
Limit loads for centrally cracked square plates under biaxial ...
Upload
independentCategory
view
2download
0
www.elsevier.com/locate/compstruct
Composite Structures 75 (2006) 377–386
Flexural and torsional behaviour of biaxial and triaxialbraided composite structures
P. Potluri a,*, A. Manan a, M. Francke a, R.J. Day b
a Textile Composites Group, Textiles and Paper, School of Materials, University of Manchester, Manchester M60 1QD, UKb Material Science Centre, School of Materials, University of Manchester, Manchester M60 1QD, UK
Available online 27 June 2006
Abstract
This paper presents a systematic investigation of flexural and torsional properties of biaxial and triaxial braided composites, with oneor more layers, at different braid angles. Braided tubes were impregnated with vacuum infusion process to produce void free samples.Flexural and torsional tests were conducted using special attachments to an Instron test machine. Assuming a lenticular geometry forthe tow cross-section, a modified laminate analysis was performed by computing reduced tow properties due to the presence of tow wav-iness (crimp). The results obtained from the laminate analysis were used in the macro-analysis of the braided tube in order to compute theflexural and torsional properties. The experimental results were in good agreement with the computed values.� 2006 Elsevier Ltd. All rights reserved.
Keywords: Braiding; Biaxial; Triaxial; Torsion; Flexure
1. Introduction
Braided composites, once used for such applications asdrive shafts, propeller blades and sporting equipment, arebecoming popular again in recent years partly due to thedevelopment of large computer controlled 2D and 3Dbraiders and partly due to the experience gained in usingtextile composites in the aerospace and automotive indus-tries. Braiding has the potential to produce complex near-net shapes with fibre continuity at the edges and aroundholes and branches. However, unlike other quasi-laminarcomposites, the unit cell geometry of a braided compositeis controlled by both the machine parameters and the com-ponent geometry. For example, a simple mechanics treat-ment suggests that 0� fibre orientation gives maximumflexural stiffness while a 45� orientation gives maximumtorsional stiffness. However, this is not the case withbraided composites as the tow geometry and the fibre vol-
0263-8223/$ - see front matter � 2006 Elsevier Ltd. All rights reserved.
doi:10.1016/j.compstruct.2006.04.046
* Corresponding author. Tel.: +44 161 200 4128; fax: +44 161 955 8128.E-mail address: [email protected] (P. Potluri).
ume fractions have a complex relationship with parameterssuch as braid angle, mandrel geometry and take-up ten-sions. The first step in designing composite structures withbraids is to accurately predict the fibre (yarn) angles in rela-tion to the process parameters. Potluri et al. [1] presentedrelationships between braid angle and mandrel geometry,rotational speed of horn gears and the take-up speed. Theyalso presented a technique of controlling the braid anglesover mandrels, and mathematical relations for calculatingcover factor, yarn and fibre volume fractions. Kessels andAkkerman [2] developed numerical models for predictingthe yarn trajectories and braid angles over complexgeometries.
For axisymmetric mandrel geometry, braid angle maybe computed as [1]
a ¼ tan�1 2xhRNhm
� �ð1Þ
where xh = angular velocity of each horn gear around itscentre, R = radius of the mandrel cross-section, Nh = num-ber of horn gears, m = take-up speed, a = braid angle (yarnangle on the mandrel surface with respect to the axis).

378 P. Potluri et al. / Composite Structures 75 (2006) 377–386
1.1. Conventional 2D braiding
Braided structures may be classified as (i) 2D braids pro-duced on conventional maypole braiders, and (ii) 3Dthrough-thickness braids produced on specialised machin-ery. 3D braiding was popular in the 1980s for aerospaceapplications. However, in recent years, composites industryhas been taking a fresh look at 2D braids for developingaffordable composite structures. For example, stitched 2Dbraided performs are being used for stiffeners and stringersin aircraft structures [3].
