambios resultan por la introducción de algo nuevo: operadores, materiales, métodos, máquinas, etc. También puede ser un cambio en los métodos de inspección o cambio de estándares por mejoras al proceso.
20100
ObservationNumber
UCL
LCL
Aprendiendo a Interpretar las Gráficas
GRAFICAS DE CONTROL 49
Aprendiendo a Interpretar las Gráficas
20100
ObservationNumber
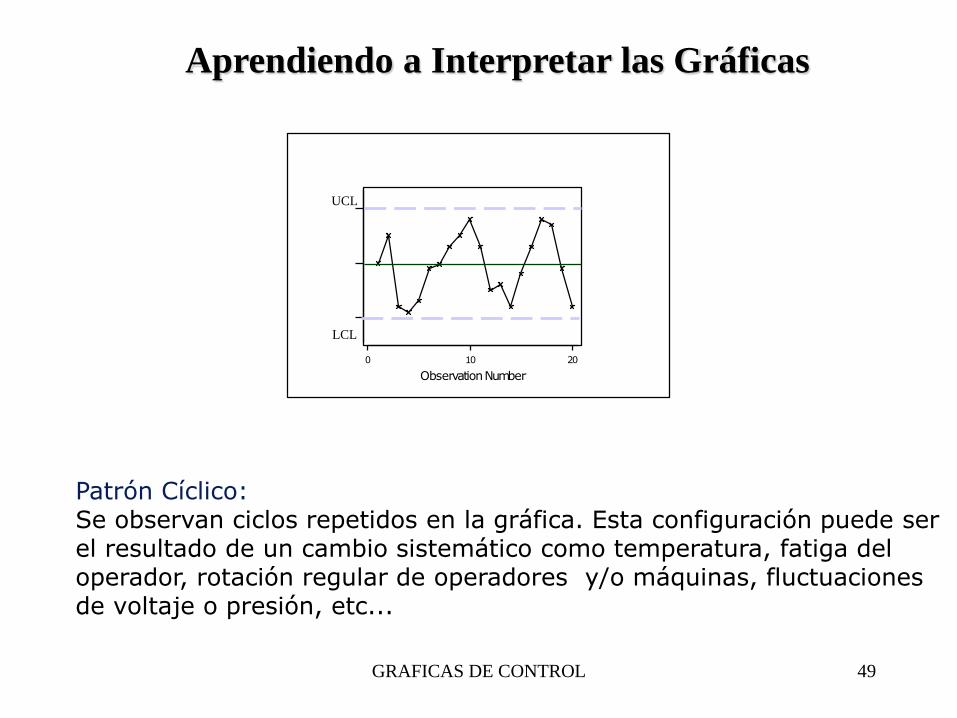
Patrón Cíclico:Se observan ciclos repetidos en la gráfica. Esta configuración puede ser el resultado de un cambio sistemático como temperatura, fatiga del operador, rotación regular de operadores y/o máquinas, fluctuaciones de voltaje o presión, etc...
UCL
LCL
GRAFICAS DE CONTROL 50
4.3.-GRAFICOS DE CONTROL X-S (MEDIA Y DESVIACION ESTANDAR)
OBJETIVOS DE LOS GRAFICOS X-S
ESTABLECER O CAMBIAR ESPECIFICACIONES
PARA DETERMINAR SI UN PROCESO PUEDE CUMPLIR CON LO ESPECIFICADO
ESTABLECER O CAMBIAR UN PROCESO DE PRODUCCION
ESTABLECER O CAMBIAR UN PROCEDIMIENTO DE INSPECCION Y DE ACEPTACION O AMBOS
ESTOS GRAFICOS NOS PROPORCIONAN UNA BASE EN LA TOMA DE DECISIONES DURANTE LA PRODUCCION.
CUANDO INVESTIGAR LAS CAUSAS DE VARIACIONCUANDO TOMAR UNA ACCION
CUANDO DEJAR SOLO EL PROCESO
ACEPTACION O RECHAZO DE UN PRODUCTO
REDUCCION DE COSTOS DE INSPECCION
GRAFICAS DE CONTROL 51
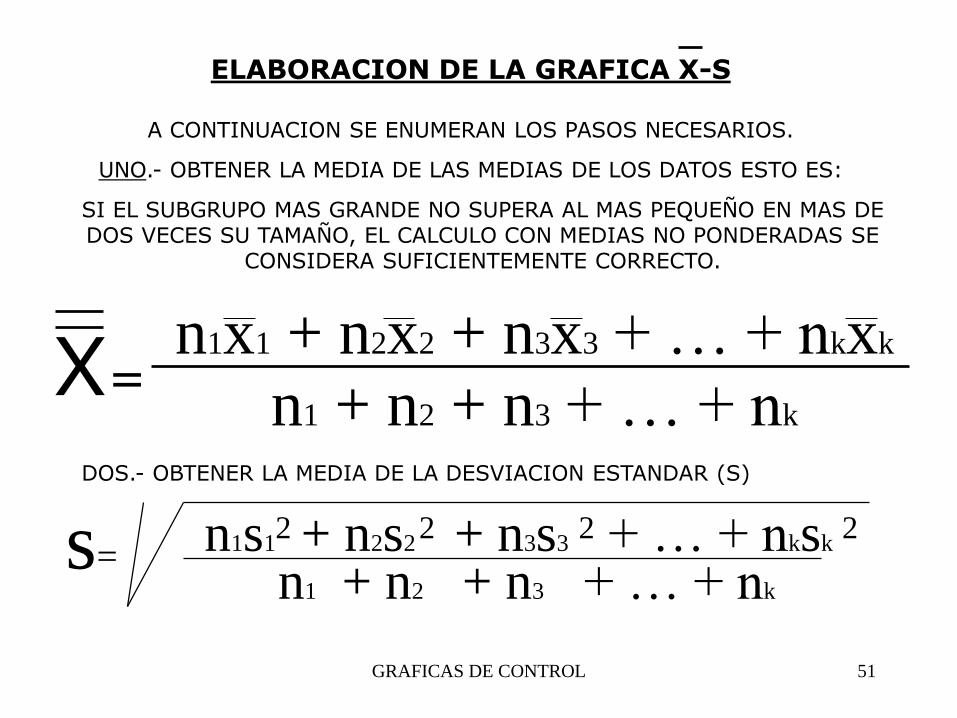
ELABORACION DE LA GRAFICA X-S
A CONTINUACION SE ENUMERAN LOS PASOS NECESARIOS.
UNO.- OBTENER LA MEDIA DE LAS MEDIAS DE LOS DATOS ESTO ES:
n1x1 + n2x2 + n3x3 + … + nkxk
n1 + n2 + n3 + … + nkX=
SI EL SUBGRUPO MAS GRANDE NO SUPERA AL MAS PEQUEÑO EN MAS DE DOS VECES SU TAMAÑO, EL CALCULO CON MEDIAS NO PONDERADAS SE
CONSIDERA SUFICIENTEMENTE CORRECTO.
DOS.- OBTENER LA MEDIA DE LA DESVIACION ESTANDAR (S)
n1s1 + n2s2 + n3s3 + … + nksk 2 2 2 2
n1 + n2 + n3 + … + nk
s=

