
15 4. HASIL DAN PEMBAHASAN Pada tahap awal dilakukan ...
83
15 Universitas Kristen Petra 4. HASIL DAN PEMBAHASAN Pada tahap awal dilakukan observasi terhadap perusahaan terkait mesin dan proses produksi yang ada. Hal ini dilakukan supaya dapat mengetahui cara kerja mesin dan set-up yang perlu dilakukan pada mesin. 4.1. Mesin Maker Implementasi quickchangeover dilakukan pada mesin Maker. Mesin Maker adalah sebuah mesin pembuat filter rokok yang terdiri dari dua buah bagian mesin yang saling terhubung yaitu mesin Hauni AF-2 dan Hauni KDF-2. Proses pembuatan filter rokok pada mesin Maker dimulai dari material yang masuk melalui mesin AF-2 hingga dibentuk menjadi filter oleh mesin KDF-2. Gambar 4.1 merupakan hasil dokumentasi mesin Maker di PT.Z Gambar 4. 1.Mesin Maker (Sumber : Hasil Dokumentasi di PT. Z)
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of 15 4. HASIL DAN PEMBAHASAN Pada tahap awal dilakukan ...
15 Universitas Kristen Petra
4. HASIL DAN PEMBAHASAN
Pada tahap awal dilakukan observasi terhadap perusahaan terkait mesin dan
proses produksi yang ada. Hal ini dilakukan supaya dapat mengetahui cara kerja
mesin dan set-up yang perlu dilakukan pada mesin.
4.1. Mesin Maker
Implementasi quickchangeover dilakukan pada mesin Maker. Mesin Maker
adalah sebuah mesin pembuat filter rokok yang terdiri dari dua buah bagian mesin
yang saling terhubung yaitu mesin Hauni AF-2 dan Hauni KDF-2. Proses
pembuatan filter rokok pada mesin Maker dimulai dari material yang masuk melalui
mesin AF-2 hingga dibentuk menjadi filter oleh mesin KDF-2. Gambar 4.1
merupakan hasil dokumentasi mesin Maker di PT.Z
Gambar 4. 1.Mesin Maker
(Sumber : Hasil Dokumentasi di PT. Z)
16 Universitas Kristen Petra
4.1.1. Mesin Hauni AF-2
Mesin Hauni AF-2 merupakan bagian mesin pertama dari mesin Maker
yang akan melakukan proses produksi sebelum dilanjutkan proses berikutnya pada
mesin Hauni KDF-2. Mesin Hauni AF memiliki fungsi untuk mengatur dan
mengontrol fisik dari material tow sesuai dengan kriteria filter yang diinginkan.
Bagian dari mesin Hauni AF-2 berfungsi untuk mengatur dan menentukan
preasusure drop (PD) dan hardness pada hasil dari filter rods. Mesin Hauni AF-2
ini memiliki spesifikasi kecepatan pembuatan filter/rod speed yaitu ≤ 400 m/min
atau setara dengan ≤ 4000 filter rods/min. Mesin Hauni AF-2 ini terdiri dari tiga
bagian unit yang memiliki prinsip kerja yang saling terhubung. Bagian dari mesin
Hauni AF-2 adalah sebagai berikut:
1. Tow Feed Unit
Merupakan bagian yang berfungsi sebagai pengisian tow. Tidak
hanya berfungsi sebagai bagian pengisian tow bagian ini juga memiliki
fungsi untuk proses guiding dan blooming material tow. Pada tow feed unit
terdapat beberapa komponen yaitu guide ring, guide plate, air supply of
banding jet, dan banding jet. Proses pengisian tow pertama kali dilakukan
dengan memasukkan material tow pada guide ring lalu dilanjutkan dengan
diarahkan ke guide plate, tow perlu dijepet oleh banding jet yang terletak
sebelum guide plate supaya dapat mekar. Setelah melalui guide plate
material tow diarahkan menuju ke satu pasang double roller pertama, tow
perlu dijepitka pula pada banding jet yang terdapat sebelum dobule roller
pertama. Banding jet mengunakan tekanan udara rendah yang dapat
membantu proses blooming. Tow Feed Unit dapat dilihat pada Gambar 4.2.

17 Universitas Kristen Petra
Gambar 4. 2.Tow Feed Unit.
(Sumber : Hasil Dokumentasi di PT. Z)
18 Universitas Kristen Petra
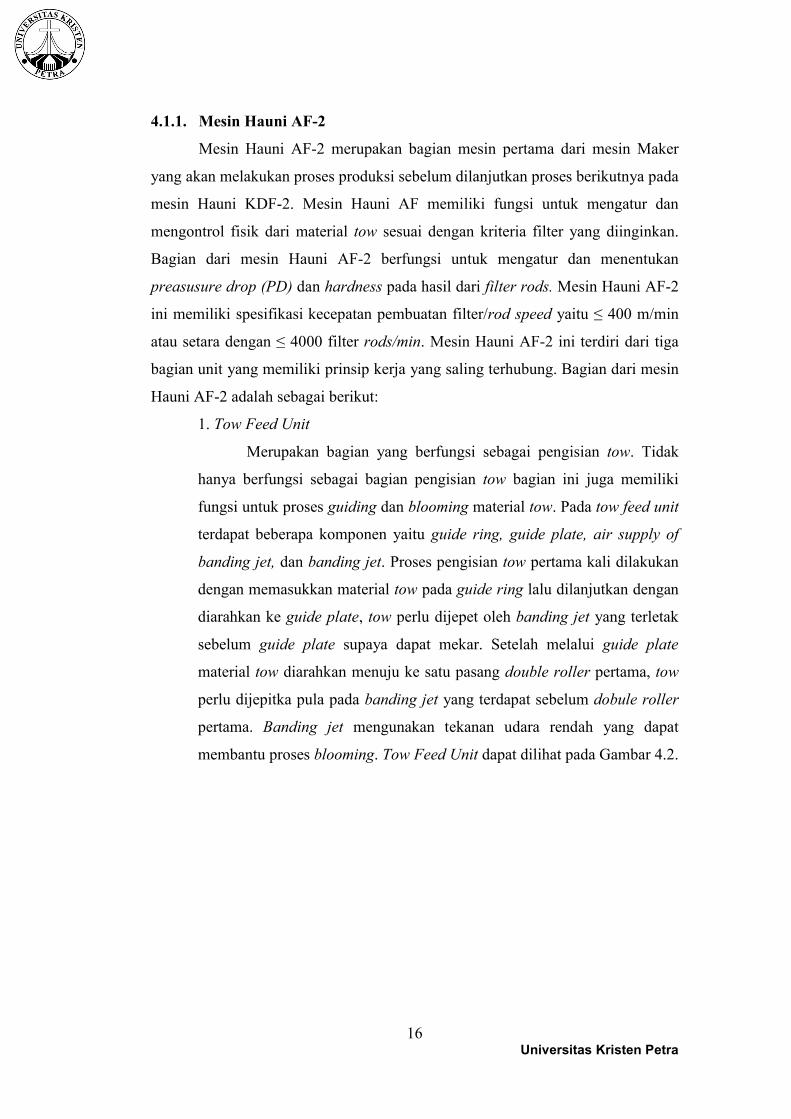
2. Tow Processing Unit
Bagian ini merupakan tempat yang berfungsi sebagai proses
pembentukan tow. Pada proses pembentukan tow ini, tow dialirkan melelaui
empat pasang double roller yang memiliki fungsi masing-masing. Fungsi
dari double roller tesebut meliputi pengereman (braking), peregangan
(stretching), dan pengantaran (deliverying). Pada proses pertama tow dilalui
melewati double roller pertama dan mengalami proses pengereman
(braking). Lalu dilanjutkan ke double roller kedua dan ketiga yang akan
terjadi proses peregangan (stretching). Nilai dari pressure drop (PD)
ditentukan oleh proses peregangan (stretching) pengaturannya dapat
dilakukan dengan mengubah kecepatan dan tekanan pada roller. Setelah itu
material tow akan dibawa menuju ke proses spraying dan pada proses akhir
mesin Hauni AF-2 tow dilanjutkan ke double roller terakhir sebagai
pengantaran (deliverying) menuju mesin Hauni KDF-2. Dokumentasi Tow
Processing Unit dapat dilihat pada Gambar 4.3.
Gambar 4. 3.Tow Processing Unit.
