AGA3-parte 2_traduzida_fins didáticos
92
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2). 1 Capítulo 14 - Medição dos Fluídos de Gás Natural Seção 3 - Medidores de Orifício Concêntrico, com Canto Vivo PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO 2.1 Requisitos de Construção e Instalação Este documento descreve os vários parâmetros de projeto que devem ser considerados ao se projetar instalações de medição usando medidores de orifício. As tolerâncias mecânicas encontradas neste documento englobam uma ampla variedade de relação de diâmetros de orifício para as quais existem resultados de experiências disponíveis. Em diversas seções deste documento as tolerâncias para as especificações mecânicas foram mudadas em relação às edições anteriores. Particularmente, esta revisão inclui uma mudança nos requisitos de instalação (comprimentos do tubo de medição). Esta mudança reduz a incerteza atribuível aos efeitos da instalação a uma incerteza menor dos dados que suportam a equação de Reader-Harris/Gallagher (RG) e, portanto, não deve afetar a incerteza definida anteriormente para aquela equação. Este documento não requer a atualização das instalações existentes. Entretanto, caso as instalações de medição não estejam atualizadas para atender à norma atualmente em vigor, podem ocorrer erros tendenciosos de medição devido ao condicionamento inadequado de fluxo e extensão de tubo retos a montante. A decisão de atualizar uma instalação existente deve ficar a critério das partes envolvidas. O uso de procedimentos e técnicas de cálculos mostrados no Manual das Normas de Medição de Petróleo, Capítulo 14, Seção 3, Partes 1 e 3, nos equipamentos existentes é recomendado uma vez que representam uma melhora significativa em relação aos métodos anteriores. Entretanto, os níveis de incerteza para a medição de fluxo usando equipamento existente podem ser diferentes daqueles citados na Parte 1. O uso de medidores de orifício no extremo dos limites de seus coeficientes de diâmetro (β r ) deve ser evitado sempre que possível. Boas práticas e bons projetos de medição são, em geral, um tanto conservadores. Isto significa que o uso de tolerâncias mais rígidas nos limites do coeficiente de diâmetro médio (β r ) teriam a maior probabilidade de produzir a melhor medição. Uma indicação disto pode ser encontrada na seção sobre incertezas contida na Parte 1. Esta norma é baseada em β r entre 0,10 e 0,75. A incerteza mínima do coeficiente de descarga da chapa de orifício é obtida com β r entre 0,2 e 0,6 e diâmetros do furo do orifício maiores ou iguais a 0,45 polegadas. Coeficientes de diâmetro e diâmetros do furo de orifício fora destes limites podem ser usados. Entretanto, o usuário deve consultar a seção de incertezas incluída na Parte 1 para saber sobre as limitações. Atingir o melhor nível de incerteza de medição começa por, mas não está limitado a, um projeto correto. Dois outros aspectos do processo de medição devem acompanhar a elaboração do projeto, caso contrário será de pouca utilidade. Estes aspectos são a aplicação do sistema de medição e a manutenção dos medidores. Nenhum destes aspectos está sendo considerado diretamente nesta norma. Estes aspectos não podem ser regidos por uma única norma uma vez que cobrem aplicações de medição que podem divergir amplamente quanto à vazão (velocidade) do fluxo, tipo de fluído e requisitos operacionais. Assim, o usuário deve determinar a melhor forma de medição para a
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of AGA3-parte 2_traduzida_fins didáticos

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
1
Capítulo 14 - Medição dos Fluídos de Gás Natural
Seção 3 - Medidores de Orifício Concêntrico, com Canto Vivo
PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
2.1 Requisitos de Construção e Instalação Este documento descreve os vários parâmetros de projeto que devem ser
considerados ao se projetar instalações de medição usando medidores de orifício. As tolerâncias mecânicas encontradas neste documento englobam uma ampla variedade de relação de diâmetros de orifício para as quais existem resultados de experiências disponíveis. Em diversas seções deste documento as tolerâncias para as especificações mecânicas foram mudadas em relação às edições anteriores. Particularmente, esta revisão inclui uma mudança nos requisitos de instalação (comprimentos do tubo de medição). Esta mudança reduz a incerteza atribuível aos efeitos da instalação a uma incerteza menor dos dados que suportam a equação de Reader-Harris/Gallagher (RG) e, portanto, não deve afetar a incerteza definida anteriormente para aquela equação.
Este documento não requer a atualização das instalações existentes. Entretanto, caso as instalações de medição não estejam atualizadas para atender à norma atualmente em vigor, podem ocorrer erros tendenciosos de medição devido ao condicionamento inadequado de fluxo e extensão de tubo retos a montante. A decisão de atualizar uma instalação existente deve ficar a critério das partes envolvidas.
O uso de procedimentos e técnicas de cálculos mostrados no Manual das Normas de Medição de Petróleo, Capítulo 14, Seção 3, Partes 1 e 3, nos equipamentos existentes é recomendado uma vez que representam uma melhora significativa em relação aos métodos anteriores. Entretanto, os níveis de incerteza para a medição de fluxo usando equipamento existente podem ser diferentes daqueles citados na Parte 1.
O uso de medidores de orifício no extremo dos limites de seus coeficientes de diâmetro (βr) deve ser evitado sempre que possível. Boas práticas e bons projetos de medição são, em geral, um tanto conservadores. Isto significa que o uso de tolerâncias mais rígidas nos limites do coeficiente de diâmetro médio (βr) teriam a maior probabilidade de produzir a melhor medição. Uma indicação disto pode ser encontrada na seção sobre incertezas contida na Parte 1.
Esta norma é baseada em βr entre 0,10 e 0,75. A incerteza mínima do coeficiente de descarga da chapa de orifício é obtida com βr entre 0,2 e 0,6 e diâmetros do furo do orifício maiores ou iguais a 0,45 polegadas. Coeficientes de diâmetro e diâmetros do furo de orifício fora destes limites podem ser usados. Entretanto, o usuário deve consultar a seção de incertezas incluída na Parte 1 para saber sobre as limitações.
Atingir o melhor nível de incerteza de medição começa por, mas não está limitado a, um projeto correto. Dois outros aspectos do processo de medição devem acompanhar a elaboração do projeto, caso contrário será de pouca utilidade. Estes aspectos são a aplicação do sistema de medição e a manutenção dos medidores. Nenhum destes aspectos está sendo considerado diretamente nesta norma. Estes aspectos não podem ser regidos por uma única norma uma vez que cobrem aplicações de medição que podem divergir amplamente quanto à vazão (velocidade) do fluxo, tipo de fluído e requisitos operacionais. Assim, o usuário deve determinar a melhor forma de medição para a
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
2
determinada aplicação e o nível de manutenção para o sistema de medição sendo considerado.
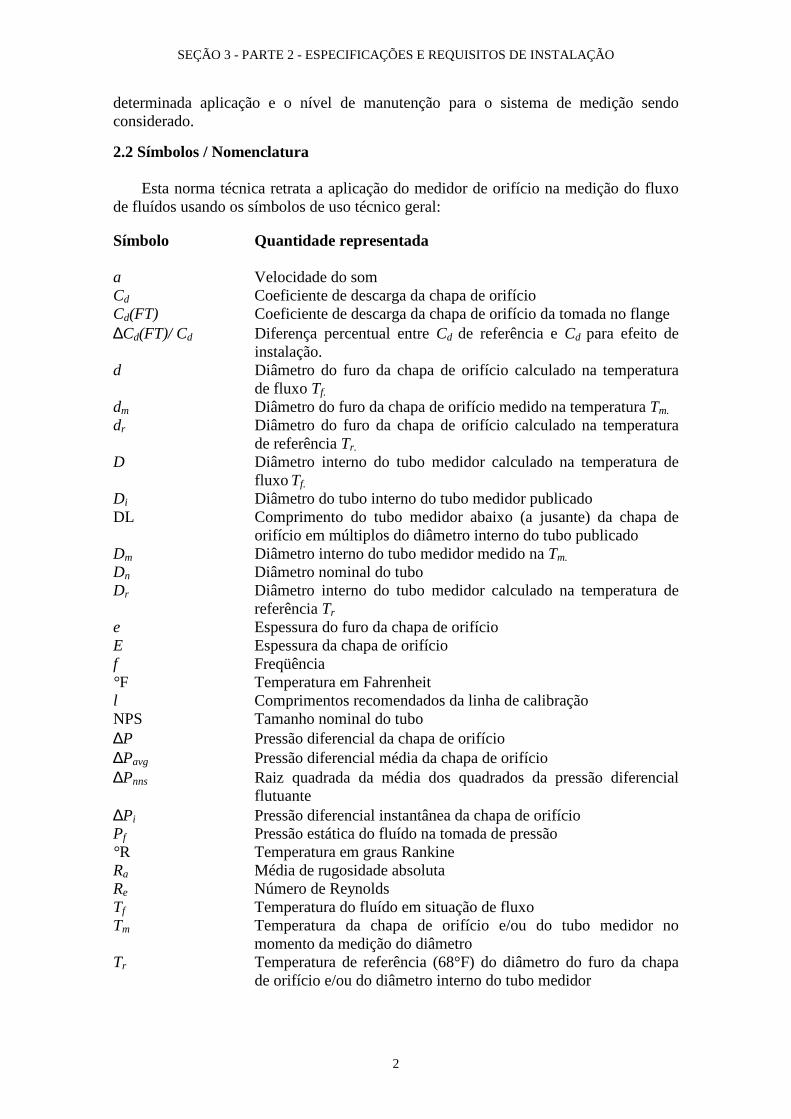
2.2 Símbolos / Nomenclatura
Esta norma técnica retrata a aplicação do medidor de orifício na medição do fluxo de fluídos usando os símbolos de uso técnico geral: Símbolo Quantidade representada a Velocidade do som Cd Coeficiente de descarga da chapa de orifício Cd(FT) Coeficiente de descarga da chapa de orifício da tomada no flange ∆Cd(FT)/ Cd Diferença percentual entre Cd de referência e Cd para efeito de
instalação. d Diâmetro do furo da chapa de orifício calculado na temperatura
de fluxo Tf.
dm Diâmetro do furo da chapa de orifício medido na temperatura Tm.
dr Diâmetro do furo da chapa de orifício calculado na temperatura de referência Tr.
D Diâmetro interno do tubo medidor calculado na temperatura de fluxo Tf.
Di Diâmetro do tubo interno do tubo medidor publicado DL Comprimento do tubo medidor abaixo (a jusante) da chapa de
orifício em múltiplos do diâmetro interno do tubo publicado Dm Diâmetro interno do tubo medidor medido na Tm. Dn Diâmetro nominal do tubo Dr Diâmetro interno do tubo medidor calculado na temperatura de
referência Tr e Espessura do furo da chapa de orifício E Espessura da chapa de orifício f Freqüência °F Temperatura em Fahrenheit l Comprimentos recomendados da linha de calibração NPS Tamanho nominal do tubo ∆P Pressão diferencial da chapa de orifício ∆Pavg Pressão diferencial média da chapa de orifício ∆Pnns Raiz quadrada da média dos quadrados da pressão diferencial
flutuante ∆Pi Pressão diferencial instantânea da chapa de orifício Pf Pressão estática do fluído na tomada de pressão °R Temperatura em graus Rankine Ra Média de rugosidade absoluta Re Número de Reynolds Tf Temperatura do fluído em situação de fluxo Tm Temperatura da chapa de orifício e/ou do tubo medidor no
momento da medição do diâmetro Tr Temperatura de referência (68°F) do diâmetro do furo da chapa
de orifício e/ou do diâmetro interno do tubo medidor

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
3
UL Comprimento do tubo medidor acima (a montante) da chapa de orifício em múltiplos dos diâmetros internos publicados do tubo (Figura 2-6)
UL1 UL - UL2 UL2 Comprimento do tubo medidor da saída do condicionador de
fluxo à chapa de orifício em múltiplos dos diâmetros do tubo interno publicado
α Coeficiente linear da expansão térmica α1 Coeficiente linear da expansão térmica do material da chapa de
orifício
α2 Coeficiente linear da expansão térmica do material do tubo medidor
β Relação entre o diâmetro do furo da chapa de orifício e o diâmetro interno do tubo medidor (d/D) calculado na temperatura de fluxo Tf
βm Relação entre o diâmetro do furo da chapa de orifício e o diâmetro interno do tubo medidor (dm/Dm) calculado na temperatura de fluxo Tm
βr Relação entre o diâmetro do furo da chapa de orifício e o diâmetro interno do tubo medidor (dr/Dr) calculado na temperatura de fluxo Tr
ε Excentricidade do furo da chapa de orifício θ Ângulo do chanfro da chapa de orifício 2.3 Definições
As definições são fornecidas para enfatizar o significado específico dos termos conforme são usados nesta norma técnica. 2.3.1 ELEMENTO PRIMÁRIO
O elemento primário é a chapa de orifício, o suporte da chapa de orifício com as tomadas de leitura de pressão diferencial associadas, o tubo medidor e o condicionador de fluxo, caso seja usado. 2.3.1.1 Chapa de Orifício
A chapa de orifício é uma chapa fina de canto-vivo, com um furo circular usinado, concêntrico com o tubo medidor ID, caso seja instalado. 2.3.1.2 Diâmetro do Furo da Chapa de Orifício (d, dm, dr)
O diâmetro do furo da chapa de orifício calculado (d) é o diâmetro interno da abertura (furo) medidor da chapa de orifício calculado medido na temperatura de fluxo (Tf), conforme especificação contida na seção 1.6.2 da Parte 1. O diâmetro do furo da chapa de orifício (d) é usado na equação de fluxo para determinar a vazão do fluxo.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
4
O diâmetro do furo da chapa de orifício medido (dm) é o diâmetro interno medido da abertura para medição da chapa de orifício na temperatura da chapa de orifício (Tm) no momento da medição do diâmetro do furo, conforme especificação determinada na seção 2.4.3.
O diâmetro de referência do furo da chapa de orifício (dr) é o diâmetro interno da abertura para medição da chapa de orifício na temperatura de referência (Tr), calculada
conforme as especificações contidas na seção 2.4.3. O diâmetro de referência do furo da chapa de orifício é o diâmetro do furo da chapa de orifício certificado ou marcado na estampilha.
2.3.1.3 Suporte da Chapa de Orifício
O suporte da chapa de orifício é o elemento da tubulação de contenção de pressão, como um conjunto de flanges de orifício ou um encaixe de orifício, usado para conter e posicionar a chapa de orifício no sistema de tubulação. 2.3.1.4 Tubo Medidor
O tubo medidor é a seção reta do tubo, incluindo todos os segmentos que fazem parte do suporte da chapa de orifício, acima (a montante) e abaixo (a jusante) da chapa de orifício, conforme especificado na seção 2.5.1.
2.3.1.5 Diâmetro Interno do Tubo Medidor (Di Dh Dm Dr)
O diâmetro interno do tubo medidor calculado (D) é o diâmetro interno da seção acima (a montante) do tubo medidor medido na temperatura de fluxo (Tf), conforme especificação contida na seção 1.6.3 da Parte 1. O diâmetro interno do tubo medidor (D) é usado nas equações do coeficiente do diâmetro e de número de Reynolds.
O diâmetro interno do tubo medidor publicado (Di) é o diâmetro interno conforme publicado nos manuais usuais do engenheiro. Este diâmetro interno é usado para determinar o comprimento linear necessário do medidor contido nas Tabelas 2-7 e 2-8.
O diâmetro interno medido do tubo medidor (Dm) é o diâmetro interno médio da seção acima (a montante) do tubo medidor medido a 1 polegada acima da face adjacente da chapa de orifício e na temperatura do tubo medidor (Tm) no momento da medição do diâmetro interno, conforme especificação contida na seção 2.5.1.2.
O diâmetro interno de referência do tubo medidor (Dr) é o diâmetro interno da seção acima (a montante) do tubo medidor calculado na temperatura de referência (Tr), conforme especificação contida na seção 2.5.1.2. O diâmetro interno de referência do tubo medidor é o diâmetro interno certificado do tubo medidor.
2.3.1.6 Coeficientes de Diâmetro (ββββ, ββββm ββββr) O coeficiente de diâmetro (β) é o diâmetro calculado do furo da chapa de orifício (d) dividido pelo diâmetro interno calculado do tubo medidor (Dm). O coeficiente de diâmetro (βm) é o diâmetro medido do furo da chapa de orifício (dm) dividido pelo diâmetro interno medido do tubo medidor (Dm). O coeficiente de diâmetro (βr) é o diâmetro de referência do furo da chapa de orifício (dr) dividido pelo diâmetro interno de referência do tubo medidor (Dr).
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
5
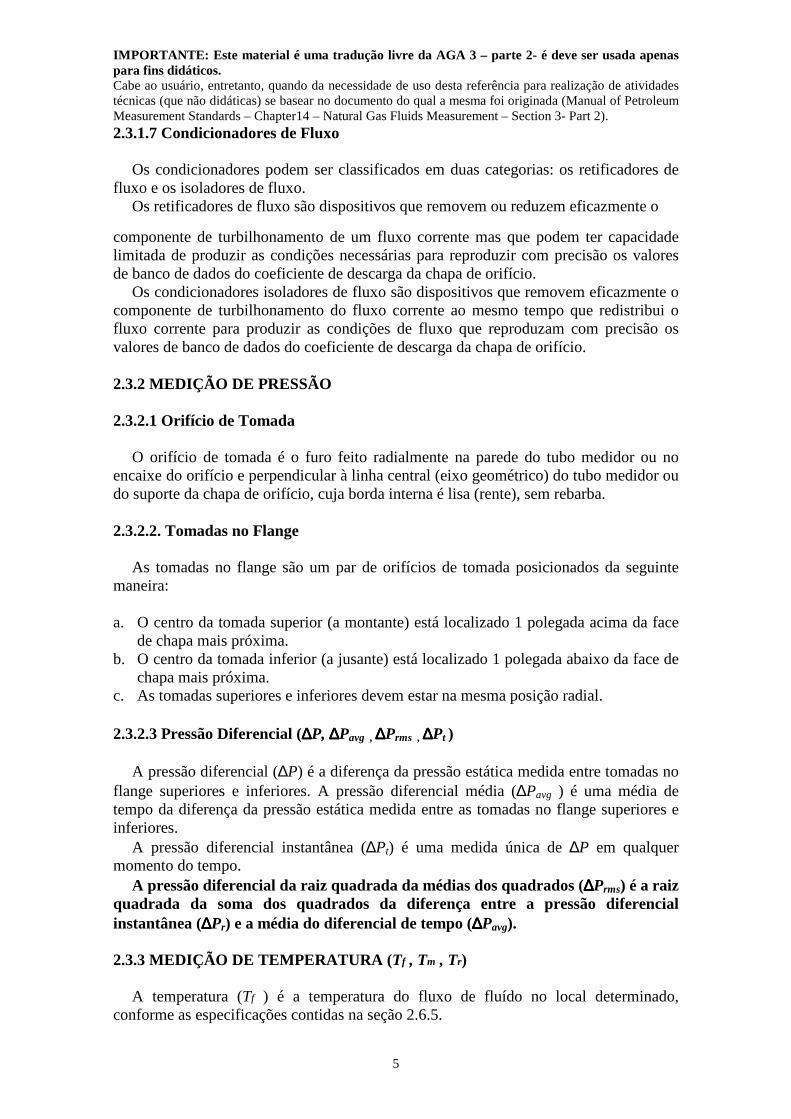
2.3.1.7 Condicionadores de Fluxo Os condicionadores podem ser classificados em duas categorias: os retificadores de fluxo e os isoladores de fluxo. Os retificadores de fluxo são dispositivos que removem ou reduzem eficazmente o
componente de turbilhonamento de um fluxo corrente mas que podem ter capacidade limitada de produzir as condições necessárias para reproduzir com precisão os valores de banco de dados do coeficiente de descarga da chapa de orifício.
Os condicionadores isoladores de fluxo são dispositivos que removem eficazmente o componente de turbilhonamento do fluxo corrente ao mesmo tempo que redistribui o fluxo corrente para produzir as condições de fluxo que reproduzam com precisão os valores de banco de dados do coeficiente de descarga da chapa de orifício.
2.3.2 MEDIÇÃO DE PRESSÃO 2.3.2.1 Orifício de Tomada
O orifício de tomada é o furo feito radialmente na parede do tubo medidor ou no encaixe do orifício e perpendicular à linha central (eixo geométrico) do tubo medidor ou do suporte da chapa de orifício, cuja borda interna é lisa (rente), sem rebarba.
2.3.2.2. Tomadas no Flange
As tomadas no flange são um par de orifícios de tomada posicionados da seguinte maneira:
a. O centro da tomada superior (a montante) está localizado 1 polegada acima da face
de chapa mais próxima. b. O centro da tomada inferior (a jusante) está localizado 1 polegada abaixo da face de
chapa mais próxima. c. As tomadas superiores e inferiores devem estar na mesma posição radial. 2.3.2.3 Pressão Diferencial (∆∆∆∆P, ∆∆∆∆Pavg , ∆∆∆∆Prms , ∆∆∆∆Pt )
A pressão diferencial (∆P) é a diferença da pressão estática medida entre tomadas no flange superiores e inferiores. A pressão diferencial média (∆Pavg ) é uma média de tempo da diferença da pressão estática medida entre as tomadas no flange superiores e inferiores.
A pressão diferencial instantânea (∆Pt) é uma medida única de ∆P em qualquer momento do tempo.
A pressão diferencial da raiz quadrada da médias dos quadrados (∆∆∆∆Prms) é a raiz quadrada da soma dos quadrados da diferença entre a pressão diferencial instantânea (∆∆∆∆Pr) e a média do diferencial de tempo (∆∆∆∆Pavg).
2.3.3 MEDIÇÃO DE TEMPERATURA ( Tf , Tm , Tr)
A temperatura (Tf ) é a temperatura do fluxo de fluído no local determinado, conforme as especificações contidas na seção 2.6.5.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
6
Durante a medição do fluxo, o dispositivo de leitura de temperatura é inserido na corrente de fluxo a fim de obter a temperatura de fluxo. Entretanto, se a velocidade do fluído for superior a 25% da velocidade do som do fluído no ponto de medição, será necessária a aplicação de correções (ajustes) para aumento de temperatura devido aos efeitos dinâmicos. Deve-se tomar cuidado para garantir que os elementos de leitura de
temperatura estejam acoplados à corrente de fluxo e não ao aço no tubo medidor. Esta prática é recomendada para todas as instalações do medidor de orifício. A temperatura lida é aceita como a temperatura estática do fluído de fluxo.
A temperatura (Tm) é a temperatura medida da chapa de orifício e/ou do tubo medidor no momento da medição do diâmetro, conforme especificações contidas nas seções 2.4.3 e 2.5.1.2.
A temperatura (Tr) é a temperatura de referência usada para determinar o diâmetro do furo da chapa de orifício (dr) e/ou o diâmetro do tubo medidor interno de referência (Dr), conforme as especificações contidas nas seções 2.4.3. e 2.5.1.2.
2.3.4 MÉDIA DE RUGOSIDADE (Ra)
A média de rugosidade (Ra) usada nesta norma técnica é a fornecida pelo ANSI B46.1, e é "a média aritmética dos valores absolutos do desvio de altura do perfil medido colhido dentro da extensão da amostra e medido a partir da linha central gráfica (eixo geográfico) do perfil da superfície.
2.4. Especificações da Chapa de Orifício
Os símbolos das dimensões da chapa de orifício estão apresentados na Figura 2-1.
2.4.1 FACES DA CHAPA DE ORIFÍCIO
As faces superiores e inferiores (a montante e a jusante) da chapa de orifício devem ser planas. Desvios de Aplainamento na chapa de orifício menores ou iguais a 1% da altura de represa (isto é, 0,010 pol. por polegada de altura de represa) em condições de ausência de fluxo são permitidas. A altura de represa pode ser calculada pela fórmula (Dm - dm)/2. Este critério de aplainamento aplica-se a qualquer dois pontos na chapa de orifício dentro das dimensões do diâmetro interno do tubo. O desvio da aplainamento está ilustrado nas Figuras 2-2a, 2-2b e 2-2c.
A rugosidade na superfície das faces superiores e inferiores (a montante e a jusante) da chapa de orifício não devem apresentar abrasões nem arranhões visíveis ao olho nu superiores a 50 micropolegadas Ra.
A rugosidade na superfície da chapa de orifício pode ser verificada usando-se um instrumento de detecção de rugosidade de superfície do tipo média-eletrônica com um valor de corte superior a 0,03 polegadas. Outros dispositivos de medição de rugosidade de superfície (como por exemplo, um comparador visual) são aceitáveis para a determinação da rugosidade na superfície da chapa de orifício caso a mesma repetibilidade e reprodutibilidade do instrumento de medição de rugosidade na superfície da chapa de orifício possam ser demonstradas.
Cuidados devidos devem ser tomados a fim de manter a chapa limpa e livre de acúmulo de poeira, gelo, areia, graxa, óleo, líquido livre e outros materiais estranhos, na medida do possível, instituindo-se um programa de inspeção regular (diário, semanal, mensal, trimestral, etc.), dependendo das condições do serviço. Danos e/ou acúmulo de materiais estranhos na chapa de orifício pode resultar em incerteza maior em relação ao

