
Biaxial deformation behavior and mechanical properties of a polypropylene/clay nanocomposite
9
Biaxial deformation behavior and mechanical properties of a polypropylene/clay nanocomposite Rund Abu-Zurayk * , Eileen Harkin-Jones, Tony McNally, Gary Menary, Peter Martin, Cecil Armstrong School of Mechanical and Aerospace Engineering, Queen’s University Belfast, Belfast BT9 5AH, UK article info Article history: Received 16 December 2008 Received in revised form 6 March 2009 Accepted 15 March 2009 Available online 27 March 2009 Keywords: B. Delamination B. Stress–strain curve D. XRD D. TEM D. DSC abstract Polymer nanocomposites offer the potential of enhanced properties such as increased modulus and bar- rier properties to the end user. Much work has been carried out on the effects of extrusion conditions on melt processed nanocomposites but very little research has been conducted on the use of polymer nano- composites in semi-solid forming processes such as thermoforming and injection blow molding. These processes are used to make much of today’s packaging, and any improvements in performance such as possible lightweighting due to increased modulus would bring significant benefits both economically and environmentally. The work described here looks at the biaxial deformation of polypropylene–clay nanocomposites under industrial forming conditions in order to determine if the presence of clay affects processability, structure and mechanical properties of the stretched material. Melt compounded polypro- pylene/clay composites in sheet form were biaxially stretched at a variety of processing conditions to examine the effect of high temperature, high strain and high strain rate processing on sheet structure and properties. A biaxial test rig was used to carry out the testing which imposed conditions on the sheet that are rep- resentative of those applied in injection blow molding and thermoforming. Results show that the pres- ence of clay increases the yield stress relative to the unfilled material at typical processing temperatures and that the sensitivity of the yield stress to temperature is greater for the filled material. The stretching process is found to have a significant effect on the delamination and alignment of clay par- ticles (as observed by TEM) and on yield stress and elongation at break of the stretched sheet. Ó 2009 Elsevier Ltd. All rights reserved. 1. Introduction Polymer–clay nanocomposites which are known also as poly- mer-layered silicate nanocomposites are polymer matrices con- taining clay particles that have sizes of the order of a few nanometers thick and several hundred nanometers long. Nano- composites provide significant improvement in materials proper- ties when compared to unfilled polymer or conventional composites. Such improvements include enhancement in the mod- ulus, strength, and heat resistance, and decrease in gas permeabil- ity and flammability [1]. The first major success with nanocomposites was when the Toyota Company produced nylon 6/clay nanocomposite with significant improvements in moduli and strength [2]. The most commonly used layered silicates are montmorillonite, hectorite, and saponite. Montmorillonite is a 2:1 phyllosilicate; its crystalline structure consists of an octahedral sheet of alumina or magnesia that is surrounded by two tetrahe- dral sheets of silica. The thickness of each individual layer is about 1 nm and its width is around 500 nm. The montmorillonite cost is low and it has a great potential specific area (700 m 2 /g), a high as- pect ratio (1 0 0), and good swelling properties. It can greatly en- hance thermal stability and mechanical and barrier properties when dispersed in a polymer matrix, at very low loading [3]. The clay layers can be either intercalated or exfoliated in the polymer matrix; in the intercalated nanocomposites, a monolayer of ex- tended polymer chain is inserted in between the clay gallery pro- ducing an ordered stacks with fixed interlayer spacing, while the exfoliated nanocomposites is formed when the individual clay lay- ers are randomly dispersed in the polymer matrix [2]. In order to obtain good interaction between clay tactoids and polymer chains, the hydrophilic clay in most cases needs to be modified before introduction to polymer matrices which are organophilic. This modification is generally achieved by ion exchange reactions of organophilic cations for sodium ions which produce organophilic clays [4]. Many studies have been made on polypropylene/clay nanocomposites showing the effect of addition of clay to the poly- mer matrix on the clay layers spacing (intercalation/exfoliation) and consequently the effect of the clay intercalation/exfoliation on the mechanical properties of the polymer matrix. Using XRD and TEM analysis some of those studies found that there was some intercalation and partial exfoliation in the clay particles which was 0266-3538/$ - see front matter Ó 2009 Elsevier Ltd. All rights reserved. doi:10.1016/j.compscitech.2009.03.014 * Corresponding author. Tel.: +44 (0)28 90975523; fax: +44 (0)28 90661729. E-mail address: [email protected] (R. Abu-Zurayk). Composites Science and Technology 69 (2009) 1644–1652 Contents lists available at ScienceDirect Composites Science and Technology journal homepage: www.elsevier.com/locate/compscitech
Transcript of Biaxial deformation behavior and mechanical properties of a polypropylene/clay nanocomposite

Composites Science and Technology 69 (2009) 1644–1652
Contents lists available at ScienceDirect
Composites Science and Technology
journal homepage: www.elsevier .com/ locate /compsci tech
Biaxial deformation behavior and mechanical propertiesof a polypropylene/clay nanocomposite
Rund Abu-Zurayk *, Eileen Harkin-Jones, Tony McNally, Gary Menary, Peter Martin, Cecil ArmstrongSchool of Mechanical and Aerospace Engineering, Queen’s University Belfast, Belfast BT9 5AH, UK
a r t i c l e i n f o a b s t r a c t
Article history:Received 16 December 2008Received in revised form 6 March 2009Accepted 15 March 2009Available online 27 March 2009
Keywords:B. DelaminationB. Stress–strain curveD. XRDD. TEMD. DSC
0266-3538/$ - see front matter � 2009 Elsevier Ltd. Adoi:10.1016/j.compscitech.2009.03.014
* Corresponding author. Tel.: +44 (0)28 90975523;E-mail address: [email protected] (R. Abu-
Polymer nanocomposites offer the potential of enhanced properties such as increased modulus and bar-rier properties to the end user. Much work has been carried out on the effects of extrusion conditions onmelt processed nanocomposites but very little research has been conducted on the use of polymer nano-composites in semi-solid forming processes such as thermoforming and injection blow molding. Theseprocesses are used to make much of today’s packaging, and any improvements in performance such aspossible lightweighting due to increased modulus would bring significant benefits both economicallyand environmentally. The work described here looks at the biaxial deformation of polypropylene–claynanocomposites under industrial forming conditions in order to determine if the presence of clay affectsprocessability, structure and mechanical properties of the stretched material. Melt compounded polypro-pylene/clay composites in sheet form were biaxially stretched at a variety of processing conditions toexamine the effect of high temperature, high strain and high strain rate processing on sheet structureand properties.
