
Rheology and droplet size distribution of emulsions stabilized by crayfish flour

Experimental Thermal and Fluid Science 51 (2013) 319–331
Contents lists available at ScienceDirect
Experimental Thermal and Fluid Science
journal homepage: www.elsevier .com/locate /et fs
Effect of drag reducing polymers on surfactant-stabilized water–oilemulsions flow
0894-1777/$ - see front matter � 2013 Elsevier Inc. All rights reserved.http://dx.doi.org/10.1016/j.expthermflusci.2013.08.015
⇑ Corresponding author. Tel.: +966 3 8607725; fax: +966 3 9602949.E-mail address: [email protected] (A. Al-Sarkhi).
M. Al-Yaari a, A. Al-Sarkhi b,⇑, I. A. Hussein a, B. Abu Sharkh c
a Department of Chemical Engineering, King Fahd University of Petroleum & Minerals, Dhahran 31261, Saudi Arabiab Department of Mechanical Engineering, King Fahd University of Petroleum & Minerals, Dhahran 31261, Saudi Arabiac IDEA International, Dhahran 31261, Saudi Arabia
a r t i c l e i n f o
Article history:Received 23 February 2013Received in revised form 19 August 2013Accepted 19 August 2013Available online 28 August 2013
Keywords:Multiphase flowEmulsionPolymersDrag reductionOil-in-water
a b s t r a c t
In this paper, the effect of drag reducing polymers (DRP) on the flow characteristics of surfactant stabi-lized water–oil emulsions was investigated. Oil soluble polymers as well as water soluble polymers weretested as drag reducing agents for stable and unstable water-in-oil and oil-in-water emulsions. Pressuredrop measurements were conducted in 2.54-cm and 1.27-cm horizontal pipes. The influence of DRP type,concentration and molecular weights on emulsion stability, viscosity and pressure drop were reported.
The results showed a significant increase in the emulsion stability with adding the proper DRP and thiseffect was enhanced as DRP molecular weight increased at ambient temperature. In addition, emulsionstability as well as DRP effect on emulsion stability was reduced as temperature increased. Injectingthe right DRP (which is soluble in emulsion external phase) resulted in a pressure drop reduction forall tested stable emulsion types (concentrated water-in-oil (W/O), oil-in-water (O/W) and W/O) and thiseffect increased as DRP concentration increased. However, injecting DRP which is soluble in the internal(dispersed) phase showed a drag reduction effect for unstable emulsion but with less extent. Moreover,injecting all types of DRP for emulsion flow with the same turbulence intensity (same Re) showed almostno dependency on the pipe diameter.
� 2013 Elsevier Inc. All rights reserved.
1. Introduction
Friction reducing agents, or drag reducing additives, have beenused to increase the through put of oil and gas pipelines. Typicallya dilute polymer solution is continuously injected into the pipelines resulting in a drag reduction of up to 70% [1,2].
The phenomenon of drag reduction by polymer additives,whereby dilute solutions of linear, flexible, high molecular-weightpolymers exhibit frictional resistance to flow much lower than thatof the pure solvent, has almost exclusively been studied within thecontext of turbulent flows since the pioneering work of Toms [3]. Abroader discussion of the single phase drag reduction literature canbe found in the survey by Manfield et al. [4].
Compared to the huge amount of work on the drag reductionphenomenon by polymer additives in single phase flows, there iscomparatively less published literatures on the subject of dragreduction in multiphase flow.
Greskovich et al. [5] were the first who studied the effect of dragreducing polymers (DRP) in gas–liquid flow. A 50 wppm polymersolution of Polyox was used in an air–water and a 50 wppm
solution of Visanex L-200 was used in a mixture of nitrogen-kero-sene to study slug flow in an acrylic pipe with inside diameter of0.038 m. They reported that during the air–water slug flow, thepercentage of drag reduction was approximately 40%. However,only one data point was reported for the nitrogen–kerosene slugflow and the drag reduction percentage was between 25% and 29%.
Sylvester and Brill [6] studied the effect of DRP on annular gas–liquid flow for air–water in a horizontal pipe with a diameter of0.0127 m and a length of 6.1 m. A polymer solution with100 wppm of polyethylene oxide was used. The percent changein the pressure gradient from what was observed in the absenceof polymer varied from zero to about 37 without explanation ofthese changes.
Al-Sarkhi and Hanratty [7] studied the effect of DRP on annularair–water flow in a horizontal pipe with a diameter of 0.0953 mand 23 m long. Their polymer solution was a co-polymer of poly-acrylamide and sodium-acrylate (Percol 727) in water. The injec-tion of polymer solution (without using a pump) produced dragreduction of 48% with concentrations of only 10–15 wppm inwater. Also, they found that annular flow regime is changed to astratified pattern at large drag reductions. Al-Sarkhi and Hanratty[8] studied the effect of pipe diameter on the performance ofdrag-reducing polymers in annular air–water flows by varying

Table 1Properties of the oil phase.
Product name SAFRA D60Flash point 67 �CDensity 780 kg/m3
Viscosity 1.57 cp@25 �CInterfacial tension oil–water 0.017 N/m@20 �C
Table 2Properties of the emulsifying agent.
Product name ARMAC TForm LiquidFlash point 64 �CpH 5.5–6.5Density 950 kg/m3@16 �CViscosity <1000 cp@20 �CHydropile–lipophile balance (HLB) 6.8
Table 3Physical properties of polyacrylamide (PAM).
Product name MAGNAFLOC 1011Supplier Ciba specialty chemicalsMolecular weight 5 � 106 g/molDescription Anionic polyacrylamide flocculant;
white granular powderSpecific gravity 0.7Solubility Water soluble
Table 4Physical properties of polyethylene oxied (PEO).
Product name Poly(ethylene oxide)Supplier Polysciences, Inc.Molecular weight 5 � 106 g/molDescription White granular powderSpecific gravity 1.2 g/cm3
Solubility Water soluble
Table 5Physical properties of polyisobutylene (PIB).
Product name PolyisobutyleneSupplier Scientific polymer products, Inc.Molecular weight 0.85 � 106 g/mol, 2.8 � 106 g/mol and 4.7 � 106 g/molDescription Odorless clear slabSpecific gravity 0.92 at 20 �CSolubility Oil soluble
320 M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331
the diameter of the pipe from 0.0953 m to 0.0254 m. Drag reduc-tions up to 63% were observed in the 0.0254 m pipe compared with48% previously achieved in the 0.0953 m pipe.
Soleimani et al. [9] injected a co-polymer of polyacrylamide andsodium acrylate solution into a stratified flow of air and water in ahorizontal 0.0254 m pipe. A damping of waves and an increase inthe liquid holdup were observed. Those changes, in turn, causedan increase in the gas velocity and a decrease of the interfacialdrag. Transition to slug flow was found to occur at larger liquidflows.
Baik and Hanratty [10] studied how the addition of polymers toa stratified flow can influence wave structure. Their experiments ofair–water system were conducted in a horizontal Plexiglas pipethat had a diameter of 0.0953 m and a length of 23 m. Magnafloc1011 was mixed with water. The concentration of the master poly-mer solution was 1000 wppm. It was injected into the flow loopthrough a hole with a diameter of 10 mm that was located at thebottom of the pipe, 2.9 m downstream of the tee section. Themixed concentration in the flow loop was 50 wppm. They foundthat the wave amplitude decreased dramatically when a 50 wppmpolymer solution was used (superficial liquid velocity (Usl) =0.15 m/s) at low superficial gas velocity (Usg) and the addition ofpolymers also delayed the transition to slug flow. However, no ef-fect of polymers on the critical Usl for the transition to sluggingwas observed for Usg = 5 m/s (high superficial gas velocity).
Al-Sarkhi and Soleimani [11] studied the effect of the additionof DRP on air–water flow patterns in a horizontal pipe of0.0254 m diameter and 17 m long. The additive was a copolymerof polyacrylamide and sodium acrylate (formally sold under thetrade named Percol 727 but now called Magnafloc 101 l). Theyused the same mixing technique that first used by [12]. They de-scribed the characteristics of two phase flow with and withoutDRP. They reported that the addition of DRP is accompanied bychanges in the flow pattern map and pressure drop reduction oc-curs in almost all flow pattern configurations. Their study indicatedthat maximum drag reduction usually occurs when a slug, pseudo-slug or annular flow changes to stratified flow by adding DRP.
Fernandes et al. [13] achieved experimental measurements ofdrag reduction a horizontal annular two phase flow. The experi-ments were conducted in a high-pressure (10 bar) two-phase flowof methane (CH4) and a condensate sample with thermo-physicalproperties close to that of decane (C10H22) in 0.019 m inside diam-eter pipe. The drag reducers were high molecular weight poly-al-pha-olefin polymers. They argued that the reduction of frictionaldrag in an annular flow is primarily due to the modification ofthe flow regime or flow pattern. Also, they noticed that, in theannular flow regime, for a fixed superficial gas velocity, the magni-tude of drag reduction increases with increasing superficial liquidvelocity (Usl). Beyond a threshold Usl (approximately Usl = 0.2 m/s) the drag reduction reached a maximum and remained constantfor increasing Usl for all the examined Usl (up to 0.7 m/s). However,for superficial gas velocities which result in an annular flow, themaximum drag reduction decreased with increasing superficialgas velocity (Usg) (as the Usg increased from 10.4 to 21.3 m/s themaximum drag reduction decreased from 62% to 44%). Finally, theyconcluded that for low superficial liquid velocities, the overall dragreduction is generally dominated by the reduction of interfacialfriction.
