ANALYSIS OF ALTERNATIVES AND SOCIO-ECONOMIC ...
111
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS 1 Use number: 1 Akzo Nobel Chemicals SpA ANALYSIS OF ALTERNATIVES AND SOCIO-ECONOMIC ANALYSIS PUBLIC VERSION Legal name of applicant: AkzoNobel Chemicals SpA Submitted by: AkzoNobel Chemicals SpA Prepared by: AkzoNobel Chemicals SpA Apeiron-Team NV The Economics Interface Limited Economics for the Environment Consultancy (eftec) Substance: 1,2-dichloroethane (1,2-DCE) CAS 107-06-2 EC: 203-458-1 REACH, Annex XIV: entry 26 Use title: The use of 1,2-dichloroethane (1,2-DCE) as a recyclable solvent in the production of a polyacrylate surfactant. Use number: Use 1 The information in this document is the property of AkzoNobel Chemicals SpA It may not be copied without the express written consent of AkzoNobel Chemicals SpA The information is given in good faith based upon the latest information available to AkzoNobel Chemicals SpA
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of ANALYSIS OF ALTERNATIVES AND SOCIO-ECONOMIC ...
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
1 Use number: 1 Akzo Nobel Chemicals SpA
ANALYSIS OF ALTERNATIVES
AND SOCIO-ECONOMIC ANALYSIS
PUBLIC VERSION
Legal name of applicant: AkzoNobel Chemicals SpA
Submitted by: AkzoNobel Chemicals SpA
Prepared by: AkzoNobel Chemicals SpA Apeiron-Team NV
The Economics Interface Limited Economics for the Environment Consultancy (eftec)
Substance: 1,2-dichloroethane (1,2-DCE) CAS 107-06-2 EC: 203-458-1 REACH, Annex XIV: entry 26
Use title: The use of 1,2-dichloroethane (1,2-DCE) as a recyclable solvent in the production of a polyacrylate surfactant.
Use number: Use 1
The information in this document is the property of AkzoNobel Chemicals SpA It may not be copied without the express written consent of AkzoNobel Chemicals SpA The information is given in good faith based upon the latest information available to AkzoNobel Chemicals SpA
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
2 Use number: 1 Akzo Nobel Chemicals SpA
CONTENTS
LIST OF ABBREVIATIONS ....................................................................................... 8
DEFINITIONS ............................................................................................................ 10
1. SUMMARY OF ANALYSIS OF ALTERNATIVES AND SOCIO-ECONOMIC ANALYSIS ................................................................................................................. 12
1.1. Background .................................................................................................... 12
1.2. Applied for use scenario ................................................................................ 13
1.3. Analysis of alternatives (AoA) ...................................................................... 14
1.4. Non-use scenario ........................................................................................... 14
1.5. Comparison of costs and benefits .................................................................. 15
1.6. Conclusion and requested review period ....................................................... 15
2. AIM AND SCOPE OF AOA AND SEA ............................................................. 17
2.1. Aim ................................................................................................................ 17
2.2. Scope of the analysis ..................................................................................... 18
2.2.1. Analysis of alternatives .................................................................................. 18
2.2.2. Socio-Economic Analysis ............................................................................... 19
3. THE APPLIED FOR USE SCENARIO ............................................................... 21
3.1. The applicant and the affected production site .............................................. 21
3.2. Products ......................................................................................................... 23
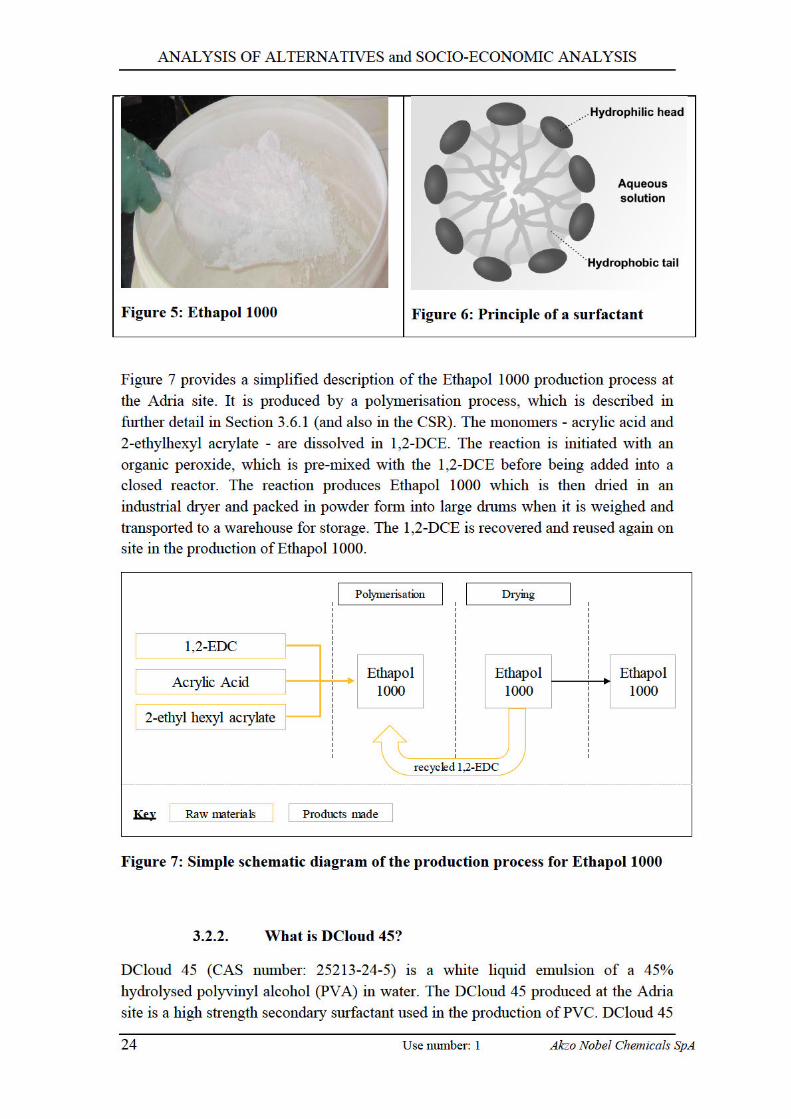
3.2.1. What is Ethapol 1000? ................................................................................ 23
3.2.2. What is DCloud 45? ................................................................................... 24
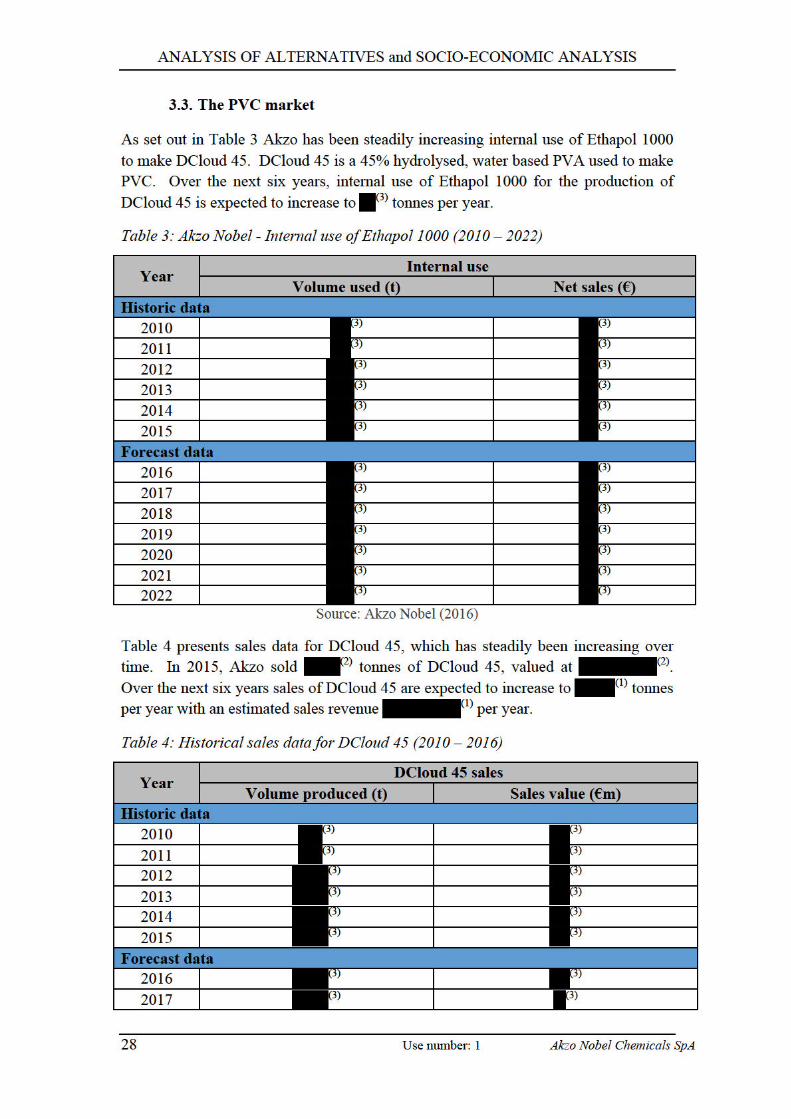
3.3. The PVC market ............................................................................................ 28
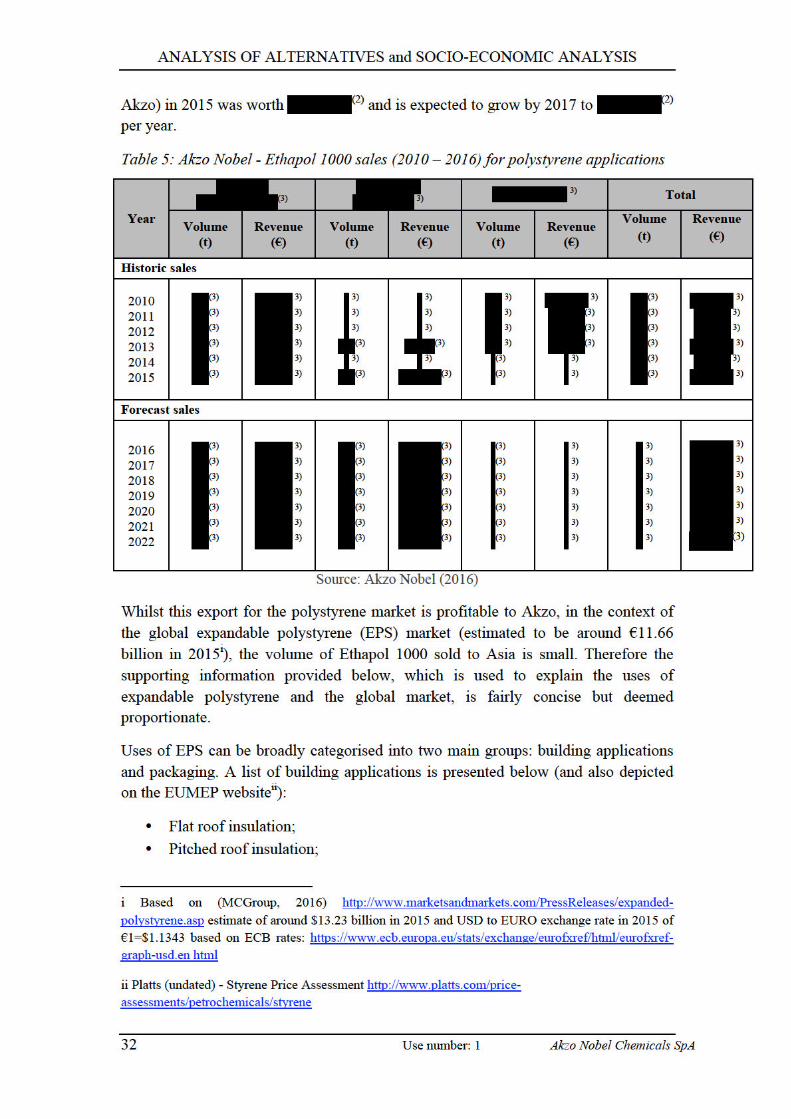
3.4. Polystyrene Market ........................................................................................ 31
3.5. Applied for use scenario ................................................................................ 34
3.6. Analysis of substance function ...................................................................... 34
3.6.1. Description of the installation ..................................................................... 34
3.6.2. Key functional requirements of the substance ............................................ 41
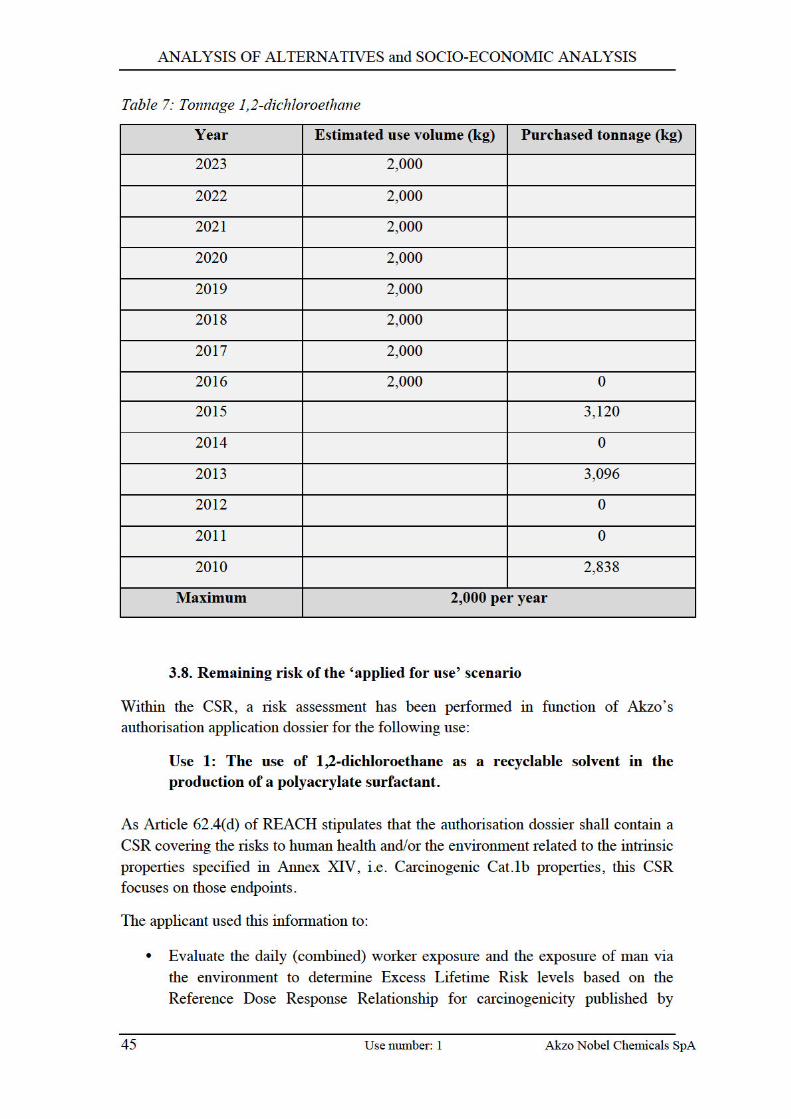
3.7. Annual tonnage .............................................................................................. 44

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
3 Use number: 1 Akzo Nobel Chemicals SpA
3.8. Remaining risk of the ‘applied for use’ scenario ........................................... 45
3.9. Human health and environmental impacts of the applied for use scenario ... 51
3.9.1. Human health impacts on workers ............................................................. 52
3.9.2. Human health impacts – ‘Man via Environment’ ...................................... 55
3.10. Environmental impacts ................................................................................ 57
3.11. Monetised damage of the human health and environmental impacts .......... 58
3.12. Summary of the applied for use scenario .................................................... 58
4. SELECTION OF THE NON-USE SCENARIO .................................................. 59
4.1. Efforts made to identify alternatives ............................................................. 59
4.1.1. Research and development ......................................................................... 59
4.1.2. Development plan ....................................................................................... 61
4.2. Identification of known alternatives .............................................................. 63
4.3. Assessment of shortlisted alternatives ........................................................... 65
4.3.1. Alternative 1: Alternative solvent ............................................................... 65
4.3.2. Alternative 2: Water-based polymerisation ................................................ 68
4.3.3. Alternative 3: Alternatives to DCloud 45 ................................................... 72
4.3.4. Alternative 4: Relocation of Ethapol 1000 production ............................... 75
4.3.5. Alternative 5: Closure of Ethapol 1000 production .................................... 80
4.4. The most likely non-use scenario .................................................................. 80
4.4.1. Response by Akzo Nobel Chemicals SpA ................................................. 80
4.4.2. Response by Ethapol 1000 customers ........................................................ 81
4.4.3. Response by DCloud 45 customers ............................................................ 81
4.4.4. Response by other parties ........................................................................... 82
5. IMPACTS OF GRANTING AN AUTHORISATION ........................................ 83
5.1. Human health and environmental impacts .................................................... 83
5.2. Economic impacts .......................................................................................... 83
5.3. Social impacts ................................................................................................ 85
5.4. Other employment effects ............................................................................. 87
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
4 Use number: 1 Akzo Nobel Chemicals SpA
5.5. Wider economic impacts ............................................................................... 87
5.6. Distributional impacts .................................................................................... 87
6. CONCLUSIONS .................................................................................................. 89
6.1. Comparison of the benefits and risks ............................................................ 89
6.2. Uncertainty analysis ...................................................................................... 89
6.3. Conclusions on the comparison of benefits and risks of continued use ........ 91
6.4. Information for the length of the review period ............................................ 92
Appendix A Results of R&D .................................................................................... 95
Appendix B Development plan ................................................................................ 98
Appendix C Hazard assessment of alternatives for 1,2-Dichloroethane ................ 102
Appendix D Cost estimation for the relocation of the production of Ethapol 1000 to Mexico 109
Appendix E JUSTIFICATIONS FOR CONFIDENTIALITY CLAIMS ............... 111

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
5 Use number: 1 Akzo Nobel Chemicals SpA
LIST OF TABLES
Table 1: Primary surfactants for PVC production ....................................................... 26Table 2: PVC production technologies ........................................................................ 27Table 3: Akzo Nobel - Internal use of Ethapol 1000 (2010 – 2022) ........................... 28Table 4: Historical sales data for DCloud 45 (2010 – 2016) ....................................... 28Table 5: Akzo Nobel - Ethapol 1000 sales (2010 – 2016) for polystyrene applications ..................................................................................................................................... 32Table 6: Key properties of alternatives to 1,2-DCE .................................................... 42Table 7: Tonnage 1,2-dichloroethane .......................................................................... 45Table 9: Total actual additional cancer risk risk to workers at Akzo Adria ................ 53Table 10: Age-standardised, five-year survival rates for all cancer, 2000-2007 ......... 54Table 11: Monetary values for fatal and non-fatal cancer (€) ..................................... 54Table 12: Estimated monetary value of annual risk of cancer to Akzo Adria workers ..................................................................................................................................... 55Table 13: Excess cancer risk around the Akzo Adria plant ......................................... 56Table 14: Estimated value of annual risk from 1,2-DCE to nearby workers and inhabitants .................................................................................................................... 57Table 15: Total present value of risks to human health (2017-2036) .......................... 58Table 16: Solvents investigated so far ......................................................................... 59Table 17: List of alternatives ....................................................................................... 64Table 18: Physical properties of the cyclic solvent (5) versus 1,2-DCE 66Table 19: Actual and forecast Ethapol 1000 and DCloud 45 production (tonnes) ...... 76Table 20: Estimated value of human health impacts of continued use ....................... 83Table 21: Economic costs of the non-use scenario, 2017-36 ...................................... 85Table 22: Social costs of the non-use scenario 2017-2036 ......................................... 86Table 23: Monetised benefits and risks of continued use (PV), 4%, 2017-2036) ....... 89Table 24: R&D results for alternative surfactants ....................................................... 96Table 25: Development plan ........................................................................................ 98Table 26: Cost estimate for relocation of suspension plant from Deventer .............. 109Table 27: One time costs for relocation to Mexico ................................................... 110

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
6 Use number: 1 Akzo Nobel Chemicals SpA
LIST OF FIGURES
Figure 1: Akzo production site in Adria Italy .............................................................. 21Figure 2: Location of Adria (red marker) in north-east Italy ...................................... 22Figure 3: Location of the Akzo Nobel manufacturing plant in Adria, Italy ................ 22Figure 4: The use of 1,2-DCE at Akzo’s Adria site .................................................... 23Figure 5: Ethapol 1000 ................................................................................................ 24Figure 6: Principle of a surfactant ............................................................................... 24Figure 7: Simple schematic diagram of the production process for Ethapol 1000 ...... 24Figure 8: Porosity of PVC particle .............................................................................. 26Figure 9: Global PVC production capacity (2016). Source: Merchant Research & Consulting Ltd. (2016) ................................................................................................ 31Figure 10: Global consumption of EPS 2016 (MCGroup, 2016) ................................ 33Figure 11: Process schematic – major steps ................................................................ 36Figure 12: Process schematic - detailed ...................................................................... 37Figure 13: Polymerisation installation ......................................................................... 38Figure 14: Paddle dryer ............................................................................................... 39Figure 15: Polymer ...................................................................................................... 40Figure 16:Loading of plastic drum ............................................................................. 40Figure 17: ERLs for the different SEGs – inhalation & dermal .................................. 51Figure 18:Planning of water-based alternative ........................................................ 100Figure 19:Planning of solvent-based alternative ..................................................... 101
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
8 Use number: 1 Akzo Nobel Chemicals SpA
LIST OF ABBREVIATIONS 2-EEA 2-ethylhexyl acrylate
AA Acrylic Acid
AfA Application for Authorisation
AoA Analysis of Alternatives
CBA Cost-Benefit Analysis
CBI Confidential Business Information
COD Chemical oxygen demand
CSR Chemical Safety Report
EC European Commission
ECHA European Chemicals Agency
1,2-DCE 1,2-dichloroethane
EEA European Economic Area
EFTA European Free Trade Area
ELR Excess Lifetime Risk
ES Exposure Scenarios
EU European Union
EUROSTAT Statistical Office of the European Communities
FTE Full Time working Equivalent
GDP Gross Domestic Product
HAP Hazardous Air Pollutants
IARC International Agency for Research on Cancer
IOM Institute of Occupational Medicine
ISCED International Standard Classification of Education
kt/year Kilo (1.000) tonnes per year
mPa.s Milli Pascal seconds
MRO Maintenance, Repair and Overhaul
mtpa Million tonnes per year
MVE Man via the Environment
MW Molecular Weight
NewExt New Elements for the Assessment of External Costs from Energy Technologies
NPV Net Present Value
NUS Non-Use Scenario

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
9 Use number: 1 Akzo Nobel Chemicals SpA
OECD Organisation for Economic Cooperation and Development
OHS Occupational Health and Safety
PEC Predicted Environmental Concentration
PPE Personal Protective Equipment
PVA Polyvinylalcohol (polymer)
PVAc Polyvinylacetate (polymer)
PVC Polyvinylchloride (polymer)
RAC Risk Assessment Committee
RMM Risk Management Measure
ROI Return on Investment
SEA Socio-Economic Analysis
SEAC Socio-Economic Analysis Committee
SMEs Small and Medium Enterprises
STPR Social time preference rate
SVHC Substance of Very High Concern
VCM Vinylchloride Monomer
VOLY Value of Life Year lost
VSL Value of Statistical Life
WCS Workers contributing scenario
WTP Willingness to Pay

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
10 Use number: 1 Akzo Nobel Chemicals SpA
DEFINITIONS
Excess Lifetime Risk means
– the additional risk to contract cancer as a result of exposure to 1,2-DCE over the lifetime of an individual, in comparison to the risk to contract cancer when not exposed to 1,2-DCE.
– ELRs are expressed per activity and per exposure route over 'lifetimes' defined as 40 years (workers) or 75 years (general population)
Combined ELR means the ELR per activity over all exposure routes over 'lifetimes' defined as 40 years (workers) or 75 years (general population)
Total ELR means the ELR over all activities and all exposure routes over 'lifetimes' defined as 40 years (workers) or 75 years (general population)
Total actual additional cancer risk
means Σ(Combined ELR * #people exposed) over 'lifetimes' defined as 40 years (workers) or 75 years (general population)
Total actual additional cancer risk per year
means Σ(Combined ELR * #people exposed) per year
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
11 Use number: 1 Akzo Nobel Chemicals SpA
DECLARATION
We, Akzo Nobel Chemicals SpA claim as confidential the information blanked out in the “public version” of the Analysis of Alternatives and Socio-economic analysis and which is specified in Appendix E. We hereby declare that, to the best of our knowledge as of today (May 17th 2016) the information is not publicly available, and in accordance with the due measures of protection that we have implemented, a member of the public should not be able to obtain access to the information claimed confidential without our consent or that of the third party whose commercial interests are at stake.
Adria, 17/05/2016
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
12 Use number: 1 Akzo Nobel Chemicals SpA
1. SUMMARY OF ANALYSIS OF ALTERNATIVES AND SOCIO-ECONOMIC ANALYSIS
1.1. Background
Akzo uses 1,2-dichloroethane (1,2-DCE) as a recyclable solvent in the production of Ethapol 1000, an acrylic acid/acrylate co-polymer, which is used as a surfactant in the production of DCloud 45, which in turn is used in the manufacture of polyvinylchloride (PVC). Ethapol 1000 is also used in the production of polystyrene.
Akzo’s DCloud 45 product has a unique position in the market. DCloud 45 is the only polyvinyl alcohol (PVA) on the market which contains zero methanol and zero ethanol and which can be dosed easily into the hot water of a PVC reactor. For this reason it has become key to US PVC manufacturers’ ability to comply with methanol emission reduction obligations under the US Clean Air Act, without the need for additional capital and operating expenditures on explosion risk management, decentralised storage, wastewater treatment, and process water cooling and reheating.
DCloud 45 can be made only using Akzo’s polyacrylate product, Ethapol 1000, which in turn requires the use of 1,2-DCE as a solvent. Ethapol 1000 allows the formation of a stable emulsion of 45% hydrolysed PVA in water, which is the DCloud 45 product, and 1,2-DCE provides the right confirmation and molecular weight to make this suspension stable.
1,2-DCE (C2H4Cl2, CAS 107-06-2) has been designated a substance of very high concern (SVHC) according to Annex XIV of Regulation (EC) N° 1907/2006 due its classification as a carcinogen, Category 1B. It has been included in the list of substances subject to authorisation (Annex XIV) with a sunset date of 22/11/2017. Authorisation is therefore required for continued use after this date. The use of 1,2-DCE which is the subject of this analysis of alternatives (AoA) and socio-economic analysis (SEA) is therefore as follows:
The use of 1,2-dichloroethane (1,2-DCE) as a recyclable solvent in the production of a polyacrylate surfactant.
The Chemical Safety Report (CSR) within this authorisation application demonstrates minimisation of emissions from Akzo’s use of 1,2-DCE. The current report sets out within one document the findings of both the Analysis of Alternatives (AoA) and the SEA. It first establishes the scope of the analysis and Akzo’s substitution strategy in broad terms. It then describes the ‘applied for use’ scenario – the process in which Akzo uses the substance, the use of the substance and the products and markets for which it is used, and the health and environmental impacts of use. It then considers the possible alternatives if Akzo must stop its use of 1,2-DCE by the sunset date, and demonstrates that there are no suitable alternatives available to Akzo by the sunset date; it then identifies the non-use scenario. The impacts of continued use of the