A biaxial test rig was used to carry out the testing which imposed conditions on the sheet that are rep-resentative of those applied in injection blow molding and thermoforming. Results show that the pres-ence of clay increases the yield stress relative to the unfilled material at typical processingtemperatures and that the sensitivity of the yield stress to temperature is greater for the filled material.The stretching process is found to have a significant effect on the delamination and alignment of clay par-ticles (as observed by TEM) and on yield stress and elongation at break of the stretched sheet.
� 2009 Elsevier Ltd. All rights reserved.
1. Introduction
Polymer–clay nanocomposites which are known also as poly-mer-layered silicate nanocomposites are polymer matrices con-taining clay particles that have sizes of the order of a fewnanometers thick and several hundred nanometers long. Nano-composites provide significant improvement in materials proper-ties when compared to unfilled polymer or conventionalcomposites. Such improvements include enhancement in the mod-ulus, strength, and heat resistance, and decrease in gas permeabil-ity and flammability [1]. The first major success withnanocomposites was when the Toyota Company produced nylon6/clay nanocomposite with significant improvements in moduliand strength [2]. The most commonly used layered silicates aremontmorillonite, hectorite, and saponite. Montmorillonite is a2:1 phyllosilicate; its crystalline structure consists of an octahedralsheet of alumina or magnesia that is surrounded by two tetrahe-dral sheets of silica. The thickness of each individual layer is about1 nm and its width is around 500 nm. The montmorillonite cost is
ll rights reserved.
fax: +44 (0)28 90661729.Zurayk).
low and it has a great potential specific area (700 m2/g), a high as-pect ratio (1 0 0), and good swelling properties. It can greatly en-hance thermal stability and mechanical and barrier propertieswhen dispersed in a polymer matrix, at very low loading [3]. Theclay layers can be either intercalated or exfoliated in the polymermatrix; in the intercalated nanocomposites, a monolayer of ex-tended polymer chain is inserted in between the clay gallery pro-ducing an ordered stacks with fixed interlayer spacing, while theexfoliated nanocomposites is formed when the individual clay lay-ers are randomly dispersed in the polymer matrix [2]. In order toobtain good interaction between clay tactoids and polymer chains,the hydrophilic clay in most cases needs to be modified beforeintroduction to polymer matrices which are organophilic. Thismodification is generally achieved by ion exchange reactions oforganophilic cations for sodium ions which produce organophilicclays [4]. Many studies have been made on polypropylene/claynanocomposites showing the effect of addition of clay to the poly-mer matrix on the clay layers spacing (intercalation/exfoliation)and consequently the effect of the clay intercalation/exfoliationon the mechanical properties of the polymer matrix. Using XRDand TEM analysis some of those studies found that there was someintercalation and partial exfoliation in the clay particles which was

R. Abu-Zurayk et al. / Composites Science and Technology 69 (2009) 1644–1652 1645
accompanied by improvement in mechanical properties [5,6], oth-ers proved complete exfoliation [7]. One of these studies found thatthe tensile modulus was improved by addition of clay; howeverthe yield stress, yield strain and stress at break were all decreaseddue to brittleness and lack of interfacial attraction [8]. On the otherhand, another study showed that improvement of exfoliation hadimproved the yield and break stress due to absence of tactoids[9]. To date, much work has been done on melt extrusion of nano-composites but very little work has been done on the effects of postextrusion processing on structure and properties of the compos-ites. This is particularly true of processing in the semi-solid statesuch as that in thermoforming and injection blow molding. Somework has been carried out on the extensional flow behavior of mol-ten nanocomposites and in these papers there is disagreementabout the effect of the clay on elongational behavior with someauthors reporting strain hardening increasing with clay incorpora-tion [10,11] while others report strain softening behavior [12,13]. Afurther study, in which the solid state elongational behavior of highdensity polyethylene and its structure–properties were examined,concluded that the stretching process caused significant exfoliationof the clay. These observations were based on an increase inmechanical properties, absence of clay peaks in XRD analysis andSEM images [14]. The reliance on XRD data and the lack of TEMimages to support these observations can lead to erroneous conclu-sions being drawn regarding the state of exfoliation in a polymer–clay composite as will be seen from the work presented in the cur-rent paper. A more relevant paper has been published on the semi-solid deformation of a PET–clay nanocomposite [15]. In this workspherical or fractal aggregated silica particles were added to PETduring in situ polymerization. The as-made composite displayedexcellent dispersion of particles. When this material was theninjection molded some agglomeration of particles occurred dueto the shear field imposed during the process. The injection moldedamorphous performs were then biaxially stretched just above Tg
which resulted in an improved state of dispersion again. The orien-tation of crystalline lamellae was found to be significantly influ-enced by the biaxial stretching as well as by the particle shapebut no reference was made to corresponding mechanical or barrierproperties. Given the lack of research in the area of semi-solidelongational deformation of polymer nanocomposites and in par-ticular for melt processed polypropylene–clay composites, it isthe aim of this study to investigate how biaxial deformation, whichforms the basis of injection blow molding and thermoforming, af-fects the processability and properties of polypropylene–claynanocomposites.