A 2D braiding machine consists of a deck, driving mech-anism, yarn carriers, braid ring, take-up rolls or mandrelhaul-off unit (Fig. 1). The deck consists of two flat plates,bolted together by means of a series of spacer studs. Thetop plate has two sinusoidal tracks to facilitate travellingof yarn carriers in both clock-wise and anti-clock-wise
Fig. 1. (a) Maypole braiding and
directions, and at the same time criss-crossing each other.Yarn carriers rotate along the track, with half the carriersrotating in a clock-wise direction while the remaining car-riers rotate in counter clock-wise direction. As a result,the two sets of yarns interlace with each other and tracehelical paths. Between the two plates, arranged in the for-mation to suit the tracking is a train of gears. These horngears are arranged so that the slots in the top flange (horndog) coincide at intersection in the tracks. The lug of a yarncarrier is propelled by the horn dog and follows the con-tour of the track on the top plate. Take-up unit is in theform of a series of pulleys in the case of braiding a sleeveor a rope form. For braiding over a shaped mandrel, a lin-ear drive system is used for driving the mandrel during thebraiding process. By driving the mandrel back and forth, itis possible to braid several layers on a mandrel to build-upthe desired thickness.
(b) horn gear arrangement.

P. Potluri et al. / Composite Structures 75 (2006) 377–386 379
2. Manufacture of test specimen
The main objective of this paper is to study the relation-ship between the braid geometry and the mechanical prop-erties of the resulting composite structures. A 24-carrierconventional maypole braiding machine was used forsample preparation. Braided preforms were produced byover-braiding on a 6 mm plastic tube in order to maintaina constant inner diameter of the braided specimen(Fig. 2a). A total of 12 combinations were prepared withthe following configurations:
• biaxial and tri-axial geometry (2 configurations);• braid angles, 65�, 45� and 31� (3 configurations);• one and two braid layers (2 configurations).
The braid angle (a) is the acute angle of the yarn pathmeasured from the braid axis, as shown in Fig. 2b. By con-trolling the take-up speed, i.e., the speed at which the braidis produced in relation to the rotating speed of the yarn car-riers, the braid angle can be changed ranging from 5� to 85�.Bias interlacing of two sets of yarns on conventionalmachines produce biaxial braids (Fig. 2b), while the intro-duction of a third set of yarns, i.e., warp yarns, along theaxial direction produce triaxial braids (Fig. 2c). In the pres-ent work, both biaxial and triaxial braids have been inves-tigated. Biaxial braided preforms were produced with 24E-glass yarns with a linear density of 274 tex, where as tri-axial preforms were produced with an additional set of 12E-glass yarns in the axial direction.
Fig. 2. (a) Braided preform over a plastic tube, (b) biaxial braid and(c) triaxial braid.
2.1. Resin impregnation
Initial trials by dipping the braids in epoxy resin bathdid not result in uniform impregnation, because of rela-tively tight structures. It may be noted that over-braidedsamples retain yarn tensions where as braided sleevesachieve a more relaxed state. As a result, laboratory set-up for vacuum-assisted direct resin injection process hasbeen developed in order to improve impregnation of a tightbraided structure, as shown in Fig. 3. Braided sample issuspended on a solid glass rod inside the vacuum chamber(glass tube). Vacuum helps to remove the air trappedbetween fibres and hence results in uniform resin impregna-tion. Both visual and microscopic studies showed that thesamples produced using the vacuum-assisted techniquehave uniform resin impregnation (Fig. 4).
Fig. 3. Vacuum impregnation.

Fig. 4. Micrographs showing (a) vacuum assisted impregnation and (b) hand impregnation with dry regions.
380 P. Potluri et al. / Composite Structures 75 (2006) 377–386
3. Analysis of the braid geometry
Unit cell geometry of a braided structure consists ofcrimped interlacing tows and relatively straight axial tows.The degree of crimp and yarn cross-sectional dimensions issensitive to the braid angle and the braiding tensions. In thepresent study, braiding tensions were kept constant for allthe samples.
Table 1 presents the braid diameter, preform thicknessand, in the case of 2-layer preforms, nesting factors. Itcan be seen from Fig. 5 that the braid outer diameterand the thickness increase with the braid angle. Theincrease is small from 31� to 45�, but significant from 45�to 65�.
