Engineering knits for versatile technical applications - CiteSeerX
24
42(1) 52–75 ! The Author(s) 2011 Reprints and permissions: sagepub.co.uk/journalsPermissions.nav DOI: 10.1177/1528083711426021 jit.sagepub.com Article Engineering knits for versatile technical applications: Some insights on recent researches N Gokarneshan, B Varadarajan, CB Sentil kumar, K Balamurugan and Anita Rachel Abstract Knits have been playing a predominant role in the area of technical textiles, as recent researches point out. In one of the areas, knits have been produced for advanced textile preforms, wherein they have been knitted into net shapes and have advantages such as high conformability/drapeability to accommodate complex shape moulds, and good permeability. The advanced composite manufacturing processes demand the use of fashionable near net-shaped preforms. Flat knitting technology is especially suited for the production of such products like biaxial-reinforced multi-layer weft-knitted fabrics. Also, natural fiber knits have been developed using flat weft knitting technology in geo textiles, wherein the fabrics could be designed to suit varied soil types and conditions. These have indeed proved to be more economical and superior to their synthetic counterparts. Recently, knit scaffolds made from Poly Lactic Acid (PLA) yarns have been developed for urinary bladder reconstruction. They hold promise for other med- ical applications such as cardiovascular prosthesis and compression bandaging. Fabrics have been knit with copper core yarns and evaluated for their electromagnetic shielding effectiveness. The shielding effectiveness has been found to increase with factors such as tightness, wale density, and course density. Also, the interlock knitted fabric has better electromagnetic shielding effectiveness in comparison with rib and plain knitted fabrics. Warp knit coupled with stitch bonding technology has been able to effectively produce reinforcement textiles for composite materials. In yet another interesting development, weft knit and braided polypropylene has been used as stents for treating cardiac arterial diseases. The knit stents have proved to be advantageous over the metallic ones with NIFT TEA College of Knitwear Fashion, Tirupur, Tamil Nadu 641606, India Corresponding author: N Gokarneshan, NIFT TEACollege of Knitwear Fashion, Tirupur, Tamil Nadu 641606, India Email: [email protected] at PENNSYLVANIA STATE UNIV on May 11, 2016 jit.sagepub.com Downloaded from
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Engineering knits for versatile technical applications - CiteSeerX

42(1) 52–75
! The Author(s) 2011
Reprints and permissions:
sagepub.co.uk/journalsPermissions.nav
DOI: 10.1177/1528083711426021
jit.sagepub.com
Article
Engineering knits forversatile technicalapplications: Someinsights on recentresearches
N Gokarneshan, B Varadarajan, CB Sentil kumar,K Balamurugan and Anita Rachel
Abstract
Knits have been playing a predominant role in the area of technical textiles, as recent
researches point out. In one of the areas, knits have been produced for advanced textile
preforms, wherein they have been knitted into net shapes and have advantages such as
high conformability/drapeability to accommodate complex shape moulds, and good
permeability. The advanced composite manufacturing processes demand the use of
fashionable near net-shaped preforms. Flat knitting technology is especially suited for
the production of such products like biaxial-reinforced multi-layer weft-knitted fabrics.
Also, natural fiber knits have been developed using flat weft knitting technology in geo
textiles, wherein the fabrics could be designed to suit varied soil types and conditions.
These have indeed proved to be more economical and superior to their synthetic
counterparts. Recently, knit scaffolds made from Poly Lactic Acid (PLA) yarns have
been developed for urinary bladder reconstruction. They hold promise for other med-
ical applications such as cardiovascular prosthesis and compression bandaging. Fabrics
have been knit with copper core yarns and evaluated for their electromagnetic shielding
effectiveness. The shielding effectiveness has been found to increase with factors such as
tightness, wale density, and course density. Also, the interlock knitted fabric has better
electromagnetic shielding effectiveness in comparison with rib and plain knitted fabrics.
Warp knit coupled with stitch bonding technology has been able to effectively produce
reinforcement textiles for composite materials. In yet another interesting development,
weft knit and braided polypropylene has been used as stents for treating cardiac arterial
diseases. The knit stents have proved to be advantageous over the metallic ones with
NIFT TEA College of Knitwear Fashion, Tirupur, Tamil Nadu 641606, India
Corresponding author:
N Gokarneshan, NIFT TEA College of Knitwear Fashion, Tirupur, Tamil Nadu 641606, India
Email: [email protected]
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

regard to flexibility and easy movement. Warp knits have also been used for large-scale
structures as in aircraft applications.
Keywords
core yarns, geotextile, knits, preforms, scaffolds, shielding effectiveness
Introduction
Knitted fabrics, besides being extensively used for dress materials, are now gainingstrong ground in the area of technical textiles. They have found entry into variousareas such as geotextiles, automotive textiles, medical textiles, sports textiles, agri-cultural textiles, aerospace industry, protective textiles, and so on. The invention ofinnovative and eco-friendly textile fibers such as polylactic acid have made it pos-sible for knits to be used in medical applications and automotive textiles.1,2
Recently, flat knits have been used in geotextile applications,3 wherein they havebeen designed and produced to suit various soil types and conditions. Knits havealso been used as advanced textile preforms for composites.4 These have beenfound to be useful in the automotive industry. It has been possible to producenet shape or near net-shaped preforms that can be made for complex-shaped com-posite parts.
During the last decade, concerns have increasingly grown on electromagneticinterference (EMI) and effect of electromagnetic wave radiation from electronicand telecommunication devices on the human body.5 Human tissues may be acci-dentally or intentionally exposed to electromagnetic sources such as radar, micro-wave oven, and industrial microwave equipment. In the case of industrialapplications, electromagnetic shielding materials are used to exclude the unwantedelectromagnetic radiation or signals, for example, to carry out sensitive electricalmeasurements or to prevent malfunctioning of equipment’s confidential data frombeing interrogate, TEMPEST protection is used. It is also used to provide protec-tion against the electromagnetic pulse, which can disrupt neighboring equipmentsuch as computers. A recent study on electromagnetic shielding effectiveness ofcopper core yarn knitted fabrics has shown improvement in EMI.6
Knits for advanced preforms
During the recent years, considerable developments have taken place in textileprocesses for composite preforming. A significant development is the net shapeor near net-shaped preforms that can be made for complex-shaped compos-ite parts.7,8 The advantages of textile preforming include the production of complexnet-shaped preforms with continuous integration of many different plies as used inconventional manufacturing methods, control of fiber orientation, use of auto-mated textile processes, allowing quality control and good reproducibility, andhigh productivity.9–12 Net-shaped preforms produced by weft knitting have
Gokarneshan et al. 53
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