2. Materials and methods
2.1. Materials
The polypropylene (PP) used in this study was a 6.0 Melt Indexhomopolymer supplied by Total Petrochemicals (Grade Name PPH5042). Cloisite 15A was supplied by Southern Clay Products. Thisclay is treated with dimethyl dehydrogenated tallow ammoniumions and has an interlayer spacing of 3.15 nm. The compatibilizerused was Fusabond� P M613-05, a maleic anhydride modifiedpolypropylene (MA-g-PP) supplied by DuPont. It has a melt flowindex of 49 g/10 min and a melting point of 162 �C.
2.2. Compounding
The PP and MA-g-PP pellets were cryogenically ground into apowder using a Pallmann PKM 600 Grinder. The ground materialsand the clay were mixed and compounded into pellet form in a Dr.Collin twin screw extruder ZK 25 with 30:1 length to diameter ra-
tio (L/D) and a screw diameter of 25 mm at the following condi-tions: temperatures from zones 1 to 6 were: 195, 195, 200, 210,210, and 210 �C, respectively. Screw speed was 100 rpm. The for-mulations produced were (1) PP: polypropylene (97 wt%) andMA-g-PP (3 wt%) and (2) PPNC5: polypropylene (92 wt%), MA-g-PP (3 wt%), and clay (5 wt%).
In order to produce sheet material for biaxial stretching, 1 mmthick compression molded plaques were produced using a Dr. Col-lin P200P platen press at the following conditions: Platen pressureincreased linearly from 0 to 150 � 105 Pa at 190 �C for period of5 min followed by 4 min at 90 �C and 150 � 105 Pa.
2.3. Biaxial stretching
Biaxial stretching was conducted using the Queen’s BiaxialStretcher (QBS), which was developed in order to duplicate thedeformation behavior of polymeric materials in thermoformingand blow molding under controllable conditions (deformationtemperature, deformation rate and deformation mode). A detaileddescription of the machine is contained in a study made by Martinet al. [16]. Parameters used in this study were as follows.
Sheet stretching temperature: 145 �C and 150 �C, stretching ra-tio: 1.5, 2.5, 3.0, and 3.5, strain rate: 8 and 16 s�1, stretching mode:equal biaxial stretching mode. Compression molded sheets ofdimensions 76 mm � 76 mm � 1 mm were biaxially stretched,and each test was repeated twice. The thicknesses of the sheetsafter stretching are 0.44 mm, 0.16 mm, 0.11 mm, and 0.08 mmfor SRs 1.5, 2.5, 3.0, and 3.5, respectively. The stretching resultsin term of time, x-axis displacement and force, and y-axis displace-ment and force are recorded in an excel file by LABVIEW data-log-ging package. The true stress (rT) and the normal strain (en) werecalculated using Eqs. (1) and (2):
rT ¼6Fk
Að1Þ
en ¼DLL0
ð2Þ
where F is the force recorded by the machine load cell in one grip-per (N), the machine contain seven grippers in each direction, so thetotal force in one direction is multiplied by (5 + 0.5 + 0.5) which arethe five middle grippers and half of each of those on the edges; k,stretching ratio established (k = 1 + en); A, original sample cross-sec-tion area (mm2); DL, sample elongation (mm); and L0 is the originalsample length (mm).
2.4. XRD
A Philips X’Pert type PW3040 was used to determine the d-spacing between the clay platelets in the materials. The X-raybeam was Cu Ka1 (k = 1.5418 Å). Data were collected from 1 to12�. Samples of 2 cm diameter were tested for each sheet, whichwas rotated during the test so that an average plot is producedfor each sheet. d-Spacing was calculated according to Bragg’s law.
2.5. TEM
A Philips TEM microscope at a magnification of 28,500 was usedto view the structure of microtomed samples (between 60 and90 nm thickness). Due to the low thickness of the stretched sheet,these samples were sandwiched between two thick supportingplastic plates prior to cutting. A number of images (around 150images for unstretched sheet, and 50 images for each of thestretched sheets) were taken, which showed that the clay tactoidshad a homogeneous distribution, and the cutting direction had noeffect on the distribution.