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
7
coeficiente de descarga da chapa de orifício [Cd (FT)]. Após toda inspeção da chapa, esta deve ser limpa meticulosamente (livre de acúmulos, como mencionado acima) antes de ser colocada em funcionamento.
2.4.2. BORDA DO FURO DA CHAPA DE ORIFÍCIO
A borda superior (a montante) do furo da chapa de orifício deve ter cantos-vivos e afiados. A borda do furo da chapa de orifício é considerada muito cega (sem fio) para uma medição precisa de fluxo se a borda superior (a montante) refletir um feixe de luz quando vista sem ampliação ou se a borda superior (a montante) mostrar um feixe de luz quando verificada com um calibre com borda de orifício.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
8
Figura 2-1 - Símbolos para Dimensões da Chapa de Orifício Mark Inlet on paddle-type plates = marque a entrada nas chapas do tipo pá Bevel angle = ângulo do chanfro Actual pipe inside diameter = diâmetro interno real do tubo Flow = Fluxo Mark outlet on orifice fitting plates = marque a saída nas chapas de encaixe de
orifício
Figura 2-2a - Desvio de Aplainamento da Chapa de Orifício (medido na borda do furo de orifício e dentro do diâmetro interno
do tubo) Orifice plate outside diameter = diâmetro externo da chapa de orifício Pipe inside diameter = diâmetro interno do tubo Parallel bar = barra paralela Orifice bore = furo do orifício Departure from flatness = desvio de aplainamento Maximum allowable departure from flatness = desvio de aplainamento máximo
admissível Figura 2-2b - Método Alternativo para a Determinação do Desvio de
Aplainamento da Chapa de Orifício Orifice plate outside diameter = diâmetro externo da chapa de orifício Length of parallel bar = comprimento da barra paralela Parallel bar = barra paralela Perpendicular parallel bars = barras paralelas perpendiculares
Figura 2-2c - Desvio de Aplainamento Máximo da Chapa de Orifício Maximum departure from flatness = desvio de Aplainamento máximo Uma estimativa de agudeza adequada pode ser feita comparando-se a borda da chapa
de orifício com a borda do furo de uma chapa de orifício de referência de mesmo diâmetro nominal. A borda do furo da chapa de orifício sendo analisada deve ter o mesmo tato e aspecto da borda da chapa de orifício de referência.
As bordas superiores (a montante) e inferiores (a jusante) do furo da chapa de orifício não devem apresentar defeitos visíveis a olho nu, tais como pontos planos, textura chanfrada, rugosidade, rebarbas, saliências, mossas e entalhes.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
9
Se houver alguma dúvida se a borda tem qualidade suficiente para executar uma medição precisa, a chapa de orifício deve ser substituída.
2.4.3. DIÂMETRO DO FURO DA CHAPA DE ORIFÍCIO ( dm, dr) e
ARREDONDAMENTO
O diâmetro do furo de orifício (dm) é a média (média aritmética) de quatro ou mais medidas com intervalos iguais dos diâmetros da borda de admissão. Nenhuma das quatro ou mais medidas de diâmetros pode ter uma variação superior ao valor médio das
tolerâncias fornecidas na Tabela 2-1. A temperatura da chapa de orifício deve ser registrada no momento em que a medição do diâmetro do furo está sendo efetuada. As medições devem ser efetuadas em condições térmicas estáveis, isto é, durante a medição, a temperatura deve estar constante dentro de ±0,5°C (±1°F).
O diâmetro do furo da chapa de orifício (dr) é o diâmetro de referência calculado na temperatura de referência (Tr) e pode ser determinado por meio da seguinte equação:
dr = dm[1 + αααα1(Tr - Tm)] (2.1)
onde:
α1 = coeficiente linear da expansão térmica do material da chapa de orifício (consultar a tabela 2-2)
dr = diâmetro do furo da chapa de orifício calculado na temperatura de referência
(Tr ) dm = diâmetro do furo da chapa de orifício medido na Tm. Tm = temperatura da chapa de orifício no momento da medição do diâmetro Tr = temperatura de referência do diâmetro do furo da chapa de orifício Observação: α1, Tm e Tr devem estar em unidades consistentes. Para o propósito
desta norma técnica, a Tr será de 20°C (68°F). O diâmetro do furo da chapa de orifício (dr) calculado na Tr é o diâmetro de
referência usado para calcular o diâmetro do furo (d) em condições de fluxo, conforme as especificações contidas na Parte 1.
2.4.4 ESPESSURA DO FURO DA CHAPA DE ORIFÍCIO (e)
A superfície interna do furo da chapa de orifício deve ter o formato de um cilindro com diâmetro constante, não apresentando defeitos visíveis ao olho nu, tais como ranhuras, estrias, sulcos ou saliências. O comprimento do cilindro é a espessura do furo da chapa de orifício (e).
A espessura mínima permitida do furo da chapa de orifício (e) é definida por e ≤ 0,01dr ou e ≤ 0,005 polegadas, a que for maior.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
10
O valor máximo admissível da espessura do furo da chapa de orifício (e) é definido por e ≤ 0,02Dr ou e ≤ 0,125dr, o que for menor, porém e não deve ser maior do que a espessura máxima permitida da chapa de orifício (E).
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
11
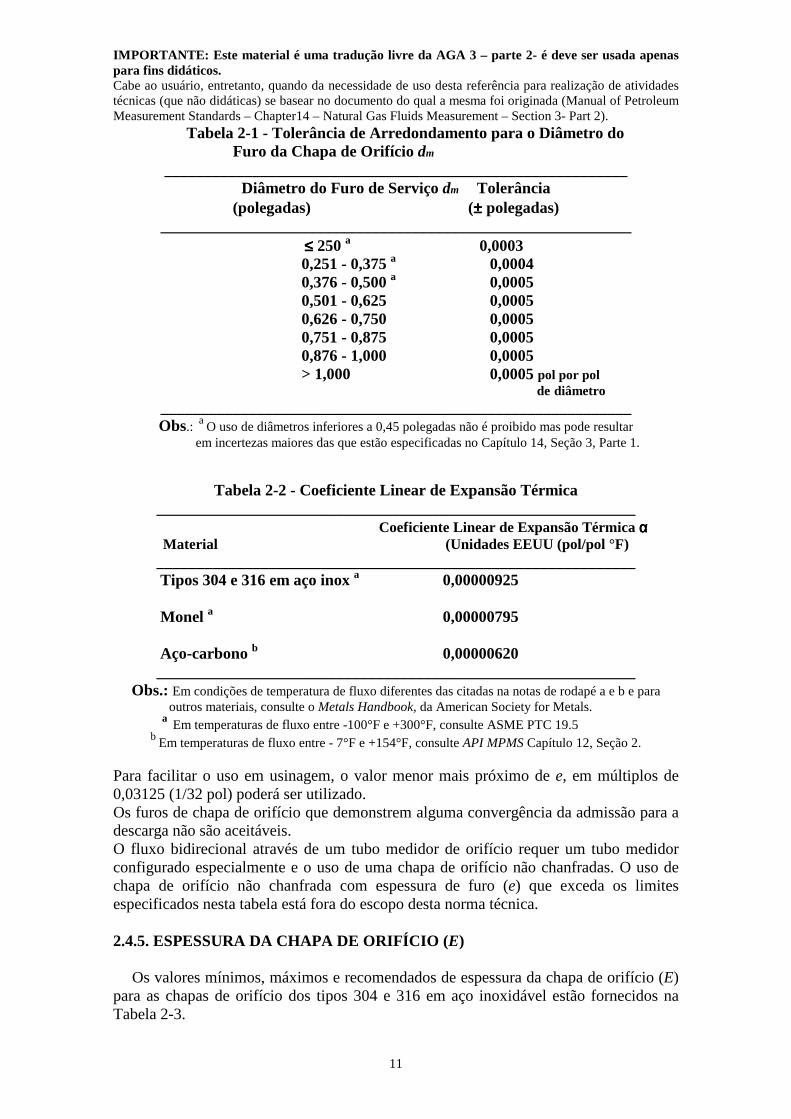
Tabela 2-1 - Tolerância de Arredondamento para o Diâmetro do Furo da Chapa de Orifício dm
__________________________________________________________ Diâmetro do Furo de Serviço dm Tolerância
(polegadas) (±±±± polegadas) ___________________________________________________________
≤≤≤≤ 250 a 0,0003 0,251 - 0,375 a 0,0004
0,376 - 0,500 a 0,0005 0,501 - 0,625 0,0005 0,626 - 0,750 0,0005 0,751 - 0,875 0,0005 0,876 - 1,000 0,0005 > 1,000 0,0005 pol por pol
de diâmetro ___________________________________________________________ Obs.: a O uso de diâmetros inferiores a 0,45 polegadas não é proibido mas pode resultar
em incertezas maiores das que estão especificadas no Capítulo 14, Seção 3, Parte 1.
Tabela 2-2 - Coeficiente Linear de Expansão Térmica ____________________________________________________________
Coeficiente Linear de Expansão Térmica αααα Material (Unidades EEUU (pol/pol °F)
____________________________________________________________ Tipos 304 e 316 em aço inox a 0,00000925
Monel a 0,00000795
Aço-carbono b 0,00000620 ____________________________________________________________
Obs.: Em condições de temperatura de fluxo diferentes das citadas na notas de rodapé a e b e para outros materiais, consulte o Metals Handbook, da American Society for Metals. a Em temperaturas de fluxo entre -100°F e +300°F, consulte ASME PTC 19.5
b Em temperaturas de fluxo entre - 7°F e +154°F, consulte API MPMS Capítulo 12, Seção 2.
Para facilitar o uso em usinagem, o valor menor mais próximo de e, em múltiplos de 0,03125 (1/32 pol) poderá ser utilizado. Os furos de chapa de orifício que demonstrem alguma convergência da admissão para a descarga não são aceitáveis. O fluxo bidirecional através de um tubo medidor de orifício requer um tubo medidor configurado especialmente e o uso de uma chapa de orifício não chanfradas. O uso de chapa de orifício não chanfrada com espessura de furo (e) que exceda os limites especificados nesta tabela está fora do escopo desta norma técnica. 2.4.5. ESPESSURA DA CHAPA DE ORIFÍCIO (E)
Os valores mínimos, máximos e recomendados de espessura da chapa de orifício (E) para as chapas de orifício dos tipos 304 e 316 em aço inoxidável estão fornecidos na Tabela 2-3.
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
12
As pressões diferenciais máximas permitidas para a espessura recomendada da chapa de orifício na Tabela 2-3 referem-se às temperaturas operacionais inferiores a 150°F. Para obter informações sobre condições operacionais, coeficientes de diâmetros de orifício, tamanhos do tubo medidor e espessura da chapa de orifício não incluídas na Tabela 2-3, consulte as tabelas encontradas no Anexo 2-E. Se uma aplicação específica não for abordada pela Tabela 2-3 ou pelo Anexo 2-E, o fabricante da chapa de orifício e/ou dispositivo de suporte deve ser contatado para obter-se informações específicas sobre deflexão (veja 2.4.1 e Anexo F - AGA Engineering Technical Note - High Diferential Pressure Across Orifice Fittings) para um dado coeficiente de diâmetro, temperatura, material da chapa de orifício, suporte da chapa de orifício e pressão diferencial.
A utilização de uma espessura de chapa de orifício diferente da espessura recomendada é aceitável em dispositivos de suporte da chapa de orifício novos ou já existentes desde que a espessura esteja dentro dos limites mínimos e máximos apresentados na Tabela 2-3, e os limites e tolerâncias de excentricidade, espessura do orifício da tomada de pressão diferencial e coeficiente de pressão do fator de expansão da chapa de orifício sejam atendidos.
Para fluídos não comprimíveis, a pressão diferencial máxima na chapa está limitada pela integridade estrutural do encaixe. A pressão diferencial máxima deve ficar dentro dos limites apresentados na Tabela 2-3 e Anexo 2-E. Se a pressão diferencial máxima exceder os limites especificados, o fabricante deve ser consultado quanto à pressão máxima permitida para o encaixe. Além disto, as condições de fluxo abaixo (a jusante) da chapa de orifício devem permanecer acima da pressão do vapor local do fluído de fluxo.
Os fabricantes de encaixes de orifício devem ser consultados a fim de determinar a pressão diferencial máxima permitida durante a troca de chapas de orifício em condições de fluxo. As altas forças associadas com a utilização de pressões diferenciais altas podem tornar difícil a remoção da chapa e pode provocar danos à chapa de orifício ou aos encaixes.
A utilização de pressões diferenciais altas (∆P/Pf > 0,7 polegada de água/psia, onde ∆P está em polegadas de água a 68°F e Pf está em psia) resultará em incertezas no fator de expansão acima de 0,1% (Veja a seção 1.12.4.2 da Parte 1).
Para um determinado tamanho de chapa de orifício, os operadores devem ficar atentos para o fato de que quando existe uma ampla oscilação entre o fluxo alto e o fluxo baixo, erros de medição ocorrerão durante o período de fluxo baixo se a chapa de orifício não for mudada. Em geral, a operação entre 10% e 90% da faixa de variação diferencial calibrada é considerada uma boa prática. A variabilidade da faixa também pode ser aumentada usando-se os transmissores (eletrônicos) digitais atuais. Os efeitos na precisão dos transdutores e/ou transmissores usados para faixas amplas devem ser avaliados em função do custo de suas instalações.
A pressão diferencial máxima permitida da chapa de orifício, para todas as espessuras de chapa de orifício, pode ser obtida no Anexo 2-E.
Pressões diferenciais mais altas resultarão em medidas mais altas de velocidade do gás e perdas mais altas de pressão permanente. Recomenda-se fazer uma análise individual da velocidade do gás em cada instalação para verificação de ruído, erosão e vibração do poço térmico. A medida da velocidade depende de diversos fatores e cada usuário individual usará práticas e limites de velocidade diferentes. Assim, as pressões diferenciais máximas permitidas, apresentadas na Tabela 2-3, não consideram a velocidade medida do gás.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
13
2.4.5.1 Queda Permanente de Pressão
A queda permanente de pressão é significativa porque a energia usada para transportar o fluído através da tubulação é perdida. Diversos livros técnicos listam a perda permanente de pressão versus o coeficiente β para o medidor de orifício concêntrico, de canto-vivo e com flange roscada. Assim:
A perda permanente de pressão = ∆P(1-β2 )
Abaixo está a tabela com estes valores aproximados: ____________________________________________
β Perdas como % de ∆∆∆∆P ____________________________________________
0,20 95 0,30 90 0,40 85 0,50 75 0,60 65 0,70 50 0,75 45 Exemplos: a. Se o usuário quiser utilizar β de 0,30 com ∆P de 400 polegadas de H2O, então a perda permanente de pressão será de aproximadamente 90% de 400 polegadas de H2O, que é cerca de 360 polegadas de H2O (cerca de 13 psi). b. Se o usuário quiser utilizar β de 0,50 com ∆P de 100 polegadas de H2O, então a perda permanente de pressão será de aproximadamente 75% de 100 polegadas de H2O, que é cerca de 75 polegadas de H2O (cerca de 3 psi). 2.4.6 ÂNGULO DA CHAPA DE ORIFÍCIO ( θθθθ)
O ângulo do chanfro da chapa (θ) é o ângulo entre a chanfra e a face inferior (a jusante) da chapa. O valor admissível do ângulo do chanfro da chapa (θ) é de 45 graus ± 15 graus.
A superfície do chanfro da chapa não deve apresentar defeitos visíveis a olho nu, tais como ranhuras, estrias, sulcos ou saliências.
Se houver necessidade de chanfra, sua dimensão mínima (E-e) medida ao longo do eixo do furo não deve ser inferior a 0,0625 (1/6) de polegada.
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
14
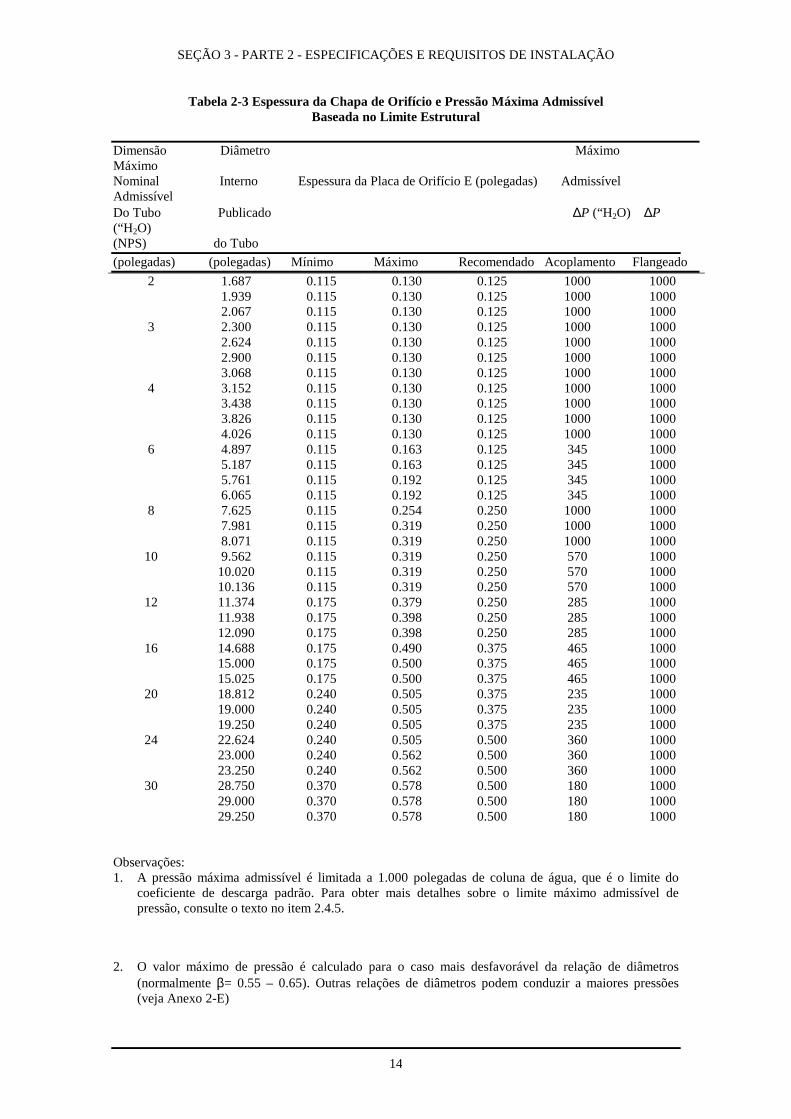
Tabela 2-3 Espessura da Chapa de Orifício e Pressão Máxima Admissível Baseada no Limite Estrutural
Dimensão Diâmetro Máximo Máximo Nominal Interno Espessura da Placa de Orifício E (polegadas) Admissível Admissível Do Tubo Publicado ∆P (“H 2O) ∆P (“H 2O) (NPS) do Tubo
(polegadas) (polegadas) Mínimo Máximo Recomendado Acoplamento Flangeado
2 1.687 0.115 0.130 0.125 1000 1000 1.939 0.115 0.130 0.125 1000 1000 2.067 0.115 0.130 0.125 1000 1000 3 2.300 0.115 0.130 0.125 1000 1000 2.624 0.115 0.130 0.125 1000 1000 2.900 0.115 0.130 0.125 1000 1000 3.068 0.115 0.130 0.125 1000 1000 4 3.152 0.115 0.130 0.125 1000 1000 3.438 0.115 0.130 0.125 1000 1000 3.826 0.115 0.130 0.125 1000 1000 4.026 0.115 0.130 0.125 1000 1000 6 4.897 0.115 0.163 0.125 345 1000 5.187 0.115 0.163 0.125 345 1000 5.761 0.115 0.192 0.125 345 1000 6.065 0.115 0.192 0.125 345 1000 8 7.625 0.115 0.254 0.250 1000 1000 7.981 0.115 0.319 0.250 1000 1000 8.071 0.115 0.319 0.250 1000 1000
10 9.562 0.115 0.319 0.250 570 1000 10.020 0.115 0.319 0.250 570 1000 10.136 0.115 0.319 0.250 570 1000
12 11.374 0.175 0.379 0.250 285 1000 11.938 0.175 0.398 0.250 285 1000 12.090 0.175 0.398 0.250 285 1000
16 14.688 0.175 0.490 0.375 465 1000 15.000 0.175 0.500 0.375 465 1000 15.025 0.175 0.500 0.375 465 1000
20 18.812 0.240 0.505 0.375 235 1000 19.000 0.240 0.505 0.375 235 1000 19.250 0.240 0.505 0.375 235 1000
24 22.624 0.240 0.505 0.500 360 1000 23.000 0.240 0.562 0.500 360 1000 23.250 0.240 0.562 0.500 360 1000
30 28.750 0.370 0.578 0.500 180 1000 29.000 0.370 0.578 0.500 180 1000 29.250 0.370 0.578 0.500 180 1000
Observações: 1. A pressão máxima admissível é limitada a 1.000 polegadas de coluna de água, que é o limite do
coeficiente de descarga padrão. Para obter mais detalhes sobre o limite máximo admissível de pressão, consulte o texto no item 2.4.5.
2. O valor máximo de pressão é calculado para o caso mais desfavorável da relação de diâmetros (normalmente β= 0.55 – 0.65). Outras relações de diâmetros podem conduzir a maiores pressões (veja Anexo 2-E)
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
15
3. A pressão máxima é valida para chapas de aço inoxidável a uma temperatura máxima de 1500 F, e para espessuras de chapas recomendadas
4. Para determinar a pressão máxima admissível para outras espessuras de chapa consulte o anexo 2-E 5. Para encaixes de câmaras simples ou duplas supõe-se que o anel de vedação se deflete em condições
simétricas em relação ao seu eixo e sem deformação plástica. Assim, o efeito do anel de vedação não será investigado
6. Especialmente em pressões muito elevadas, o usuário deve considerar os efeitos termodinâmicos associados, como por exemplo a mudança de temperatura resultante do efeito de Joule-Thompson quando o fluxo passa através do orifício e com os limites em ∆PIPf e, em particular, em baixas pressões. A súbita redução de pressão resultará em uma mudança na temperatura e na densidade.
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
16
2.5 Especificações do Tubo Medidor 2.5.1 DEFINIÇÃO
O tubo medidor é o tubo reto superior (a montante) com mesmo comprimento de diâmetro UL apresentados nas Tabelas 2-7 e 2-8 de instalação (veja Figura 2-6), incluindo o retificador/condicionador de fluxo, caso seja usado; o suporte da chapa de orifício e o tubo inferior (a jusante) similar (comprimento DL nas Tabelas 2-7 e 2-8 de instalação, veja Figura 2-6) além da chapa de orifício. A seção superior (a montante) do tubo medidor é o comprimento do tubo reto que se estende da face superior (a montante) da chapa de orifício até à mudança a montante mais próxima na área da seção transversal (não incluindo os encaixes de flange permitidas na norma técnica) ou mudança no eixo da linha central do tubo.
O comprimento das seções do tubo a montante e a jusante está definido na seção 2.6.3.1. As tolerâncias para o diâmetro e as restrições para a face interna do tubo medidor estão especificadas nas seções 2.5.1.1 a 2.5.1.3.
Não existem conexões de tubo dentro das seções especificadas do tubo medidor a montante e a jusante além das tomadas de pressão especificadas na seção 2.5.4 (e tomadas na tubulação estão definidas no Anexo 3-D da Parte 3); das sondas de temperatura especificadas na seção 2.6.5; das conexões do condicionador de fluxo (flangeados ou em linha); dos suporte da chapa de orifício (soldados ou flangeados na extremidade superior - a montante - ou inferior - a jusante - conforme especificações contidas na seção 2.5.3.2); e das flanges do tubo medidor em linha necessárias para a conexão das seções do tubo medidor. Qualquer conexão flangeada ou junta de solda a montante deve estar a pelo menos 2 polegadas distante da face inferior - a jusante - da chapa de orifício. Qualquer junta de solda a jusante distante 0,5D ou 2 polegadas da face a jusante da chapa de orifício deve ser retificada e/ou usinada para atender aos requisitos de arredondamento e de rugosidade da superfície interna a jusante especificados nas seções 2.5.1.3.2 e 2;5;1;1, respectivamente. Deve-se ter cuidado com qualquer conexão flangeada a jusante distante 0,5D ou 2 polegadas no sentido de evitar qualquer protuberância da gaxeta na linha. O mais perto que uma flange de tubo medidor em linha pode ficar da chapa de orifício, na seção a montante do tubo medidor, deve ser a localização do condicionador de fluxo determinada, ou 10Di para os tubos medidores sem condicionador de fluxo (não incluindo os adaptadores com flange permitidos na norma técnica). Todas as flanges e conexões de flange dentro dos comprimentos do tubo medidor devem atender a todos os requisitos do tubo medidor contidos nas seções 2.5.1.1 a 2.5.1.4.
2.5.1.1 Superfície Interna
As seções do tubo medidor ligadas ao suporte da chapa de orifício ou às seções do tubo adjacente que fazem parte do tubo medidor, conforme definição contida na seção 2.5.1, devem atender às especificações contidas nas seções 2.5.1.1.1 a 2.1.1.3. Entretanto, devido aos extensos requisitos de comprimento do tubo medidor a montante contidos nas Tabelas 2-7 e 2-8, e, de acordo com os comprimentos do banco de dados do coeficiente de descarga, a seção do tubo medidor a montante necessária para atender aos requisitos especificados nas seções 2.5.1.1.1 a 2.5.1.1.3 deve ser limitada pelos comprimentos apresentados nas Tabelas 2-7 e 2-8, ou 17 diâmetros do tubo interno publicados, o que for menor. A rugosidade Ra da tubulação acima (a montante) desta extensão não deve ser maior do que 600 µpol.
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
17
2.5.1.1.1 A rugosidade da superfície interna do tubo medidor deve ser medida nas mesmas localizações axiais das que foram usadas para determinar e verificar o diâmetro interno do tubo medidor (veja a seção 2.5.1.2). Os valores Ra especificados nos itens abaixo representam a média aritmética da rugosidade obtida usando-se um instrumento de medição de rugosidade de superfície do tipo de média eletrônica com valor de corte inferior a 0,03 polegadas. Outros dispositivos de medição de rugosidade de superfície são aceitáveis para a determinação da rugosidade da superfície do tubo medidor caso a mesma repetibilidade e reprodutibilidade de medição de rugosidade de superfície do tipo de média eletrônica possam ser demonstradas. Um mínimo de quatro medições de rugosidade serão efetuadas.
A média (média aritmética) destas quatro ou mais medições é definida como a rugosidade da superfície interna do tubo medidor.
Para medidores com diâmetros nominais de 12 polegadas ou menos:
a. A rugosidade máxima do tubo medidor não deve exceder 300 micropolegadas (µpol) Ra caso os coeficientes do diâmetro (βr) sejam iguais ou menores a 0,6.
b. A rugosidade máxima do tubo medidor não deve exceder 250 µpolegadas Ra caso os coeficientes do diâmetro (βr) sejam maiores ou iguais a 0,6.
c. A rugosidade mínima não deve ser inferior a 34 µpolegadas para todas os coeficientes de diâmetro.
Para medidores com diâmetros nominais maiores do que 12 polegadas:
a. A rugosidade máxima do tubo medidor não deve exceder 600 µpolegadas Ra caso os coeficientes do diâmetro (βr) são iguais ou menores a 0,6.
b. A rugosidade máxima do tubo medidor não deve exceder 500 µpolegadas Ra caso os coeficientes do diâmetro (βr) são maiores ou iguais a 0,6.
c. A rugosidade mínima não deve ser inferior a 34 µpolegadas para todas os coeficientes de diâmetro.
Observação: O uso de coeficientes (βr) de diâmetro menores reduz o efeito da
rugosidade do tubo sobre a incerteza.
Tubos comerciais lisos e bem escolhidos podem ser usados. Para melhorar a aplainamento dentro do tubo medidor, as paredes internas do tubo podem ser usinadas, polidas ou revestidas a fim de atender às especificações exigidas.
2.5.1.1.2 Irregularidades tais como ranhuras, riscos ou estrias provocadas por costuras, distorções na junta de solda, desvios ou similar que afetem o diâmetro interno mais do que está especificado nas tolerâncias contidas na seção 2.5.1.3 não são permitidas. A existência de sulcos na superfície do tubo medidor, embora indesejáveis, é permitida desde que suas medidas individuais não excedam a rugosidade da superfície e/ou os requisitos de tolerância do diâmetro do tubo medidor e não comprometem a integridade da pressão do tubo medidor. Quando estas tolerâncias são excedidas, as irregularidades devem ser corrigidas.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
18
2.5.1.1.3 Cuidados apropriados devem ser tomados para manter o interior do tubo medidor limpo e livre de acúmulo de poeira, gelo, areia, graxa, óleo, líquido livre e outros materiais estranhos, na medida do possível. Danos e/ou acúmulo de materiais estranhos no tubo medidor podem resultar em incertezas maiores no coeficiente de descarga da chapa de orifício {Cd(FT)]. 2.5.1.1.4 Diâmetro do Tubo Medidor (Dm, Dr)
O diâmetro interno medido do tubo medidor (Dm) deve ser determinado conforme as especificações contidas nas seções 2.5.1.2.1. a 2.5.1.2.5.
2.5.1.2.1 No mínimo quatro medições de diâmetros internos de intervalos iguais devem ser executadas em um plano a 1 polegada acima (a montante) da face superior (a montante) da chapa de orifício. A média (media aritmética) destas quatro ou mais medições individuais é definida como o diâmetro interno medido do tubo medidor (Dm). 2.5.1.2.2 Medições individuais de verificação do diâmetro interno da seção superior - a montante - (UL nas Tabelas 2-7 e 2-8) do tubo medidor (excluindo a gaxeta da chapa de orifício ou o diâmetro do dispositivo de vedação) devem ser executadas em no mínimo duas seções transversais adicionais. As localizações reais das medições individuais de verificação do diâmetro interno, em volta da circunferência e ao longo do eixo do tubo medidor, não estão especificadas. Estas verificações individuais devem ser executadas nos pontos que indicarão as dimensões máximas e mínimas do diâmetro interno da seção superior (a montante) do tubo medidor.
Uma destas medições de verificação deve ser executada em uma região que esteja pelo menos a dois diâmetros de tubo da face da chapa de orifício, ou além da flange ou da junta de solda do suporte da chapa de orifício, qualquer que estiver a uma distância maior. Outras medições individuais devem ser executadas em pontos selecionados dentro das dimensões UL.
Medições individuais de verificação são usadas para verificar a uniformidade dos diâmetros internos da seção superior (a montante) do tubo medidor (veja seção 2.5.1.3) mas não passam a fazer parte da determinação do diâmetro interno médio do tubo medidor.
2.5.1.2.3 Medições individuais de verificação do diâmetro interno do tubo medidor (Dm) devem ser executadas na seção inferior (a jusante) do tubo medidor em um plano a 1 polegada abaixo (a jusante) da face inferior (a jusante) da chapa de orifício (veja a seção 2.5.1.3).
Medições individuais de verificação adicionais do diâmetro interno (Dm) (excluindo a gaxeta da chapa de orifício ou o diâmetro do dispositivo de vedação) devem ser executadas em no mínimo duas outras seções transversais na seção inferior (a jusante) do tubo medidor (veja a seção 2.5.1.3, semelhante às medições especificadas na seção 2.5.1.2.2.
2.5.1.2.4 Os diâmetros internos do tubo medidor não são limitados pelos diâmetros nominais do tubo interno publicados. Todas as regulamentações e códigos de tubulação aplicáveis devem ser seguidos.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
19
2.5.1.2.5 A temperatura do tubo medidor com aproximação de 0,5°C mais próxima (1°F) deve ser registrada durante a medição do diâmetro interno. Estas medições são executadas em condições térmicas estáveis, isto é, durante a medição, a temperatura deve ser constante dentro de 2,5°C (5°F).
O diâmetro interno de referência do tubo medidor (Dr) é o diâmetro interno do tubo medidor calculado na temperatura de referência (Tr) e pode ser determinado por meio da seguinte equação:
Dr = Dm[1 + αααα2(Tr - Tm)] (2.2) onde:
α2 = coeficiente linear da expansão térmica do material do tubo medidor (veja a tabela 2-2)
Dr = diâmetro interno de referência do tubo medidor calculado na temperatura de
referência (Tr ) Dm = diâmetro interno do tubo medidor medido na temperatura (Tm). Tm = temperatura do tubo medidor no momento da medição do diâmetro Tr = temperatura de referência do diâmetro interno do tubo medidor Observação: α2 , Tm e Tr devem estar em unidades consistentes. Para o propósito
desta norma técnica, a Tr será de 20°C (68°F). O diâmetro do tubo medidor (Dr) calculado na Tr é o diâmetro usado para calcular o
diâmetro interno do tubo medidor (D) em condições de fluxo, conforme as especificações contidas na Parte 1. 2.5.1.2 Tolerâncias e Restrições
As tolerâncias para o diâmetro e as restrições para a superfície interna do tubo medidor estão especificadas nas seções 2.5.1.1.1. a 2.4.1.3.3.
2.5.1.3.1 Tolerância de Arredondamento do Diâmetro Interno do Tubo Medidor 2.5.1.3.1.1 Dentro do Primeiro Diâmetro Médio do Tubo Medidor (Dm) acima (a
montante) da Chapa de Orifício
O valor absoluto da diferença percentual entre o diâmetro interno do tubo medidor medido (Dm) e qualquer medida individual de diâmetro dentro de uma distância de um diâmetro do Tubo Medidor (Dm) no lado superior (a montante) da chapa de orifício não deve exceder 0,25% do Dm. A aproximação da medida deve ser até 0,001 de polegada mais próxima ou menor.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
20
< qualquer diâmetro dentro de um Dm> ×××× 100≤≤≤≤ 0,25% (2.3) Dm
Um exemplo desta situação está apresentado na Tabela 2-4. Todas as medidas dentro
de um diâmetro do tubo medidor acima (a montante) da face da chapa de orifício estão dentro de 0,25% da média 2,0695.
Tabela 2-4 - Exemplo de Tolerâncias de Arredondamento do Diâmetro Interno do
Tubo Medidor dentro do Primeiro Diâmetro Médio do Tubo Medidor acima (a montante) da Chapa de Orifício
__________________________________________________________________ Medidas do Diâmetro Interno do Tubo Medidor (pol) ______________________________________________ Posição A B C D Média Dm
________________________________________________________________________ 1 pol acima da chapa 2,0696 2,0694 2,0694 2,0696 2,0695 Dentro de 1 Dm 2,0700 2,0676 2,0671 2,0655 N/D % de desvio da média Dm 0,024% 0,092% 0,116% 0,193% N/D 2.5.1.3.1.2 Para Todas as Medições de Diâmetro Interno do Tubo Medidor a
Montante, Incluindo as Dentro de Um Diâmetro do Tubo Medidor Acima (a montante) da Chapa de Orifício
A diferença percentual entre a medida máxima medida do diâmetro interno
individual e da medida mínima medida do diâmetro interno individual de todas as medidas do diâmetro interno individual do tubo medidor, incluindo as que estão dentro do primeiro diâmetro do tubo medidor acima da chapa de orifício, não deve exceder 0,5% de Dm.
Diâmetro Máximo - Diâmetro Mínimo ×××× 100 ≤≤≤≤ 0,5% (2.4)
Dm
Um exemplo desta situação está apresentado na Tabela 2-5.
Tabela 2-5 - Exemplo de Tolerâncias de Arredondamento do Diâmetro Interno do
Tubo Medidor - Todas as Medidas de Diâmetro Interno Individual do Tubo Medidor a Montante
__________________________________________________________________ Medidas do Diâmetro Interno do Tubo Medidor (pol) _____________________________________________________ Posição A B C D Média Dm
________________________________________________________________________ 1 pol acima da chapa 2,0696 2,0694 2,0694 2,0696 2,0695 Dentro de 1 Dm 2,0700 2,0676 2,0671 2,0655 N/D
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
21
Medida de verificação 0,0621 0,0620 0,0613 0,0601 N/D
a montante O cálculo para verificar se as medidas atendem ao critério de tolerância é o seguinte:
2.0700 - 2,0655 ×××× 100 = 0,22% 2,0695 Todas as medidas do diâmetro interno individual do tubo medidor a montante,
incluindo as que estão dentro de um diâmetro do tubo medidor (Dm) acima da chapa de orifício estão dentro de 0,5% de Dm.
2.5.1.3.2 Tolerância de Arredondamento para a Seção a Jusante do Tubo Medidor
O valor absoluto da diferença percentual entre o diâmetro interno do tubo medidor medido (Dm) e qualquer medida individual de diâmetro no lado a jusante não deve exceder 0,5% do Dm:
( qualquer diâmetro a jusante ) ×××× 100≤≤≤≤ 0,5% (2.5)
Dm
2.5.1.3.2 Restrições Gerais do Tubo Medidor
Mudanças abruptas na superfície interna do tubo medidor (ressaltos, desvios, estrias, costuras de solda, e similares) não devem existir em tubos medidores, com exceção dos permitidos nas seções 2.5.1 e 2.5.5.
2.5.1.4 Protuberâncias e recessos em Dispositivos de Vedação ou na Gaxeta
da Chapa de Orifício
As restrições e tolerâncias dos dispositivos de vedação e da gaxeta da chapa de orifício especificadas nas seções 2.5.1.4.1 a 2.5.1.4.5 aplicam-se às localizações imediatamente acima (a montante) e abaixo (a jusante) da face da chapa de orifício.
2.5.1.4.1 As protuberâncias resultantes da gaxeta ou dispositivo de vedação da chapa de orifício que se estendem para dentro do furo do tubo não são permitidas. 2.5.1.4.2 Uma reentrância resultante de uma gaxeta ou dispositivo de vedação da chapa de orifício com comprimento igual ou inferior a 0,25 polegadas, conforme medição paralela ao eixo do tubo, não requer restrição de profundidade da reentrância, limitação do coeficiente de diâmetro (βr) ou incertezas adicionais. 2.5.1.4.3 Uma reentrância resultante de uma gaxeta ou dispositivo de desencrustação da chapa de orifício de mais de 0,25 polegada mas inferior ou igual a 0,5 polegada de

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
22
extensão axial não requer limitação do coeficiente de diâmetro (βr) ou incerteza adicional caso a profundidade da reentrância esteja dentro das limitações especificadas na seção 2.5.1.3 (0,005Dm). 2.5.1.4.4 Todos os dispositivos de vedação da chapa de orifício devem ter o mesmo diâmetro do tubo nominal interno (dentro dos limites especificados nas seções 2.5.1.4.1 a 2.5.1.4.3) do suporte da chapa de orifício no qual estão sendo usados. 2.5.1.4.5 Para reentrâncias maiores das que foram descritas nas seções 2.5.1.4.2 e 2.5.1.4.3 incertezas adicionais podem ser necessárias. 2.5.2 FLANGES DE ORIFÍCIO
Flanges de orifício para instalações do tubo medidor de orifício devem ser construídas e conectadas ao tubo de modo que todas as especificações mecânicas contidas nas seções 2.5.1.1 e 2.5.1.4 sejam atendidas.
Qualquer distorção do tubo resultante da soldagem do flange ao tubo deve ser removida por usinagem ou polimento a fim de atender às limitações especificadas na seção 2.5.1.3.
2.5.3 ADAPTADORES DE ORIFÍCIO 2.5.3.1 Geral
Adaptadores de orifício representam uma classe de suportes de orifício amplamente utilizados pela indústria. Com estes dispositivos é possível reproduzir os coeficientes do orifício definidos pela equação contida na Parte 1 dentro dos mesmos limites de incerteza que seriam encontrados para uma chapa de orifício presa entre dois flanges (*dispositivos originais de teste). Para executar isto, estes dispositivos devem ser fabricados de acordo com as tolerâncias especificadas nesta norma técnica. Entretanto, com os adaptadores de orifício, determinadas considerações práticas devem ser tomadas, algumas inspeções críticas próprias destes dispositivos devem ser executadas. As informações seguintes têm por base dispositivos comumente conhecidos na época em que esta norma técnica foi elaborada e podem não abranger as inovações que se tornaram conhecidas desde sua publicação. Tais inovações podem estar em conformidade com esta norma técnica desde que atendam a todas as tolerâncias contidas no presente documento.
2.5.3.1 Adaptação ao tubo
Quando um adaptador de orifício com flange superior (a montante) é utilizado, o diâmetro interno médio do tubo medidor conectado no lado de admissão deve ser compatível com o diâmetro interno médio do adaptador dentro da tolerância definida na seção 2.5.1.3. Quando o adaptador é instalado, o lado de admissão deve primeiro estar conectado à seção superior (a montante) do tubo e meticulosamente centrado. Não são permitidas cantos vivos nesta junção.
Para evitar desalinhamento nesta junta quando um adaptador flangeado tiver sido usado, dois furos para parafusos diametralmente opostos podem ser abertos e os