For braid structures with negligible gap between theyarns, the relation between braid angle and yarn width isas follows [4]:
w ¼ 2pRm
N c
sinð2aÞsin a
� �ð2Þ
where w = yarn width, Rm = mean radius of the braid,Nc = number of yarn carriers.
Yarn thickness will increase with a correspondingdecrease in the yarn width in order to maintain constantyarn cross-section. It can be seen from Fig. 6 that the factor
sinð2aÞsin a
� �, which is proportional to width, decreases with
braid angle and hence a similar increase in yarn thickness.Yarn waviness will also increase with braid angle.
Nesting factor indicates degree of reduction in thick-ness for two or more layers, may be defined as, NF ¼
Table 1Geometrical parameters of the braided preforms
Braid angle (�) 1-Layer biaxial 1-Layer triaxial 2
Db, mm tb, mm Db, mm tb, mm D
65 6.8 0.4 7.01 0.5 745 6.49 0.25 6.69 0.35 631 6.4 0.2 6.59 0.3 6
Db = outer diameter of the braided preform, tb = braid thickness, NF = nesti
multi-layer thicknessn�ðone layer thicknessÞ. Hence, total thickness of a multi-layer pre-
form may be somewhat smaller than the sum of the thick-ness of individual layers. A nesting factor of 1 indicates nonesting.
In the case of two biaxial layers, nesting factor is 1.0 fora braid angle of 31�, 0.94 for 45� and 0.88 for 65�. The yarnwaviness is highest for 65� braid and hence nesting is mostsevere for this braid. However, in the case of triaxial braids,nesting factor is close to 1.0 for all braid angles, which iscontrary to general expectation. Due to machine limita-tions, unlike a conventional triaxial braid, the axial yarnsin the present case do not interlace with the braid yarnsbut form distinct layers- these layers of axial yarn preventnesting of braid layers.
Table 2 presents the parameters of braided compositetubes. It can be seen here that the tow thickness increaseswith a corresponding reduction in tow width due toincrease in braid angle from 31� to 65�. The crimp ratioand hence the crimp angle increases with braid angle.Assuming a lenticular tow cross-section, the tow cross-sec-tional area has been calculated. Fibre packing ratio (qp)can be estimated using the following equation:
qp ¼T � 10�6
q � A ð3Þ
where qp = fibre packing ratio in a tow, T = linear density(Tex), q = material density (kg/m3), A = tow cross-sec-tional area (m2).
Fibre packing ratio decreases slightly from 0.753 in caseof 31� braid to 0.717 in the case of 65� braid (Table 2a).
-Layer biaxial 2-Layer triaxial
b, mm tb, mm NF Db, mm tb, mm NF
.42 0.71 0.88 8.05 1.025 1.02
.92 0.46 0.94 7.36 0.68 0.99
.8 0.4 1 7.22 0.61 1.03
ng factor.