1646 R. Abu-Zurayk et al. / Composites Science and Technology 69 (2009) 1644–1652
2.6. DSC
A Perkin Elmer Differential Scanning Calorimetry (DSC) wasused to measure the percentage crystallinity of the materials. Sam-ples ranging between 6 and 10 mg were heated from 20 �C to220 �C at a heating rate of 10 �C/min, held at 220 �C for 2 min, thencooled from 220 �C to 20 �C at a cooling rate of 10 �C/min. Enthalpyof fusion of 100% crystalline PP (DHf) was taken as 148 J/g [17].
0
1
2
3
4
5
6
7
8
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.Nominal Stra
True
Str
ess
(N/m
m2)
Fig. 1. Biaxial stretching –
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
5
5.5
6
6.5
7
7.5
8
8.5
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0Nominal St
True
Str
ess
(N/m
m2)
Fig. 2. Biaxial stretching – effec
Samples were cut from the middle of each sheet. Three sampleswere tested for each sheet, and an average result was taken.
2.7. Tensile testing
Tensile properties were determined using an Instron 5564 Uni-versal tester with extensometer. The specimens were prepared bycutting samples from the middle of sheets. A 2 kN load cell was
8 0.9 1 1.1 1.2 1.3 1.4 1.5 1.6in (mm/mm)
PPNC5-T145-SR2.5-sr8/sPPNC5-T145-SR2.5-sr16/sPP-T145-SR2.5-sr16/s
effect of strain rate.
.8 0.9 1 1.1 1.2 1.3 1.4 1.5 1.6rain (mm/mm)
PPNC5-sr16-SR2.5-T150PPNC5-sr16-SR2.5-T145PP-sr16-SR2.5-T150PP-sr16-SR2.5-T145
t of stretching temperature.
R. Abu-Zurayk et al. / Composites Science and Technology 69 (2009) 1644–1652 1647
used in the machine to stretch the specimen until failure occurred.The grippers of the machine were initially 60 mm apart. The uppergripper was raised at a rate of 50 mm/min during testing. Five sam-ples were tested for each sheet.
3. Results and discussion
3.1. Biaxial stretching
3.1.1. Effect of strain rate and clay contentIt can be seen from Fig. 1 that as expected, increasing the strain
rate from 8 to 16 s�1 results in a slightly stiffer response in thecomposite and results in a higher yield stress (26% higher at
0
1
2
3
4
5
6
7
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1Nominal Stra
True
Str
ess
(N/m
m2)
Fig. 3. Stress–strain data f
Fig. 4. XRD
16 s�1). The addition of clay increases the yield stress of the com-posite by 18% relative to the unfilled material. This will mean thatat this particular processing temperature (145 �C), the force re-quired to deform the material will have to be increased by 18%.The increase in yield stress for the filled material may be due torestrictions in molecular mobility or greater entanglement of mol-ecules due to the presence of the clay particles. The addition of claydoes not appear to have any significant effect on the strain harden-ing behavior of the material.
3.1.2. Effect of deformation temperatureFig. 2 shows the effect of sheet temperature on the deformation
process. At 150 �C the difference in yield stress for the filled and
1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9 2 2.1in (mm/mm)
PPNC5-3.0PP3.0
or stretch ratio of 3.0.
traces.

1648 R. Abu-Zurayk et al. / Composites Science and Technology 69 (2009) 1644–1652
unfilled material is insignificant. At this temperature any restric-tion to molecular mobility imposed due to the presence of clay ap-pear to be negligible. It should be noted that the yield stress for thefilled material is more sensitive to temperature variation than theunfilled material. On reducing the temperature from 150 �C to145 �C the yield stress of the clay filled polypropylene increasesby 66% while that of the unfilled material increases by 48%. This in-creased sensitivity of the clay filled polypropylene to changes inprocessing temperature has important consequences for thermo-forming and blow molding processes where the sheet or preformforming temperature may vary by up to 5 �C.
Fig. 5. (a) Unstretched sheet – magnification = 27,500 – scale bar = 500 nm. (b) Stretche(SR2.5) – magnification = 28,500 – scale bar = 500 nm. (d) Stretched sheet (SR3.0)magnification = 28,500 – scale bar = 500 nm.
