Definisi pengecoran, Review Proses Pengecoran
35
Definisi pengecoran, Review Proses Pengecoran Pengecoran (CASTING) adalah salah satu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian di tuangkan kedalam rongga cetakan yang serupa dengan bentuk asli dari produk cor yang akan dibuat Ada 4 faktor yang berpengaruh atau merupakan cirri dari proses pengecoran, yaitu : 1. Adanya aliran logam cair kedalam rongga cetak 2. Terjadi perpindahan panas selama pembekuan dan pendinginan dari logam dalam cetakan 3. Pengaruh material cetakan 4. Pembekuan logam dari kondisi cair Klasifikasi pengecoran berdasarkan umur dari cetakan, ada pengecoran dengan sekali pakai (expendable Mold) dan ada pengecoran dengan cetakan permanent (permanent Mold). Cetakan pasir termasuk dalam expendable mold. Karena hanya bisa digunakan satu kali pengecoran saja, setelah itu cetakan tersebut dirusak saat pengambilan benda coran. Dalam pembuatan cetakan, jenis- jenis pasir yang digunakan adalah pasir silika, pasir zircon atau pasir hijau. Sedangkan perekat antar butir-butir pasir dapat digunakan, bentonit, resin, furan atau air gelas. 1. Terminologi Pengecoran dengan Cetakan Pasir
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Definisi pengecoran, Review Proses Pengecoran

Definisi pengecoran, Review Proses Pengecoran Pengecoran (CASTING) adalah salah satu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian di tuangkan kedalam rongga cetakan yang serupa dengan bentuk asli dari produk cor
yang akan dibuat
Ada 4 faktor yang berpengaruh atau merupakan cirri dari
proses pengecoran, yaitu :
1. Adanya aliran logam cair kedalam rongga cetak
2. Terjadi perpindahan panas selama pembekuan dan pendinginan
dari logam dalam cetakan
3. Pengaruh material cetakan
4. Pembekuan logam dari kondisi cair
Klasifikasi pengecoran berdasarkan umur dari cetakan, ada
pengecoran dengan sekali pakai (expendable Mold) dan ada
pengecoran dengan cetakan permanent (permanent Mold). Cetakan
pasir termasuk dalam expendable mold. Karena hanya bisa digunakan
satu kali pengecoran saja, setelah itu cetakan tersebut dirusak
saat pengambilan benda coran. Dalam pembuatan cetakan, jenis-
jenis pasir yang digunakan adalah pasir silika, pasir zircon atau
pasir hijau. Sedangkan perekat antar butir-butir pasir dapat
digunakan, bentonit, resin, furan atau air gelas.
1. Terminologi Pengecoran dengan Cetakan Pasir

Secara umum cetakan harus memiliki bagian-bagian utama
sebagai berikut :
Cavity (rongga cetakan), merupakan ruangan tempat logam cair yang
dituangkan kedalam cetakan. Bentuk rongga ini sama dengan benda
kerja yang akan dicor. Rongga cetakan dibuat dengan menggunakan
pola.
Core (inti), fungsinya adalah membuat rongga pada benda coran. Inti
dibuat terpisah dengan cetakan dan dirakit pada saat cetakan akan
digunakan. Bahan inti harus tahan menahan temperatur cair logam
paling kurang bahannya dari pasir.
Gating sistem (sistem saluran masuk), merupakan saluran masuk kerongga
cetakan dari saluran turun. Gating sistem suatu cetakan dapat
lebih dari satu, tergantung dengan ukuran rongga cetakan yang
akan diisi oleh logam cair.
Sprue (Saluran turun), merupakan saluran masuk dari luar dengan
posisi vertikal. Saluran ini juga dapat lebih dari satu,
tergantung kecepatan penuangan yang diinginkan.
Pouring basin, merupakan lekukan pada cetakan yang fungsi utamanya
adalah untuk mengurangi kecepatan logam cair masuk langsung dari

ladle ke sprue. Kecepatan aliran logam yang tinggi dapat terjadi
erosi pada sprue dan terbawanya kotoran-kotoran logam cair yang
berasal dari tungku kerongga cetakan.
Raiser (penambah), merupakan cadangan logam cair yang berguna dalam
mengisi kembali rongga cetakan bila terjadi penyusutan akibat
solidifikasi.
1. Pengecoran Cetakan Pasir
Pengecoran dengan cetakan pasir melibatkan aktivitas-
aktivitas seperti menempatkan pola dalam kumpulan pasir untuk
membentuk rongga cetak, membuat sistem saluran, mengisi rongga
cetak dengan logam cair, membiarkan logam cair membeku,
membongkar cetakan yang berisi produk cord an membersihkan produk
cor. Hingga sekarang, proses pengecoran dengan cetakan pasir
masih menjadi andalan industri pengecoran terutam industri-
industri kecil. Tahapan yang lebih umum tentang pengecoran
cetakan pasir diperlihatkan dalam gambar dibawah ini.
A. Pasir