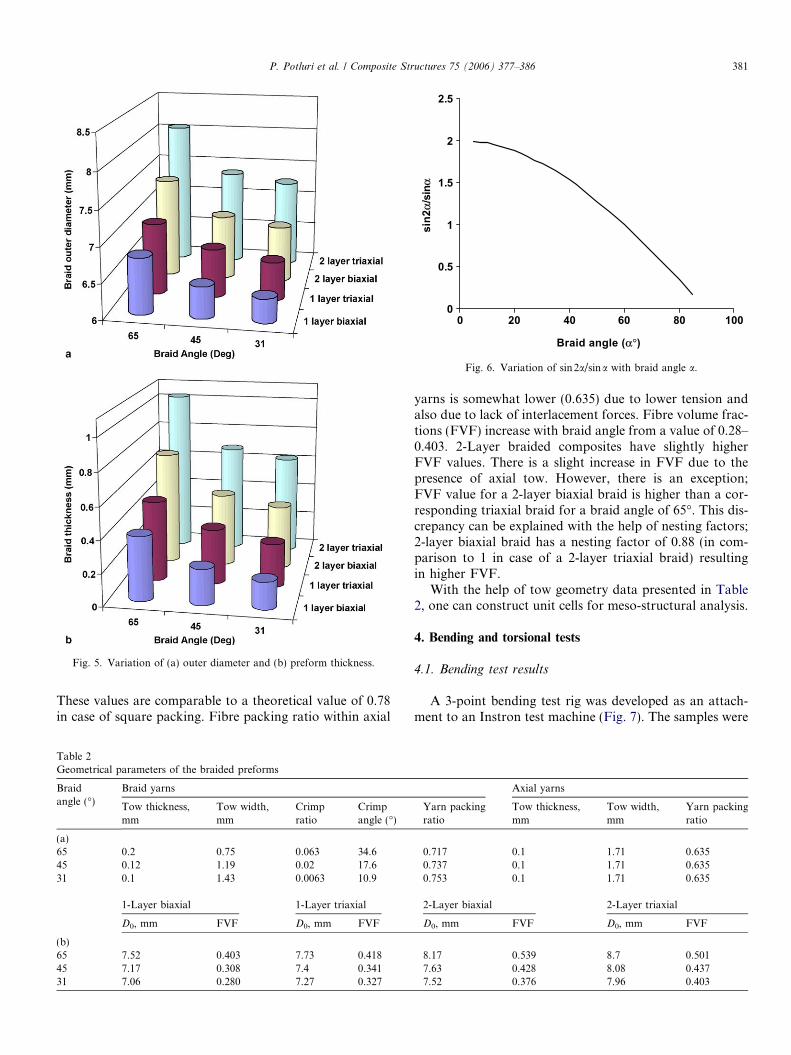
Fig. 5. Variation of (a) outer diameter and (b) preform thickness.
0
0.5
1
1.5
2
2.5
0 20 40 60 80 100
Braid angle (α°)
sin2
α/si
nα
Fig. 6. Variation of sin2a/sina with braid angle a.
P. Potluri et al. / Composite Structures 75 (2006) 377–386 381
These values are comparable to a theoretical value of 0.78in case of square packing. Fibre packing ratio within axial
Table 2Geometrical parameters of the braided preforms
Braidangle (�)
Braid yarns
Tow thickness,mm
Tow width,mm
Crimpratio
Crimpangle (�)
(a)65 0.2 0.75 0.063 34.645 0.12 1.19 0.02 17.631 0.1 1.43 0.0063 10.9
1-Layer biaxial 1-Layer triaxial
D0, mm FVF D0, mm FVF
(b)65 7.52 0.403 7.73 0.41845 7.17 0.308 7.4 0.34131 7.06 0.280 7.27 0.327
yarns is somewhat lower (0.635) due to lower tension andalso due to lack of interlacement forces. Fibre volume frac-tions (FVF) increase with braid angle from a value of 0.28–0.403. 2-Layer braided composites have slightly higherFVF values. There is a slight increase in FVF due to thepresence of axial tow. However, there is an exception;FVF value for a 2-layer biaxial braid is higher than a cor-responding triaxial braid for a braid angle of 65�. This dis-crepancy can be explained with the help of nesting factors;2-layer biaxial braid has a nesting factor of 0.88 (in com-parison to 1 in case of a 2-layer triaxial braid) resultingin higher FVF.
With the help of tow geometry data presented in Table2, one can construct unit cells for meso-structural analysis.
4. Bending and torsional tests
4.1. Bending test results
A 3-point bending test rig was developed as an attach-ment to an Instron test machine (Fig. 7). The samples were
Axial yarns
Yarn packingratio
Tow thickness,mm
Tow width,mm
Yarn packingratio
0.717 0.1 1.71 0.6350.737 0.1 1.71 0.6350.753 0.1 1.71 0.635
2-Layer biaxial 2-Layer triaxial
D0, mm FVF D0, mm FVF
8.17 0.539 8.7 0.5017.63 0.428 8.08 0.4377.52 0.376 7.96 0.403

382 P. Potluri et al. / Composite Structures 75 (2006) 377–386
supported over a span of 80 mm and loaded at the centreby the cross-head. The samples were made of length of110 mm and this extra length is to ensure that the samplesdo not slip from the supports. All the tests were conductedwith a cross-head speed of 50 mm/min. The cross-head dis-placements (component deflection) versus the resultingbending loads were measured until failure. It may be notedthat the 3-point bending test rig has been designed in such away that the Instron operates in a tensile mode.