advantages such as high conformability/drapeability of knitted fabrics toaccommodate complex shape moulds, good permeability to resin of the openloop structure, and the possibility of creating a uniform fiber volume fractionthroughout. Considerable developments have taken place in the knitting of net-shaped preforms on electronic knitting machines using brittle yarns. The maincriteria in the choice of knitted preforms for specified shapes is reduction ofmanufacturing costs. The use of drapable net-shaped fabrics with tailored fiberorientations produced on automated knitting machines resulted in saving oflabor cost to the extent of 30%. Sufficient strength of weft-knitted composites inthe weak warp direction can be obtained by choosing a sufficiently large loop size.A combination of shaping techniques can be used to produce net-shaped fabricssuitable for the automobile wheel wells. These include holding, narrowing, widen-ing, and binding off. Good mechanical performance can be achieved through aninterlock stitch structure, and this also protects the brittle yarn. Lay-in yarns can beused to regulate the mechanical performance in the weft direction. The speed ofproduction can be increased by tucking the lay-in yarns. The fiber diameter andyarn linear density need consideration, as otherwise brittle yarns will break.
The manufacturing technique
An integrated design for manufacturing, which involves both aspects of mechanicalanalysis and process analysis, has been chosen in the development of knitted pre-forms for composite parts.7 For knitted composites, this process is still being devel-oped and consists of the following steps:
. Mechanical analysis of the composite part, mainly through finite element anal-ysis: defines the mechanical requirements for the knitted preform.
. Mapping of the stitch configuration as a function of location on the part to fulfillthe mechanical requirements.
. Design of net shape cloth (2D or 3D) that covers the part.
. Choice of net-shape knitted cloths that can be knitted on automated knittingmachines.
. Synthesis of the second and fourth steps, stitch layout and shape.
. Verification of the chosen solution through mechanical analysis and possibleadaptations.
Fabric shape and stitch design on automated knitting machines
Two or three dimensional preforms of complex shapes can be knitted to a near netshape, on electronic V-bed weft knitting machines. These machines are fully auto-mated and guarantee a low level of operator interference, and also a high level ofreproducibility and quality control. By steering the knit stitch configuration as afunction of location in the preform, the mechanical performance of the knittedfabric composite can be tailored to the loading conditions of the part.5
54 Journal of Industrial Textiles 42(1)
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

The following processing parameters enable shaping as well as stitch variationcapabilities:
. Machine type – Number of knitting beds, width of bed, number of knittingheads and knitting systems, number of yarn carriers, machine gauge etc.
. Yarn type – Material: glass, carbon, or other fibers, linear weight, thickness ofindividual fibers.
. Method of yarn feeding and tensioning – Linear speed of head, stitch cam set-ting and the setting for each machine.
Stitch structures
A variety of stitch structures are possible, involving combinations of the basic stitchtypes, such as tuck stitches (incomplete stitches), transfer stitches, and rackedstitches. It is difficult to achieve complex stitches with brittle yarns. Recently,four (basic) structures have been evolved (Figure 1); single jersey stitch on onebed; single jersey stitch on two beds forming two separate layers of fabric; ribstitch on two beds, creating a double-layer fabric with high stretch in the weftdirection, which involves knitting on all the needles within the knitting width perknitting system used, putting maximum stress on the yarn during knitting: andinterlock stitch on two beds, creating a true double-layer fabric with strong inter-laminar bonding. Use of only half the needles across the knitting width per strokein each knitting system results in reduced yarn failure and safer knitting.
Lay-in yarns: Each of the basic stitch types can be supplemented by laying in yarnsacross the weft way direction. In the case of single jersey fabrics, the lay-ins has tobe tucked-in to be integrated with the fabric as shown in Figure 2. In the case ofdouble fabrics, just as is the case with a rib stitch or interlock stitch, lay-in yarnscan simply be deposited in between the two beds, on the sections of yarn crossingover between the two beds. It is preferable to tuck the yarns into the fabric atfrequent intervals when using heavy brittle lay-in yarns at high speeds.7 A com-promise has thus to be made between mechanical performance and productivity,since a curved aspect is introduced into the otherwise straight yarn. This is becausethe curved shape has a negative effect on the mechanical performance. On anexperimental scale, there are machines that also allow warp lay-ins. A yarncan be fed to each needle, into the fabric, without hindering the inter-loopingoperation at the needles.
Stitch variation rules: It is possible to vary the type of stitch from one course toanother and also over a course width. Various types of stitches can be accommo-dated in one course. Also, the stitch type can be changed in individual needles, asall the needles are individually controlled on modern automated/electronic knittingmachines. In practice, the stitch cam setting can only be set per course, so that the
Gokarneshan et al. 55
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

length of the loops in the warp direction is the same over the width of one course.Regarding lay-ins, it is possible to lay-in yarns over only part of the width of acourse. Several variations are possible from course to course. It is easier to increasethe number of beds in action, for example, by going from single jersey to rib stitch.The number of beds in action can also be decreased relatively easily by transferringthe yarn from one bed to the other although transferring brittle yarns is difficult.
Figure 1. Interlock stitch of brittle reinforcement yarn.4
56 Journal of Industrial Textiles 42(1)
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

Shaping rules
The following rules are adopted for shaping fabric structures formed on a V-bedknitting machine
. Holding
. Widening
. Narrowing
. Binding off.
The above principles may be used either singly or in combination.
Starting and finishing
There are two options available in weft knitting machines. One is to have the fabriccontinuously in place down to the take-up rollers and the other is to commence
Figure 2. Single jersey fabric showing knitting plan and tucking in a lay in yarn.4
Gokarneshan et al. 57
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

each piece afresh using a set up comb. Considering the latter case, it is practical tostart a fresh piece with waste or cheap yarn, and knit up to the point where thefabric is placed into the take-up rollers before beginning to knit with specializedyarns. In either case, a separation yarn may be inserted immediately before the startof the knitting. The separation yarn can be removed after the piece is taken out ofthe machine, and the starting edge will remain stable. One of the advantages is thatthe fabric can be finished neatly, without wastage of yarn, by binding off, across thecomplete knitting width till only a single needle is left in action.7 This is easilysecured by pulling a yarn through one stitch when the fabric is off the machine.Binding off can be achieved on different types of machines.
Choice of yarn
The yarn types that can be knitted on certain machines are restricted. The setting ofthe stitch cam and the stitch structure also restrict the maximum linear weight. Thediameter of the individual fibers in a yarn is very important. Generally, in the caseof loosely packed yarns, the bending stiffness of the yarn will vary strongly withthe fiber diameter. Thicker fibers will have more trouble making loops in a finegauge machine.
Speed considerations
A number of factors influence the speed of linear knitting without any shaping. Themost crucial control factor is the cam/knitting speed. The type of stitch greatlyinfluences the speed. The number of knitting systems used directly influence thespeed. The width of the fabric has a great effect. Heavy lay-in yarns slow down theprocess considerably, since they create more drag in the system. Thus, the type ofyarn feeding assumes importance in this case. Larger loops of the knitted preformwill show less chance of failure during knitting. Thus, the machine could be run athigher speed with the yarn at hand.
3D shaping
Net-shaped two-dimensional fabrics are developed for the wheel wells of automo-bile. These are made from the preforms. The fabrics are draped around the mouldand require one seam on top of the wheel well where sections of the fabric cometogether. It is also possible to develop proper three-dimensional fabrics in certaincases. These do not require any seaming when put in the mould. A tubular fabriccan be knitted on a double V-bed machine by knitting two separate fabrics on eachbed and joining the fabrics together at the sides. This is shown in Figure 3. It ispossible to knit a conical fabric by altering the tubular width of the fabric gradu-ally. The lay-in when used will normally be in the direction of the hoop of the tubeor cone. It is also possible to knit a circular fabric narrowing (zeroing), widening,and renarrowing a tubular fabric.7
58 Journal of Industrial Textiles 42(1)
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