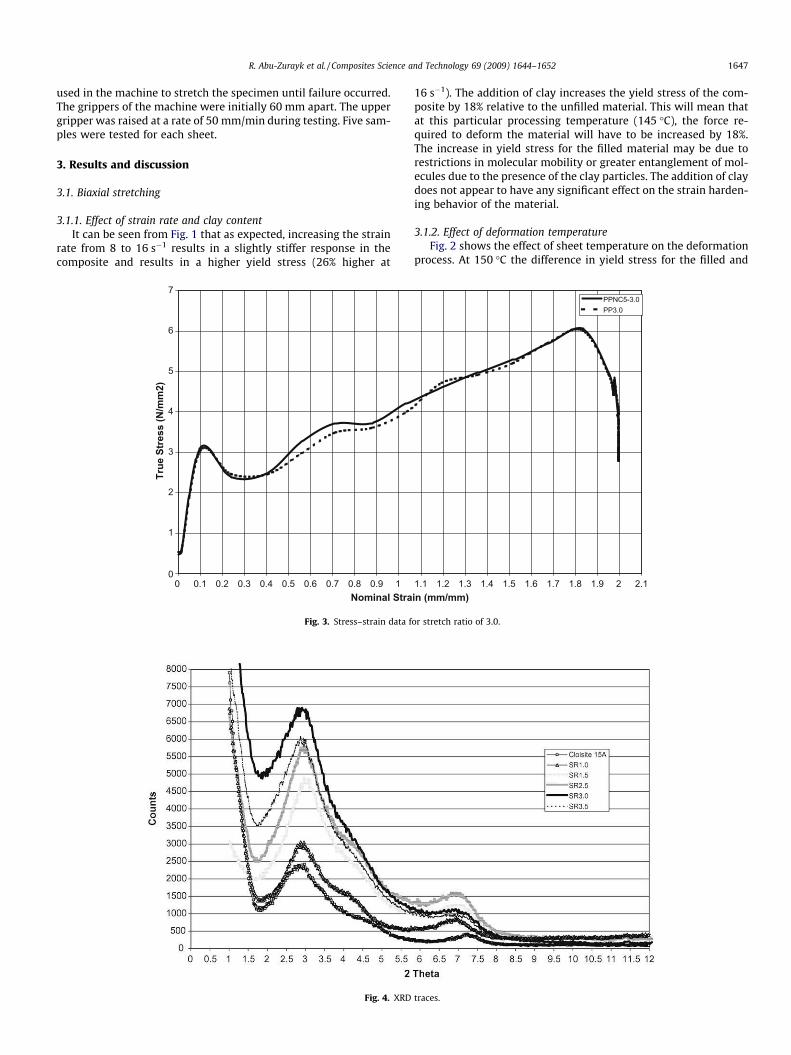
3.1.3. Effect of clay on strain hardeningFig. 3 shows the biaxial stress–strain data for the filled and un-
filled polypropylene sheet at 150 �C, strain rate of 16 s�1 andstretched to SR of 3.0. It can be seen that the strain hardening con-tinues to increase up to this SR and both materials behave in a sim-ilar fashion.
3.2. XRD and TEM
Results in Fig. 4 would indicate that there is slight intercalationof the polymer into the clay galleries in the compression molded
d sheet (SR1.5) – magnification = 28,500b – scale bar = 500 nm. (c) Stretched sheet– magnification = 28,500 – scale bar = 500 nm. (e) Stretched sheet (SR3.5) –

Table 1Data from DSC tests.
Sample Crystallinity (%) Tm (�C) Tc (�C)
PP 1.0 61.4(1.3)a 164.6(0.9) 122.7(1.2)PPNC5-1.0 60.7(0.8) 164.0(0.1) 116.2(0.1)PP 1.5 62.7(1.5) 166.7(1.7) 122.3(0.5)PPNC5-1.5 60.9(1.7) 165.4(0.1) 116.0(0.1)PP 2.5 67.6(0.6) 166.5(1.9) 122.4(0.3)PPNC5-2.5 66.7(2.8) 165.8(1.0) 115.3(0.6)PP 3.0 66.5(0.5) 166.4(0.6) 121.6(0.1)PPNC5-3.0 66.1(1.7) 167.2(0.3) 115.0(0.1)PP 3.5 69.1(1.2) 167.5(0.6) 121.4(0.9)PPNC5-3.5 68.7(3.7) 167.8(0.7) 116.6(0.7)
a Values between brackets are for standard deviations.
R. Abu-Zurayk et al. / Composites Science and Technology 69 (2009) 1644–1652 1649
sheets as the d-spacing has increased slightly from 3.19 nm to3.273 nm. When the sheet is stretched the d-spacing reduces againat SR of 1.5 to a d-spacing of 2.95 nm and then increases slightly atthe higher SRs to 3.13 nm. The reduction in the d-spacing of thestretched sheet relative to the unstretched sheet may be attributedto compression of the clay stacks upon stretching of the sheet.Regardless of the cause of the decrease, the results would indicatethat the stretching process should not lead to any exfoliation. Wewill see from the TEM analysis that this is not the case.
Fig. 5a is the TEM image for the unstretched sheet while Fig. 5b–e are TEM images for stretched sheets made at stretching ratios of1.5, 2.5, 3.0 and 3.5. It is clear from these images that stretching thesheet has had an effect on the delamination of clay stacks and onthe orientation of the clay. This was not evident in XRD data andpoints to the problem of relying on XRD data as a measure of inter-calation/exfoliation. As stretch ratio increases, the degree of exfoli-ation is increasing (the stack thickness is reducing) and theparticles are becoming aligned in the direction of stretching (com-pared with random orientation in the unstretched sheet).