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
13 Use number: 1 Akzo Nobel Chemicals SpA
substance relative to the non-use scenario are then compared. The report concludes that the benefits of Akzo’s continued use of the substance past the sunset date would exceed the risks by a significant margin, and hence that the case for authorisation is demonstrated. It then provides argumentation as to why a review period of nine (9) years is appropriate for this authorisation, and explains what substitution efforts Akzo would undertake if this authorisation were granted.
1.2. Applied for use scenario
Akzo is a global company that employs approximately 45,600 people across 80 countries. The company has many (ca. 100+) production sites in the EU. The focus of this AfA is the use of 1,2-DCE in the production of Ethapol 1000 at Akzo’s Adria production site in the north east of Italy. A total of 50 people are employed at the site. Akzo makes Ethapol 1000 only at the Adria site, along with three other surfactants, including DCloud 45. Ethapol 1000 has two uses. The main use is on-site as an input to the production of DCloud 45. Most of the DCloud 45 product (approx. 90%) is subsequently exported to North America (US and Mexico) where it is used in the manufacture of PVC. The remainder is sold within the EU. The second use of Ethapol 1000 is in the manufacture of polystyrene, where it is exported to two manufacturers in Asia.
If Akzo is able to continue to use 1,2-DCE beyond the sunset date of 22nd November 2017, they will continue to use it as a recyclable reaction solvent in the production of Ethapol 1000. In turn, this will be used primarily in the production of DCloud 45 for the US PVC market. The US Clean Air Act effectively limits future PVC production to low-methanol suspending agents, and DCloud 45 has few competitors in the US due to its zero methanol content.
(3).
Alongside its continued use of 1,2-DCE, Akzo will continue to invest in the research and development of a water-based alternative. Successful development and implementation of this alternative is expected to be possible within nine years. Total development and implementation costs are forecast to be around
(3), although process operating cost savings might be generated due to possible reduced energy use associated with a water-based alternative. Assuming successful development of the water-based alternative, Akzo would implement the switchover as soon as practicably possible. If a nine-year authorisation review period is granted, Akzo are planning to utilise that time to develop and implement a water-
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
14 Use number: 1 Akzo Nobel Chemicals SpA
based alternative to 1,2-DCE in Ethapol 1000 production. As set out later in the Section 4, Akzo will continue to invest in the research and development of a water-based alternative with current estimates indicating it is possible to switch within a nine year period at a cost of around (3). Switching to a water-based alternative could lead to potential savings in operation costs due to possible reduced energy use, and switching to a ‘green’ alternative is consistent with Akzo’s corporate objectives.
The risks to human health and the environment are estimated to be extremely small during this nine-year period (i.e. €36.76 per year) and Akzo will continue to operate with the risk management measures (RMMs) set out in the CSR to minimise overall emissions of 1,2-DCE.
1.3. Analysis of alternatives (AoA)
Since 2009, Akzo has undertaken extensive research on the substitution of 1,2-DCE with a different solvent in the polymerisation of Ethapol 1000. More recently, Akzo has also investigated the possibility of replacing Ethapol 1000 with another surfactant for the production of DCloud 45. Broadly, alternatives can be grouped in four ways:
• Drop-in alternative solvents: this covers alternative solvents which can be used in the polymerisation of acrylic acid and 2-ethylhexyl acrylate to obtain a copolymer equivalent to Ethapol 1000;
• Alternative surfactants to Ethapol 1000, suitable for use in the production of DCloud 45 and as surfactants in polystyrene production;
• Alternative products to DCloud 45 for use as surfactants in the PVC industry where the use of methanol is restricted;
• ‘Managerial’ alternatives which would enable Akzo’s use of 1,2-DCE to cease in the EEA by the sunset date.
A large number of drop-in solvents have been tested but all have failed on one or more factors, and most importantly,
(5) the resulting surfactant is not strong enough to provide a stable DCloud 45 suspension. No surfactants on the market have been found to provide the same properties as Ethapol 1000 and hence to produce a comparable product to DCloud 45. Finally, other secondary surfactants than DCloud 45 are available (e.g. Akzo’s own Active 45), but would require Akzo’s downstream users (PVC manufacturers) to make multi-million dollar investments in new capital equipment to control explosion risk, to increase wastewater treatment, and/or to install new storage systems.
1.4. Non-use scenario
If Akzo must stop its use of 1,2-DCE in the EEA by the sunset date, it would do this by closing the existing Ethapol 1000 production line at Adria, and relocating it to
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
15 Use number: 1 Akzo Nobel Chemicals SpA
Akzo’s existing site at Los Reyes, Mexico. The Ethapol 1000 line is reasonably self-contained, the Los Reyes plant is suitable and Akzo has considerable recent experience of undertaking such relocations. It considers that it could effect this relocation within about 12 months, at a cost of around (1) (societal perspective, present value, four per cent discount rate).
(2) this should allow significant disruption to DCloud 45
supply to be avoided. (2) However, the relocation could put
into doubt the overall financial viability of the Adria site, where 50 workers are currently employed.
1.5. Comparison of costs and benefits
The socio-economic impacts of this non-use scenario are estimated as follows (present value, 4%, 2017-2036):
• Economic costs of closing the existing Ethapol 100 line and relocating it to Los Reyes, Mexico, (1);
• Social impacts related to temporary unemployment of redundant workers, €0.51m; • Avoided direct and indirect risks to the health of workers and inhabitants at and in
the vicinity of the existing Ethapol 1000 line at the Adria plant, €464.27; • Total net socio-economic cost, (1).
Conservative estimations and assumptions have been used to ensure that the socio-economic impacts of the non-use scenario have not been overestimated. Further, there are likely to be a number of additional negative effects which have not been quantified or monetised due to a lack of suitable data and/or information. These include temporary reductions in output and employment in Akzo’s supply chains and in the local economies surrounding the affected manufacturing site.
1.6. Conclusion and requested review period
This SEA demonstrates that the benefits of Akzo’s continued use of 1,2-DCE for Ethapol 1000 manufacture far outweigh the risks. The accompanying analysis of alternatives (AoA) demonstrates that there are no suitable alternatives available to Akzo for this use. Therefore, the conditions for the granting of an application for authorisation for the use by Akzo of 1,2-DCE in the manufacture of Ethapol 1000, as per Article 60(4) of REACH, are clearly satisfied.
Akzo considers a review period of nine (9) years to be appropriate for its use of 1,2-DCE as a recyclable solvent in the production of the polyacrylate, Ethapol 1000. This is based on the following considerations.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
16 Use number: 1 Akzo Nobel Chemicals SpA
Since 2009, Akzo has been undertaking research into the possible substitution of 1,2-DCE with a different solvent in the polymerisation of Ethapol 1000, and more recently the replacement of Ethapol 1000 with another surfactant for the production of DCloud 45. However, testing of a large number of alternatives has not resulted in the discovery of a substance or product which performs as well, or even equivalently;
Nevertheless, Akzo is committed to the substitution of 1,2-DCE as soon as possible, as it is hopeful that a technically feasible alternative can be found. Akzo has been at the forefront of the development of water-based alternatives to products based on organic solvents (e.g. coatings), and is pursuing the development of a water-based approach to the manufacture of Ethapol 1000. However, Akzo’s current view is that switching to a water-based process will take at least seven years to development and implement, at a cost of around (1). A water-based alternative does, however, have the potential to generate cost savings in use by eliminating the need for solvent recovery.
Akzo also considers that it would be possible to develop a solvent-based alternative to 1,2-DCE, with a cyclic solvent (5) as the most promising candidate. It estimates that this could be done slightly more quickly (five to six years) and at a marginally lower development cost, although this option is not expected to generate any cost savings to the process, and is not as environmental friendly.
The switch to a water-based alternative is currently estimated to require seven years’ development and implementation time, although this is dependent on the successful performance and development of the process. However, if Akzo received authorisation for a period of seven years, it would be required to prepare and submit a review report some time before the end of this period, and hence the effective duration of the authorisation for development purposes would be likely to be too short to implement this option. Therefore, Akzo would, in the case of a seven-year review period, prioritise the development of the solvent-based alternative which, although likely to be more costly in the long run than the water-based option, could allow substitution more quickly, thereby hopefully avoiding the need for further authorisation.
An authorisation period of nine (9) years (seven years, plus two years to cover contingency and preparation and submission for the time-limited review) is considered sufficient to allow proper development and implementation of the water-based alternative before the need to submit a costly and possibly irrelevant review report. The water-based alternative is Akzo’s preferred alternative, being more environmentally friendly as well as potentially cheaper.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
17 Use number: 1 Akzo Nobel Chemicals SpA
2. AIM AND SCOPE OF AOA AND SEA
2.1. Aim
Substance 1,2-dichloroethane ((1,2-DCE), C2H4Cl2, CAS 107-06-2) is, according to Article 57(a) of Regulation (EC) N° 1907/2006, a substance of very high concern (SVHC) due to its classification as a Category 1B carcinogen, and has been included in the ‘Authorisation List’ (Annex XIV of REACH) with a sunset date of November 22nd 2017. This means authorisation is required for continued use after this date.
On June 5th 2015, ECHA published the document, ‘Application for Authorisation: Establishing a reference dose response relationship for carcinogenicity of 1,2-dichloroethane’i, which constitutes the opinion of the Risk Assessment Committee (RAC) that 1,2-dichloroethane is considered to be a non-threshold carcinogen.
The applicant (Akzo Nobel Chemicals SpA, hereafter referred to as ‘Akzo’) is currently engaged in a single use of 1,2-DCE:
The use of 1,2-dichloroethane (1,2-DCE) as a recyclable solvent in the production of a polyacrylate surfactant.
The Chemical Safety Report (CSR) within this authorisation application demonstrates minimisation of emissions from Akzo’s use of 1,2-DCE. The current report sets out within one document the findings of both the Analysis of Alternatives (AoA) and the SEA. It first establishes the scope of the analysis and Akzo’s substitution strategy in broad terms. It then describes the ‘applied for use’ scenario – the process in which Akzo uses the substance, the use of the substance and the products and markets, for which it is used, and the health and environmental impacts of use. It then considers the possible alternatives if Akzo must stop its use of 1,2-DCE by the sunset date, and demonstrates that there are no suitable alternatives available to Akzo by the sunset date; it then identifies the non-use scenario. The impacts of continued use of the substance relative to the non-use scenario are then compared. The report concludes that the benefits of Akzo’s continued use of the substance past the sunset date would exceed the risks by a significant margin, and hence that the case for authorisation is demonstrated. It then provides argumentation as to why a review period of nine (9) years is appropriate for this authorisation, and explains what substitution efforts Akzo would undertake if this authorisation were granted.
i ECHA: http://echa.europa.eu/documents/10162/13641/rac_33_dose_response+_1_2dichloroethane_en.pdf
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
18 Use number: 1 Akzo Nobel Chemicals SpA
2.2. Scope of the analysis
2.2.1. Analysis of alternatives
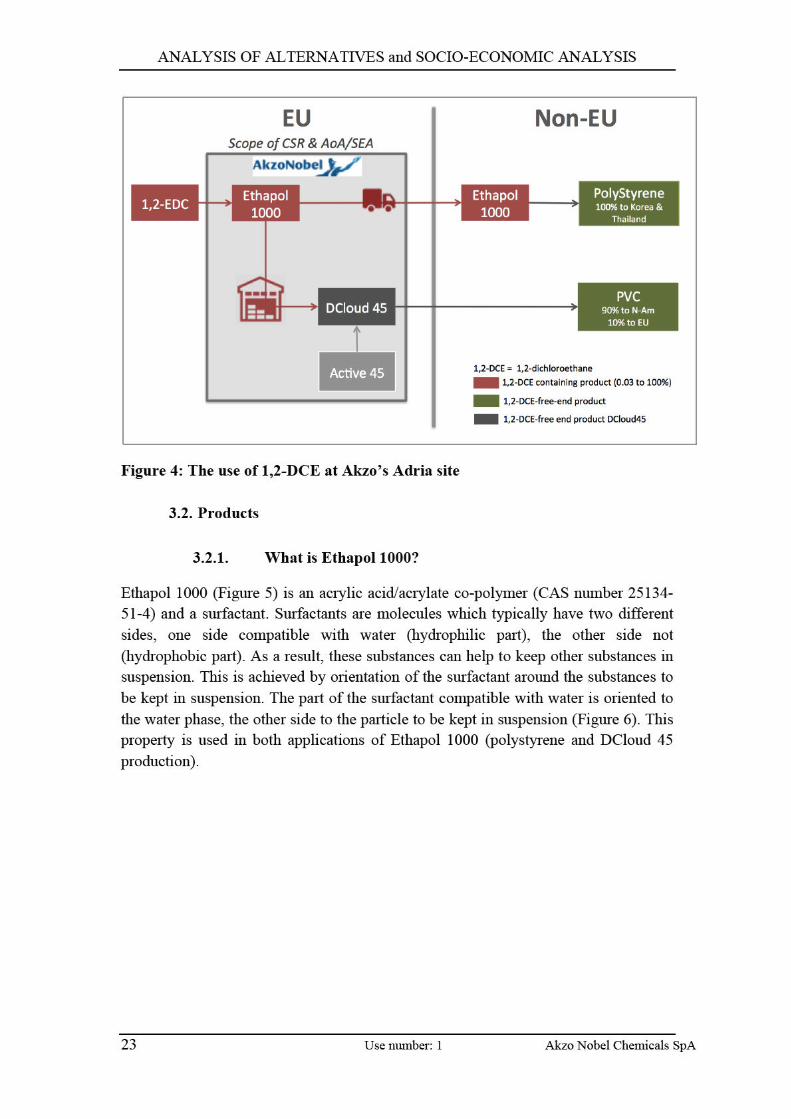
Akzo uses 1,2-DCE as a recyclable solvent in the production of Ethapol 1000, an acrylic acid/acrylate co-polymer (CAS number 25134-51-4), which is used as a surfactant in the production of DCloud 45, which in turn is used in the manufacture of polyvinylchloride (PVC). Ethapol 1000 is also used in the production of polystyrene.
1,2-DCE is sourced by Akzo from (2). It is used at Akzo’s manufacturing plant at Adria, Italy, which is the only location at which Akzo manufactures Ethapol 1000 and DCloud 45 (and three other surfactants used in PVC manufacture). The majority of the Ethapol 1000 produced from this 1,2-DCE is used internally by Akzo at Adria to make DCloud 45. (The remaining Ethapol 1000 is exported to south east Asia, although there have been no such sales so far in 2016.) 90 per cent of this DCloud 45 is exported to the United States and Mexico, where it is used in PVC manufacture; the remainder is sold to a single customer in the EU. The demand for DCloud 45 in North America stems from a combination of the technology for PVC manufacture used, and the fact that the product does not contain methanol, which is heavily regulated as a Hazardous Air Pollutant (HAP) under the US Clean Air Acti. DCloud 45 is currently the only secondary surfactant for use in PVC manufacture which contains zero methanol. (A very few alternatives exist with low, but not zero, methanol content.) Demand for DCloud 45 is limited in other parts of the world because of the history of regional PVC manufacturing sectors, which has followed the development of different (local) technologies.
The AoA undertaken for Akzo’s use of 1,2-DCE has four principal areas of focus:
• Alternative solvents for the manufacture of Ethapol 1000;
• Alternatives to Ethapol 1000 in the manufacture of DCloud 45;
• Alternatives to DCloud 45 in the manufacture of PVC;
• Alternative approaches to the use of 1,2-DCE which do not require authorisation (‘managerial responses’).
The Akzo substitution strategy for the use of 1,2-DCE is based on the Akzo values of sustainability (Planet PossibleTM)ii. These values have been widely recognised,
i Subpart J-National Emission Standards for Hazardous Air Pollutants for Polyvinyl Chloride and Copolymers Production, 67 FR 45891, July 10, 2002
ii https://www.akzonobel.com/sustainability/
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
19 Use number: 1 Akzo Nobel Chemicals SpA
resulting in AkzoNobel being ranked top in the Dow Jones Sustainability Indexi in 2015 for the fourth time in a row. These values have been put into practice in recent company history by Akzo being the leader in removing solvents in coatings through the development of water-based coatings, and also by removing solvents in peroxide applications for the PVC industry. Specifically for 1,2-DCE and Ethapol 1000, Akzo has been searching for alternatives since 2009 (see Appendix A).
2.2.2. Socio-Economic Analysis
The SEA has been conducted in accordance with the approach set out in the ECHA Guidance on the Preparation of Socio-Economic Analysis as part of an Application for Authorisation. The reader is referred to the guidance for appropriate context and general information on approach to the SEA, while more specific aspects relevant to this document are discussed below.
As an underlying basis for the assessment of impacts in this SEA, the estimation of health impacts has been based on generally pessimistic assumptions compared to purposefully optimistic calculations for social and economic impacts. This ensures that the estimated difference between the benefits and risks of continued use is minimised (or underestimated).
Impacts are presented individually in terms of the time frame most relevant for their measurement. For instance, health impacts are presented per year of exposure, and unemployment impacts are presented for the length of their duration. For the overall comparison of impacts (benefits and risks), a 20-year time frame is adopted (2017-2036). This is deemed sufficient to cover the decisions-making time horizon and the lifecycle of all major impacts.
There is an issue associated with the correct treatment of some impacts which have transboundary characteristics. For instance, the non-use scenario identified in Section 4 involves establishing new production facilities in Los Reyes, Mexico, and the costs of this are clearly costs which are incurred in Mexico, but are borne (paid for) by Akzo. The transfer of production to Los Reyes maintains profits and customer value from a global perspective – primarily US-based – but is clearly a (perhaps temporary) loss of value-added (national income) which was previously generated in the EU. Exposures of EU workers and inhabitants to 1,2-DCE as a result of Akzo’s operations, and the resulting additional health risks, are reduced to zero in the non-use scenarios but are transferred to workers and inhabitants at the Los Reyes plant in Mexico. ECHA guidance is largely silent on the geographical boundaries which
i AkzoNobel press release September 10th 2015; https://www.akzonobel.com/news_center/news/news_and_press_releases/2015/akzonobel_top_djsi_fourth_year_in_row.aspx

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
20 Use number: 1 Akzo Nobel Chemicals SpA
should be used in these types of situations, and opinions of the ECHA scientific committees have not given clear indication of how they are interpreting these issues.
The general approach adopted here is based on a few basic principles, such as:
• The primary focus is on impacts occurring within the EU;
• Relevant impacts (costs and benefits) are those which are additional or incremental to the baseline situation
• Impacts are defined in terms of:
o Expenditure of additional resources which must be transferred from alternative uses;
o The loss of productive value of resources which were employed in valuable uses but which are rendered unemployed;
o The value of consumption and wellbeing of consumers, workers and members of the public generally;
• Impacts are defined in terms of the time frame over which they occur, so that the focus is on the period over which additional resource expenditure occurs or the period over which previously employed resources are left unemployed in any valuable use.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
21 Use number: 1 Akzo Nobel Chemicals SpA
3. THE APPLIED FOR USE SCENARIO
3.1. The applicant and the affected production site
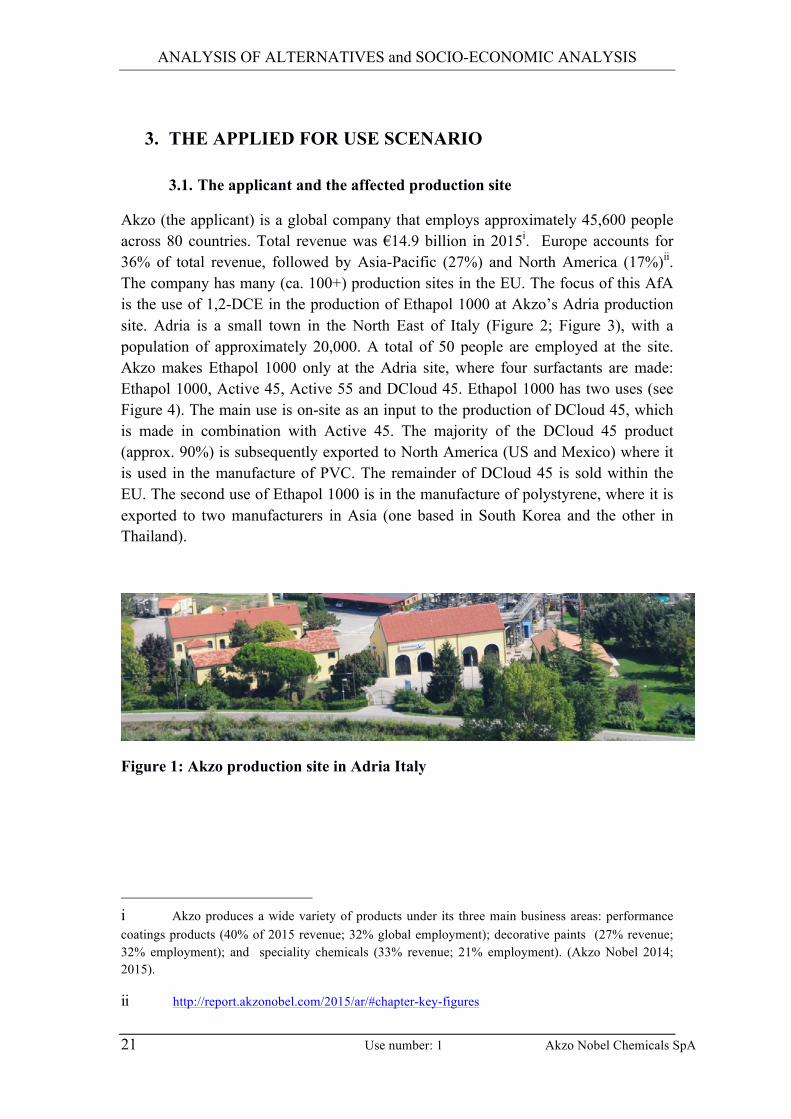
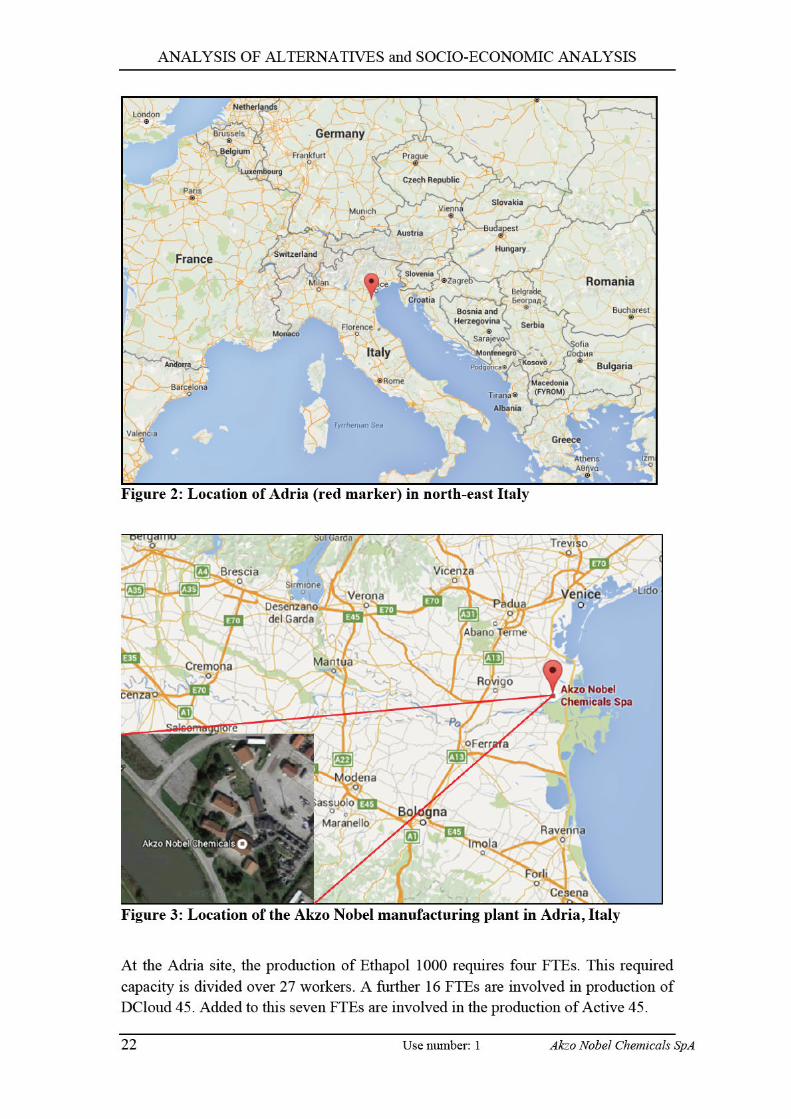
Akzo (the applicant) is a global company that employs approximately 45,600 people across 80 countries. Total revenue was €14.9 billion in 2015i. Europe accounts for 36% of total revenue, followed by Asia-Pacific (27%) and North America (17%)ii. The company has many (ca. 100+) production sites in the EU. The focus of this AfA is the use of 1,2-DCE in the production of Ethapol 1000 at Akzo’s Adria production site. Adria is a small town in the North East of Italy (Figure 2; Figure 3), with a population of approximately 20,000. A total of 50 people are employed at the site. Akzo makes Ethapol 1000 only at the Adria site, where four surfactants are made: Ethapol 1000, Active 45, Active 55 and DCloud 45. Ethapol 1000 has two uses (see Figure 4). The main use is on-site as an input to the production of DCloud 45, which is made in combination with Active 45. The majority of the DCloud 45 product (approx. 90%) is subsequently exported to North America (US and Mexico) where it is used in the manufacture of PVC. The remainder of DCloud 45 is sold within the EU. The second use of Ethapol 1000 is in the manufacture of polystyrene, where it is exported to two manufacturers in Asia (one based in South Korea and the other in Thailand).
Figure 1: Akzo production site in Adria Italy
i Akzo produces a wide variety of products under its three main business areas: performance coatings products (40% of 2015 revenue; 32% global employment); decorative paints (27% revenue; 32% employment); and speciality chemicals (33% revenue; 21% employment). (Akzo Nobel 2014; 2015).
ii http://report.akzonobel.com/2015/ar/#chapter-key-figures

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
25 Use number: 1 Akzo Nobel Chemicals SpA
is crucial in PVC production with a cellulose-based primary surfactant to achieve sufficiently low residual monomer content in the PVC polymer. DCloud 45 is a unique product as a high strength, water-based surfactant with zero methanol content. Ethapol 1000 is used to stabilise the DCloud 45 suspension.
The polyvinyl alcohol in DCloud 45 is produced from with a vinyl acetate monomer. After polymerisation, the resulting polyvinylacetate is partially hydrolysed to a PVA. Different levels of hydrolysis are possible: in this case the hydrolysis level is 45%, which means that on average 45% of the acetate groups on the polymer chain are converted to alcohol groups. At this level of hydrolysis, the PVA does not dissolve in water. As a result the alcohol and the remaining ethyl acetate (monomer) cannot be separated from the hydrolysed material using water. This product - 45% hydrolysed polyvinyl alcohol (PVA) dissolved in ethanol - is called Active 45 (CAS number 25213-24-5). It is a highly flammable pale yellow liquid.
Ethapol 1000 is used as a suspending agent to translate Active 45 into a water-based product called DCloud 45, which is essentially free of alcohols and ethyl acetate. In the production of DCloud 45,
(4) Ethapol 1000 has the key purpose, as a surfactant, of keeping the hydrolysed PVA material in suspension in water.
DCloud 45 is used in the PVC suspension polymerisation process as a secondary suspending agent, or ‘secondary surfactant’. In a suspension polymerisation, the monomer is suspended in water, and polymerisation takes place inside the monomer droplet. The primary surfactant will keep the formed PVC particle in suspension. The secondary surfactant, present in the suspension, will influence the formation of the polymer particle, specifically the porosity of the particle (see Figure 8: Porosity of PVC particle).
The porosity of the PVC particle determines how easy it is for the remaining monomers to be removed from the PVC. It should be noted that the primary and secondary surfactants are present during the polymerisation reaction. Any change to surfactants potentially affects the polymerisation reaction itself. In addition, both surfactants work together to determine the physical properties of the resulting PVC powder. Any change in these surfactants will change the properties of the PVC (with potential implications for downstream processing).



ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
30 Use number: 1 Akzo Nobel Chemicals SpA
In the EU, where a stronger primary surfactant is used, a weaker secondary surfactant is sufficient to achieve certain porosity and the low residual level of vinylchloride monomer (VCM) in the PVC. The secondary surfactants on the EU market are mostly 55% hydrolysed PVAs in water with a typical level of methanol less than 2%. These PVAs are weaker secondary surfactants, but this also means that they can be more easily dissolved in water. The 55% hydrolysed surfactants are water soluble due to their higher degree of hydrolysis. To be noted is that these secondary surfactants still contain some level of methanol, while DCloud 45 is free from alcohols.
Historically, in the US, weaker primary surfactants (in terms of porosity generation) have been used due to differences in the design of the PVC manufacturing process. As a consequence, stronger – primarily solvent-based – secondary surfactants have been required to meet the requirements of low residual monomer content in the PVC. These powerful surfactants do not dissolve in water, which is problematic for a PVC process which is water-based. In the case of DCloud 45, this has been resolved by using an additional surfactant (Ethapol 1000) to keep the secondary surfactant suspended in water. This means that the use of a surfactant such as Ethapol 1000 for the production of DCloud 45 is directly related to the fact that DCloud 45 is a very powerful secondary surfactant when used in PVC production.
The US Clean Air Act produces regulatory drivers to reduce the amount of methanol released to air. The Clean Air Act encourages more PVC producers to avoid methanol-based products, and this has resulted in increased demand for DCloud 45 for the production of PVC. As a result, this has meant for Akzo that around 70% of DCloud 45 now sold is to the US (20% to Mexico and only 10% in the EU), up from less than 50% in 2011.
In the US there are few competitors to DCloud 45 since most competing products contain methanol (>2%) which effectively limits their use under the Clean Air Act. A known product on the US market, Alcotex WD100 (made by Synthomer Ltd)i has a low methanol content (<2%) but very high viscosity, which means that it must be stored close to the reactor since long-range pumping is not feasible; this might not be possible in all installations (and might require significant capital investment in those where it could potentially be used). DCloud 45 has low viscosity making it easier to use for a wide range of installations. Akzo’s Active 45, like DCloud 45, does not contain any methanol, but is ethanol-based, and hence highly flammable, which for regulatory and safety reasons would limit its application; it also results in higher COD of end-users’ effluent.
Strong secondary surfactants are also used in Asia. However, there is no similar regulation regarding the emission of methanol as in the US, and hence the incentive to switch to a more expensive water-based secondary surfactant such as DCloud 45 is less.
i http://www.synthomer.com/index.php?id=63
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
31 Use number: 1 Akzo Nobel Chemicals SpA
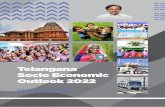
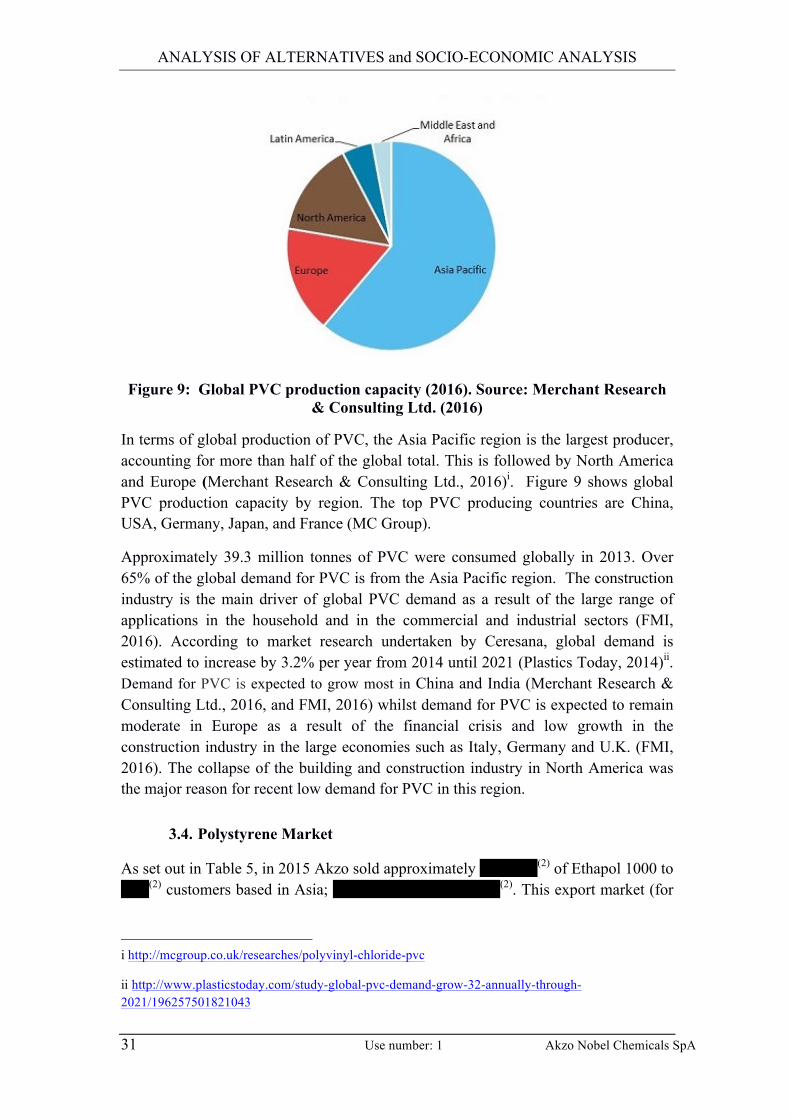
Figure 9: Global PVC production capacity (2016). Source: Merchant Research & Consulting Ltd. (2016)
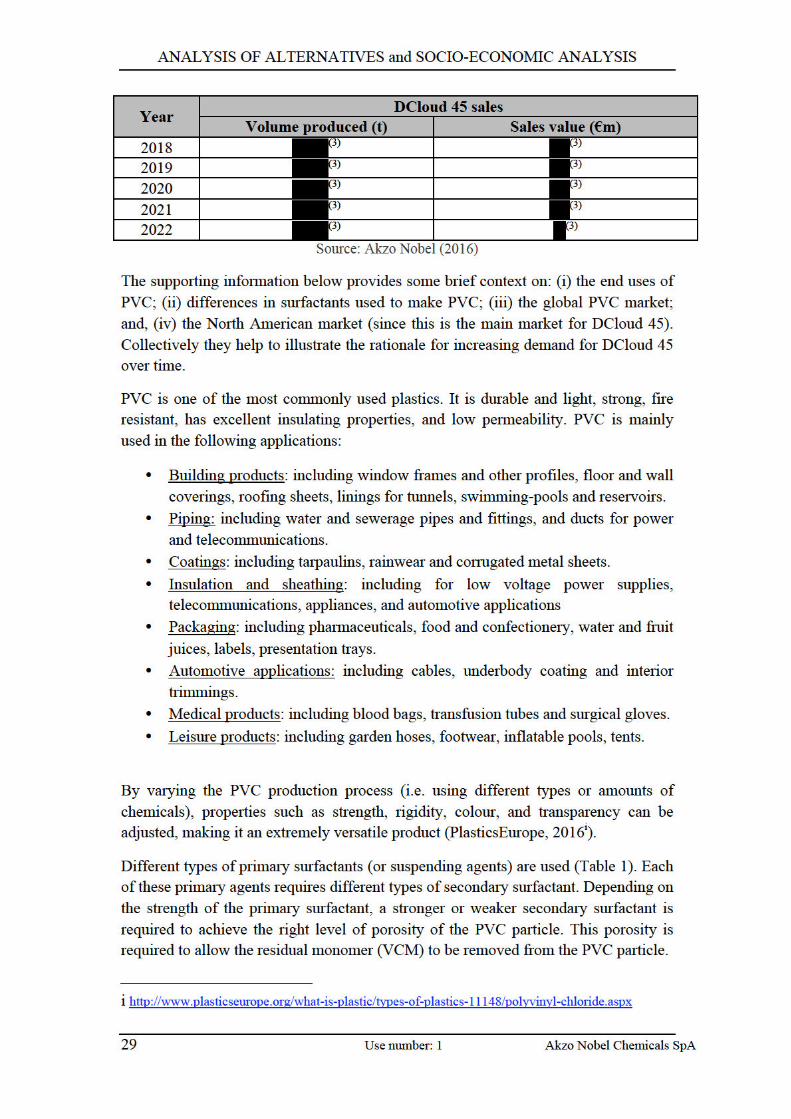
In terms of global production of PVC, the Asia Pacific region is the largest producer, accounting for more than half of the global total. This is followed by North America and Europe (Merchant Research & Consulting Ltd., 2016)i. Figure 9 shows global PVC production capacity by region. The top PVC producing countries are China, USA, Germany, Japan, and France (MC Group).
Approximately 39.3 million tonnes of PVC were consumed globally in 2013. Over 65% of the global demand for PVC is from the Asia Pacific region. The construction industry is the main driver of global PVC demand as a result of the large range of applications in the household and in the commercial and industrial sectors (FMI, 2016). According to market research undertaken by Ceresana, global demand is estimated to increase by 3.2% per year from 2014 until 2021 (Plastics Today, 2014)ii. Demand for PVC is expected to grow most in China and India (Merchant Research & Consulting Ltd., 2016, and FMI, 2016) whilst demand for PVC is expected to remain moderate in Europe as a result of the financial crisis and low growth in the construction industry in the large economies such as Italy, Germany and U.K. (FMI, 2016). The collapse of the building and construction industry in North America was the major reason for recent low demand for PVC in this region.
3.4. Polystyrene Market
As set out in Table 5, in 2015 Akzo sold approximately (2) of Ethapol 1000 to (2) customers based in Asia; (2). This export market (for
i http://mcgroup.co.uk/researches/polyvinyl-chloride-pvc
ii http://www.plasticstoday.com/study-global-pvc-demand-grow-32-annually-through-2021/196257501821043

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
33 Use number: 1 Akzo Nobel Chemicals SpA
• Floor insulation ‘slab-on-ground’ insulation; • Insulated concrete floor systems; • Interior wall insulation with gypsum board (doublage); • Exterior wall insulation or ETICS (External Insulated Composite Systems); • Cavity wall insulation boards; • Cavity wall insulation loose fill; • Civil engineering applications; • Insulated concrete forms (ICF); • Foundation systems and other void forming systems; • Load bearing foundation applications; • Core material for EPS used in sandwich and stressed skin panels (metal and
wood fibreboard); • Floor heating systems; • Sound insulation in floating floors (to avoid transmission of contact sound); • Seismic applications; and • EPS drainage boards.
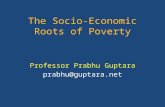
The global EPS market has not grown much due to reduced demand from construction and overcapacity of EPS in current markets. However, the EPS market is expected to show stable growth rates in near future due to increasing demand from the construction sector, as a result of construction sector recovery after the financial crisis (2007/8) and growth in developing countries. As shown in Figure 10, the largest market for EPS is Asia-Pacific followed by Europe. The market size, in terms of value, of expanded polystyrene was estimated to be about €11.66 billion in 2015 and is projected to reach €15.64 billion by 2020, at a CAGR of 6.03% between 2015 and 2020 (MCGroup, 2016).
Figure 10: Global consumption of EPS 2016 (MCGroup, 2016i)
i http://mcgroup.co.uk/researches/expandable-polystyrene-eps

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
34 Use number: 1 Akzo Nobel Chemicals SpA
3.5. Applied for use scenario
Under the applied for use scenario, Akzo would continue to use 1,2-DCE beyond the sunset date of 22nd November 2017 as a recyclable reaction solvent in the production of Ethapol 1000 at one site in Adria, Italy. The majority of Ethapol 1000 would continue to be used internally for the production of DCloud 45, which in turn is sold to the North American market to make PVC without the use of methanol. A smaller proportion of the Ethapol 1000 would also be expected to continue to be sold to companies in Asia for the production of polystyrene, although this demand is uncertain and may not necessarily materialise in practice.
Due to regulatory requirements in the US and in particular the US Clean Air Act which aims to reduce methanol emissions to air, Akzo forecast increased demand for their DCloud 45 product, which does not contain methanol, by around 25 per cent over the next six years.
If a nine-year authorisation review period is granted, Akzo are planning to utilise that time to develop and implement a water-based alternative to 1,2-DCE in Ethapol 1000 production. As set out later in the Section 4, Akzo will continue to invest in the research and development of a water-based alternative with current estimates indicating it is possible to switch within a nine year period at a cost of around
(5). Switching to a water-based alternative could lead to potential savings in operation costs due to possible reduced energy use, and switching to a ‘green’ alternative is consistent with Akzo’s corporate objectives.
As set out in Section 3.9, the risks to human health and the environment are estimated to be extremely small during this nine-year period (i.e. €36.76 per year) and Akzo will continue to operate with the risk management measures (RMMs) set out in the CSR to minimise overall emissions of 1,2-DCE.
3.6. Analysis of substance function
3.6.1. Description of the installation
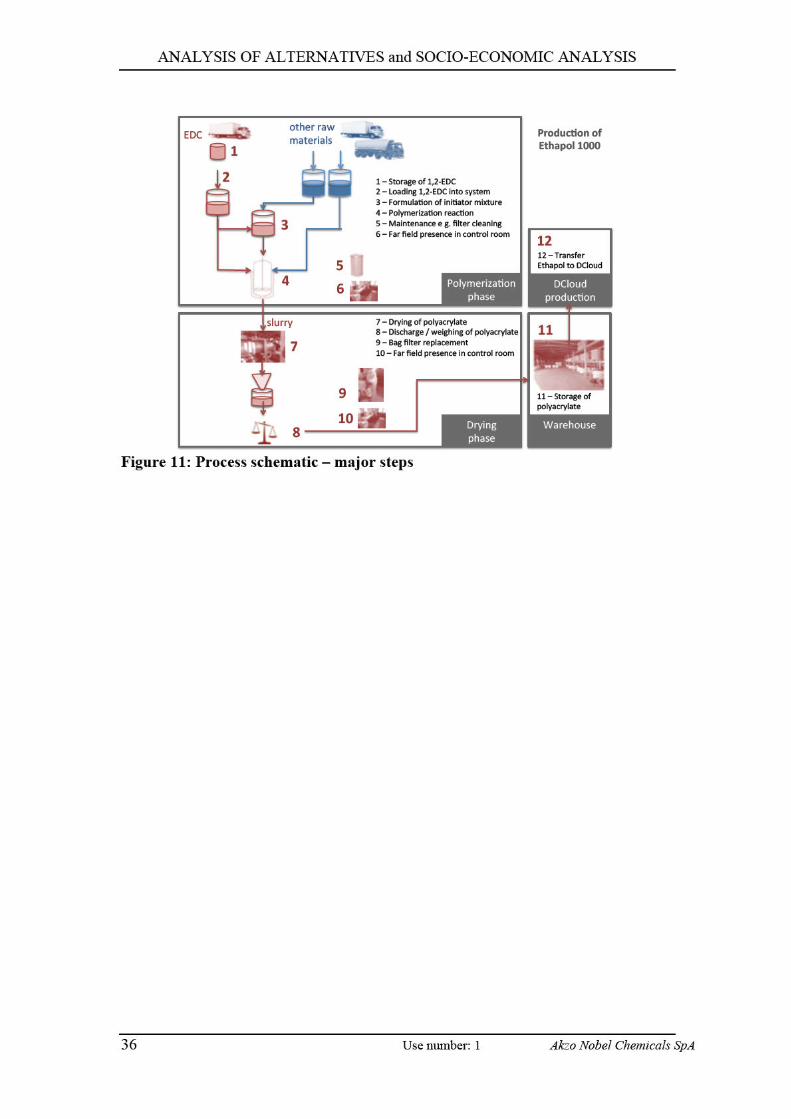
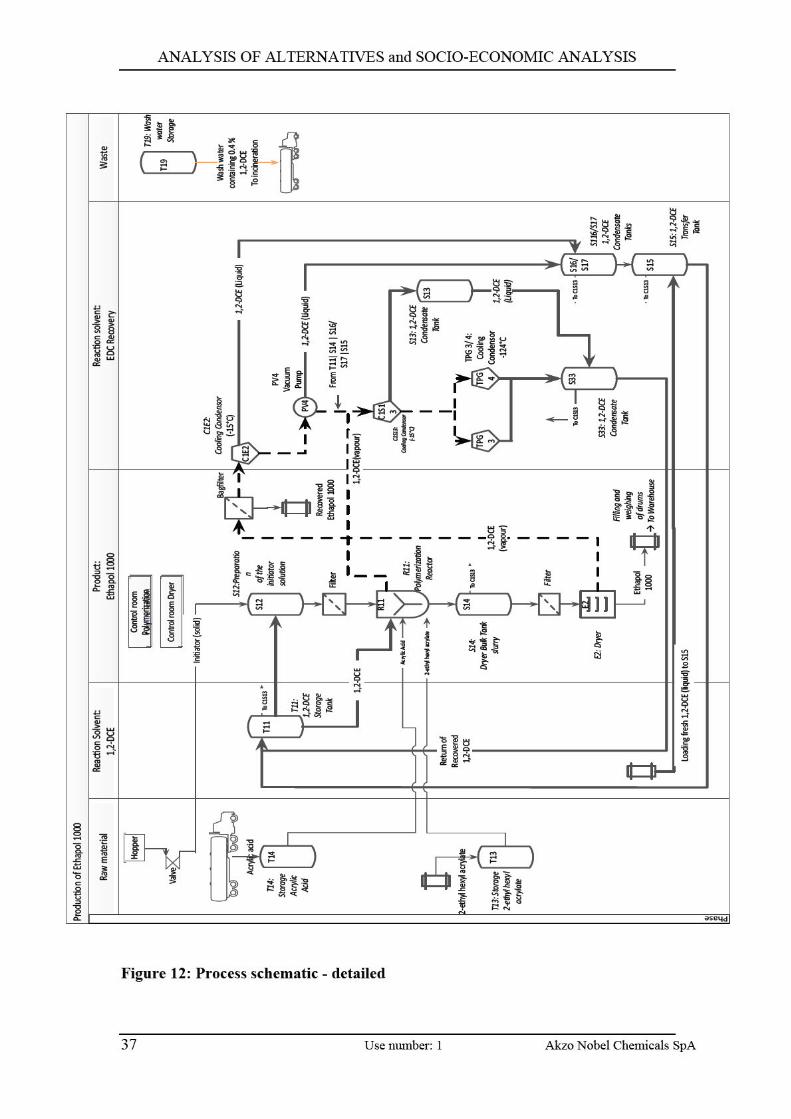
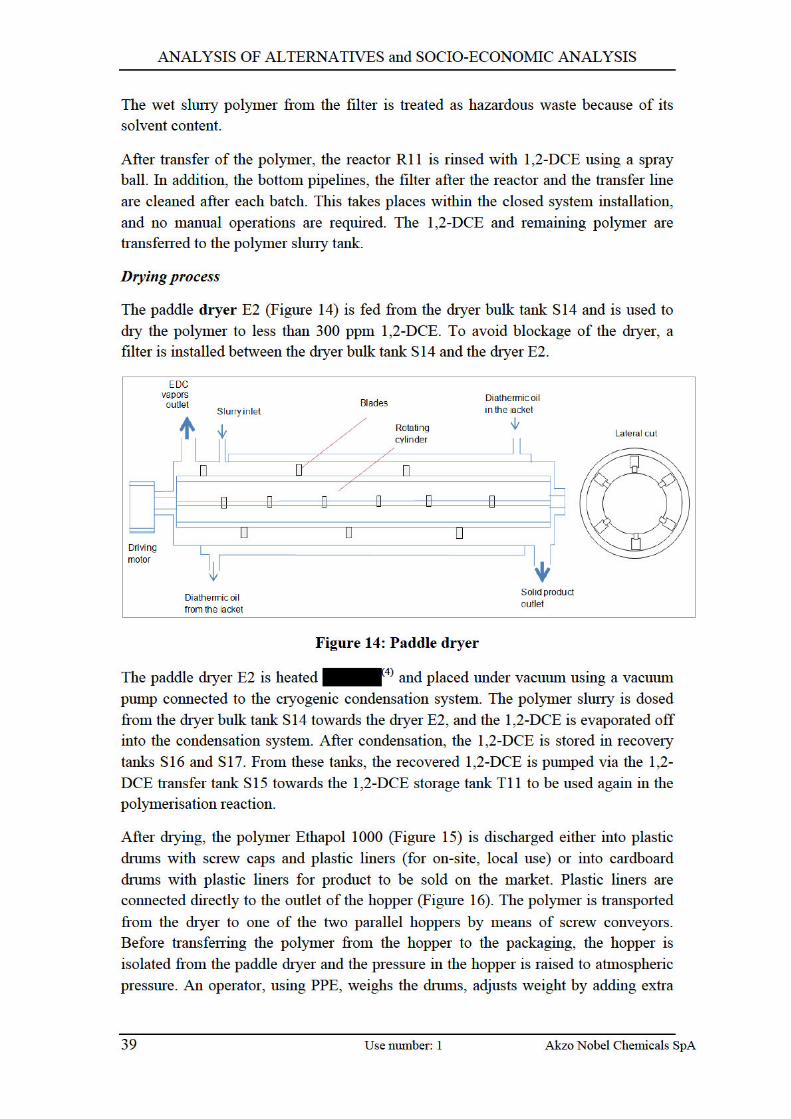
Akzo uses 1,2-DCE as a recyclable solvent in a batch co-polymerisation reaction of acrylic acid and 2-ethylhexyl acrylate (2-EEA) to manufacture Ethapol 1000 (Figure 11). The reaction is initiated with an organic peroxide, which is pre-mixed with 1,2-DCE in a closed vessel before being dosed into the polymerisation reactor. In the closed reactor, the acrylic acid and the 2-EEA react at (4). After drying in a vacuum paddle dryer (4), the polymer is weighed and packed in drums, and then transported to the warehouse.
The 1,2-DCE used in the polymerisation reaction is recovered on-site for re-use in the production process of Ethapol 1000. A schematic overview of the process, the polymerisation, dryer and 1,2-DCE recovery steps is provided in Figure 11. Additional graphical details are provided in Figure 12. In the following text, a

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
35 Use number: 1 Akzo Nobel Chemicals SpA
descriptive overview is provided of these processes. While the polymerisation is a batch process, the drying is continuous. The polymerization process takes 12hr per batch, while the dryer requires 24hr to dry the material from one polymerization batch. As such the dryer operates continuously as soon as the first polymerization batch has been completed. The polymerisation is currently done from Monday to Friday. As the drying process is a continuous process that is being fed by the polymerisation process this runs from Monday (late afternoon) till Saturday.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
38 Use number: 1 Akzo Nobel Chemicals SpA
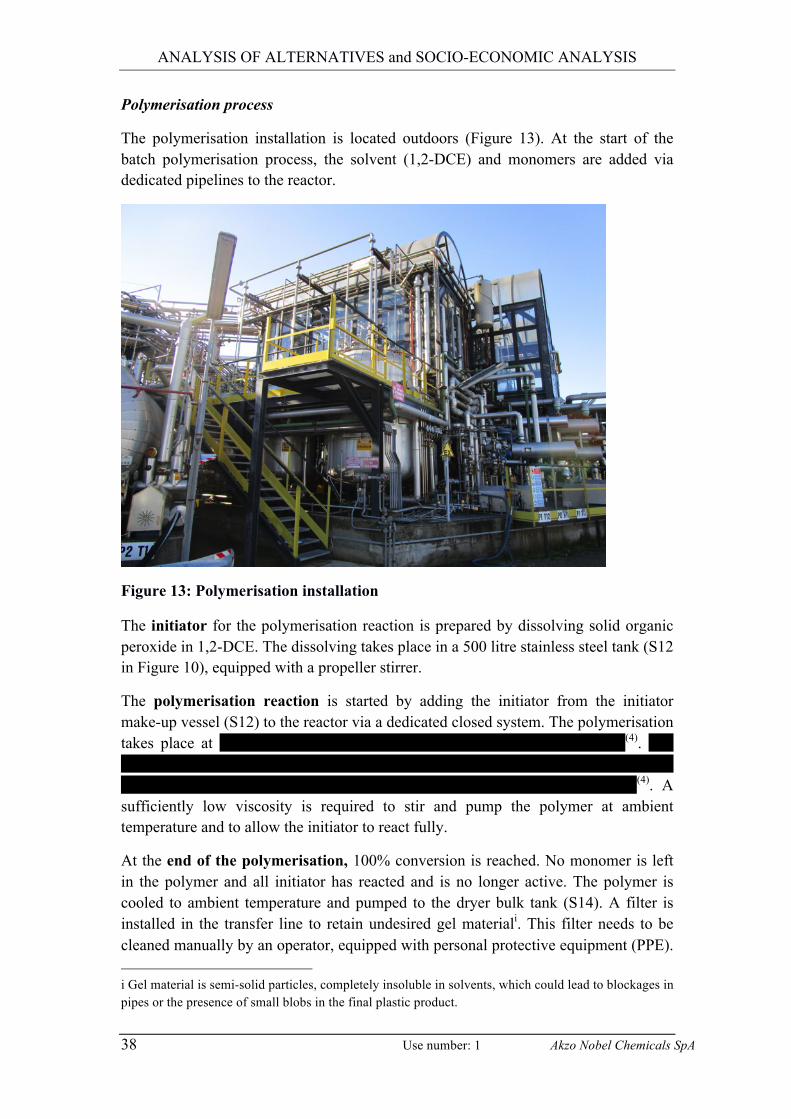
Polymerisation process
The polymerisation installation is located outdoors (Figure 13). At the start of the batch polymerisation process, the solvent (1,2-DCE) and monomers are added via dedicated pipelines to the reactor.
Figure 13: Polymerisation installation
The initiator for the polymerisation reaction is prepared by dissolving solid organic peroxide in 1,2-DCE. The dissolving takes place in a 500 litre stainless steel tank (S12 in Figure 10), equipped with a propeller stirrer.
The polymerisation reaction is started by adding the initiator from the initiator make-up vessel (S12) to the reactor via a dedicated closed system. The polymerisation takes place at (4).
(4). A
sufficiently low viscosity is required to stir and pump the polymer at ambient temperature and to allow the initiator to react fully.
At the end of the polymerisation, 100% conversion is reached. No monomer is left in the polymer and all initiator has reacted and is no longer active. The polymer is cooled to ambient temperature and pumped to the dryer bulk tank (S14). A filter is installed in the transfer line to retain undesired gel materiali. This filter needs to be cleaned manually by an operator, equipped with personal protective equipment (PPE). i Gel material is semi-solid particles, completely insoluble in solvents, which could lead to blockages in pipes or the presence of small blobs in the final plastic product.

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
40 Use number: 1 Akzo Nobel Chemicals SpA
powder, and closes the liners and the drums. The drums are then transported to the warehouse.
Figure 15: Polymer
Figure 16:Loading of plastic drum
1,2-DCE recovery
During each polymerisation batch, approximately three tonnes of 1,2-DCE is used and recovered. 1,2-DCE vapour generated in the reactor R11 are fed into a cooling condenser C1S13, operating at -10°C, which collects the 1,2-DCE condensate into tank S13. The condenser delivers a cooled, gaseous 1,2-DCE-nitrogen mixture to the parallel-operated cryogenic cooling condensers TPG3 and TPG4.