Other developments
Heavy multilayered fabrics can be produced on multibed machines. Presently,machines with four beds are available. However, three- or four-layered fabricswith suitable stitch structures are yet to be developed.7 The knitting of pocketsseems to be a promising proposition, as it can integrate a knitted one with othertypes of fabrics. The other fabrics would then be slipped after cutting into thesuitable shape. It is possible to knit pockets in a double-layer fabric like a ribstitch or interlock fabric by separating the two layers in certain areas. This canbe achieved through the introduction of a jersey stitch on both the beds of themachine, in the pocket areas.
Biaxial knits as fashionable preforms
The advanced composite manufacturing processes increase the demand for theshape of preforms from the biaxial knits in a fashionable way. One possible wayfor producing such preform materials is by means of flat knitting technology.13 Formost applications, it is necessary to incorporate straight load-bearing yarns into thefabric structure to account for the mechanical properties demanded for the com-posite part. Research work has focused on combining the advantages of flat knit-ting with the various possibilities of two-and three-dimensional fully fashionedknitting. The aim is to achieve the manufacture of fully fashioned fabrics withstraight load bearing yarns on flat knitting machines.
Biaxial reinforced knits
Biaxial reinforced knitted fabrics consist of weft and warp yarns that are stitchedtogether (Figure 4). Reinforcing yarns can be used widely.14 The requisite strengthand stiffness of the composites are contributed by the reinforcing yarns while theknit structure permits good draping behavior of the preforms and also contributestoward good impact behavior in the composites.15 The action of the knitting nee-dles is clearly shown. The preforms are suitable for manufacturing by means of the
Figure 3. Illustration of knitting a tube on a double bed machine, two individual fabrics are
joined at the sides.4
Gokarneshan et al. 59
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

heat-molding technique, by combining them with thermoplastic matrix materials.16
The structure of the multilayer knit fabric restricts its deformation during compos-ite manufacturing. Research work has thus been directed toward the developmentof multilayered three-dimensional reinforced knitted fabrics. The focus has been onexperimental investigations regarding the modification of a serial flat knittingmachine with individual needle selection to permit the manufacture of reinforcednear net-shaped performs.17 The limited space in the vicinity of the working area isillustrated in Figure 4(a).
Biaxial near net-shaped preforms have been produced by feeding the warp yarnsfrom either sides of the machine, which restricts the width of fabric. Subsequently,the fabric widths have been increased by modifying the yarn feeding system.A number of methods are available for producing fashionable fabrics using theflat knitting technology. One of these involve varying the number of stitches –either the stitch length or stitch pattern. In another method, the number of stitchesis varied in the wale and course direction as well.18 Both methods have been dealtwith in earlier studies.19–21 The variation of the number of stitches in wale directionhas been considered. For producing fully fashioned biaxial reinforced fabrics byvarying the number of stitches in the wale direction, partial courses have to beknitted. This means that in certain courses only selected needles are used for knit-ting. The remaining needles do not participate in stitch formation in a respectivecourse, but the loops formed are kept in the needle head until for stitch formationagain.22–24 This operation is called ‘needle parking.’ The developed view of anoptimized preform for a cuboid open on one side is shown in Figure 5. The respec-tive needles are parked in the area of the notches at the four corners of the cuboid,while the number of needles is varied according to the geometrical needs aftercompletion of a corner, all needles participate again on stitch formation over thefabric width. Thus, the corners of cuboid need not be subsequently sewn. InFigure 5, a finished corner is illustrated on the right. Regarding manufacture ofthe composite part, the arrangement of the reinforcement yarns has to be observedclosely (Figure 6). On both side walls of the cuboid, the continuous warp yarns areturned and hence we can make fully fashionable performs from biaxial weft knits.
Figure 4. Working area of a biaxial flat knitting machine (a) and cross section (b) top view and
(c) biaxial reinforced knitted fabric.13
60 Journal of Industrial Textiles 42(1)
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

Flat knits in geotextiles
Geotextiles are generally used for reinforcement, filtration, separation, drainage,and erosion control. So far, synthetic polymers such as polyester, polyamide, poly-propylene, and polyethylene have been used in the form of woven, knitted, non-woven, knotted, grid, membranes, and composite materials.25,26 These materialsare being widely used in various areas of technical applications. Geotextiles have atime-bound function as far as ground engineering applications are concerned, suchas basal embankment reinforcement, and temporary roads on soft land. Moreover,synthetic geotextiles are uneconomical in the case of developing countries. In suchregions, there are adequate availability of cheap, indigenous, natural fibers such asjute, sisal, coir etc., and the existing textile sectors could convert these fibers intogeotextile fabrics. Flat weft-knitting technology has been adopted for producinginnovative natural fiber geotextile fabrics. The interactive behavior of these fabricsin different soil types and conditions has been discussed herein, with particularreference to short-term reinforcing applications.
Characteristics desirable in geotextiles
The versatility of the geotextiles to perform manifold functions arise from theirstructural, mechanical, physical, and hydraulic properties. The general properties
Figure 5. Production of a cuboid, open on one side, via needle parking method.13
Figure 6. Arrangement of the reinforcing yarns within the knitted perform.13
Gokarneshan et al. 61
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from
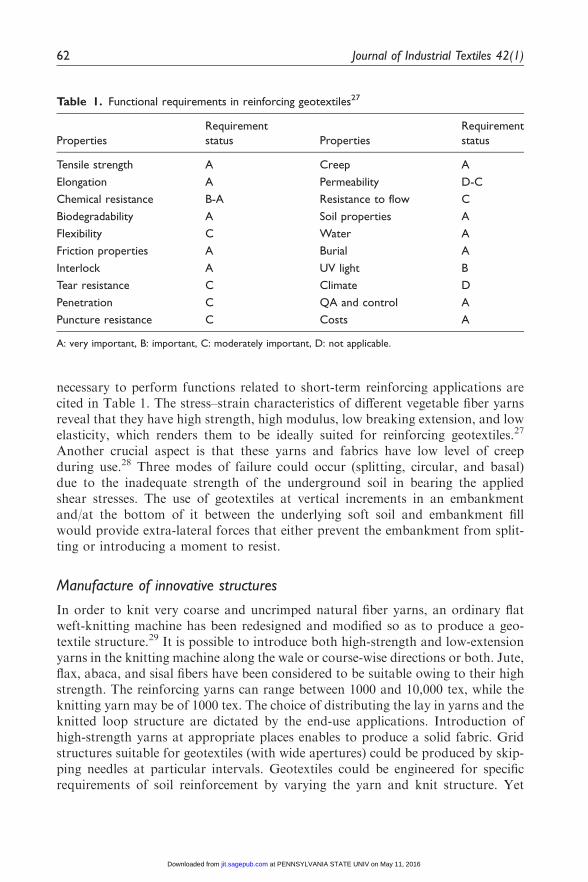
necessary to perform functions related to short-term reinforcing applications arecited in Table 1. The stress–strain characteristics of different vegetable fiber yarnsreveal that they have high strength, high modulus, low breaking extension, and lowelasticity, which renders them to be ideally suited for reinforcing geotextiles.27
Another crucial aspect is that these yarns and fabrics have low level of creepduring use.28 Three modes of failure could occur (splitting, circular, and basal)due to the inadequate strength of the underground soil in bearing the appliedshear stresses. The use of geotextiles at vertical increments in an embankmentand/at the bottom of it between the underlying soft soil and embankment fillwould provide extra-lateral forces that either prevent the embankment from split-ting or introducing a moment to resist.
Manufacture of innovative structures
In order to knit very coarse and uncrimped natural fiber yarns, an ordinary flatweft-knitting machine has been redesigned and modified so as to produce a geo-textile structure.29 It is possible to introduce both high-strength and low-extensionyarns in the knitting machine along the wale or course-wise directions or both. Jute,flax, abaca, and sisal fibers have been considered to be suitable owing to their highstrength. The reinforcing yarns can range between 1000 and 10,000 tex, while theknitting yarn may be of 1000 tex. The choice of distributing the lay in yarns and theknitted loop structure are dictated by the end-use applications. Introduction ofhigh-strength yarns at appropriate places enables to produce a solid fabric. Gridstructures suitable for geotextiles (with wide apertures) could be produced by skip-ping needles at particular intervals. Geotextiles could be engineered for specificrequirements of soil reinforcement by varying the yarn and knit structure. Yet
Table 1. Functional requirements in reinforcing geotextiles27
Properties
Requirement
status Properties
Requirement
status
Tensile strength A Creep A
Elongation A Permeability D-C
Chemical resistance B-A Resistance to flow C
Biodegradability A Soil properties A
Flexibility C Water A
Friction properties A Burial A
Interlock A UV light B
Tear resistance C Climate D
Penetration C QA and control A
Puncture resistance C Costs A
A: very important, B: important, C: moderately important, D: not applicable.
62 Journal of Industrial Textiles 42(1)
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