For components subjected to flexural load,
bending stiffness; Kb ¼Pd¼ 48
EbI
L3ð4Þ
where P = concentrated load acting on a simply supportedbeam, d = deflection, EbI = flexural rigidity, Eb = bendingmodulus.
Since the objective of this work was to evaluate braidedcomposites for their suitability as compliant components,proportional region of the load–deflection curve was ofmain interest. Bending stiffness (Kb), estimated as the slopeof the load–deflection curve, may be used for comparisonfor all the test samples. Since the length (L) is same forall the samples, it is acceptable to compare the bendingstiffness values rather than flexural rigidity values. A num-ber of interesting observations can be made from the stiff-ness values (Fig. 8).
• 45� braids have lower bending stiffness values in com-parison to 31� braids, which is entirely expected. How-ever, 65� braids have the highest bending stiffness,even higher than 31� braids, which is in contradictionwith classical mechanics predictions (Fig. 8a). Theremay be two important reasons for this behaviour; 65�braids have the highest fibre volume fraction (Table 2)
Fig. 7. 3-Point bending test rig as an attachment to an Instron testmachine.
Fig. 8. Bending test results: (a) bending stiffness, (b) bending modulus and(c) failure load.
and hence have more fibres to share the load; bendingstiffness is proportional to the fourth power of diameter,which is also highest for 65� braids (Fig. 5).
• Triaxial braids have significantly higher bending stiffnessthan biaxial braids due to the inclusion of axial (0�)tows.
• 2-Layer braids, both biaxial and triaxial, have about 2.5times the bending stiffness of single layers. Again thismay be explained by the fact that bending stiffness issensitive to diameter.

P. Potluri et al. / Composite Structures 75 (2006) 377–386 383
• Bending modulus (Eb), taking laminate thickness intoconsideration, is highest for 31� braid and lowest for65� braid which is in agreement with simple mechanicspredictions (Fig. 8b). However, from structural ratherthan material’s point of view, bending stiffness is morerelevant than bending modulus.
• Failure load in bending is highest for 31� braids; eventhough they have the lowest fibre volume fractions(Fig. 8c). It may be concluded that the fibre orientationsaffect the failure loads more than the bending stiffnessvalues. Bending strength increases with both the inclu-sion of axial yarns and increase in the number of layers.Additionally, FE calculations showed that tow failuredominates 31� braids due to lower crimp and better fibrealignment in the loading direction, where as, matrix fail-ure dominates 65� braids due to highest off-axis fibre ori-entation and highest crimp values [5].
4.2. Torsional tests
A torsional test rig has been developed with a novelarrangement to convert the linear motion of the cross-headof an Instron machine into torsional moment applied to atest sample (Fig. 9). A test sample is clamped between afixed and a rotating chuck. A steel band wrapped arounda disc, attached to the rotating chuck, is connected to thecross-head. Torsional moment and the angular displace-ment are directly proportional to the tensile force and thelinear displacement along the cross-head.
For components subjected to torsional loads,
torsional stiffness; K t ¼T/¼ GIp
Lð5Þ
where T = torsional moment, / = angle of twist,G Æ Ip = torsional rigidity, G = shear modulus of elasticity,Ip = polar moment of inertia, L = length.
Torsional stiffness (Kt) is the property of a componentwhile torsional rigidity (G Æ Ip) is independent of lengthbut dependent on cross-sectional dimensions. Since all
Fig. 9. Torsion test rig attachment to Instron.
the samples are of equal length, torsional stiffness valuescan be compared in place of torsional rigidity values. Shearmodulus of elasticity (G) is a material property and henceindependent of component dimensions.