GRAFICAS DE CONTROL 52
TRES.- CALCULAR LA MEDIA DEL TAMAÑO DE LOS GRUPOS
n1 + n2 + n3 + … + nk
kn =
CUATRO.- CALCULAR EL FACTOR A 1
A1= 3
nCINCO.- CALCULAR EL FACTOR B 4
B4=3
2 n1 +
SEIS.- CALCULAR EL FACTOR B 3
B3=3
2 n1 -
GRAFICAS DE CONTROL 53
SIETE.- OBTENER LOS LIMITES DE CONTROL PARA X
LSCX = X + A1S
LICX = X - A1SNUEVE.- OBTENER LOS LIMITES DE CONTROL PARA S
LSCS = B4S
LICS = B3S

GRAFICAS DE CONTROL 54
4.4.-GRAFICO DE CONTROL X – R DE MEDIANAS
EL GRAFICO DE MEDIANAS SE DEBE TRABAJAR CON GRUPOS DE IGUAL TAMAÑO. SE SUGIERE QUE ESTOS SEAN DE 5 , 7 O 9 (PARA UNA
MAYOR FACILIDAD DE CALCULO DE LA MEDIANA) OBSERVACIONES CADA UNO, DE ESTA MANERA EL VALOR CENTRAL NO NECESITA
CALCULARSE
1
2
3
1 , 2 , 3 , 4 , 5.
1 , 2 , 3 , 4 , 5, 6 , 7.
1 , 2 , 3 , 4 , 5 , 6 , 7 , 8 , 9.
ELABORACION DE LAS GRAFICAS DE MEDIANAS
UNO) CALCULAR LA MEDIA DE LAS MEDIANAS
X= X1 + X2 + X3 + … + Xnn

GRAFICAS DE CONTROL 55
DOS) CALCULAR LA MEDIA DE RANGOS.
R = R + R + R + … + R1 2 3
n
n
TRES) CALCULAR EL LIMITE SUPERIOR E INFERIOR
DE CONTROL PARA MEDIANAS
LSC = X + A6 R
LIC = X – A6 Rm
m
CUATRO) CALCULAR EL LIMITE SUPERIOR E INFERIOR DE CONTROL PARA RANGOS
LSC = D4 RLIC = D3 R
GRAFICAS DE CONTROL 56
4.5.- GRAFICOS DE CONTROL X-RmLECTURAS INDIVIDUALES Y RANGOS
MOVILES
El tamaño de la muetra es de una unidad n=1 algunos ejemplosde estas situaciones son las siguientes:
*Se utiliza tecnologia de medicion e inspeccion automatizada*El ritmo de produccion es muy lento *Las mediciones repetidas de un proceso difieren solo debido a *errores en el laboratorio o a errores en el analisis
La grafica utiliza el rango movil (Rm) de dos observacionesSucesivas para estimar la variabilidad del proceso.El rango movil esta definido como
Rm= Xi - Xi-1