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
41 Use number: 1 Akzo Nobel Chemicals SpA
The gaseous 1,2-DCE exhaust of the paddle dryer E2 is also fed into a cooling condenser C1-E2, also operating at -10°C. This cooling condenser C1-E2 feeds the liquid 1,2-DCE into 1,2-DCE condensate tanks S16-S17 and the gaseous part into the parallel-operated cryogenic cooling condensers TPG3 and TPG4. S16 and S17 content is transferred daily to T11 to be available to R11 and S12 for the next polymerisation batch.
The parallel-operated cryogenic cooling condensers (TPG3 and TPG4) operate at -124°C and use liquefied nitrogen. The 1,2-DCE crystallizes on the walls of the cryogenic unit. At the end of every working cycle, an electric resistance increases the temperature inside the condenser, melts the crystallized 1,2-DCE and recovers the 1,2 DCE for collection in S13. One of the two units is always operating while the other is undergoing regeneration and recovery.
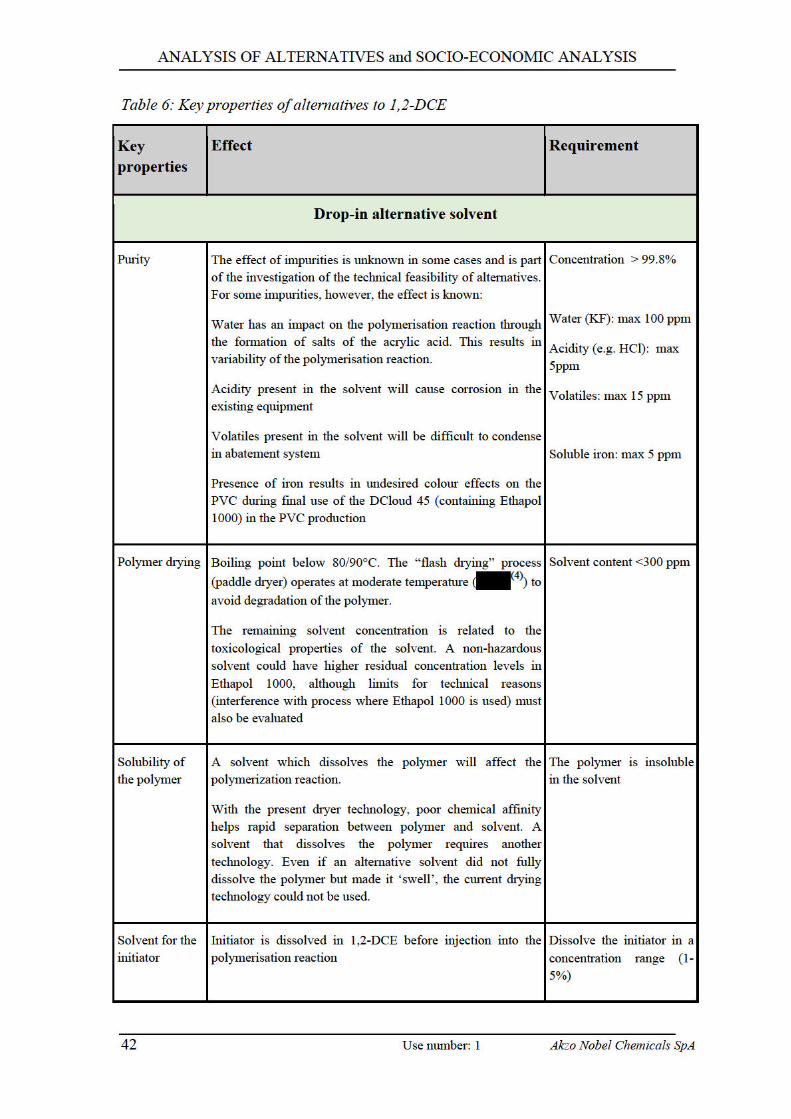
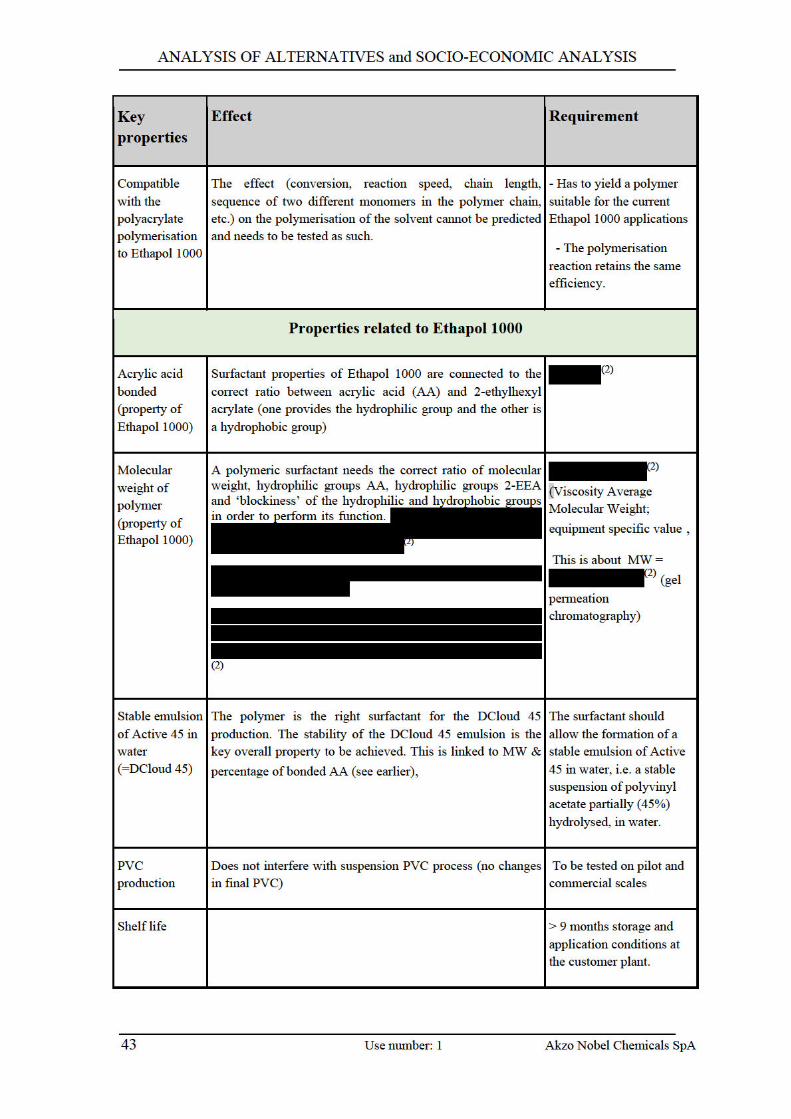
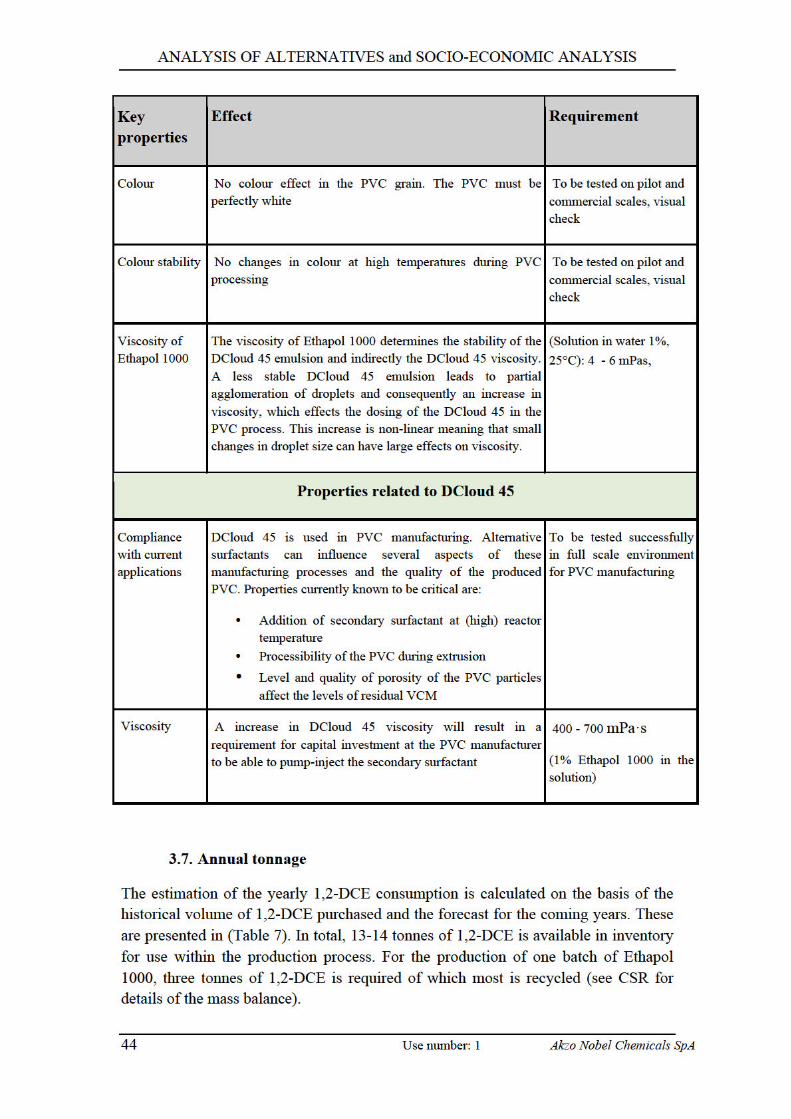
3.6.2. Key functional requirements of the substance
The requirements for an alternative reside on different levels. Alternative solvents have to match properties which allow them to be used in the current polymerisation installation. The polymer produced should match the required properties of the current Ethapol 1000 and in relation to the different applications of Ethapol 1000.
On another level, the use of 1,2-DCE could be avoided by using an alternative to Ethapol 1000. This alternative would be used in the production of DCloud 45 and should have the key properties to fulfil the function of a surfactant in DCloud 45 production in such a way that DCloud 45 can still be used in the PVC processes where DCloud 45 is used currently.
The key properties of the alternatives in relation to the performance of 1,2-DCE as a solvent, of Ethapol 1000 and of DCloud 45 are summarised in (Table 6)
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
46 Use number: 1 Akzo Nobel Chemicals SpA
ECHA on June 5, 2015. An Excess Lifetime Risk level means the additional risk to cancer as a result of exposure to 1,2-dichloroethane, in comparison to the risk to cancer when not exposed to 1,2-DCE.
• Demonstrate minimization of risks for the uses applied for by demonstrating that the risks related to the continued use of 1,2-dichloroethane are minimized as far as technically and practically possible.
Exposure and risks to the environment
Environment
1,2-dichloroethane is not classified for any environmental endpoint, and therefore an environmental exposure assessment is not in the scope of this assessment. Nevertheless, technical controls and working procedures are in place to ensure that emissions to the different environmental compartment are minimised.
The main technical, collective measures are in place within Akzo are listed below, for details however reference to section 9.1.1 of the CSR included in this AfA is made:
• Air: o Ethapol1000 is produced in a closed system. At three locations, i.e.
reactor, storage tanks and dryer, there is a connection with the 1,2-DCE abatement system. The cryogenic condensation system minimizes the emissions of 1,2-DCE to air. The recovered 1,2-DCE is transferred from the abatement system to the main storage tank for re-use.
o Fugitive emissions are avoided by using closed pumps, appropriate gaskets and leaktight valves. The drying of the slurry (removal of 1,2-DCE) is done in the paddle dryer which operates at sub atmospheric pressure. Any possible leakage of the system would take place be towards the system itself and not towards air.
• Water: o There is no water is used in the production of Ethapol1000, hence there
is no release 1,2-DCE to waste water as a result of the Ethapol1000 production. Water used for the cleaning of the polymerisation reactor is recovered from the reactor and is sent off site as hazardous waste.
• Soil: o The Ethapol1000 production takes places in closed systems. The
systems are situated on concrete floor and inside containment basins. There are no emissions to soil.
• Waste: o All waste is treated by a certified waste handler.
Taking into account all these measures, an environmental assessment was generated to allow the evaluation of human health hazards/risks that may relate to the potential
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
47 Use number: 1 Akzo Nobel Chemicals SpA
exposure to 1,2-DCE of the general population via the environment. The volume taken into account for this assessment was 1,904 tpai.
Man via the environment
The Excess Lifetime Risks associated with exposure of man via the environment were determined to be:
• Not applicable for the general population, as there are no inhabitants in a 1km radius and
• 6.0 x 10-7 for workers in the nearby area of the plant, also in a 1 km radius.
These are based on default EUSES modelling. The 1,2-DCE concentration estimated at 100m of the point source (Akzo) was 0.001 mg/m³. As this PEClocal, air is in the same order of magnitude as reported background concentrations of 0.1 – 1.5 ppb near urban areasii (0.0004 to 0.0065 mg/m3)iii it can be concluded that the evaluation of the 1km area can be regarded as a worst-case assessment. In addition, background locations (laboratory and office) were selected during the monitoring campaign as indicative areas where the concentrations are “background”, and as potential indicators for exposure for man via the environment. This statement was confirmed as those samples had 1,2-DCE concentrations below detection limit (< 0.05 mg/m3).
Furthermore, as there are no inhabitants in the nearby area, only the inhalation route of exposure was considered. This as indirect exposure via the oral route is not relevant for workers in nearby areas (no intake of locally grown foods).
The total actual additional cancer risk associated with exposure of man via the environment (ELR x # people) was determined to be 5.4 x 10-5 based on default EUSES modeling, 90 workers in nearby areas, and 75 years of potential exposure for workers.
Minimisation of the risks for man via the environment are ensured by the measures in place to minimise emissions to the different environmental compartments as described in the environmental assessment section of the CSR (section 9.1.1).
i As stipulated in section 9.1.1 of the CSR, this means practically that 8 drums or 1,992 kg of 1,2-DCE are to be purchased on a yearly basis to cover this volume. So, throughout the documents reference to approximately 2 tpa is made. ii Toxicological profile for 1,2-dichloroethane, U.S. Department of health and human services, Public health service, Agency for Toxic Substances and Disease Registry (September 2001) iii http://www.lenntech.com/calculators/ppm/converter-parts-per-million htm

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
50 Use number: 1 Akzo Nobel Chemicals SpA
With regard to carcinogenicity:
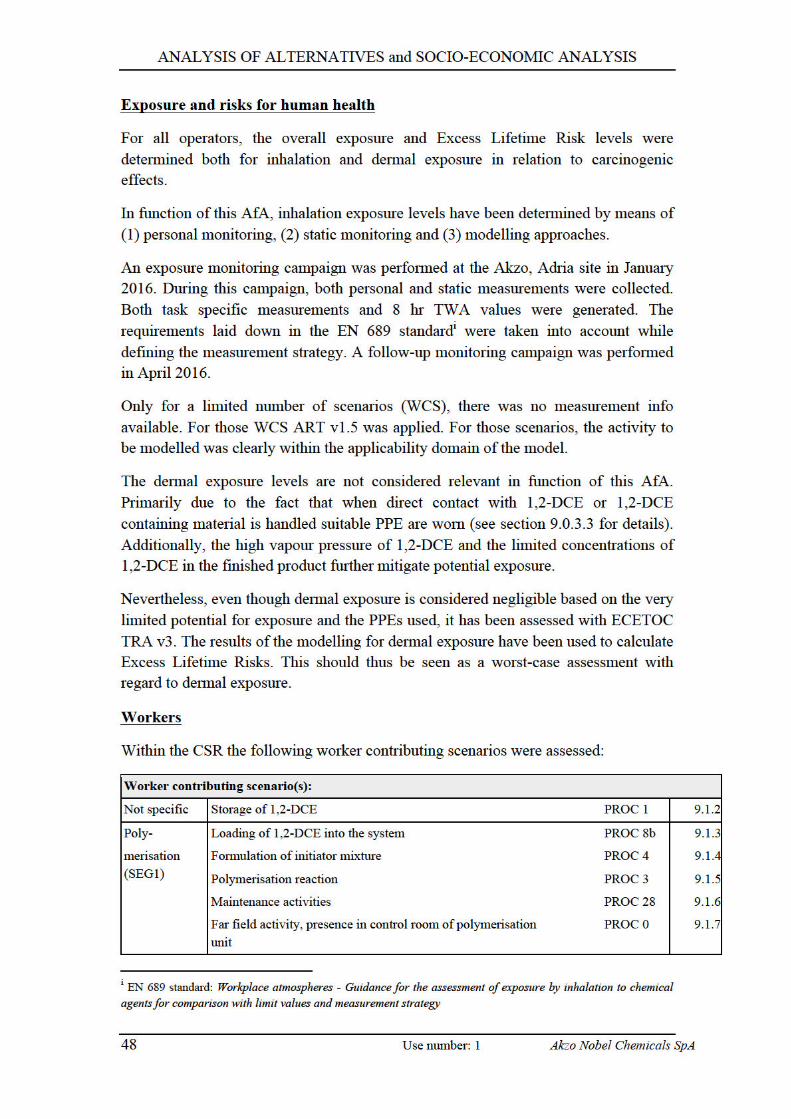
Within this AfA, different “Similar Exposure Groups” (SEGs) were identified.
The overall exposure and Excess Lifetime Risk levels were determined for each SEG, taking into account the frequency of these activities. In function of the use of Akzo, 4 different SEGs were identified, and for two of the SEGs a “sub-group” of shift leaders was identified:
• Polymerisation operators, o “normal” polymerisation operator o shift leader polymerisation
• Dryer operators, o “normal” dryer operator o shift leader dryer operation
• Warehouse operators and • DCloud45 operators
In Figure 17 an overview is given of the ELRs applicable for the different routes of exposure. These take the frequency of exposure into account. As can be noted from this graph, the ELR of the dryer “normal” operator is the highest, followed by the “normal” polymerisation operator. This was expected based on the tasks that are performed by these groups of operators.
Further measures are planned within Akzo to further minimize one of the process steps related to the drying activity. This should further decrease the exposure levels of the group of dryer operators. This improvement is planned prior to the Sunset Date (see section 9.1.10 of the CSR for details).
The total actual additional cancer risk for all routes, covering the full Akzo plant is 6.70 x 10-4 (note that these take 40 years of exposure into account). In Table 8 the total actual additional cancer risk for different routes (over all SEGs) is presented as well. From these numbers it can be concluded that the contribution of the dermal to the total is 22.7%, while the contribution of the inhalation is 77.3%.

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
52 Use number: 1 Akzo Nobel Chemicals SpA
3.9.1. Human health impacts on workers
To quantify the health impacts, the following steps are necessary:
1. Assessment of worker exposure 2. Estimation of total actual additional cancer risk relative to the baseline lifetime
risk 3. Monetary valuation of cancer risks
The CSR undertakes a calculation of the total actual additional cancer risk per year from worker exposure, based on the dose-response relationship report provided by ECHA.i Following the exposure scenario stated in the CSR and in accordance with ECHA (2015), the relevant health risk endpoint is taken to be all-cancer risk.
For the cancer calculation, Excess Lifetime Risk (ELR) is defined as the additional or extra risk of contracting cancer due to exposure to a toxic substance incurred over the lifetime of an individual. Note that developing cancer may occur during working life or after retirement. Two routes of exposure are considered relevant for workers – inhalation and dermal. The oral route proposed by ECHA (2015) is considered irrelevant as, based on general occupational hygiene principles, operators are not allowed to eat or drink on the factory floor. Therefore, the relevant linear exposure-risk relationships for all-cancer as estimated by ECHA (2015) are given by:
Unit occupational excess lifetime cancer risk (inhalation) = 6 × 10-7 per µg/m3
Unit occupational excess lifetime cancer risk (dermal) = 2.1 × 10-6 per µg/kg bw/day
For risks to workers, this excess risk estimate is measured up to the age of 89, based on assumed exposure of eight hours per day for five days per week, 48 weeks per year over a working life of 40 years. No exposure threshold is observed empirically for these cancer impacts, implying that excess risks occur at any level of exposure.
In order to apply these exposure-risk relationships to the case examined in this SEA, exposures are adjusted for the actual mean number of hours per year spent at the workplace or in the local vicinity, and for the timeframe of the analysis (20 years and 9 years). This latter adjustment is performed by calculating total actual additional cancer risk per year, and then estimating present values for the chosen analytical timeframe. Following ECHA (2015), excess risk is measured in absolute terms, not percentage points, and is linear, i.e. proportional both to individual exposure and to persons exposed. Therefore, exposures can be treated as ‘separable’ over time (i.e. the risk for one year is equal to 1/40 of the risk over 40 years), and exposures of different persons can be added. This further means that no latency period is assumed or implied by the relationships – the increase in risk accrues ‘as soon as’ a certain level of (cumulative) exposure has been reached. Note also that, because of the specification i ECHA (2015) Establishing a reference dose response relationship for carcinogenicity of 1,2-Dichloroethane, Helsinki: ECHA: http://www.echa.europa.eu/documents/10162/13641/rac 33 dose response+ 1 2dichloroethane en.pdf
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
54 Use number: 1 Akzo Nobel Chemicals SpA
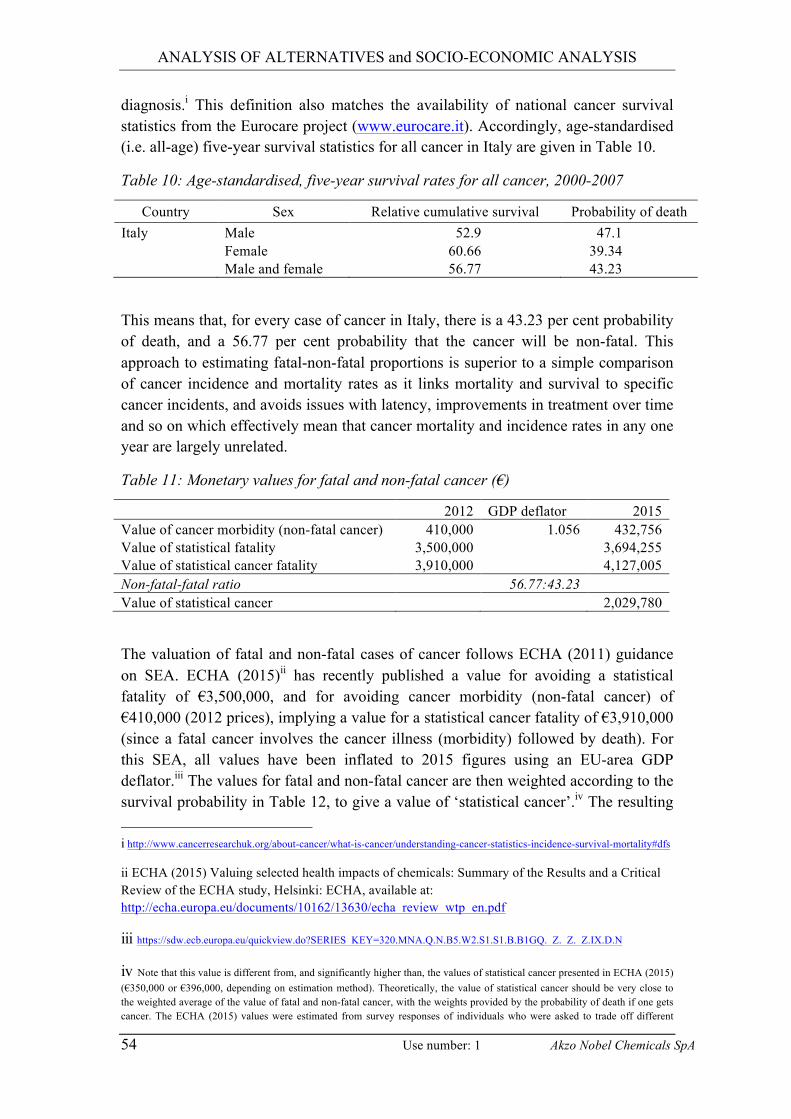
diagnosis.i This definition also matches the availability of national cancer survival statistics from the Eurocare project (www.eurocare.it). Accordingly, age-standardised (i.e. all-age) five-year survival statistics for all cancer in Italy are given in Table 10.
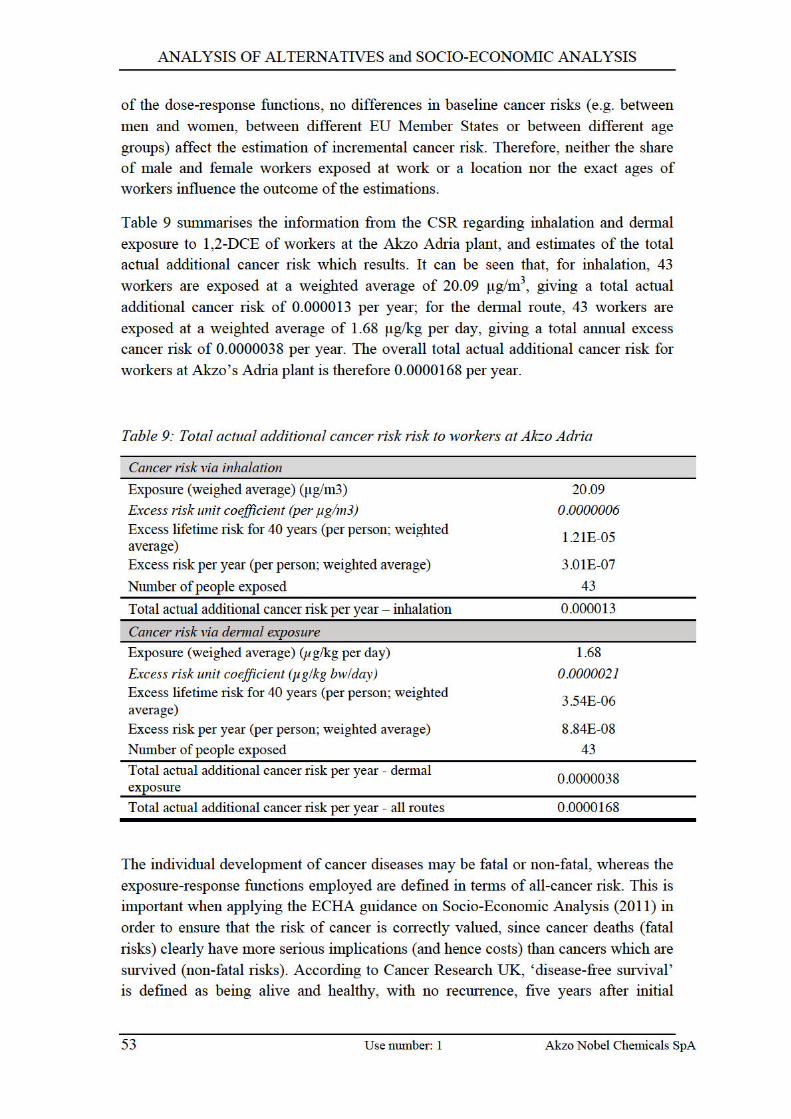
Table 10: Age-standardised, five-year survival rates for all cancer, 2000-2007
Country Sex Relative cumulative survival Probability of death Italy Male 52.9 47.1 Female 60.66 39.34 Male and female 56.77 43.23
This means that, for every case of cancer in Italy, there is a 43.23 per cent probability of death, and a 56.77 per cent probability that the cancer will be non-fatal. This approach to estimating fatal-non-fatal proportions is superior to a simple comparison of cancer incidence and mortality rates as it links mortality and survival to specific cancer incidents, and avoids issues with latency, improvements in treatment over time and so on which effectively mean that cancer mortality and incidence rates in any one year are largely unrelated.
Table 11: Monetary values for fatal and non-fatal cancer (€)
2012 GDP deflator 2015 Value of cancer morbidity (non-fatal cancer) 410,000 1.056 432,756 Value of statistical fatality 3,500,000 3,694,255 Value of statistical cancer fatality 3,910,000 4,127,005 Non-fatal-fatal ratio 56.77:43.23 Value of statistical cancer 2,029,780
The valuation of fatal and non-fatal cases of cancer follows ECHA (2011) guidance on SEA. ECHA (2015)ii has recently published a value for avoiding a statistical fatality of €3,500,000, and for avoiding cancer morbidity (non-fatal cancer) of €410,000 (2012 prices), implying a value for a statistical cancer fatality of €3,910,000 (since a fatal cancer involves the cancer illness (morbidity) followed by death). For this SEA, all values have been inflated to 2015 figures using an EU-area GDP deflator.iii The values for fatal and non-fatal cancer are then weighted according to the survival probability in Table 12, to give a value of ‘statistical cancer’.iv The resulting i http://www.cancerresearchuk.org/about-cancer/what-is-cancer/understanding-cancer-statistics-incidence-survival-mortality#dfs
ii ECHA (2015) Valuing selected health impacts of chemicals: Summary of the Results and a Critical Review of the ECHA study, Helsinki: ECHA, available at: http://echa.europa.eu/documents/10162/13630/echa review wtp en.pdf
iii https://sdw.ecb.europa.eu/quickview.do?SERIES KEY=320.MNA.Q.N.B5.W2.S1.S1.B.B1GQ. Z. Z. Z.IX.D.N
iv Note that this value is different from, and significantly higher than, the values of statistical cancer presented in ECHA (2015) (€350,000 or €396,000, depending on estimation method). Theoretically, the value of statistical cancer should be very close to the weighted average of the value of fatal and non-fatal cancer, with the weights provided by the probability of death if one gets cancer. The ECHA (2015) values were estimated from survey responses of individuals who were asked to trade off different
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
55 Use number: 1 Akzo Nobel Chemicals SpA
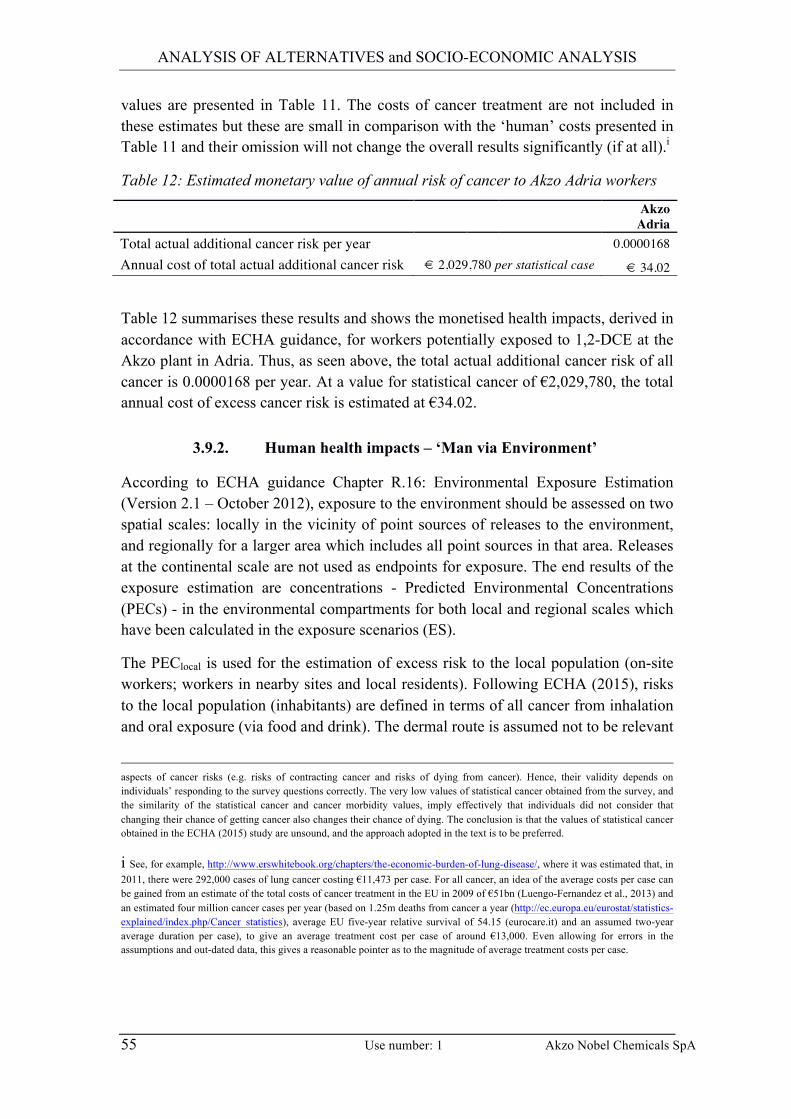
values are presented in Table 11. The costs of cancer treatment are not included in these estimates but these are small in comparison with the ‘human’ costs presented in Table 11 and their omission will not change the overall results significantly (if at all).i
Table 12: Estimated monetary value of annual risk of cancer to Akzo Adria workers
Akzo Adria
Total actual additional cancer risk per year 0.0000168 Annual cost of total actual additional cancer risk € 2,029,780 per statistical case € 34.02
Table 12 summarises these results and shows the monetised health impacts, derived in accordance with ECHA guidance, for workers potentially exposed to 1,2-DCE at the Akzo plant in Adria. Thus, as seen above, the total actual additional cancer risk of all cancer is 0.0000168 per year. At a value for statistical cancer of €2,029,780, the total annual cost of excess cancer risk is estimated at €34.02.
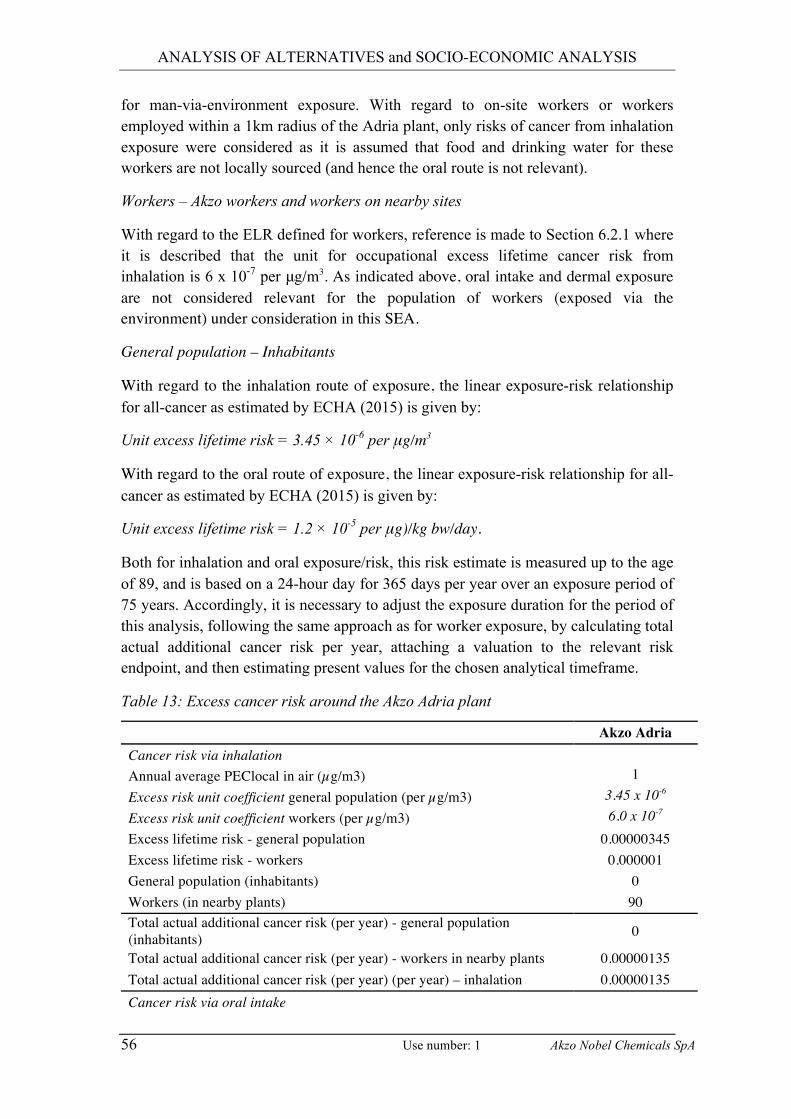
3.9.2. Human health impacts – ‘Man via Environment’
According to ECHA guidance Chapter R.16: Environmental Exposure Estimation (Version 2.1 – October 2012), exposure to the environment should be assessed on two spatial scales: locally in the vicinity of point sources of releases to the environment, and regionally for a larger area which includes all point sources in that area. Releases at the continental scale are not used as endpoints for exposure. The end results of the exposure estimation are concentrations - Predicted Environmental Concentrations (PECs) - in the environmental compartments for both local and regional scales which have been calculated in the exposure scenarios (ES).
The PEClocal is used for the estimation of excess risk to the local population (on-site workers; workers in nearby sites and local residents). Following ECHA (2015), risks to the local population (inhabitants) are defined in terms of all cancer from inhalation and oral exposure (via food and drink). The dermal route is assumed not to be relevant
aspects of cancer risks (e.g. risks of contracting cancer and risks of dying from cancer). Hence, their validity depends on individuals’ responding to the survey questions correctly. The very low values of statistical cancer obtained from the survey, and the similarity of the statistical cancer and cancer morbidity values, imply effectively that individuals did not consider that changing their chance of getting cancer also changes their chance of dying. The conclusion is that the values of statistical cancer obtained in the ECHA (2015) study are unsound, and the approach adopted in the text is to be preferred.
i See, for example, http://www.erswhitebook.org/chapters/the-economic-burden-of-lung-disease/, where it was estimated that, in 2011, there were 292,000 cases of lung cancer costing €11,473 per case. For all cancer, an idea of the average costs per case can be gained from an estimate of the total costs of cancer treatment in the EU in 2009 of €51bn (Luengo-Fernandez et al., 2013) and an estimated four million cancer cases per year (based on 1.25m deaths from cancer a year (http://ec.europa.eu/eurostat/statistics-explained/index.php/Cancer statistics), average EU five-year relative survival of 54.15 (eurocare.it) and an assumed two-year average duration per case), to give an average treatment cost per case of around €13,000. Even allowing for errors in the assumptions and out-dated data, this gives a reasonable pointer as to the magnitude of average treatment costs per case.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
56 Use number: 1 Akzo Nobel Chemicals SpA
for man-via-environment exposure. With regard to on-site workers or workers employed within a 1km radius of the Adria plant, only risks of cancer from inhalation exposure were considered as it is assumed that food and drinking water for these workers are not locally sourced (and hence the oral route is not relevant).
Workers – Akzo workers and workers on nearby sites
With regard to the ELR defined for workers, reference is made to Section 6.2.1 where it is described that the unit for occupational excess lifetime cancer risk from inhalation is 6 x 10-7 per μg/m3. As indicated above, oral intake and dermal exposure are not considered relevant for the population of workers (exposed via the environment) under consideration in this SEA.
General population – Inhabitants
With regard to the inhalation route of exposure, the linear exposure-risk relationship for all-cancer as estimated by ECHA (2015) is given by:
Unit excess lifetime risk = 3.45 × 10-6 per μg/m3
With regard to the oral route of exposure, the linear exposure-risk relationship for all-cancer as estimated by ECHA (2015) is given by:
Unit excess lifetime risk = 1.2 × 10-5 per μg)/kg bw/day.
Both for inhalation and oral exposure/risk, this risk estimate is measured up to the age of 89, and is based on a 24-hour day for 365 days per year over an exposure period of 75 years. Accordingly, it is necessary to adjust the exposure duration for the period of this analysis, following the same approach as for worker exposure, by calculating total actual additional cancer risk per year, attaching a valuation to the relevant risk endpoint, and then estimating present values for the chosen analytical timeframe.
Table 13: Excess cancer risk around the Akzo Adria plant
Akzo Adria Cancer risk via inhalation Annual average PEClocal in air (µg/m3) 1 Excess risk unit coefficient general population (per µg/m3) 3.45 x 10-6 Excess risk unit coefficient workers (per µg/m3) 6.0 x 10-7 Excess lifetime risk - general population 0.00000345 Excess lifetime risk - workers 0.000001 General population (inhabitants) 0 Workers (in nearby plants) 90 Total actual additional cancer risk (per year) - general population (inhabitants) 0
Total actual additional cancer risk (per year) - workers in nearby plants 0.00000135 Total actual additional cancer risk (per year) (per year) – inhalation 0.00000135 Cancer risk via oral intake