another interesting aspect to be noted is that the specially designed knittingmachine for tubular structures of desired width that could be filled with othermaterials such as paper, straw, etc., so as to be used as a geotextile structure,specifically in wet conditions such as river banks and water drainage paths. Oneset back with the knitting machine is that it prevents introduction of warp yarnowing to its design. Moreover, it also requires a creel to accommodate the warpyarns and also a modified continuous take-up mechanism so as to wind on theheavy and thick fabric. The technology is commercially being utilized in UK.30
Evaluation of performance
An important functional aspect of geotextiles to be considered is its shearing resis-tance at the soil-fabric interface. This could be determined by means of the coef-ficient of interaction, which is the ratio of the frictional coefficient between soil andfabric. It has been found that introduction of geotextile actually strengthens theambient sand. This could be attributed to the surface texture of some geotextiles inthat sand grains can interlock with the fabric and thereby reduce its movement.29
Geotextiles used as reinforcement for short-term applications should necessarilyhave high tensile strength with low breaking extension and provide a good shearresistance in the fill used for construction works. It could be inferred that foroverall performance the nonwoven natural fiber geotextiles are found to be theleast suitable for reinforcing application. On the contrary, the geotextiles made outof woven and knitted natural fibers exhibit the best performance.
PLA knits in medical applications
During the recent years, biomaterials have been explored for specific applications,such as tissue engineering, which is concerned with evolving biological substitutesthat could assist in tissue functioning.31 Scaffolds have been developed which notonly provide space for the growth of tissues but also enable new tissues to growwith specific functions.32,33 A number of polymeric materials have been used forscaffolds. The tailoring of scaffold is not usually generic but it is always application-specific.34 The production of scaffolds involves consideration into a number ofparameters.35 The most common methods of producing scaffolds include phaseseparation, particulate leaching, freeze drying, composite foam preparation, andother techniques.36 Each technique has its own inherent merits and demerits.Hence, scaffolds are designed in accordance to the areas of application. Ideally,the scaffold material suitable for urinary bladder should have porosity, elasticity,drapeability, and good mechanical characteristics. Earlier, bio-receptive PET filmshave been used as scaffolds.37–39 Bio-receptive PET knits have been developed forurinary bladder construction, which was however nonbiodegradable. In a recentwork, a biodegradable knitted scaffold has been produced for urinary bladderreconstruction, using polylactic acid.1 The PLA fiber has been produced by adopt-ing the dry jet wet spinning technique. The knitted fabric so produced has been
Gokarneshan et al. 63
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

investigated for mechanical properties and porosity. This has opened up newpossibilities in the field of development of textile structures in tissue engineering.These materials perform the function of the scaffold, which guides the cells for theirharvesting into a tissue leading to the subsequent human organ reconstruction.Textile knits could be designed with different porosities and mechanical strengthas well as elasticity, which would be useful for the urinary bladder repair. The areais wide open with enormous possibilities in the field of biotextiles toward textiledesigning with required physicochemical features.
Flexural rigidity of PLA monofilament
The flexural rigidity of the filament influences its bending properties, which is arequisite in knitting. It therefore affects the loop size, loop formation, and the knitfabric behavior.1 It is observed that the flexural rigidity decreases with the increasein the draw ratio. The flexural rigidity decreases with increase in draw ratio owingto thinning of the filament. This affects the bending behavior of the filament, whichcould influence its knittability.
Mechanical properties
Knitted structures have been produced using 2, 4, and 8 ply PLA yarns, and theloops have been found to be of uniform size. The three structures have been eval-uated for mechanical properties and in vitro degradation studies.1 The behavior ofthe knitted fabric under pressure has been tested adopting the ball-bursting tech-nique, which almost simulates the behavior of the urinary bladder in the urine-filling process. The stress value obtained by the bursting test for knitted fabric isconsiderably higher than the required value. The extension of the knitted fabric isalso found to be high. The maximum load to burst the fabric is influenced by thenumber of plies in the yarn. The cyclic loading at half the bursting load is anothermethod adopted to assess the performance of the knitted structure. As the knittedfabric is to be used as scaffold material for urinary bladder reconstruction, thecyclic test has therefore been performed so as to test the deformation property ofthe knit fabric. It is observed that after 4–5 cycles of loading, the material getsstabilized, and the load extension curve starts repeating for further loadingcycles (Figure 7). In case of cyclic loading, initially fabric shows higher extension.It is because at initial cycles of loading, individual loops give the contributiontoward the extension in addition to the elasticity of the yarn. After few cycles ofloading, the contribution from the loops decreases due to their deformation and theresidual extension is the result of the inherent extension in the yarn. The fabric getsdeformed in all the cases after 4–5 cycles of loading.
Porosity of knitted structure: The porosity of the knitted fabric has been deter-mined by the ratio of the void volume to the total volume (Table 2). The porosityvalue in case of 8-ply yarn knits is 80%, which is well within the required range.
64 Journal of Industrial Textiles 42(1)
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

The openness of the knitted structure is determined by the area of the individualpore. The pores are present within and between loops of yarn in the knit structure,and the areas of these pores are different. In the case of cell culture, the porosity ofthe scaffold plays a crucial role, as it enables easy passage of nutrients as well as thethree-dimensional growth of the tissue culture. The knitted structure is highlyporous, and the porosity decreases with increase in the ply of yarn. The numberof ply in the yarn also influences the pore size.1 Also, the fabric openness decreaseswith the increase in the number of ply in the yarn.
In vitro degradation analysis
The intended purpose of PLA-knitted samples is for using it as scaffold for urinarybladder. So they have been treated at pH of 4.6 to 8.0 at 37�C (required for urine),
Figure 7. Load extension curves of knitted fabrics in ball bursting test (a) 2-ply yarn, (b) 4-ply
yarn, and (c) 8-ply yarn.1
Table 2. Porosity and area of pores of knitted fabrics1
Fabric made
width
Thickness
in cm
Weight
in gsm Porosity %
Area of pore, mm2
Porosity between
the loops
Inside
the loops
2-Ply yarn 0.056 270.0 93 688,215 579,985
3-Ply yarn 0.057 83.75 89 641,715 422,183
8-Ply yarn 0.104 52.5 80 260,502 122,672
Gokarneshan et al. 65
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