(Sumber : Hasil Dokumentasi di PT. Z)
19 Universitas Kristen Petra
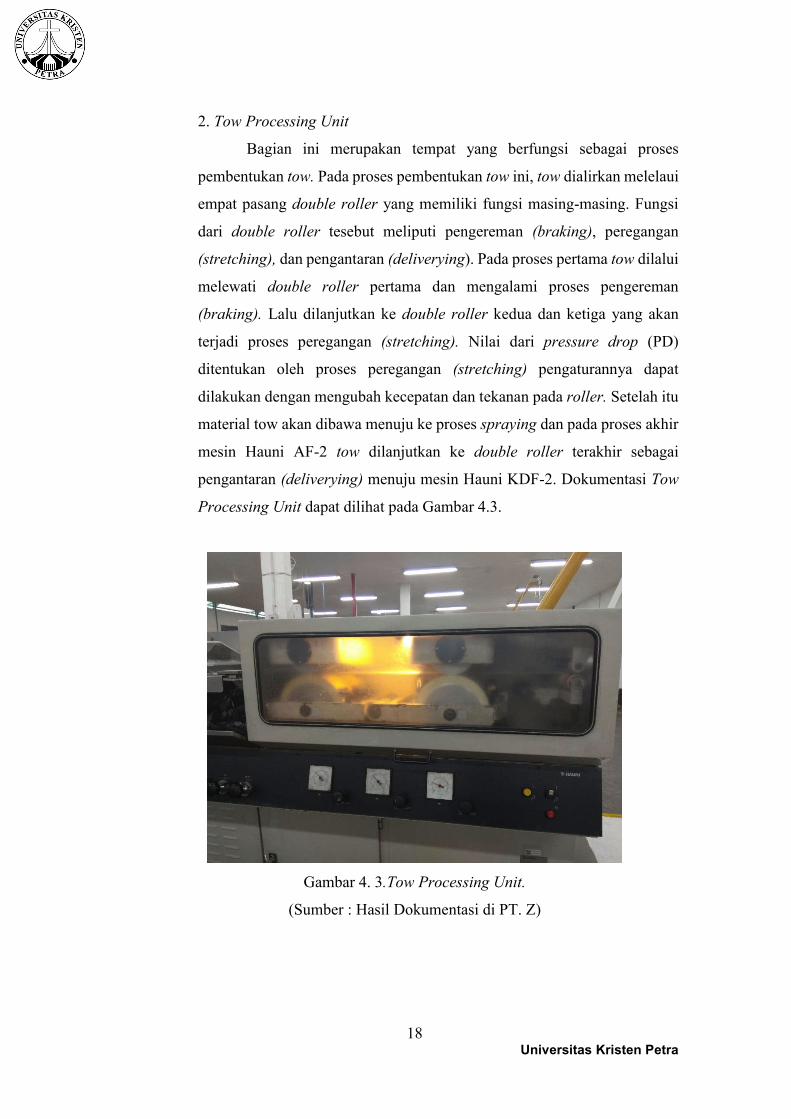
3. Tow Plasticizing Unit
Merupakan tempat terjadinya proses penyemprotan (spraying)
larutan triacetine pada tow. Proses spraying ini dilakukan dengan
mengunakan brush yang berputar pada bagian dalam chamber. Fungsi dari
penyemprotan (spraying) untuk mengenyalkan tow sehingga diperoleh nilai
presentase hardness filter rods yang diiginkan. Untuk mengatur persentase
hardness filter rods dapat dilakukan dengan mengubah takaran dan
parameter yang ada pada bagian pannel mesin AF-2.Dokumentasi Tow
Plasticizing Unit terdapat pada Gambar 4.4.
Gambar 4. 4.Tow Plasticizing Unit.
(Sumber : Hasil Dokumentasi di PT. Z)
4.1.2. Mesin Hauni KDF-2.
Setelah melewati proses-proses yang ada pada mesin Hauni AF-2 hasil dari
proses tersebut pun di lanjutkan menuju ke mesin Hauni KDF-2 yang merupakan
mesin pembentukan filter rod hingga pemotongan filter rod sesuai dengan panjang
dan diameter yang ditentukan. Berikut adalah kapasitas produksi dari mesin Hauni
KDF-2 :
Machine output : Maximum rod speed : 400 m/min
: Maximum filter cutting speed : 4000 rod/min

20 Universitas Kristen Petra
Format Range : Filter rod length : 60 – 150 mm
: Filter rod diameter : 6.0 – 9.0 mm
Hauni KDF-2 terbagi menjadi beberapa bagian yang memiliki peranannya
masing-masing dalam pembentukan filter rod. Berikut adalah bagian-bagian dari
mesin Hauni KDF-2 :
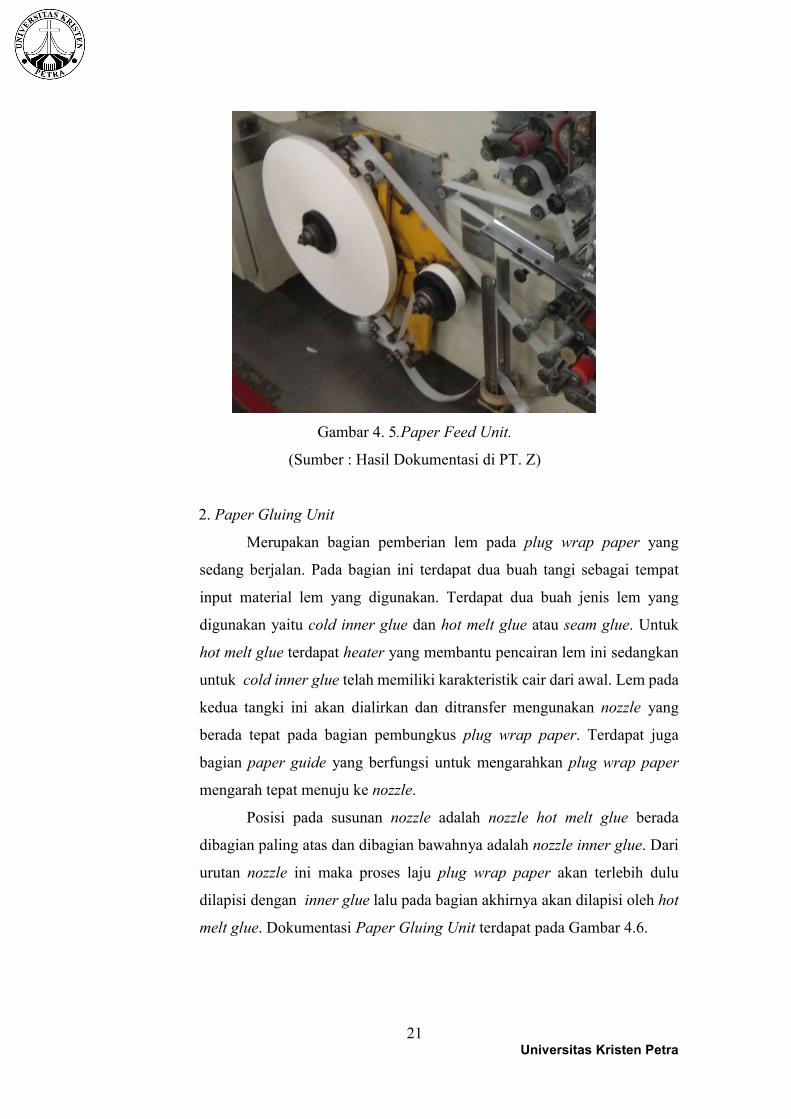
1. Paper Feed Unit
Merupakan bagian dari mesin Hauni KDF-2 yang berfungsi sebagai
tempat pengisian material plug wrap yang digunakan sebagai pembungkus
material tow dalam pembentukan filter rod. Pada bagian paper feed unit
terdapat bagian bobin turn over dan splicing unit. Bobin turn over
merupakan bagian dari mesin tempat diletakannya plug wrap, terdapat dua
buah tempat pelatakan plug wrap. Bagian ini dapat berputar secara otomatis
ketika gulungan plug wrap yang sedang digunakan telah mencapai batas
sensor sehingga dapat dilakukan pengisian plug wrap baru pada bagian
yang telah kosong. Untuk dapat melakukan supply plug wrap secara
kontinyu maka ada bagian splicing unit yang akan melakukan
penyambungan plug wrap secara otomatis antara plug wrap yang telah
dipakai dengan yang baru terpasang di bagian belakang. Dalam
pengaplikasiannya diperlukan double tape sebagai media penghubung plug
wrap yang dilekatkan diantara kedua permukaan plug wrap. Ketika sensor
pada bobin telah membaca bahwa plug wrap yang digunakan telah
mencapai batas pemakaian maka splicing unit akan secara otomatis
melakukan penyambungan dengan plug wrap yang baru. Dokumentasi
Paper Feed Unit dapat dilihat pada Gambar 4.5.
21 Universitas Kristen Petra
Gambar 4. 5.Paper Feed Unit.
(Sumber : Hasil Dokumentasi di PT. Z)
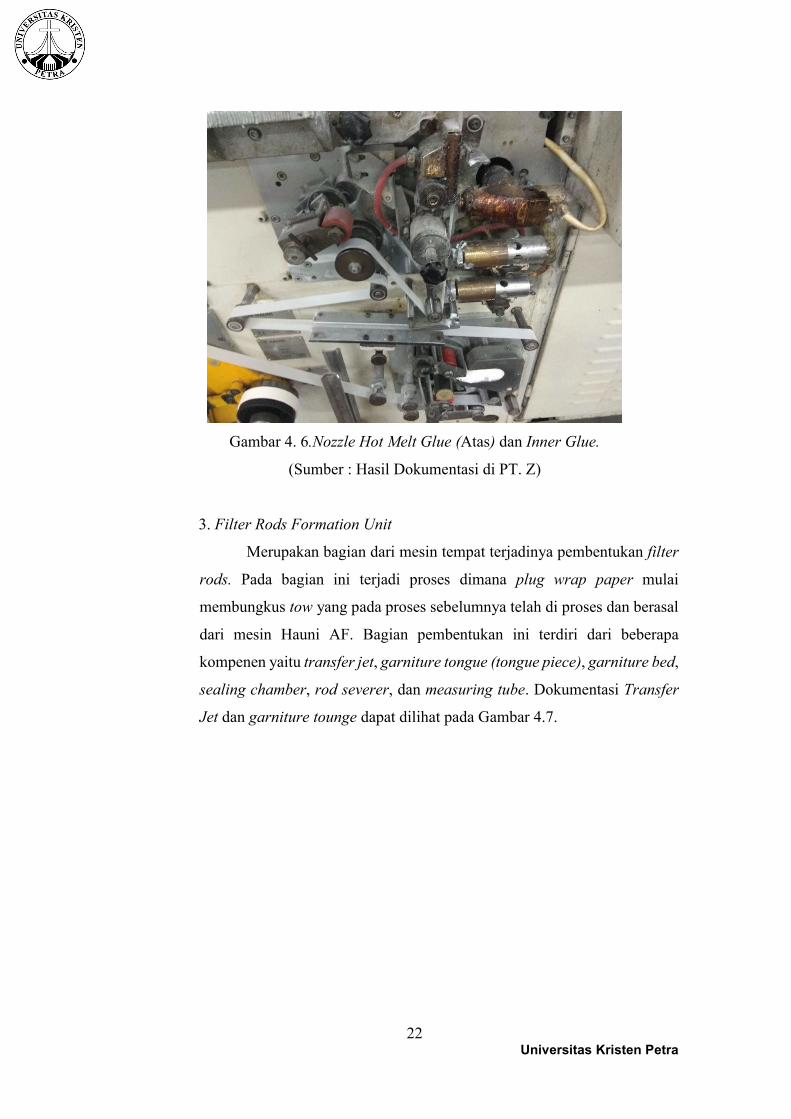
2. Paper Gluing Unit
Merupakan bagian pemberian lem pada plug wrap paper yang
sedang berjalan. Pada bagian ini terdapat dua buah tangi sebagai tempat
input material lem yang digunakan. Terdapat dua buah jenis lem yang
digunakan yaitu cold inner glue dan hot melt glue atau seam glue. Untuk
hot melt glue terdapat heater yang membantu pencairan lem ini sedangkan
untuk cold inner glue telah memiliki karakteristik cair dari awal. Lem pada
kedua tangki ini akan dialirkan dan ditransfer mengunakan nozzle yang
berada tepat pada bagian pembungkus plug wrap paper. Terdapat juga
bagian paper guide yang berfungsi untuk mengarahkan plug wrap paper
mengarah tepat menuju ke nozzle.