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
57 Use number: 1 Akzo Nobel Chemicals SpA
Local total human daily oral intake (µg/kg per day) 0.008668 Excess risk unit coefficient general population (per per µg/kg bw/day) 1.2 x 10-5 Excess risk unit coefficient workers not applicable Excess lifetime risk - general population 0.00000010 Excess lifetime risk - workers not applicable General population (inhabitants) 0 Workers (in nearby plants) 90 Total actual additional cancer risk (per year) - general population (inhabitants) 0
Total actual additional cancer risk (per year) - workers in nearby plants not applicable Total actual additional cancer risk (per year) – oral 0 All routes Total actual additional cancer risk (per year) – all routes 0.00000135
Table 13 summarises the information from the CSR regarding inhalation and oral exposure to 1,2-DCE of inhabitants and workers in the vicinity of the Akzo Adria plant, and estimates of the total actual additional cancer risk which results. It can be seen that, in total, there are no local inhabitants within a 1km radius of the plant, but 90 workers are potentially exposed, with an estimated total annual actual additional cancer risk of 0.00000135.
Table 14 summarises these results and shows the monetised health impacts, derived in accordance with ECHA guidance, for inhabitants and workers in the vicinity of the Akzo Adria plant who are potentially exposed to 1,2-DCE. Thus, as seen above, the total additional all-cancer risk is just over 0.00000135 per year. At a value for ‘statistical’ cancer of €2,029,780, the total annual cost of actual additional cancer risk is estimated at €2.74 for ‘man via environment’.
Table 14: Estimated value of annual risk from 1,2-DCE to nearby workers and inhabitants
Akzo Adria Total actual additional cancer risk per year (inhalation) 0.00000135 Total actual additional cancer risk per year (oral) 0 Total actual additional cancer risk per year 0.00000135 Annual cost of additional cancer risk € 2,029,780 per statistical case € 2.74
3.10. Environmental impacts
As there are no environmental endpoints specified for 1,2-DCE in Annex XIV of the REACH Regulation, an evaluation of the environmental risks is not required within the framework of this AfA.
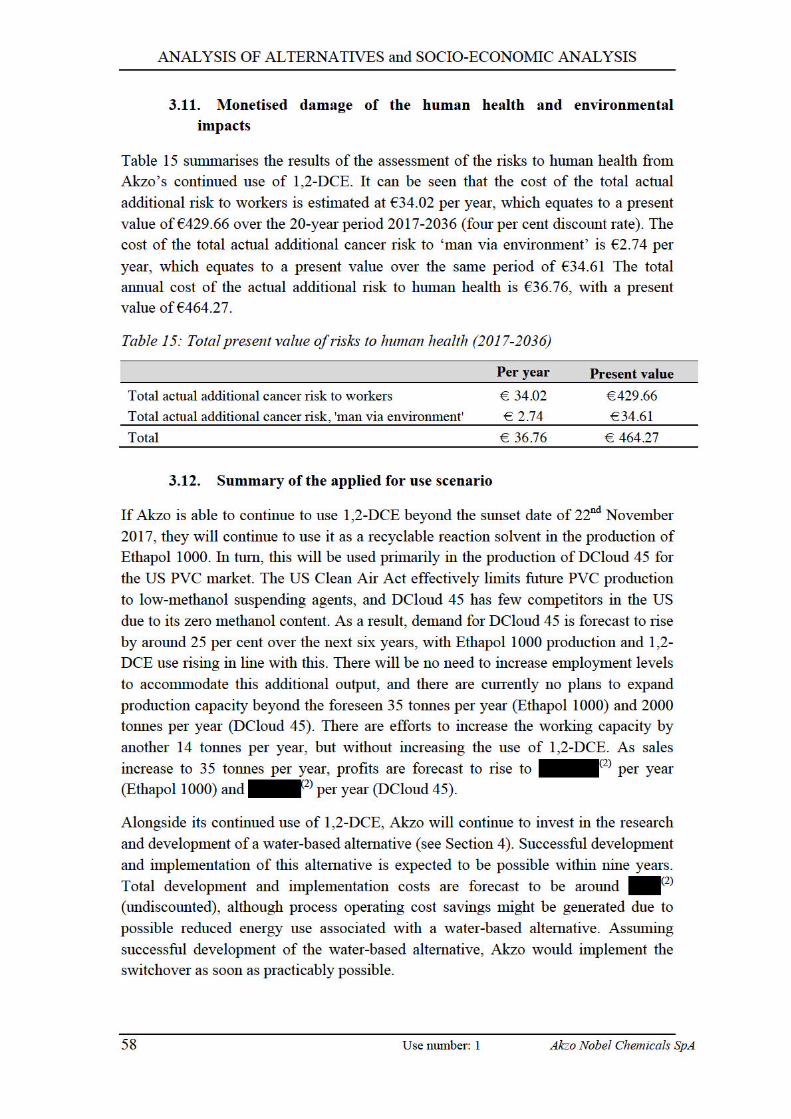
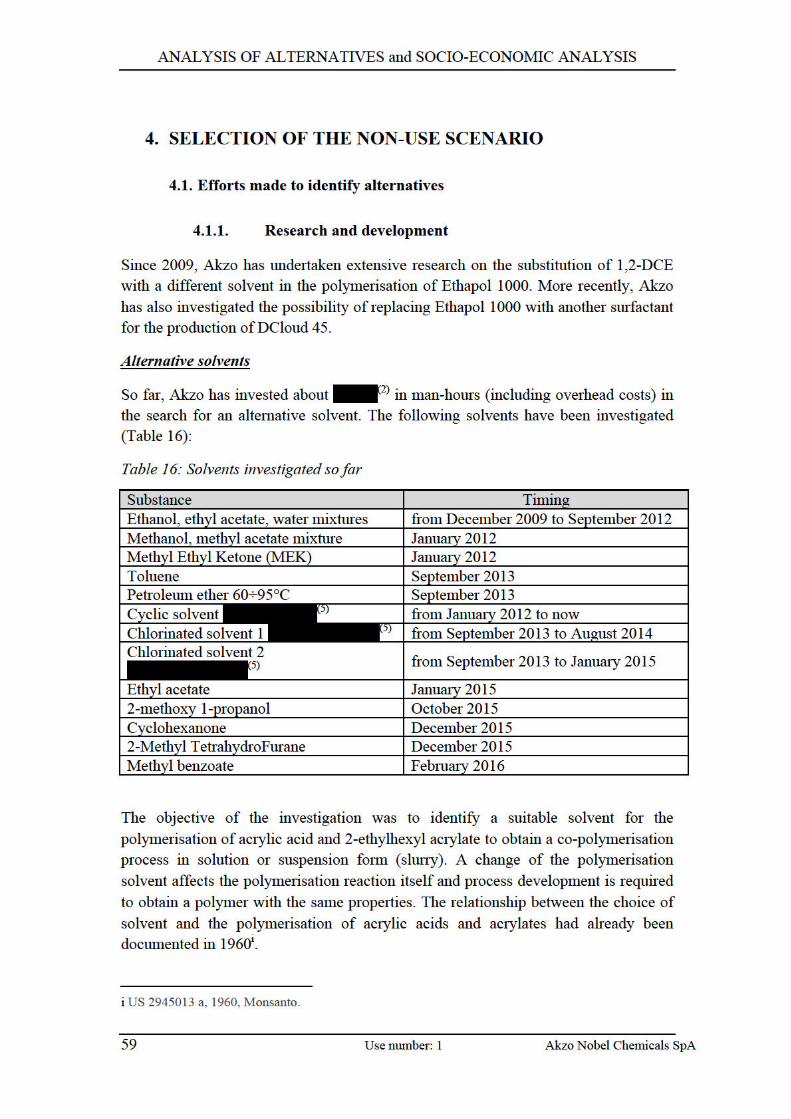
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
60 Use number: 1 Akzo Nobel Chemicals SpA
The solvents listed in Table 16 were selected either because of prior experience Akzo has with these substances or because of their theoretical solvent properties (Hanssen Solubility Parametersi).
Cyclohexanone was eliminated from this list because of the formation of peroxides which represents a major explosion hazard. None of the other solvents was found to be able to fulfil the full set criteria. Details on the results of the past and current R&D on alternative solvents are provided in Table 17
Alternative chemistry
Akzo has also considered and investigated alternative polymerisation chemistry. In the current process, the monomers for the polymerisation are dissolved in 1,2-DCE. An alternative process could potentially be based on water instead of 1,2-DCE. Because the monomers do not dissolve in water, the process would become an emulsion polymerisation.
Some research has been done on this subject (from November 2009 to February 2012). From that research it has become clear that there are two major areas for development: (1) How to control the organization of the two monomers in the polymer chain.
(2) is of key importance to the surfactant properties of the polymer; (2) How to achieve a sufficiently long chain length, which strongly influences the properties of the surfactant.
The development of this alternative chemistry is at a very early stage.
Alternative surfactant to disperse Active 45 in water
The objective of this investigation was to identify a suitable commercial replacement(s) for Ethapol 1000. A polymer was sought on the market with physical properties (monomers ratio, specific viscosity, molecular weight distribution) closest to Ethapol 1000ii.
The replacement of Ethapol 1000 would have to meet the following requirements:
• It should not contain any solvents which are not compatible with existing DCloud 45 processes in Adria. Otherwise, a cost evaluation for process modification should be done;
i Hansen, Charles (1967). The Three Dimensional Solubility Parameter and Solvent Diffusion Coefficient and Their Importance in Surface Coating Formulation. Copenhagen: Danish Technical Press.
ii Internal Akzo report 13/04/2016: Status R&D work to find an alternative surfactant(s) for DCloud 45 preparation; ref PC PVC M201620158.

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
61 Use number: 1 Akzo Nobel Chemicals SpA
• The amount required for the production of DCloud 45 should be a maximum 5% of the solid matter of PVA (Active 45);
• It should result in an end product as close as possible to the current DCloud 45;
• It should not interfere with the suspension PVC process (no changes in PVC production process or final PVC).
None of the investigated polymers was able to meet these criteria. An extensive overview of the research and the results is provided in Appendix A, Table 24
Alternative surfactant to be used in PVC production.
Akzo has considered alternative secondary surfactants for the manufacture of PVC not requiring the use of 1,2-DCE. Based on the past 20 years of research on surfactants within Akzo, the most realistic option is a modification of the PVA/PVAc structure which could form a stable suspension in water without additional surfactant. Some research has been done on the modification of the PVA backbonei. However these tests failed because the required backbone structure could not be achieved. There are some references in the literature but research is still in its early stages. In any case it is expected, based on the R&D results of the different options so far, that the development of this type alternative will take much longer compared with the other options mentioned.
4.1.2. Development plan
Akzo recognises that any alternative to the current use of 1,2-DCE in the production of Ethapol 1000 will require process development. Of the four alternatives investigated so far, the alternative solvent and the alternative water-based polymerisation are considered to be the most promising. Hence, two development plans have been prepared:
• Polymerisation of acrylic acid and 2-ethylhexyl acrylate in a different solvent; • Polymerisation of acrylic acid and 2-ethylhexyl acrylate in water.
The first option relates the identification of an alternative organic solvent to replace 1,2-DCE in the current process. This alternative is expected to have minimal impact on the current process installation. Hence, it is not expected to have any effect on production costs, and specifically no savings are expected from this development.
The second alternative involves the replacement of the current organic solvent-based polymerisation process with a water-based polymerisation process. This change will involve major changes to the installation, but also has the potential to reduce production costs. Indeed, the very energy-intensive process step where the solvent is i Polyvinyl Acetate modification: Production of better water dispersible secondary suspending agents; Josse Gersen , 2009 (Internal Akzo report)
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
62 Use number: 1 Akzo Nobel Chemicals SpA
separated (evaporated) from the polymer would be eliminated. Both because of the more sustainable nature of this option and because of the potential cost savings, the water-based option is the preferred option for Akzo.
The R&D plan consists of a number of sequential and parallel steps to develop the alternative at laboratory, pilot and full scales and most importantly to test operation in actual PVC production processes.
The goal of the plan is to have a ‘new’ version of DCloud 45, which does not require 1,2-DCE for its production, on the market. The two options to achieve this – solvent-based and water-based – are launched simultaneously. The aim of developing the solvent-based option is to progress the current research sufficiently that it can function as a contingency plan in case the main objective of developing a water-based polymerisation process is not achieved.
Both development plans (for solvent- and water-based alternatives) consist of four main types of activity:
1. Preparation (budget, organisation, literature search, internal consultation with Akzo specialists);
2. Polymer development. This activity comprises steps which are inherently iterative. For both options, three iterations are expected to be required. Each iteration consists of:
(1) Production of several polymers; (2) Testing of the physical properties of the polymers (molecular weight, monomer organisation, etc.); (3) Manufacturing DCloud 45 using those polymers with the best physical properties; (4) Testing the stability of the DCloud 45 suspension; (5) Testing the effect of the new DCloud 45 on PVC production at a pilot scale).
In the first iteration, four to five search strategies are tested. The two most successful strategies are further explored in the second iteration. In the third iteration, the single most successful option is optimized;
3. Design and construction of a full-scale manufacturing unit. In this phase, all necessary steps are taken to design, approve, build and test a full-scale commercial installation for the manufacture of the new polymer. A first batch of polymer will be produced in this full-scale installation and (re-)tested for stability of the DCloud 45 product;
4. Customer Trials: Testing at customer locations. In this phase, the alternative which was successful in all lab and pilot-scale testing of both DCloud 45 and PVC manufacture will be tested at full-scale at client production sites;
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
63 Use number: 1 Akzo Nobel Chemicals SpA
Due to the research already undertaken, Akzo considers the development of the alternative solvent to have completed a first iteration. Therefore, a limited number of solvents will be further tested in a second iteration, and the estimated duration of the development plan for this option is slightly shorter.
In parallel, Akzo will start research on water-based polymerisation. If this option is not sufficiently successful after the second iteration, the programme will be aborted and the development of the solvent-based alternative will continue (Iteration 3).
On the basis of this strategy, Akzo expects to be able to offer the market an 1,2-DCE-free alternative to Ethapol 1000.
Timelines for the different steps are provided in Appendix B (Table 25).
Akzo estimates that at least seven years are required for the development of a water-based alternative. The manpower effort for this combined development plan is estimated to be 75 (61 man-months for water based option + 14 man-months for the contingency plan) man-months at (1). This results in an estimated cost of around (1) for the development. The cost for manufacturing (test products etc) is not included in this estimate.
4.2. Identification of known alternatives
The applicant has searched for alternative substances and technologies that could replace the Annex XIV substance for the purpose of the use applied for. The potential alternatives identified are presented in Table 17.
This list is split into three parts:
• Drop-in alternatives: this covers alternative solvents which can be used in the polymerisation of acrylic acid and 2-ethylhexyl acrylate to obtain a copolymer in solution or suspension form (slurry) and which can be dried in the current installation in Adria;
• Alternative surfactants suitable for use in the production of DCloud 45 and as surfactants in polystyrene production;
• Alternative products to DCloud 45 for use as surfactants in the PVC industry where the use of methanol is restricted.
The alternatives were screened based on the following criteria:
• Overall reduction in risk; • Technical feasibility; • Economic feasibility; • Availability.
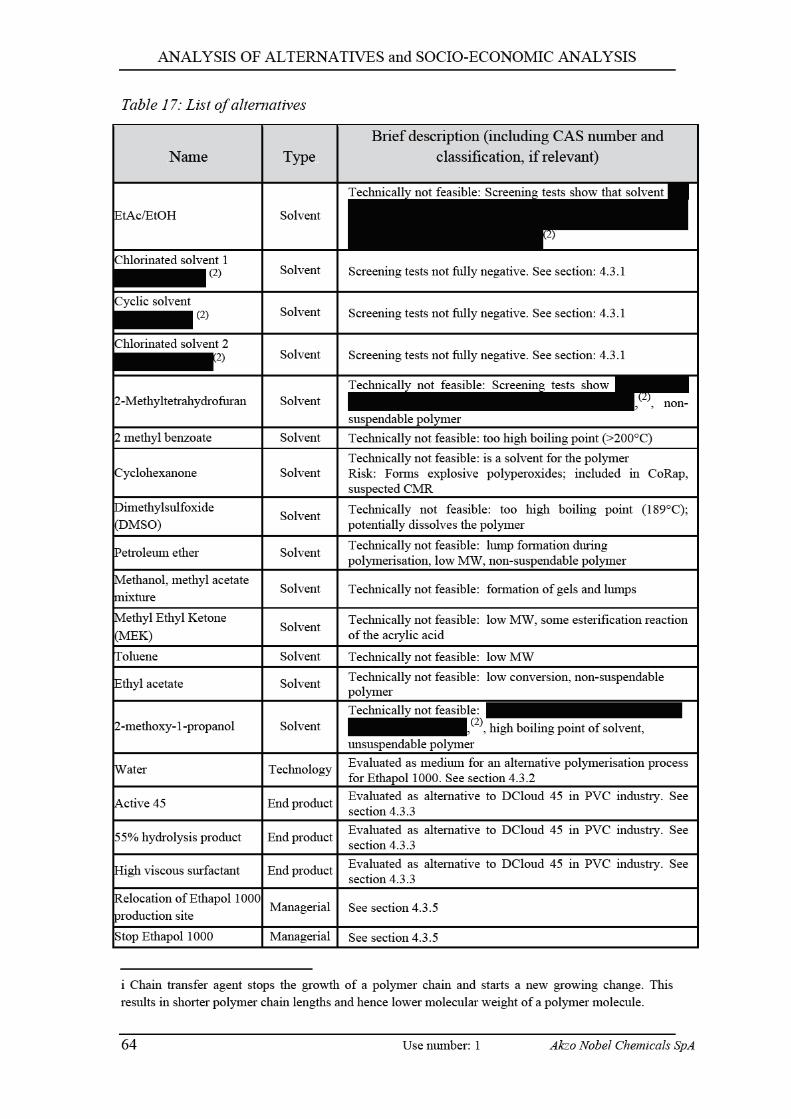


ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
67 Use number: 1 Akzo Nobel Chemicals SpA
(second iteration) the cyclic solvent (5) would be further tested together with chlorinated solvent 1 (5) and chlorinated solvent 2
(5), as secondary options.
This further development of the polymerisation process will be required before a solvent-based alternative is technically feasible. Current understanding is that this will take at least five years and will include two polymer development iteration phases, a development phase for the manufacturing and a customer-testing phase. In that time, the three short-listed solvents will be tested, and the optimal polymerisation conditions need to be found for each one. It is hoped that polymerisation with one of the solvents will be able to yield a polymer with matching surfactant properties to Ethapol 1000.
At this early stage of the development it is unclear what kind of process modifications to the current installation might be required. The difference in viscosity and density between 1,2 DCE and the cyclic solvent (5) and the possible differences in physical properties of the polymer suspensions could require changes to pumps, instrumentation and agitators used in the installation. Viscosity and density of the solvent and the polymer suspension are key properties for the sizing of this kind of equipment.
As a result of this alternative, no major changes in operating costs such as energy and staff costs are currently anticipated.
Conclusion: The polymerisation of acrylic acid and 2-ethylhexyl acrylate to form Ethapol 1000 in solvents other then 1,2-DCE is currently not technically feasible. Considerable development work is still needed to demonstrate technical feasibility.
Economic feasibility
The development plan shown in Appendix B indicates a minimum of 46 man-months of effort to develop and implement an alternative solvent option with a lead time of six years (67 months). The internal Akzo cost of relevant R&D staff of (5) per FTE per year, giving an estimated development cost of (5) (undiscounted). As indicated above, it is currently unclear what the capital expenditure requirements will be but it is expected they will be relatively minor (less than €100k). No change in operating costs is currently anticipated.
Conclusion: This alternative is not economically feasible.
Overall reduction of risk
In Appendix C, an overview is provided of the hazard properties of alternative solvents. It is clear that several solvents could represent an overall reduction of risk.
i This cost includes overhead costs such as costs for overhead staff, housing and equipment
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
68 Use number: 1 Akzo Nobel Chemicals SpA
The cyclic solvent (5), the alternative solvent considered most promising, is less hazardous than 1,2-DCE for human health. According to the ECHA website (May 2016), it would however be PBT. We currently assume this is a mistake made by one registrant only, because according to the key study for biodegradation (OECD Guideline 301 F), the substance would be readily biodegradable and hence, it cannot be a PBT. The situation is however unclear, since Akzo as downstream user does not have insight in the study reports.
There is no indication that exposure to the cyclic solvent (5) would be significantly different from the exposure to 1,2-DCE. Hence it could be concluded that the use of the cyclic solvent (5) might represent an overall reduction of risk.
Conclusion: Potentially, an alternative solvent could reduce the risk associated with producing Ethapol 1000.
Availability
The solvent-based polymerisation of acrylic acid and 2-ethylhexyl acrylate using other solvents than 1,2-DCE is currently not available. The initial R&D plan also shows that this alternative will take at least five years to develop, and hence it will not be available by the sunset date.
Conclusion: This alternative is not available.
Overall conclusion
The preceding discussion indicates that the solvent-based polymerisation of acrylic acid and 2-ethylhexyl acrylate using solvents other than 1,2-DCE is currently not technically feasible, and is estimated to take at least five years to develop and implement. It is therefore also not available. The cost of development and implementation is estimated to be around (1)(undiscounted) and hence the alternative is not economically feasible. Solvents considered potential replacements for 1,2-DCE would tend to be considered to represent an overall reduction in risk. The overall conclusion is that this alternative is not suitable.
4.3.2. Alternative 2: Water-based polymerisation
A second alternative to consider in detail is the development of the polymerisation of acrylic acid and 2-ethylhexyl acrylate in water instead of in an organic solvent such as 1,2-DCE.
Technical feasibility
The polymerisation of acrylic acid and 2-ethylhexyl acrylate in water is different from the polymerisation in an organic solvent in many respects:
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
69 Use number: 1 Akzo Nobel Chemicals SpA
• Suspension process: Because the monomers do not dissolve in water, a water-based polymerisation process becomes a suspension process. The monomers reside in the water as suspended droplets. Only when the monomer in the droplets is activated by an initiation reaction will the polymerisation reaction occur in the droplet. In such a process, droplet size, composition in the droplet, mixing energy, surface tension etc. are parameters which influence the polymerisation reaction and need to be controlled. In contrast, for a solvent-based process, the monomers are homogeneously dissolved in the solvent, and the reaction conditions for the polymerisation are easier to control;
• Use of surfactants: Potentially a surfactant will be required to control the droplet size of the monomer droplets. The selection and correct dosing of such a surfactant could prove to be critical to obtaining a stable suspension during polymerisation. However, this surfactant will stay present in the final product. Hence the selection of the surfactant has to take into account compatibility with the other surfactants used in the PVC production process. Obtaining a stable suspension of monomers is a first prerequisite for a controlled polymerisation process. The use of surfactants can be a solution but will itself introduce a requirement for additional testing;
• Reaction kinetics: o In a polymerisation reaction, the average polymer chain length is
defined by the relative speed of the propagation reaction (the growth of the polymer chain) versus other reactions such as the termination reaction (which stops chain growth) or the initiation reaction (which starts a new chain). The average polymer chain length, expressed as average molecular weight, is a key property of the surfactant.
o The polymerisation of acrylic acid and 2-ethylhexyl acrylate is a co-polymerisation. This means that there are at least two propagation reactions (one for each monomer) to consider and control. The relative speed of these propagation reactions define how the different monomer units are organised in a polymer chain. This can be totally random, alternating, or in a block.
The reaction kinetics of polymerisation reactions are influenced differently by the change in environment from continuous dissolved phase to suspended monomer droplets. These kinetics will have to be controlled so that a polymer can be produced with the same properties as Ethapol 1000
(5).
The polymerisation of acrylic acid and 2-ethylhexyl acrylate for the production of Ethapol 1000 in water is totally different from the current process. So far it has not been possible to control this polymerisation reaction in water such that a surfactant with properties equivalent to those of Ethapol 1000 could be produced.
For the development of such an alternative, Akzo estimates it would need three iteration steps. In each step the area of investigation is narrowed down. Details of

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
70 Use number: 1 Akzo Nobel Chemicals SpA
such a development plan are provided in Section 4.1.2. The feasibility of such a development builds on the extensive knowledge and experience Akzo has in developing water-based polymer chemistry. Nevertheless, there is no guarantee of success. Hence, Akzo intends to pursue the development of a solvent-based alternative as a contingency plan.
One of the major differences between a solvent-based alternative and a water-based alternative is the polymer drying step. In the water-based alternative, the polymer would not need to be isolated and the polymer suspension could be used directly in the manufacture of DCloud 45.
(5)
Conclusion: the polymerisation of acrylic acid and 2-ethylhexyl acrylate in water to produce a surfactant similar to Ethapol 1000 is currently not technically feasible.
Economic feasibility
The development of the water based option on its own takes a minimum of 61 man-months. As explained in section 4.1.2, Akzo would combine the development of a water-based option with parallel development work on the solvent option. The effort for this combined development plan is 75 man-months. The internal Akzo cost of relevant R&D staff is (1) per FTE per year, giving an estimated development cost of just under (1) (undiscounted). The lead-time for the project is 7 years (83 months). Note that starting the contingency plan in parallel, in case the solvent based option would not be successful, the overall lead-time would remain 7 years (83 months).
As indicated above, it is considered too early in the R&D process to know what process changes (if any) will be necessary to implement a water-based alternative. Energy savings might be expected from the lack of a need for solvent recovery, and replacement capital cost savings might be possible if no such solvent distillation is required. Similarly, Akzo are currently not in a position to estimate how big any such savings might be. However, the possibility of savings does suggest that a water-based alternative at least has the possibility of being judged economically feasible over a suitable time horizon (which would allow subsequent savings to offset the initial development costs).i
i Having said that, to be economically feasible, an investment of (1) over seven years would have to result in cost savings of almost € (1) per year for the remainder of a 20-year investment horizon. This is the level of cost savings required to generate a net present value of zero (a minimum economic feasibility definition), assuming a 10 per cent discount rate.
(1) (1)
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
71 Use number: 1 Akzo Nobel Chemicals SpA
. (2)
Conclusion: This alternative is currently considered not economically feasible.
Overall reduction of risk
A water-based polymerisation process would result in a reduction in the overall risk of the production of Ethapol 1000 and would be a more environmentally sustainable process. The development of such an alternative fits within Akzo’s overall objectives for sustainability and would be in line with Akzo’s leading role in the replacement of solvents in paints.
The process will be more sustainable in at least two aspects:
• No use of organic solvents • Reduction in energy use
Energy consumption would be expected to be lower because no solvent needs to be recovered (which requires energy for the evaporation and condensation of the solvent). Significant energy is also required to minimize emissions of solvents (cryogenic condensation). Although qualitatively these aspects are indisputable, no quantification of these affects is currently possible.
Conclusion: The replacement of the current solvent-based process by a water-based process will reduce the overall risk
Availability
The initial R&D plan shows that the development of this alternative will take at least 7 years, and hence the alternative will not be available by sunset date.
Conclusion: The water-based polymerisation of acrylic acid and 2-ethylhexyl acrylate is not available.
Overall conclusion
The preceding discussion indicates that the water-based polymerisation of acrylic acid and 2-ethylhexyl acrylate using solvents other than 1,2-DCE is currently not technically feasible, and is estimated to take at least seven years to develop and implement. It is therefore also not available. The cost of development and implementation is estimated to be around (1) (undiscounted) and hence the alternative is not economically feasible. Water can be considered as likely to represent an overall reduction in risk as a substitute for 1,2-DCE. The overall conclusion is that this alternative is not suitable. However, the possibility of energy and capital savings from the use of an alternative which does not require solvent recovery means that a water-based alternative at least has the potential (1) to be economically feasible over appropriate timescales, and hence to be suitable in future.