which is the body temperature, for certain period. The result of the analysis ofdegradation of surface in the samples through SEM reveals that as pH lowers thedegradation is increased. This reveals the catalytic effect of hydronium ions onhydrolysis process. At lower pH, the degradation becomes higher, which confirmsthe catalytic effect of hydronium ions on hydrolysis process.1 The study shows thatthe knitted structures are well suited for using as a scaffold for urinary bladder andalso paves way for the potential use of different textile materials in various appli-cations of medical field (Cardiovascular prosthesis, Compression Bandaging etc.).
Metal core knits in electromagnetic shielding
During the past few years, concerns have increasingly grown on EMI, and effect ofelectromagnetic wave radiation from electronic and telecommunication devices onthe human body.40 In the case of industrial applications, electromagnetic shieldingmaterials are used to exclude the unwanted electromagnetic radiation or signals.Polymeric composites are extensively used as passive and active elements in someelectrical circuit components in different applications,41,42 due to their light weight,easy processability, flexibility, corrosion resistance, and cost effectiveness. To pro-vide conductivity and shielding from EMI, incorporation of fillers of high intrinsicconductivity such as particulate carbon blacks, carbon and graphite fibers, or metalpowders to the polymer matrix is required.43,44 The amount of electrically conduc-tive filler required to impart high electrical conductivity to an insulating polymer canbe dramatically decreased by the selective localization of the filler in one phase, orbest at the interface of a continuous two-phase polymer blend.45 The potential healthhazards associated with exposure to electromagnetic46 fields are also a matter ofconcern. To shield and limit against EMI and electrostatic discharge (ESD), con-ductive polymer composites started replacing coated materials for various shieldingapplications in the electrical and electronic industries, especially for electronic house-hold materials. This trend has been driven mainly because of the better character-istics of these polymers in terms of ESD, shielding from EMI, thermal expansion,density, and chemical properties.47 Earlier some knitted fabric-reinforced polypro-pylene composites have been fabricated for use as EMSE and ESD properties. It hasbeen reported48 that materials with high absorption loss and low reflection loss arehighly effective in shielding the electromagnetic energy. Copper has been chosen asthe conductive filament,49–51 owing to its economy in comparison with other mate-rials. The development of fabrics with good shielding effectiveness (50–70 dB) wouldbe a handy tool for safeguarding electronic appliances from EMI.
The shielding effectiveness appears to be highly influenced by knitted fabricstructure and copper wire diameter as compared to tightness factor and thicknessof developed conductive fabric.6 The conductive fabric produced from copper coreyarn knitted fabric provides an attenuation of 30–63 dB at the medium frequencyrange 700–1000MHz. Hence, these fabrics can be used to shield the householdappliances, such as FM/AM radio, wireless phone, cellular phone, computers,buildings, secret rooms, and various electronic gadgets that operate up to
66 Journal of Industrial Textiles 42(1)
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

1000MHz frequency. Studies have shown that with an increase in wale density,course density, and tightness factors, an increase in shielding effectiveness isobserved from low frequency to higher frequency range (20–18000MHz).Interlock fabric structure has higher EMSE at low frequency to higher frequencyrange than the plain and rib structures. An increase in copper wire diameter showsa general decrease in electromagnetic shielding effectiveness. Since copper is a rigidmaterial compared to polymeric textile material, it offers resistance to bendingwhile knitting the fabrics. With the increase in the diameter, the bending ofcopper thread becomes more difficult, resulting in openness of the knitted fabricstructure, thereby providing less shielding effectiveness. The effect of fabric thick-ness is found to be negligible. The variation in the shielding effectiveness of thefabric can be attributed to the fact that the electrical property of the material variesdepending upon the frequency. Hence, it is suggested to use the fabric at the fre-quencies where higher attenuation is obtained.
The copper core knit fabrics can be used to shield the industrial appliances suchas industrial electronic gadgets, power lines, mobile radio, TV broadcast and recei-ver, cardiac pacemakers, automotive electronic equipment, inadvertent detonationof explosive devices, electronic control systems of airlines, cooling systems fortelecommunication applications, voltage regulation of synchronous generators,wireless communications, military secret room, military tents, etc.6
During the recent years, wearable electronics have been enjoying popularity invarious technical applications such as military, medical applications, telecommu-nications, and health care garments. Also, conductive textiles are applicable in theareas of civilian and military applications. Core-sheath conductive yarns have beendeveloped with copper filament as core and cotton as sheath using Dref3 frictionspinning system.52 Copper core conductive yarns have been used to produce con-ductive fabrics. These fabrics have a wide range of applications which includeselectromagnetic shielding wearable textiles, mobile phone charging, and body tem-perature sensing garments. The studies have revealed that copper core conductivefabrics can be used to shield television, computers, and similar equipments and alsoshield gadgets like computers.
In yet another interesting study,53 the tenacity and breaking extension of cotton-covered copper open-end friction spun yarns have been investigated. The studyreveals that the interaction of core sheath behavior and mechanical properties ofthe conductive yarns mainly depends upon the frictional characteristics and thepercentage of the core sheath components. The electrical properties of these con-ductive core spun yarns have been studied at three different applied voltages and itis found that the core sheath yarns have very low resistance ranges (3–28 V). Suchyarns are highly suited for the development of sensor wears and signal transferringapplications, such as defence, medical, and technical textiles. Moreover, the yarncan be woven and knitted into fabrics that can be used in antielectrostatic, elec-trostatic dissipating, body temperature control jackets, telecommunications, andelectromagnetic shielding wearable textiles. The commercialization would be easilyeffected in the near future.
Gokarneshan et al. 67
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

In a novel study,54 optical fibers have been used for producing fabrics by varioustechniques, which include sequential work, hand loom, power loom, and core con-ductive fabrics for the development of signal-transferring fabrics. A microprocessorhas been used to study the signal transfer loss. The results reveal that the signaltransfer loss is lesser in the case of handloom fabrics in comparison with others.Optical core conducting yarns have been used for making the fabrics. The studyinvolved the physical characteristics of these fabrics. This has resulted in the devel-opment of a sensor-type signal transfer fabric that utilizes the optical core conduc-tive fabrics for data transfer. Such fabrics are highly suitable for the developmentof garments for military and health care areas. Further research is required forfinding the various applications of signal transferring fabrics made out of polyesteroptical fibers, which can be used for development of tele-garment and protectivegarment for defense purposes.
The influence of blend proportion, fabric thickness, fabric tightness factor, andair permeability on the thermal conductivity behavior of jute/cotton blend knits hasbeen investigated.55 The fabric having coarser yarns exhibited lower thermal con-ductivity due to higher fabric thickness, lower air permeability, and higher tightnessfactor. The value of thermal conductivity is dependent on the proportion of the jutecomponent in the blend. The fabric properties have been found to influence thethermal conductivity. For the higher air permeability values of the jute/cottonblend knit fabrics, the thermal conductivity noticed increasing trend due to theeasy diffusion of the heat within the open fabric structure. Whereas a higher fabrictightness factor and fabric thickness results with the decreasing trend of thermalconductivity due to the compactness of the yarn and the arial density of the fabricswhich hinders the diffusion of heat.
Warp knits in reinforcement textiles
The stitch bonding technology offers a highly effective process of manufacturingreinforcement textiles for composite materials. This innovative technology is basedon joining layers of threads and fabric with a knitting thread to create a layeredstructure, a multi-ply. Stitch bonding is categorized as a knitting process and is infact a special type of warp knitting. The basic version of a stitch-bonded material isthe combination of a warp-knitting thread system and a weft thread layer. A warplayer alone cannot be fixed by a warp knitting thread system. The warp thread isfixed on the reverse side of the fabric by means of a sinker loop, but for the face sideof the fabric at least one weft thread is necessary. In order to combine base mate-rials with one another by means of a loop system, it is necessary that the needlewith the warp thread for the loops penetrates the materials in each work step. Thismeans that the warp and knitting threads must move in accordance with oneanother as well as perpendicular to the vertical direction of the stitch bondingmachine.
The main objective in the development of the expanded stitch bonding process isto ensure free positioning of individual layers; especially those of the warp-thread
68 Journal of Industrial Textiles 42(1)
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