Kebanyakan pasir yang digunakan dalam pengecoran adalah pasir
silika (SiO2). Pasir merupakan produk dari hancurnya batu-batuan
dalam jangka waktu lama. Alasan pemakaian pasir sebagai bahan
cetakan adalah karena murah dan ketahanannya terhadap temperature
tinggi. Ada dua jenis pasir yang umum digunakan yaitu naturally
bonded (banks sands) dan synthetic (lake sands). Karena
komposisinya mudah diatur, pasir sinetik lebih disukai oleh
banyak industri pengecoran.
Pemilihan jenis pasir untuk cetakan melibatkan bebrapa
factor penting seperti bentuk dan ukuran pasir. Sebagai contoh ,
pasir halus dan bulat akan menghasilkan permukaan produk yang
mulus/halus. Untuk membuat pasir cetak selain dibutuhkan pasir
juga pengikat (bentonit atau clay/lempung) dan air. Ketiga Bahan
tersebut diaduk dengan komposisi tertentu dan siap dipakai sebagi
bahan pembuat cetakan.
B. Jenis Cetakan Pasir
Ada tiga jenis cetakan pasir yaitu green sand, cold-box
dan no-bake mold. Cetakan yang banyak digunakan dan paling murah
adalah jenis green sand mold (cetakan pasir basah). Kata “basah”
dalam cetakan pasir basah berati pasir cetak itu masih cukup
mengandung air atau lembab ketika logam cair dituangkan ke
cetakan itu. Istilah lain dalam cetakan pasir adalah skin dried.
Cetakan ini sebelum dituangkan logam cair terlebih dahulu
permukaan dalam cetakan dipanaskan atau dikeringkan. Karena itu

kekuatan cetakan ini meningkat dan mampu untuk diterapkan pada
pengecoran produk-produk yang besar.
Dalam cetakan kotak dingin (box-cold-mold), pasir dicampur dengan pengikat
yang terbuat dari bahan organik dan in-organik dengan tujuan
lebih meningkatkan kekuatan cetakan. Akurasi dimensi lebih baik
dari cetakan pasir basah dan sebagai konsekuensinya jenis cetakan
ini lebih mahal.
Dalam cetakan yang tidak dikeringkan (no-bake mold), resin sintetik cair
dicampurkan dengan pasir dan campuran itu akan mengeras pada
temperatur kamar. Karena ikatan antar pasir terjadi tanpa adanya
pemanasan maka seringkali cetakan ini disebut juga cold-setting
processes. Selain diperlukan cetakan yang tinggi, beberapa sifat
lain cetakan pasir yang perlu diperhatikan adalah permeabilitas
cetakan (kemampuan untuk melakukan udara/gas).
C. Pola
Pola merupakan gambaran dari bentuk produk yang akan
dibuat. Pola dapat dibuat dari kayu, plastic/polimer atau logam.
Pemilihan material pola tergantung pada bentuk dan ukuran produk
cor, akurasi dimensi, jumlah produk cor dan jenis proses
pengecoran yang digunakan.
Jenis-jenis pola :
1. Pola tunggal (one pice pattern / solid pattern)

Biasanya digunakan untuk bentuk produk yang sederhana dan
jumlah produk sedikit. Pola ini dibuat dari kayu dan
tentunya tidak mahal.
2. Pola terpisah (spilt pattern)
Terdiri dari dua buah pola yang terpisah sehingga akan
diperoleh rongga cetak dari masing-masing pola. Dengan pola
ini, bentukproduk yang dapat dihasilkan rumit dari pola
tunggal.
3. Match-piate pattern
Jenis ini popular yang digunakan di industri. Pola
“terpasang jadi satu” dengan suatu bidang datar dimana dua
buah pola atas dan bawah dipasang berlawanan arah pada suatu
pelat datar. Jenis pola ini sering digunakan bersama-sama
dengan mesin pembuatan cetakan dan dapat menghasilkan laju
produksi yang tinggi untuk produk-produk kecil.
D. Inti
Untuk produk cor yang memiliki lubang/rongga seperti pada
blok mesin kendaraan atau katup-katup biasanya diperlukan inti.
Inti ditempatkan dalam rongga cetak sebelum penuangan untuk

membentuk permukaan bagian dalam produk dan akan dibongkar
setelah cetakan membeku dan dingin. Seperti cetakan, inti harus
kuat, permeabilitas baik, tahan panas dan tidak mudah hancur
(tidak rapuh).
Agar inti tidak mudah bergeser pada saat penuangan logam
cair, diperlukan dudukan inti (core prints). Dudukan inti
biasanya dibuatkan pada cetakan seperti pada gambar 8. pembuatan
inti serupa dengan pembuatan cetakan pasir yaitu menggunakan no-
bake, cold-box dan shell. Untuk membuat cetakan diperlukan pola
sedangkan untuk membuat inti dibutuhkan kotak inti.
E. Operasi Pengecoran Cetakan Pasir
Operasi pengecoran dengan cetakan pasir melibatkan tahapan proses
perancangan produk cor, pembuatan pola dan inti, pembuatan
cetakan, penuangan logam cair dan pembongkaran produk cor.
Tahapan lebih rinci terlihat pada gambar Dibawah ini :