Posisi pada susunan nozzle adalah nozzle hot melt glue berada
dibagian paling atas dan dibagian bawahnya adalah nozzle inner glue. Dari
urutan nozzle ini maka proses laju plug wrap paper akan terlebih dulu
dilapisi dengan inner glue lalu pada bagian akhirnya akan dilapisi oleh hot
melt glue. Dokumentasi Paper Gluing Unit terdapat pada Gambar 4.6.
22 Universitas Kristen Petra
Gambar 4. 6.Nozzle Hot Melt Glue (Atas) dan Inner Glue.
(Sumber : Hasil Dokumentasi di PT. Z)
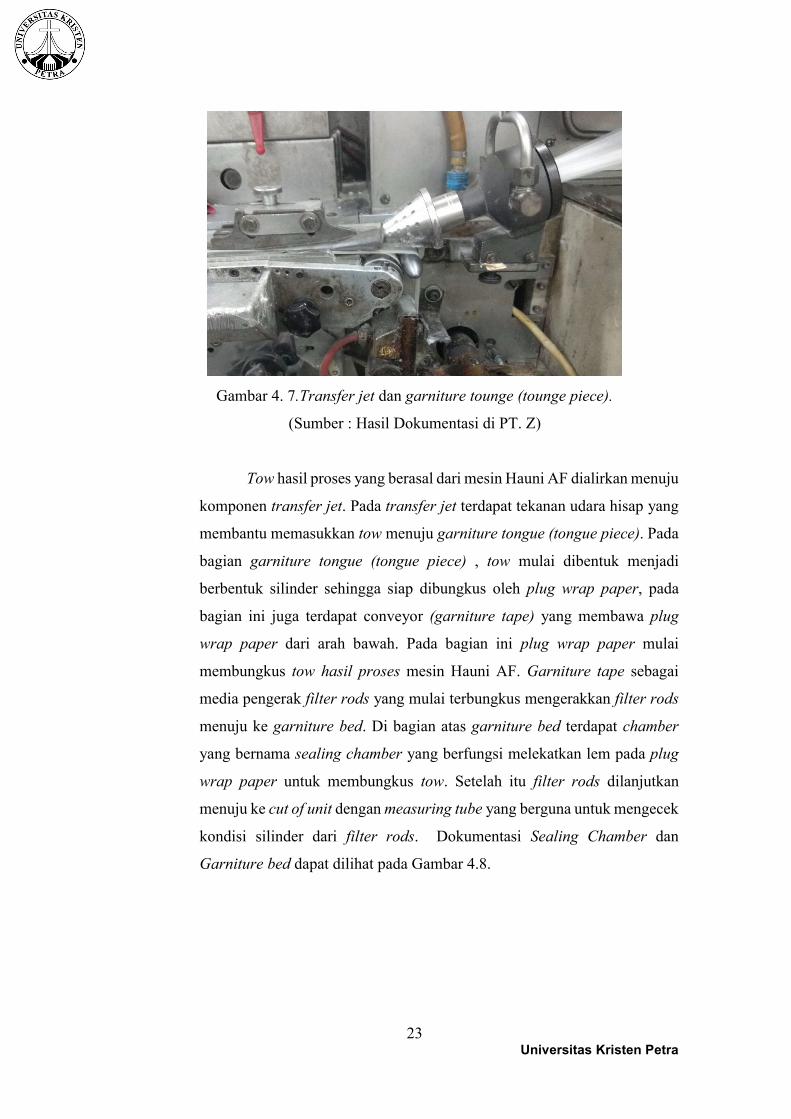
3. Filter Rods Formation Unit
Merupakan bagian dari mesin tempat terjadinya pembentukan filter
rods. Pada bagian ini terjadi proses dimana plug wrap paper mulai
membungkus tow yang pada proses sebelumnya telah di proses dan berasal
dari mesin Hauni AF. Bagian pembentukan ini terdiri dari beberapa
kompenen yaitu transfer jet, garniture tongue (tongue piece), garniture bed,
sealing chamber, rod severer, dan measuring tube. Dokumentasi Transfer
Jet dan garniture tounge dapat dilihat pada Gambar 4.7.
23 Universitas Kristen Petra
Gambar 4. 7.Transfer jet dan garniture tounge (tounge piece).
(Sumber : Hasil Dokumentasi di PT. Z)
Tow hasil proses yang berasal dari mesin Hauni AF dialirkan menuju
komponen transfer jet. Pada transfer jet terdapat tekanan udara hisap yang
membantu memasukkan tow menuju garniture tongue (tongue piece). Pada
bagian garniture tongue (tongue piece) , tow mulai dibentuk menjadi
berbentuk silinder sehingga siap dibungkus oleh plug wrap paper, pada
bagian ini juga terdapat conveyor (garniture tape) yang membawa plug
wrap paper dari arah bawah. Pada bagian ini plug wrap paper mulai
membungkus tow hasil proses mesin Hauni AF. Garniture tape sebagai
media pengerak filter rods yang mulai terbungkus mengerakkan filter rods
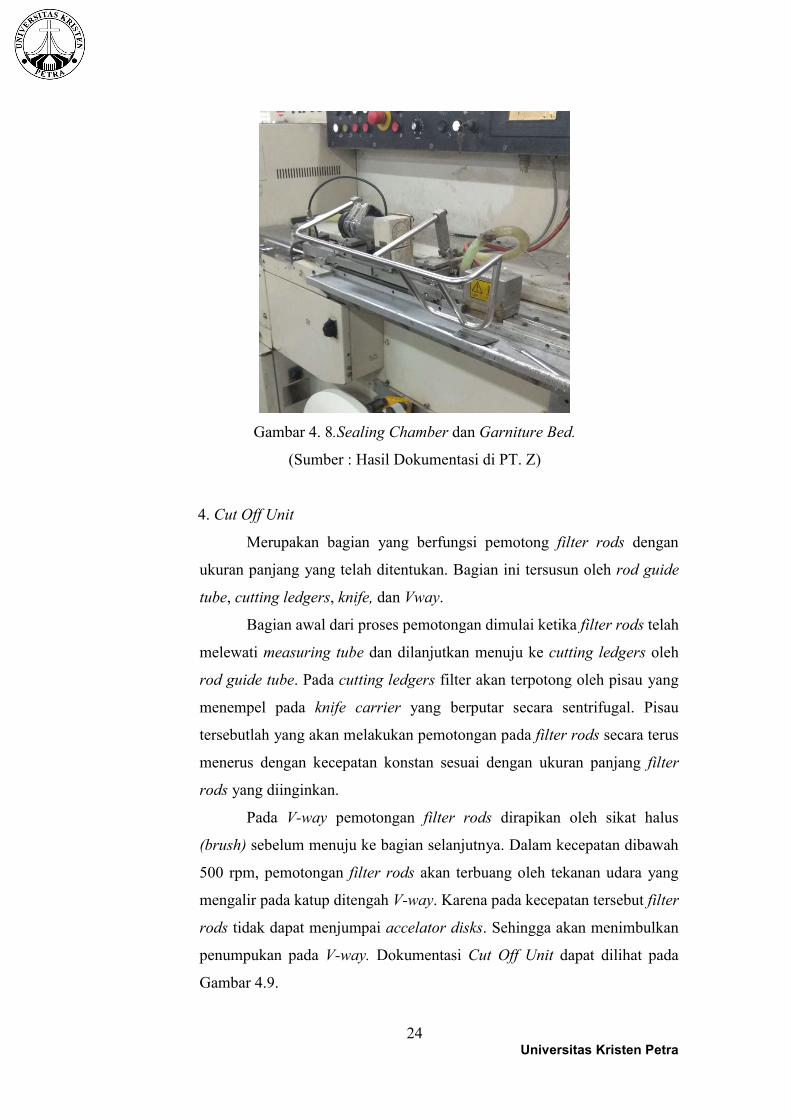
menuju ke garniture bed. Di bagian atas garniture bed terdapat chamber
yang bernama sealing chamber yang berfungsi melekatkan lem pada plug
wrap paper untuk membungkus tow. Setelah itu filter rods dilanjutkan
menuju ke cut of unit dengan measuring tube yang berguna untuk mengecek
kondisi silinder dari filter rods. Dokumentasi Sealing Chamber dan
Garniture bed dapat dilihat pada Gambar 4.8.
24 Universitas Kristen Petra
Gambar 4. 8.Sealing Chamber dan Garniture Bed.