57
1.-Calcular el promedio de las lecturas individuales
X = X1 + X2 + ...........Xk
K2.-Determinar los rangos moviles para cada par de lecturas
obs. Concentracion rango movil1 102 .0 -2 94.8 7.23 98.3 3.54 98.4 0.15 102.0 3.6
3.-Calcular el promedio de los rangos moviles
R m = R1 +R2 + . . . . . . Rk-1
K-14.-Calcular los limites de control para la grafica
LSC=X + 2.66 RmLC= X
LIC=X – 2.66 Rm
GRAFICAS DE CONTROL 58
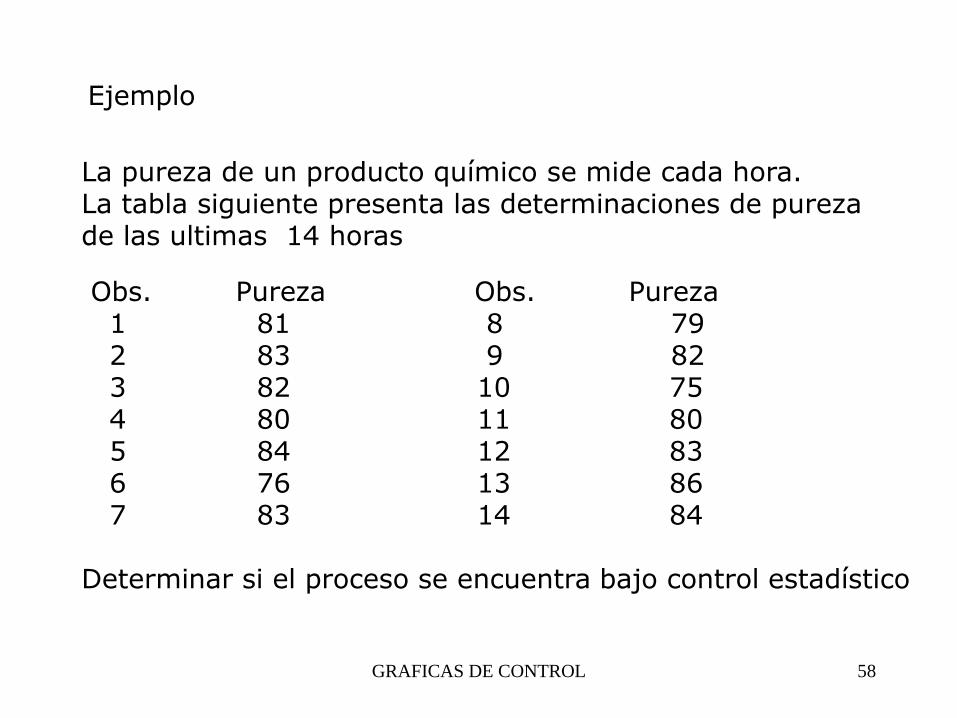
La pureza de un producto químico se mide cada hora. La tabla siguiente presenta las determinaciones de purezade las ultimas 14 horas
Obs. Pureza Obs. Pureza1 81 8 792 83 9 823 82 10 754 80 11 805 84 12 836 76 13 867 83 14 84
Determinar si el proceso se encuentra bajo control estadístico
Ejemplo
GRAFICAS DE CONTROL 59
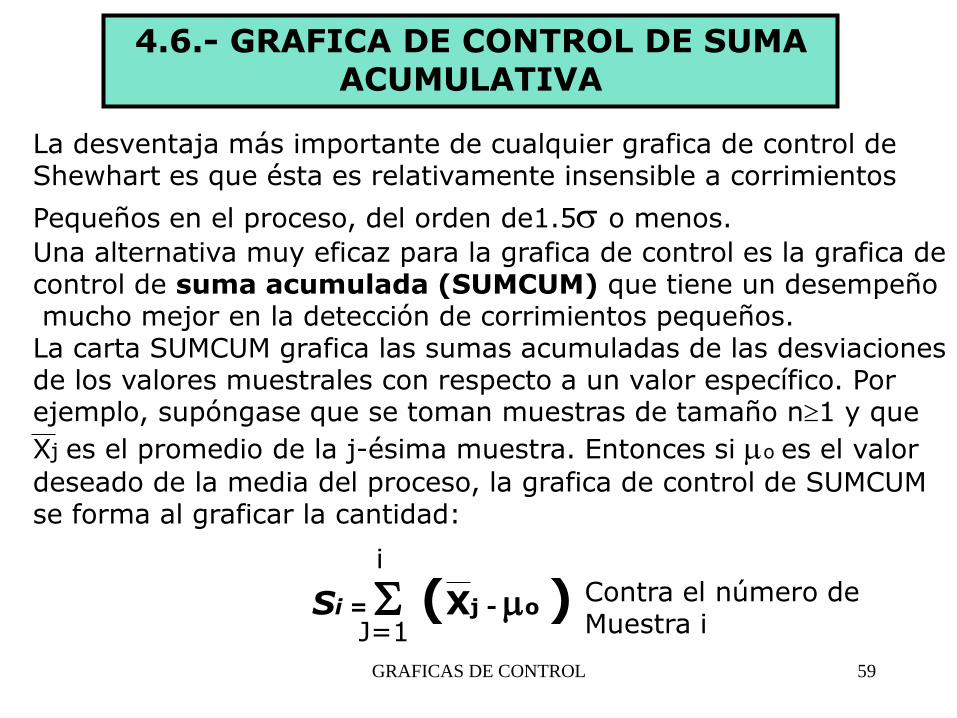
4.6.- GRAFICA DE CONTROL DE SUMA ACUMULATIVA
La desventaja más importante de cualquier grafica de control deShewhart es que ésta es relativamente insensible a corrimientos
Pequeños en el proceso, del orden de1.5 o menos.
Una alternativa muy eficaz para la grafica de control es la grafica decontrol de suma acumulada (SUMCUM) que tiene un desempeñomucho mejor en la detección de corrimientos pequeños.La carta SUMCUM grafica las sumas acumuladas de las desviacionesde los valores muestrales con respecto a un valor específico. Por ejemplo, supóngase que se toman muestras de tamaño n1 y que
Xj es el promedio de la j-ésima muestra. Entonces si o es el valor
deseado de la media del proceso, la grafica de control de SUMCUMse forma al graficar la cantidad:
Si = (Xj - o )J=1
i
Contra el número deMuestra i
GRAFICAS DE CONTROL 60
Si es la suma acumulada hasta la i-ésima muestra inclusive, combinandola informacion de varias muestras.Las graficas SUMCUM son particularmente eficaces con muestras de tamaño n=1. Esto hace que sea conveniente emplearla en industriasquimicas y de procesos, donde es frecuente que los subgrupos racionales sean de tamaño uno, asi como en la fabricacion de partesdiscretas con medición automatica en cada una de ellas y en el control en linea utilizando microcomputadoras, directamente en el centro deTrabajo.
Si el proceso permanece bajo control en el valor deseado o, la suma
acumulada debe fluctuar alrededor de cero. Sin embargo si la media se desplaza hacia arriba, aparecerá entonces un corrimiento haciaarriba o positivo. Si la media se desplaza hacia abajo el corrimientosera hacia abajo o negativo, por lo tanto si tenemos una tendenciaen los puntos deberá considerarse como una evidencia de que la mediadel proceso se ha desplazado, con lo que debe emprenderse labusqueda de una cusa asignable o especial.
SUMCUM
GRAFICAS DE CONTROL 61
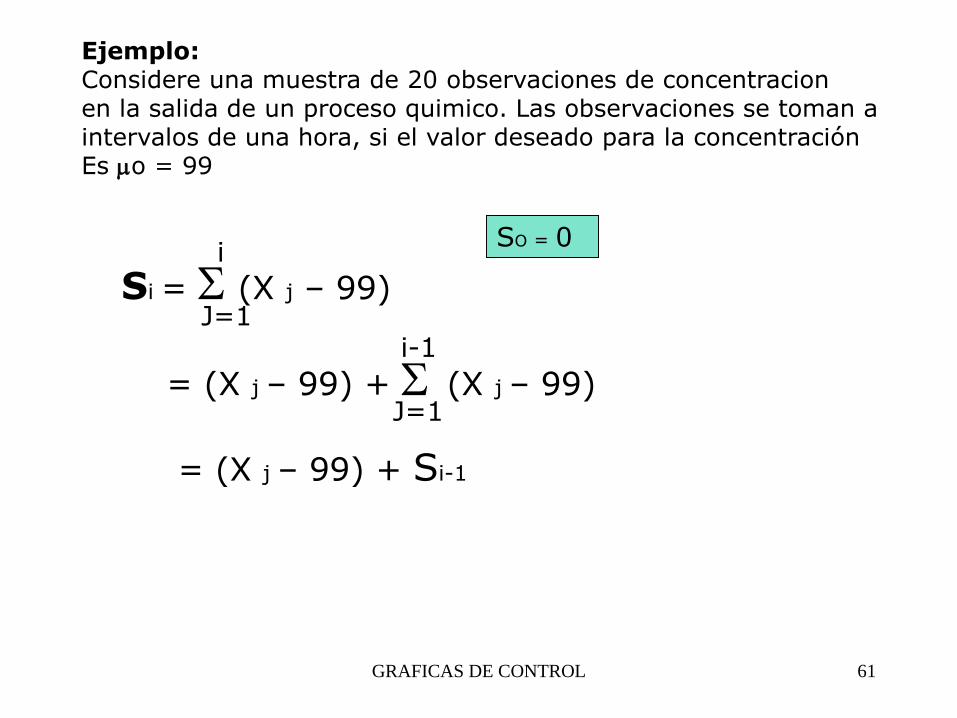
Ejemplo:Considere una muestra de 20 observaciones de concentracionen la salida de un proceso quimico. Las observaciones se toman a intervalos de una hora, si el valor deseado para la concentración Es o = 99
Si = (X j – 99)
= (X j – 99) + (X j – 99)
= (X j – 99) + Si-1
J=1
J=1i-1
iSO = 0
62
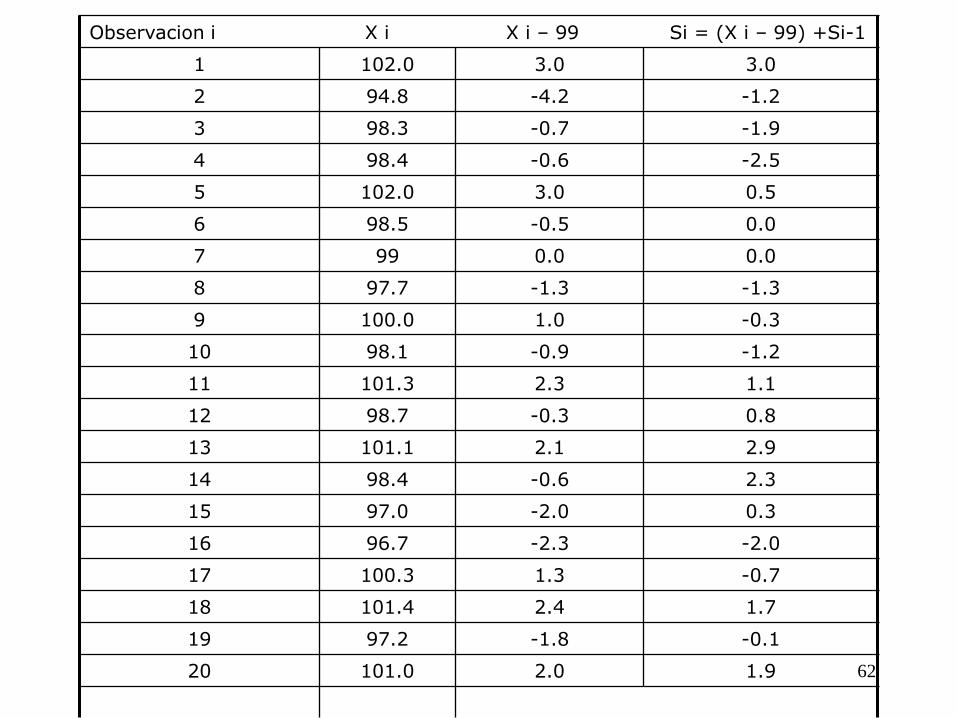
Observacion i X i X i – 99 Si = (X i – 99) +Si-1
1 102.0 3.0 3.0
2 94.8 -4.2 -1.2
3 98.3 -0.7 -1.9
4 98.4 -0.6 -2.5
5 102.0 3.0 0.5
6 98.5 -0.5 0.0
7 99 0.0 0.0
8 97.7 -1.3 -1.3
9 100.0 1.0 -0.3
10 98.1 -0.9 -1.2
11 101.3 2.3 1.1
12 98.7 -0.3 0.8
13 101.1 2.1 2.9
14 98.4 -0.6 2.3
15 97.0 -2.0 0.3
16 96.7 -2.3 -2.0
17 100.3 1.3 -0.7
18 101.4 2.4 1.7
19 97.2 -1.8 -0.1
20 101.0 2.0 1.9