Setelah proses perancangan produk cor yang menghasilkan gambar
teknik produk (a) dilanjutkan dengan tahapan-tahapan berikutnya :
b. Menyiapkan bidang dasar datar atau pelat datar dan
meletakan pola atas (cope) yang sudah ada dudukan inti
dipermukaan pelat datar tadi.
c. Seperti pada langkah c, untuk cetakan bagian bawah (drag)
beserta sistem saluran.
d. Menyiapkan koak inti (untuk pembuatan inti)
e. Inti yang telah jadi disatukan (inti yang dibuat berupa
inti setengah atau paroan inti)
f. Pola atas yang ada dipermukaan pelat datar ditutupi oleh
rangka cetak atas (cope) dan ditambahkan system saluran

seperti saluran masuk dan saluran tambahan (riser).
Selanjutnya diisi dengan pasir cetak.
g. Setelah diisi pasir cetak dan dipadatkan, pola dan system
saluran dilepaskan dari cetakan
h. Giliran drag diisi pasir cetak setelah menempatkan rangka
cetak diatas pola dan pelat datar.
i. Setelah disi pasir cetak dan dipadatkan, pola dilepaskan
dari cetakan
j. Inti ditempatkan pada dudukan inti yang ada pada drag.
k. Cope dipasangkan pada drag dan dikunci kemudian dituangkan
logam cair.
l. Setelah membeku dan dingin, cetakan dibongkar dan produk
cor dibersihkan dari sisa-sisa pasir cetakan.
m. Sistem saluran dihilangkan dari produk cor dengan berbagai
metoda dan produk cor siap untuk diperlakukan lebih lanjut.
Dalam teknik pengecoran logam fluiditas tidak diartikan
sebagai kebalikan dari viskositas, akan tetapi berarti kemampuan
logam cair untuk mengisi ruang-ruang dalam rongga cetak.
Fluiditas tidak dapat dikaitkan secara langsung dengan sifat-
sifat fisik secara individu, karena besaran ini diperoleh dari
pengujian yang merupakan karakteristik rata-rata dari bebrapa
sifat-sifat fisik dari logam cair.

Ada dua faktor yang mempengaruhi fluiditas logam cair,
yaitu temperatur dan komposisi unsur. Temperatur penuangan secara
teoritis harus sama atau diatas garis liquidus. Jika temperatur
penuangan lebih rendah, kemungkinan besar terjadi solidifikasi
didalam gating sistem dan rongga cetakan tidak terisi penuh.
Cacat ini disebut juga dengan nama misrun. Cacat lain yang bisa
terjadi jika temperatur penuangan terlalu rendah adalah laps dan
seams. Yaitu benda cor yang dihasilkan seakan-akan membentuk
alur-alur aliran kontinu logam yang masuk kedalam rongga cetak,
dimana alur satu dengan alur lai berdampingan daya ikatannya
tidak begitu baik. Jika temperatur penuangan terlalu tinggi pasir
yang terdapat pada dinding gating sistem dan rongga cetakan mudah
lepas sewaktu bersentuhan dengan logam cair dan permukaanya
menjadi kasar. Terjadi reaksi yang cepat antara logam tuang,
dengan zat padat, cair dan gas diadalam rongga cetakan. Dari
pengujian ini dapat dicari daerah temperatur penuangan yang
menghasilkan produk dengan cacat yang seminim mungkin.

Faktor utama yang lain yang mempengaruhi besaran
fluiditas adalah komposisi paduan. Logam cair yang memiliki
fluiditas yang tinggi adalah logam murni dan alloys komposisi
eutectic. Alloys yang dibentuk dari larutan padat, dan memiliki
range pembekuan yang besar memiliki fluiditas yang jelek.
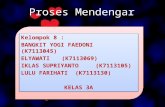
Contoh Pola spiral hasil pengujian Fluiditas