(Sumber : Hasil Dokumentasi di PT. Z)
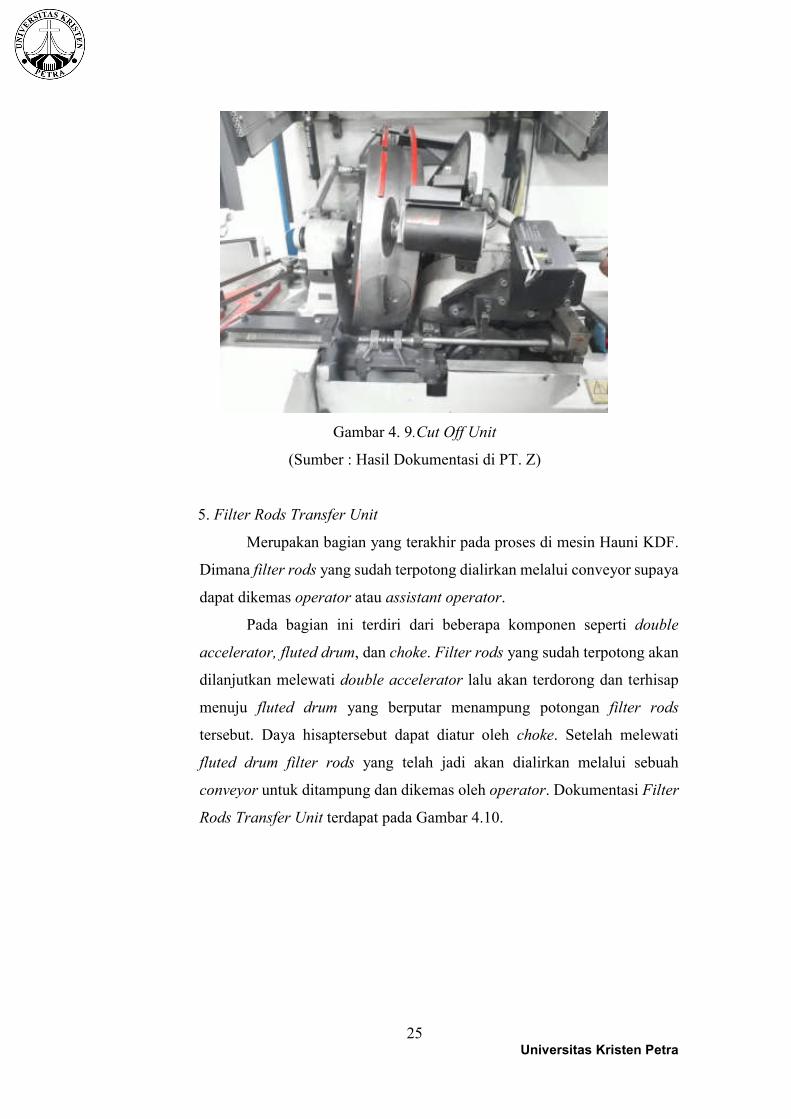
4. Cut Off Unit
Merupakan bagian yang berfungsi pemotong filter rods dengan
ukuran panjang yang telah ditentukan. Bagian ini tersusun oleh rod guide
tube, cutting ledgers, knife, dan Vway.
Bagian awal dari proses pemotongan dimulai ketika filter rods telah
melewati measuring tube dan dilanjutkan menuju ke cutting ledgers oleh
rod guide tube. Pada cutting ledgers filter akan terpotong oleh pisau yang
menempel pada knife carrier yang berputar secara sentrifugal. Pisau
tersebutlah yang akan melakukan pemotongan pada filter rods secara terus
menerus dengan kecepatan konstan sesuai dengan ukuran panjang filter
rods yang diinginkan.
Pada V-way pemotongan filter rods dirapikan oleh sikat halus
(brush) sebelum menuju ke bagian selanjutnya. Dalam kecepatan dibawah
500 rpm, pemotongan filter rods akan terbuang oleh tekanan udara yang
mengalir pada katup ditengah V-way. Karena pada kecepatan tersebut filter
rods tidak dapat menjumpai accelator disks. Sehingga akan menimbulkan
penumpukan pada V-way. Dokumentasi Cut Off Unit dapat dilihat pada
Gambar 4.9.
25 Universitas Kristen Petra
Gambar 4. 9.Cut Off Unit
(Sumber : Hasil Dokumentasi di PT. Z)
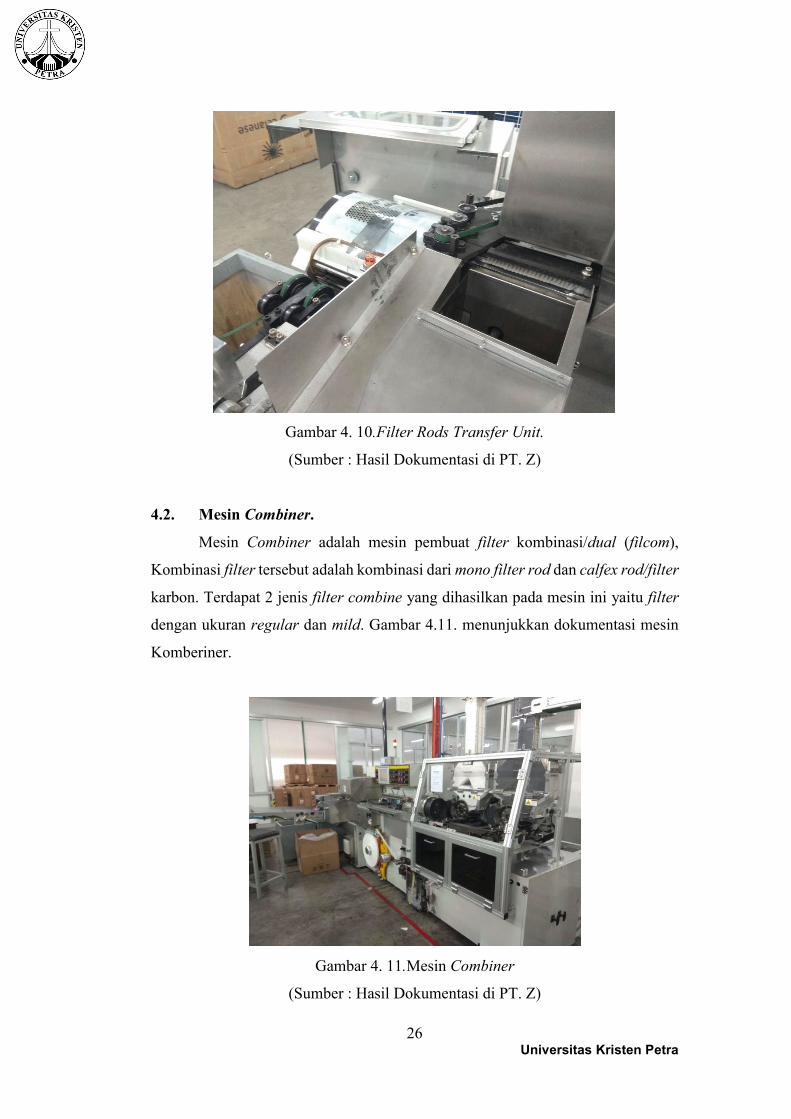
5. Filter Rods Transfer Unit
Merupakan bagian yang terakhir pada proses di mesin Hauni KDF.
Dimana filter rods yang sudah terpotong dialirkan melalui conveyor supaya
dapat dikemas operator atau assistant operator.
Pada bagian ini terdiri dari beberapa komponen seperti double
accelerator, fluted drum, dan choke. Filter rods yang sudah terpotong akan
dilanjutkan melewati double accelerator lalu akan terdorong dan terhisap
menuju fluted drum yang berputar menampung potongan filter rods
tersebut. Daya hisaptersebut dapat diatur oleh choke. Setelah melewati
fluted drum filter rods yang telah jadi akan dialirkan melalui sebuah
conveyor untuk ditampung dan dikemas oleh operator. Dokumentasi Filter
Rods Transfer Unit terdapat pada Gambar 4.10.
26 Universitas Kristen Petra
Gambar 4. 10.Filter Rods Transfer Unit.
(Sumber : Hasil Dokumentasi di PT. Z)
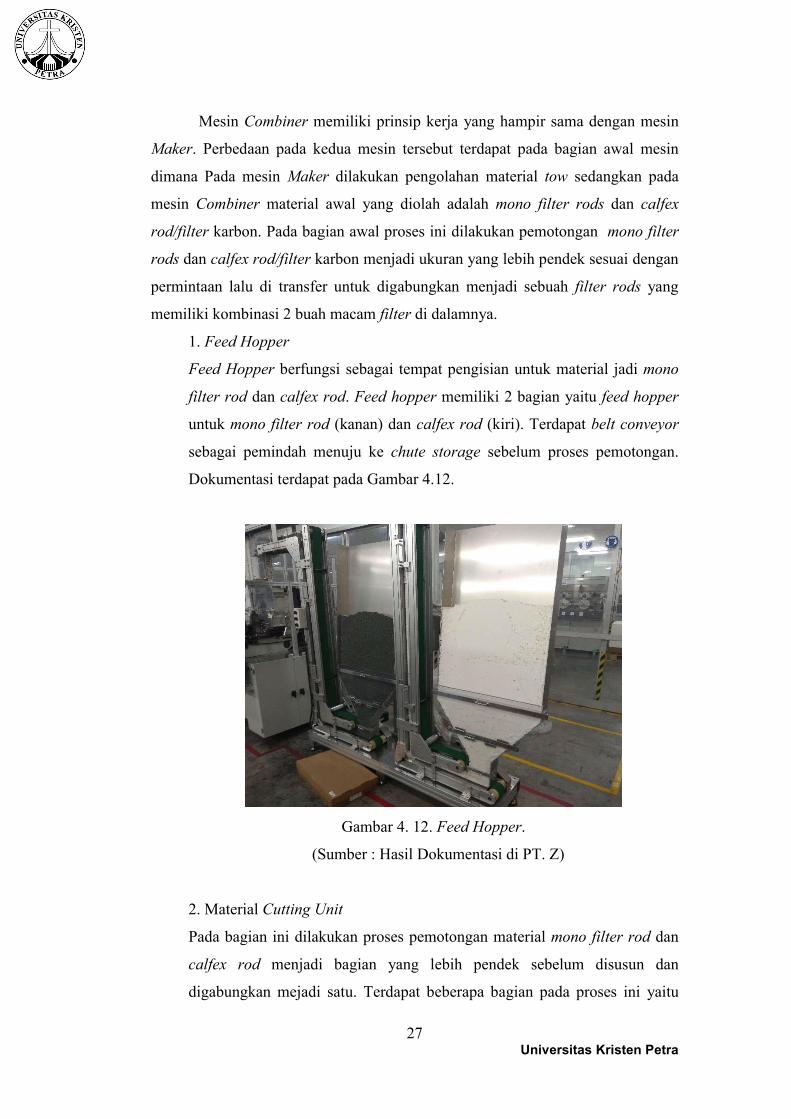
4.2. Mesin Combiner.
Mesin Combiner adalah mesin pembuat filter kombinasi/dual (filcom),
Kombinasi filter tersebut adalah kombinasi dari mono filter rod dan calfex rod/filter
karbon. Terdapat 2 jenis filter combine yang dihasilkan pada mesin ini yaitu filter
dengan ukuran regular dan mild. Gambar 4.11. menunjukkan dokumentasi mesin
Komberiner.