layers on both outer sides of the fabric.56,57 Forming the basis of the needle-shifttechnique is the additional movement of the compound needle in a right angleperpendicular to its standard movement during the knitting cycle in the stitchingprocess. On a knitting machine, the compound needle and the wire tongue onlymove up and down perpendicular to the raw material. In the shift technique, alateral movement of the compound needle and the wire tongue is added, in order totransfer the knitting thread according to pattern on the side of the fabric away fromthe guides. In earlier studies, it has been proven that symmetrical layer positioningin the form of (00/�0/�0/00) can be manufactured and successfully reproducedusing this technique. Such multiplies are used in reinforced plastics and due tothe symmetrical layer constellation, successfully minimize deformations causedby residual stresses in the construction members.
The expanded stitch bonding process extended to include a shift of the needlebar makes a free positioning of layers in multi-plies achievable. It is now possible toproduce symmetrically arranged multi-plies (00/�0/�0/00) in a single step, indepen-dent of the restrictions of standard knitting patterns.58 Deformations caused byresidual stresses in reinforced plastic composites can now be avoided. However, byimplementing the new production step, there are extensive ramifications on thepresent stitching patterns. The patterns produced with the new extended stitchingprinciples require new methods of diagramming and numerical notation. Thelapping diagram and the chain notation need to provide supplemental information.From these new diagramming and numerical techniques, equivalent patterns, basedon the conventional warp-knitting techniques, are created and are equal to the newpatterns. With the help of an equation, it is also possible to mathematically calcu-late the equivalent pattern based on the chain notation. All known patterns in theconventional warp knitting process can be combined with the expanded stitchingprocess, whereas the new patterns can be developed from the corresponding estab-lished conformities found in the two original patterns.
Weft knits as stents in arterial implant
Stents have been used in treating coronary arterial diseases. The stents could beimplanted through a catheter to compress the plaque and open the artery lumen forefficient flow of blood after the implant. The stent needs to be flexible so as toenable it to be carried to the place in the artery where the injury is located.59 Thestent should keep the artery open by allowing flow of blood and it should alsobe elastic so that it may accompany contraction and expansion of the arteries as theheart beats. The radial expansion force is the resistance of the stent to collapsingduring expansion.60 This is a determining factor of the capacity of the stent to keepthe adequate artery geometry for the blood to flow. The structural design and thetype of material determine the radial elasticity and the flexibility of the stent.Another important property of the stent is its fluoroscopic visibility, which enablesits exact detection on the harmed area of the artery. This is related to the materialused to make the stent and to its dimensions. Stainless steel has a low fluoroscopic
Gokarneshan et al. 69
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

visibility, while tantalum has a good fluoroscopic visibility owing to its radioopacity. If the stent is too small, its fluoroscopic visibility is also poor. Yet anotheraspect to be considered is that the stent should be able to be sterilized so as to avoidbeing contaminated by bacteria. A textile stent should necessarily have lengthwiseflexibility, high radial expansion force, high elastic recovery after radial expansion,resistance to corrosion, good fluoroscopic visibility, and high biocompatibility.
Invariably, biocompatibility becomes a necessary criteria for a stent for its effec-tive use.61,62 The performance of a stent will depend on its interaction with thehuman cells and fluids. Recent developments have focused on developing a stentthat minimizes the occurrence of restenosis (blocking of artery). The problem iscommon with metallic stents and could be improved by applying textile materialsover the metallic stent or by the application of special substances over the metallicstructure. Polyester is generally used in covering metallic stents. In other cases, themetallic stent is impregnated with anti blood clotting substances. Researchers haveproved that occurrence of restenosis may be reduced by covering metallic stentswith textile fibers, and this has paved way for the development of the 100% textilestent. Modern day stents are textile materials that could be designed with improvedproperties over the metallic ones. Both knitted and braided textile stents could beeasily compressed, resulting in blocking of artery and thus lead to heart attack, orother problems such as stent migration etc.63 The flexibility of a stent is one of themost important characteristics, as without this property it may not be possible toreach the harmed part of the artery. However, to obtain the ideal flexibility of thestent, the radial compression force may be compromised. This latter property refersto the resistance to collapse when the stent expands and is the stents capability tomaintain the lumen geometry. Another critical property of the stent is its biocom-patibility which has to be very high to minimize the risk of thrombosis or a neoin-timal proliferative response. Recent studies have focused on development of 100%textile stents to replace commercially available metal and hybrid ones.64
Polypropylene fiber has been found to be suitable owing to its economical costas well as compatibility in physical properties. It is effective, readily available,versatile, and cheap. The use of monofilament will enable a greater stiffness andbetter results when the stent is subjected to compression, tensile, and bending forcesas these will be directly borne by the yarn.
Mechanical properties
Studies on the radial compression tests for both knitted and braided fabrics haverevealed that the best results have been obtained for the braided fabrics with amarginal increase for those heat-set at 140�C. It has been observed that as thefabric cover increases the resilience of the structures also increases.65 Studies onbending tests at 90� for both knitted and braided samples have shown that the bestresults have been obtained for the braided fabrics with the effect of the heat-settingtemperature producing small and unclear differences. It has been observed thatresilience of the structures increases with the fabric cover. Studies on tensile tests
70 Journal of Industrial Textiles 42(1)
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

for the knitted fabrics have shown that the structures produced with the thickeryarn have a greater stiffness. For the same yarn diameter, the shorter loop lengthresulted in the stiffer structure. The braided structures produced with the thickeryarn have a greater stiffness. For the same yarn diameter, the higher the braid anglethe stiffer is the structure. The braided structures were considerably stiffer than theknitted structures and therefore performed better.
Overall, the braided structures had better mechanical properties, that is higherstiffness, than the knitted ones and this was due to their structure being made up ofstraight yarns rather than loops. The tightness of the construction increased thestiffness in all cases as more fiber per unit area is available to resist the loads. It hasbeen observed that as the yarn diameter increased, the thickness of the fabrics(stent wall) also increased. This may explain the increase in the stiffness of thestents with yarn diameter due to an increase in the thickness of the stent wall.
Warp knits for large-scale structures
Earlier research has been focused so as to exploit the potential of textile-reinforcedcomposites as a cost-effective method of producing damage tolerant primary air-craft structures.65 Some of the potential benefits of the textile-reinforced compos-ites are as follows: reduced material and assembly labor costs through automatedfabrication of multilayer multidirectional preforms, reduced machining and mate-rial scrap through use of near net-shaped preforms, elimination of cold-storagerequirements, and limits on shelf life for prepeg, reduced tooling costs forvacuum-assisted resin transfer molding compared to conventional autoclave pro-cesses, and improved damage tolerance and out-of-plane strength as a result ofthrough-the-thickness stitching. Researchers subsequently began to explore break-through technologies that would significantly change the way composite structureswere being built. This led to the development of large-scale aircraft hardware.Resin injection methods such as resin transfer molding, resin film infusion, andvacuum-assisted resin transfer molding have been the keys to successful fabricationof composite structures from dry textile preforms. The textile material forms suchas multiaxial warp knits have shown the most promise for application to aircraftstructures. Multiaxial warp knitting is a highly tailorable automated process thatproduces multidirectional broad goods for large area coverage.
The development of a high-speed multistitching machine and improvements inthe multiaxial warp knitting process were required to achieve affordable full-scalewing structures. The stitching machine had to be capable of stitching cover panelpreforms that were 3m wide, 15m long, and 31mm thick at speeds up to 800stitches per minute. The multiaxial warp knitting machine had to be capable ofproducing 2.5m-wide carbon fabric with an areal weight of 1425 g/m2. Multiaxialwarp knitting is a highly automated process for producing multilayer broadgoods.Compared to woven broadgoods, the knitted fabrics have less crimp since theindividual tows are not interlaced. Early machine concepts lacked proper tensioncontrol to maintain proper fiber alignment. This was subsequently upgraded and
Gokarneshan et al. 71
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