GRAFICAS DE CONTROL 63
GRAFICAS DE CONTROL 64
o
p
d
u
L

GRAFICAS DE CONTROL 65
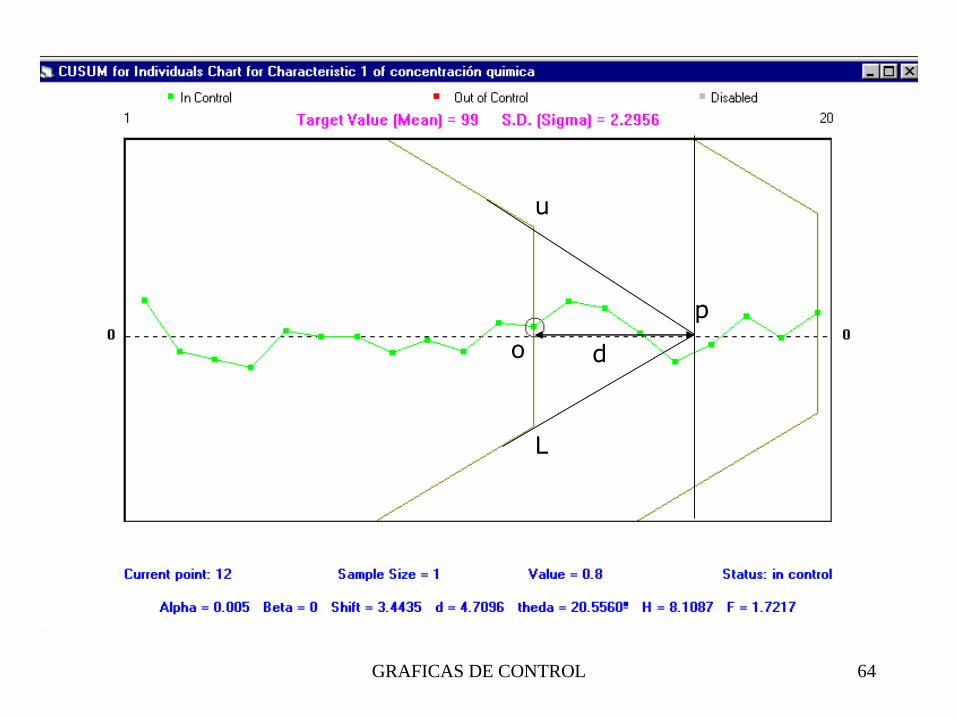
Existen dos enfoques generales para el diseño de los limitesde control para las SUMCUM. El primero es el procedimientode la máscara V. Ésta es una ranura en forma de V en un planoque puede colocarse en diferentes posiciones sobre la graficael procedimiento de desición consiste en colocar la mascara Vsobre la grafica en el punto O sobre el ultimo valor Si, y la linea OP paralela al eje horizontal.Si todas las sumas acumuladas previas se encuentran dentro de los dos brazos de la máscara V, entonces el proceso esta bajo control por lo contrario se consideraria fuera de control si algun punto esta fuera de los brazos.
La máscara V puede aplicarse a cada punto nuevo de la graficaSUMCUM.
Algunos programas de computadora hacen la grafica SUMCUM con el esquema de control de la mascara V.
GRAFICAS DE CONTROL 66
5.-GRAFICAS DE CONTROL PARA ATRIBUTOS
• Están basadas en decisiones de acepto/no-acepto.
• Se pueden aplicar en casi cualquier operación donde se recolectan datos.
• Se utilizan en características de calidad que no pueden ser medidas o que son costosas o difíciles de medir.
• A diferencia de las gráficas de control por variables, las gráficas de atributos se pueden establecer para una característica de calidad o para muchas.
GRAFICAS DE CONTROL 67
CARACTERISTICAS DE LOS GRAFICOS DE CONTROL POR ATRIBUTOS.
LOS HECHOS QUE FAVORECEN EL USO DE LOS GRAFICOS POR ATRIBUTO SON:
APLICABLES A CUALQUIER PROCESO
RAPIDOS Y SIMPLES DE OBTENER
FACILES DE INTERPRETAR
CONTRIBUYEN A DAR PRIORIDAD A AREAS CON PROBLEMAS
LAS OBSERVACIONES POR ATRIBUTOS CONSTAN DE:
UN CRITERIO, UNA PRUEBA, Y UNA DECISION
Defectos vs. Defectivos
• Un defectivo es una unidad en una muestra que tiene una o más no-conformancia(s) respecto al criterio especificado.
• Un defecto es cada no-conformancia respecto al criterio de aceptación especificado.