• From Fig. 10a, it may be noted that the torsional stiff-ness of 65� braids is higher than that of 45� braids. Thisdiscrepancy may again be due to higher fibre volumefractions and larger diameter of 65� braids. Triaxialbraids are only marginally stiffer than biaxial yarns. This
Fig. 10. Torsional tests: (a) torsional stiffness, (b) shear modulus and(c) failure torque.

384 P. Potluri et al. / Composite Structures 75 (2006) 377–386
is due to the fact that 0� yarns do not make significantcontribution to the torsional stiffness except to increasethe overall diameter (hence the polar moment of inertia).
• In fact, shear modulus is adversely affected by the pres-ence of axial yarns (Fig. 10b). Shear modulus for 31�braids is slightly higher than that of 45� braids, whichis entirely unexpected. This may partly be due to the factthat the moment of inertia is very sensitive to the diam-eter, which could not be controlled accurately within theexisting set-up.
• From Fig. 10c, one can observe that 31� braids havehigher torque at failure in comparison to 45� braids,which again is not expected either from the point ofideal fibre orientations in torsion or from fibre volumefractions; again FE analysis showed that failure of 31�braids is dominated by fibre failure where as in the caseof 65� braids, it is dominated by matrix cracking.
5. Analytical predictions
An analytical study has been carried out to validate theexperimental results for all the braid configurations.Zywich and Nguyen [6], Byun [7], Naik et al. [8] presentedanalytical models for braided composites. However, themain focus of these models was predicting extensionalproperties rather than flexural and torsional properties.
Fig. 11 shows a unit cell for a biaxial structure withinterlacing tows and the resin pockets. A quarter unit cell(Fig. 11d) may be treated as a 4-layer laminate, with towwaviness. Additional layers are added for representingaxial tow and to represent multiple layers. While it is
Fig. 11. (a) Biaxial unit cell, (b) interlacing to
straightforward to handle axial tows and resin pockets witha classical laminate theory, interlacing tows with wavinessneed additional considerations. For example, wavinesscauses reduction in tow stiffness that needs consideration.Here, a Modified Laminate Theory (MLT) has beenemployed to take into account the tow waviness. Table3a presents mechanical properties of an E-glass epoxytow with yarn packing ratio of 0.74 (average value for threebraid angles presented in Table 2).
In order to compute the reduced tow properties, tow isdivided into small segments, each segment is assumed tohave constant off-axis angle. The reduced compliancematrix is estimated with the following equation:
½S0� ¼ ½T c�t½S�½T c� ð6Þ
where [Tc] = transformation matrix required to find re-duced properties of tow; [S] = compliance matrix of brai-der yarn; [S 0] = reduced compliance matrix of braideryarn in its reference coordinate system; [Tc]t = transposeof [Tc].
Effective compliance matrix of a braider yarn can becomputed by averaging the transformed compliance matrixof the infinitesimal yarn segment through the crimp angle /:
Scij ¼
1
/
Z /0
0
S0ij � d/0 ði; j ¼ 1–6Þ ð7Þ
The constitutive equation used for the laminate theory is
NM
� ¼
A B
B D
� �e0
j
�
ws, (c) resin pockets and (d) quarter cell.