Gambar 4. 11.Mesin Combiner
(Sumber : Hasil Dokumentasi di PT. Z)
27 Universitas Kristen Petra
Mesin Combiner memiliki prinsip kerja yang hampir sama dengan mesin
Maker. Perbedaan pada kedua mesin tersebut terdapat pada bagian awal mesin
dimana Pada mesin Maker dilakukan pengolahan material tow sedangkan pada
mesin Combiner material awal yang diolah adalah mono filter rods dan calfex
rod/filter karbon. Pada bagian awal proses ini dilakukan pemotongan mono filter
rods dan calfex rod/filter karbon menjadi ukuran yang lebih pendek sesuai dengan
permintaan lalu di transfer untuk digabungkan menjadi sebuah filter rods yang
memiliki kombinasi 2 buah macam filter di dalamnya.
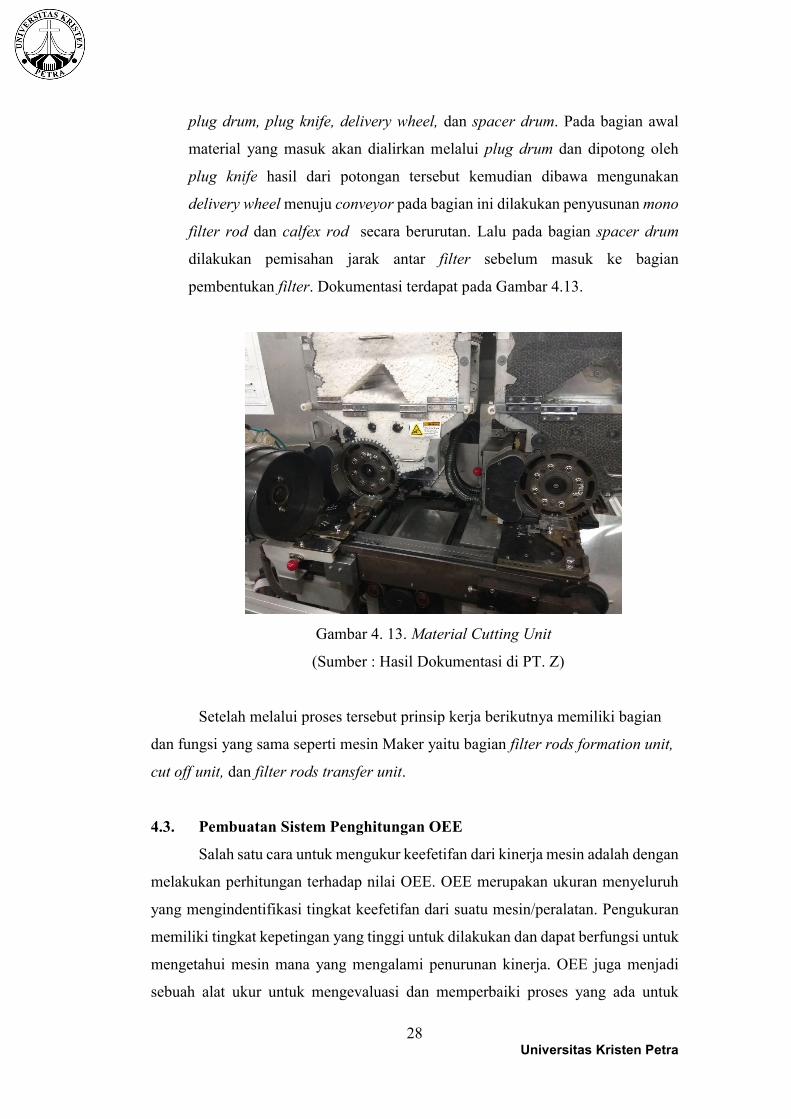
1. Feed Hopper
Feed Hopper berfungsi sebagai tempat pengisian untuk material jadi mono
filter rod dan calfex rod. Feed hopper memiliki 2 bagian yaitu feed hopper
untuk mono filter rod (kanan) dan calfex rod (kiri). Terdapat belt conveyor
sebagai pemindah menuju ke chute storage sebelum proses pemotongan.
Dokumentasi terdapat pada Gambar 4.12.
Gambar 4. 12. Feed Hopper.
(Sumber : Hasil Dokumentasi di PT. Z)
2. Material Cutting Unit
Pada bagian ini dilakukan proses pemotongan material mono filter rod dan
calfex rod menjadi bagian yang lebih pendek sebelum disusun dan
digabungkan mejadi satu. Terdapat beberapa bagian pada proses ini yaitu
28 Universitas Kristen Petra
plug drum, plug knife, delivery wheel, dan spacer drum. Pada bagian awal
material yang masuk akan dialirkan melalui plug drum dan dipotong oleh
plug knife hasil dari potongan tersebut kemudian dibawa mengunakan
delivery wheel menuju conveyor pada bagian ini dilakukan penyusunan mono
filter rod dan calfex rod secara berurutan. Lalu pada bagian spacer drum
dilakukan pemisahan jarak antar filter sebelum masuk ke bagian
pembentukan filter. Dokumentasi terdapat pada Gambar 4.13.
Gambar 4. 13. Material Cutting Unit
(Sumber : Hasil Dokumentasi di PT. Z)
Setelah melalui proses tersebut prinsip kerja berikutnya memiliki bagian
dan fungsi yang sama seperti mesin Maker yaitu bagian filter rods formation unit,
cut off unit, dan filter rods transfer unit.
4.3. Pembuatan Sistem Penghitungan OEE
Salah satu cara untuk mengukur keefetifan dari kinerja mesin adalah dengan
melakukan perhitungan terhadap nilai OEE. OEE merupakan ukuran menyeluruh
yang mengindentifikasi tingkat keefetifan dari suatu mesin/peralatan. Pengukuran
memiliki tingkat kepetingan yang tinggi untuk dilakukan dan dapat berfungsi untuk
mengetahui mesin mana yang mengalami penurunan kinerja. OEE juga menjadi
sebuah alat ukur untuk mengevaluasi dan memperbaiki proses yang ada untuk
29 Universitas Kristen Petra
menjamin peningkatan efektifitas pengunaan mesin dan peralatan. Pada langkah
awal dilakukannya pembuatan sistem perhitungan OEE dilakukan observasi awal
terhadap kondisi perusahaan. OEE pun dibuat dengan mengamati berbegai faktor
yang dapat mempengaruhi indikator pada OEE yaitu Availability, Performance dan
Quality. Data dari sistem ini pun diambil dari laporan harian produksi yang
merupakan data yang diambil selama proses produksi berlangsung. Pada sistem di
PT.Z belum dapat secara otomatis melakukan penghitungan dan pembuatan grafik
OEE.
4.3.1. Availability
Availability merupakan suatu faktor yang berkaitan erat dengan
keterssediaan waktu kerja. Availability diperoleh dengan memperhitungkan berapa
lama mesin dapat digunkana dibandingkan dengan waktu opersional yang
direncanakan. Terdapat berbagai faktor yang dapat menyebabkan mesin tidak
berjalan antara lain serperti breakdown, set up, dan faktor penghambat lainnya.
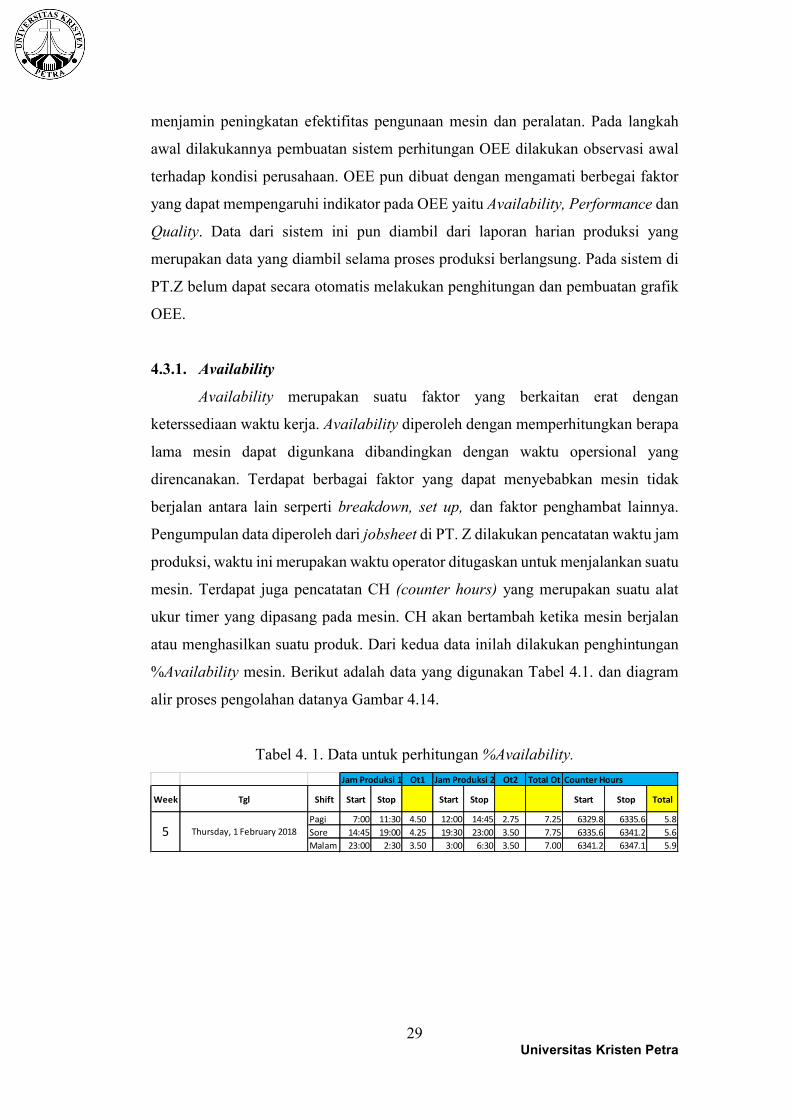
Pengumpulan data diperoleh dari jobsheet di PT. Z dilakukan pencatatan waktu jam
produksi, waktu ini merupakan waktu operator ditugaskan untuk menjalankan suatu
mesin. Terdapat juga pencatatan CH (counter hours) yang merupakan suatu alat
ukur timer yang dipasang pada mesin. CH akan bertambah ketika mesin berjalan
atau menghasilkan suatu produk. Dari kedua data inilah dilakukan penghintungan
%Availability mesin. Berikut adalah data yang digunakan Tabel 4.1. dan diagram
alir proses pengolahan datanya Gambar 4.14.