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
72 Use number: 1 Akzo Nobel Chemicals SpA
4.3.3. Alternative 3: Alternatives to DCloud 45
This alternative assesses the feasibility of using other secondary surfactants for the production of PVC. Three possible types of alternative are known:
1. Active 45: The active ingredient in DCloud 45 is Active 45. This alternative assesses the feasibility of using Active 45 instead of DCloud 45;
2. High viscosity surfactants; 3. 55% hydrolysis products (Active 55).
Technical feasibility
Active 45
One of the main differences between DCloud 45 and Active 45, besides flammability, relates to the addition of the products to the PVC polymerisation reactor. While DCloud 45 can be added directly to the hot slurry water of the PVC polymerisation reactor, this is not the case for Active 45 or similar surfactants. The introduction of DCloud 45 constituted a significant improvement for PVC manufactures over previous types of secondary surfactants which could only be added to cold slurry water. The slurry water from PVC polymerisation is recovered after each batch, which means that it is hot. If the addition of the surfactant has to be done to cold water, the recovered water therefore needs to be cooled so that the surfactant can be added and then heated again to allow the polymerisation reaction to proceed. This has two main consequences: (1) an increased use of energy in cooling and reheating the slurry water; and, (2) a loss of effective PVC production capacity, since the operation adds an additional 30-45 minutes to a typical 4-6 hours polymerisation cycle time, implying a reduction of production capacity of at least 16%.
PVC production uses high volumes of hot water. For the production of 1 mtpa PVC, 1.05 mtpa of water at 85°C is required. PVC production units have a high level of energy integration, and water fed to the polymerisation reactor is preheated via heat recuperation. If the secondary surfactant has to be loaded into a reactor with cold water, pre-heating of the reactor slurry water by means of heat recuperation will not be possible, and the slurry water will have to be heated over a larger temperature range in the reactor itself. Heating in the reactor is not possible by means of recovered heat, so the result is a significant increase in energy use.
Akzo already produces Active 45, but because this alternative does not meet the specifications of DCloud 45 related to PVC production, this alternative will not meet the technical specification of PVC manufacturers (addition only at low temperatures) and is therefore considered technically not feasible.
High viscosity surfactant
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
73 Use number: 1 Akzo Nobel Chemicals SpA
A high-viscosity, low methanol surfactant is currently available on the market, but this is not a product which Akzo currently supplies. From Akzo’s perspective, the manufacture of such a product could be feasible, although Akzo has no current knowledge of it, and hence development time (and costs) would be required.
Using a high viscosity, low methanol (<2%) alternative would entail additional investment cost for most PVC manufacturers. The high viscosity will require the storage and dosing of the secondary surfactant to be located close to the polymerisation reactor. For large PVC plants (around 1mtpa PVC) the investment for such a modification is estimated at around €1m. The US PVC sector has a capacity of around 9mtpa, and DCloud 45 accounts for around (2) of this capacity.
Because this alternative does not meet the specifications of DCloud 45 related to PVC production, and because Akzo does not currently have any knowledge of its production, this alternative is technically not feasible.
55% hydrolysed product (Active 55)
Akzo also manufactures a 55% hydrolysed product (Active 55) and from that point of view this alternative is technically feasible.
As already explained, a 55% hydrolysed product is not sufficiently powerful as a surfactant to meet the required specifications on residual monomer for PVC manufacture in the US, which is based on the Dow process. In the US, the legal limit on residual monomer content is 5 mg/kg (5 ppm), and typical levels in practice are 2-4 ppm. This could to a certain extent be compensated for by a higher dosage of secondary surfactant, but this will never be completely successful, and the final VCM concentration in the polymer will always be higher (as well as leading to a significant increase in PVC manufacturing cost (€1-2/tonne on a net margin of €20/tonne)). Akzo already products Active 55, but because this alternative does not meet the specifications of DCloud 45 related to the PVC production, this alternative is technically not feasible.
Conclusion: None of the three alternatives is technically feasible
Economic feasibility
Economic feasibility in this case is directly related to the impact this change has on the downstream users of DCloud 45. If DCloud 45 was no longer available, the current users would have the choice between at least three inferior alternatives, of which Active 45 is one. As explained in the previous section, the impact on capacity and operational and investment costs for PVC production would be significant if Active 45 or any of the other surfactants was used as a secondary surfactant. This would be expected to impact on the demand for Akzo’s products compared with those of competitors’. Because of the difference in sales price, the overall revenue
(1) of Active 45 would be lower compared with the current revenue of DCloud 45.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
74 Use number: 1 Akzo Nobel Chemicals SpA
Conclusion: None of these alternatives is economically feasible
Overall reduction of risk
Active 45
The use of Active 45 eliminates the use of 1,2-DCE and as such would represent a reduction in risk. However, Active 45 contains highly flammable ethanol which introduces an explosion risk during transport and use. DCloud 45 is a non-flammable liquid, and the current installations for the industrial dosing of DCloud 45 are generally not suitable for handling flammable liquids.
In Active 45, the PVA surfactant is present in an ethanol-ethyl acetate matrix. This matrix will remain in the water phase during use and will end up in the wastewater of a PVC manufacturing plant. Ethanol will partially evaporate from the wastewater. Non-evaporated ethanol and ethyl acetate will contribute significantly to the COD loading of the wastewater.
As explained before, the switch to Active 45 will lead to increased energy use, which will also result in additional CO2 emissions. It is estimated that per mtpa of PVC produced, 141 TJ additional energy will be required if Active 45 instead of DCloud 45 was to be used.
High viscosity surfactant
The introduction and use of a high viscosity surfactant would increase the emissions of methanol compared with the use of DCloud 45. Although the high viscosity surfactant has a low content of methanol (<2%) it is not methanol-free as DCloud 45 is.
55% hydrolysis product (Active 55)
Active 55 is a less powerful surfactant than DCloud 45 and in combination with the surfactants used in the US (the current market for DCloud 45) will not be sufficient to achieve the right level of porosity of the PVC particle. As a result, the level of residual VCM in the PVC particle will be too high. VCM is a hazardous substance (harmonized classification of Carc. 1a). The legal limit for VCM in the US is 5 ppm, with typical levels of 2-4 ppm. A change to 55% hydrolysed PVA would cause an increase of several ppm in residual VCM levels. At a US PVC production level of 10 mtpa, this would mean 10 tonnes additional VCM release for every ppm of VCM extra in the PVC.
Conclusion: Although the use of Active 45 and Active 55 would eliminate the residual risk of continued use of 1,2-DCE, these alternatives would introduce significant new risks such as an increased emission of VCM.
Availability
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
75 Use number: 1 Akzo Nobel Chemicals SpA
Acitve45 or Active 55 could be supplied in sufficient quantities to replace current DCloud 45 consumption, and so could be regarded as available. Akzo has no production capacity for a high viscosity surfactant. This alternative is not available to Akzo.
Overall conclusion
The substitution of DCloud 45 with Active 45, Active 55 or a high viscosity surfactant would not be suitable from Akzo’s perspective.
4.3.4. Alternative 4: Relocation of Ethapol 1000 production
This alternative would involve the dismantling of the Ethapol 1000 production line at Adria and relocating it to a site outside of the EEA where the use of 1,2-DCE is not subject to authorisation. This would enable the use of 1,2-DCE, and hence production of Ethapol 1000 and DCloud 45, to continue past the sunset date of November 2017. It is anticipated (see below) that relocation could be effected quickly and with minimal disruption to Ethapol 1000 and DCloud 45 production. Production at Adria would continue up until the sunset date, whereupon the Adria line would close and dismantling would commence. The time expected to undertake relocation and reconstruction and to prepare the new plant for production is six months. Inventories would be built up and used to cover this period of downtime in production. More detail on this alternative is provided in the following sections.
Technical feasibility
Akzo has considerable recent experience of relocating facilities between plants. It is currently engaged in relocating its peroxide plant at Deventer (Netherlands) to multiple sites in Belgium, Mexico and China. Other examples include the relocation of its site in Gillingham (UK) to Mons (Belgium) (2001), and the relocation of Emmerich (Germany) to Deventer (Netherlands) and China (2007). A project is just starting to relocate a site in Tianjin (China) to a different Chinese site.
The Ethapol 1000 production line at Adria is relatively small and self-contained. It can therefore be easily ‘disconnected’ at the existing site, and ‘reconnected’ at a suitable alternative site. The capital equipment itself is limited in size and number of parts.
Akzo has a suitable alternative site for the Ethapol 1000 production line at its existing plants at Los Reyes (Mexico), Tianjin (China) and Mahad (India). All three sites have extensive current facilities and could accommodate a small additional plant (as would be required for Ethapol 1000 production). The Los Reyes site is preferred due to comparative disadvantages associated with the other two sites.i
i The Tianjin site is itself about to be relocated due to local development issues. The expansion of the city resulted in the production facility now being located too close to residential housing. The Mahad site is currently subject to
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
76 Use number: 1 Akzo Nobel Chemicals SpA
Akzo has prepared an outline relocation plan for the project, to establish key requirements, timings and costs. This comprises two main activities: site preparation in Mexico, and the relocation itself.
• Site preparation (engineering and concrete works to prepare the site to receive the equipment): 12 months • Dismantling, shipment, customs clearance and rebuilding: 4 months
o 3 weeks dismantling and packing; o 4 weeks transportation; o 4-8 weeks customs clearance; o 3 weeks rebuilding.
Staff would be taken on and trained in the operation of the equipment so that they can perform the dismantling in Italy and subsequent reconstruction in Mexico. Approximately four FTEs are employed on the Ethapol 1000 line in Adria, and these posts would become redundant once production had halted at the site.
Site preparation can commence before the sunset date and continue while the equipment relocation itself is taking place. Therefore, it should be possible to complete the whole project within a period of approximately 12 months. The start date for the project would be set at the earliest date at which it is known that Akzo would have to stop its use of 1,2-DCE in Adria at the sunset date. This would be in the event of a negative draft opinion of ECHA’s Scientific Committees. The latest date for this is May 2017 (12 months after the latest application date), but experience so far indicates that a date as early as December 2016 might be possible. This means that the new plant in Los Reyes could be operational by April 2018 (enabling production to continue until the sunset date, followed by four months’ dismantling and reconstruction time), and hence that there will be a period of as little as four months between the sunset date and recommencement of supply during which there will be no Ethapol 1000 production. If the negative opinion only arrived in May 2017, the plant would not be operational until May 2018, meaning that production would still continue until the sunset date, but the plant would effectively sit idle for two months while the Los Reyes site was prepared. In this case, there would be period of six months between stopping production at the sunset date and the recommencement of supply.
Table 19: Actual and forecast Ethapol 1000 and DCloud 45 production (tonnes)
Ethapol 1000 DCloud 45
Year Output Capacity Sales Internal demand Output 2010 (2) (2) (2) (2) (2) 2011 (2) (2) (2) (2) (2) 2012 (2) (2) (2) (2) (2)
additional environmental permitting due to local authority initiatives and it is unclear what the final permitting conditions will be.

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
77 Use number: 1 Akzo Nobel Chemicals SpA
2013 (2) (2) (2) (2) (2) 2014 (2) (2) (2) (2) (2) 2015 (2) (2) (2) (2) (2) 2016 (2) (2) (2) (2) (2) 2017 (2) (2) (2) (2) (2) 2018 (2) (2) (2) (2) (2) 2019 (2) (2) (2) (2) (2) 2020 (2) (2) (2) (2) (2) 2021 (2) (2) (2) (2) (2) 2022 (2) (2) (2) (2) (2)
Akzo would cover this supply gap by increasing production to capacity as soon as a draft negative opinion was received, and continue at this level of output until the sunset date. This would build up an inventory of Ethapol 1000 which Akzo could use to produce DCloud 45 for supply over the period of relocation. In 2015, Akzo produced 26.7 tonnes of Ethapol 1000 (7.2 tonnes of which were sold to external customers), and 1,536 tonnes of DCloud 45 (see Table 19). The demand for DCloud 45 is forecast to be approximately 10 per cent higher in 2017, and 15 per cent by 2018.
(2)
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
78 Use number: 1 Akzo Nobel Chemicals SpA
(2)
Conclusion: The relocation of Akzo’s Ethapol 1000 production line from Italy to Mexico is technically feasible.
Economic feasibility
The preceding discussion demonstrates that the relocation of the Ethapol 1000 production line from Italy to Mexico is technically feasible, but would result in significant costs for Akzo, associated with the following activities:
• Preparation of the Los Reyes site and associated utilities; • Hiring and training of staff to undertake the dismantling and reconstruction of the plant, and operation of the new plant; • Dismantling, shipment, customs clearance and rebuilding of the plant; •
(2) • (2); • Holding of inventories during relocation and when shipping Ethapol 1000 from Mexico to Italy; • Redundancy of staff in Italy.
No overall effect on operating costs is expected. Although wage and utilities costs are likely to be cheaper on a unit basis in Mexico compared with Italy, reductions in productive (etc) efficiency are expected to offset these savings.
On the basis of recent experience of relocating plant internationally, Akzo estimates that the costs of the relocation project itself will be around (1) (undiscounted), including site preparation, shipping fees and customs clearance. In Appendix D, details on this cost estimation are provided. Holding of inventories temporarily during relocation and shipping does not represent a significant cost. Staff redundancies would cost around (1) (four staff at (1) each).
(2)
The overall cost of this option is therefore likely to be around (1) (undiscounted).
.(2) Thus, this figure can be seen as a (possibly significant) underestimate.
i Average monthly demand was 130 tonnes in 2015, with a minimum of 85 tonnes and a maximum of 181 tonnes.

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
79 Use number: 1 Akzo Nobel Chemicals SpA
It should also be noted that Akzo considers the Adria site already to be sufficiently small as to be marginal in terms of overall financial viability. Relocating the Ethapol 1000 production line could put further pressure on the viability of the site. Akzo does not currently plan to relocate any other Adria businesses if Ethapol 1000 was to be relocated, but this possibility cannot be ruled out. This would further increase the costs incurred by Akzo in following this option.
Conclusion: This alternative is not economically feasible.
Overall reduction in risk
This option would involve the stopping of Ethapol 1000 production in Italy and relocating the production line to Mexico. There would therefore be a reduction in exposures – and hence health risks – for workers currently involved in Ethapol 1000 production in Italy, and for workers and residents in the neighbouring vicinity. This reduction would be balanced by an increase in risks for workers involved in Ethapol 1000 production at the new line in Mexico, and for workers and residents in the vicinity of the Los Reyes plant. Clearly, this increase in risks would occur outside of the EU. As such, therefore, it might be considered outside of the scope of this analysis, and hence this alternative could be seen to offer an overall reduction in risk. In reality, the relocation option represents an export of risks out of the EU and into a non-EU country.
Conclusion: This alternative could be seen to represent an overall reduction in risks in the EU, but not globally.
Availability
The technical description provided above suggests that a relocation project could be undertaken sufficiently quickly following a negative draft opinion from ECHA’s Scientific Committees, and that inventories and demand management could be undertaken over the relocation period, such that there should be no major break in the supply of Ethapol 1000, and hence DCloud 45. This is subject to some uncertainty, since it requires that Ethapol 1000 production can be increased to capacity, inventories stored, and demand managed to smooth over the gap in Ethapol 1000 production during relocation itself.
Conclusion: This alternative can be seen as available
Overall conclusion
The preceding discussion indicates that an option of relocating Akzo’s Ethapol 1000 production line from Adria in Italy to Los Reyes in Mexico is technically feasible, since the line is effectively ‘standalone’ and can be readily moved, Los Reyes is a suitable site, and Akzo has previous experience of executing such a relocation. If a draft opinion is received soon enough, it might be possible to undertake the relocation
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
80 Use number: 1 Akzo Nobel Chemicals SpA
without significant disruption to the supply of Ethapol 1000 or DCloud 45, and hence the alternative can be seen as available. Relocation would involve a reduction in health risks in Italy but an increase in health risks in Mexico, although in both cases these risks are small. The alternative could therefore be seen as providing an overall reduction in risks in the EU. Finally, the relocation project is estimated to cost around
(1) in relocation costs, redundancy payments (2), and hence is not economically feasible. The overall conclusion is that
the alternative is not suitable.
4.3.5. Alternative 5: Closure of Ethapol 1000 production
If Akzo’s use of 1,2-DCE in the production of Ethapol 1000 must cease by the sunset date, one response would be for Akzo to close down the Ethapol 1000 production line completely. This alternative is considered only briefly. This is because it would involve not only the loss of the Ethapol 1000 business, but also the closure of the DCloud 45 business, and the profits associated with it. Although there might be some offsetting switch in demand to Active45 (
(2)) for those downstream users for whom it is technically feasible and who can afford the associated capital and operating cost increases, the financial implications of the loss of the DCloud 45 business would be considerable for Akzo – over (2) per year in lost profits alone. The option is therefore clearly less financially viable than the relocation option examined in Section 4.3.4, and hence would never be chosen ahead of it; it therefore does not require further investigation.
4.4. The most likely non-use scenario
The non-use scenario sets out the likely responses by affected parties if Akzo would need to cease the use of 1,2-DCE by the sunset date. This draws on the results of the AoA (Section 3) to determine the most likely response(s) along the supply chain.
As demonstrated in Section 3, the only option for Akzo to continue to manufacture Ethapol 1000 (or an equivalent) and hence to supply DCloud 45 to its customers is if it were to shut down the existing Ethapol 1000 production line at Adria and relocate it to the Akzo Los Reyes site in Mexico, where the use of 1,2-DCE is not subject to authorisation. This section describes this scenario in more detail.
4.4.1. Response by Akzo Nobel Chemicals SpA
This alternative would involve the closure of the existing Ethapol 1000 production line at Adria, and relocating it to Akzo’s site at Los Reyes, Mexico. The process would start with the preparation of the site at Los Reyes, installing a concrete bed and utilities. The process of securing the necessary permits and certification would also be initiated at this point. The facility at Adria would then be dismantled and shipped by container to Mexico, where it would be reassembled in the exact same configuration. A small number of additional staff will be appointed in Mexico, with equivalent

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
81 Use number: 1 Akzo Nobel Chemicals SpA
redundancies in Adria. A period of testing would be required before commercial supply could be restarted.
The time taken to implement the project from site preparation to commercial supply is estimated to be approximately one year. Initiation of this relocation would commence as soon as and in the event that a draft negative opinion was issued by the ECHA Scientific Committees, indicating that an authorisation to continue Akzo’s use beyond the sunset date was unlikely to be granted. This would be expected by December 2016 at the earliest, meaning that there would be a period of time between the sunset date and the completion of relocation when Akzo would be unable to produce Ethapol 1000. Akzo would fill this gap by operating at full capacity for a period prior to the sunset date.
(2) This would enable Akzo to build up an inventory of Ethapol 1000 which could then feed its requirement for the manufacture of DCloud 45 during the period after the sunset date and before (re-)commencement of Ethapol 1000 manufacture in Mexico. This should enable impacts on the DCloud 45 market to be minimised.
The costs of the relocation have been estimated at (2) (see Section 4.3.4).
(1) There will be costs of worker redundancies in Adria (1)). There will be additional costs associated with shipping Ethapol 1000 from Mexico back to Adria for DCloud 45 manufacture, but these costs (shipping and inventory) are not expected to be significant (e.g. around €10k-€20k per year).
4.4.2. Response by Ethapol 1000 customers
(2)
4.4.3. Response by DCloud 45 customers
Akzo’s strategy in case it must cease its use of 1,2-DCE by the sunset date has been designed to minimise the impact on DCloud 45 production. It is hoped that there will not be any disruption to the supply of DCloud 45 or to the quality of the product, and as a result there should be no impact on DCloud 45 customers.
In case there would be disruption to DCloud 45 supply, PVC manufacturers in the US would be strongly affected. It is proposed that they would have no other choice than to revert to methanol-based secondary surfactants. This would lead to non-compliance
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
82 Use number: 1 Akzo Nobel Chemicals SpA
situations in relation to the Clean Air Act, including possible penalties, unless other sources of reductions in methanol emissions are found. It needs to be noted that when a PVC manufacturing site has opted to introduce DCloud 45 as its secondary surfactant to reduce methanol emissions, this was done after an evaluation of the different possible methanol reduction measures available to the operator. It can be assumed that the option chosen was the financially optimal choice. This means that in case of interruption of supply of DCloud 45, if the PVC manufacturer has other options to reduce methanol emissions, this will be more expensive ones. Whether a PVC manufacturer does have other options is dependent of many factors such as the size of the installations and installed equipment, as well as on how much time they have to implement them. Moreover, such an interruption of supply will have a significant commercial side effect on the other business which Akzo has with the PVC manufactures. Such a breach of supply could affect Akzo’s reputation and on the loyalty of its customers. The potential impact of this is considered by Akzo to be far larger than the impact on the Ethapol 1000 business itself.
4.4.4. Response by other parties
The Ethapol 1000 manufacturing facility is a relatively small part of the Akzo business at Adria, so its relocation to Mexico is not expected to have any major impacts on suppliers or the local communities either in Adria or at Los Reyes.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
83 Use number: 1 Akzo Nobel Chemicals SpA
5. IMPACTS OF GRANTING AN AUTHORISATION
5.1. Human health and environmental impacts
Table 20 presents the annual cost of the additional cancer risk to workers and to ‘man via environment’ from exposure to 1,2-DCE, as estimated in Section 1.6, and estimates the present value of these risks over the period 2017-2036. This represents the value of the risks associated with Akzo’s continued use of 1,2-DCE in the production of Ethapol 1000. Thus, it can be seen that the additional risk of cancer to workers is estimated at €34.02 per year, and the additional risk of cancer to workers and inhabitants in the area around the Adria plant (‘man via environment) is estimated at €2.74 per year. The total present value over 2017-2036 is therefore €464.27 (four per cent discount rate). Over a nine-year period (reflecting the requested review period), the total present value is equal to €262.83.
Table 20: Estimated value of human health impacts of continued use
Akzo Adria Annual cost of cancer risk to workers Annual cost of cancer risk, ‘man via environment
€ 24.43 € 2.74
Present value of human health impacts, 2017-2036 Present value of human health impacts, 9-year review period
€355.01 €262.83
5.2. Economic impacts
The economic impacts of the non-use scenario(s) have been estimated from the private perspective of the applicant in the AoA. The non-use scenario involves the following broad types of economic impact:
• Costs of dismantling the existing Ethapol 1000 line at Adria and transporting it to Mexico;
• Costs of building a new base and utilities at the Los Reyes plant in Mexico, and installing the equipment transported from Adria;
• (2);
• Costs of hiring and training staff to undertake the relocation and to work in the new plant.
Costs estimated from the private perspective need to be recalculated from the perspective of society for use in this SEA. The principal change which has been made is the removal of transfer payments, and in particular worker severance payments, which are financial transfers and do not reflect real economic costs, and therefore are not relevant to the SEA. It would normally be standard practice to make adjustments to the costs of finance/capital, since the private cost of capital is generally taken to be