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
23
parafusos de encaixe-justo instalados, ou pode-se usar pinos de encaixe. Outros métodos de alinhamento podem ser usados desde que o mesmo resultado seja obtido.
Quando a seção superior (a montante) do tubo medidor é conectada ao corpo do adaptador de orifício por meio de soldagem (método preferido), qualquer distorção do tubo resultante da soldagem deve ser removida por usinagem ou polimento a fim de atender aos requisitos contidos na seção 2.5.1.3.
2.5.3.3 Considerações para Inspeção
Em alguns casos, a inspeção de um adaptador de orifício pode não ser tão fácil como uma inspeção de um medidor de orifício com flange convencional. Isto é verdade quando o adaptador em questão é do tipo de manga com solda e já esteja conectado ao tubo medidor. A menos que o tubo medidor seja grande, pode ser difícil fazer a medição nos arredores da chapa de orifício. Para facilitar esta inspeção, o adaptador deve ter pelo menos um lado flangeado (de preferência o lado inferior, a jusante). O usuário deve consultar os códigos relevantes referentes a vasos de pressão e de tubulação a fim de determinar se este projeto em particular pode ser usado em um determinado sistema. Todas as medições de tolerâncias mecânicas devem ser executadas depois que o adaptador tiver passado pelo ensaio de pressão na pressão de teste máxima exigida.
2.5.3.4 Verificações de Bypass (Desvio)
Nos adaptadores de orifício, existe a possibilidade de que algum fluído possa fazer um bypass (desvio) da chapa de orifício. Testes devem ser executados depois que o funcionamento do medidor tiver passado pelo ensaio de pressão conforme o código relevante a fim de assegurar o seguinte:
a. Não existe comunicação nem vazamentos na tomada de pressão diferencial. b. Não existe bypass (desvio) de fluído no dispositivo de retenção ou vedação. 2.5.4 TOMADAS DE PRESSÃO 2.5.4.1 Tomadas no flange
Os tubos medidores que usam tomadas no flange devem ter o centro do furo da tomada de pressão superior (a montante) colocado a 1 polegada de distância da face superior (a montante) da chapa de orifício. Cada orifício da tomada deve estar localizado na polegada medida dentro das tolerâncias apresentadas na Figura2-3. É recomendado que a variação máxima admissível da localização do furo da tomada de pressão de 0,75 para o coeficiente de diâmetro (β) seja usado no projeto das instalações.
Adaptadores de orifício podem exigir métodos diferentes para a confirmação da localização do furo da tomada de pressão além dos flanges de orifício.
Em circunstância alguma deve haver fluxo pela ou por fora da(s) tomada(s) flangeadas com propósitos outros que não sejam a medição de pressão estática e/ou diferencial. Isto inclui fluxos resultantes de defeitos de fabricação que permitem a comunicação da tomada ou o uso de tomadas no flange como fonte de fluído para outros instrumentos. Neste último, outras tomadas localizadas fora das dimensões do tubo medidor determinado devem ser utilizadas.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
24
O compartilhamento de tomadas de medição por vários dispositivos de pressão diferencial pode causar aumento de incerteza e/ou problemas operacionais. Se possível, esta prática deve ser evitada.
2.5.4.1.1 Adaptadores de Orifício
Quando um conector de orifício é utilizado, as medições do furo da tomada de pressão podem ser tiradas antes do final da fabricação do tubo medidor, especialmente quando o adaptador for soldado a uma extremidade da tubulação que seja parte integral do tubo medidor completo. Estas medições podem ser executadas usando-se micrômetros e calibres disponíveis no comércio. Outras técnicas válidas tecnicamente para verificação da localização do furo da tomada de pressão são aceitáveis.
Nos adaptadores de orifício, a chapa de orifício é presa por um mecanismo-portador destinado a posicionar corretamente a chapa de orifício em relação aos furos da tomada de pressão. A combinação chapa/portador usada durante o teste de localização do furo da tomada de pressão deve ser do mesmo tipo do que será usado na prática. Se o mecanismo interno de um adaptador de orifício é substituído, a inspeção deve ser repetida.
Figura 2-3 - Variações Admissíveis na Localização do Furo da Tomada de
Pressão Allowable variation = variação admissível Flange tap - tomada no flange Orifice diameter ratio = coeficiente de diâmetro do orifício
Para adaptadores de orifício com flange roscada, a localização da tomada no flange
em relação às faces da chapa de orifício deve ser mantida. Isto impede o uso de chapas mais ou menos espessas do que está especificado no projeto original, a menos que a espessura esteja dentro da faixa máxima ou mínima apresentadas na Tabela 2-3, e limites e tolerâncias para o furo da tomada de pressão diferencial conforme especificações contidas na Figura 2.3 estejam atendidas, ou que o adaptador tenha sido furado novamente. Da mesma maneira, os vedadores ou outros dispositivos de suporte de orifício não devem afetar outras localizações da chapa em relação às tomadas. As combinações de vedadores/chapa devem ser verificadas a fim de assegurar que a tolerância na localização das tomadas no flange não foi excedida.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
25
2.5.4.1.2 Flanges de Orifício
Quando são usadas flanges de orifício, a colocação do furo da tomada de pressão
pode ser determinada medindo-se da face do flange ao centro do furo da tomada de pressão. Concessões podem ser feitas para a espessura e compressão de gaxetas, anéis em "O" ou outros mecanismos de vedação da chapa quando a chapa de orifício está pressionada entre dois flanges.
2.5.4.2 Perfuração da Tomada de Pressão
Os furos da tomada de pressão devem ser perfurados radialmente ao tubo medidor, isto é, a linha central do orifício da tomada deve fazer uma interseção e ângulo reto com o eixo do tubo medidor.
2.5.4.3 Diâmetro da Tomada de Pressão
O diâmetro dos furos da tomada de pressão na superfície interna do tubo medidor e ao longo da extensão perfurada dos furos deve ser de 3/8 de polegada (0,375) ± 1/64 pol. (0,016 pol), provendo um diâmetro máximo de 0,391 pol e mínimo de 0,359 pol para um tubo com diâmetro nominal de 2 ou 3 polegadas; e deve ser de 1/2 (0,5) polegada ± 1/64 pol. (0,016 pol), provendo um diâmetro máximo de 0,516 pol e mínimo de 0,484 pol para um tubo com diâmetro nominal de 4 ou mais polegadas.
Os furos da tomada de pressão no suporte da chapa de orifício podem ser perfurados e preparados para receber o tamanho desejado da conexão de linha de leitura de pressão.
O diâmetro do orifício da tomada não pode ser reduzido dentro de uma extensão igual a 2,5 vezes o diâmetro do orifício da tomada, conforme medição tirada da superfície interna do tubo medidor. Redução do diâmetro do orifício da tomada durante o funcionamento devido a acumulação de líquidos e/ou contaminação por partículas, não é aceitável.
Todos orifícios de tomada de pressão devem ter uma aproximação de ± 0,004 pol em sua extensão.
Da mesma maneira, o diâmetro interno da linha de calibração deve permanecer constante até o sensor de pressão diferencial e/ou tubulação de distribuição.
Para evitar ressonância na linha de calibração, esta deve ser a menor possível ou deve ter comprimentos (l) especificados de acordo com a maior freqüência (f) sendo considerada, a partir das fórmulas seguintes:
0 ≤≤≤≤ l1 ≤≤≤≤ 2,5a / (2ππππf) (2.6)
l2 = 2,5a / (2ππππf) (2.7)
l3 = 5,5a / (2ππππf) (2.8) l4 = 8,5a / (2ππππf) (2.9) l5 = 11,5a / (2ππππf) (2.10)
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
26
onde: a = velocidade do som no fluído de fluxo em condições de operação f = freqüência dos níveis de pulsação π = constante matemática = 3,1416
O comprimento da linha de calibração determinada a partir de qualquer uma destas fórmulas garante que não haverá ressonância e/ou amplificação de pulsação de pressão na linha de calibração. As duas linhas de calibração devem ter a mesma extensão e não devem apresentar mudanças súbitas no diâmetro interno, especialmente para aplicações de baixa pressão. Em alguns casos, tubulações de distribuição de montagem direta podem reduzir os efeitos da pulsação.
Veja a seção 2.6.4 sobre ambientes de pulsação aceitável.
2.5.4.4 Bordas da Tomada de Pressão
As bordas dos orifício da tomada de pressão na face interna do tubo medidor deve estar livre de rebarbas e podem ser ligeiramente arredondadas.
2.5.5 CONDICIONADORES DE FLUXO Os condicionadores podem ser classificados em duas categorias: os retificadores de fluxo e os isoladores de fluxo.
Os retificadores de fluxo são dispositivos que removem ou reduzem eficazmente o componente de turbilhonamento de um fluxo corrente (de escoamento) mas que podem ter capacidade limitada de produzir as condições necessárias para reproduzir com precisão os valores de banco de dados do coeficiente de descarga (escoamento) da chapa de orifício.
Os condicionadores isoladores de fluxo são dispositivos que removem eficazmente o componente de turbilhonamento do fluxo corrente (de escoamento) ao mesmo tempo que redistribui o fluxo corrente para produzir as condições de fluxo que reproduzam com precisão os valores de banco de dados do coeficiente de descarga (escoamento) da chapa de orifício.
Esta norma técnica não tem a intenção de recomendar um tipo particular de condicionador de fluxo. Entretanto, em um esforço de eliminar ou reduzir desvios na medição de fluxo em instalações existentes e de fornecer orientação para o aperfeiçoamento da precisão em novas instalações, esta norma técnica fornece recomendações para instalação de retificadores de fluxo para um feixe de 19 tubos uniformes concêntricos mencionados na pesquisa sobre efeitos de instalação. Devido às diferenças significativas de coeficiente de descarga (fora da faixa de incertezas determinadas) observadas com as variações na construção de feixe de tubos de aleta, apenas os retificadores de fluxo de feixe de tubos que atendem aos seguintes critérios têm especificação para fornecer "nenhuma outra incerteza" quando instalados conforme as recomendações.
Todos os outros feixes de tubos devem ser considerados como "outros" condicionadores de fluxo.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
27
2.5.5.1 Descrição do Feixe Retificador de Fluxo de 19 Tubos Uniformes e Concêntricos de 1998
É necessário que todos os tubos, ou canos de parede fina, tenham lisura, diâmetro
externo e espessura de parede uniformes e que sejam dispostos em um padrão cilíndrico conforme apresentado na Figura 2-4. As paredes externas do tubo individual devem ter contato direto entre si; não podem ter espaços ou vãos entre elas. Para reduzir o turbilhonamento que pode ocorrer entre os tubos externos do Feixe Retificador de fluxo de tubos e a parede do tubo medidor, a calibragem do diâmetro externo do tubo deve ser baseada no diâmetro externo do Feixe Retificador de fluxo de tubos resultante (OD) que deve ser no máximo igual a Di e no mínimo igual a 0,95 Di. O comprimento (LTB) das aletas deve ser de 3 x NPS para NPS de 2 polegadas; 2,5 x NPS para 2 polegadas < NPS ≤ 4 polegadas, e 2 x NPS superior a 4 polegadas.
2.5.5.2 Tubulação do Feixe Retificador de Fluxo de 19 Tubos Uniformes e
Concêntricos de 1998
A espessura da parede do tubo individual do Feixe Retificador de Fluxo de 19 Tubos
Uniformes e Concêntricos de 1998 deve ser menor ou igual a 2,5% do Di. Todos os tubos devem ser paralelos, com chanfra interna nas duas extremidades superiores a 50% da espessura da parede a 45°, e deve ser montado axialmente ao tubo.
Figura 2-4 - Feixe Retificador de Fluxo de 19 Tubos Uniformes e Concêntricos
de 1998 Minimize gap = minimize o vão Meter tube = tubo medidor Tube wall thickness = espessura da parede do tubo F areas = areas F Centering spacer options = opções do espaçador de centralização Typical 4 places = 4 locais típicos Flow Straightener = retificador de fluxo
2.5.5.3 Fabricação do Feixe Retificador de Fluxo de 19 Tubos Uniformes e Concêntricos de 1998

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
28
O Feixe Retificador de fluxo de 19 tubos uniformes e concêntricos de 1998 deve ser de fabricação resistente. Os tubos individuais devem ser soldados nos pontos de tangência nas duas extremidades do feixe de tubos com pontos de solda que não excedam 20° em volta da circunferência do tubo. Para os feixes de tubos de NPS de 4 polegadas ou menos, as áreas F (veja Figura 2-4) podem ser preenchidas com pontos de solda. Espaçadores de centralização podem ser providenciados para o exterior do conjunto a fim de ajudar o instalador a centralizar o dispositivo no tubo medidor. Depois de inserido no tubo medidor, o feixe de tubos deve ser fixado firmemente no lugar com um flange ou pino de montagem a fim de evitar que o dispositivo vibre ou seja deslocado e empurrado corrente abaixo contra a chapa de orifício. Entretanto, a fixação firme não deve distorcer o conjunto do feixe de tubos em relação à simetria dentro do tubo medidor.
2.5.5.4 Outros Condicionadores de Fluxo
Especificações para a descrição, instalação ou incerteza de outros condicionadores de fluxo não são apresentadas nesta norma técnica.
Retificadores de fluxo que não estão em conformidade com a descrição fornecida nas seções 2.5.5.1 a 2.5.5.3 não são considerados como "Outros Condicionadores de Fluxo" e os requisitos de instalação contidos nas Tabelas 2-8a e 2-8b podem não ser aplicáveis.
O uso de outros tipos de condicionadores de fluxo deve ser baseado nos dados de desempenho técnico obtidos nos ensaios de desempenho. Esta norma técnica fornece um critério uniforme para a avaliação de ensaio(s) de instalação e/ou desempenho (perturbação) de condicionador de fluxo. Este(s) ensaio(s) é(são) exigido(s) pela norma técnica para confirmar o nível de desempenho que pode ser alcançado por uma instalação de tubo medidor usando um condicionador de fluxo. (Consultar os Anexos 2-C e 2-D para obter maiores detalhes). O(s) ensaio(s) de desempenho confirma(m) o coeficiente do diâmetro (β) do medidor de orifício na extensão do tubo medidor e a localização do condicionador de fluxo na qual se obtém um desempenho aceitável.
2.5.5.4.1 Critérios de Desempenho
Os critérios de desempenho escolhidos [∆Cd (FT)] são os mesmos usados para medir as influências da instalação em tubos medidores sem os condicionadores de fluxo e com feixe retificador de fluxo de 19 tubos cilíndricos e uniformes. O desvio [∆Cd (FT)] dos valores do coeficiente de descarga dos valores de referência determinados a partir de calibrações separadas de linha-base com as mesmas chapas de orifício deve ser usado como a medida de desempenho do codicionador de fluxo.
Os níveis de desempenho aceitáveis que não necessitam de medições adicionais são definidos como variação ∆Cd igual ou menor que 50% da incerteza 2σ declarada na equação do orifício Reader-Harris/Gallagher em número infinito de Reynolds (Consulte as Partes 1, 1.12.4).
2.5.5.4.2 Elementos Exigidos para o Ensaio de Desempenho da Instalação
Os tipos de perturbações na instalação e condições de fluxo que formam o fundamento do(s) ensaio(s) de desempenho da instalação são os seguintes:
a. Boas condições de fluxo. Se um tubo medidor, com ou sem um condicionador de
fluxo, está instalado em uma configuração de tubulação na qual o perfil da
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
29
velocidade axial está perto do ideal (obtido por 75 ou mais diâmetros internos de tubo publicados (Di) de tubo reto) e a quantidade de turbilhonamento está baixa (menos que 2 graus de ângulo de turbilhonamento), então o condicionador de fluxo não deve provocar uma perturbação que provoque um desvio da calibração de linha-base significativo.
b. Dois joelhos (ângulos) adjacentes em 90°, fora de nível (acoplamento cerrado) instalados diretamente acima (a montante) do tubo medidor. Esta configuração é conhecida por produzir um componente de velocidade de turbilhonamento, bem como por alterar o formato do perfil axial da velocidade. Os ângulos de turbilhonamento de até ± 15 graus já foram medidos diretamente abaixo (a jusante) do segundo joelho (ângulo).
c. Uma válvula 50% fechada instalada acima do (a montante) e em-linha com o tubo medidor. Quando a válvula é uma válvula de gaveta ou de esfera, esta configuração pode produzir um perfil axial de velocidade fortemente assimétrico abaixo (a jusante) da válvula.
d. Turbilhonamento alto. O ensaio gera uma condição de fluxo de turbilhonamento alto que é representativa do campo de fluxo abaixo (a jusante) das instalações, tais como os cabeçotes. Pesquisa realizada sobre o efeito de um cabeçote na parte superior do tubo medidor mostrou que ângulos de turbilhonamento de até ± 30 graus podem ser medidos no tubo medidor e que um cabeçote também pode tornar o perfil axial da velocidade assimétrico.
Condições detalhadas do ensaio de desempenho podem ser encontradas no Anexo 2-D.
2.6 Requisitos de Instalação 2.6.1 GERAIS
Os coeficientes de descarga da chapa de orifício [Cd (FT) fornecidos nesta norma técnica estão baseados nos resultados de vários experimentos realizados nos Estados Unidos e na Europa. Em todos os casos, condições normais de fluxo foram obtidas com o uso de longas extensões retas do tubo medidor, tanto acima (a montante) como abaixo (a jusante) do orifício, ou com o uso de condicionadores de fluxo acima (a montante) do medidor de orifício. (Veja as Partes 1, 1.12.4.3). Para obter a incerteza especificada no coeficiente de descarga apresentado na Parte 1, condições de dinâmica de fluído similares devem ser alcançadas na prática.
2.6.2 CHAPA DE ORIFÍCIO 2.6.2.1. Excentricidade (εεεε)
O furo da chapa de orifício deve estar concêntrico com os dois furos internos acima (a montante) e abaixo (a jusante) do suporte da chapa de orifício. Qualquer excentricidade deve estar dentro das seguintes tolerâncias:
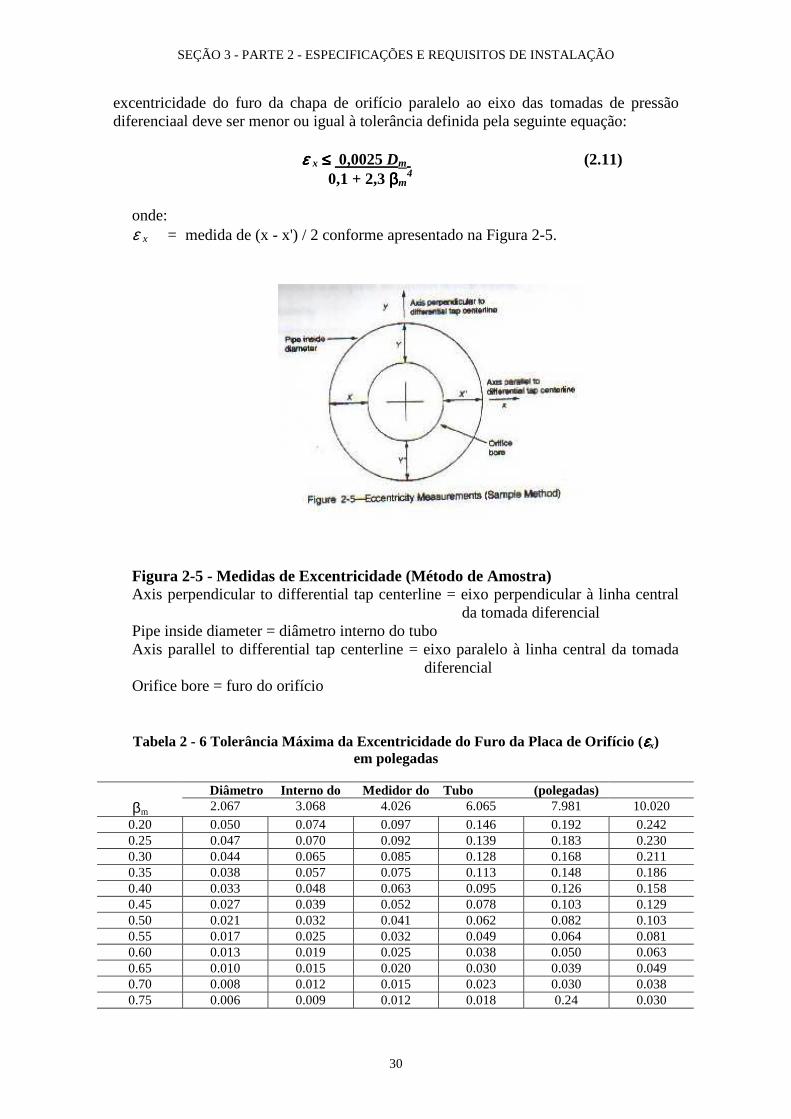
a. Excentricidade paralela ao eixo das tomadas de pressão diferencial (εx). Para qualquer excentricidade no plano x-y apresentada na Figura 2-5, o componente de
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
30
excentricidade do furo da chapa de orifício paralelo ao eixo das tomadas de pressão diferenciaal deve ser menor ou igual à tolerância definida pela seguinte equação:
εεεε x ≤≤≤≤ 0,0025 Dm (2.11) 0,1 + 2,3 ββββm
4
onde: ε x = medida de (x - x') / 2 conforme apresentado na Figura 2-5.
Figura 2-5 - Medidas de Excentricidade (Método de Amostra) Axis perpendicular to differential tap centerline = eixo perpendicular à linha central
da tomada diferencial Pipe inside diameter = diâmetro interno do tubo Axis parallel to differential tap centerline = eixo paralelo à linha central da tomada
diferencial Orifice bore = furo do orifício Tabela 2 - 6 Tolerância Máxima da Excentricidade do Furo da Placa de Orifício (εεεεx)
em polegadas
Diâmetro Interno do Medidor do Tubo (polegadas) βm 2.067 3.068 4.026 6.065 7.981 10.020
0.20 0.050 0.074 0.097 0.146 0.192 0.242 0.25 0.047 0.070 0.092 0.139 0.183 0.230 0.30 0.044 0.065 0.085 0.128 0.168 0.211 0.35 0.038 0.057 0.075 0.113 0.148 0.186 0.40 0.033 0.048 0.063 0.095 0.126 0.158 0.45 0.027 0.039 0.052 0.078 0.103 0.129 0.50 0.021 0.032 0.041 0.062 0.082 0.103 0.55 0.017 0.025 0.032 0.049 0.064 0.081 0.60 0.013 0.019 0.025 0.038 0.050 0.063 0.65 0.010 0.015 0.020 0.030 0.039 0.049 0.70 0.008 0.012 0.015 0.023 0.030 0.038 0.75 0.006 0.009 0.012 0.018 0.24 0.030

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
31
A Tabela 2-6 apresenta alguns valores máximos admissíveis de excentricidade εx .
b. Excentricidade perpendicular ao eixo das tomadas de pressão diferencial (ε y). Para qualquer excentricidade no plano x-y apresentada na Figura 2-5, o componente de excentricidade do furo da chapa de orifício perpendicular ao eixo das tomadas de pressão diferencial - medida (Y - Y') / 2 na Figura 2-5 - pode ser quatro vezes o total calculado usando a equação 2.11.
A excentricidade máxima do furo da chapa de orifício calculada usando a equação 2.11 pode ser dobrada se tomadas no flange com 180° de separação estiverem conectadas entre si a fim de obter uma pressão média. Deve-se tomar cuidado para assegurar que profundidades iguais da tubulação de diâmetros iguais (com o diâmetro nominal sendo maior ou igual ao diâmetro da tomada) estejam sendo usadas para conectar às tomadas e que a conexão com o dispositivo (∆P) de pressão diferencial esteja localizada a meio caminho entre as tomadas. Esta abordagem não é recomendada se houver dúvidas quanto ao fluxo pulsante ou flutuante.
Quando não for possível fazer a medição da excentricidade de uma chapa de orifício instalada em flanges de orifício, dois pinos de encaixe com localização precisa devem ser usados a fim de dar suporte e centralizar a chapa de orifício durante o aperto dos parafusos. A excentricidade no lado superior (a montante) é considerada a mais crítica.
Portanto, é recomendado que qualquer pino de encaixe ou outros dispositivos usados para posicionara a chapa de orifício seja montado de modo que a chapa fique centrada em relação à seção acima (a montante) do tubo medidor e da tomada de pressão.
As técnicas de centralização de chapa são uma função do projeto e só são limitadas pela excentricidade máxima admissível descrita acima. Na maioria dos adaptadores de orifício, a chapa de orifício é fixada na corrente de fluxo através de um mecanismo portador. Tais mecanismos teoricamente produzem uma excentricidade repetível para a chapa de orifício. Isto deve ser verificado em várias operações de instalação e remoção da chapa no adaptador de orifício. O portador usado na realização deste teste deve ser o portador usado no campo. Se algum mecanismo interno dos adaptadores for substituído, esta inspeção deve ser repetida.
2.6.2.2. Perpendicularidade
O suporte da chapa de orifício deve manter o nível da chapa de orifício em um ângulo de 90 graus em relação ao eixo do tubo medidor.
2.6.3 TUBO MEDIDOR 2.6.3.1 Comprimento
Para garantir uma medição de fluxo precisa, o fluído deve entrar na chapa de orifício com um perfil de fluxo plenamente desenvolvido (cheio) e livre de turbilhonamento. A melhor maneira de alcançar esta condição é através do uso de condicionadores de fluxo e extensões associadas de tubo ou de extensões adequadas de tubo reto acima (a montante) e abaixo (a jusante) da chapa de orifício. Qualquer distorção séria no perfil do fluxo médio (média de tempo) ou aumento significativo no nível de pulsação de

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
32
fluxo produz erros de medição de fluxo. É obvio que a melhor maneira de eliminar incertezas ou desvios devido a pulsação é eliminá-la na sua origem. Para maiores discussões a respeito, consulte as Partes 1, 1.12.4.3, medidas de redução de pulsação (consulte as Partes, 1, 1.7.5) e operação do medidor de orifício dentro dos limites de pulsação de fluxo (veja seção 2.6.4).
Em diversas configurações de tubulação, o medidor de orifício pode não produzir resultados dentro da incerteza estabelecida nesta norma técnica. Entretanto, alguns tipos de instalações mais comuns foram analisados de acordo com seus efeitos sobre a precisão da medição.
Para as aplicaçõ que não estão abordadas explicitamente nas Tabelas de Instalação 2-7 e 2-8, os comprimentos exigidos e as localizações do Feixe Retificador de 19 Tubos Concêntrico e Uniformes da classificação "qualquer outra configuração" contida nas Tabelas 2-7 e 2-8 devem ser seguidos. Isto inclui várias conexões acima (a montante) da chapa de orifício onde a distância entre as conexões é igual ou menor que 22D. A maioria das instalações foram testadas de modo que a tubulação superior (a montante) resultou em um fluxo plenamente desenvolvido (cheio) na admissão usando-se uma combinação de condicionadores de fluxo e tubo reto. Em alguns testes, descobriu-se que a interação entre duas conexões era desprezível se o espaçamento entre as duas fosse maior do que 22D, sugerindo portanto que o perfil do fluxo é semelhante ao fluxo plenamente desenvolvido (cheio). Se as características do perfil de admissão desviar do que está especificado acima, os comprimentos lineares especificados podem não ser adequados para a obtenção de desempenho ótimo do medidor de orifício.
Em geral, os comprimentos lineares para instalações com ou sem retificadores de fluxo não são sensíveis a variações nos números de Reynolds e de rugosidade dentro dos limites especificados nesta norma técnica. Exceções para o caso de condicionadores de fluxo são dois joelhos de 90° em planos perpendiculares, separados por um espaçador menor ou igual a 5Di, ou qualquer outra instalação que gere um turbilhonamento, tais como cabeçotes, expansores excêntricos e expansores combinados com joelhos. Estas últimas instalações estão dentro da categoria de "qualquer outra configuração" contida na Tabela 2-7.
2.6.3.2 Tabelas de Instalação
A Tabela de Instalação 2-7 fornece os comprimentos de instalação mínimos necessários para tubos medidores sem condicionadores de fluxo.
A Tabela de Instalação 2-7 indica que, para os tubos medidores sem condicionadores de fluxo, o comprimento recomendado do tubo medidor superior (a montante) varia com o coeficiente do diâmetro (βr) e comprimentos maiores do tubo medidor superior (a montante) são necessários para os coeficientes de diâmetro (βr) maiores. Quando o diâmetro do furo de orifício requer uma mudança para atender às diferentes condições de fluxo, o comprimento recomendado do tubo medidor instalado deve ser determinado para o coeficiente máximo de diâmetro (βr) que pode ser usado. Os critérios de projeto de novas instalações deve conter os comprimentos citados para coeficiente de diâmetro (βr) iguais a 0,75. Tubos medidores superiores (a montante) maiores do que aqueles apresentados na Tabela 2-7 são desejáveis.
A Tabela de Instalação 2-8 fornece a faixa de localização permitida do Feixe Retificador de Fluxo de 19 Tubos Concêntrico e Uniformes e a localização recomendada para duas categorias de comprimento de tubo medidor superior (a montante), 17Di≤UL<29Di, e UL ≥ 29Di. A norma técnica não aborda comprimentos de tubo medidor superior (a montante) menores do que 17Di.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
33
As instalações e/ou condicionadores de fluxo não abordados explicitamente nas Tabelas 2-7 e 2-8 podem passar por ensaios de fluxo in loco ou em um laboratório de ensaio de fluxo com uma linha-base estabelecida dentro da incerteza do coeficiente de descarga RG (consulte o Anexo 2-C). O ensaio de fluxo deve ser executado usando dispositivos e métodos de calibragem em conformidade com padrões aprovados nacional e/ou internacionalmente. Todos os instrumentos usados para monitorar os parâmetros de fluxo e/ou para calcular a vazão (velocidade) do fluxo devem estar relacionados a pesos e medidas certificados por organização local, estadual ou nacional. O sistema de fluxo primário pode ser portátil ou de instalação permanente. Um medidor-mestre que foi calibrado com um padrão de fluxo primário também pode ser usado para ensaio de fluxo. Tanto o medidor-mestre e o sistema de prova devem atender aos padrões adequados de aprovação nacional.
Observação: Se o ensaio de fluxo for realizado dentro do laboratório de ensaio de fluxo, a instalação testada deve consistir no tubo medidor ou estação medidora com derivações e configuração da tubulação superior (a montante) apropriada, necessárias para definir a característica do fluxo (perfil da velocidade e turbilhonamento) que entra no tubo medidor ou estação medidora.
O ensaio de fluxo deve ser realizado com a faixa normal dos números de Reynolds usados nas operações diárias.
Os níveis de desempenho aceitáveis que não necessitam de incerteza de medição adicionais são definidos como variação ∆Cd igual ou menor que 50% da incerteza 2σ declarada na equação do orifício Reader-Harris/Gallagher em número infinito de Reynolds (Consulte as Partes 1, Seção 1.12.4 e Parte 2, Anexo 2-C).
2.6.3.3 Requisitos para Condicionadores de Fluxo
A fim de fornecer o maior número possível de opções de instalação, esta norma técnica não se propõe a recomendar nenhum condicionador de fluxo em particular. Ao contrário, ela fornece informações de instalação suficientes para reduzir ou eliminar qualquer desvio sistemático resultante de considerações de instalação. Esta norma técnica fornece comprimentos mínimos de tubo medidor para tubos medidores sem condicionadores de fluxo. Fornece também faixas de localização e localizações recomendadas para duas categorias de comprimento de tubo medidor (17Di≤UL<29Di, e UL ≥ 29Di) para Retificadores de Fluxo de Feixe de 10 Tubos Uniformes e concêntricos de 1998 que atendem aos critérios de construção estipulados nas seções 2.5.5.1 a 2.5.5.3. Além disto, esta norma técnica fornece um ensaio de desempenho no qual condicionadores de fluxo isoladores, outros retificadores de fluxo, tubos medidores sem condicionadores de fluxo e instalações de tubo medidor podem ser avaliados quanto ao item "sem necessidade de requisitos" de incerteza adicionais. Para obter mais informações, consulte os Anexos 2-C e 2-D.
Ao determinar se os condicionadores de fluxo serão ou não necessários, o fator primordial pode nem sempre ser a conexão mais próxima da tubulação na extremidade de admissão do tubo medidor. Por exemplo, a(s) última(s) conexão(ões) da tubulação pode(m) não fornecer indicação da presença de fluxo em turbilhonamento ou grau de assimetria do perfil de velocidade. Cada projeto de estação individual pode ter um conjunto de condições diferente. Portanto, seria impraticável estabelecer um conjunto de

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
34
especificações que atendesse a todas as condições. A consideração principal deve ser a de minimizar a perturbação do fluxo na chapa de orifício causada por alguma conexão de tubulação a montante.
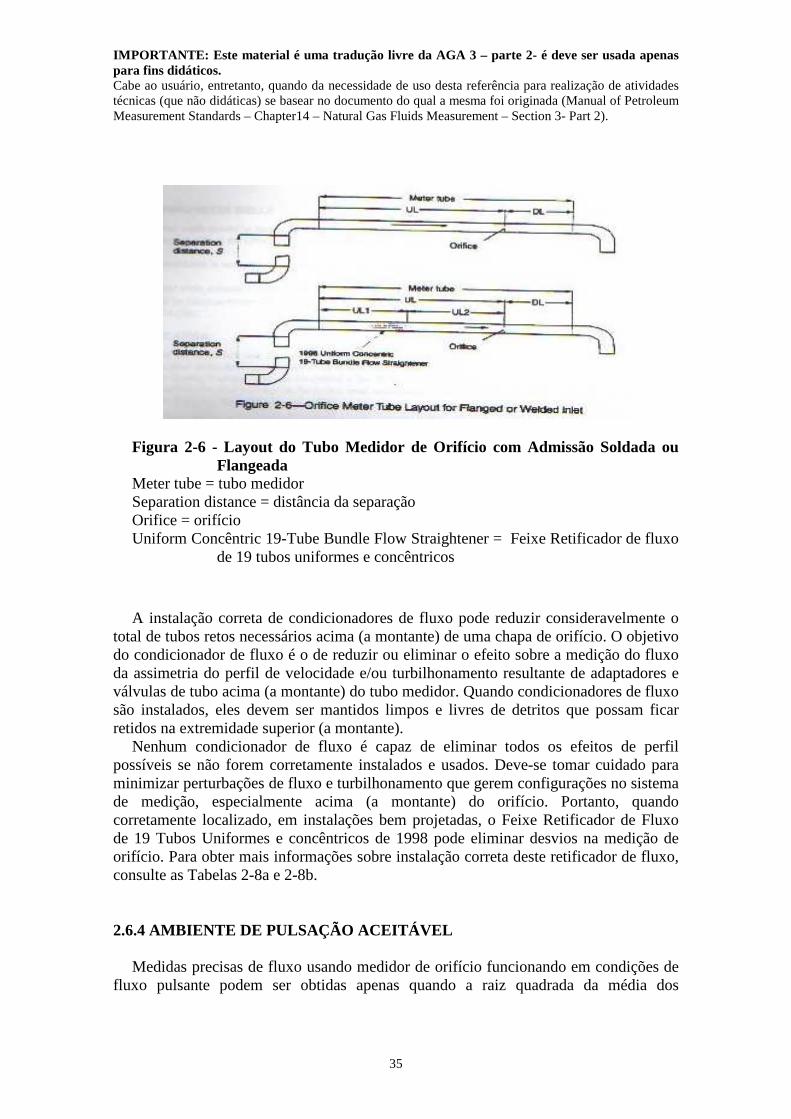
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
35
Figura 2-6 - Layout do Tubo Medidor de Orifício com Admissão Soldada ou
Flangeada Meter tube = tubo medidor Separation distance = distância da separação Orifice = orifício Uniform Concêntric 19-Tube Bundle Flow Straightener = Feixe Retificador de fluxo
de 19 tubos uniformes e concêntricos
A instalação correta de condicionadores de fluxo pode reduzir consideravelmente o
total de tubos retos necessários acima (a montante) de uma chapa de orifício. O objetivo do condicionador de fluxo é o de reduzir ou eliminar o efeito sobre a medição do fluxo da assimetria do perfil de velocidade e/ou turbilhonamento resultante de adaptadores e válvulas de tubo acima (a montante) do tubo medidor. Quando condicionadores de fluxo são instalados, eles devem ser mantidos limpos e livres de detritos que possam ficar retidos na extremidade superior (a montante).
Nenhum condicionador de fluxo é capaz de eliminar todos os efeitos de perfil possíveis se não forem corretamente instalados e usados. Deve-se tomar cuidado para minimizar perturbações de fluxo e turbilhonamento que gerem configurações no sistema de medição, especialmente acima (a montante) do orifício. Portanto, quando corretamente localizado, em instalações bem projetadas, o Feixe Retificador de Fluxo de 19 Tubos Uniformes e concêntricos de 1998 pode eliminar desvios na medição de orifício. Para obter mais informações sobre instalação correta deste retificador de fluxo, consulte as Tabelas 2-8a e 2-8b.
2.6.4 AMBIENTE DE PULSAÇÃO ACEITÁVEL
Medidas precisas de fluxo usando medidor de orifício funcionando em condições de fluxo pulsante podem ser obtidas apenas quando a raiz quadrada da média dos