GRAFICAS DE CONTROL 68
Tipos de Gráficas de Atributos
• Defectivos
– np - número de unidades no-conformantes
– p - proporción de unidades no-conformantes
• Defectos
– c - número de defectos
– u - proporción de defectos
Tamaño de la Muestra, Sensibilidad y Selección
• Una limitante de las gráficas de control de atributos es que se requieren tamaños de muestra mucho más grandes para tener la misma sensibilidad que la de una gráfica X-barra y R.
• Las muestras deben ser seleccionadas al azar de un lote y un período especificado de producción.
GRAFICAS DE CONTROL 69
Terminología y Símbolos
n = tamaño de la muestra
k = número de grupos de muestras
s = desviación estándar (muestra y población)
Gráfica np
np = número promedio de defectivos
Gráfica p
p = promedio de fracción defectiva
P = promedio de porciento defectivo
Gráfica c
c = número promedio de defectos
Gráfica u
u = número promedio de defectos por unidad
n = tamaño promedio de la muestra
GRAFICAS DE CONTROL 70
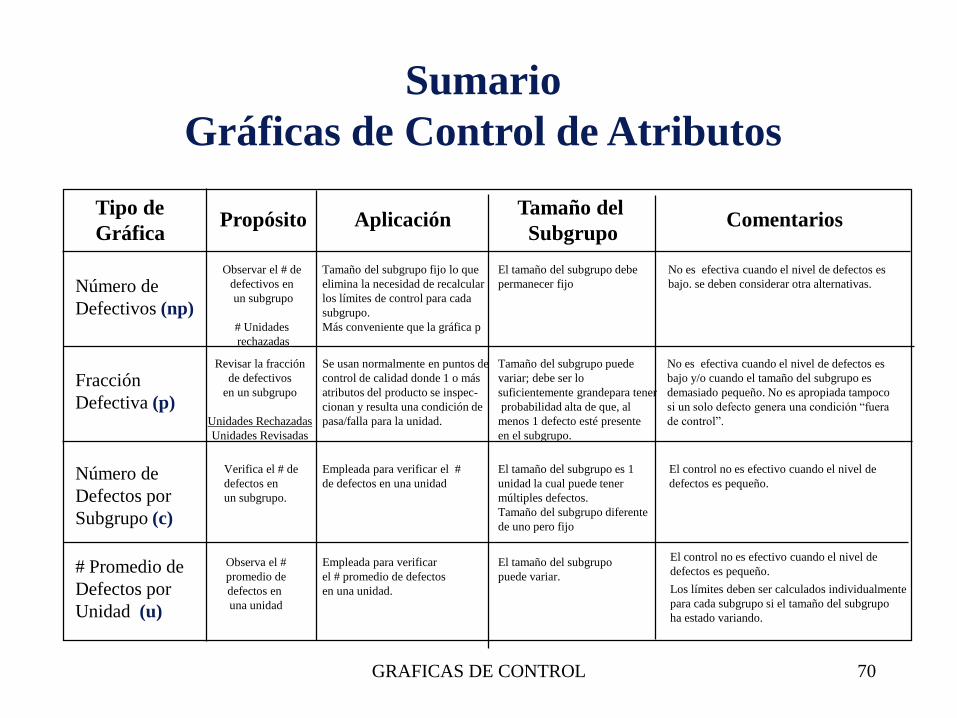
Sumario
Gráficas de Control de Atributos
Tipo de
GráficaPropósito Aplicación
Tamaño del
SubgrupoComentarios
Fracción
Defectiva (p)
Número de
Defectivos (np)
Número de
Defectos por
Subgrupo (c)
# Promedio de
Defectos por
Unidad (u)
Observar el # de
defectivos en
un subgrupo
# Unidades
rechazadas
Revisar la fracción
de defectivos
en un subgrupo
Unidades Rechazadas
Unidades Revisadas
Verifica el # de
defectos en
un subgrupo.
Observa el #
promedio de
defectos en
una unidad
Tamaño del subgrupo fijo lo que
elimina la necesidad de recalcular
los límites de control para cada
subgrupo.
Más conveniente que la gráfica p
Se usan normalmente en puntos de
control de calidad donde 1 o más
atributos del producto se inspec-
cionan y resulta una condición de
pasa/falla para la unidad.
Empleada para verificar el #
de defectos en una unidad
Empleada para verificar
el # promedio de defectos
en una unidad.
Tamaño del subgrupo puede
variar; debe ser lo
suficientemente grandepara tener
probabilidad alta de que, al
menos 1 defecto esté presente
en el subgrupo.
El tamaño del subgrupo debe
permanecer fijo
El tamaño del subgrupo es 1
unidad la cual puede tener
múltiples defectos.
Tamaño del subgrupo diferente
de uno pero fijo
El tamaño del subgrupo
puede variar.
No es efectiva cuando el nivel de defectos es
bajo. se deben considerar otra alternativas.
No es efectiva cuando el nivel de defectos es
bajo y/o cuando el tamaño del subgrupo es
demasiado pequeño. No es apropiada tampoco
si un solo defecto genera una condición “fuera
de control”.
El control no es efectivo cuando el nivel de
defectos es pequeño.
Los límites deben ser calculados individualmente
para cada subgrupo si el tamaño del subgrupo
ha estado variando.
El control no es efectivo cuando el nivel de
defectos es pequeño.

GRAFICAS DE CONTROL 71
Distribución Binomial
• Se aplica cuando estamos evaluando defectivos.
• Las gráficas p y np se basan en ésta distribución.
• Existe una medida de tendencia central (promedio de fracción defectiva = p, np) y una medida de variabilidad (desviación estándar).
• Evalúa las partes y las separa en categorías de aceptado/no aceptado con un proceso estable y la fracción defectiva conocida (p).
GRAFICAS DE CONTROL 72
5.1.-La Gráfica de Control np
• Es el formato más simple para revisar defectivos.
• Requiere tamaño de muestra constante.
• Se grafica directamente el número de defectivos de la muestra.
• La medida de tendencia central es el número promedio de artículos
• Defectivos / muestra - np. Esta es la línea central de la gráfica.
OBJETIVOS DE LOS GRAFICOS (np)
INVESTIGAR LA MEDIA DE ARTICULOS DEFECTUOSOS DE MUESTRAS CONSTANTES SOMETIDAS A INSPECCION.
RETROALIMENTAR AL PROCESO MEDIANTE EL DESCUBRIMIENTO DE PUNTOS FUERA DE CONTROL
IDENTIFICAR Y CORREGIR CAUSAS DE LOS ARTICULOS DEFECTUOSOS.
SUGERIR AREAS PARA EL EMPLEO DE GRAFICOS X-R PARA DIAGNOSTICAR PROBLEMAS DE CALIDAD
PROPORCIONAR UN CRITERIO DE ANALISIS PARA MEJORA DE PROCESOS