Al-Sarkhi and Abu-Nada [14] studied the effect of DRP on anannular air–water flow in a horizontal pipe. Pipe with inside diam-eter of 0.0127 m and a length of 7 m was used. Magnafloc 101 l(polyacrylamide) was mixed with water in a 150-L tank with aconcentration of 1000 wppm. The injection of polymer solution(without using a pump) produced drag reduction of 47% with con-centrations of only 40 wppm in water. Also, they found that annu-lar flow pattern was changed to a stratified pattern at large drag
reductions and the effectiveness of the drag-reducing polymer issensitive to the gas and liquid flow rates.
Mowla and Naderi [15] studied the effect of the presence of apolymer drag reducing agent (PDRA) on the pressure drop in co-current horizontal pipes carrying slug two phase flow of air andcrude oil. Their test section of the experimental set-up was con-sisted of: a smooth pipe of polycarbonate with 10.3 m long and0.0254 m ID (inside diameter), a rough pipe of galvanized iron with8.8 m long and 0.0254 m ID and a rough pipe of galvanized ironwith 8.8 m long and 0.0127 m ID. The employed PDRA was a Poly-alpha-olefin (Polyisobutylene). Their results showed that the addi-tion of PDRA could be effective up to some doses of PDRA afterwhich the pressure drop was kept constant. A drag reduction per-centage of about 40 was obtained for some experimental condi-tions. Also, they reported that PDRA are more effective in rough
M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331 321
pipe than in smooth pipe and the drag reduction in 0.0127 m insidediameter pipe is more.
Dass and Bleyle [16] did experimental work in 0.1 m ID horizon-tal pipes utilizing carbon dioxide as the gas phase and two types ofoil with different viscosities; namely 0.0025 Pa s (density = 800 kg/m3) and 0.05 Pa s (density = 830 kg/m3), as the liquid phase. Theystudied the influence of oil viscosity on the magnitude of totalpressure drop and the effectiveness of a polymer drag reducingagent (PDRA) in decreasing the pressure in two-phase oil–gas slugflow. They concluded that the DRA was more effective in reducing
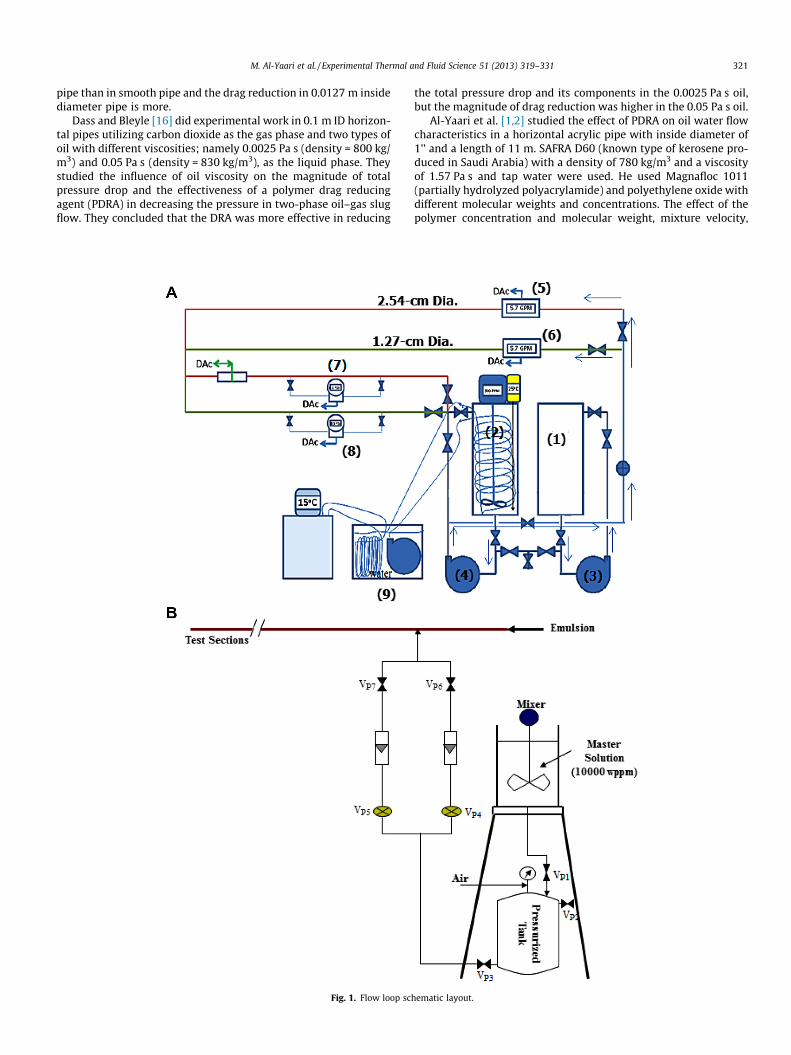
Fig. 1. Flow loop sch
the total pressure drop and its components in the 0.0025 Pa s oil,but the magnitude of drag reduction was higher in the 0.05 Pa s oil.
Al-Yaari et al. [1,2] studied the effect of PDRA on oil water flowcharacteristics in a horizontal acrylic pipe with inside diameter of1’’ and a length of 11 m. SAFRA D60 (known type of kerosene pro-duced in Saudi Arabia) with a density of 780 kg/m3 and a viscosityof 1.57 Pa s and tap water were used. He used Magnafloc 1011(partially hydrolyzed polyacrylamide) and polyethylene oxide withdifferent molecular weights and concentrations. The effect of thepolymer concentration and molecular weight, mixture velocity,
ematic layout.
322 M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331
water fraction and salt on the performance of polymers as dragreducing agents was experimentally investigated.
Al-Yaari, et al. [17] studied the effect DRP on water holdup mea-surements in a 2.54-cm pipe of oil–waterflow in a horizontal pipe.Water holdup was measured with conductivity probe. The injec-tion of DRP at same inlet flow rates showed a dramatic impacton water holdup. The effect of DRP on water holdup was explainedin terms of flow pattern changes due to the DRP injection.
Emulsified acids provide significant benefits in stimulating oiland gas wells by slowing the reaction rate with carbonates andreducing corrosion in the tubular goods. However, pumping emul-sified acids can result in high friction losses. Stimulation treat-ments thus require lower pumping rates hence reducingstimulation efficiency. Therefore, reducing friction pressure lossis an important factor in expanding the application of emulsifiedacids.
For stimulations, water based gels or oil based gels are used notonly to increase viscosity for fracture width creation, leak-off pre-vention, and diversion, but also are used because of their frictionreduction capability. The macro-structure of the polymers damp-ens the development of turbulence at high pumping rate such thatthe friction loss is reduced and the Reynolds stresses at the wallgoes to zero or close to zero.
This paper aimed at studying the effect of DRP on flow charac-teristics of stable and unstable water-in-oil and oil-in-water emul-sions in different pipe diameters. The influence of polymer type,
0
5
10
15
20
25
30
0 200 400 600 800
Pre
ssur
e D
rop,
kP
a/m
Time, s
Oil with 200 ppm PIB Oil
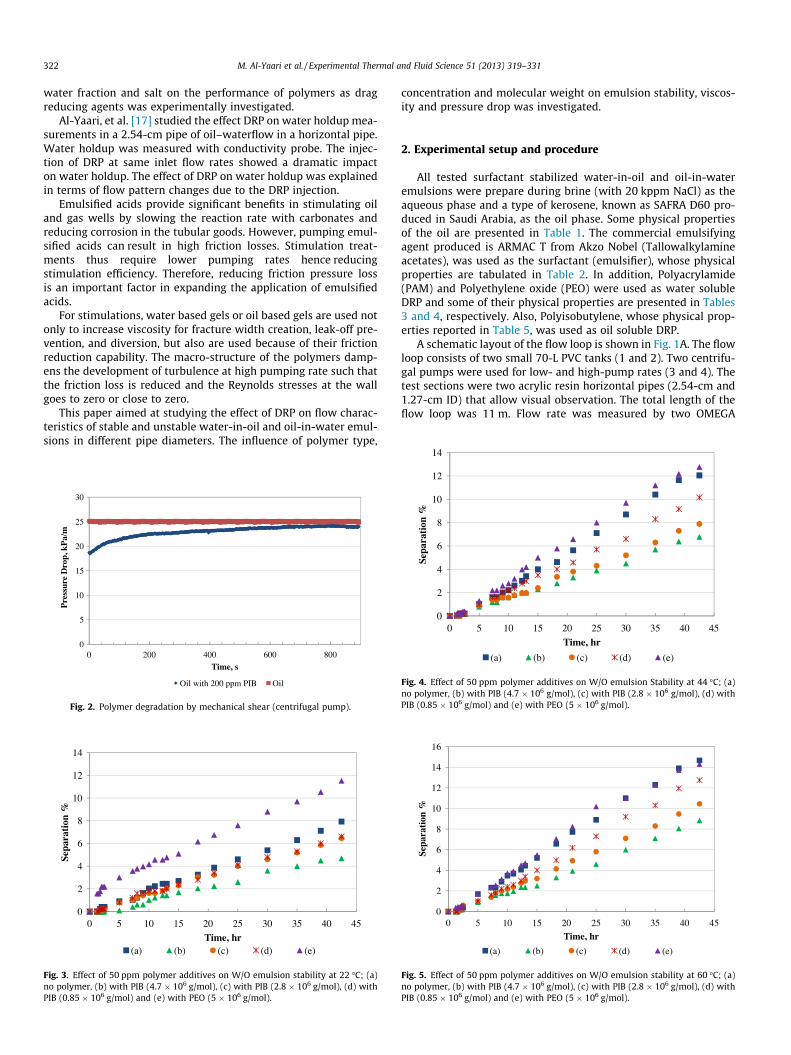
Fig. 2. Polymer degradation by mechanical shear (centrifugal pump).