knitting machines could produce 5-ply carbon fabrics in one pass through themachine. A two-step process is required to produce a 7-ply fabric for full-scalewing cover panels in aircrafts. Splicing concepts have been developed to pro-duce fabrics up to 2.5m wide.
Conclusions
Considerable developments have taken place in the knitting of net-shaped preformson electronic knitting machines using brittle yarns. A combination of shaping tech-niques can be used to produce net-shaped fabrics suitable for the automobile wheelwells. Good mechanical performance can be achieved through an interlock stitchstructure, and this also protects the brittle yarns. Advanced composite manufactur-ing processes employed in industry increasingly demand the use of reassemblednear net-shaped preforms. Flat knitting technology is especially suited for the pro-duction of fully fashioned preforms owing to its high flexibility. The possibility forfashioning by varying the number of stitches in the wale direction makes this pro-cess especially suitable for composite preform production because fixed fabric edgesare formed. The capability of this manufacturing method to achieve three-dimen-sional preforms via needle parking method is exemplarily shown for an opencuboid and a spherical shell. Technological specifics as well as the fluctuations ofgeometric dimensions of a spiral fabric are exemplarily shown, and suggestions forsolving any difficulties arising are made. A modified flat knitting technology hasbeen developed to produce a wide range of new and novel knitted structures usingnatural fibers. The geotextiles so produced are found to have superior properties incomparison to the mid range of synthetic geotextiles for soil reinforcement, whenconsidering strength and frictional resistance. The high degree of frictional resis-tance in natural fiber geotextiles is probably developed from both the coarseness ofthe natural fiber yarns and the novel structures. The geotextiles so produced will bemuch more environmental friendly than their synthetic counterparts and the fibersthemselves are a renewable source that is biodegradable. In yet another interestingwork, knitted scaffolds have been produced from PLA yarns. This opens up anewer dimension in the field of the development of textile structures for tissueengineering. There exists a good possibility to design textile knittings with varyingporosity and mechanical strength as well as elasticity which would be useful for theurinary bladder repair. The area is wide open with enormous possibilities in thefield of biotextiles toward textile designing with required physicochemical features.Studies on metal core knits have revealed that factors such as type of material, yarncount, number of fabric layers, and type of mordants influence the electromagneticshielding effectiveness. Copper is found to have exhibited the highest effect whilepolyester shows the lowest. Though mordants on the fabric cause increase in theElectromagnetic Shielding (EMS) effectiveness, no clear distinction is observed toindicate which mordant is more effective. There is a good need to develop textileproducts that lead to electromagnetic shielding, owing to health problems poseddue to radiation from electric and magnetic sources. This would be useful to the
72 Journal of Industrial Textiles 42(1)
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

industries which are trying to produce textile fabrics for EMS application. Recently,warp knitting technique coupled with stitch bonding has been effectively utilized inmanufacturing reinforcement textiles for composite materials. In yet another interest-ing polypropylene braided and weft knitted stents have been developed for effectivelytreating cardiac arterial diseases. Thus, visualizing from the aforesaid discussions,knits clearly prove their versatility in the various field of technical applications andtherefore hold the promise to even more areas of applications in the near future.
References
[1] Bhuvanesh G and Revagade N. Development and structural evaluation of poly (lactic
acid) based knitted scaffold for human urinary bladder construction. Ind J Fibre Text
Res 2009; 34: 115–121.
[2] Gokarneshan N, Jeyanthi B, Lakshmanaraj S and Mohankumar P. Suitability of PLA
fibres as an alternative to PET fibres in automotive textiles. China Text Sci 2010; 5: 39.
[3] Anand SC. Designer natural fibre geotextiles – A new concept. Ind J Fibre Text Res
2008; 33: 339–344.
[4] Gokarneshan N and Nagarajan G. Knitting technology for producing advanced com-
posite performs. Asian Text J 2005; 14(4): 42–44.
[5] Stuchly MA. Electromagnetic fields and Health IEEE Potentials 1993; 12(2): 34–39.[6] Perumalraj R and Dasaradhan B. Electromagnetic shielding effectiveness of copper
core yarn knitted fabrics. Ind J Fibres Text Res 2009; 34(2): 149.[7] Aars W, Van V, Frank K and Claire B. Net shape knitting for complex composite
preforms. Text Res J 2003; 73(1): 1–10.[8] Brachos V, Rossi GA and Kirk W. Design of all composite vehicle platform –
Solectria’s sunrise EV, Proceedings of 13th Annual Advanced Composites Technology
Conference, Detroit, September, 1998.
[9] Chou TW and Ko FK. Textile structural composites. NY: Elsevier, 1989.[10] Gommers B. The elastic properties of knitted fabric composites, Doctoral Thesis,
Katholieke University, Belgium, November, 1997.[11] Spencer DJ. Knitting technology, 2nd edn. Cambridge, UK: Woodhead Publishing,
1998.[12] Williams D. New knitting methods for continuous structure. Adu Composites Eng 1987;
6: 227.[13] Cebulla H, Diestel O and Offerman P. Fully fashioned Biaxial weft knitted fabrics.
Autex Res J 2002; 2(1): 7.[14] Godau Diestel O and Offermann P. Biaxial Verstarkte Mehriagengestricke for die
Kunstatoffarmierung. Technische Textilien Textiles 1998; 41202: 204(In German)).[15] Offermann P and Godau U. Grundlegende theoretische andmaschinentechnische
Untersuchungenzur Herstellung von neuartigen biaxial verstarkten Mehriagengestricken.
Forschungszischeenbericht, Institut for Textil-und Bekleidungstechnik der TU
Dresden,1998 (In German).[16] Offerman P and Cebulla H. Entwicklungbiaxial verstarkter mehriagengestricke fur
biegesteife und energieabsoribierende thermoplastbauteile zur erhohung der passiven
sicherheit voncraft und schienenfahrzeugen abschlussbericht-AiF-Nr 11277 B Institut
fur textil – und Bekleidungstechnik der TU Dresden, 2000 (In German).
Gokarneshan et al. 73
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