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
36
quadrados (rms) da amplitude da pressão diferencial normalizada sobre a média do tempo da pressão diferencial for inferior a 10%.
∆Prms / ∆Pavg ≤ 0,10 (2.12) Este limite aplica-se a pulsações de fluxo de freqüência única com ou sem diversos
harmônicos (i.e., gerados por compressor alternativo ou válvulas de segurança/purga fechadas) e a ruído/pulsações de fluxo de banda-larga (i.e., gerados por válvulas estranguladoras - de borboleta). Pulsações turbulentas ocasionais geradas por chapas de orifício com fluxo de tubo normal não causam erros de medições adicionais porque estes efeitos foram levados em consideração no banco de dados de regressão do coeficiente de descarga (Veja Parte 1, 1.7.1).
A especificação do nível admissível de pulsação do fluxo não significa que um nível superior de pulsações normalizadas levam a erros de medição do fluxo. Entretanto, não existe uma certeza de que isto não irá ocorrer.
Atualmente, não existe ajuste teórico ou empírico satisfatório para medição de orifício em aplicações de fluxo pulsante que, quando aplicado a medições de transferência de custódia manterá a precisão da medição prevista nesta norma técnica. A aplicação arbitrária de qualquer fórmula de correção pode até aumentar o erro de medição do fluxo sob condições de fluxo pulsante. O usuário deve fazer todo o esforço prático para eliminar as pulsações na origem a fim de evitar aumento de incertezas na medição.
2.6.5 Poços de Termômetro
Os poços de termômetro devem ser instalados para ler a temperatura média do fluído na chapa de orifício. Os poços podem ser colocados no lado inferior (a jusante) do orifício e tão perto da chapa quanto a dimensão Dl e tão afastado da chapa quanto a dimensão de 4DL, conforme apresentado nas Tabelas 2-7 e 2-8.
Se um condicionador de fluxo está sendo utilizado, o poço de termômetro pode ser localizado a mais de 36 polegadas acima (a montante) da admissão do condicionador de fluxo.
Os poços de termômetro expostos às influências do meio ambiente podem provocar desvios de medições.
Deve-se ter cuidado para assegurar que o sensor de temperatura indique a temperatura do gás de fluxo e não esteja acoplado ao tubo linear.
2.6.6 ISOLAMENTO
O isolamento do tubo medidor pode ser necessário no caso de haver diferenças extremas de temperatura entre a temperatura ambiente e a temperatura do fluído corrente e/ou para fluídos sendo medidos perto de seu ponto crítico onde pequenas mudanças de temperatura resulta em mudanças importantes de densidade. Isto pode ser crítico em baixa vazão de fluxo onde os efeitos da transferência de calor pode causar não só perfis de temperatura distorcidos como também mudança nos valores de temperatura de média mistas do lado superior (a montante) até o lado inferior (a jusante) linear e mudanças no perfil da velocidade média.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
37
Tabela 2-7 - Requisitos para a Instalação do Medidor de Orifícios sem Condicionador de Fluxo Comprimento mínimo do medidor de tubo reto, vazado localizado acima do orifício da placa
(em múltiplos do diâmetro interno publicado do tubo, Di)
Relação de diâmetros
β
a. Joelho simples 90o
b. Dois joelhos de 90o no mesmo plano com S > 30 Di
c. Dois joelhos de 90o em planos perpendiculares com S > 15 Di
Dois
joelhos de 90o, no mesmo plano
Espaçamen-to “S”
configurado para
S ≤ 10 Di
Dois joelhos de
90o, no mesmo plano.
Configura-ção de “S”: 10 Di < S ≤
30 Di
Dois joelhos de 90o, o em planos
perpendi-culares
S > 5 Di*
Dois joelhos de 90o, o em planos
perpendicu-lares 5 Di ≤ S ≤ 15 Di
“T” simples de 90o mas
não sendo um
elemento inicial
a. Joelho simples 45o
b. Dois joelhos simples de 45o no mesmo plano “S” configurado para
S ≥ 22 Di
Válvula de gaveta
no mínimo
50% aberta
Redutor Concên-
trico
Qualquer
outra configuração (pega todas
as categorias)
Compri-mento do
tubo medidor a jusante
UL UL UL UL UL UL UL UL UL UL DL ≤0.20 6 10 10 50 19 9 30 17 6 70 2.8 0.30 11 10 12 50 32 9 30 19 6 108 3.0 0.40 16 10 13 50 44 9 30 21 6 145 3.2 0.50 30 30 18 95 44 19 30 25 7 145 3.5 0.60 44 44 30 95 44 29 30 30 9 145 3.9 0.67 44 44 44 95 44 36 44 35 11 145 4.2 0.75 44 44 44 95 44 44 44 44 13 145 4.5
Comprimento re- comendado para limite máximo β ≤ 0.75
44 44 44 95 44 44 44 44 13 145 4.5
UL = Tamanho mínimo do medidor de tubo, localizado a montante da chapa de orifício, em diâmetros internos da tubulação (Di ) (veja figura 2-6). O comprimento deve ser medido da extremidade de saída da porção curva do joelho que estiver mais próximo (ou do único) ao joelho, ou ao “T” da extremidade a jusante da parte cônica do redutor ou do expansor. DL = Tamanho mínimo de um medidor de tubo do fluxo de saída em diâmetros internos da tubulação, (Di ) (veja figura 2-6). S= Distância que separa os elementos da tubulação, em diâmetros internos da tubulação, (Di ), medida da extremidade de saída da parte curva do joelho de entrada até a extremidade de entrada da parte curva do joelho de saída * Estas instalações apresentam efeito muito forte do numero de Reynolds e de rugosidade da tubulação no comprimento recomendado, devido à taxa de absorção de turbilhonamento. As recomendações aqui apresentadas foram desenvolvidas para números de Reynolds elevados e tubulação lisa, para englobar o caso mais desfavorável Observação: A tolerância para os comprimentos especificados para a UL e a DL é de ± 0.25 Di .
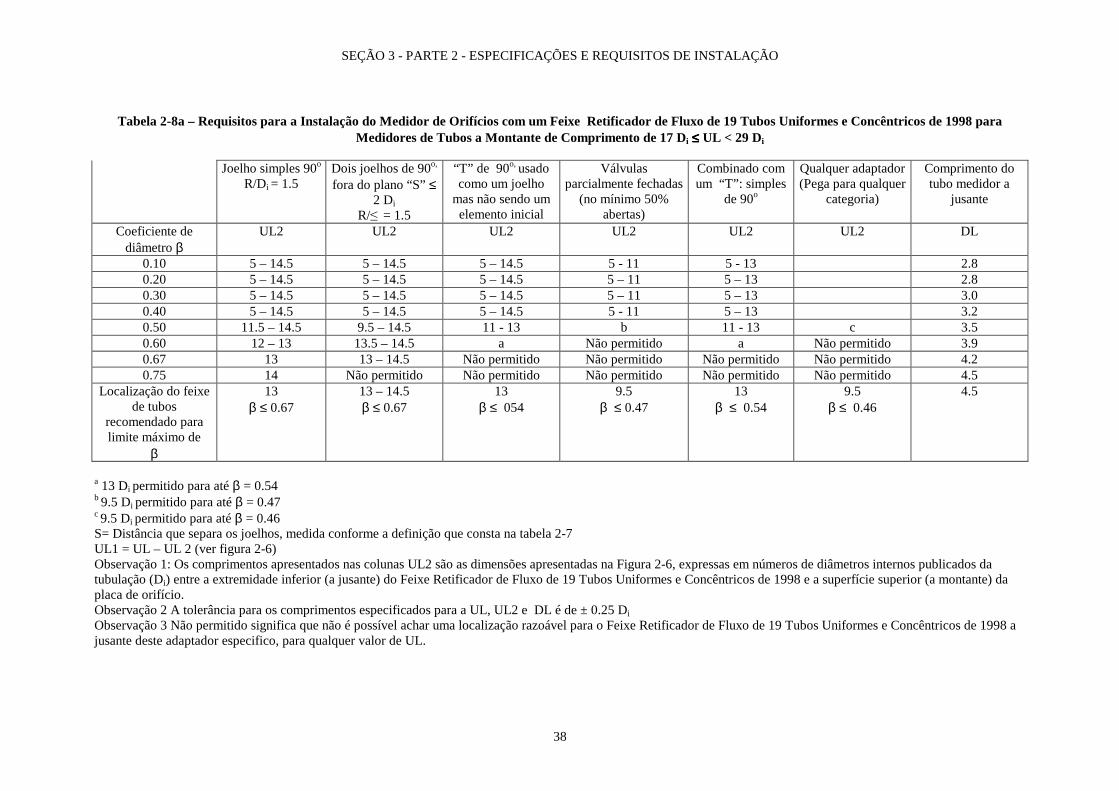
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
38
Tabela 2-8a – Requisitos para a Instalação do Medidor de Orifícios com um Feixe Retificador de Fluxo de 19 Tubos Uniformes e Concêntricos de 1998 para Medidores de Tubos a Montante de Comprimento de 17 Di ≤≤≤≤ UL < 29 Di
Joelho simples 90o R/Di = 1.5
Dois joelhos de 90o,
fora do plano “S” ≤ 2 Di
R/≤ = 1.5
“T” de 90o, usado como um joelho
mas não sendo um elemento inicial
Válvulas parcialmente fechadas
(no mínimo 50% abertas)
Combinado com um “T”: simples
de 90o
Qualquer adaptador (Pega para qualquer
categoria)
Comprimento do tubo medidor a
jusante
Coeficiente de diâmetro β
UL2 UL2 UL2 UL2 UL2 UL2 DL
0.10 5 – 14.5 5 – 14.5 5 – 14.5 5 - 11 5 - 13 2.8 0.20 5 – 14.5 5 – 14.5 5 – 14.5 5 – 11 5 – 13 2.8 0.30 5 – 14.5 5 – 14.5 5 – 14.5 5 – 11 5 – 13 3.0 0.40 5 – 14.5 5 – 14.5 5 – 14.5 5 - 11 5 – 13 3.2 0.50 11.5 – 14.5 9.5 – 14.5 11 - 13 b 11 - 13 c 3.5 0.60 12 – 13 13.5 – 14.5 a Não permitido a Não permitido 3.9 0.67 13 13 – 14.5 Não permitido Não permitido Não permitido Não permitido 4.2 0.75 14 Não permitido Não permitido Não permitido Não permitido Não permitido 4.5
Localização do feixe de tubos
recomendado para limite máximo de
β
13 β ≤ 0.67
13 – 14.5 β ≤ 0.67
13 β ≤ 054
9.5 β ≤ 0.47
13 β ≤ 0.54
9.5 β ≤ 0.46
4.5
a 13 Di permitido para até β = 0.54 b 9.5 Di permitido para até β = 0.47 c 9.5 Di permitido para até β = 0.46 S= Distância que separa os joelhos, medida conforme a definição que consta na tabela 2-7 UL1 = UL – UL 2 (ver figura 2-6) Observação 1: Os comprimentos apresentados nas colunas UL2 são as dimensões apresentadas na Figura 2-6, expressas em números de diâmetros internos publicados da tubulação (Di) entre a extremidade inferior (a jusante) do Feixe Retificador de Fluxo de 19 Tubos Uniformes e Concêntricos de 1998 e a superfície superior (a montante) da placa de orifício. Observação 2 A tolerância para os comprimentos especificados para a UL, UL2 e DL é de ± 0.25 Di
Observação 3 Não permitido significa que não é possível achar uma localização razoável para o Feixe Retificador de Fluxo de 19 Tubos Uniformes e Concêntricos de 1998 a jusante deste adaptador especifico, para qualquer valor de UL.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
39
Tabela 2-8b – Requisitos para a Instalação do Medidor de Orifícios com um Feixe Retificador de Fluxo de 19 Tubos Uniformes e Concêntricos de 1998 para
Comprimento a Montante do Tubo Medidor, com UL ≥≥≥≥ 29 Di
Joelho simples 90o R/Di = 1.5
Dois joelhos de 90o,
fora do plano “S” ≤ 2 Di
R/Di = 1.5
“T” de 90o, usado como um joelho
mas não sendo um elemento inicial
Válvulas parcialmente fechadas
(no mínimo 50% abertas)
Combinado com um “T”: simples
de 90o
Qualquer adaptador (Pega para qualquer
categoria)
Comprimento do tubo medidor a
jusante
Coeficiente de diâmetro β
UL2 UL2 UL2 UL2 UL2 UL2 DL
0.10 5 – 25 5 – 25 5 – 25 5 – 13 5 – 23 5 – 13 2.8 0.20 5 – 25 5 - 25 5 - 25 5 – 13 5 – 23 5 – 13 2.8 0.30 5 – 25 5 – 25 5 – 25 5 – 13 5 – 23 5 – 13 3.0 \0.40 5 – 25 5 – 25 5 – 25 5 – 13 5 – 23 5 – 13 3.2 0.50 11.5 – 25 9 – 25 9 – 23 7.5 – 15 9 – 19.5 11.5 – 14.5 3.5 0.60 12 – 25 9 – 25 11 – 16 10 – 17 11 – 16 12 – 16 3.9 0.67 13 – 16.5 10 – 16 11 – 13 10 – 13 11 – 13 13 4.2 0.75 14 – 16.5 12 – 12.5 12 – 14 11 – 12.5 14 Não permitido 4.5
Localização do feixe de tubos
recomendado para limite máximo de
β
13 β ≤ 0.75
12 – 12.5 β ≤ 0.75
12 -13 β ≤ 75
11 –12.5 β ≤ 0.75
13 β ≤ 0.75
13 β ≤ 0.67
4.5
S= Distância que separa os joelhos, medida conforme a definição que consta na tabela 2-7 UL1 = UL – UL 2 (ver figura 2-6) Observação 1: Os comprimentos apresentados nas colunas UL2 são as dimensões apresentadas na Figura 2-6, e como definidas na tabela 2-8a Observação 2: A tolerância para os comprimentos especificados para a UL, UL2 e DL é de ± 0.25 Di
Observação 3: Não permitido significa que não é possível achar uma localização razoável para o Feixe Retificador de Fluxo de 19 Tubos Uniformes e Concêntricos de 1998 a jusante deste adaptador especifico, para qualquer valor de UL

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
40
ANEXO 2-A – PROJETOS DE PESQUISA E ENSAIOS REALIZADOS ENTRE 1922 E 1999
Observação: Este anexo não é parte desta norma técnica e foi incluído apenas por razões informativas. Adicionalmente, a norma técnica é revista apenas nas informações que estão incluídos nos documentos oficiais (mantidos pela API) que usam referências selecionadas das que estão incluídas neste anexo. 2-A.1 – Introdução
Durante a preparação do Capítulo 14, seção 3, o comitê analisou os dados dos projetos de pesquisa e dos ensaios realizados entre 1922 e 1999. Alguns dos projetos foram realizados sob a supervisão direta do pessoal da API, Gas Processors Association (GPA) e da American Gas Association (AGA). Outros ensaios foram realizados pela Comissão das Comunidades Européias. Outros tantos ensaios, realizados por pesquisadores independentes em todas as partes do mundo, realizaram importantes contribuições para a base de dados. As referências descritas nos itens 2-A.2 até 2-A.12 são de um documento original conhecido como Relatório AGA No. 2 As referências descritas do item 2-A.13 ao item 2-A.19 foram incorporadas na lista de referência do documento conhecido como Relatório AGA No. 3. As referências listadas mais recentemente nos itens que vão de 2-A.20 até 2-A.25, são parte de uma intensa revisão e o subsequente documento oficial foi desenvolvido pelo grupo de trabalho do capítulo 14, seção 3, Parte 2. 2-A.2 – Ensaios do Retentor de Cleveland (1925)
Os ensaios do retentor de Cleveland foram realizados pelo Comitê de Medição de Gás usando um retentor de gás de propriedade da East Ohio Gas Company em Cleveland. Esses ensaios foram feitos e coordenados por H. C. Cooper com a supervisão direta do Professor R. S. Danforth do Case School of Applied Science. Representantes do Bureau Nacional de Normas Técnicas e do U. S. Bureau de Minas estavam presentes como observadores. A linha mestra do ensaio consistiu em medições do orifício realizadas em tubulações de 8, 10 e 16 polegadas: chapas de orifício de 4 polegadas foram instaladas em cada um destes ensaios. 2-A.3 – Ensaios de Turbilhonamento de Buffalo (1926)
Os ensaios de turbilhonamento de Buffalo foram realizados pelo Comitê de Medição de Gás na Estação de Daly da Companhia de Gás Iroquois em Buffalo, New York. O objetivo destes ensaios era determinar os efeitos do turbilhonamento produzidos em uma corrente de gás na leitura de um medidor de orifícios, por vários tipos de fixação de tubulação localizadas perto de uma chapa de orifício 2-A.4 – Ensaios de Turbilhonamento e de Vazão de fluxo (1927)
Os ensaios de turbilhonamento e de vazão de fluxo foram realizados pelo Comitê de Medida de Gás na Estação de Daly da Companhia de Gás Iroquois em Buffalo, New York,, sob a supervisão pessoal de Howard S. Bean. A primeira parte destes ensaios foi a continuação da série de 1926, descrita em 2-A.3. O ensaio da vazão de fluxo tem dois objetivos:

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
41
a. Construir por intermédio de várias comparações, uma série de valores de
coeficientes de orifícios para orifícios em uma tubulação de 8 polegadas cujos diâmetros variam de 1 polegada a 6 ½ polegadas.
b. Estudar os efeitos nos coeficientes de orifício quando se aumenta o valor da relação entre a pressão diferencial e a pressão absoluta. (h/p), que é a razão entre a pressão diferencial , em polegadas de água, e a pressão estática absoluta, em libras por polegada quadrada.
2-A.5 – Ensaios de Vazão de fluxo, Forma do Flange e de Supercompressibilidade (1928)
Os ensaios de vazão de fluxo, forma do flange e de supercompressibilidade foram conduzidos pelo Comitê de Medição de Gás na Estação de Daly da Companhia de Gás Iroquois em Buffalo, New York,, sob a supervisão pessoal de Howard S. Bean. Os objetivos destes ensaios eram os seguintes: a. Extender o estudo dos efeitos dos coeficientes de orifício, resultante das variações
no quociente h/p para orifícios em tubulação de 4 polegadas. b. Comparar as indicações relativas obtidas com orifícios com reentrâncias e orifícios
sem reentrância. c. Determinar a variação da Lei de Boyle e seus efeitos ao efetuar medições de gás
com medidores de orifício. d. Investigar o efeito nos coeficientes de orifício para a mesma relação de diâmetros,
mudando-se uma tubulação de 8 polegadas para uma tubulação de 4 polegadas 2-A.6 – Ensaios de Oficina sobre os Efeitos das Condições de Instalação dos
Orifícios (1929-1930)
Os ensaios de oficina sobre os efeitos das condições de instalação dos orifícios foram realizados pelas Companhia Bailey Meter, Companhia Foxboro, Metric Metal Works e a Companhia Pittsburgh Equitable para o Gas Maesurement Committee de acordo com as diretrizes preparadas por Howard S. Bean. O objetivo destes ensaios era determinar os efeitos nas medidas de um medidor de orifícios que resultam de algumas condições de instalação não cobertas pelos ensaios de turbilhonamento descritos em 2-A.3 e em 2-A.4. Desejava-se obter informações adicionais sobre as seguintes condições: a. Posicionamento e dimensões de palhetas de retificação b. Posicionamento e especificação de poços de termômetro, particularmente a
montante do orifício c. Rugosidade da tubulação adjacente ao orifício d. Forma do flange no qual a placa do orifício está fixa e. Imprecisão em centrar o orifício noa tubulação f. A condição da borda a montante do orifício g. A relação entre a largura da borda e o diâmetro do orifício
Os resultados destes ensaios estão publicados no artigo “Efeitos de Algumas Condições de Instalação e Construção sobre as Indicações de um Medidor de Orifícios” American Gas Association Monthly – Julho – Agosto 1947, Volume 29, p. 7 e 8.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
42
2-A.7 – Ensaios De Edgewood (1922-1925)
Os ensaios de Edgewood foram realizados no arsenal de Edgewood, Maryland, pelo National Bureau of Standards, com a cooperação do Chemical Warfare Service, U.S. War Department, sob a supervisão imediata de Howard S. Bean, com a consultoria de Edgar Buckingham e a assistência de Paul S. Murphy. O objetivo destes ensaios era obter novas informações sobre os coeficientes de descarga dos orifícios em relação a uma grande variação de tamanhos de tubulações, relações de diâmetros, pressão e relações de pressão desde que permitido pelas disponibilidades das instalações. Os ensaios incluíram orifícios de 4, 6 e 8 polegadas. Quarenta e oito placas de orifício foram usadas, com a relação dos diâmetro dos orifícios para os diâmetros das tubulações variando de 0.108 a 0.858. 2-A.8 – Ensaios dos Retentores de Chicago (1923-1924)
Os ensaios dos retentores de Chicago foram realizados em Chicago pelo Comitê da American Gas Association na Medição de Grandes Volumes de Gas, sob o comando de M. E. Benesh. O National Bureau of Standards, a convite do Sr. Benesh, colaborou nesses ensaios, cujo principal objetivo era estudar a precisão de vários tipos de medidores, incluindo medidores de orifício que seriam usados para medir grandes quantidades de gás a pressões similares à pressão atmosférica. 2-A.9 – Ensaios de Vapor e de Água da Universidade Estadual de Ohio (1929-1931)
Os ensaios de vapor e de água foram realizados pela estação experimental de Engenharia da Universidade Estadual de Ohio e pela Bailey Meter Company no Laboratório de Engenharia Mecânica da Universidade Estadual de Ohio, sob a supervisão dos Professores Paul Bucher e Samuel Beitler. O objetivo dos ensaios era determinar o fator de expansão e os coeficientes dos orifícios, medindo o vapor e a água. Foram usados tubos de 3 e de 6 polegadas e uma série de orifícios foram testados, primeiro usando-se água e em seguida usando-se vapor. 2-A.10 – Comparações de Vários Medidores em Funcionamento (1932)
Uma comparação do funcionamento de vários medidores foi realizada pela Peoples Gas Light and Coke Company na sua Estação de Medição de Joliet, Illinois, sob a supervisão de M. E. Benesh. 2-A.11 – Ensaio de Columbus (1932 - 1933)
Os ensaios de Columbus foram realizados pelo Joint Officer Meter Committee no Laboratório De Hidráulica da Universidade Estadual de Ohio em Columbus, Ohio, sob a imediata supervisão do Professor Samuel R. Beitler. Aproximadamente 80 placas de orifício foram usadas em ensaios com tubulações de 1, 1 ½, 2, 3, 6, 10 e 15 polegadas. As relações de diâmetros dos orifícios e dos diâmetros das tubulações variaram de 0.04 a 0.84. 2-A.12 – Ensaios da Forma dos Flanges e da Pressão nos Orifícios de Columbus
Sul (1932)
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
43
Os ensaios da forma dos flanges e do orifícios de pressão foram realizados pela Joint
American Gas Association e o Comitê de Medidores de Orifício da American Society of Mechanical Engineers na Estação de Medidas de Columbus Sul da Ohio Fuel Gas Company, sob a supervisão imediata de J. E. Overbeck, com a consultoria do Professor Samuel R. Beitler. O objetivo destes ensaios, que foram realizados com gás natural, foi determinar, de forma mais ampla do que foi determinado em Buffalo ( 2.-.A.3 e 2 - A.4) ou pelos ensaios de oficina (2 – A.6), os efeitos dos vários tamanhos das reentrâncias para os flanges, ao lado do orifício da placa. As profundidades e as larguras da reentrância variaram nas tubulações de 2. 4 e 8 polegadas que foram usadas nestes ensaios. A relação dos diâmetros dos tubos e dos diâmetros dos orifícios, variaram de 0.125 a 0.75. Combinadas com essas reentrâncias, foram usados vários diâmetros de orifício de pressão. 2-A.13 – Ensaios de Rockville (1949 - 1951)
Os ensaios de Rockville foram realizados pela Joint American Gas Association e o Comitê de Engenheiros Mecânicos, sob a direção de Howard S. Bean. Os ensaios com o gás natural foram realizados em Rockville, Maryland, na Estação de Medidas da Atlantic Seaboard Corporation para estudar o seguinte: a. efeito do turbilhonamento produzido por válvulas de torneira, esférica e de gaveta
nas medidas b. efeito do turbilhonamento produzido pela inserção de joelhos (comparação com os
ensaios de Buffalo) c. efeito dos adaptadores do medidor de orifício, comparado com flanges
convencionais de orifício. d. efeito da rugosidade do tubo de orifício e. Instalações de 2 e de 8 polegadas
Os resultados destes ensaios foram publicados pela American Gas Association, em dois relatórios separados, intitulados “Investigação dos Requisitos para a Instalação de Medidores de Orifícios”, datados de Março de 1951 e de Janeiro de 1954. 2-A.14 – Ensaios do Laboratório do National Bureau of Standards Hydraulics
(1950 - 1951)
Os ensaios do Laboratório do National Bureau of Standards Hydraulics foram realizados pela Joint American Gas Association e American Society of Mechanical Engineers sobre Medidores de Orifício no Laboratório de Hidráulica do National Bureau of Standards, em Washington D.C., sob a supervisão imediata de Howard S. Bean. O objetivo destes ensaios era, em parte, fazer ensaios comparativos com água, sobre as instalações dos adaptadores de orifício e a rugosidade usados nos ensaios de Rockville (2 – A.13) e, em parte, examinar o efeito da localização da tomada de pressão e da dimensão do furo da tomada. Os resultados foram relatados em conjunto com os resultados dos ensaios de Rockville. 2-A.15 – Ensaios de Caldeira e de Turbina do Laboratório da Marinha Americana
(1948 - 1950)

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
44
Os ensaios de Caldeira e de Turbina do Laboratório da Marinha Americana foram
realizados pelo Bureau of Ships do U. S. Department of Navy, em parceria com a Joint American Association – American Society of Mechanical Engineers Committee on Orifice Meters no Laboratório de Caldeiras e Turbinas da Marinha Americana na Philadelphia.
Esse trabalho foi conduzido sob a direção de James W. Murdock. O objetivo destes ensaios, que foram feitos com vapor, era determinar o efeito das válvulas esféricas e da expansão das curvaturas nas indicações do medidor de orifícios. Foram feitos ensaios adicionais para verificar os valores dos fatores de expansão a serem usados nas medições do vapor. Os resultados destes ensaios foram publicados pelo Laboratório de Caldeiras e Turbinas da Marinha Americana, em quatro relatórios separados. Esses relatórios foram denominados de “Determinação do Comprimento Mínimo de um Tubo Reto Necessário entre várias Montagens de Tubos” e “A Chapa de Orifício para uma Precisão Aceitável do Medidor de Orifícios” e foram datados de Janeiro de 1950 , de março de 1950, de Maio de 1950 e de Novembro de 1951. 2-A.16 – Ensaios de Tubo de Orifício de Grandes Diâmetros - Refugio (1948 - 1950)
Os ensaios de Tubo de Orifício de Grandes Diâmetros realizados em Refugio, um Projeto PAR, foi realizado pelo Project NX-4 Supervising Committee sob o comando de E. E. Stovall. O principal objetivo era determinar experimentalmente se os dados dos coeficientes dos orifícios contidos no AGA Relatório de Medidas de Gas No. 2 poderiam ser extrapolados, sem perder a precisão, para serem usados em medidas relativas a tubos de grandes diâmetros. A instalação onde os ensaios foram realizados estava localizada perto de refugio, no Texas em uma linha de transmissão da Tennessee Gas Transmission Company. Os resultados destes ensaios foram publicados pela American Gas Association em um relatório datado de Junho de 1954, com o nome de “Ensaios de Tubos de Orifício de Grandes Diâmetros” 2-A.17 – Ensaios de Orifícios Excêntricos e Segmentados (1948 - 1954)
Os ensaios de Orifícios Excêntricos e Segmentados foram conduzidos sob a supervisão de um Sub Comitê da Sociedade Americana de Engenheiros Mecânicos (ASME) – Comitê de Pesquisa de Medidores de Fluidos com a cooperação da AGA Gas Measurement Committee. O Diretor do Subcomitê da ASME era L. E. Gess da Minneapolis Honeywell Company. Os objetivos dos ensaios era determinar os coeficientes de descarga de orifícios circulares montados com uma borda tangente à parede do tubo e das placas, com orifícios segmentados neles. Os ensaios ocorreram na Universidade Estadual de Ohio, sob a supervisão do Professor Samuel R. Beitler e foram analisados pelo Professor E. J. Lindahl da Universidade do Wyoming. Os resultados destes ensaios foram relatados em dois trabalhos da ASME: “Calibração de Orifícios Excêntricos e Segmentados em Tubulações de 4 e de 6 Polegadas” – Transações da ASME, 1949, volume 71, e “Coeficientes de Descarga para Orifícios Excêntricos e Segmentados em Tubulações de 4 polegadas, 6 polegadas, 10 polegadas e de 14 polegadas” apresentado no Encontro Anual da Sociedade Americana de Engenheiros Mecânicos, New York, Novembro de 1954. 2-A.18 – Ensaios sobre a Rugosidade das Tubulações (1957 - 1960)