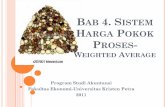
Ada beberapa metoda dalam mengukur fluiditas. Metoda ini dibedakan berdasarkan bentuk rongga cetak yang digunakan untuk mengetahui mampu alir logam cair. Ada rongga cetak yanmg berbentuk spiral dan ada juga rongga cetak yang berbentuk lorong yang memanjang. Pemilihan metoda ini sangat tergantung
Beberapa bentuk cetakan untuk pengukuran Fluiditas
dari bentuk benda kerja dan bahan cetakan yang akan digunakan.
Dalam melakukan pengukuran mampu alir dipraktikum ini digunakan
metode dengan rongga cetak yang berbentuk spiral. Meskipun hasil
pengukuran dengan metoda diatas dipengaruhi oleh sifat-sifat
cetakan, namun pengukuran tersebut sangat praktis, karena
langsung menggambarkan bagaimana mampu alir logam cair dalam
rongga cetak dengan bahan cetakan sebenarnya. Harga fluiditasnya
dinyatakan dengan panjang (dalam mm) spiral yang terisi logam.
Atas dasar hal ini, fluiditas juga dikenal dengan istilah Fluid
life.
4.Logam-logam dalam pengecoran
Besi cor

o Paduan besi yang mengandung C >: 1,7 % dan 1-3 %Si. Unsur
lain dapat ditambahkan dengan maksud untuk meningkatkan
sifat-sifat seperti kekuatan, kekerasan atau ketahanan
korosi. Unsur yang umumnya ditambahkan yaitu Cr, Cu, Mo dan
Ni.
o Besi cor memiliki selang temperature cair yang relaitf lebih
rendah daripada baja dan relatif lebih “encer” ketika cair.
o Sifat mekanik besi cor tergantung pada jenis struktur
mikronya yaitu bentuk dna distribusi elemen-elemen
penyusunnya. Salah satu elemen yang memiliki pengaruh yang
berarti adalah grafit. Jumlah ,ukuran dan bentuk grafit
mempengaruhi kekuatan dan keuletan besi cor. Selain grafit,
matriks juga ikut mempengaruhi sifat mekaniknya. Matris besi
cor sama dengan yang terdapat pada baja, yaitu feritik,
perlitik, feritik+perlitik dan martensitik. Matriks yang
terjadi tergantung pada :
Komposisi kimia
Laju pendinginan, dan
Proses perlakuan panas
Ada lima jenis besi cor :
Besi cor kelabu (grey cast iron)
Besi cor malleable (malleable cast iron)

Besi cor putih (white cast iron)
Besi cor nodular (nodular/ductile cast iron)
Compacted graphite cast iron (memiliki struktur mikro
antara besi cor
Kelabu dan besi cor nodular).
Sifat mekanik :
= 45 -75 ksi (kekuatan tarik)
= 35 – 60 ksi (kekuatan luluh)
e = 1 – 6% (perpanjangan)
Sifat matriks dan karakter grafit diperoleh dari kesetimbangan
Komposisi kimia
Derajat inokulasi
Laju pembekuan
Pengaturan laju pendinginan
Untuk mendapatkan sifat yang diinginkan, biasanya pada besi cor
diterapkan perlakuan panas karena dari kondisi hasil pengecoran

(as-cast) tidak diperoleh sifat yang diinginkan. Proses perlakuan
panas yang umum diterapkan :
Annealing
Austenitizing dan Quenching
Tempering
Besi Cor Putih
Besi cor putih terbentuk ketika unsur karbon (C) tidak
mengendap sebagai grafit selama proses pembekuan, akan
tetapi tetap berkaitan dengan unsur besi (Fe), krom
(Cr) atau molibden (Mo) membentuk karbida.
Besi cor putih bersifat keras dan getas dan memiliki
tampilan patahn seperti kristal berwarna putih.
Besi Cor Kelabu
Besi cor kelabu merupakan paduan dari unsur-unsur besi
(Fe), karbon © dan silicon (Si) yang mengandung “
karbon tak berkaitan” dalam bentuk grafit. Nama besi cor
kelabu didapat dari tampilan patahan berwarna kelabu.
Besi cor kelabu untuk keperluan otomotif dan
konstruksi umum lainnya dibagi menjadi 10 kelas/garde
yang didasarkan pada kekuatan tarik minimumnya.

Kekuatan, kekerasan dan struktur mikro dari besi cor
kelabu dipengaruhi oleh beberapa factor seperti
komposisi kimia, desain, cetakan, karakteristik
cetakan dan laju pendinginan selama dan setelah
pembekuan.
Unsur Cu, Cr, Mo dan Ni seringkali ditambahkan untuk
mengatur struktur mikro matriks dan pembentukan
grafit. Selain itu bertujuan untuk meningkatkan
ketahanan korosi besi cor kelabu pada beberapa media.
Besi cor kelabu dapat dikeraskan dengan proses
quenching dan temperature sekitar 1600˚F (menjadi
getas). Kombinasi dengan proses temper akan