3.3. DSC
The DSC results in Fig. 6 and Table 1 show that crystallinity in-creases with increasing stretch ratio due to strain induced crystal-lization but the addition of clay has no significant effect on thepercentage crystallinity of the sheet or on the melting temperature.It can be seen, however, that the clay has caused a significant de-crease in the crystallization temperature which means that crystal-lization is happening at lower rate. These results show that anyenhancement in mechanical performance will not be a result ofcrystallinity enhancement. Similar results were reported by Dub-nikova et al. [18] who also suggest that the crystallization of poly-mer chains was reduced as a result of their confinement betweenthe intercalated clay layers. Other studies such as that by Modestiet al. [19], showed that the crystallinity of PP increased by additionof clay, which was explained by the fact that both the compatibiliz-er and the clay layers can play the role of a nucleating agent for thecrystallization of PP. It is clear from the conflicting results reportedto date that the tactoid size, in terms of nucleation ability, and the
Fig. 6. DSC
clay dispersion, in terms of ability to confine the polymer mole-cules, can have quite different effects on the crystallization process.It should be noted that the reduction in crystallization temperaturefor the polypropylene nanocomposites will have some implicationsfor processing, resulting in longer demold times (takes longer toreach solidification temperature) but greater potential for relaxa-tion of process induced molecular orientation.
3.4. Tensile testing
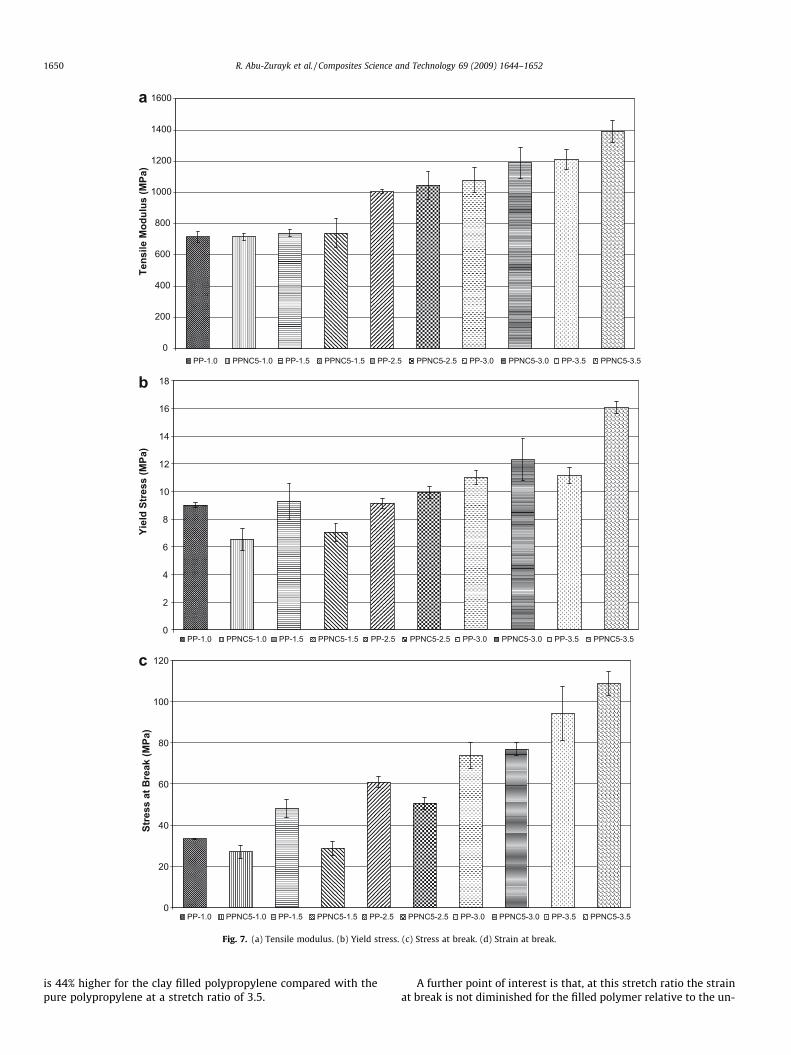
Unstretched sheets and stretched sheets that were biaxiallystretched at a strain rate of 16 s�1 and temperature of 150 �C andstretching ratios of 1.5, 2.5, 3.0, and 3.5 were tensile tested in orderto find the effect of the addition of clay on the mechanical proper-ties of the polymer matrix and to determine if biaxial stretching ofthe clay filled polymer influenced the mechanical properties.
From Fig. 7a–d and Table 2 it can be seen that tensile modulusdoes not exhibit any enhancement with addition of 5% clay for theunstretched (SR = 1.0) compression molded sheet. Yield and breakstress and break strain are substantially reduced by the addition ofclay in this case. Referring to Table 2 one can observe that as thestretch ratio increases the tensile properties begin to improve,the greatest improvement occurring for the highest stretch ratioof 3.5. The greatest improvement occurs with yield stress which
results.
0
200
400
600
800
1000
1200
1400
1600
Tens
ile M
odul
us (M
Pa)
PP-1.0 PPNC5-1.0 PP-1.5 PPNC5-1.5 PP-2.5 PPNC5-2.5 PP-3.0 PPNC5-3.0 PP-3.5 PPNC5-3.5
0
2
4
6
8
10
12
14
16
18
Yiel
d St
ress
(MPa
)
PP-1.0 PPNC5-1.0 PP-1.5 PPNC5-1.5 PP-2.5 PPNC5-2.5 PP-3.0 PPNC5-3.0 PP-3.5 PPNC5-3.5
a
b
c
0
20
40
60
80
100
120
Stre
ss a
t Bre
ak (M
Pa)
PP-1.0 PPNC5-1.0 PP-1.5 PPNC5-1.5 PP-2.5 PPNC5-2.5 PP-3.0 PPNC5-3.0 PP-3.5 PPNC5-3.5
Fig. 7. (a) Tensile modulus. (b) Yield stress. (c) Stress at break. (d) Strain at break.