GRAFICAS DE CONTROL 73
ETAPAS PARA LA ELABORACION DEL GRAFICO (np)
CALCULAR EL PROMEDIO DE UNIDADES DEFECTUOSAS (np) .
p =i = 1 np
n
np =
K
K
i = 1 np
K
i = 1
K
CALCULAR LOS LIMITES
LSCnp = np + 3 n p ( 1 - p )
LICnp = np - 3 n p ( 1 - p )
GRAFICAS DE CONTROL 74
USOS DE LOS GRAFICOS (np)
AYUDAR A MEJORAR EL TRABAJO.
CONOCER LAS CAUSAS QUE CONTRIBUYEN AL REPROCESO, QUE AL CONTROLARLAS, LO HACEN DISMINUIR.
OBTENER EL DISEÑO HISTORICO DE UNA O VARIAS CARACTERISTICAS DE UNA OPERACIÓN EN EL PROCESO PRODUCTIVO.
INVESTIGAR SOBRE EL CURSO O TENDENCIA DE UN DEFECTO O UN GRUPO DE ELLOS.
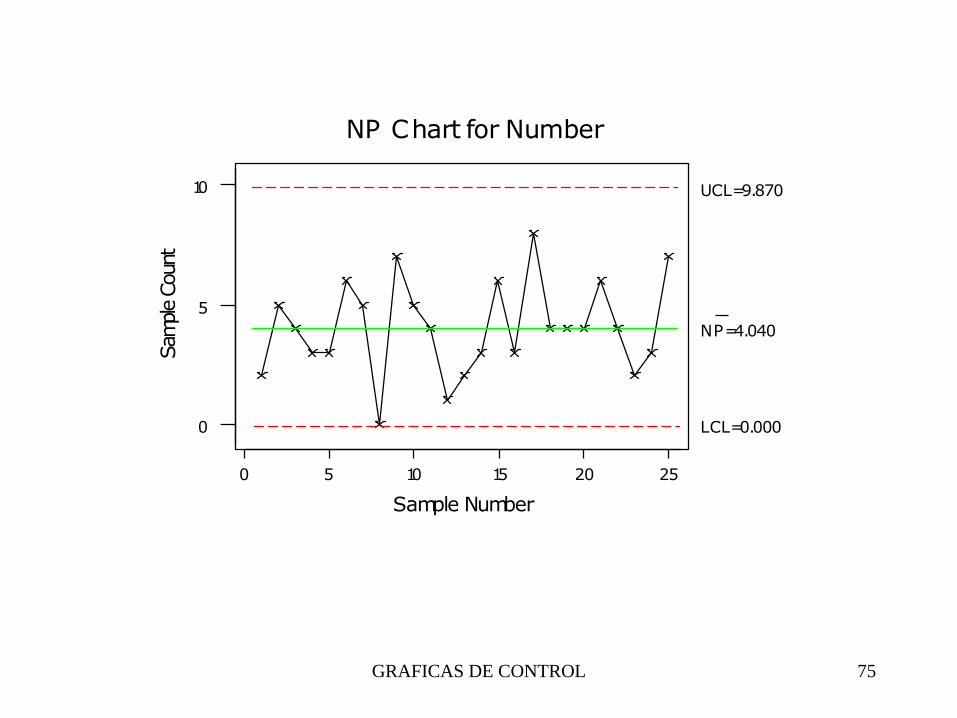
Supongamos que tenemos un grupo de datos que representan el número ordenes de compra ‘rechazadas’ de el total diario de 62.
2 5 4 3 3 6 5 0 7 5 4 1 2 3 6 3 8 4 4 4 6 4 2 3 7
Número de unidades defectivas por día
Tiempo
GRAFICAS DE CONTROL 75
2520151050
10
5
0
Sample Number
Sa m
ple
Count
NP Chart for Number
NP=4.040
UCL=9.870
LCL=0.000
GRAFICAS DE CONTROL 76
GRAFICA No.______________
GRAFICA DE ATRIBUTOS ( )
DEPARTAMENTO:________________ ATRIBUTO:______________________________ LSC _______________________ LIC ________________
PRODUCTO: _____________________ UNIDAD DE MEDICION: ___________________ ____________________________
FECHA
GRAFICAS DE CONTROL 77
5.2.-La Gráfica de Control p
• La segunda gráfica que se puede usar cuando observamos defectivos.
• Puede usarse con tamaños de muestra constantes o variables.
• Se grafica ya sea fracción defectiva, o porcentaje defectivo.
• La medida de tendencia central es el promedio de fracción defectiva (p) o el promedio del porcentaje defectivo (P).
• La medida de variabildad es la desviación estándar en ambos casos.
Gráfica p - Tamaño de Muestra Variable
• El tamaño de muestra variable crea problemas con los límites de control porque (s) es una función inversa del tamaño de la muestra. Mientras el tamaño de la muestra se incrementa, los límites de control de p se hacen más angostos.
• La gráfica terminada es difícil de interpretar.
GRAFICAS DE CONTROL 78
OBJETIVOS DE LOS GRAFICOS P
AVERIGUAR DESPUES DE UN LAPSO DE TIEMPO, LA PROPORCION MEDIA DEFECTUOSA DE ARTICULOS O PIEZAS DEFECTUOSAS SOMETIDAS A INSPECCION
DESCUBRIR AQUELLOS PUNTOS FUERA DE CONTROL QUE REQUIEREN UNA ACCION PARA IDENTIFICAR Y CORREGIR LAS CAUSAS DE LA MALA CALIDAD.
CUANDO LA MUESTRA ES GRANDE.
MIENTRAS MAYOR SEA LA MUESTRA Y EL NUMERO DE ARTICULOS DEFECTUOSOS PERMANEZCA CONSTANTE, MAYOR SERA LA CALIDAD O CUANDO LA MUESTRA ES CONSTANTE Y EL NUMERO DE ARTICULOS DEFECTUOSOS DISMINUYE.
ETAPAS PARA LA ELABORACION DEL GRAFICO DE CONTROL.
A) REGISTRAR DATOS
B) CALCULAR LAS FRACCIONES
DEFECTUOSAS DE LOS SUBGRUPOS (P)