meningkatakan ketangguhan dan menurunkan
kekerasannya.
Besi Cor Malleable
Besi cor ini dihasilkan dari proses perlakuan panas besi cor
putih yang memiliki komposisi tertentu.
Proses terbentuknya beis cor putih akibat :
Rendahnya kandungan karbon dan silikon
Adanya unsur-unsur pembentuk karbida seperti Cr,
Mo dan V
Laju pendinginan dan pembekuan yang tinggi
Pada proses pembuatan besi cor malleable, besi cor putih
dipanaskan hingga temperatur diatas temperatur eutectoid (1700oF) kemudian
ditahan hingga beberapa jam dan didinginkan dalam tungku. Proses
tersebut menyebabkan unsure karbon terlarut dalam austenit,
mengendap dan membentuk grafit bulat tak beraturan
(irregular nodules of graphite) yang disebut korbon temper.
Proses ini akan menghasilkan besi cor malleable dengan
matriks ferit.
Besi Cor Nodular
Besi cor nodular memiliki komposisi unsure yang sama dengan
besi cor kelabu. Unsure tersebut yaitu karbon dan silikon.

Perbedaan besi cor nodular dan kelabu terletak pada bentuk
grafit (untuk menghasilkan bentuk grafit yang berbeda,
digunakan proses yang berbeda pula)
Pembulatan grafit dicapai karena ditambahkan unsure
Magnesium (Mg) dan Cerium (Ce).
Baja (Baja Cor)
Salah satu jenis baja adalah baja karbon yaitu paduan besi-
karbon yang mengandung unsure karbon kurang dari 1,7 %
(beberapa literature menyebutkan kandungan karbon maksimum
2.0 %). Sebagai tambahan selain karbon, baja cor mengandung
- Silikon (Si) : 0.20 – 0,70 %
- Mangan (Mn) : 0,50 – 1,00 %
- Fosfor (P) : <>
- Sulfur (S) : <>
Struktur mikro baja cor yang memiliki kandungan karbon
kurang dari 0,8 % (baja hypoeutektoid) terdiri dari FERIT
dan PERLIT. Kadar karbon yang lebih tinggi menambah jumlah
perlit.
Ø Struktur mikro baja cor yang memiliki kandungan karbon lebih
dari 0,8 % (baja hipereutektoid) terdiri dari SEMENTIT

(Fe3C) dan PERLIT. Kadar karbon yang lebih tinggi menambah
jumlah sementit.
Ø Baja cor dengan kadar C=0,20 % diatas diperoleh dari
pendinginan didalam tungku dari temperatur 950oC setelah
pengecoran. Bagian yang hitam adalah PERLIT dan yang putih
adalah FERIT. Sedangkan baja cor dengan kadar C=0,8 %
didinginkan dalam tungku 900oC struktur yang terlihat jelas
yaitu PERLIT.
5. Proses Peleburan Logam
Peleburan logam merupakan aspek terpenting dalam operasi-
operasi pengecoran karena berpengaruh langsung pada kualitas
produk cor. Pada proses peleburan, mula-mula muatan yang terdiri
dari logam, unsur-unsur paduan dan material lainnya seperti fluks
dan unsur pembentuk terak dimasukkan kedalam tungku. Fluks adalah
senyawa inorganic yang dapat “membersihkan” logam cair dengan
menghilangkan gas-gas yang ikut terlarut dan juga unsur-unsur
pengotor (impurities). Fluks memiliki beberpa kegunaan yang
tergantung pada logam yang dicairkan, seperti pada paduan
alumunium terdapat cover fluxes (yang menghalangi oksidasi

dipermukaan alumunium cair),. Cleaning fluxes, drossing fluxes,
refining fluxes, dan wall cleaning fluxes
Tungku-tungku peleburan yang biasa digunakan dalam industri
pengecoran logam adalah tungku busur listrik, tungku induksi,
tungku krusibel, dan tungku kupola. Karakteristik masing-masing
tungku peleburan adalah :
1. Tungku busur listrik
o laju peleburan tinggi laju produksi tinggi
o polusi lebih rendah dibandingkan tungku-tungku lain
o memiliki kemampuan menahan logam cair pada temperatur
tertentu untuk jangka waktu lama untuk tujuan pemaduan
1. Tungku induksi
o Khususnya digunakan pada industri pengecoran kecil
o Mampu mengatur komposisi kimia pada skala peleburan kecil
o Terdapat dua jenis tungku yaitu Coreless (frekuensi tinggi)
dan core atau channel (frekuensi rendah, sekitar 60 Hz)

o Biasanya digunakan pada industri pengecoran logam-logam non-
ferro
o Secara khusus dapat digunakan untuk keperluan superheating
(memanaskan logam cair diatas temperatur cair normal untuk
memperbaiki mampu alir), penahanan temperatur (menjaga logam
cair pada temperatur konstan untuk jangka waktu lama,
sehingga sangat cocok untuk aplikasi proses die-casting),
dan duplexing/tungku parallel (menggunakan dua tungku
seperti pada operasi pencairan logam dalam satu tungku dan
memindahkannya ke tungku lain)
1. Tungku krusibel
o Telah digunakan secara luas disepanjang sejarah peleburan
logam. Proses pemanasan dibantu oleh pemakaian berbagai
jenis bahan bakar.