1650 R. Abu-Zurayk et al. / Composites Science and Technology 69 (2009) 1644–1652
is 44% higher for the clay filled polypropylene compared with thepure polypropylene at a stretch ratio of 3.5.
A further point of interest is that, at this stretch ratio the strainat break is not diminished for the filled polymer relative to the un-

Table 2Tensile test-effect of addition of clay.
Stretchingratio
Claycontent(wt%)
Effect onmodulus(%)
Effect onyieldstrength (%)
Effect onstress atbreak (%)
Effect onstrain atbreak (%)
1.0 0.0 0 �27.27 �19 �751.0 5.01.5 0.0 0 �23.97 �40 �961.5 5.02.5 0.0 +4 +8.52 �17 �192.5 5.03.0 0.0 +10.2 +11.8 +4.2 �353.0 5.03.5 0.0 +14.95 +44 +15 03.5 5.0
0
50
100
150
200
Stra
in a
t Bre
ak (%
)
PP-1.0 PPNC5-1.0 PP-1.5 PPNC5-1.5 PP-2.5 PPNC5-2.5 PP-3.0 PPNC5-3.0 PP-3.5 PPNC5-3.5
d
Fig 7. (continued)
R. Abu-Zurayk et al. / Composites Science and Technology 69 (2009) 1644–1652 1651
filled material and the break stress is actually increased by 5%. Thisenhancement in ultimate tensile properties has not been reportedto date. (Note: there is a large increase in break strain of the un-filled sheet from the unstretched (SR = 1.0) to the stretched condi-tion at SR = 1.5. This may be due to better consolidation of thepolymer in the compression molded sheet due to heating in thebiaxial test machine. The subsequent reduction in strain at breakwith increasing SR is simply due to the fact that there is less poten-tial for further stretching in sheets that have been stretched to ahigh SR.)
The enhancement in mechanical properties upon stretchingabove a certain stretch ratio could be due to increased molecularorientation due to constraining effects of the clay platelets onrelaxation processes; greater strain induced crystallization or en-hanced exfoliation at higher stretch ratios. From the DSC data pre-sented earlier, enhanced crystallinity is clearly not the cause of anyimprovement in properties. The improvements are therefore likelyto be due to a combination of greater molecular orientation andbetter exfoliation due to stretching. The fact that the modulus doesnot show any enhancement until a stretch ratio (SR) of 2.5 hasbeen achieved may be explained by reference to the TEM micro-graphs. It is clear that delamination of the clay stacks is increasingas stretch ratio increases but more importantly, the degree ofalignment of the clay becomes more pronounced at this SR. If theclay particles are not aligned then they will not have any influenceon tensile modulus since the low strain in the elastic region willmerely straightening up the stacks and they will make no contribu-
tion to the modulus of the composite. If the degree of orientation ofclay particles is low, then the modulus of the nanocomposite willbe expected to be low [20]. Once a good degree of alignment hasbeen achieved then the platelets can make a contribution toenhancing modulus but this will be quite low if the degree of exfo-liation or bond between clay and polymer are not strong. FromTEM it is clear that we have a partially exfoliated structure at highSRs so the poor enhancement may be attributed to either poor loadtransfer to the clay or to a lower than nominal wt% of clay in thecomposite (the surfactant loading may constitute a significant per-centage of the overall weight of the clay added).
In agreement with our observations, Reddy et al. [21], workingwith PP-nanosilica composite with 2.5 wt% content of nanosilica,also found that the modulus was enhanced by addition of clay,however, contrary to our results at higher SRs, the yield strengthwas decreased. They explained this decrease in the strength bysaying that silica would be agglomerated inside the polymer ma-trix and would reduce yield stress. If this is the case then theenhancement that we have achieved in yield at higher SRs pointsto the lack of such agglomerates which is supported by the TEMmicrographs. The delaminated particles or thinner stacks at higherSRs may act to cause entanglements of tie molecules in the amor-phous areas of the polymer thus enhancing yield strength. Thereduction in elongation at break between filled and unfilled mate-rials is not as significant as reported by others [22] but it can beseen that at the highest stretch ratio there is no detrimental effectof clay on elongation at break. This again provides evidence thatthe clay stacks, which could act as stress concentrators, are beingsplit upon stretching. It would appear that at a stretch ratio greaterthan 3.0 the critical stack size to prevent stress concentration ef-fects has been attained.
4. Conclusions
The addition of 5 wt% montmorillonite clay to polypropylenevia melt blending has a detrimental effect on the mechanical prop-erties of compression molded sheet produced from compoundedpellets. When this sheet is biaxially stretched at high strain ratesand temperatures the clay filled sheet is found to have a greateryield stress than the unfilled sheet at temperatures on the low sideof the processing window and its yield stress is also more sensitiveto temperature variation. At, and above a stretch ratio of 2.5, biax-ial stretching of the compression molded clay filled sheet results in

1652 R. Abu-Zurayk et al. / Composites Science and Technology 69 (2009) 1644–1652
an improvement in properties, particularly yield strength, that isthought to be due to delamination of clay stacks upon stretching,i.e an increase in degree of exfoliation has occurred. DSC resultsshow that the enhancement in properties is due to the presenceof the clay rather than enhanced crystallinity.