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
45
Um estudo sobre rugosidade de tubulações, um Projeto PAR, foi conduzido pelo
Comitê Supervisor do projeto NW-20, sob o comando de J. W. Murdock. W. B. Ruff Jr. da Southern Gas Company atuou como o representante coordenador e supervisor do projeto. O principal objetivo deste programa foi determinar o efeito das características da superfície interna do tubos em medições do fluxo de fluidos por medidores de orifícios. Um segundo objetivo era correlacionar qualquer efeito na medição do fluxo com alguma medida física da rugosidade do tubo (como por exemplo micro polegadas), para que finalmente uma recomendação pudeste ser feita a respeito de um intervalo de rugosidade relativo para que se processasse uma medição satisfatória. Os ensaios preliminares foram realizados no Laboratório de Turbinas e Caldeiras da Marinha Americana na Philadelphia. Os ensaios completos foram realizados em Birmingham, Alabama, nas instalações da Southern Natural Gas Company. Nesses ensaios foram usados medidores de tubos de quatro polegadas. Os resultados destes ensaios foram publicados pela American Gas Association, no relatório, “O Efeito da Rugosidade da Tubulação na Precisão dos Medidores de Orifício (Catálogo n. 33/PR), de Fevereiro de 1960. 2-A.19 – Ensaios de Distorção de Fluxo da Universidade Estadual de Ohio
(1960 - 1962)
Os ensaios de Distorção de Fluxo da Universidade Estadual de Ohio constituíram o Projeto PAR NY-34. O chefe do Comitê supervisor foi C. W. Brown da Texas Gas Transmission Corporation. Esses ensaios foram realizados na Universidade Estadual de Ohio para quantificar o erro causado pela distorção do perfil de velocidade de aproximação no coeficiente dos orifícios. Foi feita uma tentativa para eliminar o turbilhonamento, dessa forma, o relatório somente descreve o efeito das mudanças no perfil axial. Usou-se uma tubulação com orifícios de seis polegadas com paredes retificadas (rugosidade ao redor de 15 milésimos de polegada) e o perfil interno foi distorcido pelo uso de configurações na tubulação e pelo uso de dispositivos especiais para formar uma perturbação no fluxo. Conclui-se que perturbações normais causadas por configurações na tubulação, que não produzem turbilhonamento, resultaram em erros inferiores a 2% se houver, pelo menos, seis diâmetros de tubulação reta e uniforme a frente do orifício.
2-A.20 Programa Experimental do API
American Petroleum Institute, Washington, D.C., "Coefficients of Discharge for Concentric, Square-Edged, Flange-Tapped Orifice Meters: Equation Data Set-Supporting Documentation for Floppy Diskettes," 1988.
Britton, C.L, Caldwell, S., and Seidl, W, "Mmurcments of Coefficients of Discharge for Concentric, Flange-Tapped, Square-Edged Orifice Meters in White Mineral Oil Over a Reynolds Number Range of 70 to 90,000." American Petroleum Institute, Washington, D.C., 1988.
Whetstone, J.R-, Cleveland, W.G., Bateman, R.B., and Sindt, C.F, "Measurements of Coefficients of Discharge or Concentric, Flange-Tapped, Square-Edged Orifice Meters in Natural Gas Over a Reynolds Number Range of 25,000 to 11,600,000:'Arnerican Petroleum Institute. Washington. D.C., 1988.
Whetstone, J.R.. Cleveland, W.G., Baumgarten, G.P., Woo, S., and Croarkin, M.C., "Measumments of Coefficients of Discharge for Concentric Flange-Tapped Square-Edged Orifice Meters in Water Over the Reynolds Number Range 600-2.700,000" (Technical Note 1264), National Institute of Standards and Technology, Washington, D.C., June 1989.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
46
2-A.21 Programa Experimental do EEC
Hobbs, J.M., "Experimental Data for the Determination of Basic 100 mm Orifice Meter Discharge Coefficients":, (Report EUR 10027), Commission of the European Communities, Brussels, 1995.
Hobbs, J.M., "The EEC Orifice Plate Project: Part 1. Traceabilides of Facilities Used and Calculation Methods Employed", (Report PR5:EUEC117), Commission of the European Communities, Brussels. 1987.
Hobbs, J.M., "The EEC Orifice Plate Project: Part II Critical Evaluation of Data Obtained During EEC Orifice Plate Tests" (Report PR5:EUEC/17), Commission of the European Communities, Brussels, 1987.
Hobbs, J.M., "The EEC Orifice Plate Project: Tables of Valid Data for EEC Orifice Analysis" (Report EUECII 7), Commission of the European Communities, Brussels, 1987.
Hobbs, J.M., Sattary, J.A., and Maxwell, A.D., "Experimental Data for the Determination of Basic 250 mm Orifice Meter Discharge Coefficients" (Report EUR 10979), Commission of the European Communities, Brussels, 1987.
Hobbs, J.M., Sattary, J.A.. and Maxwell, A.D., "Experimental Data for the Determination of Basic 600 mm Orifice Meter Discharge Coefficients: "Commission of the European Communities, Brussels, in press.
Spencer, E.A., "Study of Edge Sharpness Effects Measured During the EEC Orifice Plate Coefficient Program" (Report EUR 11 131 EN), Commission of the European Communities, Glasgow, 1987. 2-A.22 Excentricidade e Deformação do Orifício
Austerrnan, R., Teyssandier R., Husain, Z., Goodson, D., and Brown, M., "White Paper: Orifice Plate Thickness, API Chapter 14.3, Part 2, Working Group", March 3,1998.
Belorms, D., "Tests Shed Light on Orifice-Plate Bending": Oil & Gas Journal, Jan. 1959. Gorter, J., "Deformation of Orifice Plate: Theory and Practice, "FOMEKO 1978, IMEKO Conference
on Flow Measurement of Fluids, Groningen, North-Holland Publishing, Amsterdam, Holland, 1978. Husain, Z.D., and. Teyssandier, R.G.,'"Otifice Eccentricity Effects for Flange, Pipe and Radius (D -
D/2) Taps" (ASME Paper 66-WA/FM-1), American Society of Mechanical Engineers, New York, 1966. Husain, Z.D., and Roussel, J., "Measurement Accuracy of 1/4" Thick Orifice Plate Installed in 8"
Orifice Fitting Designed for 1/8" Thick Plate, "Gas Measurement Research Council, San Antonio, Texas, August 1997.
Husain, Z.D., and Goodson, F.D., "Effects of Thickness and Bevel Angle on Discharge Coefficients of a 50 mm (2 inch) Orifice Meter," ASME/Winter Annual Meeting, FM-4 Symposium on Flow Meters, Anaheim, California, December 1986.
Husain, Z.D., Roussel, J.B. and Goodson, F.D., "Measurement Accuracy of 1/4" (6,35 mm) Thick Orifice Plate Installed in an 8" (200 mm) Orifice Fitting Designed for 1/8 (3,175 mm) Thick Plate, " Fourth Intemational Symposium on Fluid Flow Measurement, Denver, Colorado, June 1999.
Husain, Z.D., and Teyssandier, R.G., "Orifice Eccentricity Effects for Flange, Pipe and Radius (D - D/2) Taps" (ASME Paper 66-WA/FM-1, American Society of Mechanical Engineers, New York, 1986.
Husain, Z.D., and Teyssandier, R.G., The Effect of Orifice Eccentricity in a Small Line Size", Paper presented at the Intemational Conference on the Metering of Natural Gas and Liquefied Hydrocarbon Gases, London, February 1984.
Jepson, P., and Chipchase, R., "Effect of Plate Buckling on Orifice Meter Accuracy." Joumal of Mechanical Engineering Science, Vol. 17, No. 6. 1975, pp. 330-337.
Kamik, U., "Effect of Increasing Plate Thickness on the Metering Accuracy of an 8-Inch Orifice Meter Run", American Gas Association 1996 Operations Conference, Montreal, May 19-22, 1996.
Mason, D., Wilson, M.P., and Birkhead, W. G., "Measurement Error Due to the Bending of Orifice Plates," ASME Paper 75WA/FM-6, American Society of Mechanical Engineers, New York. 1975.
Miller, R.W., and Kneisel, U., "Experimental Study of the Effects of Orifice Plate Eccentricity on Flow Coefficients," ASME Paper 68-WA/FM-1, American Society of Mechanical Engineers, New York. 1968.
Norman, R., Rawat, M.S., and Jepson, P., "An Experimental Investigation into the Effects of Plate Eccentricity and Elastic Deformation on Orifice Metering Accuracy", Paper presented at the International Conference on the Metering of Natural Gas and Liquefied Hydrocarbon Gases, London, February 1984.
Trumpler, W.E., "Design Data for Flat Circular Plates with Central Holes", ASME Journal of Applied Mechanics, American Society of Mechanical Engineers, New York, September 1943.
Wahl, A.M., and Way, S., "Stress and Deflection of Circular Plates, "Amefican Society of Mechanical Engineers, New York.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
47
2-A.23 Condição da Borda/Superfície do Orifício
Benedict, R.P., Wyler, J.S., and Brandt, G.B., "The Effect of Edge Sharpness on the Discharge Coefficient of an Orifice Plate," ASME Paper No. 74-WA/F-4, American Society of Mechanical Engineers, New York, 1974.
Crockett, K.A., and Upp, E.L., "Measurement and Effects of Edge Sharpness on the Flow Coefficients of Standard Orifices", ASME Jounial of Fluids Engineering, American Society of Mechanical Engineers, New York, NY, USA, June 1973, pp. 271-275.
Fr. von Herning, "Experiments on the Problem of the Edge Sharpness of Standard and Segmental Orifice Plates:' Brenns-Warne-Kraft, Vol. 14, No. 3, Germany, 1962, pp. 119-126.
Fr. von Herning, and Wolowski, E., "The Edge Sharpness of Standard and Segmental Orifices and the Laws of Similarity," Brenns-Warne-Kraft, Vol. 15, No. 1. Germany, 1963, pp. 26-30.
Hobbs, J.M., and Humphreys, J.S., "The Effect of Orifice Plate Geometry Upon Discharge Coefficient", Journal of Flow Measurement and Instrumentation, Vol. 1. No. 3, April 1990, pp. 133-140.
McVeigh, J.C., "Further Investigations into the Effect of Roughness of the Orifice Plate on the Discharge Coefficient", Instrument Engineer, April 1962.
Newcombe, J., "Orifice Plate Edge Thickness," AGA Report No. 3, Letter to Harry P. Bean from Manager, Control & Instruments, United Kingdom.
Ruppel, G., "The Discharge Coefficient of Standard Orifices and Their Dependence on the Length of the Edge", VDI, Berlin-Siemensstadt, Germany.
Spencer, E.A., "Study of Sharpness Effects Measured During the EEC Plate Coefficient Programme," (Report EUR 11 131 EN), Commission of the European Communities, Brussels, 1987.
Spencer, E.A., Calame, H., and Singer. J., "The Influence of Edge Sharpness and Pipe Roughness on Orifice Plate Coefficients." NEL Report No. 427, National Engineering Laboratory, East Kilbride, Glasgow, 1969.
Studzinski, W., "Effects of Abnormal Conditions on Accuracy of Orifice Measurements, "Proceedings of the 66th International School of Hydrocarbon Measurenent, 1988, pp. 70-74.
Studzinski, W., Bell, D.G., and McConaghy, B.J., "Primary Device Research", AGA Transmission and Distribution Conference, Toronto, 1988, pp. 536-547,
Studzinski, W., Berg, D., Bell, D., and Richards, D., "Effects of Orifice Conditions on Accuracy of Flow Rate Measurements," 2nd International Conference on Flow Measurement, London, May 11-1 3, 1988.
Studzinski, W., Szabo, J., Eastwood, J., Rans, R., and Bell, D., "Performance of Orifice Meters in Field Conditions", International Symposium on Measurements, Properties and Utilization of Natural Gas, Montreal, Quebec, Canada, Nov. 25-27,1987.
Thrasher, L.W., and Binder, R.C., "Effect of Edge Thickness on Small Orifice Meters," "Instruments & Automation, November 1954.
Two-Inch Orifice Plate Investigation, "A Report for the Commission of the European Communities Directorate General for Science Research and Development Community Bureau of Reference", October 1991.
2-A.24 Rugosidade do Tubo
Bean, H.S., and Murdock, J.W., "Effect of Pipe Roughness on Orifice Meter Accuracy," Research Project NW-20, American Gas Association, Arlington, Virginia, February 1960.
Brennan, J.A., McFaddin, S.E., Sindt, C.F., and R.R. Wilson, "Effect of Pipe Roughness on Orifice Flow Measuremen", (Technical Note 1329), National Institute of' Standards and Technology, Washington, D.C., July 1989 (Also GRI-89/0228).
Clark, W.J., and Stephens, R.C., "Flow Measurement by Square-Edged Orifice Plates: Pipe Roughness Effects," Proceedings of the Institution of Mechanical Engineers, Vol. 17 1, No. 33, London, 1957.
Reader-Harris, M.J., "Computation of Flow Through Orifice Plates Downstream of Rough Pipework," International Conference on Flow Measurement in the Mid 80s, Paper 7.3, June 9-12,1986.
Reader-Harris, M.J., "Pipe Roughness and Reynolds Number Limits for the Orifice Plate Discharge Coefficient Equation," Second International Symposium on Fluid Flow Measurement, June 6-8,1990.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
48
Reader-Harris, M.J., "The Revision of ISO 5167-An Update," 16th North Sea Flow Measurement
Workshop 1998. Reader-Harris, M.J., and Keegan, W., "Comparison of Computation and LDV Measurements of Flow Through Orifice and Perforated Plates, and Computation of the Effect of Rough Pipework on Orifice Plates", Proceedings of International Symposium on Fluid Flow Measurement, American Gas Association, Arlington, Virginia, November 1986. Sindt, C.F., Brennan, J.A., and McFaddin, S.E., "NBS Research on the Effects of Pipe Roughness and Flow Conditioners on the Orifice Discharge Coefficients", AGA Distribution/Transmission Conference, May 4-6,1987. Sindt, C.F., Brennan, J.A., McFaddin, S.E., and Kothari, K.M., "Effect of Pipe Surface Finish on Gas Flow Measurement with an Orifice Meter," 1989 International Gas Research Conference, April 1990, pp. 550-557. Spencer, E.A., Calame, H., and Singer, J., "The Influence of Edge Sharpness and Pipe Roughness on Orifice Plate Coefficients", NEL Report No. 427, National Engineering Laboratory, East Kilbfide, Glasgow, 1969. Studzinski, W., Berg, D.H.. Bell, D.J., and Karwacki, L., "Effects of Meter Run Roughness on Orifice Meter Accuracy," Second International Symposium on Fluid Flow Measurement, Calgary, Alberta, June 6-8,1990. Studzinski, W., Berg, D.H., Bell, D.J., and Gagnon, D.J., "Primary Device Research Meter Tube Roughness Effects On Orifice Metering:' Proceedings of the Canadian Gas Association (CGA) 28th Annual Gas Measurement School, London, Ontario, June 13-15.1989. Upp, E.L., and Durapau, S., "Pipe Roughness Study Proposal," Daniel Memorandum re: subject, Daniel Flow Products, Inc., Houston, Texas, 1983. 2-A.25 Efeitos da Instalação Brennan, J.A., McFaddin, S.E., and Sindt, C.F., "Effect of the Location of an In-Line Tube Bundle on Orifice Flowmeter Perfomance," Journal of Flow Measurement and Instrumentation, Vol. 1, No. 1, pp. 9-14, October 1989. Brennan, J. A., Sindt, C.F., Lewis, M.A., and Scott, J.L., '"Choosing Flow Conditioners and Their Location for Orifice Flow Measuremen", Journal of Flow Measurement and Instrumentation, Vol. 2, No. 1, January 1991. pp. 40-44. Brennan, J.A., and Stuart, J.W., "Sliding Vane Flow Conditioner Tests in a 100 Diameter Long 10" Natural Gas Orifice Meter at Pacific Gas and Electric", National Institute of Standards and Technology, Gaithersburg, Maryland, and Pacific Gas & Electric Co., San Francisco, October 1992. (Also: GRI-92/0576.) Delanny, B., and Verstraete, Chr., "The Effectivencss of Perforated Plates Used as Flow Straighteners in Non-Symmetrical Flows", Applied Sciences Faculty, Department of Thermodynamics and Turbine Machines, Catholic University of Louvain, Belgium, 1977. Gregor, J.G., and Kothari, K.M., "Effects of Flow Conditioner Location on Orifice Meter Performance," 1992 International Gas Research Conference, pp. 668-679, April 1993. Humphreys, J.S., and Hobbs, J.M., "An Investigation of the Effectiveness of Flow Conditioners," Proceedings of International Symposium on Fluid Flow Measurement, American Gas Association, Arlington, Virginia. November 1986. Harbrink, B., "Header Effects on Gas Flow Profiles", Journal of Flow Measurement and Instrumentation, Vol. 2. No. 1, pp. 34-39, January 1991. Humphreys, J.S., and Hobbs, J.M, "The NEL Installation Tolerant Orifice Plate Package", The 5th International IMEKO-Conference on Flow Measurement, FLOMEKO 1989, VDI Berichte Nr. 768, Germany, pp. 99-106.
Irving, S.J., "Effect of System Layout on the Discharge Coefficients of Orifice Plates-Part 2: Experimental Investigation Into The Effect of Isolated Fittings", BHRA Report RR 1424, British Hydromechanics Research Association, Bedford, England, August 1977. Irving, S.J., "Effect of System Layout on the Discharge Coefficient of Office Plates: Summary of Results", January 1978. Irving, S.J., "Effect of System Layout on the Discharge Coefficients of Orifice Plates-Part 3: Experimental Investigation into the Effects of Bend Combinations", BHRA Report RRI462, British Hydromechanics Research Association, Bedford, England, April 1978, Irving, S.J., "The Effect of Disturbed Flow Conditions on the Discharge Coefficient of Orifice Plates," Inteniational Journal of Heat and Fluid Flow, Vol. 1, No. 1, 1979, pp. 5-11.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
49
Jaumotte, A.J., and Nagel, P.P., "Predetermination of the Relative Error on Flow Coefficient of Orifice Meter In Non-Standard Approach Conditions", 'Transactions of the ASME, Vol. 100, American Society of Mechanical Engineers, New York, March 1978. Jepson, R. and Chipchase, R., "The Performance of a Zanker Type Flow Straightener in Swirling Flow", British Gas Engineering Research Station Report R406, February 1973. Karnik, U., Jones, B., and Studzinski, W., "Orifice Meter Installation Effects: Four-inch Orifice Meter Tests: No Flow Conditioner", 1996. (Also: GRI-96/0384.)
Karnik, U., Jungowski, W. M., and Botros, K.K., "Effect of Turbulence on Orifice Meter Performance", ASME Journal of Offshore Mechanics and Arctic Engineering, Vol. I 1 6, No. 2, 1994, pp. 77-95.
Karnik, U., "A Compact Orifice Meter/Flow Conditioner Package", Third International Symposium on Fluid Flow Measurement, San Antonio, Texas, March 20-22 1995. Karnik, U., and Williamson, I., "Effect of Expanders on Orifice Meter Accuracy", Third International Symposium on Fluid Flow Measurement, San Antonio, Texas, March 20-22, 1995. Karnik, U., Jungowski, W.M., and Botros, K.K., "Effects of Flow Characteristics Downstream of Elbow/Flow Conditioner on Orifice Meter", 9th North Sea Flow Measurement Workshop, Bergen, Norway, October 24, 1991. Kinghorn, F.C., "The Use of Etoile Flow Straighteners with Orifice Plates in Swirling Flow," ASME 79-WAIFM-7, American Society of Mechanical Engineers, New York.
Kinghom, F.C., "Flow Measurement in Swirling or Asymmctric Flow-A Review", Flow-Com 77 Proceeding, Institute of Measurement and Control, Gatton & Kent, England, United Kingdom, 1977, pp. 45-71.
Kinghom, F.C., McHugh, A., and Dyet, W.D., "The Use of Etoile Flow Straighteners with Orifice Plates in Swirling Flow", Joumal of Flow Measuremente and Instrumentation, Vol. 2, No. 3, July 1991, pp. 162-168. Kothari, K.M., Brennan, J.A., and Gorter, J., "Eflect of Tube Bundle Flow Conditioners on Orifice Meter Discharge Coefficients", 1989 International Gas Research Conference. pp. 541-549, April 1990. Laws, E.M., and Ouazzane, A.K., "Compact Installations for Differential Flowmeters", Journal of Flow Measuremment and Instrumentation, Vol. 5, No. 2. April 1994, pp. 87-92. Martin, C.N.B., "Effects of Upstream Bends and Valves on Orifice Plate Pressure Distributions and Discharge Coefficients", International Journal of Heat and Fluid Flow, Vol. 3, No, 3, September 1982, pp. 135-141. Mattingly, G.E., and Yeh, T.T., "Summary Report of NIST's Industry-Government Consortium Research Program on Flowmeter Installation Effects with Emphasis on the Research Period November 1988 - May 1989", NISTIR 4310, National Institute of Standards and Technology, Gaithersburg, Maryland, April 1990. (Also: GRI-90/0197.) Mattingly, G.E., and Yeh, T.T. "Effects of Pipe Elbows and Tube Bundles on Selected Types of Flowmeters", Joumal of Flow Measuremment and lnstrumentation, Vol. 2. No. 1, January 1991, pp. 4-13. Mattingly, G.E., and Yeh, T.T., "Summary Report of NIST's Industry-Govemment Consortium Research Program on Flow Meter Installation Effects with Emphasis on the Research Period May 1999 - February 1990: Tube Bundle Effects", NISTIR 475 1, U.S. Department of Commerce, National Institute of Standards and Technology, Gaithersburg, Maryland, December 1991.(Also: GRI-91/0429.) Mattingly, G.E., and Yeh, T.T, "Summary Report of NIST's Industry-Govemment Consortium Research Program on Flow Meter Installation Effects with Emphasis on the Research Period February - December 1990: TEE, Used as an Elbow Configuration", NISTIR 4753, U.S. Department of Commerce, National Institute of Standards and Technology, Gaithersburg, Maryland, January 1992. (Also: GRI-921023 1.) Mattingly, G.E.. and Yeh, T.T., "Summary Report of NIST's Industry-Government Consortium Research Program on Flow Meter Installation Effects with Emphasis on the Research Period January - September 1991: The Reducer," NISTIR 4779. U.S. Department of Commerce, National Institute of Standards and Technology, Gaithersburg, Maryland, February 1992. (Also: GRI-9210443.) Mattingly, G.E., and Yeh, T.T., "Summary Report of NIST's Industry-Governement Consortium Research Program on Flow Meter Installation Effects: The 45 Degree Elbow," NIST TN 1408, U.S. Department of Commerce, National Institute of Standards and Technology, Gaithersburg, Maryland, September 1994. (Also: GRI-94/0497.) McFaddin, S.E, Sindt, C.F., and Brennan, J.A.. "Optimum Location of Flow Conditioners in a 4-inch Orifice Meter," NIST Technical Note 1330, U.S. Department of Commerce, National Institute of Standards and Technology, Gaithersburg, Maryland, July 1989. (Also: GRI-89/0229.)

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
50
McManus, S.E., Bateman, B.R., Brennan, J.A., Vasquez, I., and Mann, D., 'The Decay of Swirling Gas Flow in Long Pipes", Paper 85-DT-S4, Proceedings of the AGA Operating Section, American Gas Association, Arlington, Virginia, 1985.
Mercenier, Preat. and Wauters, "Flowrate Measurement Using Orifice Plates in Non-Standartized Conditions", Internal Note No. 77251, Catholic University of Louvain, Belgium, 1977. Morrow, T.B., and Park, J.T., "Installation Effects on Orifice Meter Performance", Topical Report to Gas Research Institute, Report No. GRI-93/0054. 1, September 1993. Morrow, T.B., "Orifice Meter Installation Effects: Sliding Vane Test With a 17 D Meter Tube and Alternative Flow Conditioner Designs Downstream of Tee", Technical Memorandum to Gas Research Institute, Report No. MRF-UE-13, May 1994. Morrow, T.B., "Orifice Meter, Installation Effects: Alternative Flow Conditioner Designs Tested in 45 D Meter Tube Downstream of a Tee. and 17 D Meter Tube Downstream of Double Out-Of-Plane Elbows", Technical Memorandum to Gas Research Institute, Report No. MRF-UE- 14, August 1994. Morrow, T.B., "GRI-97-0207, Technical Memorandum, Orifice Meter Installation Effects: Development of a Flow Conditioner Performance Test", December 1997. Morrow, T.B., "GRI-97-0293, Technical Memorandum, "Orifice Meter Installation Effects: Effect of a Variable Spacer Length Between Two 90' Ells Out-of-Plane", February 1998, Morrow, T.B., Park, J.T, and McKee, R.J., "Determination of Installation Effects for a 100 mm Orifice Meter Using a Sliding Vane Technique", Journal of Flow Measurement and Instrumentation, Vol. 2. No. 1. January 1991. pp. 14-20. Morrison, G.L., Panak, D.L., and DeOtte, Jr., R.E., "Numerical Study of the Effects of Upstream Flow Condition upon Orifice Flow Meter Performance", 11th International Conference on Offshore Mechanics and Arctic Engineering, Calgary, Alberta, June 7-11, 1992, pp. 47-52. Morrison, G.L., DeOtte, Jr., R.E., and Beam, E.J., "Installation Effects Upon Orifice Flowmeters", Journal of Flow Measure.ment and Instrumentation, Vol. 3, No. 2, 1992, pp. 89-93. Morrison, G.L., Hall, K., Holst, J., Macek. M., Infe, L., and DeOtte, Jr., R.E., "Upstream Velocity Profile Effects Upon Orifice Flowmeters", Journal of Flow Measurement and Instrumentation, Vol. 5, No. 2, April 1994, pp. 87-92. Murdock, J.W., Foltz, C.J., and Gregory, Jr., C., "Effect of a Globe Valve on Approach Piping on Orifice-Meter Accuracy", ASME Transactions, February 1956, p. 369. Nagel, P.P., and Jaumotte, A.J., "Effect of Disturbances on the Flow Coefficient of a Standardized Orifice Plate: Experimental Study," Thermiques et Aerauliques, Vol. 7E, No. 1, March 1976. Oshima, M., and Koyama, N., "Effect of Upstream Pressure Tapping on Flow Coefficients of Differential Head Type Flow-Meters", ISA, 1981. Reader-Harris, M.J., Sattary, J.A., and Woodhead, E., "The Use of Flow Conditioners to Improve Flow Measurement Accuracy Downstream of Headers", Gas Research Institute Third International Symposium on Fluid Flow Measurement, San Antonio, Texas, March 20-22, 1995. Reader-Harris, M.J., Woodhead, E., Sattary, J.A., and McEwen, D., "Report on Flow Conditions Downstream of Headers," NEL Report to The Header Consortium, Report HCP001 (223/94), National Engineering Laboratory, Glasgow, Scotland, September 1995. Sattary, J.A., "EEC Orifice Plate Programme-Installation Effects", Joumal of Flow Measurement and Instrumentation, Vol. 2, No. 1, January 1991, pp. 14-20. Sattary, J.A., "The Effects of Installations and Straighteners on the Discharge Coefficient of Orifice Plate Flowmeters", NEL Program Report No. 10, National Engineering Laboratory, Glasgow, Scotland. March 1991. Scott, J.L., Sindt, C.F., and Lewis, M.A., "Flow Conditioner Location Effects in Orifice Flowmeters", NIST Technical Note 1356, U.S. Department of Commerce, National Institute of Standards and Technology, Gaithersburg, Maryland, January 1993. (Also: GRI-92/0363.) Shen, J.J.S., and Ting, V.C., "Velocity Profile Measurement in an Orifice Meter Calibration System for Natural Gas," Proceedings of International Symposium on Fluid Flow Measurement, American Gas Association, Arlington, Virginia, November 1986. Sindt, C.F., Brennan, J. A., and McFaddin, S.E., "NBS Research on the Effects of Pipe Roughness and Flow Conditioners on the Orifice Discharge Coefficient", National Bureau of Standards, Boulder, Colorado, 1988. Sindt, C.E, Lewis, M.A., and Brennan, J.A., "Orifice Meter Performance Downstream of a Tube Bundle Flow Conditioner, Elbows and a Tee", NIST Technical Note 1344, U.S. Department of Commerce, National Institute of Standards and Technology, Gaithersburg, Maryland, December 1990. (Also: ORI-90/0343).
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
51
Spearman, E.P., Sattary, J.A., Rcader-Harris, M.J., and Rhodes, F.S., "The Effect of Upstream Installations on Orifice Meter Discharge Coefficients", NEL Flow Measurement Memo: FL/445, National Engineering Laboratory, Glasgow, Scotland, July 1995. Sprenkle, R.E., "Piping Arrangements for Acceptable Flowmeter Accuracy", ASME Transactions, American Society of Mechanical Engineers, New York, July 1945. Studzinski, W., Karnik, U., LaNasa, P., Morrow, T., Goodson, D., Husain, Z.. and Gallagher. J., "White Paper on Orifice Meter Installation Configurations With and Without Row Conditioners (also "Upstream Effects" paper)", API Chapter 14.3, Part 2, Working Group, December 5.1997. Studzinski, W., "Annex 1.0 to White Paper on Orifice Meter Installation Configurations With and Without Flow Conditioners, API Chapter 14.3, Part 2, Working Group", March 8.1998. Studzinski, W., Karnik, U., LaNasa, P, Morrow, T., Goodson, D., Husain, Z., and Gallagher, J., "Revision of ANSI-2530 Oiifice Standard-Basis of Recommended Meter Run Length", 4th International Symposium of Fluid Flow Measurements, Denver, Colorado, June 28-29, 1999. Williamson, I.D., Botros, K.K., and Price, G.R., "Flow Characteristics and Orifice Meter Error Caused by Upstream Headers in Multi-Run Meter Stations", Forum on Fluid Measurement and Instrumentation, ASME FED-Vol. 161, American Society of Mechanical Engineers, New York, 1993, pp. 1-11. 2-A.26 Tomadas de Leitura Allen, C.M., and Hooper, L.J., "Piezometer Investigation", Transaction of ASME, Vol. 54, Paper HYD 51 - 1, American Society of Mechanical Engineers, New York, 1932. Beitler, S.R., "The Flow of Water Through Orifices", Bulletin 89, The Engineering Experiment Station, The Ohio State University, Columbus, Ohio, 1935. Karnik, U., "Effects of Tap Size and Quality On Orifice Meter Performance", North Sea Flow Measurement Workshop, National Engineering Laboratory, Glasgow, Scotland, June 13-18,1994. Oshima, M., and Koyama, N., "Effect of Upstream Pressure Tapping on Flow Coefficients of Differential Head Type FlowMeters", ISA, 1981. Zedan, M.F., and Teyssandier, R.G., "Effect of Errors in Pressure Tap Locations on the Discharge Coefficient of a Flange-Tapped Orifice Plate," Journal of Flow Measurement and Instrumentation, Vol. 1. No. 3, April 1990, pp. 141-148. 2-A.27 Tubos Medidores Stark, S., Foh,.S., Caldwell, S, "White Paper: Orifice Meter Tube Specifications, API Chapter 14.3, Part 2, Working Group," June 1997. Zedan, M.E, and Teyssandier, R.G., 'The Effects of Recesses and Protrusions on the Discharge Coefficient of a Flange-Tapped Orifice Plate," Technical Publication TP-13, Gas Processors Association, Tulsa, Oklahoma, 1985. 2-A.28 Condicionadores de Fluxo Akashi, K., Watanabe, H., and Kenichi, K., "Development of a New Flow Rectifier for Shortening Upstream Straight Pipe Lengths for Flowmeters", Tokyo Flow Symposium, IMEKO, Paper 12b-5, Society of Instrumentation and Control, Tokyo, 1979, pp. 279-284. Delanny, B., and Verstraete, Chr., "The Effectiveness of Perforated Plates in Non-Symmetrical.Flows", Applied Sciences Faculty, Department of Thermodynamics and Turbine Machines, Catholic University of Louvain, Belgium, 1977. Erdal, A., "A Numerical Investigation of Different Parameters That Affect the Performance of a Flow Conditioner", Journal of Flow Measurement and Instrumentation, Vol. 8, No. 2, pp. 93-102. Gallagher, J.E., LaNasa, P.J., and Beaty, R. E., "Development of Gallagher Flow Conditioner," FLOMEKO '94, 7th International Conference on Flow Measurement, National Engineering Laboratory, Glasgow, Scotland, June 1994. Gallagher, J.E., and LaNasa, P.J., "Field Performance of the Gallagher Flow Conditioner", Gas Research Institute Third International Symposium on Fluid Flow Measurement, San Antonio, Texas, March 20-22,1995.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
52
Humphreys, J.S., and Hobbs, J.M. , "An Investigation of the Effectiveness of Flow Conditioners," Proceedings of International Symposium on Fluid Flow Measurement, American Gas Association, Arlington, Virginia, November 1986. P. Jepson, and R. Chipchase, "The Performance of a Zanker Type Flow Straightener in Swirling Flow", British Gas Engineering Research Station Report R406, February 1973. Karnik, U., "Measurements of the Turbulence Structure Downstream of a Tube Bundle at High Reynolds Numbers", ASME Journal of Fluids Engineering, Vol. II 6, No. 4, American Society of Mechanical Engineers, New York, December 1994. pp. 948-855. Karnik, U., "A Compact Orifice Meter/Flow Conditioner Packagc", Third International Symposium on Fluid Flow Measurement, San Antonio, Texas, March 20-22, 1995, Lake, W.T., and Reed, J., "Optimal Flow Conditioner," Paper No. 1.3, North Sea Flow Measurement Workshop, National Engineering Laboratory, Glasgow, Scotland, October 1992. Langsholt, M, and Erdal, A., "Design Parameters for Perforated Plate Flow Conditioners", FLOMEKO '98, June 15-17, 1998. Laws, E.M., and Ouazzane, A.K., "A Further Evaluation of the Vaned Laws' Plate and Its Impact on Future Research", 1997 ASME Fluids Engineering Division Summer Meeting. June 22-26,1997.
Laws, E.M., and Ouazzane, A.K., "The Design of Flow Control Devices," ASME FED-Vol. 221, Forum on Industrial and Environmental Applications of Fluid Mechanics, I 995.
Laws, E.M., and Livesey, J.L., "Flow Through Screens", Annual Review of Fluid Mechanics, Vol 10, Annual Review Inc., Palo Alto, California, 1978, pp. 247-266.
Laws, E.M., "Flow Conditioning - A New Development," Journal of Flow Measurement and lnstrumentation, Vol. 1, No. 3, April 1990, pp. 165-170. Laws, E.M., and Ouazzane, A.K., "Effect of Plate Depth on the Performance of a Zanker Flow Straightener", Journal of Flow Measurement and Instrumentation, Vol. 3, No. 4. October 1992, pp. 257-269. Laws, E.M., and Ouazzane, A.K., "Compact Installations for Orifice Plate Flow Meters", FLOMEKO '94, Seventh International Conference on Flow Measurement, National Engineering Laboratory, Glasgow, Scotland, June 13-17, 1994. Laws, E.M., and Ouazzane, A.K., "Flow Conditioning for Orifice Plate Meters", Gas Research Institute Third International Symposium on Fluid Flow Measurement, San Antonio, Texas, March 20-22,1995. Laws, E.M., and Harris, R., "Evaluation of a Swirl-Vor-Tab Flow Corditioner." Journal of Flow Measurement and Instrumentation, Vol. 4, No. 2, April 1993, pp. 101-108. Mickan, B., and Dopheide, D., "Systematic Investigations of the Efficiency of Flow Conditioners", FLOMEKO '98, June 15-17,1998. Morrow, T.B., and Behring II, K.A., "Effects of Swirl and Velocity Profile Asymmetry on Flow Conditioner Performance for Orifice Meters", 'FLOMEKO '98, June 15-17,1998. Reader-Harris, M.J., and Keegan, W., "Comparison of Computation and LDV Measurements of Flow Through Orifice and Perforated Plates, and Computation of the Effect of Rough Pipework on Orifice Plates", Proceedings of International Symposium on Fluid Flow Measurement, American Gas Association, Arlington, Virginia, November 1986. Scott, J.L., and Lewis, M.A., "Flow Conditioner Tests for Three Orifice Flowmeter Sizes", NIST Technical Note 1367, U.S. Department of Commerce, National Institute of Standards and Technology, Gaithersburg, Maryland, May 1994. (Also: GRI-94/ 0096.)
Scott, J.L., Sindt, C.F., and Lewis, M.A., "Flow Conditioner Location Effects in Orifice Flowmeters", NIST Technical Note National Institute of Standards and Technology, Gaithersburg, Maryland, January 1993.(Also: GRI-92/0363).
Scott, J.L, Sindt, C.F., and Lewis, M.A., and Brennan, J.A., "The Effects of Flow Conditioners and Tap Location on Orifice Flowmeter Performance," NIST Technical Note 1352, U.S. Department of Commerce, National Institute of Standards and Technology, Gaithersburg, Maryland, October 1991. (Also: GRI-91/0229.) Sens, M., and Teule, C., "Etude Théorique et Experimentale d'un Noveau Redresseur d'écoulement", Gaz de France, Paris, France, 1975. Smid, J., "600 mm Orifice Plate Project, Part XIB: Flow Profile Measurements With Flow Straightener", NIST, Boulder, Colorado, and N.V. Nederlandse Gasunie, Groningen, NL, GRI Report No. GRI-88/0374.1I B, December 1988. Smith, C.R., Greco, J.J., and Hopper, P.B., "Low-loss Flow Conditioning for Flow Distortion/Swirl Using Concepts of Passive Vortex Generation Devices", Flow Measurement FLOMEKO, VDI Berichte 768, Germany, 1989, pp. 57-64.
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
53
Smith, C.R., Greco, J.J., and Hopper, P.B., "Low-loss Flow Conditioning Using Concepts of Passive Vortex Generation", Forum on Industrial & Agricultural Applications of Fluid Mechanics, ASME FED-Vol. 86, American Society of Mechanical Engineers, New York, 1989. pp. 59-63. Smith, D.J., "The Effects of Flow Straighteners on Orifice Plates in Good Flow Conditions", Paper 5.3, Proceedings of the International Conference on Flow Measurement in the Mid '80s, National Engineering Laboratory, Glasgow, Scotland, June 1986. Spearman, E.P., Sattary, J.A., and Reader-Harris, M.J., "A Study of Flow Through a Perforated-Plate/Orifice-Meter Package in Two Different Pipe Configurations Using Laser Doppler Velocimetry", Journal of Flow Measurement and Instrumentation, Vol. 2. No. 2. April 1991, pp. 83-88. Spearman, E.P., Sattary, J.A., and Readcr-Harris, M.J., "Comparison of Velocity Profiles Downstream of Perforated Plate Flow Conditioners", FLOMEKO '94, 7th International Conference on Flow Measurement, National Engineering Laboratory, Glasgow, Scotland, June 13-17, 1994. Sprenkle, R.E., "Piping Arrangements for Acceptable Flowmeter Accuracy", ASME Transactions, American Society of Mechanical Engineers, New York. July 1945. Sprenkle, R.E., and Courtright, N.S., "Straightening Vanes for Flow Measurement", Mechanical Engineering, American Society of Mechanical Engineers, New York, 1958, pp. 71-73. Stuart, J.W., "Improvements in Flow Conditioner Design for Orifice Metering", AGA Distribution/Transniission Conference, Orlando, Florida, USA, May 1993. Stuart J.W., Park, J.T., and Morrow, TB., "Experimental Results of an Improved Tube-Bundle Flow Conditioner for Orifice Metering", FLOMEKO '94, 7th International Conference on Flow Measurement, National Engineering Laboratory, Glasgow, Scotland, June 13-17, 1994. Wilcox, P.L., Weberg, T, and Erdal, A., "Short Gas Metering Systems Using K-Lab Flow Conditioners", American Gas Association, 2nd International Symposium on Fluid Flow Measurement, Calgary, Alberta, June 6-8,1990. Zanker, KJ., "The Development of a Flow Straightener for Use with Orifice Plates in Disturbed Flows", Paper D-2, Symposium on Flow Measurement in Closed Conduits, Scotland, 1960. 2-A-29 Poços de Termômetro Dean, H.S., "Indications of an Orifice Meter," American Gas Association Monthly, July-Aug. 1947, P. 340. Goldsmith, P.B., Botros, K.K., and Sawatzky, K.L., "Effect of Thermowell Location on Orifice Meter Accuracy," 1992 lntemational Gas Research Conference, Orlando, Florida, November 16-19, 1992. 2-A.30 Efeitos da Pulsação Botros, K.K., Jungowski, W.M., and Studzinski, W., "On the Transfer Matrix of Orifice Plate with Flow", Noise-Con 88, Purdue University, West Lafayette, Indiana. June 20-22, 1988. Botros, K.K., Jungowski, W.M., and Petela, G., "Response of Gaugeline and DP Transmitter to Flow Pulsation Through Orifice Plate", Spring National Meeting of AlChE, Natural Gas Gathering and Transportation Session #101, New Orleans, March 29 - April 2, 1992. Botros. K.K., Jungowski, W.M., and Petela, G., "Gauge Line Effects and DP Transmitter Response to Flow Pulsation Through Orifice Plate", Journal of Flow Measurement and Instrumentation, Vol. 3, No. 3, July 1992, pp. 130-144. Gajan, P., Mottram, R.C., Hebrard, P., Andriamihafy, H., and Platet, B., "The Influence of Pulsating Flows on Orifice Plate Flowmeters", Journal of Flow Measurement and Instrumentation, Vol. 3, No. 3, July 1992. pp. 118-129. Grenier, P., "Effects of Unsteady Phenomena on Flow Metering" Journal of Flow Measurement and Instrumentation, Vol. 2, N° 1, pp. 74-80, January 1991. Husain, Z.D., and Teyssandier, R.G., "Effect of Flow-Induced Disturbances And The Frequency Response of Pressure Transducers on the Measurement of the Differential Pressure at the Flange Taps", ASME/Winter Annual Meeting, FE-1B Symposium on Differential Pressure Type Fluid Meters, New Orleans, December 1984. This was also published as a GPA Technical Publication TP- 13. Jungowski, W., and Petela, G., "Simulation of the Orifice Gauge Line Effect in Pulsating Flow," Canadian Acoustical Association Conference, Edmonton, Alberta, October 9-10,1991.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
54
Jungowski, W., Studzinski, W., and Szabo, J.L., "Orifice Meter Performance Under Pulsating Flow Conditions", Second International Symposium on Fluid Flow Measurement, Calgary, Alberta, June 6-8,1990. Jungowski, W.M., Botros, K.K., Studzinski, W., and Szabo, J.L., "Measuring the Transmission Characteristics of Pulsating Flows Through Orifice Plates and a Ball Valve", Measuring and Metering of Unsteady Flows - ASME FED-Vol. 40, American Society of Mechanical Engineers, New York, 1986. McBrien, R.K., and Botros, K.K., "The Effect of Flow Pulsations on Mean Pressure Measurements Using Gaugelines", Gas Institute, 3rd International Symposium on Fluid Flow Measurement, San Antonio, Texas, March 20-22, 1995. Studzinski, W., and Bowen, J., "White Paper: Dynamic Effects on Orifice Measurement, API Chapter 14.3, Part 2, Working Group", November 30, 1997. Studzinski, W., Karnik, Geerligs, J., and McBrien, R., "GRI - 97/0378, Final Report. Pulsation Effects on 4-inch Orifice Meter Performance", November 1997. Studzinski, W., Karnik, Geerligs, J., and McBrien, R., "Pulsation Effects on Orifice Meter Performance," FLOMEKO '98, June 15-17, 1998. 2-A.31 Diversos Bean, H.S., "Indications of an Orifice Meter," American Gas Association Monthly, July - August 1947, P. 340. Bean. H.S., "Orifice Flanges", Letter to Paul La Nasa, May 2, 1980. Beitler, S.R., "The Flow of Water Through Orifices", Bulletin 89, The Engineering Experiment Station, The Ohio State University, Columbus, Ohio, 1935. Bosch, M., Grenier, P., Hebrard, P., and Klein, M., "Fundamental Study on the Flow Metering of Gases Using an Orifice Meter," 1992 International Gas Research Conference, April 1993, pp. 746-758. Bosch, M., Donat, D., Strzeleck, A., Gajan, P., and Malard, L., "Study of Flows Encountered on Gas Networks and Their Influence on Flow Metering" 1994 World Gas Conference, June 1994. Botros, K.K., Studzinski, W., and Barg, P., "Results of Nova's Gas Metering Research," Canadian Gas Association, Measurement School, Vancouver, May 26-29,1992. Bower, J.R., "Backward Orifice Plate Causes Major Gas Flow Measurement Error," Oil & Gas Journal, Vol. 93, No. 33, August 14, 1995, pp. 43-33. Brennan, J.A., McFaddin, S.E., Sindt, C.F, and Kothari, K.M., "Influence of Swirling Flow on Orifice and Turbine Flowmeter Performance," Journal of Flow Measurement and Instrumentation, Vol. 1. No. 1, October 1989. pp. 9-14. Davis, R.W., and Mattingly, G.E.. "Numerical Modeling of Turbulent Flow Through Thin Orifice Plates", National Bureau of Standards, Gaithersburg, Maryland, 1977. DeOtte, Jr. R.E., Morrison, G.L., Panak, D.L., and Nail, G.H.. "3-D Laser Doppler Anemometry Measurements of the Axisymmetric Flow Field Near an Orifice Plate", Journal of Flow Measurement and Instrumentation, Vol. 2. No. 2, pp. 115-123, 1991. Durst, F., and Wang, A.B., "Experimental and Numerical Investigations of the Axisymmetric, Turbulent Pipe Flow Over a Wall Mounted Thin Obstacle", Seventh Symposium on Turbulent Shear Flows, Proceedings, Vol. 1. Stanford University, California, August 21-23, 1989, pp. 10.4.1-10.4.6. Gajan, P., Hebrard, P., Millan, P., Giovannini, A., Al-Isber, A., Strzelecki, A., and Trichet, P., "Basic Study of Flow Metering of Fluids in Pipes Containing an Orifice Plate", Final Report, Gas Research Institute Contract No. 5086-271-1412, 1991. Gallagher, J.E., and Beaty, R.E., "Orifice Metering Research - A User's Perspective", Paper No. 1.2. North Sea Flow Measurement Workshop, National Engineering Laboratory, Glasgow, Scotland, October 1992. Ghazi, H.S., "A Pressure Index for Predicting the Effect of Flow Profiles on Orifice Meter Performance", ASME Journal of Basic Engineering, American Society of Mechanical Engineers, New York, pp. 93-100. Gorter, J., "Investigation of the Flow Coefficient of a 600 mm Orifice Plate," 1989 Intemational Gas Research Conference, pp. 334-343, April 1990. Husain, Z.D., "The Effects of Abnormal Conditions of Orifice Meters", ISHM. Kinghom, F.C., "Flow Measurement in Swirling or Asymmetric Flow-A Review," Flow-Con 77 Proceedings, Institute of Measurement and Control, Gatton & Kent, England, 1977, pp. 45-71. Langsholt, M., and Thomassen, D., "The Computation of Turbulent Flow Through Pipe Fittings and the Decay of the Disturbed Flow in a Downstream Straight Pipe", Journal of Flow Measurement and Instrumentation, Vol. 2. No. 1, pp. 45-55, January 1991.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
55
Laufer, J., The Structure of Turbulence in Fully Developed Pipe Flow, NACA Report 1174, 1954. McConaghy, B.J., Bell, D.G., and Studzinski, W., "How Orifice Plate Condition Affects Measurement Accuracy", Pipeline Industry, December 1989, pp. 21-26. McLaughlin, D.K.. and Tiedernun, W.G., "Biasing Conrrection for Individual Realization of Laser Anemometer Measurement in Turbulent Flows", 77th Physics of Fluids, Vol. 16, pp. 2022-2088. Mittal, R.C., and Sharma, P.K., "Numerical Solution of a Viscous Incompressible Flow Problem Through an Orifice," Applied Scientific Research, Vol. 44, 1987, pp. 361-.375. Morrison, G.L., "3-D Laser Anemometer Study of Compressible Fluid Flow Through Ofifice Plates", Final Report to Gas Research Institute (September 1986 - December 1992), GRI Report No. GRI-93/0314, Chicago, April 1993. Morrison, G.L., Planak, D.L., DeOtte, Jr., R.E., and Nail, G.H., "The Flow Fields Inside an Orifice Flow Meter," Chemical Engineering Progress, July 1990, pp. 75-80. Morrison, G.L, DeOttc, Jr., R.E., Moen, M., Hall, K.R., and Holste, J.C., "Beta Ratio, Swirl, and Reynolds Number Dependence of Wall Pressure in Orifice Flowmeters", Journal of Flow Measurement and Instrumentation, Vol. 1, No. 5, 1990, pp. 279-277. Morrison, G.L., DeOtte, Jr., R.E., Nail, G.H., and Panak, D.L., "Mean Velocity Field and Turbulence Characterization of the Flow in an Orifice Flow Meter," Fourth International Conference on Laser Anemometry, Advances and Applications, Cleveland, Ohio, Published in Laser Anemometry Advances and Applications, 1991 by ASME, Edited by A. Dybbs and B. Ghorashi, August 1991.
Morrison, G.L., Johnson, M.C., and Tatterson, G.B., "3-D Laser Anemometer Measurements in a Labyrinth Seal", Transactions of the ASME, Journal of Engineering for Gas Turbines and Power, Vol. 113, N° 1, January 1991, pp. 119-125.
Morrison, G.L., Johnson, M.C., Swan, D.H., and DeOtte, Jr., R.E., "Advantages of Orthogonal and Non-Orthogonal 3-Dimensional Anemometer Systems", Journal of Flow Measurement and Instrumentation, Vol. 2, No. 2, April 199 1, pp. 89-97.
Nail, G.H., "A Study of 3-Dimensional Flow Through Orifice Meters," Ph.D. Dissertation, Texas A&M University, College Station, Texas, May 1991.
Norman, R.S., Mattingly, G.E., and McFaddin, S.E., "Decay of Swirl in Pipes", 1989 International Gas Research Conference, April 1990, pp. 312-321.
Panak, D.L., "3-D Laser Doppler Velocimetry Study of Incompressible Flow Through an Orifice Plate," M.S. Thesis, Texas A&M University, College Station, Texas, May 1990.
Patel, B.R., and Sheikholesiami, Z., "Numerical Modeling of Turbulent Flow Through Orifice Meters", Topical Report to Gas Research Institute, Report No. GRI-87/0315, March 1988.
Reader-Harris, M.J., and Sattary, J.A., "The Orifice Plate Discharge Equation", Journal of Flow Measurement and Instrumentation, Vol. 1, January 1990.
Shen, J.J.S., and Ting, V.C., "Velocity Profile Measurement in an Orifice Meter Calibration System for Natural Gas", Proceedings of International Symposium on Fluid Flow Measurement, American Gas Association, Arlington, Virginia, November 1986.
Shen, J.J.S., and Ting, V.C., "Accuracy in Field Flow Measurement of Unprocessed Natural Gas", 1992 International Gas Research Conference, April 1993, pp. 723-732.
Shen, X., Yan, Y., Gao, J., and Ding, Z., "Turbulent Velocity Measurements in Orifice Pipe Flow with an Improved On-Axis 2-D LDV System", Fourth International Symposium on Applications of User Anemometry to Fluid Mechanics, Instituto Superior Técnico, Av. Rovisco Pais, 1096 Lisboa Codex, Portugal, July 1988.
Steenbergen, W., and Voskamp, J., "'The Rate of Decay of Swirl in Turbulent Pipe Flow," Journal of Flow Measurement and Instrumentation, Vol. 9 (1998). pp. 67-78,
Studzinski, W., Williamson, I., Jungowski, W., Botros, K., Sawchuk, B., and Strom, V., "NOVA's Gravimetric Meter Prover and Sonic Nozzle Facility." Canadian Gas Association, Measurement School, 1994.
Tennekes, H., and Lumley, J.L., A First Course in Turbulence, 12th ed., The MIT Press, Cambridge, Mass. and London, England, 1972, pp. 74-75.
Terrell, C.E., and Bean, H.S., (Editors), AGA Gas Measurement Manual, "Chapter X-Design of Meter and Regulator Stations", American Gas Association, Inc., 1963.
Teyssandier, R.G., and Husain, Z.D., "Experimental Investigation of an Orifice Meter Pressure Gradient", ASME Journal of Fluids Engineering, Vol. 109, No. 2, June 1987, pp. 144-148.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
56
Teyssandier, R.G., and Wilson, Jr., M.P., "The Paradox of the Vena Contracta", ASME Paper 73-WA/FM-9, American Society of Mechanical Engineers, New York, December 1973.
Williamson, I.D., "Changes in Flow Through a Meter Station During Orifice Plate Changes", Proceedings of the Sixth International Conference on Flow Measurement (FLOMEKO '93), Seoul, Korea, 1993.
Williamson, I.D., Sawchuk, B.D., and Karnik, U., "The NOVA Meter Prover," Gas Research lnstitute, Third International Symposium on Fluid Flow Measurement, San Antonio, Texas, March 20-22, 1995.
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
57
ANEXO 2B – DIRETRIZES PARA A INSPEÇÃO
DE MEDIDORES DE ORIFÍCIOS Observação: Este anexo, não é parte desta norma, está incluso apenas para efeito de
informação.
O guia a seguir tem como objetivo fornecer as diretrizes para preparar um checklist de inspeção de um medidor de orifícios. O guia foi feito de tal maneira que se pode alcançar uma uniformidade no que vai ser inspecionado. O formato do checklist foi deixado para que o usuário possa escolher o que mais se adapta à sua empresa. Embora todos os itens listados nem sempre são exigidos em todas as inspeções, o checklist tem que apresentá-los na totalidade.
Observe que o guia pode não incluir todas as informações necessárias que um determinado usuário precise. A informação relacionada no presente guia proporciona o mínimo de informação necessária para avaliar a qualidade do medidor e da chapa de orifício no instante da inspeção. I. Cabeçalho
A. Nome da Empresa B. Data da inspeção C. Localização da tubulação D. Direção do Fluxo E. Nomes dos inspetor(es) e das testemunha(s) F. Qualquer outra informação necessária
II. Informações Gerais
A. Número de série B. Diâmetro nominal da tubulação C. Fluido medido, gás ou liquido (especificar o nome) D. Limitações do coeficiente β
III. Tubo Medidor
A. Tipo do retentor do orifício: com adaptador ou flangeado: câmara simples ou dupla
B. Fabricante C. Número de serie D. Palhetas Retificadoras? Sim ou não; se sim
1. Tipo de palheta 2. Como é presa? Rebite? Solda? Ou flangeada? 3. Dimensões 4. Especificações de qualidade e de dimensões, de acordo com o Capitulo 14.3,
Parte 2, certo ou errado E. Tipo de Medidor: tubo simples ou tubos múltiplos
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
58
F. Tipo de Instalação – (veja Fig. 2-6 e Tabela 2-7 ou 2-8) G. Dimensões
1. Comprimento (veja Fig. Fig. 2-6 e Tabela 2-7 ou 2-8) 2. Diâmetros a montante e a jusante (pelo menos quatro medições de cada
lado) a. Tomada de pressão a montante (calcule também a média destes valores) b. Tomada de pressão a jusante c. Primeira conexão da tubulação d. Segunda conexão da tubulação
H. Temperatura da tubulação no instante da Medição I. Qualidade do tubo medidor; limpeza e medição da rugosidade a montante e a
jusante J. Diâmetro interno médio do tubo a 68o F, nominal ou conforme marcação no
próprio tubo K. Diâmetro interno do tubo, a ser usado para cálculos e processamento de dados
IV. Tomada de Pressão A. Orientação da conexão do transdutor da pressão primária (observando de dentro
para fora do tubo medidor) B. Localização da conexão do transdutor de pressão estática: a montante, a jusante ou
nenhum C. Quantidade de conexões de pressão diferencial D. Dimensões da tomada de pressão: 3/8 de polegada, ½ polegada ou outros E. Medição da distância da linha de centro do orifício da tomada até a superfície da
chapa de orifício F. Condição da borda do orifício da tomada no diâmetro interno do medidor G. Distribuidor: manufaturado ou produzido no campo, totalmente vazado ou semi
vazado; três válvulas, cinco válvulas ou outros H. Comprimento eixo padrão V. Outros Instrumentos A Medidores de dados a serem usados em outras conexões de tomadas feitos para o
tubo medidor: tamanho, localização e orientação B Verificador de temperatura: tipo e localização C Densímetro: Fabricante e Tipo; inserção ou amostra da linha; tamanho; localização:
interna ou externa D Coletor de Amostras: Fabricante e Tipo; tamanho da amostra da linha; localização:
interna ou externa E Composição e Analisadores de Energia: Tipo; tamanho da amostra da linha;
localização: interna ou externa VI. Tipo de centralização da chapa de orifício A. Flange: alinhamento da chapa (pinos, macho/fêmea, outros ou nenhum) B. Adaptador
1. Medição da borda da chapa até a parede do tubo, no lado da tomada de pressão primària