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
84 Use number: 1 Akzo Nobel Chemicals SpA
higher than the social time preference rate (STPR, currently set at four per cent in the ECHA guidance) used in social impact assessment, due to factors such as risk aversion; however, given that all principal costs in this non-use scenario are incurred within approximately a year of the sunset date, discounting of future impacts does not play a significant role and hence the adjustment has little effect.
Note that there are other costs which are not considered or which are considered elsewhere:
• The costs of lost output (value-added) associated with the temporary unemployment of workers is considered under social impacts;
• Costs of working capital temporarily tied up in additional inventories to supply the DCloud 45 business during relocation are considered small enough to be ignored;
• Costs of re-importing Ethapol 1000 from Mexico to the Adria plant for the continued manufacture of DCloud 45 are also considered small enough to be ignored (calculated at around €10k per year);
• Reductions in expenditure on inputs such as materials, energy and so on are treated as savings, since these resources can be transferred to other uses.
As already noted above, there is an issue associated with the correct treatment of some impacts which have trans-boundary characteristics, such as the costs of preparing the new site in Mexico, the costs of producing Ethapol 1000 outside the EEA in Mexico, and the loss in value-added. The approach adopted here follows the general principles set out in Section 2.2.
Present value estimates of the economic costs of the non-use scenario are presented in Table 21, calculated over the period 2017-2036 using a four per cent discount rate. Thus, the economic costs of the non-use scenario are estimated at just under (1) in present value terms over the period 2017-2036.
Some explanation of the composition of these estimates is appropriate. All listed cost categories relate to expenditure on resources which would be additional to that envisaged under the applied-for-use scenario, or which are anticipated in the applied-for-use scenario but could be avoided under non-use. If Akzo’s use of 1,2-DCE was allowed to continue in the EEA after the sunset date, there would be no need to dismantle the Ethapol 1000 plant and relocate it to Mexico.
(1)(2). Note that the last item, rehiring and training costs, relates to the rehiring and training of Akzo workers made redundant from the Adria plant (which are similarly genuine social costs since these costs would not need to be incurred if those workers were not made redundant).
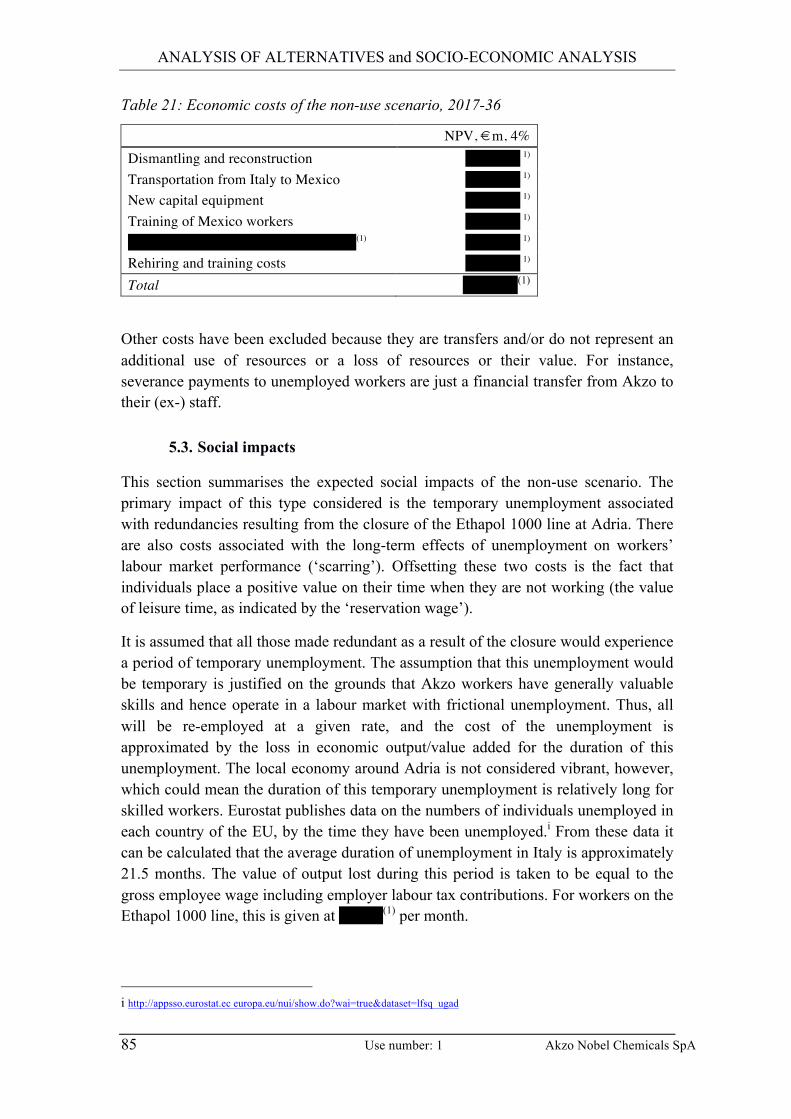
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
85 Use number: 1 Akzo Nobel Chemicals SpA
Table 21: Economic costs of the non-use scenario, 2017-36
NPV, €m, 4% Dismantling and reconstruction 1) Transportation from Italy to Mexico 1) New capital equipment 1) Training of Mexico workers 1)
(1) 1) Rehiring and training costs 1) Total (1)
Other costs have been excluded because they are transfers and/or do not represent an additional use of resources or a loss of resources or their value. For instance, severance payments to unemployed workers are just a financial transfer from Akzo to their (ex-) staff.
5.3. Social impacts
This section summarises the expected social impacts of the non-use scenario. The primary impact of this type considered is the temporary unemployment associated with redundancies resulting from the closure of the Ethapol 1000 line at Adria. There are also costs associated with the long-term effects of unemployment on workers’ labour market performance (‘scarring’). Offsetting these two costs is the fact that individuals place a positive value on their time when they are not working (the value of leisure time, as indicated by the ‘reservation wage’).
It is assumed that all those made redundant as a result of the closure would experience a period of temporary unemployment. The assumption that this unemployment would be temporary is justified on the grounds that Akzo workers have generally valuable skills and hence operate in a labour market with frictional unemployment. Thus, all will be re-employed at a given rate, and the cost of the unemployment is approximated by the loss in economic output/value added for the duration of this unemployment. The local economy around Adria is not considered vibrant, however, which could mean the duration of this temporary unemployment is relatively long for skilled workers. Eurostat publishes data on the numbers of individuals unemployed in each country of the EU, by the time they have been unemployed.i From these data it can be calculated that the average duration of unemployment in Italy is approximately 21.5 months. The value of output lost during this period is taken to be equal to the gross employee wage including employer labour tax contributions. For workers on the Ethapol 1000 line, this is given at (1) per month.
i http://appsso.eurostat.ec europa.eu/nui/show.do?wai=true&dataset=lfsq ugad
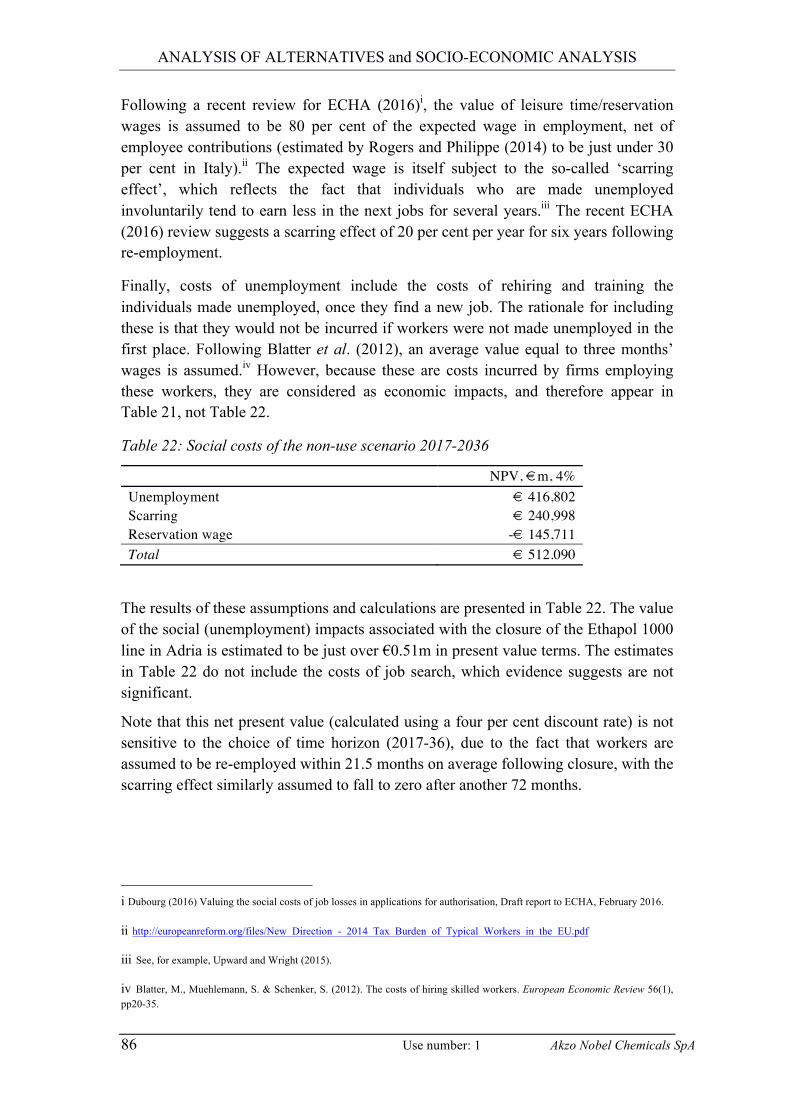
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
86 Use number: 1 Akzo Nobel Chemicals SpA
Following a recent review for ECHA (2016)i, the value of leisure time/reservation wages is assumed to be 80 per cent of the expected wage in employment, net of employee contributions (estimated by Rogers and Philippe (2014) to be just under 30 per cent in Italy).ii The expected wage is itself subject to the so-called ‘scarring effect’, which reflects the fact that individuals who are made unemployed involuntarily tend to earn less in the next jobs for several years.iii The recent ECHA (2016) review suggests a scarring effect of 20 per cent per year for six years following re-employment.
Finally, costs of unemployment include the costs of rehiring and training the individuals made unemployed, once they find a new job. The rationale for including these is that they would not be incurred if workers were not made unemployed in the first place. Following Blatter et al. (2012), an average value equal to three months’ wages is assumed.iv However, because these are costs incurred by firms employing these workers, they are considered as economic impacts, and therefore appear in Table 21, not Table 22.
Table 22: Social costs of the non-use scenario 2017-2036
NPV, €m, 4% Unemployment € 416,802 Scarring € 240,998 Reservation wage -€ 145,711 Total € 512.090
The results of these assumptions and calculations are presented in Table 22. The value of the social (unemployment) impacts associated with the closure of the Ethapol 1000 line in Adria is estimated to be just over €0.51m in present value terms. The estimates in Table 22 do not include the costs of job search, which evidence suggests are not significant.
Note that this net present value (calculated using a four per cent discount rate) is not sensitive to the choice of time horizon (2017-36), due to the fact that workers are assumed to be re-employed within 21.5 months on average following closure, with the scarring effect similarly assumed to fall to zero after another 72 months.
i Dubourg (2016) Valuing the social costs of job losses in applications for authorisation, Draft report to ECHA, February 2016.
ii http://europeanreform.org/files/New Direction - 2014 Tax Burden of Typical Workers in the EU.pdf
iii See, for example, Upward and Wright (2015).
iv Blatter, M., Muehlemann, S. & Schenker, S. (2012). The costs of hiring skilled workers. European Economic Review 56(1), pp20-35.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
87 Use number: 1 Akzo Nobel Chemicals SpA
5.4. Other employment effects
Apart from the consideration of direct employment effects associated with the non-use scenario, there are additional potential employment impacts, as suggested in the ECHA SEA guidance.
The consideration of employment impacts due to a change in demand for an alternative product or process (as recommended in the SEA guidance Annex B.3 (5)) is not relevant for the present case, since the non-use scenario would involve continued production of Ethapol 1000 and DCloud 45, and hence there will be no effects on other markets or products. There is also therefore no significant shift in the pattern of output and demand which might cause knock-on employment effects, and hence only the period of temporary unemployment of ex-Akzo staff is relevant and estimated.
As explained in Section 6.1, impacts in Mexico are considered outside of the scope of this SEA unless they are effectively borne (paid for) by Akzo. Therefore, any beneficial impacts associated with increased employment at Akzo’s Los Reyes plant (the non-EEA obverse of the social impacts considered in Section 6.4) are not considered. However, given the numbers of workers involved, these are in any case expected to be minor.
5.5. Wider economic impacts
In addition to the socio-economic impacts described in the previous sections, the non-use scenario might be associated with wider economic impacts. These include possible impacts on government tax receipts. These are transfers from workers, consumers and capital owners to taxpayers, and are effectively included in the figures presented above, which are defined in terms of total economic value. Taxes are a transfer of a portion of that value between parties – the distributional aspects (the extent to which part of these values are transferred to taxpayers) are not considered in detail.
There might also be impacts on local economic activity and development as a result of the non-use scenario. The Akzo Adria plant is located in a relatively deprived area, but the employment implications of the non-use scenario are very minor, so these impacts are expected to be limited.
5.6. Distributional impacts
If Akzo had to cease its use of 1,2-DCE at its EU Adria plant, it would shut down the current Ethapol 1000 production line and relocate it to the Akzo site at Los Reyes, Mexico, where the use of 1,2-DCE is not subject to authorisation. During the relocation of this production facility, Akzo would meet its requirement for Ethapol 1000 by building up inventories over the preceding six to 12 months.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
88 Use number: 1 Akzo Nobel Chemicals SpA
(1) Few workers are employed on the Ethapol 1000 line at Adria, and unemployment due to closure of that line would be temporary and limited.
The principal distributional aspect to the non-use scenario relates to the fact that it would involve the relocation of the Ethapol 1000 manufacturing facility from Adria, Italy (EU) to Mexico (non-EU). This would mean that workers and others at Adria would potentially benefit from lower exposures to 1,2-DCE, and hence lower health risks, whereas workers and others in Mexico will face increased exposures to 1,2-DCE. Workers in Adria will also experience periods of temporary unemployment following the relocation, whereas the relocation would provide a boost to labour demand in Mexico which should benefit Mexican workers. The relocation would also transfer capital from Italy to Mexico, and with it the value-added generated from the production of Ethapol 1000. This will also have distributional consequences for taxpayers, with tax receipts expected to fall in Italy and rise in Mexico.
However, the numbers involved in this relocation are small. The number of workers who would be made redundant in Italy and hired in Mexico is small (four), the amount of profit (value-added) made on Ethapol 1000 is relatively small (around
(1) per year), and any resulting implications for taxpayers, local economies, local suppliers and so on would also be small. As a result, in practice, there are not expected to be any significant distributional impacts associated with the non-use scenario.
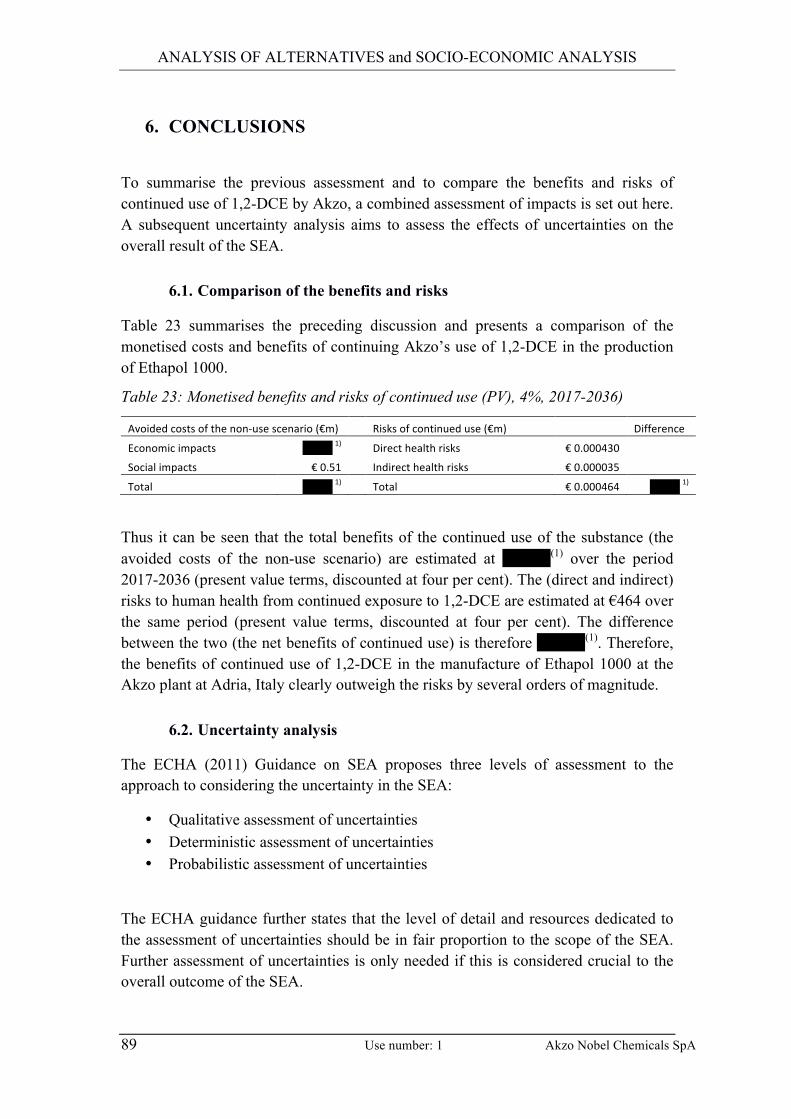
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
89 Use number: 1 Akzo Nobel Chemicals SpA
6. CONCLUSIONS
To summarise the previous assessment and to compare the benefits and risks of continued use of 1,2-DCE by Akzo, a combined assessment of impacts is set out here. A subsequent uncertainty analysis aims to assess the effects of uncertainties on the overall result of the SEA.
6.1. Comparison of the benefits and risks
Table 23 summarises the preceding discussion and presents a comparison of the monetised costs and benefits of continuing Akzo’s use of 1,2-DCE in the production of Ethapol 1000.
Table 23: Monetised benefits and risks of continued use (PV), 4%, 2017-2036)
Avoidedcostsofthenon-usescenario(€m) Risksofcontinueduse(€m) Difference
Economicimpacts 1)
Directhealthrisks €0.000430Socialimpacts €0.51
Indirecthealthrisks €0.000035
Total 1) Total €0.000464 1)
Thus it can be seen that the total benefits of the continued use of the substance (the avoided costs of the non-use scenario) are estimated at (1) over the period 2017-2036 (present value terms, discounted at four per cent). The (direct and indirect) risks to human health from continued exposure to 1,2-DCE are estimated at €464 over the same period (present value terms, discounted at four per cent). The difference between the two (the net benefits of continued use) is therefore (1). Therefore, the benefits of continued use of 1,2-DCE in the manufacture of Ethapol 1000 at the Akzo plant at Adria, Italy clearly outweigh the risks by several orders of magnitude.
6.2. Uncertainty analysis
The ECHA (2011) Guidance on SEA proposes three levels of assessment to the approach to considering the uncertainty in the SEA:
• Qualitative assessment of uncertainties • Deterministic assessment of uncertainties • Probabilistic assessment of uncertainties
The ECHA guidance further states that the level of detail and resources dedicated to the assessment of uncertainties should be in fair proportion to the scope of the SEA. Further assessment of uncertainties is only needed if this is considered crucial to the overall outcome of the SEA.

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
90 Use number: 1 Akzo Nobel Chemicals SpA
A qualitative assessment of uncertainties is conducted first to summarise and describe potential sources of uncertainty related to the impact categories, and to provide some indication of whether additional, more formal analysis might be necessary.
First, it should be noted that the approach adopted, parameter values selected and assumptions made to underpin this SEA have been chosen to ensure that the results are conservative to the authorisation criterion. That is, in general, the benefits of continued use have been purposefully underestimated and the extent and value of the risks over-estimated. This already suggests that the direction of any uncertainty will tend to reinforce the current conclusions, rather than weaken them.
Second, the results indicate that the benefits of continued use outweigh the value of the risks of continued use by several orders of magnitude. This means that the underlying assumptions, parameter values etc. would have to change dramatically for this difference to be eroded, and against the direction of the assumptions which have been made. In other words, genuinely reasonable ‘worst-case’ assumptions have already been made, and these would have to be made several times worse still and it is still the case that the overall conclusions of the analysis would not change.
In regard to specific assumptions and parameter values, a number of observations can be made. The values for fatal and non-fatal cancer are taken from ECHA guidance and advice on the recent study undertaken for ECHA by Charles University, which are significantly higher than those which have been presented in guidance previously.i The value of lost output associated with temporary unemployment of Akzo workers is assumed to be approximated by the gross wage employed by these workers. These do not appear out of line with average labour costs in Italy, as presented (e.g.) by Eurostat, and if anything are underestimates of wage (and hence unemployment) costs.ii
One specific assumption is made in the AoAs which is highlighted in the analytical description given above – the discount rate used for private decision-making is set at 10 per cent, to reflect the private cost of capital, rather than the four per cent figure given in the ECHA guidance, which reflects the social time preference rate. Using the four per cent figure would reinforce the results of the AoA, by placing more weight on the costs of closure and replacement which happen in the more distance future, and hence increasing the overall estimate of costs. The choice of non-use scenario – the closure of the current Ethapol 1000 line at Adria and relocation to Los Reyes, Mexico – is therefore robust to changes in the discount rate.
i ECHA (2015) Valuing selected health impacts of chemicals: Summary of the Results and a Critical Review of the ECHA study, Helsinki: ECHA, available at: http://echa.europa.eu/documents/10162/13630/echa review wtp en.pdf
iihttp://ec.europa.eu/eurostat/statistics-explained/index.php/File:Estimated hourly labour costs, 2014 (%C2%B9) (EUR) YB15.png. Assuming a 40-hour week and 48-week working year, values for Italy imply yearly costs of around €55,000.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
91 Use number: 1 Akzo Nobel Chemicals SpA
The conclusion of this discussion is that the results of this SEA, and the outcome of the comparison of benefits and risks of Akzo’s continued use of 1,2-DCE, are robust to variation in assumptions, data and approach, and a more detailed analysis of uncertainty would not change this conclusion and is therefore not warranted.
6.3. Conclusions on the comparison of benefits and risks of continued use
The results of this SEA are briefly summarised as follows.
There are currently no suitable alternative substances or techniques to the use of 1,2-DCE which would enable Akzo to continue to manufacture Ethapol 1000 after the sunset date in its existing plant at Adria. Similarly, there are no alternatives to Ethapol 1000 in the production of DCloud 45, and no alternatives (available to Akzo) to DCloud 45 for methanol-free production of PVC. In fact, there are no suitable alternatives to DCloud 45 for the large number of PVC plants in the US which use it. DCloud 45 is the only low methanol (in fact, methanol-free), 45% hydrolysis surfactant of low enough viscosity for a significant (
(1)) proportion of US PVC manufacturing capacity. Methanol emissions from PVC plants are capped by the US Clean Air Act, which limits the ability to switch to other surfactants. Plant technology is matched to resource inputs, and high viscosity surfactants cannot be used, in plants not designed for them, without significant additional investment and reductions in efficiency. Akzo has undertaken research to find alternative solvents to 1,2-DCE in Ethapol 1000 manufacture, and alternatives to Ethapol 1000 in DCloud 45 manufacture, but has not been successful. It is estimated that Akzo’s preferred alternative to 1,2-DCE would take at least seven years to develop and implement.
Therefore, if Akzo must cease its use of 1,2-DCE in the manufacture of Ethapol 1000 by the sunset date of November 2017, it will do so by closing its existing Ethapol 1000 line at Adria, make the workers on that line redundant, and relocate the capital equipment to Akzo’s plant at Los Reyes, Mexico, where future use of 1,2-DCE is not subject to authorisation. This Ethapol 1000 will be shipped back to Adria for the manufacture of DCloud 45. Akzo will increase to capacity its production of Ethapol 1000, (2) up until the sunset date to build up inventories sufficient to cover the relocation period. This will ensure there are no interruptions in DCloud 45 supply while the relocation project is implemented.
The socio-economic impacts of this non-use scenario are estimated as follows (present value, 4%, 2017-2036):
• Economic costs of closing the existing line and relocating it to Los Reyes, Mexico, (1);
• Social impacts related to temporary unemployment of redundant workers, €0.51m; • Avoided direct and indirect risks to the health of workers and inhabitants at and in
the vicinity of the existing Ethapol 1000 line at the Adria plant, €464;
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
92 Use number: 1 Akzo Nobel Chemicals SpA
• Total net socio-economic cost, (1).
Conservative estimations and assumptions have been used to ensure that the socio-economic impacts of the non-use scenario have not been overestimated. Further, there are likely to be a number of additional negative effects which have not been quantified or monetised due to a lack of suitable data and/or information. These include temporary reductions in output and employment in Akzo’s supply chains and in the local economies surrounding the affected manufacturing site.
The costs of the risks of Akzo’s continued use of 1,2-DCE in the manufacture of Ethapol 1000 are therefore estimated at up to €464 (2017-2036). The benefits of Akzo’s continued use of 1,2-DCE (the avoided costs of the non-use scenario) for this use are estimated at (1) (2017-2036). This SEA therefore demonstrates that the benefits of Akzo’s continued use of 1,2-DCE for Ethapol 1000 manufacture far outweigh the risks. The accompanying analysis of alternatives (AoA) demonstrates that there are no suitable alternatives available to Akzo for this use. Therefore, the conditions for the granting of an application for authorisation for the use by Akzo of 1,2-DCE in the manufacture of Ethapol 1000, as per Article 60(4) of REACH, are clearly satisfied.
6.4. Information for the length of the review period
Akzo considers a review period of nine (9) years to be appropriate for its use of 1,2-DCE as a recyclable solvent in the production of the polyacrylate, Ethapol 1000. This is based on the following considerations:
• Akzo has developed a process which enables it to manufacture a product which has a unique position in the market. DCloud 45 is the only PVA on the market which contains zero methanol and zero ethanol and which can be dosed easily into the hot water of a PVC reactor. For this reason it has become key to US PVC manufacturers’ ability to comply with methanol emission reduction obligations under the US Clean Air Act, without the need for additional capital and operating expenditures on explosion risk management, decentralised storage, wastewater treatment, and process water cooling and reheating;
• DCloud 45 can be made only using Akzo’s polyacrylate product, Ethapol 1000, which in turn requires the use of 1,2-DCE as a solvent. Ethapol 1000 allows the formation of a stable emulsion of 45% hydrolysed PVA in water, which is the DCloud 45 product, and 1,2-DCE provides
(2); • Since 2009, Akzo has been undertaking research into the possible substitution of
1,2-DCE with a different solvent in the polymerisation of Ethapol 1000, and more recently the replacement of Ethapol 1000 with another surfactant for the production of DCloud 45. However, testing of a large number of alternatives has
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
93 Use number: 1 Akzo Nobel Chemicals SpA
not resulted in the discovery of a substance or product which performs as well, or even equivalently;
• Nevertheless, Akzo is committed to the substitution of 1,2-DCE as soon as possible, as it hopeful that a technically feasible alternative can be found. Akzo has been at the forefront of the development of water-based alternatives to products based on organic solvents (e.g. coatings), and is pursuing the development of a water-based approach to the manufacture of Ethapol 1000. However, Akzo’s current view is that switching to a water-based process will take at least seven years to development and implement, at a cost of just over (1). A water-based alternative also has the potential to generate cost savings in use by eliminating the need for solvent recovery;
• Akzo also considers that it would be possible to develop a solvent-based alternative to 1,2-DCE, with the cyclic solvent (5) as the most promising candidate. It estimates that this could be done slightly quicker (five to six years) and at a marginally lower development cost, although this option is not expected to generate any cost savings to the process;
• If Akzo must cease its use of 1,2-DCE in the EEA by the sunset date of November 2017, it will do so by closing its Ethapol 1000 production line at Adria, Italy and relocating it to its site at Los Reyes, Mexico. The Ethapol 1000 line is reasonably self-contained, the Los Reyes plant is suitable and Akzo has considerable recent experience of undertaking such relocations. It considers that it could effect this relocation within about 12 months, at a cost of around (1) (societal perspective, present value, four per cent discount rate).
(2), but this should allow significant disruption to DCloud 45 supply to be avoided. However, the relocation could put into doubt the overall financial viability of the Adria site, where 50 workers are currently employed;
• The costs of the health risks associated with Akzo’s continued use of 1,2-DCE are minimal, at just under €37 per year. Relocation of the Ethapol 1000 line would not eliminate these risks, but simply export them from Italy to Mexico;
• The case for Akzo’s continued use of 1,2-DCE to be authorised is therefore clearly demonstrated;
• The switch to a water-based alternative is currently estimated to require seven years’ development and implementation time, although this is dependent on the successful performance and development of the process. However, if Akzo received authorisation for a period of seven years, it would be required to submit a review report some time before the end of this period, and hence the effective duration of the authorisation for development purposes would be likely to be too short to implement this option. Therefore, Akzo would, in the case of a seven-year review period, prioritise the development of the solvent-based alternative which, although likely to be more costly in the long run than the water-based option, could allow substitution more quickly, thereby hopefully avoiding the need for further authorisation;

ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
94 Use number: 1 Akzo Nobel Chemicals SpA
• An authorisation period of nine (9) years (seven years, plus two years to cover contingency and preparation and submission for the time-limited review) is considered sufficient to allow proper development and implementation of the water-based alternative before the need to submit a costly and possibly irrelevant review report. The water-based alternative is Akzo’s preferred alternative, being more environmentally friendly as well as potentially cheaper.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
95 Use number: 1 Akzo Nobel Chemicals SpA
Appendix A Results of R&D
Alternative Solvents
Goal: Find an alternative solvent for the co-polymerisation of acrylic acid and 2-ethylhexyl acrylate in a slurry reaction process.
Test: the test consisted of following steps:
1) Perform a series of polymerisation reactions starting from the existing recipe of Ethapol 1000, with different solvents (pure or mixture); 1a) Analyse the polymer obtained; 2) Test the polyacrylate as replacement of Ethapol 1000 in DCloud 45; 2a) Test the obtained emulsion for stability for at least 6 months; 3) If the stability test is positive, then test the obtained emulsion in the PVC production process; 4) If the test in the PVC production process is positive, then submit the product to customers.
Criteria: The co-polymer obtained with the alternative solvent shall meet following requirements:
1) The surfactant shall not contain solvents that are not compatible with the existing production processes in Adria. Otherwise, a cost evaluation for process modification would have to be made; 2) The surfactant shall be active in a range of (2)%, on solid matter of PVA (Active45); 3) The use of the surfactant with Active45 shall render DCloud 45 in its current specifications; 4) The surfactant shall not interfere with the PVC production process and shall not render any changes in the final PVC
The results of this R&D is summarized in Table 17 in main text) section 4.2
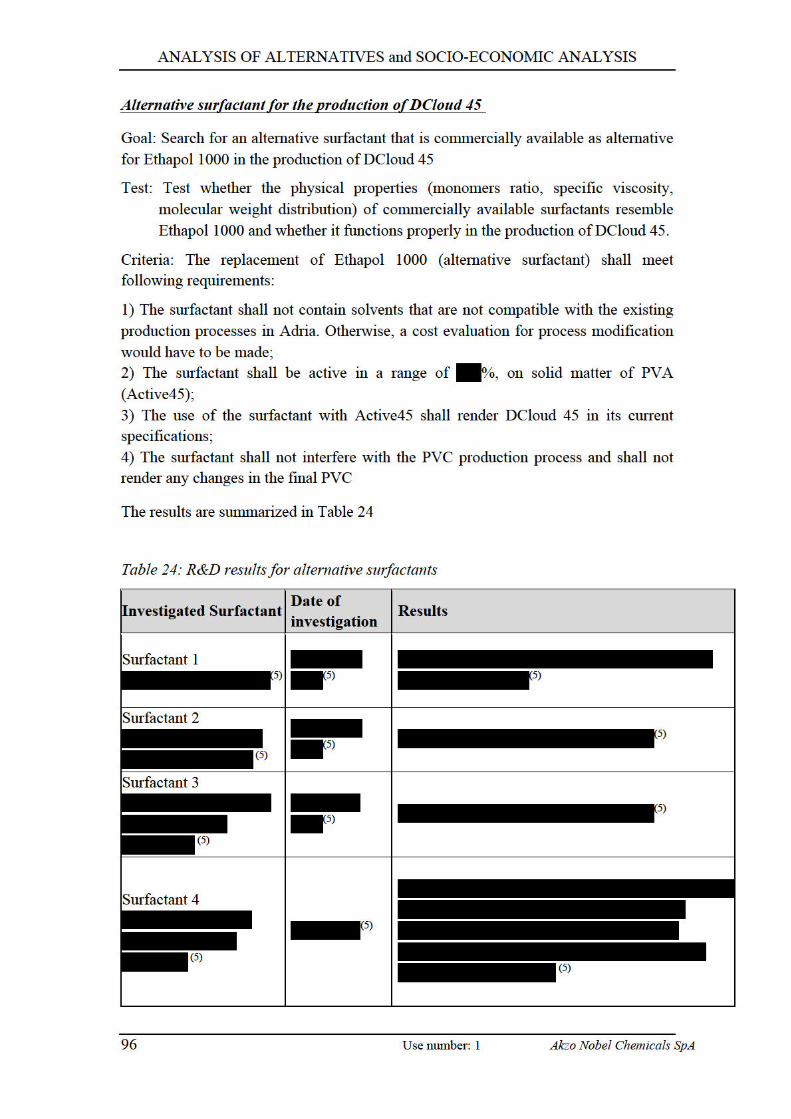
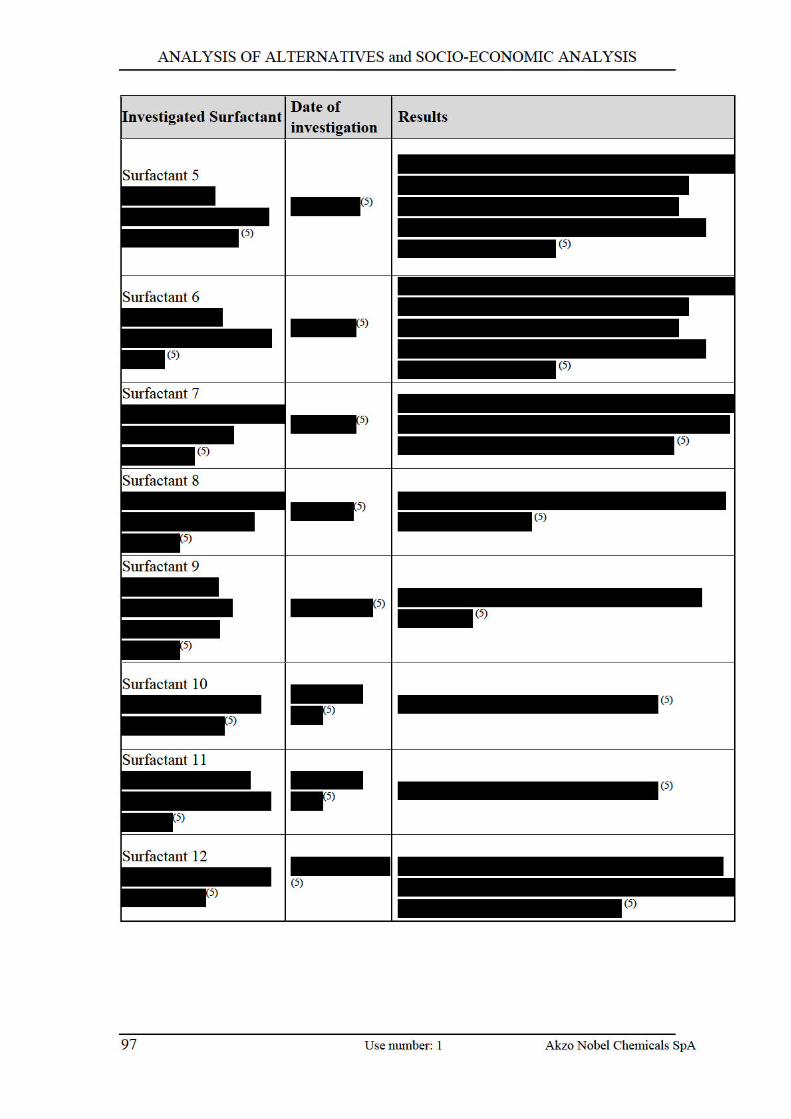