Acknowledgement
The authors wish to thank the Engineering and Physical Sci-ences Research Council (EPSRC), UK who funded this work.
References
[1] Ray SS, Okamoto M. Polymer/layered silicate nanocomposites: a review frompreparation to processing. Prog Polym Sci 2003;28:1539–641.
[2] Usuki A, Kojima Y, Kawasumi M, Okada A, Fukushima Y, Kurauchi T, et al.Synthesis of nylon 6-clay hybrid. J Mater Res 1993;8(5):1179–84.
[3] Vermogen A, Masenelli-Varlot K, Segue la R, Duchet-Rumeau J, Boucard J, PreleP. Evaluation of the structure and dispersion in polymer-layered silicatenanocomposites. Macromolecules 2005;38:9661–9.
[4] García-López D, Picazo O, Merino JC, Pastor JM. Polypropylene–claynanocomposites: effect of compatibilizing agents on clay dispersion. EurPolym J 2003;39:945–50.
[5] Ding C, Jia D, He H, Guo B, Hong H. How organo-montmorillonite truly affectsthe structure and properties of polypropylene. Polym Test 2005;24:94–100.
[6] Zhang Q, Fu O, Jiang L, Lei Y. Preparation and properties of polypropylene/montmorillonite layered nanocomposites. Polym Int 2000;49:1561–4.
[7] Zhang Y, Lee J, Rhee J, Rhee K. Polypropylene–clay nanocomposites prepared byin situ grafting-intercalating in melt. Compos Sci Technol 2004;64:1383–9.
[8] Mittal V. Polypropylene-layered silicate nanocomposites: filler matrixinteractions and mechanical properties. J Thermoplast Compos Mater2007;20:575–99.
[9] Mittal V. Mechanical and gas permeation properties of compatibilisedpolypropylene-layered silicate nanocomposites. J Appl Polym Sci2008;107:1350–61.
[10] Okamoto M, Nam PH, Maiti P, Kotaka T, Hasegawa N, Usuki A. A house of cardsstructure in polypropylene/clay nanocomposites under elongational flow.Nanoletters 2001;1:295–8.
[11] Koo CM, Kim JH, Wang KH, Chung IJ. Melt-extensional properties andorientation behaviors of polypropylene-layered silicate nanocomposites. JPolym Sci, Part B: Polym Phys 2005;43:158–67.
[12] Katsikis N, Koniger T, Munstedt H. Elongational viscosities ofpolymethylmethacrylate/nano-clay composites. Appl Rheol 2007;17:52751.
[13] Pasanovic-Zujo V, Gupta RK, Bhattacharya SN. A constitutive analysis ofextensional flow of Eva-nanocomposites. Int Polym Proc J 2004;4:388–94.
[14] Tzavalas S, Macchiarola K, Gregoriou VG. High-density polyethylene layeredsilicate nanocomposites: effect of mechanical stretching on the crystal-to-crystal transformations, morphology, and extent of exfoliation. J Polym Sci,Part B: Polym Phys 2006;44:914–24.
[15] Jeol S, Fenouillot F, Rousseau A, Masenelli-Varlot CG, Briois J-F. Drasticmodification of the dispersion state of submicron silica during biaxialdeformation of poly (ethylene terephthalate). Macromolecules2007;40:3229–37.
[16] Martin PJ, Tan CW, Tshai KY, McCool R, Menary G, Armstrong CG, et al. Biaxialcharacterization of materials for thermoforming and blow molding. PlastRubber Compos 2005;34:276–82.
[17] S�vab I, Musil V, Jurkin T, S�mit I. Phase structure and morphology ofwollastonite-reinforced polypropylene composites modified with sebs andsebs-g-ma elastomers. Polym Eng Sci 2007;47:2145–54.
[18] Dubnikova IL, Berezina SM, Korolev YM, Kim GM, Lomakina SM. Morphologydeformation behavior and thermomechanical properties of polypropylene/maleic anhydride grafted polypropylene/layered silicate nanocomposites. JAppl Polym Sci 2007;105:3834–50.
[19] Modesti M, Lorenzetti A, Bon D, Besco S. Thermal behaviour of compatibilisedpolypropylene nanocomposite: effect of processing conditions. Polym DegradStabil 2006;91:672–80.
[20] Weon I, Sue J. Effects of clay orientation and aspect ratio on mechanicalbehavior of nylon-6 nanocomposite. Polymer 2005;46:6325–34.
[21] Reddy CS, Das CK. Polypropylene-nanosilica-filled composites: effects ofepoxy-resin-grafted nanosilica on the structural, thermal, and dynamicmechanical properties. J Appl Polym Sci 2006;102:2117–24.
[22] Hasegawa H, Kawasumi M, Kato M, Usuki A, Okada A. Preparation andmechanical properties of polypropylene–clay hybrids using a maleicanhydride-modified polypropylene oligomer. J Appl Polym Sci 1998;67:87–92.




