Table 4Results for 1-layer biaxial braided structures
Test no. Method Ex
(GPa)Gxy
(GPa)Ex Æ I/L3,N/mm
Gxy Æ Ip/L,N mm/rad
1 (h = 65�) Experimental 6.26 3.29 54.83 9450.23MLT 6.42 3.35 56.19 9594.53
2 (h = 45�) Experimental 7.16 3.71 44.8 7538.49MLT 7.07 4.35 43.81 8849.24
3 (h = 31�) Experimental 10.29 3.88 56.29 6559.45MLT 10.46 4.45 57.2 7978.43
Table 3(a) E-glass polyester tow properties and (b) reduced tow properties
E11 (GPa) E22 (GPa) G12 (GPa) m12 m23 G23 (GPa)
(a)55.53 18.29 6.98 0.235 0.31 6.98
Braid angle (�) E11 (GPa) E22 (GPa) G12 (GPa) m12
(b)65 36.97 18.29 6.98 0.24045 50.38 18.29 6.98 0.23631 52.95 18.29 6.98 0.235
P. Potluri et al. / Composite Structures 75 (2006) 377–386 385
where
½N � ¼Nx
Ny
Nxy
24
35 ¼ A11 A12 A13
A12 A22 A23
A13 A23 A33
24
35 e0
x
e0y
e0xy
24
35
þB11 B12 B13
B12 B22 B23
B13 B23 B33
24
35 kx
ky
kxy
24
35 ð8Þ
½M � ¼Mx
My
Mxy
24
35 ¼ B11 B12 B13
B12 B22 B23
B13 B23 B33
24
35 e0
x
e0y
e0xy
24
35
þD11 D12 D13
D12 D22 D23
D13 D23 D33
24
35 kx
ky
kxy
24
35 ð9Þ
A in-plane stiffness matrix;B stiffness coupling matrix;D flexural stiffness matrix;Nx in-plane force intensity in the x-direction per unit
width (in y–z plane) of the laminate;Ny in-plane force intensity in the y-direction per unit
width (in x–z plane) of the laminate;Nxy in-plane shear force intensity in the x(y)-direction
per unit width (in y–z or x–z plane) of the lami-nate;
Mx moment intensity about the y-axis per unit width(in the y–z plane) of the laminate section;
My moment intensity about the x-axis per unit width(in the x–z plane) of the laminate section;
Mxy twisting intensity about the x(y)-axis per unit width(in the y–z or x–z plane) of the laminate section.
Stress–strain relation can be written as
rx
ry
sxy
264
375ðpÞ
¼ ½Q�ðpÞex
ey
exy
264
375ðpÞ
ð10Þ
where
½Q�ðpÞ ¼
EðpÞl
LðpÞmltltðpÞEðpÞl
LðpÞ0
mðpÞlt EðpÞl
LðpÞEðpÞt
LðpÞ0
0 0 GðpÞlt
2666664
3777775
and L ¼ 1� �mðpÞlt �mðpÞtl ; p = 1, 2 (for warp and fill yarn).
General form of ‘A’ can be written as
½A� ¼Z t
2
�t2
½Q�dz ¼X
tpðQijÞp ð11Þ
General form of ‘D’ matrix can be written as
½D� ¼Z t
2
�t2
½Q�z2 dz ¼Xn
p¼1
tp�z2p þ
t3p
12
!ðQijÞðpÞ ð12Þ
where ‘t’ is the total thickness of the laminate and ‘tp’ is thethickness of each ply, ‘�zp’ is the centroidal distance of eachply from the neutral axis in the thickness direction, and‘ðQðpÞÞ’ is the transformed reduced stiffness matrix for eachply. The Dij (i, j = 1 – 3) terms relate the bending momentintensities; for example, Mx will result in a bending curva-ture about y-axis, kx, associated with the bending stiffnessD11 and hence, will give longitudinal bending modulus,which is computed in the present study. Due to Poisson ef-fect, the curvature kx can give rise to the curvature aboutthe laminate x-axis, ky. This effect can be observed throughD12. Mx can also cause a twisting curvature kxy in additionto bending curvatures kx and ky. It is the stiffness D13,which relates Mx value to the twisting curvature kxy. D13
(and D23) term is called the bend-twist term as it relates abending action Mx with a twisting deformation kxy, or it re-lates a twisting action Mxy with a bending deformationkx.Similarly, the twisting moment intensity Mxy will, however,cause a twisting curvature Kxy related by the torsional stiff-ness term D33 and in the present study it is determined tocalculate the torsional modulus. Mxy is also related tobending curvature kx and ky by the term D13 and D23,respectively.
5.1. Comparison with experimental results
From the bending modulus (Eb) and shear modulus(G), one can compute flexural rigidity, bending stiffness,torsional rigidity and torsion stiffness, using Eqs. (4)and (5). Results for single-layer and two-layer biaxialand triaxial braided composites are tabulated in Tables4–7 along with experimental findings. The computed val-ues are generally in good agreement with the experimentalvalues.