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
59
2. Medição da borda da chapa até a parede do tubo, no lado oposto da tomada de pressão
3. Metade da diferença entre itens 1 e 2 acima 4. Medição da borda da chapa até a parede do tubo perpendicular à tomada
primária 5. Medição da borda da chapa até a parede do tubo oposta à Medição do item 4
acima 6. Metade da diferença entre itens 4 e 5 acima
VII. Teste de Vazamento do Adaptador de Orifício (Depois dos Testes Hidráulicos) A. Medição da largura do assentamento B. Medição da largura do lacre de vedação C. Diferença entre itens A e B acima D. Resultados do Teste de vazamento da tomada de pressão E. Resultados do Teste de vazamento do desvio da chapa F. Tipos de lacre e material de construção VII. Inspeção da Chapa de Orifício A. Tipo da Chapa B. Material de Construção C. Fabricante D. Diâmetro a 68o F estampado (nominal) E. Borda afiada ou sem fio F. Aplainamento da Chapa: Chapa plana ou dobrada. O inicio da medida é referente ao
aplainamento G. Medição da rugosidade da superfície da Chapa H. Algum filme de superfície especial para chapas removido recentemente? I. Medição com micrômetro de pelo menos quatro diâmetros internos do furo do
orifício J. Valor médio das medidas do item I acima K. Medição da espessura da chapa L. Outros dados pertinentes para a identificação M. Temperatura na qual a chapa foi medida N. Nome do(s) Inspetor(es) e da(s) Testemunha(s) e data, se não forem os mesmos do
tubo medidor. O. A chapa está chanfrada ou não? Ângulo do chanfro?

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
60
ANEXO 2C –TESTES ESPECIFICO DE CALIBRAGEM DE INSTAL AÇÃO Observação: Este anexo é parte integrante desta norma técnica.
Testes de calibragem de instalação podem ser realizadas para um medidor de orifício com uma montagem especifica, a montante, com ou sem um condicionador de fluxo, localizado em uma posição definida dentro do medidor.
Para os testes de instalação a serem realizados em instalações reais no campos e se os valores do coeficiente de descarga dos dados do teste estiverem dentro de limites de incerteza (± 2σ) de 95 % do nível de confiabilidade da Equação RQ, a equação RQ pode ser usada para calcular a vazão do fluxo através do medidor. Se os resultados do teste variarem acima dos limites de incerteza de ± 2σ, os resultados reais do Teste devem ser usados, como uma função do n.o de Reynolds para cálculo do fluxo através do medidor.
Para um teste de instalação em um local diferente da localidade real, a Calibragem de Linha-Base (Seção 2-C.1) e o Teste de Calibragem (Seção 2-C.2) devem ser usados. A Calibragem de Linha-Base deve ser realizada com um tubo medidor que esteja de acordo com as tolerâncias mecânicas especificadas na seção 2.5. De preferência, o teste de linha-base e o teste de calibragem devem ser realizados com números de Reynolds semelhantes e com quocientes β também semelhantes, e o comprimento da linha como o usado na aplicação prática no campo. Se os valores do coeficiente de descarga do teste de Calibração desviarem daqueles da linha-base por mais da metade do limite de incerteza da equação de RG, os dados de calibragem, como uma função do número de Reynolds devem ser usados para calcular a vazão do fluxo através do medidor. Se os valores do coeficiente de descarga do teste de calibração estiverem dentro da metade do limite de incerteza de 95% do grau de confiabilidade da equação de RG, então a equação de RG pode ser usada para calcular a vazão do fluxo através do medidor. Se o tamanho real da linha e/ou a ordem de grandeza do número de Reynolds em que a linha opera, não puderem ser alcançados nas instalações do teste, o critério para o teste e a organização para os testes de linha-base e da calibração de instalação são descritos a seguir:
O texto a seguir trata das diretrizes e critérios de aceitação para Testes Específicos de Calibragem de Instalação: a. Para linha maiores do que 10 polegadas, um medidor de 10 polegadas pode ser
testado para averiguar o efeito da instalação; mas as instalações-teste devem manter uma similaridade geométrica com as instalações reais de campo.
b. Para linhas cujo tamanho é menor ou igual a 10 polegadas, é melhor que o teste seja realizado no tamanho verdadeiro da linha. Para linhas de tamanho entre 6 e 10 polegadas: 6 polegadas ≤ Dn ≤ 10 polegadas, o teste pode ser realizado em uma linha um ponto menor do que o tamanho real da linha verdadeira no campo.
c. Para uma instalação geometricamente similar com vários tamanhos de linha, os resultados de testes de linha-base e de calibração de linhas de 4 e de 8 polegadas podem ser usados para todos os tamanhos de linha.
d. Para o teste de uma instalação onde não se conseguiu atingir o número de Reynolds, os testes devem ser realizados usando-se dois números de Reynolds diferentes. O teste de Reynolds com números baixos devem variar de 104 até 5 X 105 e o teste com os números de Reynolds elevados devem ser acima de 106 A relação entre os números de Reynolds altos e baixos deve ser de no mínimo 5. Entretanto no teste

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
61
com um condicionador de fluxo instalado, a ordem de grandeza dos números de Reynolds e se a razão entre eles, tiverem de ser determinadas de acordo com as regras especificadas no teste de sensibilidade dos números de Reynolds do Anexo 2-D, os resultados do teste são válidos para qualquer aplicação do número de Reynolds.
e. Se o maior número de Reynolds que for atingido durante o teste for menor que 106, a validade dos resultados do teste estarão limitados ao maior número de Reynolds encontrado durante os testes.
f. Se a mesma instalação é para ser usada por chapas com vários coeficientes β, os testes devem ser realizados para as chapas do maior e do menor dos coeficientes β. Se os resultados para ambos os testes forem válidos, então todo o intervalo entre esses dois coeficientes β é válido.
g. Se algum dos resultados para algum dos coeficientes β (alto ou baixo) não conseguir atingir o desempenho necessário, os resultados positivos serão limitados ao resultado da chapa com o coeficientes β aprovado, ou novos limites podem ser estabelecidos, realizando-se testes adicionais.
2- C.1 CALIBRAGEM DA LINHA-BASE
Uma calibragem da linha-base deve ser realizada usando-se o mesmo orifício da chapa que será usado no teste da calibragem da instalação. a. A calibragem da linha-base deve ser realizada com aproximadamente o mesmo
valor do Número de Reynolds que o do teste de calibragem da instalação. b. O coeficiente β para o teste deve ser o mesmo do que o da placa de orifício do teste
da instalação. c. A calibragem da linha-base deve ser realizada usando-se um tubo medidor com um
comprimento mínimo de fluxo reto de 70 Dn . O fluxo na entrada do tubo medidor não pode estar com turbilhonamento (ângulo de turbilhonamento menor que 2o).
d. Linhas-base com diâmetros de grandes dimensões (16 e 24 polegadas) podem dificultar os testes devido a limitações de espaço na maioria do laboratórios Uma configuração alternativa da linha-base com no mínimo 45 Dn e um condicionador de fluxo Sprenkle superdimensionado é aceitável. O projeto do condicionador de fluxo Sprenkle superdimensionado deve estar de acordo com o especificado na Nota Técnica NIST 1264 ou com a ISO 5167 e um NPS maior.
e. Para se certificar de que a configuração mecânica de linha-base é válida, os valores de linha-base Cd devem estar dentro do intervalo de confiança de 95% para a Equação RG.
f. Para minimizar os efeitos de erros sistemáticos da instrumentação, o mesmo equipamento deve ser usado tanto no Teste de Linha-Base quanto no teste da Calibragem.
2- C.2 TESTE DE CALIBRAGEM
Se possível, o teste deve ser realizado no linha verdadeira. Se o teste for realizado em uma outra linha, a mesma qualidade do tubo medidor deve ser usada. O dispositivo de teste deve duplicar o adaptador da tubulação ou a instalação imediatamente a montante da chapa de orifício, incluindo a localização do condicionador de fluxo, se este estiver

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
62
sendo usado. Também deve ser duplicada toda a instalação existente a 5 Di a jusante da chapa de orifício. Qualquer adaptador de tubulação ou mudança na tubulação da instalação de campo que estiver dentro do intervalo de 25 Di a montante da instalação que estiver sendo testada, também deve ser duplicada para o teste de calibragem. Qualquer tubulação que estiver a montante do local do teste deve conter um condicionador de fluxo, i.e., um Retificador de Fluxo com um Feixe de 19 Tubos Uniformes e Concêntricos de 1998 e tem que estar a uma distância mínima de 30 Di da entrada da instalação que estiver sendo calibrada pelo teste. O medidor de orifício deve ser calibrado em no mínimo quatro Números de Reynolds diferentes, sendo que um deles deve estar a ± 5% do mínimo e outro a ± 5% do máximo dos limites dos número de Reynolds da linha-base do teste. O medidor deve ser testado para o coeficiente mínimo e máximo β das chapas que serão usadas no campo. O coeficiente β do diâmetro na instalação de campo ficará restrita aos valores máximos e mínimos do coeficiente β do teste de calibragem. Se as variações (Cd) dos dados do coeficiente de descarga da linha-base estiverem dentro da metade dos limites de incerteza ± 2σ da Equação RG, como definido na API MPMS Capítulo 14.3, Parte 1, a vazão do fluxo real pode ser calculada pela equação RG. Se o (Cd) estiver além da metade dos limites de incerteza ± 2σ da equação de RG, os dados para a calibragem do coeficiente de descarga (Cd), como uma função do número de Reynolds deve ser usado para calcular a vazão do fluxo através do medidor.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
63
ANEXO 2D – ENSAIO DE DESEMPENHO DO CONDICIONADOR DE FLUXO Observação: Este anexo é parte integrante desta norma técnica.
O objetivo dos ensaios de desempenho para um condicionador de fluxo é provar que o material testado atinge os critérios de desempenho dentro dos limites de tolerância especificados para qualquer tipo de instalação de tubulação a montante do medidor de orifício em um tamanho de linha e para um intervalo estreito de números de Reynolds (Teste D1) e para todos os tamanhos de linha e números de Reynolds (Teste D2). Este objetivo é mais abrangente do que o do Teste de Calibragem (Anexo 2 –C ) que se refere apenas a um tipo específico de instalação de interesse do usuário.
Os dois os tipos de Ensaio de Desempenho contém os seguintes procedimentos em comum: Ensaio 1: Calibragem de Linha-Base - avaliação do desempenho das instalações do teste. Ensaio 2: Boas condições do Fluxo – Impacto do teste de avaliação do condicionador de fluxo no perfil da velocidade totalmente desenvolvida Ensaio 3: Dois joelhos de 90 graus em planos perpendiculares – Testando o comportamento do desempenho de um condicionador de fluxo em uma combinação de um discreto turbilhonamento (no máximo 15 graus de angulo de turbilhonamento) e um perfil de velocidade assimétrico. Ensaio 4: Válvula de gaveta 50% fechada – ensaio para avaliar o desempenho de um condicionador de fluxo em um perfil de velocidades extremamente assimétrico Ensaio 5: Alto turbilhonamento – ensaio para verificar o desempenho do condicionador de fluxo em fluxos com turbilhonamento elevado (grau de turbilhonamento de mais de 25 graus de angulo)
As instalações de linha-base têm que estar de acordo com os critérios especificados abaixo e os resultados dos Ensaios 2 até o 5 serão avaliados de acordo com o desvio padrão (∆Cd) entre o coeficiente de descarga medido e o coeficiente de descarga de linha-base, no mesmo coeficiente β e no mesmo número de Reynolds.
Há dois tipos de ensaios de desempenho para condicionadores de fluxo: D1. Teste de Aplicação – Aprova o uso de um condicionador de fluxo para qualquer
tipo de instalação, entretanto, apenas para o tamanho de linha testado e para um intervalo restrito de números de Reynolds, associados ao valor do coeficiente β e da pressão usada no teste.
D2. Teste de Aprovação - Aprova o uso de um condicionador de fluxo para qualquer tipo de instalação, qualquer tamanho de linha e qualquer número de Reynolds. Uma aprovação tão ampla das aplicações do condicionador de fluxo, implica em que haja um bom desempenho nos Ensaios de 1 a 5 dentro dos intervalos dos parâmetros mencionados nas equações 2 - D.A e 2 - D.B:
10 4 ≤≤≤≤ Re1 ≤≤≤≤ 10 6 e Reh ≥≥≥≥ 10 6 (2-D.A)
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
64
a) para coeficiente β = 0.67 => f (Re1) - f (Reh) ≥ 0.0036 ou b) para coeficiente β = 0.75 => f (Re1) - f (Reh) ≥ 0.0030
Re1 é o número de Reynolds baixo e Reh é o número de Reynolds alto f é o fator de fricção obtido de (i) ou de (ii)
(i) a equação de Colebrook – White
lNf = 1.74 – log 10 l 6.3 Ra lD + 18.7 / (ReD √ f ) l.
(ii) o Diagrama Moody Ra é a rugosidade média absoluta do tubo medidor.
D1 ≤≤≤≤ 4 polegadas e Di ≥≥≥≥ 8 polegadas (2-D.B)
A seguinte seleção de ensaios deve ser realizada:
Ensaio a) Perturbação. Ensaios 1 a 5 para um intervalo de número de Reynolds e para um diâmetro de tubulação selecionado de (2-D.A) e de (2-D.B). A seqüência completa da seleção do coeficiente β está definida na seção 2-D1. Ensaio b) Descamação. Ensaio 1 e um dos Ensaios 3 até o 5, devem ser realizados usando-se dois tamanhos de tubos (de preferência, um dos tamanhos deve ser o mesmo tamanho que foi usado no Ensaio a), selecionados de dois intervalos de diâmetros em (2-D.B). Cada um dos tamanhos de tubos deve ser levado ao mesmo número de Reynolds (de preferência aquele do Ensaio a) ou a um número de Reynolds escolhido em um dos intervalos apresentados em (2-D.A). Para verificar o descamamento, os resultados dos dois tamanhos de tubos devem mostrar que, em ambos os casos, o condicionador de fluxo está de acordo com os critérios de desempenho para os mesmos comprimentos de medidor de tubos UL e UL2. A escolha do coeficiente β deve estar de acordo com os procedimentos descritos na seção 2 – D.1 Ensaio c) Analise de Sensibilidade do Número de Reynolds: Ensaio 1 e um dos Ensaios de 2 a 5 devem ser realizados e de preferência com tubulação com uma das mesmas dimensões que foram usadas no Ensaio b), e em 2 números de Reynolds selecionados para um determinado diâmetro de tubulação e uma determinada rugosidade da tubulação, de tal sorte que a condição (2-D.A) é satisfeita para somente β = 0.67; β = 0.75 também pode ser usado, se desejado.
Exemplo: Um laboratório decide usar tubulação hidraulicamente lisa e seleciona Reh
= 1.02 x 10 6. No número de Reynolds, o diagrama de Moody fornece f (Reh) = 0.0116. O Teste de sensibilidade do número de Reynolds será efetuado com β = 0.67; desta maneira, f (Re1) = f (Reh) + 0.0036 = 0.0116 + 0.0036 = 0.0152. Esse valor do fator de fricção corresponde a Rei = 2.31 x 10 5 para um tubo liso no Diagrama de Moody. Os testes podem ser realizados na mesma instalação porque Reh / Rei = 4.4 não irá resultar em uma pressão diferencial excessivamente alta nem em uma pressão diferencial excessivamente baixa na chapa do orifício.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
65
A seleção de dois números de Reynolds para o ensaio c) implica no uso de uma fórmula implícita ou no diagrama de Moody e pode resultar em um número de Reynolds tão baixo quanto 4, para instalações trabalhando com líquidos como em valores tão altos quanto 10, para instalações trabalhando com gases em alta pressão.
Se o número de Reynolds selecionado no ensaio a) for igual ou maior do que 3 X 10 6., e o fabricante ou o usuário do condicionador de fluxo estiver buscando um aprovação para aplicações na faixa de Re 3 X 10 6., então não é necessário realizar o ensaio c).
Nos dois tipos de ensaios de desempenho, o uso do condicionador de fluxo está restrito àquelas localidades onde o ∆Cd do condicionador de fluxo testado é a metade dos limites de incerteza ± 2σ da equação RG.
Um teste de instalação e/ou de condicionador de fluxo devem ser realizados para valores de comprimento do tubo medidor e/ou localização do condicionador do fluxo que são apropriados para instalação. Se desejado, um teste de condicionador de fluxo fixo ou deslizante, pode ser realizado para um conjunto de localizações de condicionadores de fluxo e para um ou mais comprimentos de tubo medidor. 2 - D.1 Coeficiente ββββ de Orifício
É sabido que a instalação de condicionadores de fluxo é eficiente para remover turbilhonamentos de um fluxo de corrente, então é possível limitar os valores dos coeficientes β usados em testes de desempenho. Entretanto se o turbilhonamento não é removido pela instalação do condicionador de fluxo, seria um engano ou um erro confiar em apenas um valor de β para calibrar toda a instalação e avaliar o desempenho do condicionador de fluxo. Recomenda-se que o ensaio 3 ou o ensaio 5 sejam realizados inicialmente para β = 0.40 e para β= 0.67. Se os valores de ∆Cd para ambos os valores de β forem desprezíveis, ou se ∆Cd variar aproximadamente de β3.0 a β4.0, podemos concluir que o turbilhonamento no tubo medidor não é de influência significativa. Nesse caso, recomenda-se que a outra instalação, ou que ensaios de desempenho do condicionador de fluxo sejam realizados para o valor de β = 0.67. Se a instalação ou o condicionador de fluxo forem aprovados no ensaio para β = 0.67, a experiência demonstra que também serão aprovados em ensaios para valores menores de β. Se o condicionador de fluxo for aprovado no ensaio para β = 0.67, também poderá ser testado para um valor maior de β, se desejado.
Se os efeitos do turbilhonamento não forem retirados pela instalação e/ou pelo condicionador de fluxo com β = 0.40 e com β = 0.67, o ensaio 3 e o ensaio 5 terão que ser realizados para todo o intervalo de valores de β entre β = 0.20 e β = 0.75 2 – D.2 Comprimento do Tubo Medidor e Localização do Condicionador de Fluxo
Alguns condicionadores de fluxo que foram projetados para operar com um determinado padrão de medidor de fluxo, podem ser readaptados a tubos medidores já existentes. Nestes casos, o condicionador de fluxo deve ser instalado na localização apropriada e o seu desempenho avaliado em um tubo medidor de comprimento apropriado. Se o tubo medidor de campo foi projetado de acordo com a API MPMS 14,3, Part. 2, 1992 revisão, Figura 2-5 – “Válvula de Fluxo do Tubo Medidor Parcialmente Fechada”, o desempenho do condicionador do fluxo deve ser avaliado em um tubo medidor com um comprimento de fluxo de corrente de 17 Di e com um condicionador de fluxo localizado a UL2 = 7.5 Di a montante da placa de orifício. Se o