o Tungku ini bias dalam keadaan diam, dimiringkan atau juga
dapat dipindah-pindahkan
o Dapat diaplikasikan pada logam-logam ferro dan non-ferro
2. Tungku kupola
o Tungku ini terdiri dari suatu saluran/bejana baja vertical
yang didalamnya terdapat susunan bata tahan api
o Muatan terdiri dari susunan atau lapisan logam, kokas dan
fluks
o Kupola dapat beroperasi secara kontinu, menghasilkan logam
cair dalam jumlah besar dan laju peleburan tinggi
Muatan Kupola
1. Besi kasar (20 % - 30 %)
2. Skrap baja (30 % - 40 %)

Kadar karbon dan siliko yang rendah adalah menguntungkan
untuk mendapat coran dengan prosentase Carbon dan Si yang
terbatas. Untuk besi cor kekuatan tinggi ditambahkan
dalam jumlah yang banyak.
3. Skrap balik
Yang dimaksud skrap balik adalah coran yang cacat, bekas
penambah, saluran turun, saluran masuk atau skrap balik
yang dibeli dari pabrik pengecoran.
4. Paduan besi
Paduan besi seperti Fe-Si, Fe-Mn ditambahkan untuk
mengatur komposisi. Prosentase karbon berkurang karena
oksidasi logam cair dalam cerobong dan pengarbonan yang
disebabkan oleh reaksi antar logam cair dengan kokas.
Prosentase karbon terutama diatur oleh perbandingan besi
kasar dan skrap baja. Tambahan harus dimasukkan dalam
perhitungan untuk mengimbangi kehilangan pada saat
peleburan. Penambahan dimasukkan 10 sampai 20 % untuk Si
dan 15 sampai 30 % untuk Mn.
Prosentase steel bertambah karena pengambilan steel dari
kokas. Peningkatan kadar belerang (steel) yang
diperbolehkan biasanya 0,1 %
Metalurgi Proses Pengecoran

Pembekuan ingot dan Coran
Dari Pembekuan ingot dihasilkan 3 daerah dengan karakteristik
yang berbeda. Daerah-daerah tersebut adalah :
1. Chill Zone
Selama proses penuangan logam cair kedalam cetakan, logam
cair yang berkontak langsung dengan dinding cetakan akan
mengalami pendinginan yang cepat dibawah temperatur likuidusnya.
Akibatnya pada dinding cetakan tersebut timbul banyak inti padat
dan selanjutnya tumbuh kearah cairan logam. Bila temperatur
penuangannya rendah, seluruh bagian logam cair akan membeku
secara cepat dibawah temperatur likuidus. Disisi lain bila
temperatur penuangan tinggi, cairan logam yang berada ditengah-
tengah ingot akan tetap berada diatas temperatur likuidus untuk
jangka waktu lama.

2. Columnar zone
Sesaat setelah penuangan, gradien temperatur pada dinding
cetakan menurun dan kristal pada daerah chill tumbuh memanjang
dalam arah kristal tertentu. Kristal-kristal tersebut tumbuh
memanjang berlawanan dengan arah perpindahan panas (panas
bergerak dari cairan logam kea rah dinding cetakan yang
bertemperatur lebih rendah) yang disebut dengan dendrit. Setiap
kristal dendrit mengandung banyak lengan-lengan dendrit (primary
dendrit). Jika Fraksi volum padatan (dendrite) meningkat dengan
meningkatnya panjang dendrit dan jika struktur yang terbentuk
berfasa tunggal, maka lengan-lenagn dendrti sekunder dan tertier
akan timbul dari lengan dendrit primer. Daerah yang terbentuk
antara ujung dendrit dan ttitik dimana sisa cairan terakhir akan
membeku disebut sebagai mushy zone atau pasty zone.

3. Equiaxed zone
Daerah ini terdiri dari butir-butir equiaxial yang tumbuh
secara acak ditengah-tengah ingot. Pada daerah ini perbedaan
temperatur yang ada tidak menyebabkan terjadinya pertumbuhan
butir memanjang.
Pengaruh Penyusutan
Kebanyakan logam akan menyusut selama proses pembekuan
dan ini mengakibatkan perubahan struktur ingot. Paduan-paduan
dengan selang pembekuan (daerah antara temperatur liquidus dan
solidus ) yang sempit menghasilkan mushy zone yang sempit pula dan
pada bagian permukaan atas ingot terdapat sisa cairan logam yang
lama kelamaan akan berkurang hingga pembekuan berakhir dan pada
ingot mengandung rongga cukup dalam pada bagian tengah atau
disebut pipe.