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45
Sepa
rati
on %
Time, hr(a) (b) (c) (d) (e)
Fig. 3. Effect of 50 ppm polymer additives on W/O emulsion stability at 22 �C; (a)no polymer, (b) with PIB (4.7 � 106 g/mol), (c) with PIB (2.8 � 106 g/mol), (d) withPIB (0.85 � 106 g/mol) and (e) with PEO (5 � 106 g/mol).
concentration and molecular weight on emulsion stability, viscos-ity and pressure drop was investigated.
2. Experimental setup and procedure
All tested surfactant stabilized water-in-oil and oil-in-wateremulsions were prepare during brine (with 20 kppm NaCl) as theaqueous phase and a type of kerosene, known as SAFRA D60 pro-duced in Saudi Arabia, as the oil phase. Some physical propertiesof the oil are presented in Table 1. The commercial emulsifyingagent produced is ARMAC T from Akzo Nobel (Tallowalkylamineacetates), was used as the surfactant (emulsifier), whose physicalproperties are tabulated in Table 2. In addition, Polyacrylamide(PAM) and Polyethylene oxide (PEO) were used as water solubleDRP and some of their physical properties are presented in Tables3 and 4, respectively. Also, Polyisobutylene, whose physical prop-erties reported in Table 5, was used as oil soluble DRP.
A schematic layout of the flow loop is shown in Fig. 1A. The flowloop consists of two small 70-L PVC tanks (1 and 2). Two centrifu-gal pumps were used for low- and high-pump rates (3 and 4). Thetest sections were two acrylic resin horizontal pipes (2.54-cm and1.27-cm ID) that allow visual observation. The total length of theflow loop was 11 m. Flow rate was measured by two OMEGA
0
2
4
6
8
10
12
14
0 5 10 15 20 25 30 35 40 45
Sepa
rati
on %
Time, hr
(a) (b) (c) (d) (e)
Fig. 4. Effect of 50 ppm polymer additives on W/O emulsion Stability at 44 �C; (a)no polymer, (b) with PIB (4.7 � 106 g/mol), (c) with PIB (2.8 � 106 g/mol), (d) withPIB (0.85 � 106 g/mol) and (e) with PEO (5 � 106 g/mol).
0
2
4
6
8
10
12
14
16
0 5 10 15 20 25 30 35 40 45
Sepa
rati
on %
Time, hr
(a) (b) (c) (d) (e)
Fig. 5. Effect of 50 ppm polymer additives on W/O emulsion stability at 60 �C; (a)no polymer, (b) with PIB (4.7 � 106 g/mol), (c) with PIB (2.8 � 106 g/mol), (d) withPIB (0.85 � 106 g/mol) and (e) with PEO (5 � 106 g/mol).
M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331 323
magnetic flow meters (5 and 6).Emulsion pressure drop was mea-sured by two differential pressure transducers manufactured bythe Rosemount, Inc. (7 and 8). The first pressure tap of each pipewas located 8 m from the entrance, ensuring that the flow is fullydeveloped. In addition, the flow loop contained a conductivitymeasurements cell that was used to detect the emulsion typeand to measure emulsion conductivity while flow takes place inthe 2.54-cm pipe system. The conductivity measurements weremonitored by PC through a data-acquisition system. Furthermore,
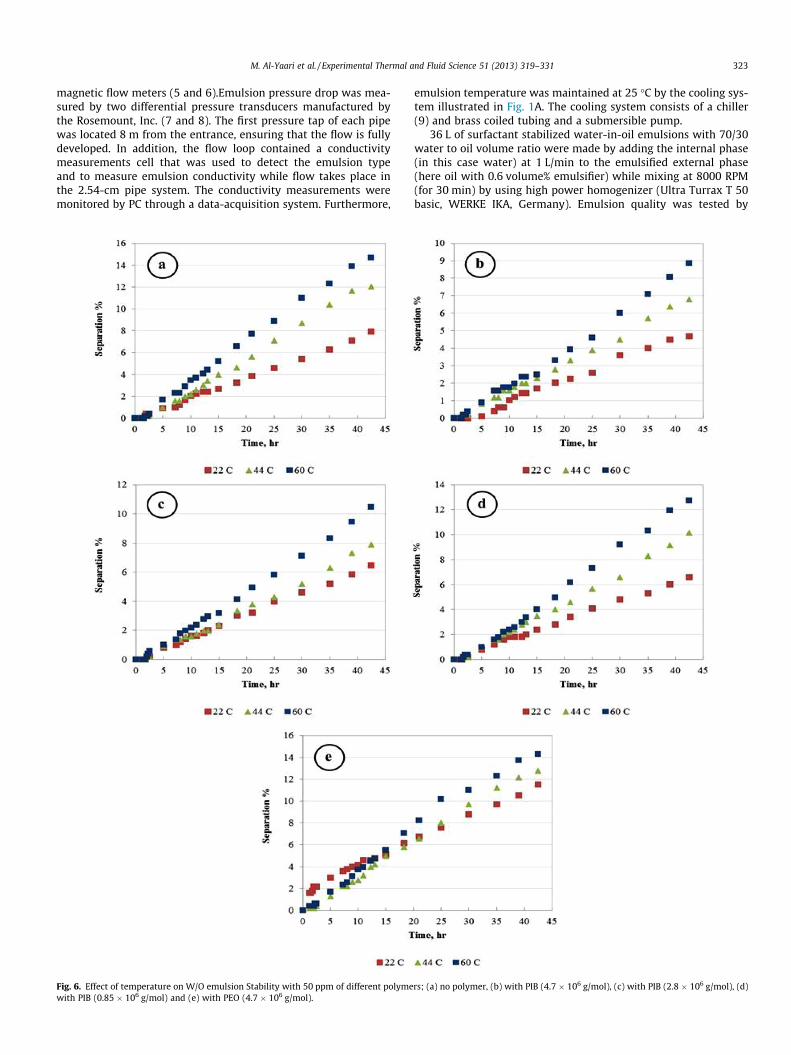
Fig. 6. Effect of temperature on W/O emulsion Stability with 50 ppm of different polymewith PIB (0.85 � 106 g/mol) and (e) with PEO (4.7 � 106 g/mol).
emulsion temperature was maintained at 25 �C by the cooling sys-tem illustrated in Fig. 1A. The cooling system consists of a chiller(9) and brass coiled tubing and a submersible pump.
36 L of surfactant stabilized water-in-oil emulsions with 70/30water to oil volume ratio were made by adding the internal phase(in this case water) at 1 L/min to the emulsified external phase(here oil with 0.6 volume% emulsifier) while mixing at 8000 RPM(for 30 min) by using high power homogenizer (Ultra Turrax T 50basic, WERKE IKA, Germany). Emulsion quality was tested by
rs; (a) no polymer, (b) with PIB (4.7 � 106 g/mol), (c) with PIB (2.8 � 106 g/mol), (d)
324 M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331
dilution and conductivity measurements tests. Emulsions werethen transferred to one of the flow loop tanks. Same procedurewas followed for stable water-in-oil and oil-in-water with 0.3 dis-persed phase volume fraction.
Dilution test was used to identify the emulsion continuous(external) phase. Also, emulsion type was detected by measuringits conductivity. In addition, bottle test was used to achieve stabil-ity tests by monitoring percentage of separated oil and/or sepa-rated water layers with time at 22 �C, 44 �C and 60 �C. Also, allrheological measurements were conducted using Rheologica StressTechrheometer.