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
66
tubo medidor de campo for projetado de acordo com a norma ISO 5167, o desempenho do condicionador de fluxo deve ser avaliado em um tubo medidor com um comprimento de fluxo de corrente de 45 Di e com um condicionador de fluxo localizado a UL2 = 7.5 Di a montante da chapa de orifício. Alternativamente, se o tubo medidor de campo for significativamente maior que o comprimento mínimo recomendado (i.e., algumas empresas de transmissão de gás natural têm tubos medidores com um comprimento de UL = 25 Di a.29 Di e instalam um tubo retificador com um feixe de palhetas a UL2 = 12 Di, a montante da chapa de orifício), o ensaio de desempenho deve ser realizado com as mesmas condições de instalação.
O ensaio de desempenho do condicionador de fluxo pode ser realizado, se desejado, para mais de um comprimento de tubo medidor e para mais de uma localização do condicionador de fluxo 2-D.3 – Ensaio 1: Calibragem de Linha-Base
Uma calibragem de linha-base deve ser realizada usando-se as mesmas chapas de orifício e os mesmos coeficientes β que serão usados na aplicação ou nos tensaios de aplicação ( D1 ou D2). a. A calibragem de linha-base deve ser realizada usando-se um tubo medidor com
comprimento mínimo de fluxo de corrente retificada de 70 Di. O fluxo desde a entrada até tubo medidor de 70 Di deve ser livre de turbilhonamento (menos de 2 graus no ângulo de turbilhonamento)
b. Linhas-base que possuem tubulação de grandes diâmetros (16 polegadas e 24 polegadas) podem ser difíceis de construir em virtude de limitação de espaço na maioria do laboratórios. Nestes caso, é aceitável como alternativa, uma configuração com um mínimo de 45 Di e um condicionador de fluxo Sprenkle superdimensionado. O condicionador de fluxo Sprenkle superdimensionado deve ser projetado de acordo com o especificado Nota Técnica NIST 1264, ou na ISO 5167 e ser um NPS maior.
c. Para se confirmar que a configuração mecânica desta linha-base é válida, os valores Cd da linha-base devem ficar dentro dos 95% do intervalo de confiança da equação RG.
d. Para minimizar a tendência de erros dos instrumentos, deve-se usar os mesmos equipamentos de medição que foram usados nos ensaios de medição da linha-base e nos ensaios 2 a 5.
2-D.4 – Ensaio 2: Boas Condições de Fluxo.
Esse ensaio é recomendado para demonstrar que a instalação ou o condicionador de fluxo não degradaram o desempenho do tubo medidor para condições de fluxo (da linha-base) inferiores àquelas que seriam consideradas como boas. O comprimento do tubo medidor, a montante do fluxo da corrente, ou a localização do condicionador de fluxo podem ser especificados como apropriados para uma instalação de retro-encaixe. Por outro lado, um teste de condicionador de fluxo em posição fixa ou deslizante pode ser realizado. 2-D.5 – Ensaio 3: Dois Joelhos de 90 Graus em Planos Perpendiculares.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
67
Este ensaio certifica que a instalação ou o condicionador de fluxo pode remover quantidades normais de turbilhonamento e apresentar bom desempenho em uma instalação com dois joelhos de 90 graus em planos diferentes. O espaçamento entre o plano de saída do primeiro joelho e o plano de entrada do segundo joelho, não pode exceder a dois diâmetros da tubulação. Como os joelhos em planos diferenciados produzirão turbilhonamento no tubo medidor, o fluxo que entra no primeiro joelho deve ser livre de qualquer turbilhonamento. 2-D.6 – Ensaio 4: Válvula Gaveta 50% Fechada.
Este ensaio certifica que a instalação ou o condicionador de fluxo pode aceitar um fluxo com um perfil de velocidade axial com forte assimetria, sem degradar o desempenho da medição. A válvula de gaveta 50% fechada deve ser a primeira fonte de perfil de assimetria da velocidade. Conseqüentemente, o perfil da velocidade do fluxo ao se aproximar da válvula gaveta deve ser simétrico e livre de turbilhonamento. No ensaio de desempenho do condicionador de fluxo, usou-se uma válvula de gaveta vazada. A gaveta foi modificada, de tal sorte que 50% do fluxo foi bloqueado, quando ela foi abaixada. A gaveta teve que ser levantada para permitir que o condicionador de fluxo deslizante pudesse penetrar no tubo medidor à jusante da válvula.
Para a avaliação do desempenho de um condicionador de fluxo em um local fixo, é possível substituir a chapa de orifício segmentada, montada entre dois flanges, pela válvula de gaveta A chapa segmentada deve bloquear 50% do fluxo através do tubo medidor. Uma chapa segmentada é empregada no ensaio de elevado nível de perturbações, descrito na norma ISO/DIS 9951 para instalações de medidores de turbinas de gás. A área aberta da chapa deve ser adjacente a um dos pares de tomadas de pressão de orifício. A área fechada da chapa deve ser adjacente aos pares de tomadas de pressão de orifício no lado oposto do adaptador do orifício. 2-D.7 – Ensaio 5: Turbilhonamento Alto
Este ensaio é recomendado quando o tubo medidor será instalado a jusante de um cabeçote que pode vir a provocar um forte grau de turbilhonamento axial. O objetivo do ensaio é mostrar que o condicionador de fluxo é eficiente em ambientes com turbilhonamentos fortes. O turbilhonador de palhetas axiais da Chevron é eficiente para gerar um tipo de rotação com uma distribuição linear do grau de turbilhonamento de quase zero na parte central da tubulação e até um valor próximo a 30 graus perto das paredes da tubulação. O projeto do turbilhonador da Chevron é o seguinte:
O projeto básico consiste de um eixo principal de 1,5 polegadas (38 milímetros) de diâmetro, com 6 polegadas (152 milímetros). O eixo principal tem um nariz parabólico na direção do fluxo, virado para montante e uma base rombuda (raio do canto de aproximadamente 0.1 polegadas (2,5 milímetros) ) virada para jusante. O eixo é seguro e centrado por longarinas da parede do encamisamento que é de aço inoxidável.
Anexa-se dez palhetas ou lâminas ao eixo principal por hastes que passam através da parede do encamisamento e permitem ajustamento individual do ângulo de cada lâmina. Do lado externo do encamisamento, coloca-se um protetor em cada uma das hastes. As palhetas podem sofrer uma rotação, rodando-se as hastes pelo lado externo do encamisamento. O ângulo de rotação é lido em um vernier que é colocado no dispositivo. A espessura de cada lâmina é de 0,2 polegadas (5 milímetros) e cada lâmina

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
68
é trabalhada e transformada em um perfil afunilado de modo a direcionar o fluxo quando as lâminas estão alinhadas na direção axial.
O turbilhonador da Chevron usado nos ensaios de desempenho da instalação e/ou do condicionador de fluxo, tem um diâmetro nominal de 6 polegadas. Com aadaptadores redutores colocados na frente e atrás, funcionou bem em ensaios com tubulações de Di = 4 polegadas. Para tubulações com diâmetros maiores (8 polegadas, 10 polegadas e 16 polegadas) será necessário projetar e fabricar um dispositivo com um diâmetro maior. Se outro dispositivo gerador de turbilhonamento for usado ao invés do turbilhonador da Chevron, o dispositivo gerador de turbilhonamento tem que produzir turbilhonamentos com um grau de turbilhonamento de no mínimo ±24 graus a uma distância de 17 Di . A confirmação do grau de turbilhonamento deve ser obtida pela medição através do uso de uma técnica apropriada, por exemplo um tubo de Pitot multi-vazado. A regulagem dos ângulos da palhetas no turbilhonador não é considerada uma medida do ângulo de turbilhonamento na localização do medidor.


SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
70
Tabela 2-E-1 – Pressão Diferencial Calculada Máxima Admissível na Chapa de Orifício 304/316SS a 150O F
2” 3” 4” 6” 8” Chapa de 0,125 Chapa de 0,125 Chapa de 0,125 Chapa de 0,125 Chapa de 0,125 Chapa de 0,1875 Chapa de 0,250 Chapa de 0,3125 Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange
Coef β In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O coef β 0.20 1000a 1000a 1000a 1000a 1000a 1000a 480 1000a 1000a 1000a 205 1000a 1000a 1000a 1000a 1000a 0.20 0.25 1000a 1000a 1000a 1000a 1000a 1000a 440 1000a 1000a 1000a 190 1000a 1000a 1000a 1000a 1000a 0.25 0.30 1000a 1000a 1000a 1000a 1000a 1000a 405 1000a 1000a 1000a 175 1000a 1000a 1000a 1000a 1000a 0.30 0.35 1000a 1000a 1000a 1000a 1000a 1000a 385 1000a 1000a 1000a 165 1000a 1000a 1000a 1000a 1000a 0.35 0.40 1000a 1000a 1000a 1000a 1000a 1000a 365 1000a 1000a 1000a 160 1000a 1000a 1000a 1000a 1000a 0.40 0.45 1000a 1000a 1000a 1000a 1000a 1000a 350 1000a 1000a 1000a 155 1000a 1000a 1000a 1000a 1000a 0.45 0.50 1000a 1000a 1000a 1000a 1000a 1000a 345 1000a 1000a 1000a 150 1000a 1000a 1000a 1000a 1000a 0.50 0.55 1000a 1000a 1000a 1000a 1000a 1000a 345 1000a 1000a 1000a 150 1000a 1000a 1000a 1000a 1000a 0.55 0.60 1000a 1000a 1000a 1000a 1000a 1000a 345 1000a 1000a 1000a 150 1000a 1000a 1000a 1000a 1000a 0.60 0.65 1000a 1000a 1000a 1000a 1000a 1000a 355 1000a 1000a 1000a 155 1000a 1000a 1000a 1000a 1000a 0.65 0.70 1000a 1000a 1000a 1000a 1000a 1000a 375 1000a 1000a 1000a 165 1000a 1000a 1000a 1000a 1000a 0.70 0.75 1000a 1000a 1000a 1000a 1000a 1000a 395 1000a 1000a 1000a 180 1000a 1000a 1000a 1000a 1000a 0.75
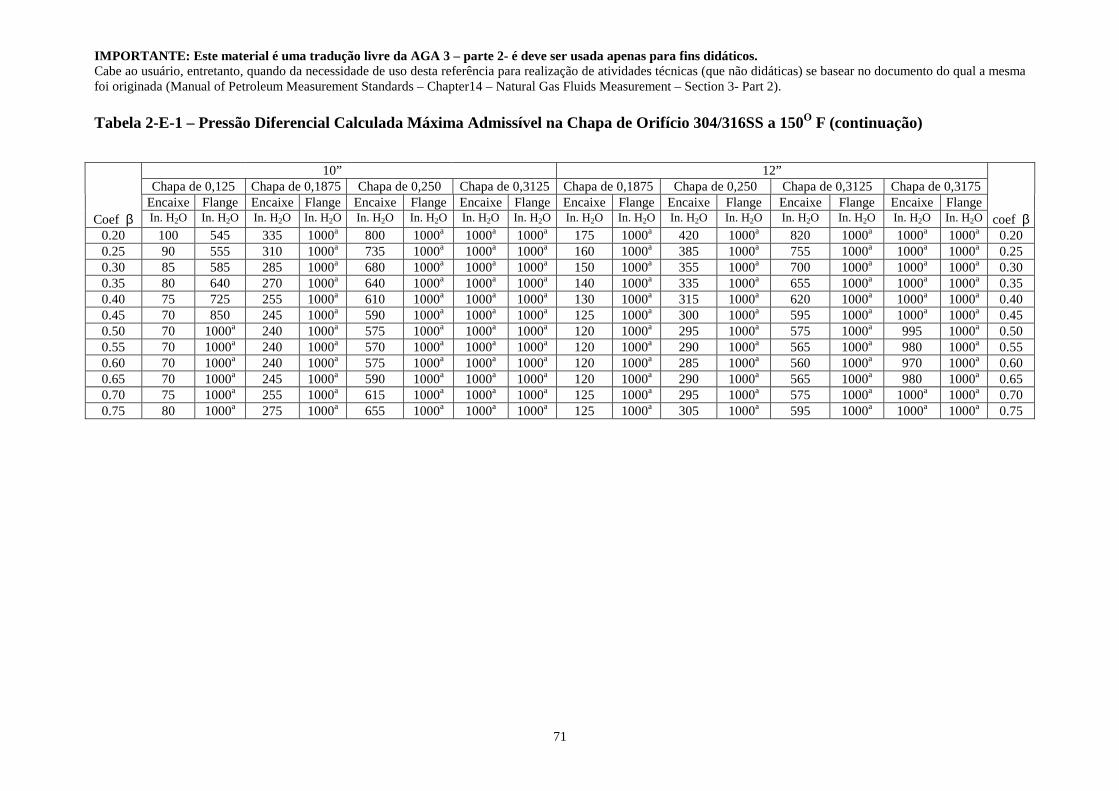
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
71
Tabela 2-E-1 – Pressão Diferencial Calculada Máxima Admissível na Chapa de Orifício 304/316SS a 150O F (continuação)
10” 12” Chapa de 0,125 Chapa de 0,1875 Chapa de 0,250 Chapa de 0,3125 Chapa de 0,1875 Chapa de 0,250 Chapa de 0,3125 Chapa de 0,3175 Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange
Coef β In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O coef β 0.20 100 545 335 1000a 800 1000a 1000a 1000a 175 1000a 420 1000a 820 1000a 1000a 1000a 0.20 0.25 90 555 310 1000a 735 1000a 1000a 1000a 160 1000a 385 1000a 755 1000a 1000a 1000a 0.25 0.30 85 585 285 1000a 680 1000a 1000a 1000a 150 1000a 355 1000a 700 1000a 1000a 1000a 0.30 0.35 80 640 270 1000a 640 1000a 1000a 1000a 140 1000a 335 1000a 655 1000a 1000a 1000a 0.35 0.40 75 725 255 1000a 610 1000a 1000a 1000a 130 1000a 315 1000a 620 1000a 1000a 1000a 0.40 0.45 70 850 245 1000a 590 1000a 1000a 1000a 125 1000a 300 1000a 595 1000a 1000a 1000a 0.45 0.50 70 1000a 240 1000a 575 1000a 1000a 1000a 120 1000a 295 1000a 575 1000a 995 1000a 0.50 0.55 70 1000a 240 1000a 570 1000a 1000a 1000a 120 1000a 290 1000a 565 1000a 980 1000a 0.55 0.60 70 1000a 240 1000a 575 1000a 1000a 1000a 120 1000a 285 1000a 560 1000a 970 1000a 0.60 0.65 70 1000a 245 1000a 590 1000a 1000a 1000a 120 1000a 290 1000a 565 1000a 980 1000a 0.65 0.70 75 1000a 255 1000a 615 1000a 1000a 1000a 125 1000a 295 1000a 575 1000a 1000a 1000a 0.70 0.75 80 1000a 275 1000a 655 1000a 1000a 1000a 125 1000a 305 1000a 595 1000a 1000a 1000a 0.75
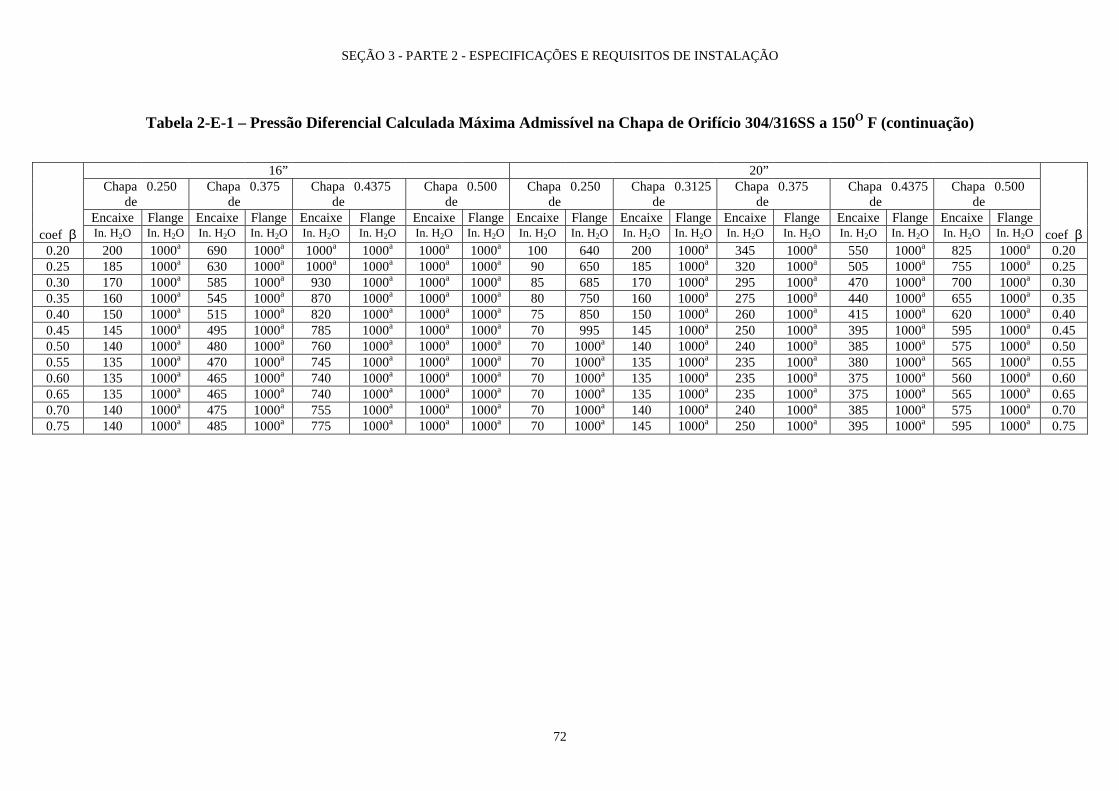
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
72
Tabela 2-E-1 – Pressão Diferencial Calculada Máxima Admissível na Chapa de Orifício 304/316SS a 150O F (continuação)
16” 20” Chapa
de 0.250 Chapa
de 0.375 Chapa
de 0.4375 Chapa
de 0.500 Chapa
de 0.250 Chapa
de 0.3125 Chapa
de 0.375 Chapa
de 0.4375 Chapa
de 0.500
Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange coef β In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O coef β 0.20 200 1000a 690 1000a 1000a 1000a 1000a 1000a 100 640 200 1000a 345 1000a 550 1000a 825 1000a 0.20 0.25 185 1000a 630 1000a 1000a 1000a 1000a 1000a 90 650 185 1000a 320 1000a 505 1000a 755 1000a 0.25 0.30 170 1000a 585 1000a 930 1000a 1000a 1000a 85 685 170 1000a 295 1000a 470 1000a 700 1000a 0.30 0.35 160 1000a 545 1000a 870 1000a 1000a 1000a 80 750 160 1000a 275 1000a 440 1000a 655 1000a 0.35 0.40 150 1000a 515 1000a 820 1000a 1000a 1000a 75 850 150 1000a 260 1000a 415 1000a 620 1000a 0.40 0.45 145 1000a 495 1000a 785 1000a 1000a 1000a 70 995 145 1000a 250 1000a 395 1000a 595 1000a 0.45 0.50 140 1000a 480 1000a 760 1000a 1000a 1000a 70 1000a 140 1000a 240 1000a 385 1000a 575 1000a 0.50 0.55 135 1000a 470 1000a 745 1000a 1000a 1000a 70 1000a 135 1000a 235 1000a 380 1000a 565 1000a 0.55 0.60 135 1000a 465 1000a 740 1000a 1000a 1000a 70 1000a 135 1000a 235 1000a 375 1000a 560 1000a 0.60 0.65 135 1000a 465 1000a 740 1000a 1000a 1000a 70 1000a 135 1000a 235 1000a 375 1000a 565 1000a 0.65 0.70 140 1000a 475 1000a 755 1000a 1000a 1000a 70 1000a 140 1000a 240 1000a 385 1000a 575 1000a 0.70 0.75 140 1000a 485 1000a 775 1000a 1000a 1000a 70 1000a 145 1000a 250 1000a 395 1000a 595 1000a 0.75

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
73
Tabela 2-E-1 – Pressão Diferencial Calculada Máxima Admissível na Chapa de Orifício 304/316SS a 150O F (continuação)
24” 30” Chapa
de 0.250 Chapa
de 0.375 Chapa
de 0.4375 Chapa
de 0.500 Chapa
de 0.5625 Chapa
de 0.375 Chapa
de 0.4375 Chapa
de 0.500 Chapa
de 0.5625
Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange Encaixe Flange coef β In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O In. H2O coef β 0.20 60 360 215 1000a 340 1000a 510 1000a 725 1000a 105 610 170 965 255 1000a 365 1000a 0.20 0.25 55 365 195 1000a 310 1000a 465 1000a 665 1000a 95 615 155 980 235 1000a 335 1000a 0.25 0.30 50 385 180 1000a 290 1000a 435 1000a 615 1000a 90 650 145 1000a 215 1000a 310 1000a 0.30 0.35 50 420 170 1000a 270 1000a 405 1000a 580 1000a 85 710 135 1000a 205 1000a 290 1000a 0.35 0.40 45 480 160 1000a 260 1000a 385 1000a 550 1000a 80 805 130 1000a 195 1000a 275 1000a 0.40 0.45 45 560 155 1000a 250 1000a 370 1000a 530 1000a 75 945 125 1000a 185 1000a 265 1000a 0.45 0.50 45 690 150 1000a 240 1000a 360 1000a 515 1000a 75 1000a 120 1000a 180 1000a 260 1000a 0.50 0.55 45 880 150 1000a 240 1000a 360 1000a 510 1000a 75 1000a 120 1000a 180 1000a 255 1000a 0.55 0.60 45 1000a 150 1000a 240 1000a 360 1000a 510 1000a 75 1000a 120 1000a 180 1000a 255 1000a 0.60 0.65 45 1000a 155 1000a 245 1000a 365 1000a 520 1000a 75 1000a 120 1000a 185 1000a 265 1000a 0.65 0.70 45 1000a 160 1000a 250 1000a 385 1000a 540 1000a 80 1000a 125 1000a 190 1000a 270 1000a 0.70 0.75 50 1000a 165 1000a 265 1000a 400 1000a 570 1000a 85 1000a 135 1000a 200 1000a 285 1000a 0.75
a Apesar integridade estrutural da montagem por flange permitir valores de diferença de pressão diferencial superiores a 1000 polegadas de água, o coeficiente de carga é limitado a 1000 polegadas de água. Suposições para determinar a pressão diferencial máxima em chapas de orifício com adaptadores de orifício: 1. O Diâmetro do Suporte (Ds) é 0,2 polegadas menor que o diâmetro externo da chapa de orifício. 2. O Diâmetro interno (D) é o maior diâmetro da Tabela 2-4 do Relatório AGA n. 3 (API MPMS Capitulo 14.3, Parte 2). 3. Valores diferenciais máximos são para chapas de orifício a uma temperatura do fluxo menor ou igual que 150O F (Tf ≤ 150O F). Obs. – A incerteza na medição aumenta se a razão entre a pressão diferencial e a pressão estática (ambas expressas em psia) exceder a 0,2 ou 20%. Deve-se tomar cuidado para não se desrespeitar as recomendações ou as tolerâncias constantes na tabela 2-3 e no Anexo 2-E.
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
74
AGA American Gas Association ____________________________________________________________
Notas Técnicas de Engenharia
Preparadas pela seção de operações Comitê de Medição de Transmissão, Pressões diferenciais acima de 100 polegadas de coluna d'água - Grupo-tarefa 400 N. Capitol St., N.W., 4th Floor Washington, D.C. 20001 U.S.A. Tel: 202-824-7000 Fax: 202-824-7082 Site: www.aga.org
Diretrizes para Medição de Gas Natural com Medidores de Orifício em Altas Pressões Diferenciais
Esta nota técnica contém informações de referência para o uso de pressões diferenciais acima de 100 polegadas de coluna d' água com medidores de orifício, incluindo os efeitos do desvio da chapa de orifício, equação do coeficiente de descarga, fator de expansão, localização do orifício da tomada e vazamento do anel de vedação.
Este documento deve ser utilizado em conjunto com o Relatório AGA N° 3/API Capítulo 14.3, Medição de Orifício para Gas Natural e Outros Fluídos de Hidrocarboneto Relacionados.
Direitos Autorais - 2000 American Gas Association Direitos Autorais - American Petroleum Institute
Todos os Direitos Reservados

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
75
Prefácio
Esta Nota Técnica de Engenharia fornece as diretrizes de uso para medição de fluxo de orifício em alta pressão diferencial em conjunto com o Relatório AGA N° 3 , Medição de Orifício para Gas Natural e Outros Fluídos de Hidrocarboneto Relacionados. Este documento aborda diversas questões técnicas relativas ao uso de pressões diferenciais acima de 100 polegadas de coluna d' água (w.c.), tais como os efeitos do desvio de chapa, coeficiente de descarga, fator de expansão, mudança da localização do orifício da tomada e vazamento do anel de vedação.
Quando este documento é usado com o Relatório AGA N°3, o leitor poderá trabalhar com confiança com encaixes de orifício em pressões diferenciais de 150 a 1000 polegadas de w.c., dependendo da geometria (localização) da chapa. Isto resultará em aumentos significativos de capacidade e redução de custo em construção de novas instalações de medição e/ou melhoria de instalações de medições existentes. O documento também destaca os itens que merecem cuidado e atenção, incluindo as velocidades lineares mais altas e perdas permanentes de pressão.
Revisões deste manual podem ser necessárias de tempos em tempos. Toda vez que alguma revisão for
aconselhável, as recomendações devem ser enviadas para a American Gas Association. Um formulário está incluindo no final deste manual com este objetivo. Para adquirir cópias adicionais desta norma técnica, entre em contato com: AGA Distribution Center, P.O. Box 70230, Baltimore, MD 21279-0230; Fax: (301) 206-9789. Tel: (301) 617-7819.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
76
AGRADECIMENTOS
Esta Nota Técnica é o resultado de contribuições de membros do Grupo-Tarefa do Comitê de Medição de Transmissão - Pressões diferenciais acima de 100 polegadas de coluna d'água, presidida por Michael T Brown, TransCanada Transmission. A última presidência deste grupo-tarefa coube a Philip P. Barg, TransCanada Transmission, que iniciou e contribuiu significativamente para a elaboração deste documento. Grande parte das informações contidas neste documento tem por base o valoroso trabalho e esforço de NOVA Research & Technology Centre, particularmente dos esforços de Umesh Karnik.
Outras contribuições que merecem ser reconhecidas:
Ed B. Bowles, Southwest Research Institute Paul T. Brunton, Southern California Gas Company
Cary Carter, Williams Gas Pipeline Peter A. Cistaro, PSE&G
Fred de Busk, Daniel Measurement and Control Jeffery M. Dowdell, CNG Transmission Corporation
Brian Elliott. NICOR Gas Jim Gallagher, Savant Measurement Corp.
Dale Goodson, Daniel Measurement and Control Don W. Griffies, Perry Equipment Corporation Danny G. Harris, Columbia Gas Transmission
Zaki Husain, Texaco Fred Kaczor, UGI Utilities
Paul LaNasa, CPL & Associates John Lansing, anteriormente da Instromet, Inc.
George E. Mattingly, NIS'T Kevin M. Moir, Michigan Consolidated Gas Co.
Tom Morrow, Southwest Research Institute John R. Naber, Daniel Measurement and Control
Warren Peterson, Kenonic Controls Henry Poellnitz, Southern Natural Gas
Ali Quraishi, American Gas Association Joe Ranney, Southern California Gas Company Tushar K. Shah, Eagle Research Corporation
John Stuart, Pacific Gas and Electric Company Jim Witte, Tennessee Gas Pipeline Company
James F. Wunderlin, Southwest Gas Corporation Lori Traweek, Vice Presidente Seção de Operações e Engenharia American Gas Association

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
77
INDICE Página 2-F. I INTRODUÇÃO 74 2-F.2 ESCOPO 74 2-F.3 HISTÓRICO 74 2-F.4 SÍMBOLOS 74 2-F.5 DESVIO DE CHAPA 75 2-F.6 ANÁLISE DA EQUAÇÃO DE FLUXO 76 2-F.7 EQUAÇÃO DO COEFICIENTE DE DESCARGA 78 2-F.8 FATOR DE EXPANSÃO 78 2-F.9 LOCALIZAÇÃO DO ORIFÍCIO DA TOMADA 78 2-F. 10 VAZAMENTO DO ANEL DE VEDAÇÃO 78 2-F. 11 CONCLUSÃO 79 2-F.12 REFERÊNCIAS 85 ADDENDUM I -EXEMPLO DE ERRO DE ANÁLISE 81 ADDENDUM 2-DADOS EXPANDIDOS PARA AÇO INOX 316 CHAPA DE ORIFÍCIO COM SUPORTE SIMPLES 83 Figuras
2F..5-1 Modelos de (a) Chapas de Orifício com Suporte Simples, e (b) Chapas de Orifício com suporte flangeado (com fixadores) apresentando desvio de chapa 76
Tabelas
2-F.6-1 Coeficientes para a Equação do Coeficiente de Contração em Vários Coeficientes de Diâmetro (ββββ) 78
2-F. 11-1 Pressões Diferenciais Máximas Permitidas para Tamanhos mais Comuns de Adaptadores de Orifício com Suporte Simples 80
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
78
2-F.1 Introdução
O Comitê para Medição de Transmissão da Associação Americana de Gás apresenta as seguintes informações de referência para a medição de gás natural com medidores de orifício em pressão diferencial acima de 100 polegadas de coluna d' água (w.c.). A finalidade deste documento é fornecer uma discussão das questões técnicas significativas relacionadas ao uso de altas pressões diferenciais e o de proporcionar recomendações formais a serem aplicadas às instalações de medição de orifício existentes ou às futuras instalações.
2-F.2 Escopo
Este documento deve ser usado em conjunto com o Relatório AGA N°3, Medição de Orifício de Gás Natural e Outros Fluídos de Hidrocarboneto Relacionados (também publicado como API MPMS Capítulo 14.3 e ANSI 2530). Seu objetivo é ser utilizado como uma diretriz operacional e não como uma norma técnica.
Várias questões técnicas foram abordadas relacionadas com ao uso de pressões diferenciais superiores a 100 polegadas de w.c. com medidores de orifício com suporte simples e flangeados. Estes tópicos incluem os efeitos de desvios da chapa de orifício, a equação do coeficiente de descarga, fator de expansão, mudança na localização do orifício da tomada e vazamento do anel de vedação.
2-F.3 Histórico
Até os anos 70, a medição de orifício de gás natural conforme o Relatório AGA N°3, estava normalmente limitada a pressões diferenciais máximas de 100 polegadas de w.c. Os medidores usavam manômetros de mercúrio para registrar a pressão diferencial e este equipamento, em geral, não era usado para diferenciais acima de 100 polegadas de w.c. Com o advento de medidores de fluxo secos nos anos 70, tornou-se possível medir diferenciais mais altos, em geral limitados a 200 polegadas de w.c.. Este procedimento era realizado por algumas empresas.
Estes limites deviam-se primeiramente a: � Chapas com alto coeficiente de diâmetro (β de 0,60 a 0,75) podiam ser usadas para alcançar maior
capacidade, portanto havia pouco incentivo para usar faixas mais altas de diferenciais; � Os dados originais do coeficiente de orifício do estado de Ohio tinham por base as chapas
relativamente grossas presas por flange, cuja resistência à flexão era muito maior do que as chapas presas por encaixe (adaptadores). Além disto, não havia muitos dados operacionais que suportassem o uso de diferenciais mais altos;
� O equipamento de calibração existente em uma empresa de gás não suportava normalmente pressões diferenciais mais altas, e
� O processamento de tabelas com amplas faixas de pressões diferenciais era mais propenso a erros do que o processamento de um número limitado de faixas.
Durante o final dos anos 80, com o advento da medição eletrônica, havia mais flexibilidade disponível
para usuários de medidores de orifício, uma vez que o fluxo é calculado no medidor. Além disto, sabe-se agora que o uso de chapas com coeficiente de diâmetro alto (0,60 a 0,75) aumenta a incerteza da medição. Alguns estudos foram iniciados para investigar o efeito de medições com diferenciais altos na precisão, de modo que coeficientes de diâmetro menores do que 0,60 pudessem ser usados para medir vazões de fluxo volumétrico maiores. Outros trabalhos foram realizados para elaborar diretrizes operacionais para o uso de pressões diferenciais maiores.
2-F.4 Símbolos Este documento contém os seguintes símbolos que são, em geral, de uso técnico para aplicações em medições de fluxo de orifício. Símbolo Quantidade Representada β Relação entre o diâmetro do furo da chapa de orifício e o diâmetro interno do tubo
medidor (d/D) βs Relação entre o diâmetro do furo da chapa de orifício e o diâmetro do suporte da
chapa de orifício (d/Ds) δθd Mudança fracional no ângulo de deflexão da chapa de orifício, θd

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
79
δCc Mudança fracional no coeficiente de contração, Cc δd Mudança fracional no diâmetro do furo de orifício, d δm Mudança fracional na vazão do fluxo de massa, m θd Ângulo de deflexão (θd = 90°, quando a chapa está perpendicular ao eixo do tubo) σ Tensão mecânica ∆P Pressão diferencial do orifício A Área do furo de orifício Cc Coeficiente de contração - relação entre a área da seção contraída e o furo de orifício Cd Coeficiente de descarga da chapa de orifício d Diâmetro do furo da chapa de orifício calculado na temperatura de fluxo Tf. D Diâmetro interno do tubo medidor calculado na temperatura de fluxo Tf.
D Diâmetro do suporte da chapa de orifício E Espessura da chapa de orifício E* Módulo de elasticidade do material da chapa de orifício °F Temperatura em Fahrenheit k Coeficiente de tensão k1 , k2 ,k3 Coeficientes numéricos para o cálculo do coeficiente de contração, Cc
kd Coeficiente de deflexão m Razão do fluxo de massa ρ Densidade P Pressão estática Tf Temperatura em condições de fluxo γ Deflexão máxima da chapa de orifício γL Limite de deflexão da chapa de orifício 2-F.5 Deflexão da chapa
À medida que a pressão diferencial sobre o orifício aumenta, a chapa deforma-se elasticamente. Depois de um determinado ponto, esta deformação resulta em uma mudança nas características do medidor, tendo como conseqüência um aumento na incerteza da medição.
Um modelo de suporte simples de um encaixe de orifício (Figura 2F.5-1a) pode ser usado para definir a pressão diferencial máxima permitida, com base na deformação elástica. Este limite depende da espessura (E) , diâmetro do suporte (Ds) e o coeficiente de diâmetro (β). Esta relação demonstra que, para um coeficiente de diâmetro dado, a pressão diferencial permitida é função da relação entre o diâmetro do suporte e a espessura da chapa (Ds / E). A deflexão máxima da chapa decorrente da deformação elástica pode ser aproximada por meio da seguinte equação:
(2-F.5-1)
kd ∆∆∆∆PDs4
γγγγ = 16 E* E3
O valor do coeficiente de deflexão (kd) é função do coeficiente do diâmetro (β) e pode ser obtido a partir das Tabelas contidas no Mark´s Standard Handbook [12].
A tolerância para aplainamento da chapa de orifício está especificada no Relatório AGA N° 3, Parte II [1] . Entretanto, a tolerância é especificada apenas para condições estáticas. O Relatório AGA N° 3, Parte II [1] não especifica uma tolerância de aplainamento (deflexão) para o caso de haver uma pressão diferencial aplicada em uma chapa de orifício. Como um limite razoável, recomenda-se usar o mesmo limite de aplainamento para condições dinâmicas ao que já foi especificado para condições estáticas, conforme mostrado na Equação (2-F.5-2). Portanto, em condições dinâmicas, o desvio máximo de aplainamento pode ser até duas vêzes o limite estático recomendado para uma dada localização da chapa de orifício.
γγγγL = 0,005 (D - d) (2-F.5-2)