Pada paduan-paduan dengan selang temperatur pembekuan lebar,
mushy zone dapat menempati seluruh bagian ingot sehingga tidak
terbentuk pipe.
Segregasi pada Ingot dan Coran
Pada struktur pembekuan terdapat dua jenis segregasi
yaitu segregasi makro (perubahan komposisi pada tiap bagian
spesimen) dan segregasi mikro (seperti yang terjadi antara lengan
dendrit sekunder). Ada empat faktor yang menyebabkan timbulnya
segregasi makro, yaitu :
1. Penyusutan karena pembekuan dan kontraksi panas
2. Perbedaan kerapatan antardendritik cairan logam
3. Perbedaan kerapatan antara padatan dan cairan
4. Temperatur yang menyebabkan perbedaan kerapatan dalam cairan
Segregasi dalam pembekuan logam tidak diinginkan karena
memberikan pengaruh buruk pada sifat mekanik. Untuk segregasi
mikro, pengaruhnya dapat dikurangi dengan proses perlakuan panas
(homogenisasi).
Pemeriksaan Produk Cor
Tujuan :
1. Pemeriksaan rupa
a. Pemeriksaan rupa/fisik

b. Pemeriksaan dimensi (menggunakan jangka sorong,
micrometer, jig pemeriksa dan alat ukur lainnya)
2. Pemeriksaan cacat dalam (pemeriksaan tidak merusak, NDT)
a. Pemeriksaan ketukan
b. Pemeriksaan penetrasi (dye-penetrant)
c. Pemeriksaan magnafluks (magnetic-particle)
d. Pemeriksaan supersonic (ultrasonic)
e. Pemeriksaan radiografi (radiografi)
3. Pemeriksaan material
a. Pengujian kekerasan (menggunakan metoda Brinell,
Rockwell, Vickers dan Shore)
b. Pengujian tarik
c. Pengujian analisa kimia (spektrometri,EDS)
d. Pengujian struktur mikrodan struktur makro
4. Pemeriksaan dengan merusak
Cacat-cacat Coran
Komisi pengecoran international telah membuat penggolongan cacat-
cacat coran dan dibagi menjadi 9 kelas, yaitu :
1. Ekor tikus tak menentukan atau kekerasan yang meluas
2. Lubang-lubang
3. Retakan

4. Permukaan kasar
5. Salah alir
6. Kesalahan ukuran
7. Inklusi dan struktur tak seragam
8. Deformasi
9. Cacat-cacat tak nampak
Proses Pembuatan Besi Kasar
Pada umumnya logam-logam yang dihasilkan dari dalam
tambang masih dalam bentuk batu-batuan dan biasanya terdapat
dalam keadaan terikat dengan unsur-unsur lain. Untuk dapat
digunakan sebagai bahan dasar pembuatan barang-barang jadi atau
setengah jadi maka terlebih dahulu logam-logam tersebut mendapat
beberapa pengerjaan.
Tanur tinggi

Tanur tinggi digunakan untuk mengolah logam-logam tambang
(bijih besi), kokas, batu kapur untuk dijadikan besi kasar. Besi
kasar yang dihasilkan ini nantinya masih perlu diolah kembali
didalam tungku-tungku baja untuk dijadikan baja atau besi
cor.Tanur tinggi mempunyai tinggi 30 m dan diameter terbesar
9 m. bagian luar terbuat dari pelat-pelat baja dan bagian
dalamnya dilapisi bata tahan api.
Tungku ini dibagi menjadi bagian utama yaitu :
a. Bagian atas (puncak)
Bahan-bahan seperti kokas, bijih besi dan bahan tambahan
(kapur) dimasukkan melalui bagian ini. Pada bagian ini juga
dilengkapi dengan lubang-lubang untuk melakukan udara.
b. Bagian tengah
Bagian tengah ini memiliki bangun berbentuk kerucut yang
makin kebawah makin besar. Fungsinya dibuat demikian
adalah :
- Bahan-bahan mudah bergeser kebawah
- Gas CO dapat mencapai setiap tempat dekat dinding
Bagian dalam tungku dilapisi dengan bata tahan api.
c. Bagian bawah