Polymer solutions were prepared and then transferred to stain-less steel tanks (pressurized tanks). Then, the pressurized tank iscompressed with air till reaching the sufficient pressure requiredto get a maximum flow rate of polymer solution injection for thatexperiment. A pressure of 4 � 105 Pa is sufficient for all experi-ments reported in this work. After that, polymer solution was in-jected into the test section, as shown in Fig. 1B. This method fortransferring the concentrated polymer solution (master solution)is used in order to avoid the degradation that would have occurredif a pump is used [7,14].To check this matter, oil with 200 ppm PIBwas re-circulated in the flow loop using one of the centrifugalpumps. As illustrated in Fig. 2, with continuous shear, pressuredrop increased to the level of that for pure oil which proves thedegradation of the DRP if a centrifugal pump was used. Afterinjecting the DRP, the emulsion was passed to drain and not to
0.01
0.10
000,1001
Em
ulsi
on V
isco
sity
at
25 C
, Pa.
s
Shear Rate, 1/s
(a) (b) (c) (d)
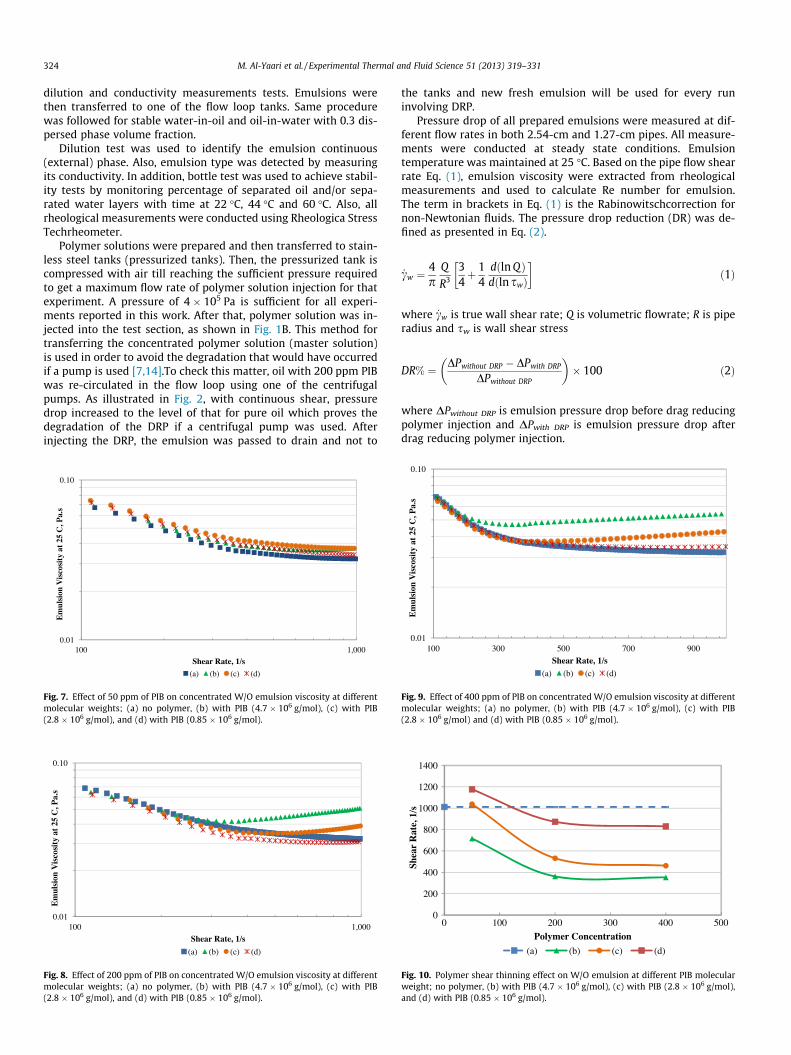
Fig. 7. Effect of 50 ppm of PIB on concentrated W/O emulsion viscosity at differentmolecular weights; (a) no polymer, (b) with PIB (4.7 � 106 g/mol), (c) with PIB(2.8 � 106 g/mol), and (d) with PIB (0.85 � 106 g/mol).
0.01
0.10
000,1001
Em
ulsi
on V
isco
sity
at
25 C
, Pa.
s
Shear Rate, 1/s
(a) (b) (c) (d)
Fig. 8. Effect of 200 ppm of PIB on concentrated W/O emulsion viscosity at differentmolecular weights; (a) no polymer, (b) with PIB (4.7 � 106 g/mol), (c) with PIB(2.8 � 106 g/mol), and (d) with PIB (0.85 � 106 g/mol).
the tanks and new fresh emulsion will be used for every runinvolving DRP.
Pressure drop of all prepared emulsions were measured at dif-ferent flow rates in both 2.54-cm and 1.27-cm pipes. All measure-ments were conducted at steady state conditions. Emulsiontemperature was maintained at 25 �C. Based on the pipe flow shearrate Eq. (1), emulsion viscosity were extracted from rheologicalmeasurements and used to calculate Re number for emulsion.The term in brackets in Eq. (1) is the Rabinowitschcorrection fornon-Newtonian fluids. The pressure drop reduction (DR) was de-fined as presented in Eq. (2).
_cw ¼4p
Q
R3
34þ 1
4dðln QÞdðln swÞ
� �ð1Þ
where _cw is true wall shear rate; Q is volumetric flowrate; R is piperadius and sw is wall shear stress
DR% ¼ DPwithout DRP � DPwith DRP
DPwithout DRP
� �� 100 ð2Þ
where DPwithout DRP is emulsion pressure drop before drag reducingpolymer injection and DPwith DRP is emulsion pressure drop afterdrag reducing polymer injection.
0.01
0.10
100 300 500 700 900
Em
ulsi
on V
isco
sity
at
25 C
, Pa.
s
Shear Rate, 1/s
(a) (b) (c) (d)
Fig. 9. Effect of 400 ppm of PIB on concentrated W/O emulsion viscosity at differentmolecular weights; (a) no polymer, (b) with PIB (4.7 � 106 g/mol), (c) with PIB(2.8 � 106 g/mol) and (d) with PIB (0.85 � 106 g/mol).
0
200
400
600
800
1000
1200
1400
0 100 200 300 400 500
Shea
r R
ate,
1/s
Polymer Concentration
(a) (b) (c) (d)
Fig. 10. Polymer shear thinning effect on W/O emulsion at different PIB molecularweight; no polymer, (b) with PIB (4.7 � 106 g/mol), (c) with PIB (2.8 � 106 g/mol),and (d) with PIB (0.85 � 106 g/mol).
0
5
10
15
20
25
30
35
40
45
0 500 1,000 1,500 2,000 2,500 3,000
Pre
ssur
e D
rop,
kP
a/m
Reynolds Number, Re
1.27-cm pipe 2.54-cm pipe
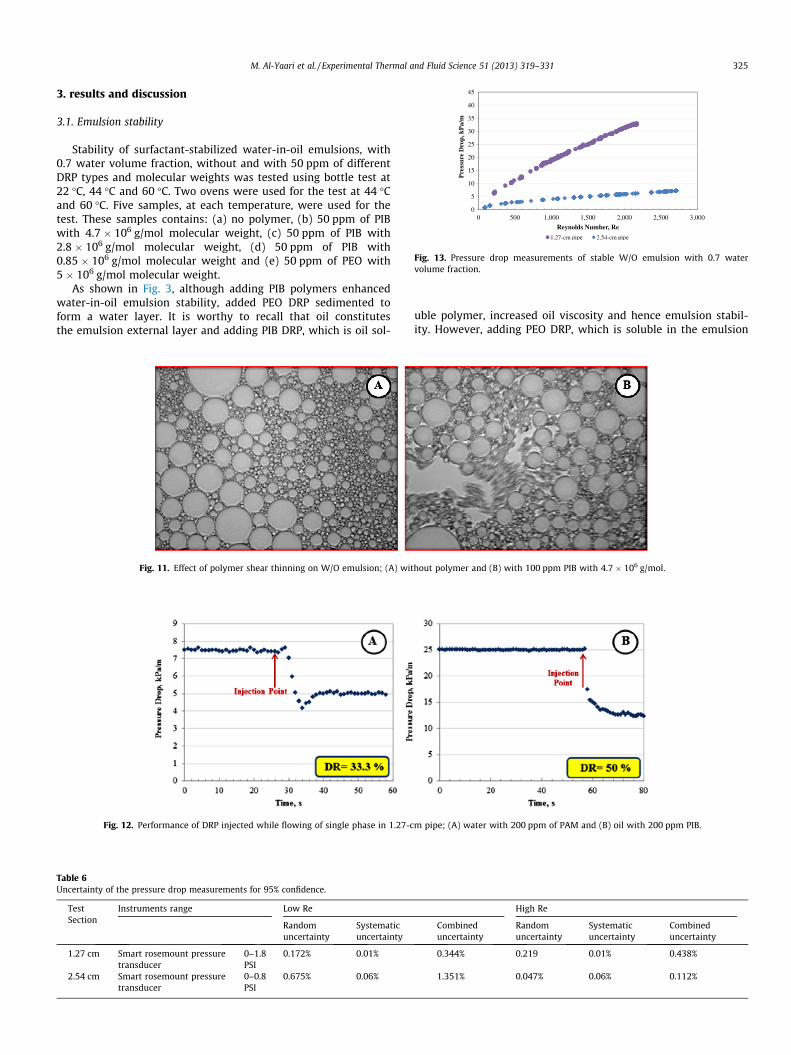
ig. 13. Pressure drop measurements of stable W/O emulsion with 0.7 waterolume fraction.