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
80
A análise da teoria elástica linear e medição de orifício mostra que o coeficiente de contração (Cc) aumenta e que o diâmetro do furo de orifício (d) muda com o aumento da pressão diferencial (∆P) sobre da chapa de orifício.
2-F.6 Análise da Equação de Fluxo
O erro total na medição de orifício decorrente de alta pressão diferencial e deformação elástica pode ser obtido calculando-se a forma comum da vazão do fluxo de massa através um orifício, conforme mostrado na Equação (6-1). Esta forma da equação de medição de orifício deriva da equação de Bernoulli e da equação de continuidade [3.10.11].
A ________ (2-F.6-1) m = Cc √√√√ 2 ρρρρ ∆∆∆∆ P √√√√ 1 - Cc
2 ββββ4
Figura 2F.5-1 - Modelos de (a) Chapa de Orifício com suporte simples e
(b) Chapa de Orifício presa por flange (com fixadores) apresentando deflexão de chapa
Plate carrier = portador da chapa Gasket = gaxeta Pipe wall = parede do tubo Pela avaliação das equações diferenciais parciais, o erro relativo em termos de vazão de fluxo de
massa é dado por: (2-F.6-2)
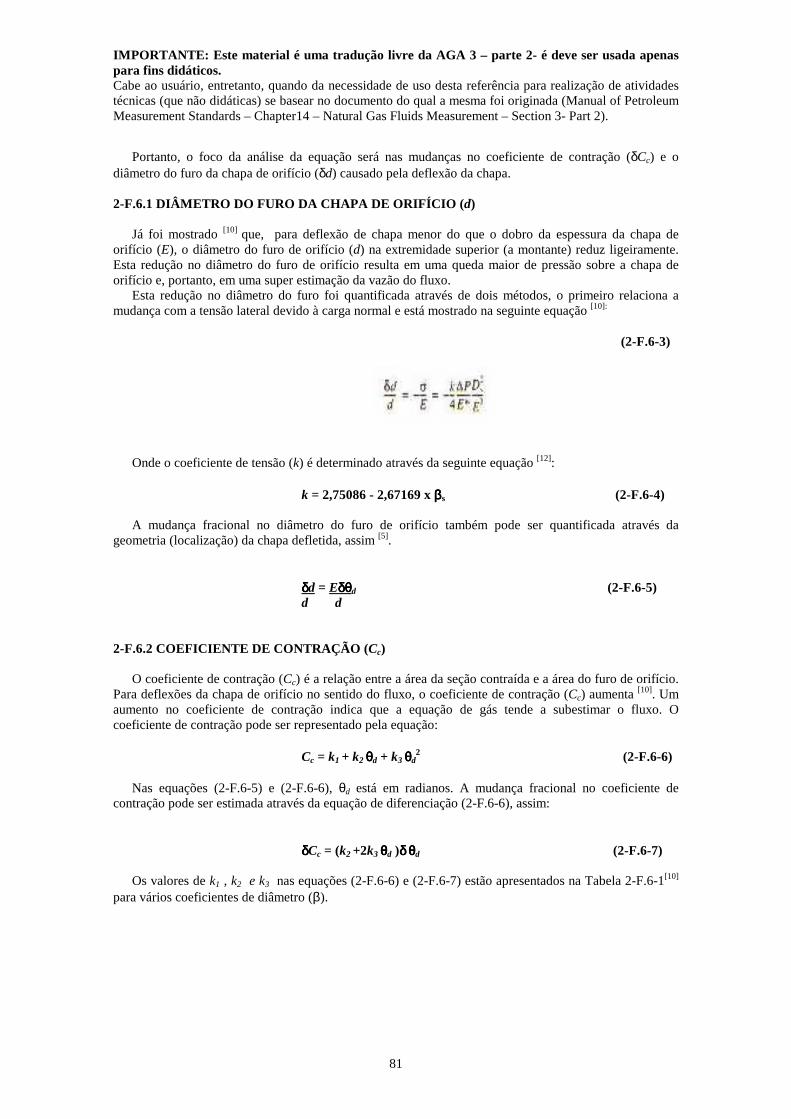
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
81
Portanto, o foco da análise da equação será nas mudanças no coeficiente de contração (δCc) e o
diâmetro do furo da chapa de orifício (δd) causado pela deflexão da chapa.
2-F.6.1 DIÂMETRO DO FURO DA CHAPA DE ORIFÍCIO ( d)
Já foi mostrado [10] que, para deflexão de chapa menor do que o dobro da espessura da chapa de orifício (E), o diâmetro do furo de orifício (d) na extremidade superior (a montante) reduz ligeiramente. Esta redução no diâmetro do furo de orifício resulta em uma queda maior de pressão sobre a chapa de orifício e, portanto, em uma super estimação da vazão do fluxo.
Esta redução no diâmetro do furo foi quantificada através de dois métodos, o primeiro relaciona a mudança com a tensão lateral devido à carga normal e está mostrado na seguinte equação [10]:
(2-F.6-3)
Onde o coeficiente de tensão (k) é determinado através da seguinte equação [12]: k = 2,75086 - 2,67169 x ββββs (2-F.6-4)
A mudança fracional no diâmetro do furo de orifício também pode ser quantificada através da
geometria (localização) da chapa defletida, assim [5]. δδδδd = Eδδδδθθθθ d (2-F.6-5)
d d
2-F.6.2 COEFICIENTE DE CONTRAÇÃO (Cc) O coeficiente de contração (Cc) é a relação entre a área da seção contraída e a área do furo de orifício.
Para deflexões da chapa de orifício no sentido do fluxo, o coeficiente de contração (Cc) aumenta [10]. Um aumento no coeficiente de contração indica que a equação de gás tende a subestimar o fluxo. O coeficiente de contração pode ser representado pela equação: Cc = k1 + k2 θθθθd + k3 θθθθd
2 (2-F.6-6)
Nas equações (2-F.6-5) e (2-F.6-6), θd está em radianos. A mudança fracional no coeficiente de contração pode ser estimada através da equação de diferenciação (2-F.6-6), assim:
δδδδCc = (k2 +2k3 θθθθd )δδδδ θθθθd (2-F.6-7) Os valores de k1 , k2 e k3 nas equações (2-F.6-6) e (2-F.6-7) estão apresentados na Tabela 2-F.6-1[10]
para vários coeficientes de diâmetro (β).

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
82
Tabela 2-F.6-1 - Coeficientes para Equação do Coeficiente de Contração em Diâmetros Diversos (ββββ)
______________________________________________________________ Coeficientes
_________________________________ Coeficiente de Diâmetro (ββββ) k1 k2 k3 ______________________________________________________________
0,7 0,895 -0,190986 0,0372862 0,6 0,908 -0,225363 0,0437708 0,5 0,923 -0,257831 0,0510659 0,4 0,934 -0,278203 0,0543082 0,3 0,944 -0,294118 0,0567399 0,2 0,948 -0,300485 0,0567400
2-F.7 Equação do Coeficiente de Descarga
A equação do coeficiente de descarga (Cd) foi desenvolvida a partir dos dados de ensaio que incluíam pressões diferenciais de até 400 polegadas de w.c. nas chapas de orifício presas por flange (fixadores) com gaxetas de anel em "O" que proporcionavam um suporte melhor do que a chapa presa por encaixe. Ensaios subseqüentes com pressões de até 1000 polegadas de w.c. mostraram que a equação é válida para pressões diferenciais consideravelmente maiores em alguns tamanhos lineares, desde que os pressupostos sejam válidos. Os pressupostos principais são de que a relação entre a pressão diferencial (psi) e a pressão estática (psi) não exceda 0,20 e que a chapa não deforme além do máximo prescrito (consulte a seção anterior).
2-F.8 Fator de Expansão
O fator de expansão é um fator empírico que corrige a diferença entre fluídos comprimíveis e não comprimíveis, conforme descrição contida na Seção 3.4.6 do Relatório AGA N° 3, Parte III [1] . O fator de expansão é válido para pressões diferenciais (∆P) de até 20% da pressão operacional (P). Quando altas pressões diferenciais estão sendo usadas, especialmente em pressões operacionais mais baixas (abaixo de 700 psig ou 5000 kPa), a relação entre ∆P e P deve ser verificada para garantir que o limite de 0,20 não foi excedido. A relação entre ∆P e P também pode afetar significativamente a incerteza do fator de expansão. A incerteza do fator de expansão e sua relação com ∆P e P, estão descritas na Seção 1.12.4.2 do Relatório AGA N° 3, Parte I [1] .
2-F.9 Localização do Orifício da Tomada
Em alguns medidores, é possível usar uma chapa mais espessa daquela para a qual o adaptador de orifício foi projetada, alterando-se o projeto da gaxeta. Isto permite que se use pressões diferenciais mais altas sem necessitar de modificações.
Pesquisas realizadas em adaptadores de 8 polegadas [8,9] mostraram que uma mudança de 1/16 de polegada (1,6 mm) nas localizações efetivas dos orifícios da tomada não afeta significativamente a incerteza da medição. Esta mudança da localização do orifício da tomada está dentro da variância original admissível na localização do orifício da tomada de pressão, conforme está definido no Relatório AGA N°3, Parte II [1] para coeficientes de diâmetro de até 0,65. Entretanto, de acordo com a Seção 2.5.4.1 do Relatório AGA N° 3, Parte II[1] , isto não é permitido sem que se perfure novamente os orifícios da tomada. Será recomendado que esta afirmação seja modificada na próxima revisão do Relatório AGA N° 3 para permitir chapas mais espessas caso possam ser devidamente suportados por dados de pesquisa. 2-F.10 Vazamento do Anel de Vedação
Trabalhar em altas pressões diferenciais pode aumentar os problemas associados com o ajuste imperfeito entre a gaxeta e a superfície de vedação. Isto pode ser provocado por: gaxeta danificada,

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
83
superfície de vedação usinada de forma incorreta ou danificada, ou uma incompatibilidade entre a superfície de vedação e a gaxeta.
Observação: Em altas pressões, os adaptadores de orifícios podem deformar, resultando em
vazamentos que não existiam em pressão atmosférica.
Freqüentemente, vazamentos causados por pequenas imperfeições podem selar em altas pressões diferenciais devido à força na chapa de orifício. Fabricantes de adaptadores de orifício podem fornecer detalhes sobre procedimentos de teste. 2-F.11 Conclusão
Usar pressões diferenciais mais altas do que 100 polegadas de w.c. (25 kPa) pode reduzir significativamente os custos para a expansão de determinadas estações de medição, bem como os custos com novas instalações de medição de orifício. Pressões diferenciais mais altas também podem reduzir a necessidade de usar coeficientes de diâmetro mais altos (β acima de 0,60) que podem aumentar a incerteza da medição.
Os operadores devem ficar atentos para o fato de que, para uma dado tamanho de chapa de orifício, quando existe uma diferença grande entre fluxo alto e baixo, ocorre uma quantidade significativa de erros de medição durante o período de baixo fluxo se a chapa de orifício ficar inalterada. É de aceitação geral que trabalhar entre 10% e 90% do comprimento diferencial calibrado constitui uma boa prática. A amplitude também pode ser aumentada usando-se os transmissores (eletrônicos) digitais atuais. Os efeitos na precisão de transdutores e/ou transmissores usados para amplo alcance devem ser analisados em função dos custo de instalação.
Os fabricantes de adaptadores de orifício devem ser consultados a fim de determinar a pressão diferencial máxima admissível durante a mudança de chapas de orifício em condições de fluxo. As altas forças associadas com o uso de altas pressões diferenciais podem tornar difícil a remoção da chapa de orifício e pode haver a ocorrência de danos.
Pressões diferenciais mais altas resultam em velocidades lineares de gás mais altas e perdas permanentes de pressão mais altas. Recomenda-se que as velocidades do gás sejam analisadas individualmente em cada instalação para verificação de ruído, erosão e vibração do poço térmico. A velocidade linear depende de diversos fatores diferentes e cada usuário individual terá práticas e limites de velocidade diferentes. Perdas permanentes de pressão maiores também devem ser analisadas e podem resultar na necessidade de compressão adicional. Portanto, as seguintes pressões diferenciais máximas admissíveis não consideram a velocidade linear do gás nem perdas permanentes de pressão.
A Tabela 2-F.11 apresenta pressões diferenciais máximas admissíveis para diversos tamanhos de adaptadores de medidor de orifício. Estes limites têm por base a limitação da quantidade de deflexão elástica da chapa de orifício conforme descrição contida na Seção 2-F.5. Com base na abordagem de análise de erro descrita na Seção 2-F.6, estas pressões diferenciais não resultam em mudanças de medidas maiores do que ± 0,1%.
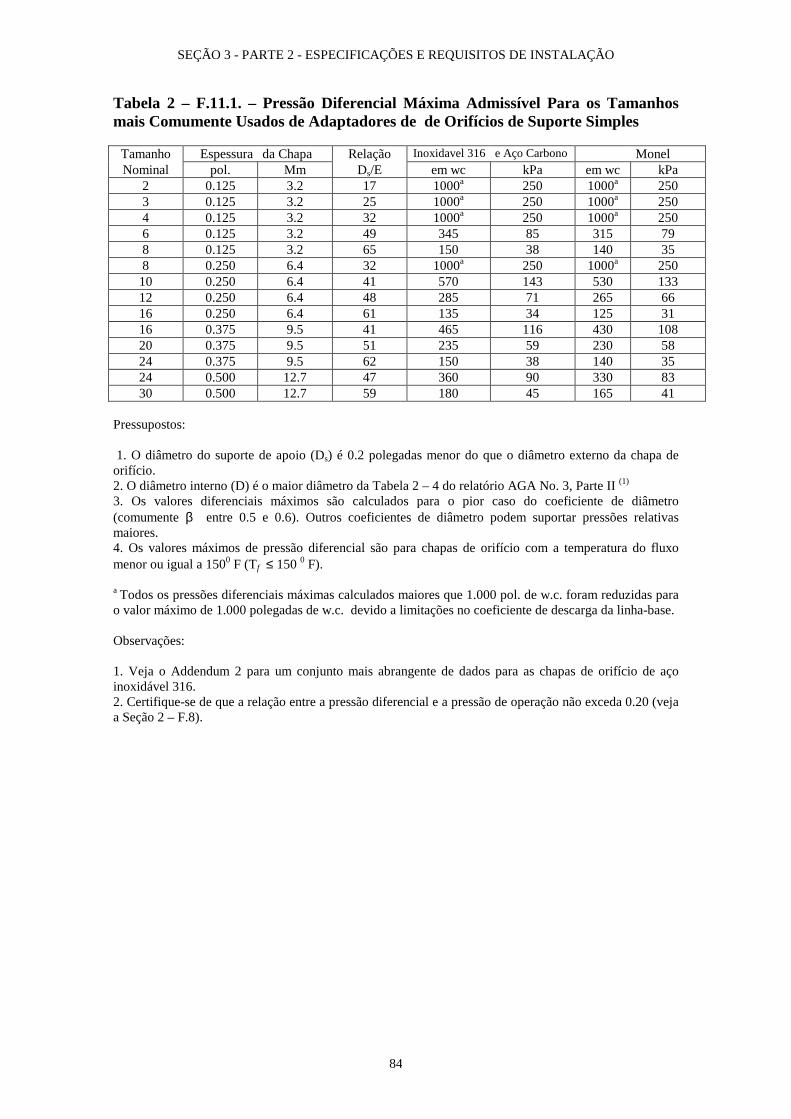
SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
84
Tabela 2 – F.11.1. – Pressão Diferencial Máxima Admissível Para os Tamanhos mais Comumente Usados de Adaptadores de de Orifícios de Suporte Simples
Tamanho Espessura da Chapa Relação Inoxidavel 316 e Aço Carbono Monel Nominal pol. Mm Ds/E em wc kPa em wc kPa
2 0.125 3.2 17 1000a 250 1000a 250 3 0.125 3.2 25 1000a 250 1000a 250 4 0.125 3.2 32 1000a 250 1000a 250 6 0.125 3.2 49 345 85 315 79 8 0.125 3.2 65 150 38 140 35 8 0.250 6.4 32 1000a 250 1000a 250 10 0.250 6.4 41 570 143 530 133 12 0.250 6.4 48 285 71 265 66 16 0.250 6.4 61 135 34 125 31 16 0.375 9.5 41 465 116 430 108 20 0.375 9.5 51 235 59 230 58 24 0.375 9.5 62 150 38 140 35 24 0.500 12.7 47 360 90 330 83 30 0.500 12.7 59 180 45 165 41
Pressupostos: 1. O diâmetro do suporte de apoio (Ds) é 0.2 polegadas menor do que o diâmetro externo da chapa de orifício. 2. O diâmetro interno (D) é o maior diâmetro da Tabela 2 – 4 do relatório AGA No. 3, Parte II (1) 3. Os valores diferenciais máximos são calculados para o pior caso do coeficiente de diâmetro (comumente β entre 0.5 e 0.6). Outros coeficientes de diâmetro podem suportar pressões relativas maiores. 4. Os valores máximos de pressão diferencial são para chapas de orifício com a temperatura do fluxo menor ou igual a 1500 F (Tf ≤ 150 0 F). a Todos os pressões diferenciais máximas calculados maiores que 1.000 pol. de w.c. foram reduzidas para o valor máximo de 1.000 polegadas de w.c. devido a limitações no coeficiente de descarga da linha-base. Observações: 1. Veja o Addendum 2 para um conjunto mais abrangente de dados para as chapas de orifício de aço inoxidável 316. 2. Certifique-se de que a relação entre a pressão diferencial e a pressão de operação não exceda 0.20 (veja a Seção 2 – F.8).

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
85
1. ADDEDUM 1 - EXEMPLO DE ANÁLISE DE ERRO O seguinte exemplo fornece os passos da análise do erro da vazão do fluxo de massa através de uma
chapa de orifício de suporte simples devido à deflexão da chapa.
D Diâmetro interno do tubo 8,071 pol Ds Diâmetro do suporte da chapa de orifício 8,237 pol
d Diâmetro do furo da chapa de orifício 4,500 pol E Espessura da chapa de orifício 0,125 pol ∆P Pressão diferencial 125 pol w.c. Tf Temperatura do gás 150°F
O módulo de elasticidade para uma chapa de orifício de aço inoxidável 316 pode ser encontrado aplicando-se a curva ajustada à Tabela C-6 da ASME/ANSI B31.3 [2].
E* = (28,8 - 0,0053Tf) x 1E + 6 = 28,0E + 6 psi
O coeficiente do diâmetro e o coeficiente do diâmetro de suporte são:
O coeficiente de deflexão (kd) pode então ser determinado a partir da Tabela contida no Mark´s Standard Handbook [12]. A equação seguinte para o coeficiente de deflexão é baseada na curva ajustada àquela tabela.
Entra-se então com o coeficiente de deflexão na Equação (2-F.5-1) para determinar a quantidade de
deflexão da chapa.
(2-F.5-1)
A deflexão da chapa (y = 0,01463 pol) está dentro do limite especificado no Relatório AGA N°3,
Parte II[1] (y = 0,018 pol) . A partir de uma curva ajustada à Tabela 2-F.6-1, k1 = 0,9156, k2 = 02405 e k3 = 0,0471 são calculados
e entram na equação do coeficiente de contração para uma chapa de orifício plana (θd = π/2 radianos).

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
86
(2-F.6-6) O ângulo da deflexão da chapa de orifício (θd) é calculado com base na geometria (localização) da
chapa de orifício.
A mudança no coeficiente de contração é então calculada usando a Equação (2-F.6-7).
(2-F.6-7)
O diferencial parcial do diâmetro do furo de orifício é avaliado com base na Equação (2-F.6-3).
Finalmente, a mudança resultante na vazão do fluxo de massa é determinada através da Equação (2-F.6-2).
δδδδm = - 0,0695% m
Portanto, o erro na vazão do fluxo de massa através do medidor de orifício devido a pressão
diferencial de 125 polegadas de w.c. foi de -0,0695%. Se uma chapa de orifício com 0,250 pol de espessura for usada no exemplo acima, o erro será de -0,003%. Se a chapa de 0,125 pol de espessura no exemplo acima tivesse uma pressão diferencial de 200 pol de w.c. aplicada nela, a deflexão da chapa de orifício excederia o limite de 0,018 pol especificado no Relatório AGA N° 3, Parte II [1] .
Com a chapa de orifício de 0,250 pol do exemplo acima, a pressão diferencial pode ser aumentada para 1000 polegadas de w.c. sem exceder a tolerância de deflexão ou introduzir um erro significativo ao cálculo da vazão do fluxo, e a vazão máxima do fluxo aumenta dramaticamente.
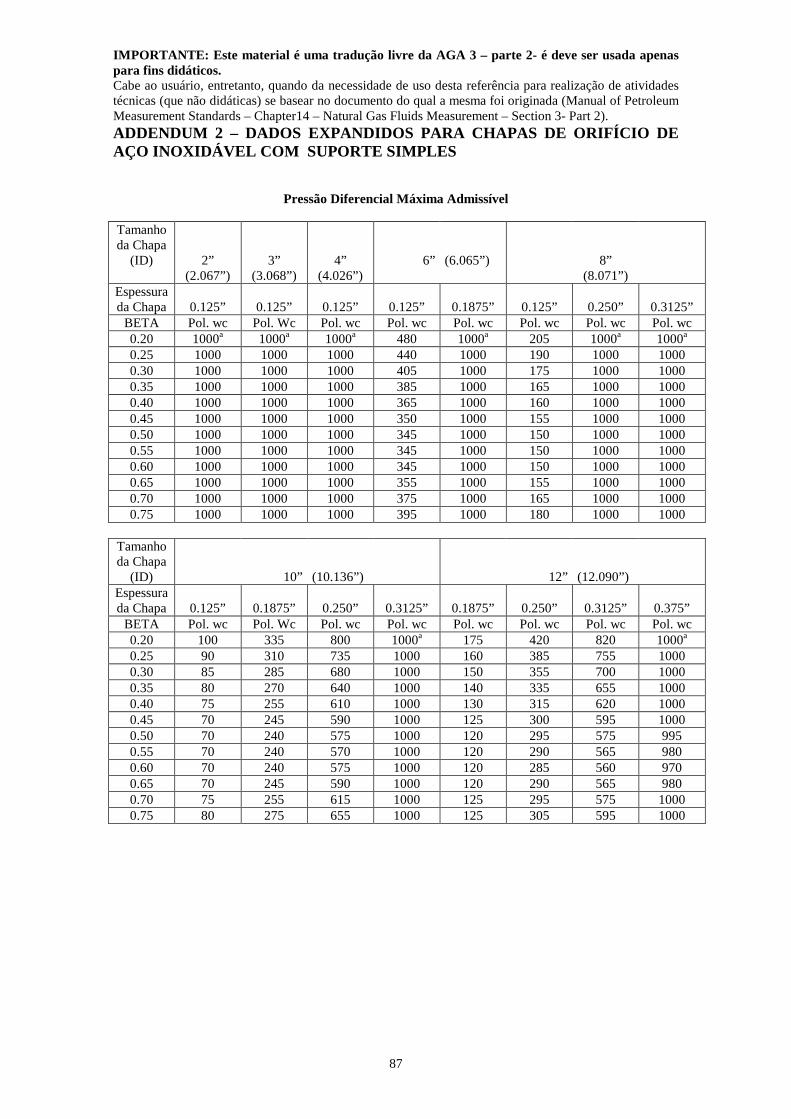
IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
87
ADDENDUM 2 – DADOS EXPANDIDOS PARA CHAPAS DE ORIFÍCIO DE AÇO INOXIDÁVEL COM SUPORTE SIMPLES
Pressão Diferencial Máxima Admissível Tamanho da Chapa
(ID)
2” (2.067”)
3” (3.068”)
4” (4.026”)
6”
(6.065”)
8” (8.071”)
Espessura da Chapa
0.125”
0.125”
0.125”
0.125”
0.1875”
0.125”
0.250”
0.3125”
BETA Pol. wc Pol. Wc Pol. wc Pol. wc Pol. wc Pol. wc Pol. wc Pol. wc 0.20 1000a 1000a 1000a 480 1000a 205 1000a 1000a 0.25 1000 1000 1000 440 1000 190 1000 1000 0.30 1000 1000 1000 405 1000 175 1000 1000 0.35 1000 1000 1000 385 1000 165 1000 1000 0.40 1000 1000 1000 365 1000 160 1000 1000 0.45 1000 1000 1000 350 1000 155 1000 1000 0.50 1000 1000 1000 345 1000 150 1000 1000 0.55 1000 1000 1000 345 1000 150 1000 1000 0.60 1000 1000 1000 345 1000 150 1000 1000 0.65 1000 1000 1000 355 1000 155 1000 1000 0.70 1000 1000 1000 375 1000 165 1000 1000 0.75 1000 1000 1000 395 1000 180 1000 1000
Tamanho da Chapa
(ID)
10”
(10.136”)
12”
(12.090”)
Espessura da Chapa
0.125”
0.1875”
0.250”
0.3125”
0.1875”
0.250”
0.3125”
0.375”
BETA Pol. wc Pol. Wc Pol. wc Pol. wc Pol. wc Pol. wc Pol. wc Pol. wc 0.20 100 335 800 1000a 175 420 820 1000a 0.25 90 310 735 1000 160 385 755 1000 0.30 85 285 680 1000 150 355 700 1000 0.35 80 270 640 1000 140 335 655 1000 0.40 75 255 610 1000 130 315 620 1000 0.45 70 245 590 1000 125 300 595 1000 0.50 70 240 575 1000 120 295 575 995 0.55 70 240 570 1000 120 290 565 980 0.60 70 240 575 1000 120 285 560 970 0.65 70 245 590 1000 120 290 565 980 0.70 75 255 615 1000 125 295 575 1000 0.75 80 275 655 1000 125 305 595 1000

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
88
Pressão Diferencial Máxima Admissível Tamanho da Chapa
(ID)
16”
(15.250”)
20”(19.250”)
Espessura: 0.250” 0.375” 0.4375” 0.500” 0.250” 0.3125” 0.375” 0.4375” 0.500” BETA Pol. wc Pol. Wc Pol. wc Pol. wc Pol. wc Pol. wc Pol. wc Pol. wc Pol. wc 0.20 200 690 1000 1000a 100 200 345 550 825 0.25 185 630 1000 1000 90 185 320 505 755 0.30 170 585 930 1000 85 170 295 470 700 0.35 160 545 870 1000 80 160 275 440 655 0.40 150 515 820 1000 75 150 260 415 620 0.45 145 495 785 1000 70 145 250 395 595 0.50 140 480 760 1000 70 140 240 385 575 0.55 135 470 745 1000 70 135 235 380 565 0.60 135 465 740 1000 70 135 235 375 560 0.65 135 465 740 1000 70 135 235 35 565 0.70 140 475 755 1000 70 140 240 385 575 0.75 140 485 775 1000 70 145 250 395 595
Tamanho da Chapa
(ID)
24”(23.250”)
30”
(29.25”)
Espessura da Chapa
0.250”
0.375”
0.4375”
0.500”
0.5625”
0.375”
0.4375”
0.500”
0.5625”
BETA Pol. wc Pol. Wc Pol. wc Pol. wc Pol. wc Pol. wc Pol. wc Pol. wc Pol. wc 0.20 60 215 340 510 725 105 170 255 365 0.25 55 195 310 465 665 95 155 235 335 0.30 50 180 290 435 615 90 145 215 310 0.35 50 170 270 405 580 85 135 205 290 0.40 45 160 260 385 550 80 130 195 275 0.45 45 155 250 370 530 75 125 185 265 0.50 45 150 240 360 515 75 120 180 260 0.55 45 150 240 360 510 75 120 180 255 0.60 45 150 240 360 510 75 120 180 255 0.65 45 155 245 365 520 75 120 185 265 0.70 45 160 250 385 540 80 125 190 270 0.75 50 165 265 400 570 85 135 200 285
Pressupostos: O diâmetro do suporte de apoio (Ds) é 0.2 polegadas menor do que o diâmetro externo da chapa de orifício. O diâmetro interno (D) é o maior diâmetro da Tabela 2 – 4 do relatório AGA No. 3, Parte II (1) Os valores diferenciais máximos são para chapas de orifício com a temperatura do fluxo menor ou igual a 150 0 F (Tf ≤150 0 F) a Todos as pressões diferenciais máximas calculadas maiores do que 1.000 pol. de w.c. foram reduzidas para o valor máximo de 1.000 polegadas de w.c. devido a limitações no coeficiente de descarga da linha-base.

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
89
2-F.12 Referências
1. Orifice Metering of Natural Gas and Other Related Hydrocarbon Fluids, AGA Report No. 3, 3rd Edition. 1990. 2. Chemical Plant and Petroleum Refinery: Plant Piping ASME/ANSI B31.3, 1993 Edition. 3. Gerhart, P.M., and Gross, RJ., Fundamentals of Fluid Mechanics, Addison-Wesley Publishing Company, pg. 485 - 486, 1985.
4. Gorter, J., "Buckling of Orifice Plates and Resulting Errors in Flow Measurements by Means of Orifice Meter Runs:' Flow Con 77, Pi-oc. of @inip., "The Application of Measuring Techniques:'Brighton, 1977. 5. Gorter, J., "Deformation of Orifice Plates, Theory and Practice", Flow Measurement of Fluids, 1978. 6. Hannisdal, N.E., "Metering Study To Reduce Topsides Weight", North Sea Flow Measurement Workshop, Norway, 199 1.
7. Husain, Z., and Teyssandier, R., "The Effects of Plate Thickness and Bevel Angle in a 150 mm Line Size Orifice Meter," International Conference on Flow Measurement in the Mid-80s, Norway. 1986.
8. Husain, Z., and Roussel, J., "Measurement Accuracy of 1/4" Thick Orifice Plate Installed in 8" Orifice Fitting Designed for 1/8 " Thick Plate", Gas Measurement Research Council, San Antonio, Texas, 1997.
9. Karnik, U., "Effect of Increasing Plate Thickness on the Metering Accuracy of an 8 Inch Orifice Meter," AGA Operating Section Proceedings, pg. 605-625, 1996.
10. Jepson, P., and Chipchase, R., "Effect of Plate Buckling on Orifice Meter Accuracy", Journal Mechanical Engineering Science, 1975.
11. Mason, D., Wilson, M.P. and Birkhead, W.G., "Measurement Error Due to the Bending of Orifice Plates", ASME Annual Meeting, Houston, 1975.
12. Marks' Standard Handbook for Mechanical Engineers, Mechanics of Material, 9th Edition, Editors: Avallone, E.A., and Baumeister III, T., McGraw Hill, pg. 5-52.
13. Morrow, T., "Orifice Meter Installation Effects in the GRI MRF," 3rd International Symposium on Fluid Row Measurement, San Antonio, Texas, 1995.
14. Norman, R., "A Further Investigation Into the Effect of Orifice Plate Deformation on Metering Error", Report No. ERS R.2554, British Gas Engineering Research Station, 1982.
15. Norman, R., Rawat, M.S., and Jepson, P., "Buckling and Eccentricity Effects on Orifice Metering Accuracy", International Gas Research Conference, 1983.
16. Norman, R., Rawat, M.S., and Jepson, P., "An Experimental Investigation Into the Effects of Plate Eccentricity and Elastic Deformation on Orifice Meter Accuracy", presented at the International Conference on Metering of Natural Gas and Liquified Hydrocarbon Gases, 1984.
17. Rawal, M.S., and Norman, R., "An Experimental Investigation Into the Flow Measurement Errors Caused by Elastic Deformation of Orifice Plates", Report No. ERS R.2713, British Gas Engineering Research Station, 1983.
18. Hydraulics Engineering, Editor: Rouse, H., John Wiley & Sons Inc., 1950. 19. Shapiro, A.H., The Dynamics of Thermodynamics of Compressible Fluid Flow, Vol. 1, John Wiley
& Sons Inc., 1953.

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
90
Enviar para: Operating Section American Gas Association 400 North Capitol Street, N.W. 4th Floor Washington, D.C. 20001
USA Fax: (202) 824-7082
Nome: ___________________________________________________________________ Empresa: ________________________________________________________________ Endereço: ________________________________________________________________ Telefone: ______________Fax: ______________Email: __________________________ Indicar organização representada (caso exista): ________________________________ 1. Seção/Parágrafo: 2. A proposta recomenda: (marque uma): novo texto texto revisado texto
excluído 3. Proposta (inclua palavras novas ou revisadas, ou identificação das palavras a serem
excluídas, use folha separa se necessário): [Texto proposto deve estar em formato legislativo, i.e., palavras sublinhadas devem ser incluídas (palavras incluídas), palavras cortadas devem ser excluídas (palavras excluídas)].
4. Relatório do problemas e Documentação para a Proposta (use folha separada se
necessário): (Relate o problema que deve ser resolvido conforme sua indicação; informe as razões específicas para sua proposta, incluindo cópias de ensaios, documentos de pesquisa, etc).
5. Esta Proposta é matéria original. (Observação: Matéria original é aquela originada pelo
proponente com base e/ou como resultado de sua própria experiência, pensamento ou pesquisa e não representa cópia de outra fonte). Esta Proposta não é matéria original; sua fonte (se conhecida) é a seguinte:
__________________________________________________________________________________________________________________________________________________________
Digite ou escreva em letra legível. Se material adicional for incluído (fotos, diagramas, relatórios, etc.), um número de cópias suficientes para todos os membros do comitê de revisão ou das forças-tarefas poderá ser requisitado.
Pelo presente instrumento, concedo à American Gas Association os direitos não exclusivos e livres de direitos autorais, inclusive os direitos não exclusivos e livres de direitos autorais de reprodução sobre esta Proposta e entendo que não estou adquirindo direito algum sobre qualquer publicação da American Gas Association na qual esta Proposta for incluída ou alguma outra forma similar ou análoga que seja ela usada.
Data:________________Assinatura (Obrigatória)___________________________________
PARA USO EXCLUSIVO DA EMPRESA N° Reg:_____________________ Data Rebt°:__________________ Data Rebt°:__________________

IMPORTANTE: Este material é uma tradução livre da AGA 3 – parte 2- é deve ser usada apenas para fins didáticos. Cabe ao usuário, entretanto, quando da necessidade de uso desta referência para realização de atividades técnicas (que não didáticas) se basear no documento do qual a mesma foi originada (Manual of Petroleum Measurement Standards – Chapter14 – Natural Gas Fluids Measurement – Section 3- Part 2).
91

SEÇÃO 3 - PARTE 2 - ESPECIFICAÇÕES E REQUISITOS DE INSTALAÇÃO
92