Bagian ini mempunyai bangun berbentuk kerucut yang makin
kebawah semakin mengecil dan gunanya dibuat demikian
adalah :
- Cairan mudah dikumpulkan pada tungku
- Isi tungku makin lama makin mengecil
Bagian dalamnya terbuat dari bata tahan api kualitas tinggi
karena dinding bagian ini harus tahan terhadap temperatur
tinggi ( 3000 oF) dan tahan terhadap reaksi kimia seperti
tahan terhadap asam-asam, terutama bila bijih besinya
mengandung fosfor.
d. Bagian Tungku
Bagian ini berbentuk silinder yang merupakan tabung persegi
empat. Pada bagian dalamnnya dipasang bata tahan api
kualitas tinggi dan memiliki ketebalan 1m. Dibuat tebal
dan menggunakan bata tahan api karena :
- Dapat tahan terhadap proses kimia
- Dapat tahan terhadap tekanan logam cair dan terak cair
- Dapat tahan terhadap temperatur tinggi
Diantara pasangan-pasangan bata tahan api, dipasang pipa-
pipa saluran yang dialiri air pendingin dan pada bagian atas
tabung dipasang pipa-pipa yang digunakan untuk menyalurkan

udara panas. Pada bagian dinding tungku dipasangi lubang
laluan logam cair dan terak cair.
Bahan-bahan dalam Proses Tanur Tinggi
1. Biji besi
Besi didapat dengan mengambil dari biji besi yang umumnya
berbentuk oksida dari alam dan besi murni hanya didapat dalam
jumlah yang kecil. Pemisahan unsur besi dari biji besi
dilakukan dalam sebuah tungku yang dinamai dengan SMELTING
(proses reduksi). Adapun biji besi tersebut ditemukan dalam
bentuk sebagai berikut :
a. Berbentuk batu
Hematit (Fe2O3, batu besi merah) mengandung unsur besi
antara 45 %-65 % dan sedikit mengandung fosfor.
Magenetit (Fe3O4) mengandung unsur besi antara 40 % - 70 %
dan hampir tidak mengandung fosfor, berwarna hijau tua
mendekati warna hitam dan mempunyai sifat magnet yang kuat.
Fe2O3H2O, mengandung unsur besi 25 % - 50 % air dan fosfor
b. Berbentuk pasir
Pasir besi (TiO2) mengandung oksida besi = 70 % yang
bercampur dengan oksida titan (Ti2O2) antara 9 % - 11 %
c. Berbutir halus

Sperosiderit mengandung unsur besi 40 % bercampur dengan
tanah liat.
2. Batu Kapur
Biji besi hasli proses reduksi belum dapat diaktakan bersih
secara keseluruhan dan masih terdapat kotoran-kotoran. Untuk
menghilangkan kotoran-kotoran tersebut maka pada saat diproses
dalam tanur tinggi ditambahkan batu kapur (CaO atau dolomite,
CaCO3) sehingga akan membentuk terak
3. Bahan Bakar
Bahan bakar yang digunakan dalam proses tanur tinggi adalah
kokas dan arang kayu
Arang kayu
Keuntungan mengunakan arang kayu adalah karena bersih, tidak
mengandung P dan S. Sedangkan kerugiannya adalah :
Nilai kalornya rendah kira-kira 400 Cal/Kg
Tidak keras, mudah pecah dan berpori-pori
Jumlahnya terbatas
Hanya dapat digunakan untuk tanur tinggi yang memiliki
tinggi 17-20m
Kokas

Didapat dari pembakaran tidak sempurna batu bara. Keuntungan
menggunakan kokas sebagai bahan bakar adalah :
Nilai kalornya tinggi sekitar 8000 Cal/Kg
Keras, besar-besar dan berpori-pori
Mempunyai kadar karbon yang tinggi
Sewaktu pembuatan kokas terdapat hasil tambahan seperti
gas, ter, dll.
Kekurangan bahan bakar kokas yaitu mengandung belerang (S) dan
ini sangat buruk pengaruhnya terhadap pembuatan baja atau besi
cor.
Anthrosit
Keuntungan menggunakan bahan bakar jenis ini adalah :
Nilai karbonnya tinggi sekitar 8000 Cal/Kg
Cukup keras dan besar-besar
Tidak mengandung gas
Kekurangan bahan bakar anthrosit adalah tidak berpori dan
hanya sedikit terdapat di dunia
4. Udara panas

Udara panas digunakan untuk membantu pembakaran (CO2) dan
pembentukan gas CO sebagai gas untuk reduksi biji besi. Untuk
mereduksi bijih besi diperlukan udara panas yang banyak dan
udara panas yang digunakan mempunyai temperatur 900OC. Untuk
mendapat udara panas dengan temperatur yang tinggi adalah
dengan memanaskan udara dingin di tungku pemanas yang
dinamakan tungku COWPER. Udara dingin yang dimasukkan
didatangkan dari kompresor torak.
Keuntungan menggunakan udara panas dalam proses tanur tinggi
adalah untuk menghemat bahan bakar untuk mempercepat proses
reduksi atau pencairan biji besi.