79
C) CALCULAR LA MEDIA DE P
D) CALCULAR LA n PROMEDIO DE LAS MUESTRAS
n = n1+n2+..........nk
P = n1 P1 + n2 P2 + … + nk Pk
n1 + n2 + … + nk
K
P =X
n
X=Es el numero de piezas
defectuosas de cada muestra
n =es el tamaño de la
muestra que es variable
GRAFICAS DE CONTROL 80
SI EL TAMAÑO DEL SUBGRUPO VARIA FUERA DE +/-25% CON RESPECTO DEL TAMAÑO PROMEDIO, ENTONCES PARA CADA SUBGRUPO SE DEBERA
CALCULAR LOS LIMITES DE CONTROL.TENEMOS COMO LIMITES DE TAMAÑO DE MUESTRA
LS = n + 25%
LI = n - 25%
LICp = P - 3 P ( 1 - P )
LSCp = P + 3 P ( 1 - P )
n
n
GRAFICAS DE CONTROL 81
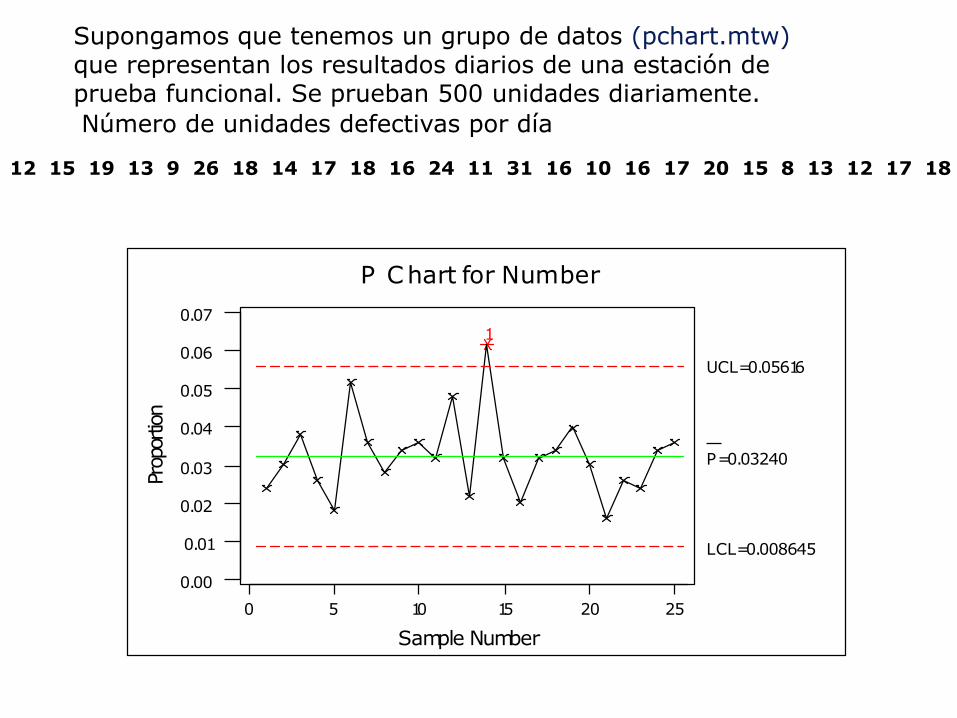
Supongamos que tenemos un grupo de datos (pchart.mtw) que representan los resultados diarios de una estación de prueba funcional. Se prueban 500 unidades diariamente.
12 15 19 13 9 26 18 14 17 18 16 24 11 31 16 10 16 17 20 15 8 13 12 17 18
Número de unidades defectivas por día
Tiempo
2520151050
0.07
0.06
0.05
0.04
0.03
0.02
0.01
0.00
Sample Number
Prop
o rtio
n
P Chart for Number
1
P=0.03240
UCL=0.05616
LCL=0.008645
GRAFICAS DE CONTROL 82
• El formato más simple para monitorear defectos.
• Requiere tamaño de muestra constante.
• Grafica el número de defectos en cada unidad inspeccionada para cada muestra.
• La medida de tendencia central es el promedio de defectos por lote =
• La medida de variabilidad es:
la desviación estándar =
c
c
5.3.-GRÁFICOS DE CONTROL PARA NUMERO DE DEFECTOS POR MUESTRA INSPECCIONADA (C)
GRAFICAS DE CONTROL 83
ES EMPLEADO EN UN CAMPO MAS RESTRINGIDO, SE FUNDAMENTA EN SU UTILIDAD PARA LA DETERMINACION DE DEFECTOS POR UNIDAD CLASIFICADOS SEGÚN SU IMPORTANCIA COMO EL NUMERO DE DEFECTOS POR YARDA, O EL DE DEFECTOS EN UN PARABRISAS
PASOS PARA LA CONSTRUCCION DE GRAFICOS C
OBTENCION DE DATOS
CALCULAR LOS LIMITES DE CONTROL
c =n
n
i = 1 c
LSCc = c + 3 c LICc = c - 3 c
n =Es el numero de
muestras inspeccionadas
GRAFICAS DE CONTROL 84
MUESTRA NUM. DE
DEFECTOS
MUESTRA NUM. DE
DEFECTOS
1
2
3
4
5
6
7
8
9
10
6
4
8
10
9
12
16
2
3
10
11
12
13
14
15
16
17
18
19
20
9
15
8
10
8
2
7
1
7
13
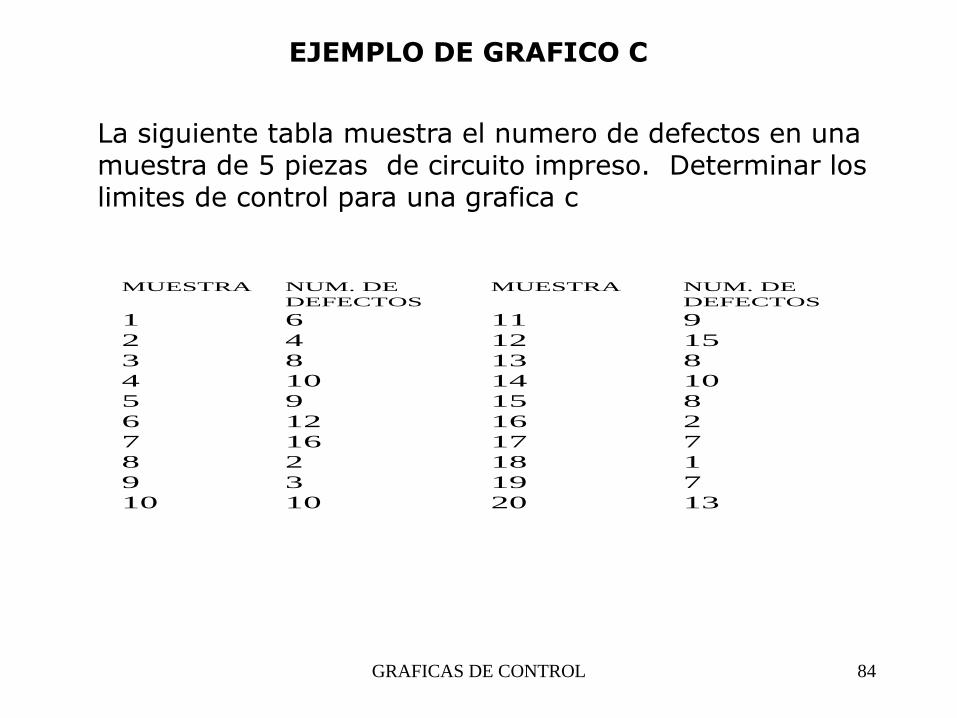
La siguiente tabla muestra el numero de defectos en una muestra de 5 piezas de circuito impreso. Determinar los limites de control para una grafica c
EJEMPLO DE GRAFICO C
GRAFICAS DE CONTROL 85
• Se usa al verificar defectos (o imperfecciones).
• Se puede usar con tamaño de muestra constante o variable.
• La medida de tendencia central es el promedio de defectos/unidades inspeccionadas = u.
• La medida de variabilidad es la desviación estándar
desv. est. = u
a i
ai = # unidades inspeccionadas en la muestra
5.4.-GRAFICA DE CONTROL O DEFECTOS POR UNIDAD (U)

GRAFICAS DE CONTROL 86
En algunos procesos pude ser preferible trabajar con el numero promedio de defectos por unidad que con el numero total de defectos por lo tanto si la muestra consistede n unidades y existen en total C defectos en ella, entonces
U= C
n
Si existen m muestras preliminares y el numerode defectos por unidad es
U1,U2..........Um Podemos calcular U
El tamaño de muestra puede ser variablea diferencia de la grafica C donde eltamaño de muestra debe ser constante

GRAFICAS DE CONTROL 87
U=U1+U2+.........Um
m
La linea central y los limites de control para la grafica U son:
LSC= U+3 / Un
LIC= U-3 / Un
LC= U
Donde n es el promedio de las muestras

GRAFICAS DE CONTROL 88
MUESTRA TAMAÑO DE LA MUESTRA
NUMERO DE DEFECTOS C
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
5 5 5 5 5 5 5 5 5 5 5 5 5 5 5
6 4 8 10 9 12 16 2 3 10 9 15 8 10 8
Construir una grafica de control U para los datos de defectos en las tarjetas de circuito impreso considerando que cadamuestra consta de 5 tarjetas de circuito los datos respectivos se dan en la siguiente tabla
EJEMPLO DE GRAFICO U

GRAFICAS DE CONTROL 89
Diámetro dela burbuja
X1 = 12.2X2 = 11.1X3 = 13.3
X1 = 12.2 X1 = 12.2X2 = 11.1X3 = 13.3 X4 = 13.3
VA
RIA
BLES Gráfica X-Barra - R
¿Hay burbujas?(Aceptar/Rechazar)
Cantidad deBurbujas
Rechazo Aceptado
3 2 0 4
AT
RIB
UTO
SGráfica P
Gráfica C
Muestra #1 Muestra #2 Muestra #3 Muestra #43 Familias de gráficas:
Rechazo Rechazo