[17] Offermann P and Cebulla H. Grundlagen der Machenwarentechnology VEB
Fachbuchverlag, Leipzig, 1978 (In German).[18] Offermann P and Tausch Marton H. Grundlagen der Maschenwarentechnologie VEB
Fachbuchverlag, Leipzeg, 1978 (In German).[19] Cebulla H, Diestel O and Offermann P. Biaxial_Gestricke-Moglichkeiten Zur
Formgebung undVerstarkungsfadenanordnung, Mitteilungen des Institutes fur textil-und
Bekleidungstechnik der Tu Dresden-Industrie, Munchen S, Nr.2/2000, 10-13, (In German).[20] Cebulla H, Diestel O and Offermann P. Moglichkeiten Zur Formgebung, Munchen S,
24-26, 2/2001 (In German).[21] CebullaH,DiestelOandOffermannP.Modellierung andUmsetzungKonturengerechter
Biaxial-Gestricke. DWl-Reports 2001; 124: 56–64. (In German).[22] Schlotterer H. Produktionsstandort Europa sichern, Maschen-Industrie 1995; 45(10):
944–947. (In German).[23] Hong H, de Araujo M, Fanguerio R and Filho A. The production of shaped 3D rein-
forcement fabrics by knitting to shape. Techtextil Sympossium Lecture 1995; 331: 1–9.[24] Hong H, de Araujo M, Fanguerio R and Filho A. The development of 3D shaped
knitted fabrics for technical purpose on a flat knitting machine. Ind J Fibre Text Res
1994; 103: 189.
[25] Anand SC. Developments in technical fabrics – part 2. Knitting Int 2005; August 53.[26] Gokarneshan N, Subramaniam V, Senthil kumar CB and Deepavarshini S. Knits in geo
technical applications, ACTPAQ National conference, PSG College of Technology,
February 17-18, 2011, p.17.
[27] Pritchard M. Vegetable fibre geotextiles, PhD thesis, Bolton Institute, UK, 1999.[28] Aziz W. Further development of natural fibre geotextiles for soil reinforcement pur-
poses, MPhil thesis, Bolton Institute, UK, 2000.[29] Anand SC. Designer natural fibre geotextiles – A new concept. Ind J Fibres Text Res
2008; 33: 339.[30] Pritchard M. Vegetable fibre geotextiles, PhD thesis, Bolton Institute, UK, 1999.[31] Langer R and Vacanti JP. Science 1993; 260: 920.
[32] Nikolosvski J and Mooney D. J Biomater 2000; 21: 2025.[33] Hulmacher DW. Biomaterials 2000; 21: 2529.[34] Thomson RC, Yaszemski MJ and Mikos AG. In: Lanza R, Langer R, Chik WC (eds)
Principals of tissue engineering, R.G. Landes company, USA, 1997, p.263.[35] Leong KF, Cheah CM and Chua CK. Biomater 2003; 242: 363.
[36] Nam YS and Park TG. Biomed Mater Res 1999; 47: 8.[37] Gupta B, Hilborn J, Bisson I, Frey P and Plummer C. J Appl Polym Sci 2001; 81: 2993.[38] Bisson I, Kosinski M, Ruault S, Gupta B, Hilborn J, Florian W and Frey P.
Biomaterials 2002; 23: 3149.[39] Revagade N. Development of bioreceptive poly(ethylene terephthalate) for medical
application, MTech Thesis, Department of Textile Technology, Indian Institute of
Technology, Delhi, India, 2001.[40] Hombach V, Meier K, Burkhardt M, Kuhn E and Kuster N. IEEE Trans, Microwave
Theory Technology, 44(1996), 1865.[41] Clauser HR. Industrial and engineering materials. New York: Mac Graw-Hill, 1975.[42] Masi JV, Dixon DS and Avoux M. Proceedings - IEEE International Symposium on
EMC (IEEE Atlanta), 183, 1987.[43] Bigg DM. Polym Eng Sci 1979; 19: 1188.
74 Journal of Industrial Textiles 42(1)
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from

[44] Lipatov S, Mayunyia YP, Gladyreva NA and Lebedev YV. Polym Sci USSR 1983; 25:
714.[45] Sumita M, Sakata K, Asai S, Miyassaka K and Nakagaw H. Polym Bull 1991; 25: 265.
[46] Kasevich RS. Report on cellphones, radars, and health. IEEE Spectrum 2002; 39(8):15–16.
[47] Cheng KB, Ramakrishna S and Lee KC. Electromagnetic shielding effectiveness of
copper/glass fiber knitted fabric reinforced polypropylene Composites. CompositePart A 2000; 31(10): 1039–1045.
[48] Ramson S. Metalloplastics: High conductivity materials. Polymer News 1982; 8:124–125.
[49] Hausding J, Franzke G and Cherif C. SAMPE’06, 30 April-4 May, Long Beach, 2006.[50] Hausding J, Franzke G and Cherif C. SAMPE’07, 3-7 June, Baltimore, 2007.[51] Hausding J, Widule C, Paul C and Cherif C. 13th European Conference on Composite
Materials, 1-5 June, Stockholm, Sweden, 2008.[52] Vigneswaran C and Ramachandran T. Design and development of copper core con-
ductive fabrics for smart textiles. J Ind Text 2009; 39(1): 81–93.
[53] Vigneswaran C and Ramachandran T. Tenacity and breaking extension of cotton cov-ered copper open-end friction-spun yarns. IJFTR 2009; 34(2): 179–192.
[54] Ashokkumar L, Vigneswaran C and Ramachandran T. Development of signal trans-
ferring fabrics using plastic optical fibers for defence personnel and study their perfor-mance. J Ind Text 2010; 39(4): 305–326.
[55] Vigneswaran C, Chandrasekaran K and Senthilkumar P. Effect of thermal conductivitybehavior of jute/cotton blended knitted fabrics. J Ind Text 2009; 38(4): 289–307.
[56] Hausding J, Franzke G and Cherif C. SAMPE’07, 3-7 June, Baltimore, 2007.[57] Hausding J, Widule C, Paul C and Cherif C. 13th European Conference on Composite
Materials, June, Stockholm, Sweden, 2008, 1–5.
[58] Hausding J and Cherif C. Improvements in the warp-knitting process and new pattern-ing techniques for stitch-bonded textiles. J Text Inst 2010; 101(3): 187.
[59] Palmaz JC. Intravascular stenting: From basic research to clinical application.
Cardiovasc Interv Radiol 1992; 15: 279.[60] Roubin GS, King III SB, Douglas JS, Lembo NJ and Robinson KA. Intracoronary
stenting during percutaneous transluminal coronary angioplasty. Circulation 1990;81(IV): 709.
[61] Anand SC, Kennedy JF, Mirafbat M and Rajendran S. Medical textiles and biomate-rials for healthcare. Woodhead: Cambridge, 2005, p.329.
[62] De Arjuo M, Fangueiro R and Hong H. Technical textiles: materials of the new mil-
lennium, 3, Braga Williams/DGI, 2001.[63] Irsale S and Adanur S. Design and characterization of polymeric stents. J Industrial
Text 2006; 35: 198.
[64] De Arjuo MD, Freitas AFDP, Zu WW and Fangueiro RME. J Text Inst 2010; 101(12):1027.
[65] Benson Dexter H. Development of textile reinforced composites for air craft structures,
4th international sympossim for textile composites, Kyoto Institute of Technology,Kyoto, Japan, October 12-14, 1998.
Gokarneshan et al. 75
at PENNSYLVANIA STATE UNIV on May 11, 2016jit.sagepub.comDownloaded from