Tabel 4. 1. Data untuk perhitungan %Availability.
Jam Produksi 1 Ot1 Jam Produksi 2 Ot2 Total Ot Counter Hours
Week Tgl Shift Start Stop Start Stop Start Stop Total
Pagi 7:00 11:30 4.50 12:00 14:45 2.75 7.25 6329.8 6335.6 5.8
Sore 14:45 19:00 4.25 19:30 23:00 3.50 7.75 6335.6 6341.2 5.6
Malam 23:00 2:30 3.50 3:00 6:30 3.50 7.00 6341.2 6347.1 5.9
5 Thursday, 1 February 2018
30 Universitas Kristen Petra
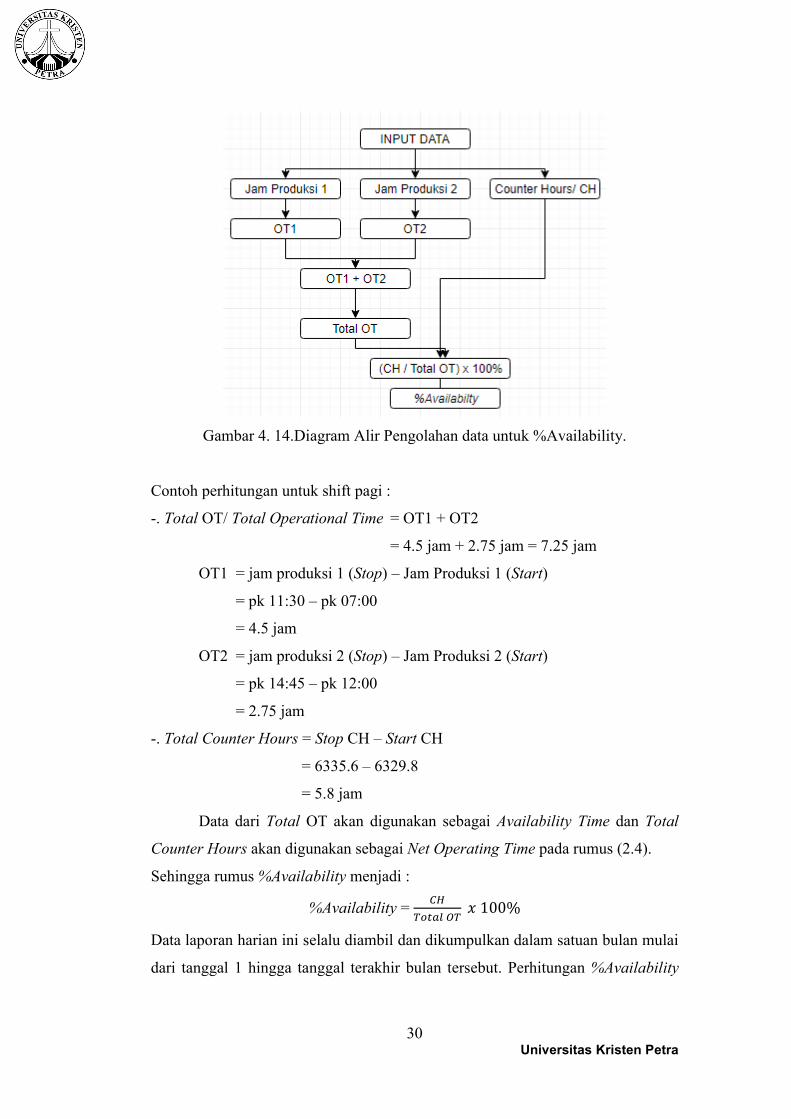
Gambar 4. 14.Diagram Alir Pengolahan data untuk %Availability.
Contoh perhitungan untuk shift pagi :
-. Total OT/ Total Operational Time = OT1 + OT2
= 4.5 jam + 2.75 jam = 7.25 jam
OT1 = jam produksi 1 (Stop) – Jam Produksi 1 (Start)
= pk 11:30 – pk 07:00
= 4.5 jam
OT2 = jam produksi 2 (Stop) – Jam Produksi 2 (Start)
= pk 14:45 – pk 12:00
= 2.75 jam
-. Total Counter Hours = Stop CH – Start CH
= 6335.6 – 6329.8
= 5.8 jam
Data dari Total OT akan digunakan sebagai Availability Time dan Total
Counter Hours akan digunakan sebagai Net Operating Time pada rumus (2.4).
Sehingga rumus %Availability menjadi :
%Availability = ��
����� �� � 100%
Data laporan harian ini selalu diambil dan dikumpulkan dalam satuan bulan mulai
dari tanggal 1 hingga tanggal terakhir bulan tersebut. Perhitungan %Availability
31 Universitas Kristen Petra
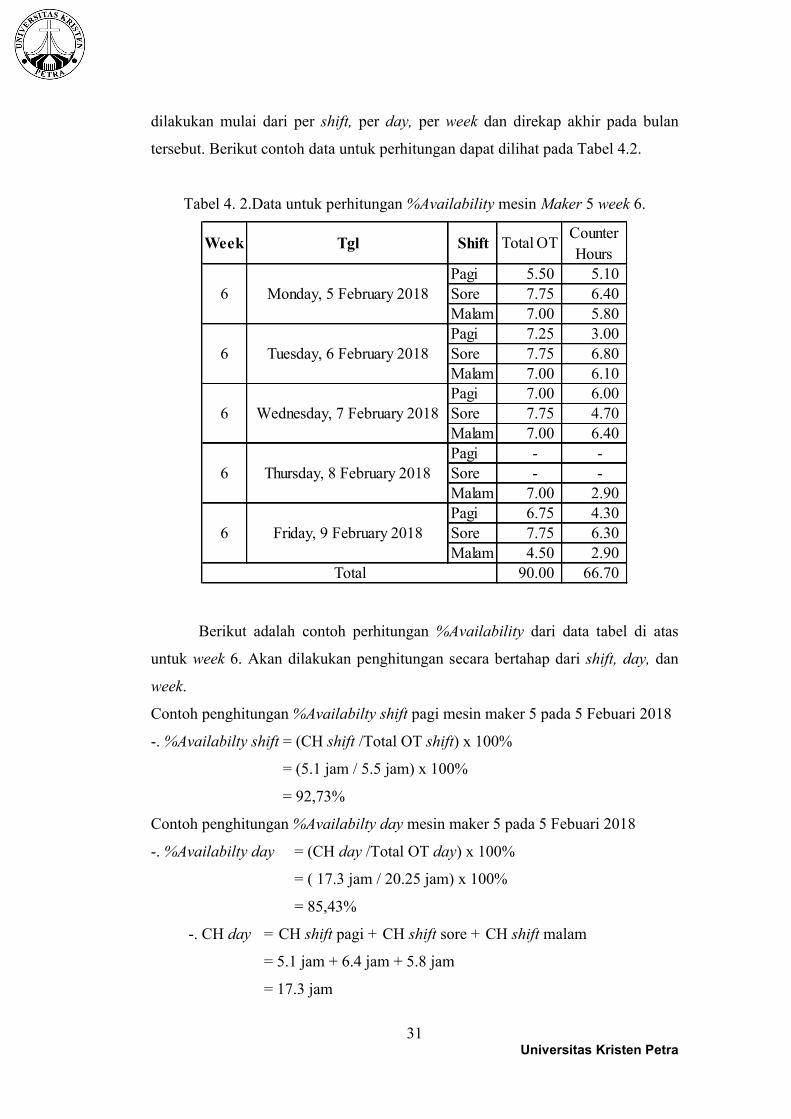
dilakukan mulai dari per shift, per day, per week dan direkap akhir pada bulan
tersebut. Berikut contoh data untuk perhitungan dapat dilihat pada Tabel 4.2.
Tabel 4. 2.Data untuk perhitungan %Availability mesin Maker 5 week 6.
Berikut adalah contoh perhitungan %Availability dari data tabel di atas
untuk week 6. Akan dilakukan penghitungan secara bertahap dari shift, day, dan
week.