M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331 325
3. results and discussion
3.1. Emulsion stability
Stability of surfactant-stabilized water-in-oil emulsions, with0.7 water volume fraction, without and with 50 ppm of differentDRP types and molecular weights was tested using bottle test at22 �C, 44 �C and 60 �C. Two ovens were used for the test at 44 �Cand 60 �C. Five samples, at each temperature, were used for thetest. These samples contains: (a) no polymer, (b) 50 ppm of PIBwith 4.7 � 106 g/mol molecular weight, (c) 50 ppm of PIB with2.8 � 106 g/mol molecular weight, (d) 50 ppm of PIB with0.85 � 106 g/mol molecular weight and (e) 50 ppm of PEO with5 � 106 g/mol molecular weight.
As shown in Fig. 3, although adding PIB polymers enhancedwater-in-oil emulsion stability, added PEO DRP sedimented toform a water layer. It is worthy to recall that oil constitutesthe emulsion external layer and adding PIB DRP, which is oil sol-
Fig. 11. Effect of polymer shear thinning on W/O emulsion; (A) wit
Fig. 12. Performance of DRP injected while flowing of single phase in 1.27-c
Table 6Uncertainty of the pressure drop measurements for 95% confidence.
TestSection
Instruments range Low Re
Randomuncertainty
Systematicuncertainty
1.27 cm Smart rosemount pressuretransducer
0–1.8PSI
0.172% 0.01%
2.54 cm Smart rosemount pressuretransducer
0–0.8PSI
0.675% 0.06%
Fv
uble polymer, increased oil viscosity and hence emulsion stabil-ity. However, adding PEO DRP, which is soluble in the emulsion
hout polymer and (B) with 100 ppm PIB with 4.7 � 106 g/mol.
m pipe; (A) water with 200 ppm of PAM and (B) oil with 200 ppm PIB.
High Re
Combineduncertainty
Randomuncertainty
Systematicuncertainty
Combineduncertainty
0.344% 0.219 0.01% 0.438%
1.351% 0.047% 0.06% 0.112%
326 M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331
internal phase (water), to the emulsion sample had no chance tointeract with the emulsion dispersed phase droplets and becauseof its higher density it settled down to form water separatedlayer.
In addition, increasing PIB DRP molecular weight enhanced thewater-in-oil emulsion stability and this may be attributed to theincrease of oil viscosity as well as emulsion elasticity with increas-ing PIB DRP molecular weight.
At higher temperatures (44 �C and 60 �C), as presented in Figs. 4and 5, as PIB DRP molecular weight increased, emulsion stabilitywas improved but with a less extent compared with that at
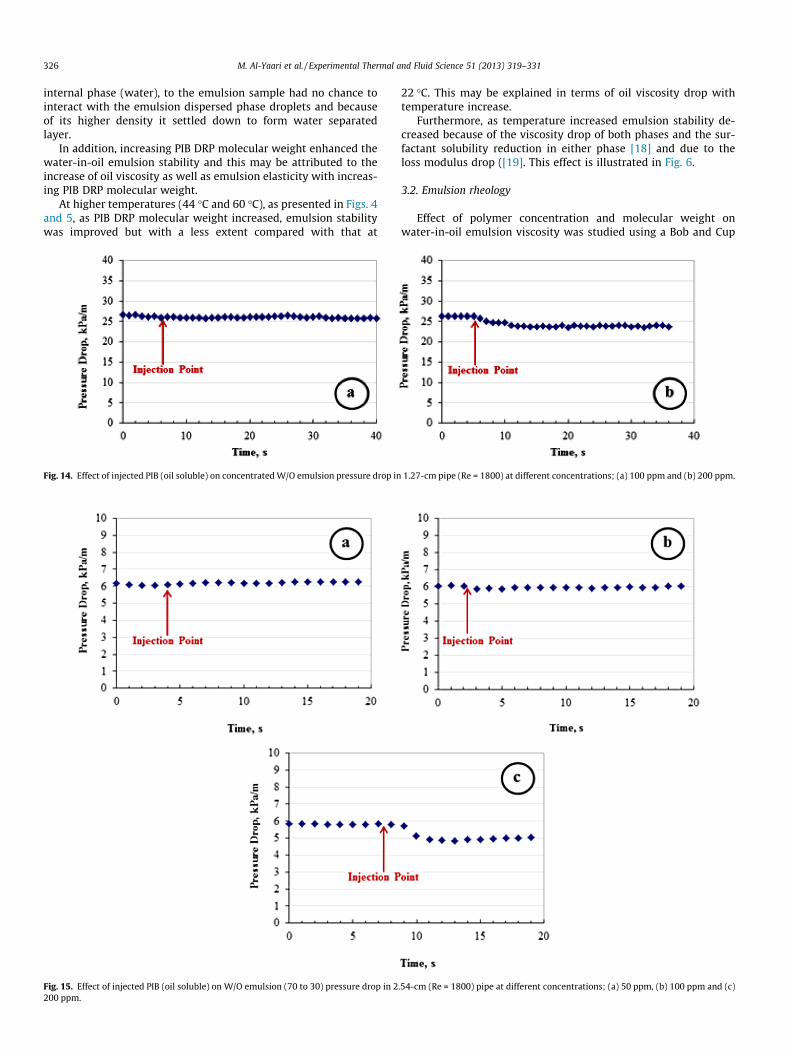
Fig. 14. Effect of injected PIB (oil soluble) on concentrated W/O emulsion pressure drop in
Fig. 15. Effect of injected PIB (oil soluble) on W/O emulsion (70 to 30) pressure drop in 2200 ppm.
22 �C. This may be explained in terms of oil viscosity drop withtemperature increase.
Furthermore, as temperature increased emulsion stability de-creased because of the viscosity drop of both phases and the sur-factant solubility reduction in either phase [18] and due to theloss modulus drop ([19]. This effect is illustrated in Fig. 6.
3.2. Emulsion rheology
Effect of polymer concentration and molecular weight onwater-in-oil emulsion viscosity was studied using a Bob and Cup
1.27-cm pipe (Re = 1800) at different concentrations; (a) 100 ppm and (b) 200 ppm.
.54-cm (Re = 1800) pipe at different concentrations; (a) 50 ppm, (b) 100 ppm and (c)
M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331 327
viscometer. PIB DRP with different concentrations (50, 200 and400 ppm) and molecular weights (0.85 � 106 g/mol, 2.8 � 106 g/mol and 4.7 � 106 g/mol) was added to the formed water-in-oilemulsion having 0.7 water fraction. These results are illustratedin Figs. 7–9.
As shown in these figures, at low DRP concentration (50 ppm)emulsion viscosity was increased by adding PIB polymers with dif-ferent molecular weights. However, as DRP concentration in-creased shear thinning effect becomes clearer and this effect wasenhanced as DRP molecular weight increased. At steady shear ratesweep test, emulsion sample (without PIB additives) was comingout (spilled off) of the viscometer cup at 1012 s�1 shear rate.However, adding 200 ppm of DRP facilitated the shearing in the
0
5
10
15
20
25
30
0 2,000 4,000 6,000 8,000 10,000
Pre
ssur
e D
rop,
kP
a/m
Reynolds Number, Re
1.27-cm pipe 2.54-cm pipe
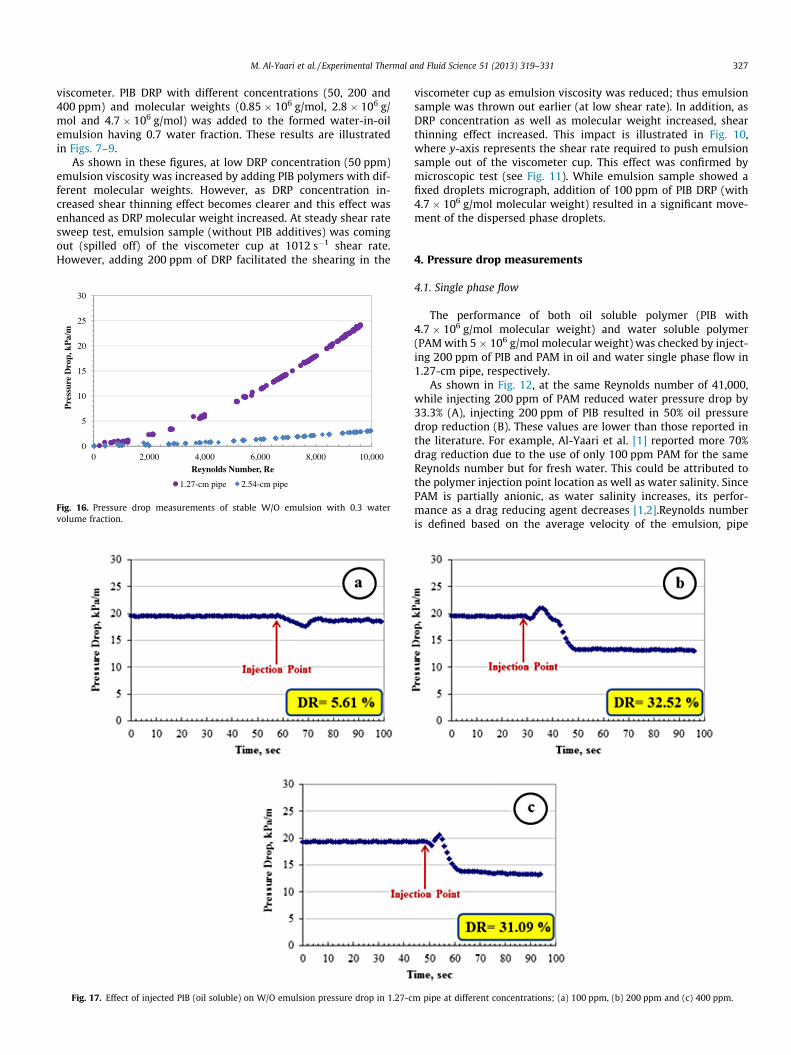
Fig. 16. Pressure drop measurements of stable W/O emulsion with 0.3 watervolume fraction.