GRAFICAS DE CONTROL 90
UCL
LCL
TIEMPO
UCL
LCL
TIEMPO
UCL
LCL
TIEMPO
Diámetro dela burbuja
X1 = 12.2X2 = 11.1X3 = 13.3
X1 = 12.2 X1 = 12.2X2 = 11.1X3 = 13.3 X4 = 13.3
VA
RIA
BLE
S
Gráfica X-Barra -R
¿Hay burbujas?(Aceptar/Rechazar)
Rechazo Rechazo Aceptado Rechazo
ATR
IB
UTO
SGráfica P
Número deburbujas
3 2 0 4
Gráfica C
Muestra#1
Muestra #1 Muestra #2 Muestra #3 Muestra #4
Muestra #1 Muestra # 2 Muestra #3 Muestra #4
%R
ech
azad
o
#d
e b
urb
uja
s
Diá
metr
o d
e
la b
urb
uja
3 Familias de datos3 Familias de gráficas
Muestra#2 Muestra#3 Muestra#4
GRAFICAS DE CONTROL 91
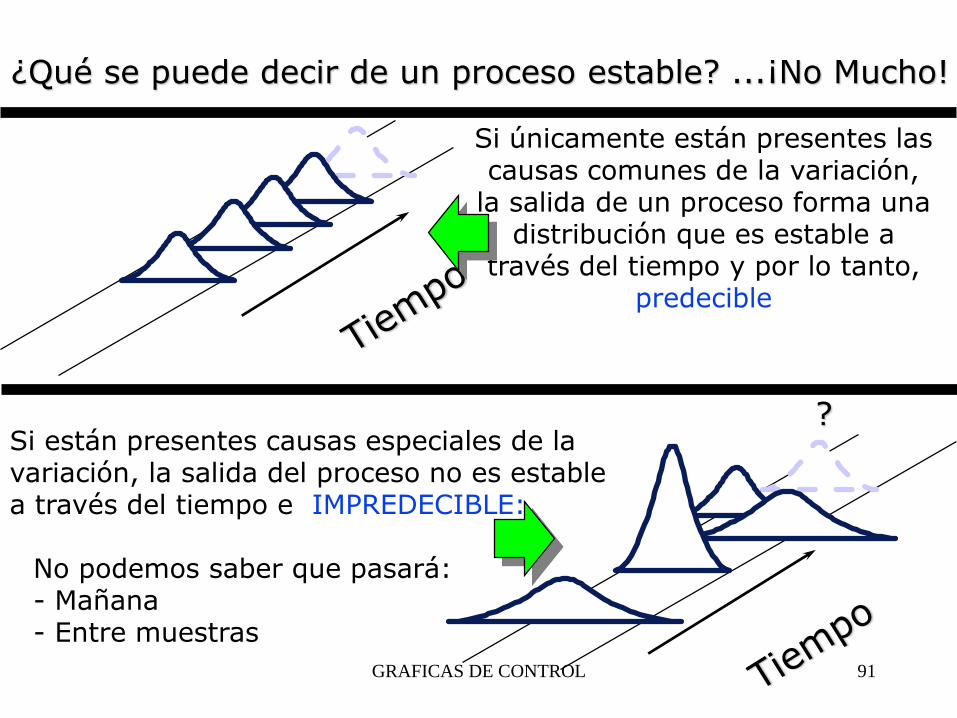
¿Qué se puede decir de un proceso estable? ...¡No Mucho!
Si únicamente están presentes las causas comunes de la variación,
la salida de un proceso forma una distribución que es estable a
través del tiempo y por lo tanto, predecible
Si están presentes causas especiales de lavariación, la salida del proceso no es establea través del tiempo e IMPREDECIBLE:
No podemos saber que pasará:- Mañana- Entre muestras
?

GRAFICAS DE CONTROL 92
FASE UNO - DESEMPEÑO
- VARIACION (CAUSAS ESPECIALES / NATURALES)
- IMPREDECIBLE (POR HORA, A DIARIO)
- DETECTAR Y ELIMINAR LAS CAUSAS ESPECIALES
FASE DOS - REPETIBILIDAD
- EN CONTROL
- UNICAMENTE VARIACION NATURAL
Cómo progresamos hacia La Meta
GRAFICAS DE CONTROL 93
Datos variables
0% Rechazo
Objetivo
Datos de atributos
La Meta es ...
GRAFICAS DE CONTROL 94
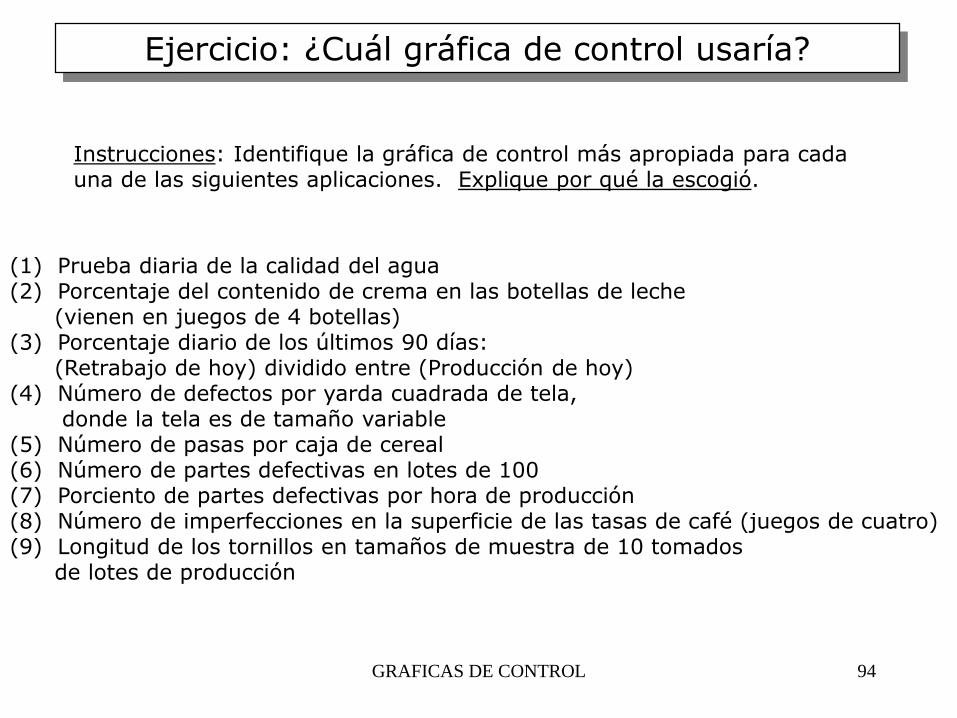
Ejercicio: ¿Cuál gráfica de control usaría?
(1) Prueba diaria de la calidad del agua(2) Porcentaje del contenido de crema en las botellas de leche
(vienen en juegos de 4 botellas)(3) Porcentaje diario de los últimos 90 días:
(Retrabajo de hoy) dividido entre (Producción de hoy)(4) Número de defectos por yarda cuadrada de tela,
donde la tela es de tamaño variable(5) Número de pasas por caja de cereal(6) Número de partes defectivas en lotes de 100(7) Porciento de partes defectivas por hora de producción(8) Número de imperfecciones en la superficie de las tasas de café (juegos de cuatro)(9) Longitud de los tornillos en tamaños de muestra de 10 tomados
de lotes de producción
Instrucciones: Identifique la gráfica de control más apropiada para cada una de las siguientes aplicaciones. Explique por qué la escogió.
GRAFICAS DE CONTROL 95
“Una Gráfica de control le va a decir cuando raspe el pan tostado. . .
. . .Pero es mucho mas importante que use la Gráfica de control para que APRENDA cómo dejar
de estarlo quemando!”
- Dr. Donald J. Wheeler
Hacer otra cosa, es condenar su proceso a la experiencia inevitable de que los mismos problemas se repitan una y
otra vez.

GRAFICAS DE CONTROL 96
•Comprensión•Implementación•Comunicación•Enseñando•Vendiendo ideas
•Los agentes de cambio seguido fallan porque no perciben a la persuasión como parte de su trabajo.
• Muy pocas ideas, si es que hay, han sido aceptadas por su propio mérito. Todas se tienen que vender
Exito a través de Métodos Estadísticos:
Copyright © 2022 FDOKUMEN




