Contoh penghitungan %Availabilty shift pagi mesin maker 5 pada 5 Febuari 2018
-. %Availabilty shift = (CH shift /Total OT shift) x 100%
= (5.1 jam / 5.5 jam) x 100%
= 92,73%
Contoh penghitungan %Availabilty day mesin maker 5 pada 5 Febuari 2018
-. %Availabilty day = (CH day /Total OT day) x 100%
= ( 17.3 jam / 20.25 jam) x 100%
= 85,43%
-. CH day = CH shift pagi + CH shift sore + CH shift malam
= 5.1 jam + 6.4 jam + 5.8 jam
= 17.3 jam
Week Tgl Shift Total OTCounter
Hours Pagi 5.50 5.10
Sore 7.75 6.40 Malam 7.00 5.80 Pagi 7.25 3.00
Sore 7.75 6.80 Malam 7.00 6.10 Pagi 7.00 6.00
Sore 7.75 4.70 Malam 7.00 6.40
Pagi - - Sore - - Malam 7.00 2.90
Pagi 6.75 4.30 Sore 7.75 6.30
Malam 4.50 2.90 90.00 66.70 Total
6 Thursday, 8 February 2018
6 Friday, 9 February 2018
6 Monday, 5 February 2018
6 Tuesday, 6 February 2018
6 Wednesday, 7 February 2018
32 Universitas Kristen Petra
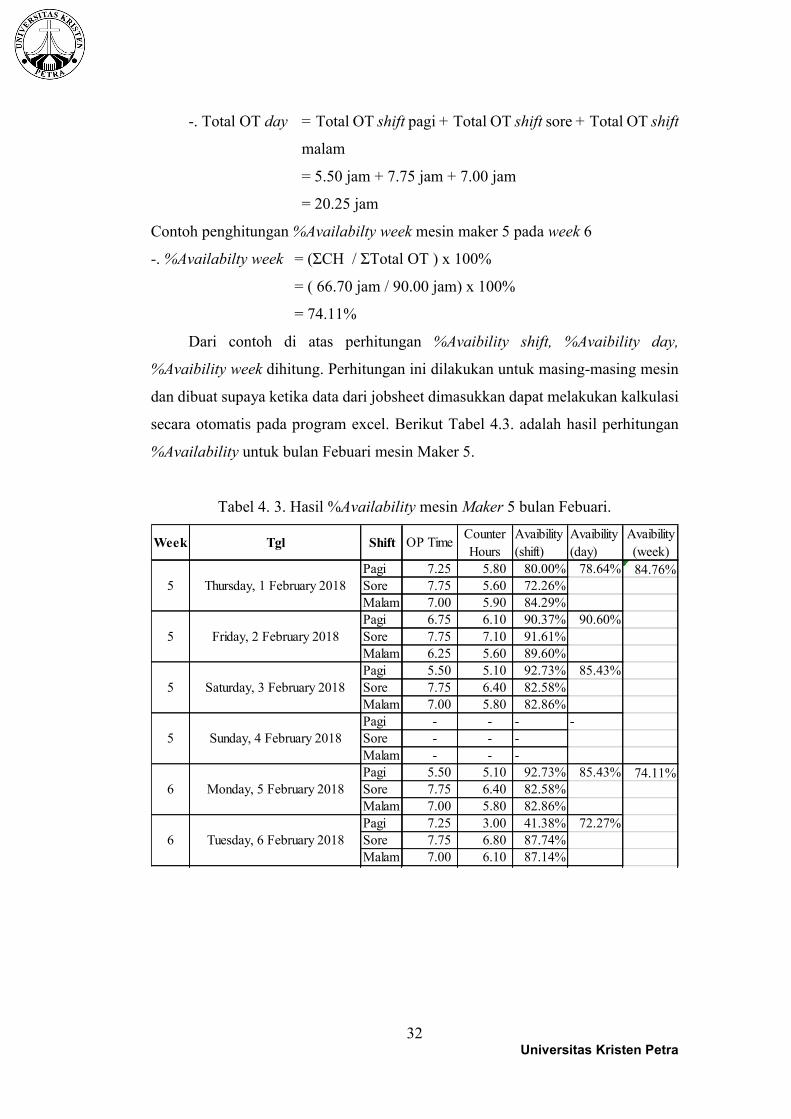
-. Total OT day = Total OT shift pagi + Total OT shift sore + Total OT shift
malam
= 5.50 jam + 7.75 jam + 7.00 jam
= 20.25 jam
Contoh penghitungan %Availabilty week mesin maker 5 pada week 6
-. %Availabilty week = (ƩCH / ƩTotal OT ) x 100%
= ( 66.70 jam / 90.00 jam) x 100%
= 74.11%
Dari contoh di atas perhitungan %Avaibility shift, %Avaibility day,
%Avaibility week dihitung. Perhitungan ini dilakukan untuk masing-masing mesin
dan dibuat supaya ketika data dari jobsheet dimasukkan dapat melakukan kalkulasi
secara otomatis pada program excel. Berikut Tabel 4.3. adalah hasil perhitungan
%Availability untuk bulan Febuari mesin Maker 5.
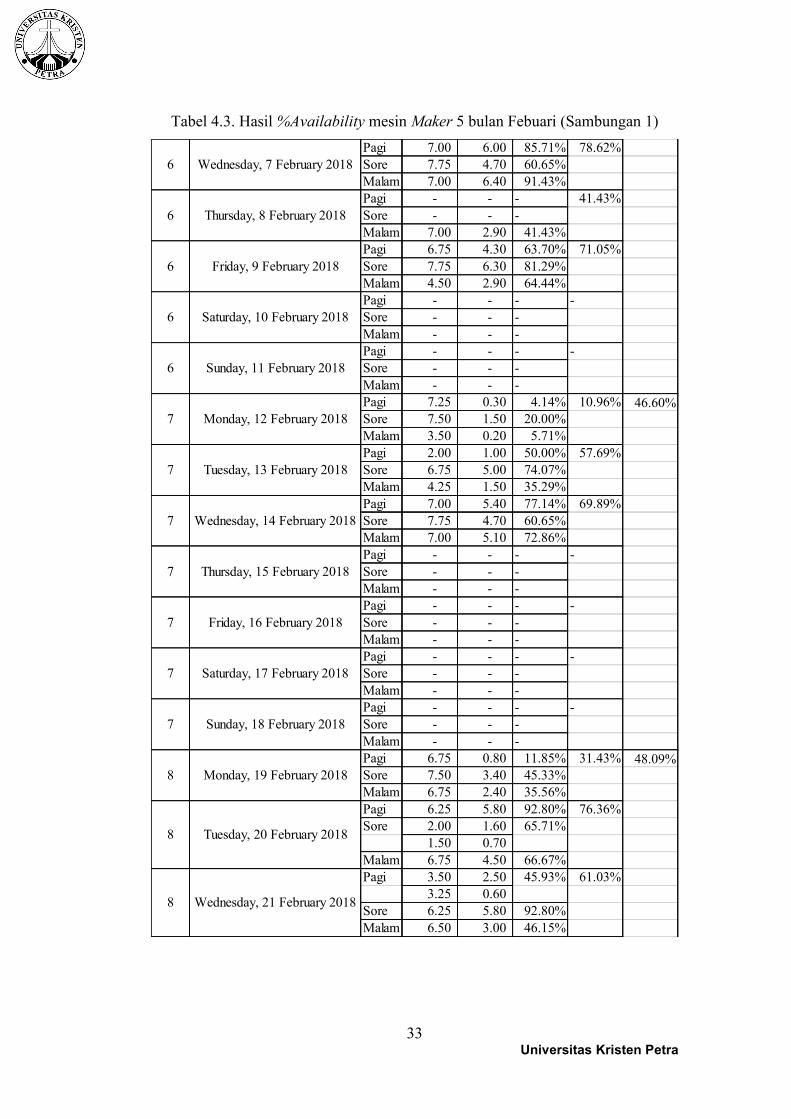
Tabel 4. 3. Hasil %Availability mesin Maker 5 bulan Febuari.
Week Tgl Shift OP Time Counter
Hours
Avaibility
(shift)
Avaibility
(day)
Avaibility
(week)
Pagi 7.25 5.80 80.00% 78.64% 84.76%Sore 7.75 5.60 72.26%Malam 7.00 5.90 84.29%Pagi 6.75 6.10 90.37% 90.60%
Sore 7.75 7.10 91.61%Malam 6.25 5.60 89.60%Pagi 5.50 5.10 92.73% 85.43%
Sore 7.75 6.40 82.58%Malam 7.00 5.80 82.86%Pagi - - - -Sore - - -
Malam - - -Pagi 5.50 5.10 92.73% 85.43% 74.11%Sore 7.75 6.40 82.58%Malam 7.00 5.80 82.86%
Pagi 7.25 3.00 41.38% 72.27%Sore 7.75 6.80 87.74%Malam 7.00 6.10 87.14%
Pagi 7.00 6.00 85.71% 78.62%
5 Thursday, 1 February 2018
5 Friday, 2 February 2018
5 Saturday, 3 February 2018
5 Sunday, 4 February 2018
6 Monday, 5 February 2018
6 Tuesday, 6 February 2018
33 Universitas Kristen Petra
Tabel 4.3. Hasil %Availability mesin Maker 5 bulan Febuari (Sambungan 1)
Pagi 7.00 6.00 85.71% 78.62%Sore 7.75 4.70 60.65%Malam 7.00 6.40 91.43%Pagi - - - 41.43%
Sore - - -Malam 7.00 2.90 41.43%Pagi 6.75 4.30 63.70% 71.05%
Sore 7.75 6.30 81.29%Malam 4.50 2.90 64.44%Pagi - - - -Sore - - -
Malam - - -Pagi - - - -Sore - - -
Malam - - -Pagi 7.25 0.30 4.14% 10.96% 46.60%Sore 7.50 1.50 20.00%Malam 3.50 0.20 5.71%
Pagi 2.00 1.00 50.00% 57.69%Sore 6.75 5.00 74.07%Malam 4.25 1.50 35.29%
Pagi 7.00 5.40 77.14% 69.89%Sore 7.75 4.70 60.65%Malam 7.00 5.10 72.86%Pagi - - - -
Sore - - -Malam - - -Pagi - - - -
Sore - - -Malam - - -Pagi - - - -Sore - - -
Malam - - -Pagi - - - -Sore - - -
Malam - - -Pagi 6.75 0.80 11.85% 31.43% 48.09%Sore 7.50 3.40 45.33%Malam 6.75 2.40 35.56%
Pagi 6.25 5.80 92.80% 76.36%Sore 2.00 1.60 65.71%
1.50 0.70
Malam 6.75 4.50 66.67%Pagi 3.50 2.50 45.93% 61.03%
3.25 0.60 Sore 6.25 5.80 92.80%