Fig. 17. Effect of injected PIB (oil soluble) on W/O emulsion pressure drop in 1.27-c
viscometer cup as emulsion viscosity was reduced; thus emulsionsample was thrown out earlier (at low shear rate). In addition, asDRP concentration as well as molecular weight increased, shearthinning effect increased. This impact is illustrated in Fig. 10,where y-axis represents the shear rate required to push emulsionsample out of the viscometer cup. This effect was confirmed bymicroscopic test (see Fig. 11). While emulsion sample showed afixed droplets micrograph, addition of 100 ppm of PIB DRP (with4.7 � 106 g/mol molecular weight) resulted in a significant move-ment of the dispersed phase droplets.
4. Pressure drop measurements
4.1. Single phase flow
The performance of both oil soluble polymer (PIB with4.7 � 106 g/mol molecular weight) and water soluble polymer(PAM with 5 � 106 g/mol molecular weight) was checked by inject-ing 200 ppm of PIB and PAM in oil and water single phase flow in1.27-cm pipe, respectively.
As shown in Fig. 12, at the same Reynolds number of 41,000,while injecting 200 ppm of PAM reduced water pressure drop by33.3% (A), injecting 200 ppm of PIB resulted in 50% oil pressuredrop reduction (B). These values are lower than those reported inthe literature. For example, Al-Yaari et al. [1] reported more 70%drag reduction due to the use of only 100 ppm PAM for the sameReynolds number but for fresh water. This could be attributed tothe polymer injection point location as well as water salinity. SincePAM is partially anionic, as water salinity increases, its perfor-mance as a drag reducing agent decreases [1,2].Reynolds numberis defined based on the average velocity of the emulsion, pipe
m pipe at different concentrations; (a) 100 ppm, (b) 200 ppm and (c) 400 ppm.
0
5
10
15
20
25
30
35
40
0 100 200 300 400 500
Dra
g R
educ
tion
%
Polymer Concentration, ppm
1.27-cm pipe2.54-cm pipe
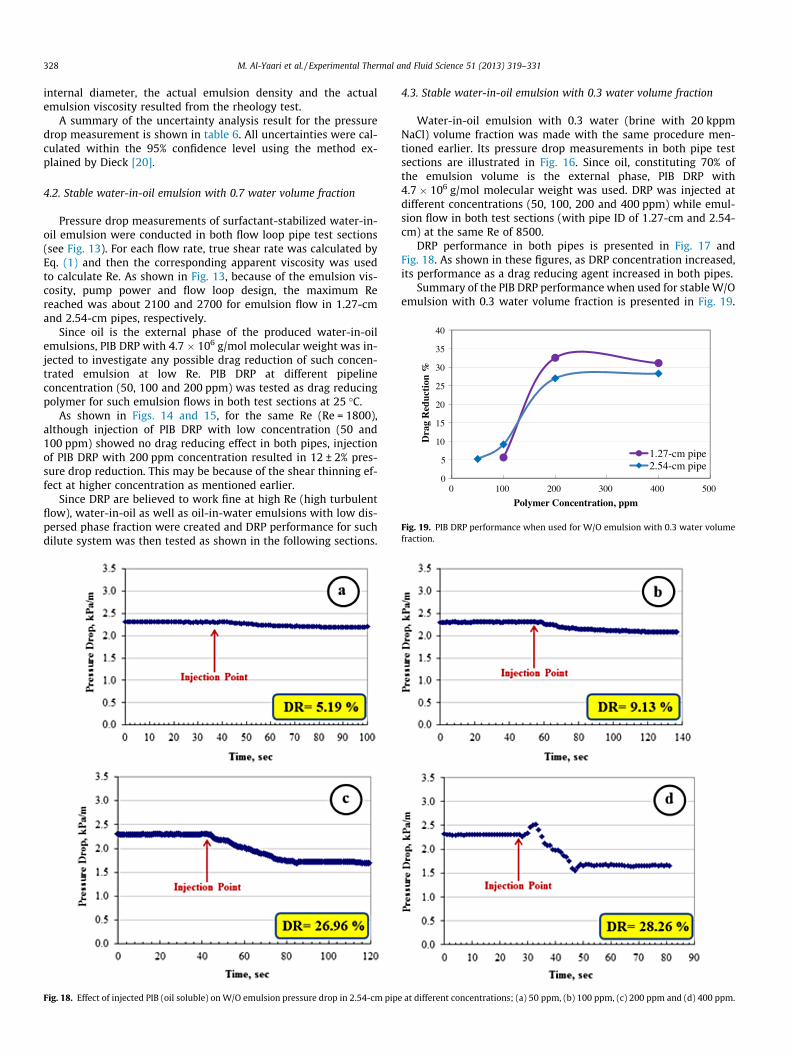
Fig. 19. PIB DRP performance when used for W/O emulsion with 0.3 water volumefraction.
328 M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331
internal diameter, the actual emulsion density and the actualemulsion viscosity resulted from the rheology test.
A summary of the uncertainty analysis result for the pressuredrop measurement is shown in table 6. All uncertainties were cal-culated within the 95% confidence level using the method ex-plained by Dieck [20].
4.2. Stable water-in-oil emulsion with 0.7 water volume fraction
Pressure drop measurements of surfactant-stabilized water-in-oil emulsion were conducted in both flow loop pipe test sections(see Fig. 13). For each flow rate, true shear rate was calculated byEq. (1) and then the corresponding apparent viscosity was usedto calculate Re. As shown in Fig. 13, because of the emulsion vis-cosity, pump power and flow loop design, the maximum Rereached was about 2100 and 2700 for emulsion flow in 1.27-cmand 2.54-cm pipes, respectively.
Since oil is the external phase of the produced water-in-oilemulsions, PIB DRP with 4.7 � 106 g/mol molecular weight was in-jected to investigate any possible drag reduction of such concen-trated emulsion at low Re. PIB DRP at different pipelineconcentration (50, 100 and 200 ppm) was tested as drag reducingpolymer for such emulsion flows in both test sections at 25 �C.
As shown in Figs. 14 and 15, for the same Re (Re = 1800),although injection of PIB DRP with low concentration (50 and100 ppm) showed no drag reducing effect in both pipes, injectionof PIB DRP with 200 ppm concentration resulted in 12 ± 2% pres-sure drop reduction. This may be because of the shear thinning ef-fect at higher concentration as mentioned earlier.
Since DRP are believed to work fine at high Re (high turbulentflow), water-in-oil as well as oil-in-water emulsions with low dis-persed phase fraction were created and DRP performance for suchdilute system was then tested as shown in the following sections.
Fig. 18. Effect of injected PIB (oil soluble) on W/O emulsion pressure drop in 2.54-cm pipe
4.3. Stable water-in-oil emulsion with 0.3 water volume fraction
Water-in-oil emulsion with 0.3 water (brine with 20 kppmNaCl) volume fraction was made with the same procedure men-tioned earlier. Its pressure drop measurements in both pipe testsections are illustrated in Fig. 16. Since oil, constituting 70% ofthe emulsion volume is the external phase, PIB DRP with4.7 � 106 g/mol molecular weight was used. DRP was injected atdifferent concentrations (50, 100, 200 and 400 ppm) while emul-sion flow in both test sections (with pipe ID of 1.27-cm and 2.54-cm) at the same Re of 8500.
DRP performance in both pipes is presented in Fig. 17 andFig. 18. As shown in these figures, as DRP concentration increased,its performance as a drag reducing agent increased in both pipes.
Summary of the PIB DRP performance when used for stable W/Oemulsion with 0.3 water volume fraction is presented in Fig. 19.
at different concentrations; (a) 50 ppm, (b) 100 ppm, (c) 200 ppm and (d) 400 ppm.