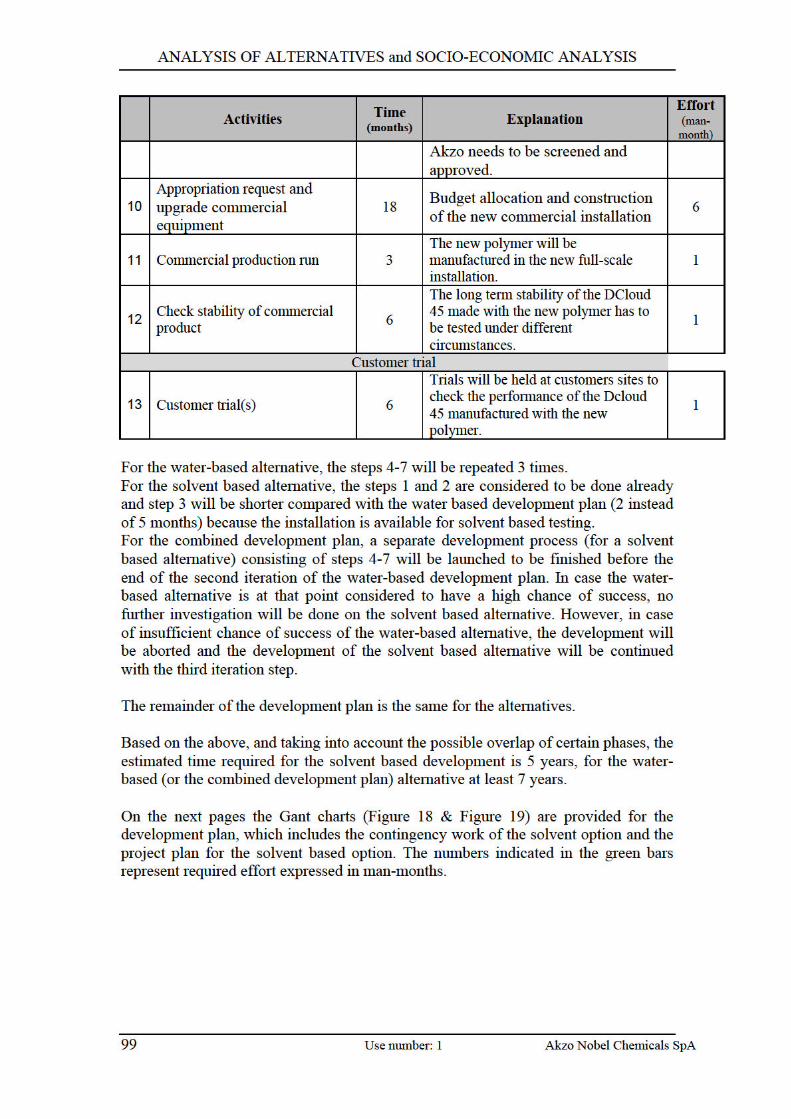
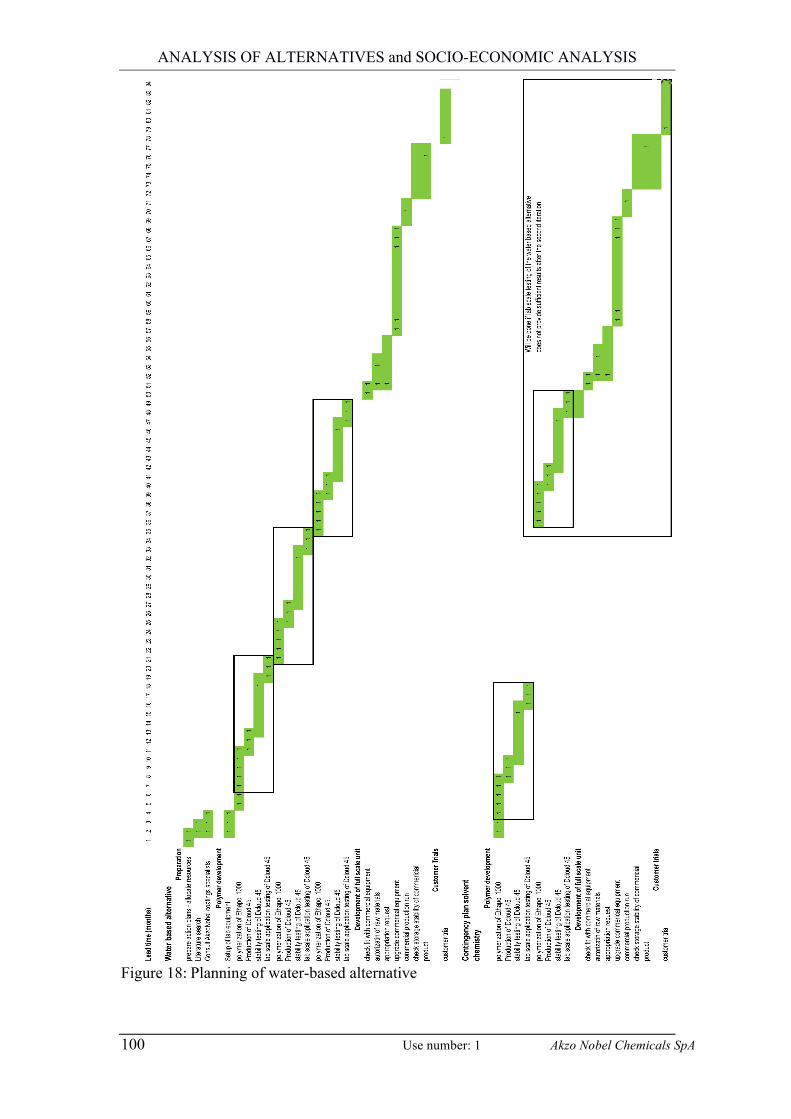
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
100 Use number: 1 Akzo Nobel Chemicals SpA
Figure 18:Planning of water-based alternative
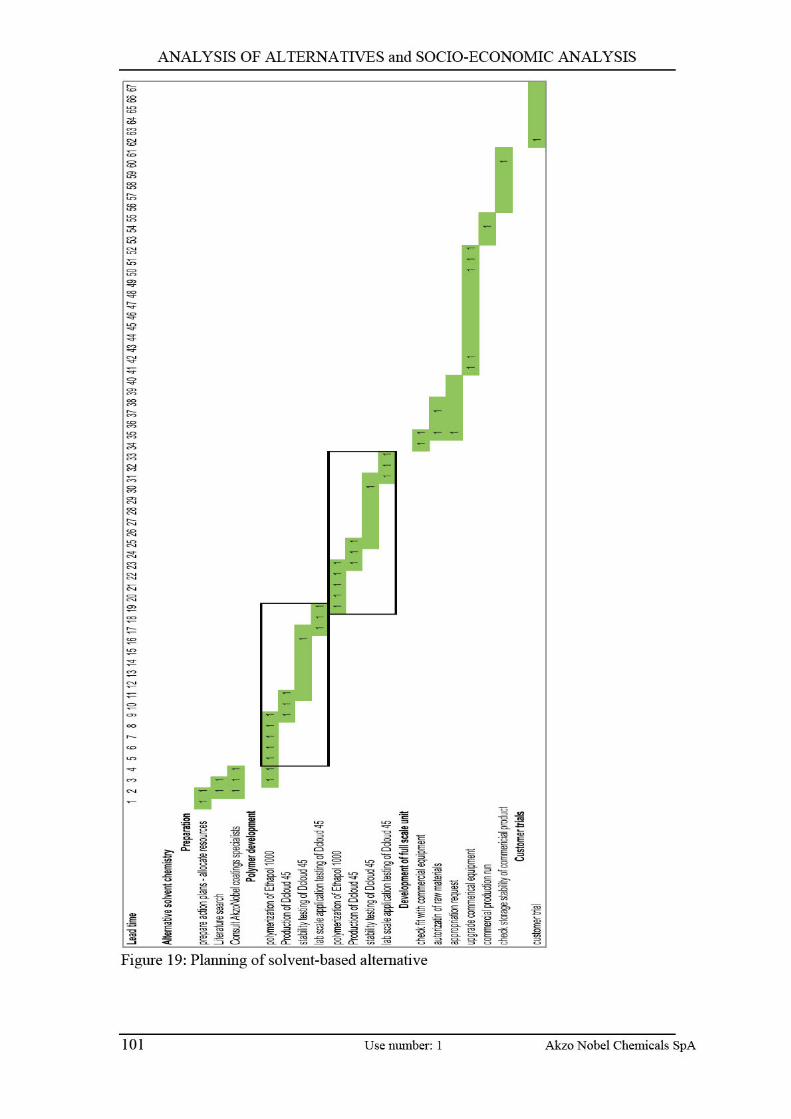
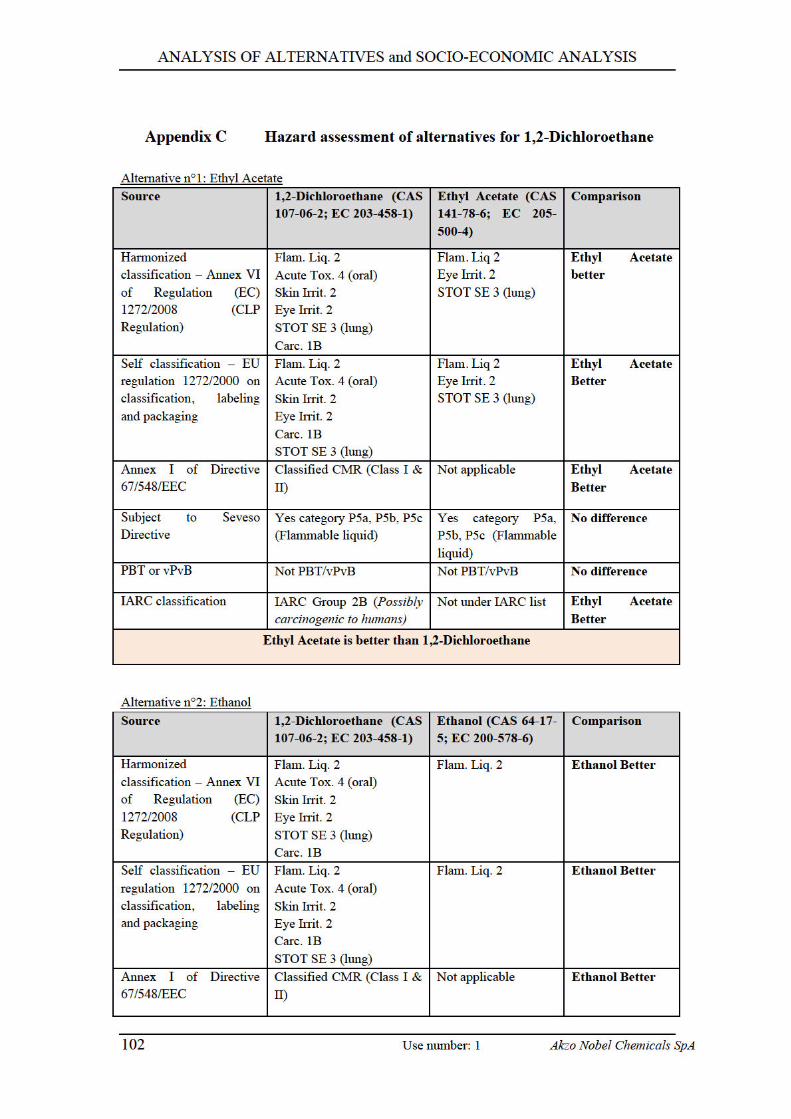
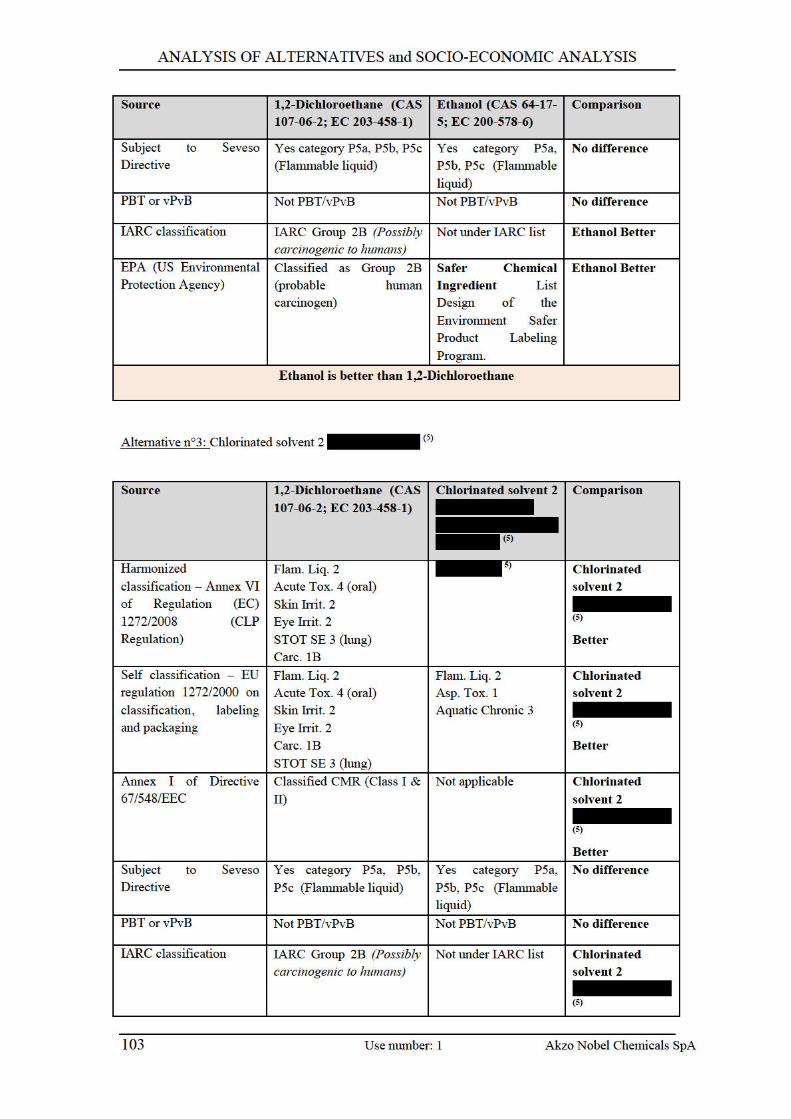
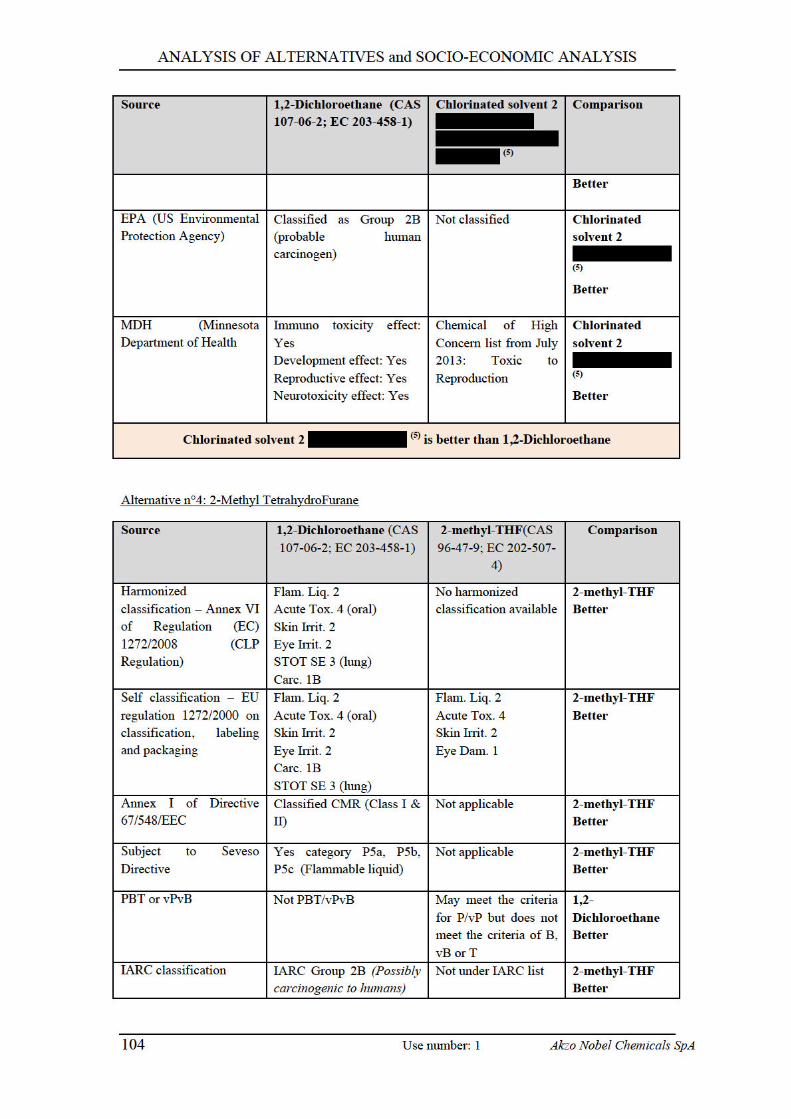

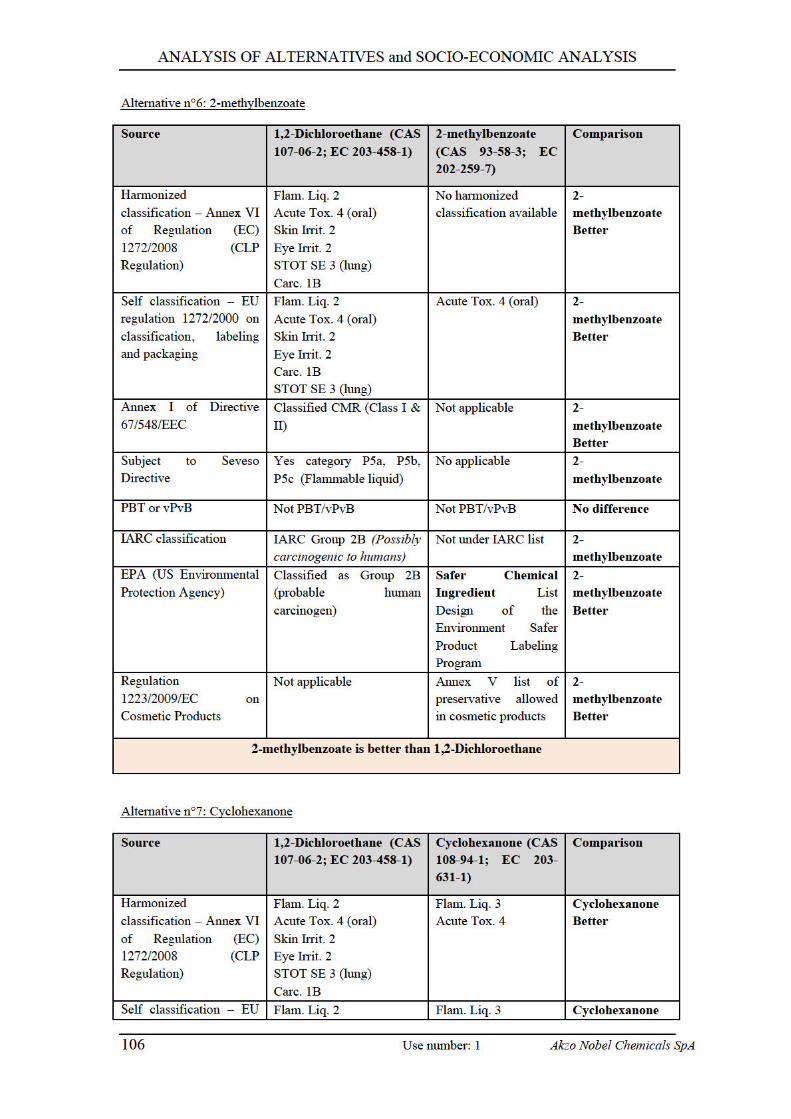

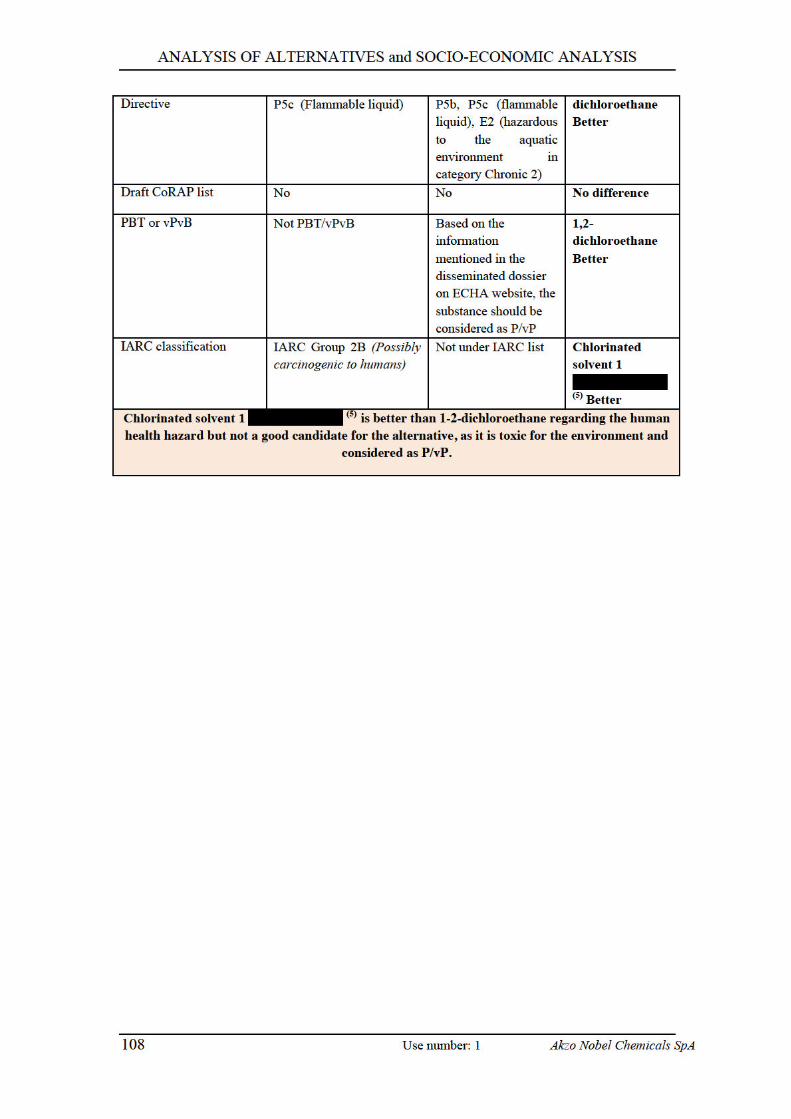
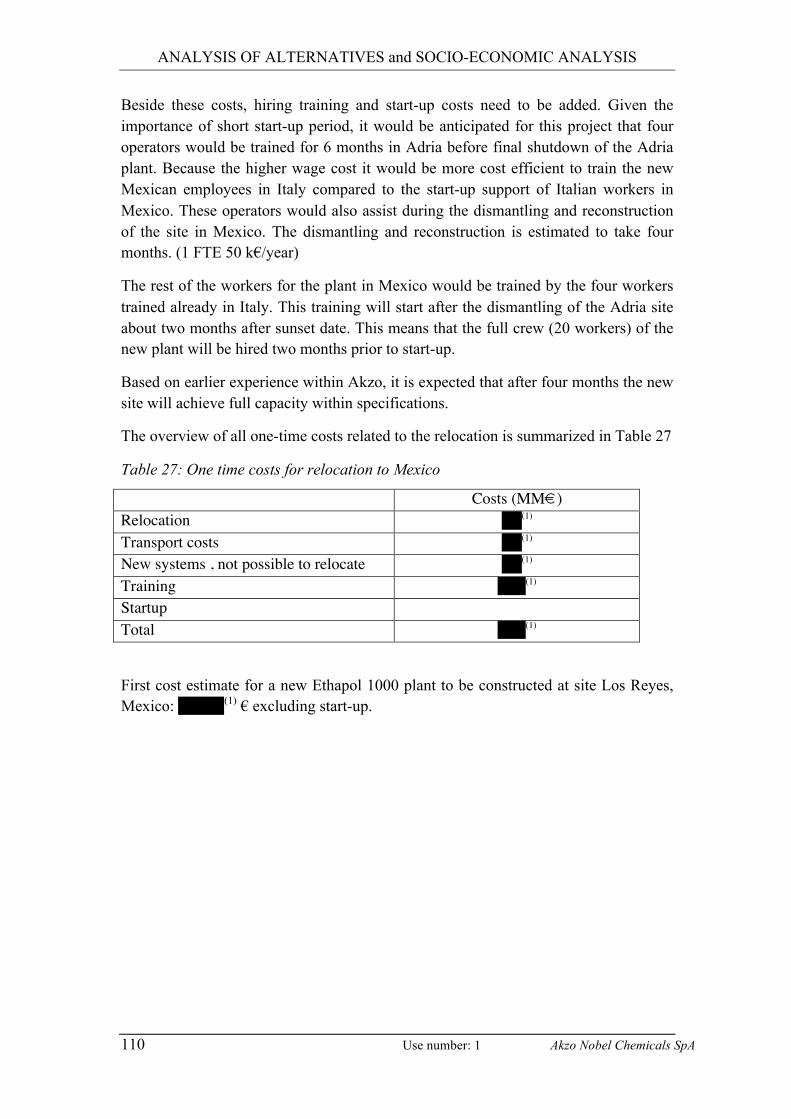
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
110 Use number: 1 Akzo Nobel Chemicals SpA
Beside these costs, hiring training and start-up costs need to be added. Given the importance of short start-up period, it would be anticipated for this project that four operators would be trained for 6 months in Adria before final shutdown of the Adria plant. Because the higher wage cost it would be more cost efficient to train the new Mexican employees in Italy compared to the start-up support of Italian workers in Mexico. These operators would also assist during the dismantling and reconstruction of the site in Mexico. The dismantling and reconstruction is estimated to take four months. (1 FTE 50 k€/year)
The rest of the workers for the plant in Mexico would be trained by the four workers trained already in Italy. This training will start after the dismantling of the Adria site about two months after sunset date. This means that the full crew (20 workers) of the new plant will be hired two months prior to start-up.
Based on earlier experience within Akzo, it is expected that after four months the new site will achieve full capacity within specifications.
The overview of all one-time costs related to the relocation is summarized in Table 27
Table 27: One time costs for relocation to Mexico
Costs (MM€) Relocation (1) Transport costs (1) New systems , not possible to relocate (1) Training (1) Startup Total (1)
First cost estimate for a new Ethapol 1000 plant to be constructed at site Los Reyes, Mexico: (1) € excluding start-up.
ANALYSIS OF ALTERNATIVES and SOCIO-ECONOMIC ANALYSIS
111 Use number: 1 Akzo Nobel Chemicals SpA
Appendix E JUSTIFICATIONS FOR CONFIDENTIALITY CLAIMS
This annex will not be made publicly available as part of the broad information on uses package
Note that endnotes are references of confidential sections in the document and are numbered with Arabic numbers 1 to 5 as there are 5 different claims used. To avoid repetition of the claims in different endnotes, reference to the same endnote is made multiple times throughout the text. The endnotes / confidential sections are presented in superscript near the confidential section e.g. xxx(1) (1)
(2)
(3)
(4)
(5)