Table 5Single-layer triaxial braided composites
Test no. Method Ex
(GPa)Gxy
(GPa)Ex Æ I/L3,N/mm
Gxy Æ Ip/L,N mm/rad
7 (h = 65�) Experimental 10.18 3.15 106.6 10806.05MLT 11.5 2.93 120.36 10065.23
8 (h = 45�) Experimental 9.468 3.72 74.18 9561.25MLT 12.1 2.95 94.81 7586.5
9 (h = 31�) Experimental 12.22 4.12 84.19 9325.28MLT 11.35 2.63 78.2 8210
Table 6Two-layer biaxial braided composites
Test no. Method Ex
(GPa)Gxy
(GPa)Ex Æ I/L3,N/mm
Gxy Æ Ip/L,N mm/rad
4 (h = 65�) Experimental 9.2 4.79 130.98 22397.62MLT 8 4.72 113.92 22059.83
5 (h = 45�) Experimental 8.89 5.62 85.69 17759.3MLT 8.92 6.06 85.92 19158.9
6 (h = 31�) Experimental 14.13 5.25 123.65 15071.73MLT 12.91 5.58 113 16029.2
Table 7Two-layer triaxial braided composites
Test no. Method Ex
(GPa)Gxy
(GPa)Ex Æ I/L3,N/mm
Gxy Æ Ip/L,N mm/rad
10 (h = 65�) Experimental 11.7 4.09 248.71 28530.32MLT 14.83 4.37 315.3 30491.2
11 (h = 45�) Experimental 13.92 4.61 190.05 20657.81MLT 16.16 4.71 220.6 21115.7
12 (h = 31�) Experimental 17.7 4.49 221.41 18458.38MLT 19.17 4.18 239.83 17164.4
386 P. Potluri et al. / Composite Structures 75 (2006) 377–386
6. Discussion
In this work, flexural and torsional properties of braidedcomposite tubes were systematically evaluated for different
braid angles, number of layers and for both biaxial and tri-axial configurations. Custom built attachments to anInstron test machine were developed for conducting flex-ural and torsional tests. One of the key requirements fordesigning braided composite structures is to predict therelation between the braid angle and the tow geometry.Tow geometry parameters such as thickness, width, pack-ing factor, nesting factor and fibre volume fractions havebeen accurately predicted with simple geometrical models.Unit cells were constructed by considering the fibre volumefaction and the waviness of each tow. Flexural/torsionalmodulus and rigidity values have been computed with thehelp of modified laminate theory. The computed valuesare in good agreement with experimental values, althoughthere are some discrepancies. Further work is requiredfor predicting the limit strength values.
References
[1] Potluri P, Rawal A, Rivaldi M, Porat I. Geometrical modelling andcontrol of a triaxial braiding machine for producing 3D performs.Composites A 2003;34(6):481–92.
[2] Kessels JFA, Akkerman R. Prediction of the yarn trajectories oncomplex braided performs. Composites A 2002;33(8):1073–81.
[3] The advanced stitching machine: making composite wings of thefuture. NASA facts, Hampton (VA): Langley Research Center; 1997.
[4] Potluri P, Manan A. Geometrical and micro-mechanical modelling ofbraided composite tubes [CD ROM]. In: Proceedings of ICCM 14, SanDiego, 14–18 July 2003, Society of Manufacturing Engineers, USA.Paper 1097. p. 1–11.
[5] Manan A. Micro-mechanical modelling of braided composites. MScDissertation, University of Manchester; 2002.
[6] Zywich E, Nguyen T. On the flexural and extensional behaviour of alarge-tow triaxial braided composites. Compos Sci Technol 2000;60:2989–99.
[7] Byun JH. The analytical characterization of 2-D braided textilecomposites. Compos Sci Technol 2000;60:705–16.
[8] Naik RA, Ifju PJ, Master JE. Effect of fibre architecture parameters ondeformation fields and elastic moduli of 2-D braided composites.J Compos Mater 1994;28(7):656–81.
Copyright © 2022 FDOKUMEN




