M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331 329
While high shear may cause high dispersion at low DRP concentra-tion, high shear is required for the polymer to be in its expandedform which is the preferable form to work as drag reducing agent;therefore, as DRP concentration increased, its efficiency increased.In addition, as shown in Fig. 19, almost there was no significant ef-fect due to the pipe diameter for the flow at the same Re.
4.4. Stable oil-in-water emulsion with 0.3 oil volume fraction
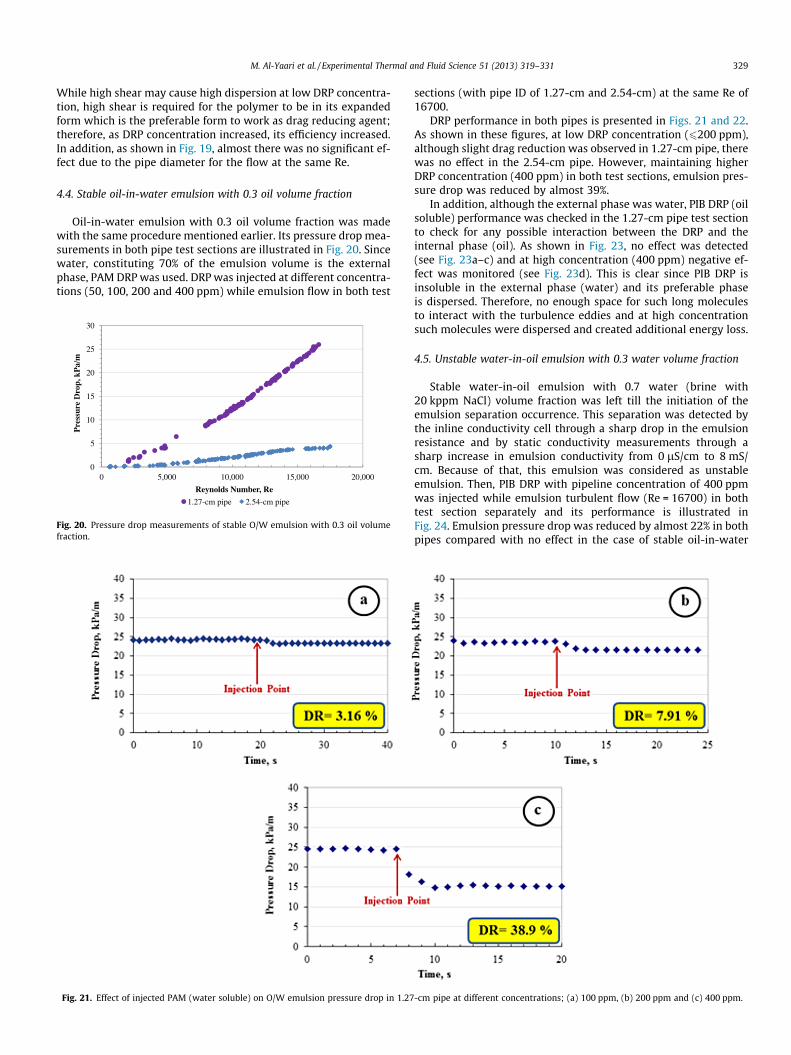
Oil-in-water emulsion with 0.3 oil volume fraction was madewith the same procedure mentioned earlier. Its pressure drop mea-surements in both pipe test sections are illustrated in Fig. 20. Sincewater, constituting 70% of the emulsion volume is the externalphase, PAM DRP was used. DRP was injected at different concentra-tions (50, 100, 200 and 400 ppm) while emulsion flow in both test
0
5
10
15
20
25
30
0 5,000 10,000 15,000 20,000
Pre
ssur
e D
rop,
kP
a/m
Reynolds Number, Re
1.27-cm pipe 2.54-cm pipe
Fig. 20. Pressure drop measurements of stable O/W emulsion with 0.3 oil volumefraction.
Fig. 21. Effect of injected PAM (water soluble) on O/W emulsion pressure drop in 1.27
sections (with pipe ID of 1.27-cm and 2.54-cm) at the same Re of16700.
DRP performance in both pipes is presented in Figs. 21 and 22.As shown in these figures, at low DRP concentration (6200 ppm),although slight drag reduction was observed in 1.27-cm pipe, therewas no effect in the 2.54-cm pipe. However, maintaining higherDRP concentration (400 ppm) in both test sections, emulsion pres-sure drop was reduced by almost 39%.
In addition, although the external phase was water, PIB DRP (oilsoluble) performance was checked in the 1.27-cm pipe test sectionto check for any possible interaction between the DRP and theinternal phase (oil). As shown in Fig. 23, no effect was detected(see Fig. 23a–c) and at high concentration (400 ppm) negative ef-fect was monitored (see Fig. 23d). This is clear since PIB DRP isinsoluble in the external phase (water) and its preferable phaseis dispersed. Therefore, no enough space for such long moleculesto interact with the turbulence eddies and at high concentrationsuch molecules were dispersed and created additional energy loss.
4.5. Unstable water-in-oil emulsion with 0.3 water volume fraction
Stable water-in-oil emulsion with 0.7 water (brine with20 kppm NaCl) volume fraction was left till the initiation of theemulsion separation occurrence. This separation was detected bythe inline conductivity cell through a sharp drop in the emulsionresistance and by static conductivity measurements through asharp increase in emulsion conductivity from 0 lS/cm to 8 mS/cm. Because of that, this emulsion was considered as unstableemulsion. Then, PIB DRP with pipeline concentration of 400 ppmwas injected while emulsion turbulent flow (Re = 16700) in bothtest section separately and its performance is illustrated inFig. 24. Emulsion pressure drop was reduced by almost 22% in bothpipes compared with no effect in the case of stable oil-in-water
-cm pipe at different concentrations; (a) 100 ppm, (b) 200 ppm and (c) 400 ppm.
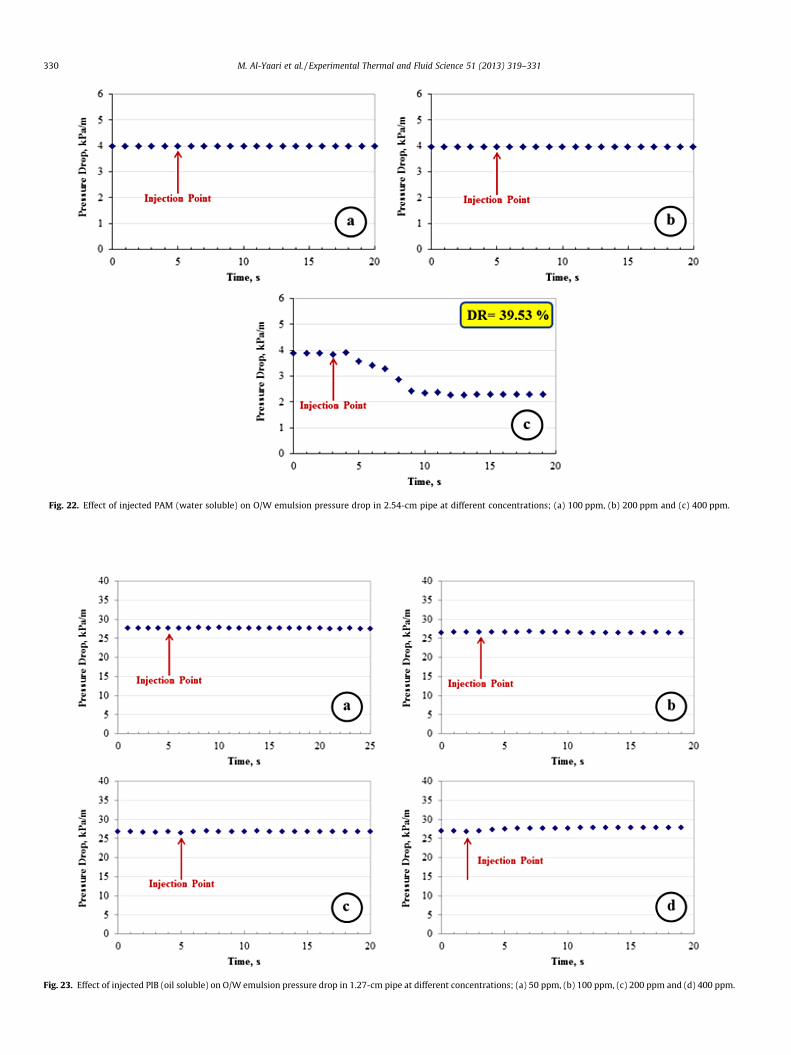
Fig. 22. Effect of injected PAM (water soluble) on O/W emulsion pressure drop in 2.54-cm pipe at different concentrations; (a) 100 ppm, (b) 200 ppm and (c) 400 ppm.
Fig. 23. Effect of injected PIB (oil soluble) on O/W emulsion pressure drop in 1.27-cm pipe at different concentrations; (a) 50 ppm, (b) 100 ppm, (c) 200 ppm and (d) 400 ppm.
330 M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331
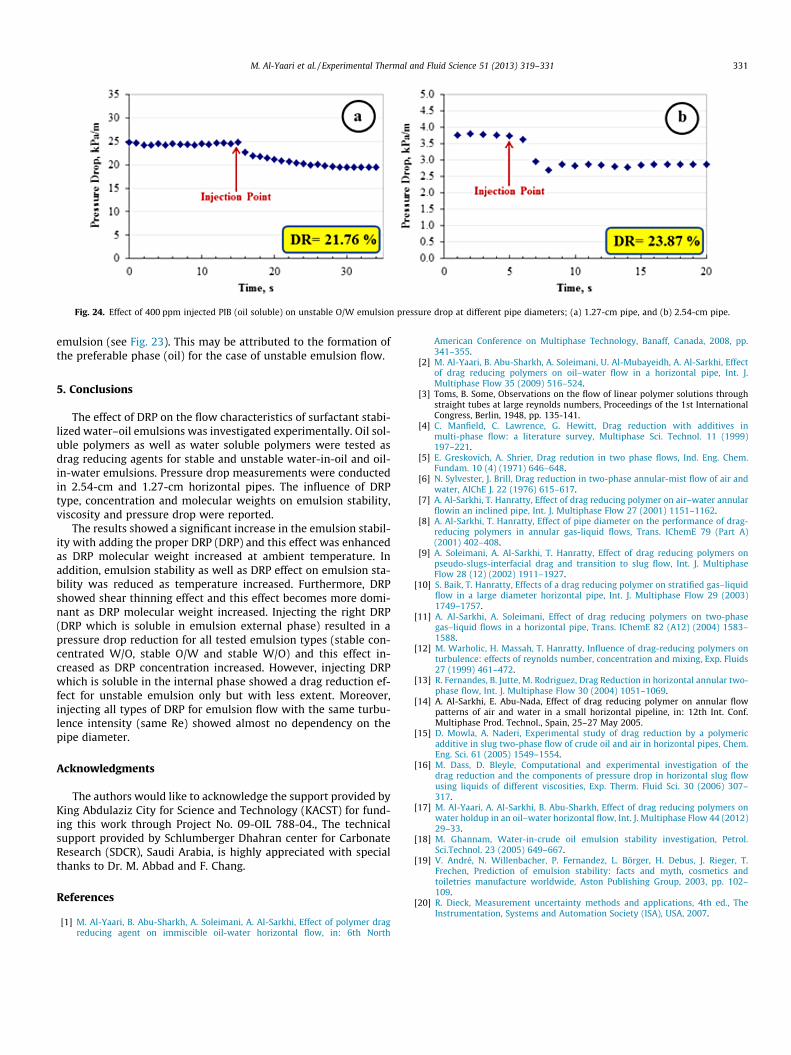
Fig. 24. Effect of 400 ppm injected PIB (oil soluble) on unstable O/W emulsion pressure drop at different pipe diameters; (a) 1.27-cm pipe, and (b) 2.54-cm pipe.
M. Al-Yaari et al. / Experimental Thermal and Fluid Science 51 (2013) 319–331 331
emulsion (see Fig. 23). This may be attributed to the formation ofthe preferable phase (oil) for the case of unstable emulsion flow.
5. Conclusions
The effect of DRP on the flow characteristics of surfactant stabi-lized water–oil emulsions was investigated experimentally. Oil sol-uble polymers as well as water soluble polymers were tested asdrag reducing agents for stable and unstable water-in-oil and oil-in-water emulsions. Pressure drop measurements were conductedin 2.54-cm and 1.27-cm horizontal pipes. The influence of DRPtype, concentration and molecular weights on emulsion stability,viscosity and pressure drop were reported.
The results showed a significant increase in the emulsion stabil-ity with adding the proper DRP (DRP) and this effect was enhancedas DRP molecular weight increased at ambient temperature. Inaddition, emulsion stability as well as DRP effect on emulsion sta-bility was reduced as temperature increased. Furthermore, DRPshowed shear thinning effect and this effect becomes more domi-nant as DRP molecular weight increased. Injecting the right DRP(DRP which is soluble in emulsion external phase) resulted in apressure drop reduction for all tested emulsion types (stable con-centrated W/O, stable O/W and stable W/O) and this effect in-creased as DRP concentration increased. However, injecting DRPwhich is soluble in the internal phase showed a drag reduction ef-fect for unstable emulsion only but with less extent. Moreover,injecting all types of DRP for emulsion flow with the same turbu-lence intensity (same Re) showed almost no dependency on thepipe diameter.
Acknowledgments
The authors would like to acknowledge the support provided byKing Abdulaziz City for Science and Technology (KACST) for fund-ing this work through Project No. 09-OIL 788-04., The technicalsupport provided by Schlumberger Dhahran center for CarbonateResearch (SDCR), Saudi Arabia, is highly appreciated with specialthanks to Dr. M. Abbad and F. Chang.
References
[1] M. Al-Yaari, B. Abu-Sharkh, A. Soleimani, A. Al-Sarkhi, Effect of polymer dragreducing agent on immiscible oil-water horizontal flow, in: 6th North
American Conference on Multiphase Technology, Banaff, Canada, 2008, pp.341–355.
[2] M. Al-Yaari, B. Abu-Sharkh, A. Soleimani, U. Al-Mubayeidh, A. Al-Sarkhi, Effectof drag reducing polymers on oil–water flow in a horizontal pipe, Int. J.Multiphase Flow 35 (2009) 516–524.
[3] Toms, B. Some, Observations on the flow of linear polymer solutions throughstraight tubes at large reynolds numbers, Proceedings of the 1st InternationalCongress, Berlin, 1948, pp. 135-141.
[4] C. Manfield, C. Lawrence, G. Hewitt, Drag reduction with additives inmulti-phase flow: a literature survey, Multiphase Sci. Technol. 11 (1999)197–221.
[5] E. Greskovich, A. Shrier, Drag redution in two phase flows, Ind. Eng. Chem.Fundam. 10 (4) (1971) 646–648.
[6] N. Sylvester, J. Brill, Drag reduction in two-phase annular-mist flow of air andwater, AIChE J. 22 (1976) 615–617.
[7] A. Al-Sarkhi, T. Hanratty, Effect of drag reducing polymer on air–water annularflowin an inclined pipe, Int. J. Multiphase Flow 27 (2001) 1151–1162.
[8] A. Al-Sarkhi, T. Hanratty, Effect of pipe diameter on the performance of drag-reducing polymers in annular gas-liquid flows, Trans. IChemE 79 (Part A)(2001) 402–408.
[9] A. Soleimani, A. Al-Sarkhi, T. Hanratty, Effect of drag reducing polymers onpseudo-slugs-interfacial drag and transition to slug flow, Int. J. MultiphaseFlow 28 (12) (2002) 1911–1927.
[10] S. Baik, T. Hanratty, Effects of a drag reducing polymer on stratified gas–liquidflow in a large diameter horizontal pipe, Int. J. Multiphase Flow 29 (2003)1749–1757.
[11] A. Al-Sarkhi, A. Soleimani, Effect of drag reducing polymers on two-phasegas–liquid flows in a horizontal pipe, Trans. IChemE 82 (A12) (2004) 1583–1588.
[12] M. Warholic, H. Massah, T. Hanratty, Influence of drag-reducing polymers onturbulence: effects of reynolds number, concentration and mixing, Exp. Fluids27 (1999) 461–472.
[13] R. Fernandes, B. Jutte, M. Rodriguez, Drag Reduction in horizontal annular two-phase flow, Int. J. Multiphase Flow 30 (2004) 1051–1069.
[14] A. Al-Sarkhi, E. Abu-Nada, Effect of drag reducing polymer on annular flowpatterns of air and water in a small horizontal pipeline, in: 12th Int. Conf.Multiphase Prod. Technol., Spain, 25–27 May 2005.
[15] D. Mowla, A. Naderi, Experimental study of drag reduction by a polymericadditive in slug two-phase flow of crude oil and air in horizontal pipes, Chem.Eng. Sci. 61 (2005) 1549–1554.
[16] M. Dass, D. Bleyle, Computational and experimental investigation of thedrag reduction and the components of pressure drop in horizontal slug flowusing liquids of different viscosities, Exp. Therm. Fluid Sci. 30 (2006) 307–317.
[17] M. Al-Yaari, A. Al-Sarkhi, B. Abu-Sharkh, Effect of drag reducing polymers onwater holdup in an oil–water horizontal flow, Int. J. Multiphase Flow 44 (2012)29–33.
[18] M. Ghannam, Water-in-crude oil emulsion stability investigation, Petrol.Sci.Technol. 23 (2005) 649–667.
[19] V. André, N. Willenbacher, P. Fernandez, L. Börger, H. Debus, J. Rieger, T.Frechen, Prediction of emulsion stability: facts and myth, cosmetics andtoiletries manufacture worldwide, Aston Publishing Group, 2003, pp. 102–109.
[20] R. Dieck, Measurement uncertainty methods and applications, 4th ed., TheInstrumentation, Systems and Automation Society (ISA), USA, 2007.
Copyright © 2022 FDOKUMEN




