Malam 6.50 3.00 46.15%Pagi 4.50 0.50 11.85% 10.67%
6 Thursday, 8 February 2018
6 Friday, 9 February 2018
6 Saturday, 10 February 2018
6 Wednesday, 7 February 2018
7 Wednesday, 14 February 2018
7 Thursday, 15 February 2018
7 Friday, 16 February 2018
6 Sunday, 11 February 2018
7 Monday, 12 February 2018
7 Tuesday, 13 February 2018
8 Tuesday, 20 February 2018
8 Wednesday, 21 February 2018
7 Saturday, 17 February 2018
7 Sunday, 18 February 2018
8 Monday, 19 February 2018
34 Universitas Kristen Petra
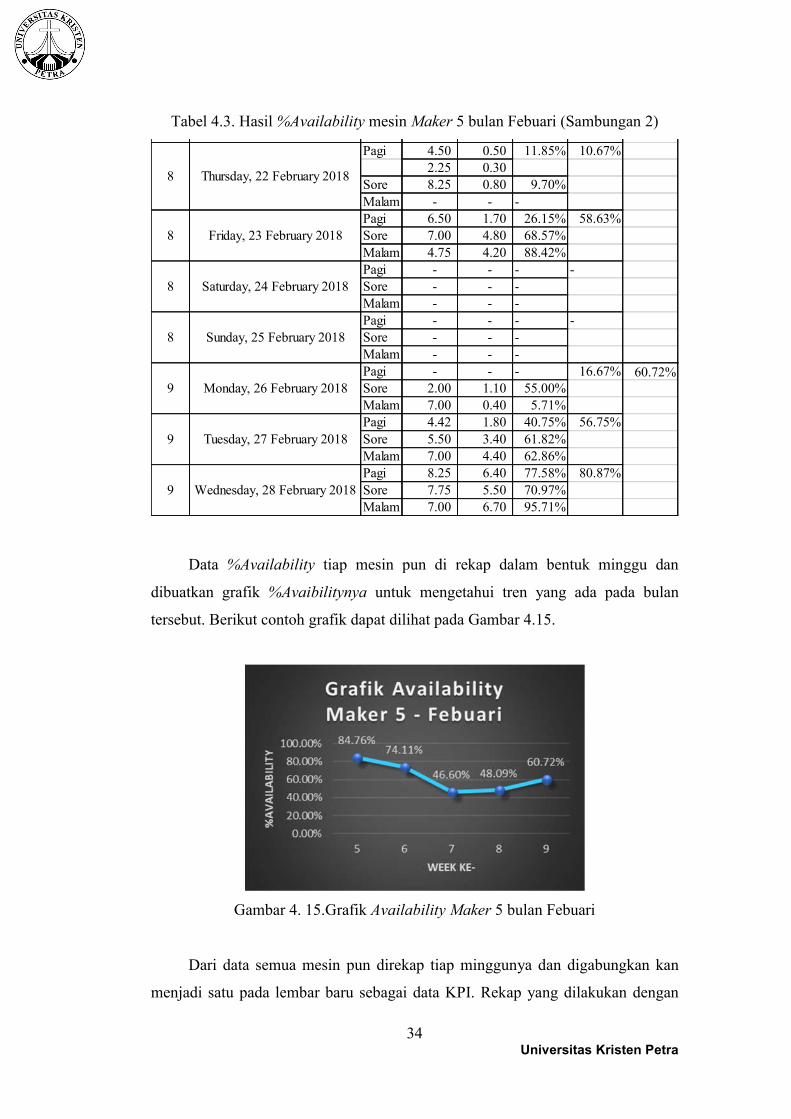
Tabel 4.3. Hasil %Availability mesin Maker 5 bulan Febuari (Sambungan 2)
Data %Availability tiap mesin pun di rekap dalam bentuk minggu dan
dibuatkan grafik %Avaibilitynya untuk mengetahui tren yang ada pada bulan
tersebut. Berikut contoh grafik dapat dilihat pada Gambar 4.15.
Gambar 4. 15.Grafik Availability Maker 5 bulan Febuari
Dari data semua mesin pun direkap tiap minggunya dan digabungkan kan
menjadi satu pada lembar baru sebagai data KPI. Rekap yang dilakukan dengan
Malam 6.50 3.00 46.15%Pagi 4.50 0.50 11.85% 10.67%
2.25 0.30 Sore 8.25 0.80 9.70%
Malam - - -Pagi 6.50 1.70 26.15% 58.63%Sore 7.00 4.80 68.57%
Malam 4.75 4.20 88.42%Pagi - - - -Sore - - -Malam - - -
Pagi - - - -Sore - - -Malam - - -
Pagi - - - 16.67% 60.72%Sore 2.00 1.10 55.00%Malam 7.00 0.40 5.71%Pagi 4.42 1.80 40.75% 56.75%
Sore 5.50 3.40 61.82%Malam 7.00 4.40 62.86%Pagi 8.25 6.40 77.58% 80.87%
Sore 7.75 5.50 70.97%Malam 7.00 6.70 95.71%
8 Thursday, 22 February 2018
9 Monday, 26 February 2018
9 Tuesday, 27 February 2018
9 Wednesday, 28 February 2018
8 Friday, 23 February 2018
8 Saturday, 24 February 2018
8 Sunday, 25 February 2018
35 Universitas Kristen Petra
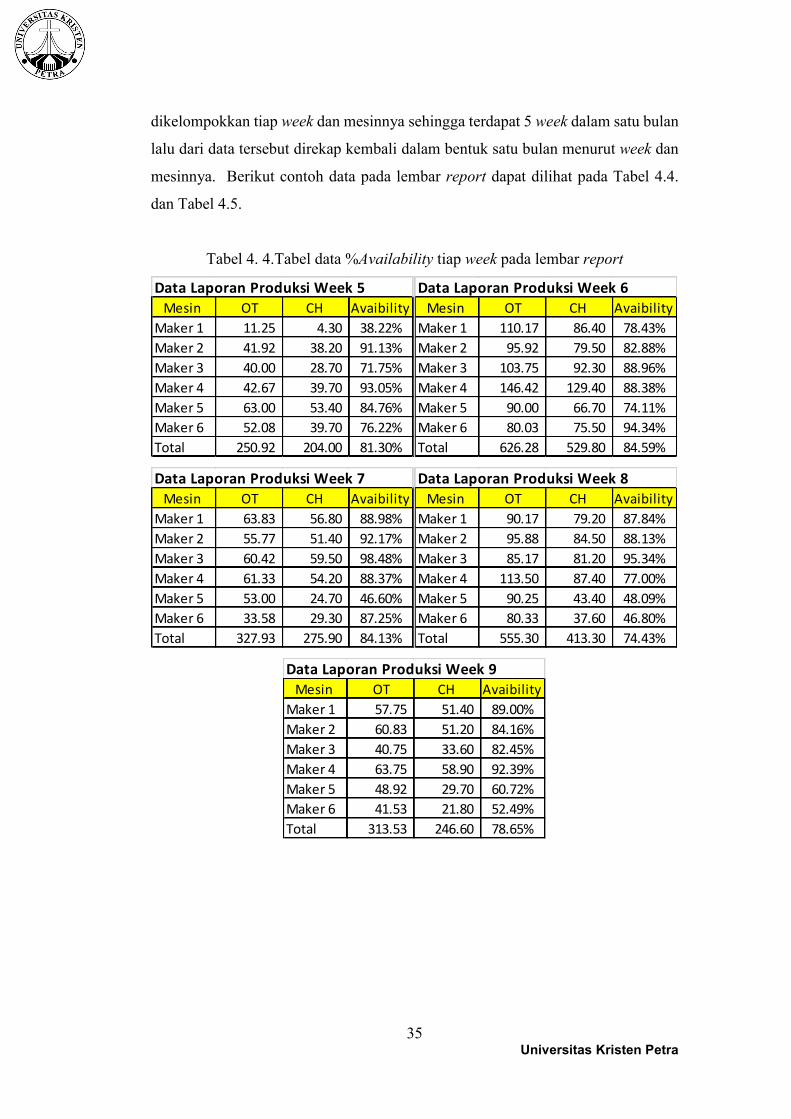
dikelompokkan tiap week dan mesinnya sehingga terdapat 5 week dalam satu bulan
lalu dari data tersebut direkap kembali dalam bentuk satu bulan menurut week dan
mesinnya. Berikut contoh data pada lembar report dapat dilihat pada Tabel 4.4.
dan Tabel 4.5.
Tabel 4. 4.Tabel data %Availability tiap week pada lembar report
Data Laporan Produksi Week 5
Mesin OT CH Avaibility
Maker 1 11.25 4.30 38.22%
Maker 2 41.92 38.20 91.13%
Maker 3 40.00 28.70 71.75%
Maker 4 42.67 39.70 93.05%
Maker 5 63.00 53.40 84.76%
Maker 6 52.08 39.70 76.22%
Total 250.92 204.00 81.30%
Data Laporan Produksi Week 6
Mesin OT CH Avaibility
Maker 1 110.17 86.40 78.43%
Maker 2 95.92 79.50 82.88%
Maker 3 103.75 92.30 88.96%
Maker 4 146.42 129.40 88.38%
Maker 5 90.00 66.70 74.11%
Maker 6 80.03 75.50 94.34%
Total 626.28 529.80 84.59%
Data Laporan Produksi Week 7
Mesin OT CH Avaibility
Maker 1 63.83 56.80 88.98%
Maker 2 55.77 51.40 92.17%
Maker 3 60.42 59.50 98.48%
Maker 4 61.33 54.20 88.37%
Maker 5 53.00 24.70 46.60%
Maker 6 33.58 29.30 87.25%
Total 327.93 275.90 84.13%
Data Laporan Produksi Week 8
Mesin OT CH Avaibility
Maker 1 90.17 79.20 87.84%
Maker 2 95.88 84.50 88.13%
Maker 3 85.17 81.20 95.34%
Maker 4 113.50 87.40 77.00%
Maker 5 90.25 43.40 48.09%
Maker 6 80.33 37.60 46.80%
Total 555.30 413.30 74.43%
Data Laporan Produksi Week 9
Mesin OT CH Avaibility
Maker 1 57.75 51.40 89.00%
Maker 2 60.83 51.20 84.16%
Maker 3 40.75 33.60 82.45%
Maker 4 63.75 58.90 92.39%
Maker 5 48.92 29.70 60.72%
Maker 6 41.53 21.80 52.49%
Total 313.53 246.60 78.65%
36 Universitas Kristen Petra
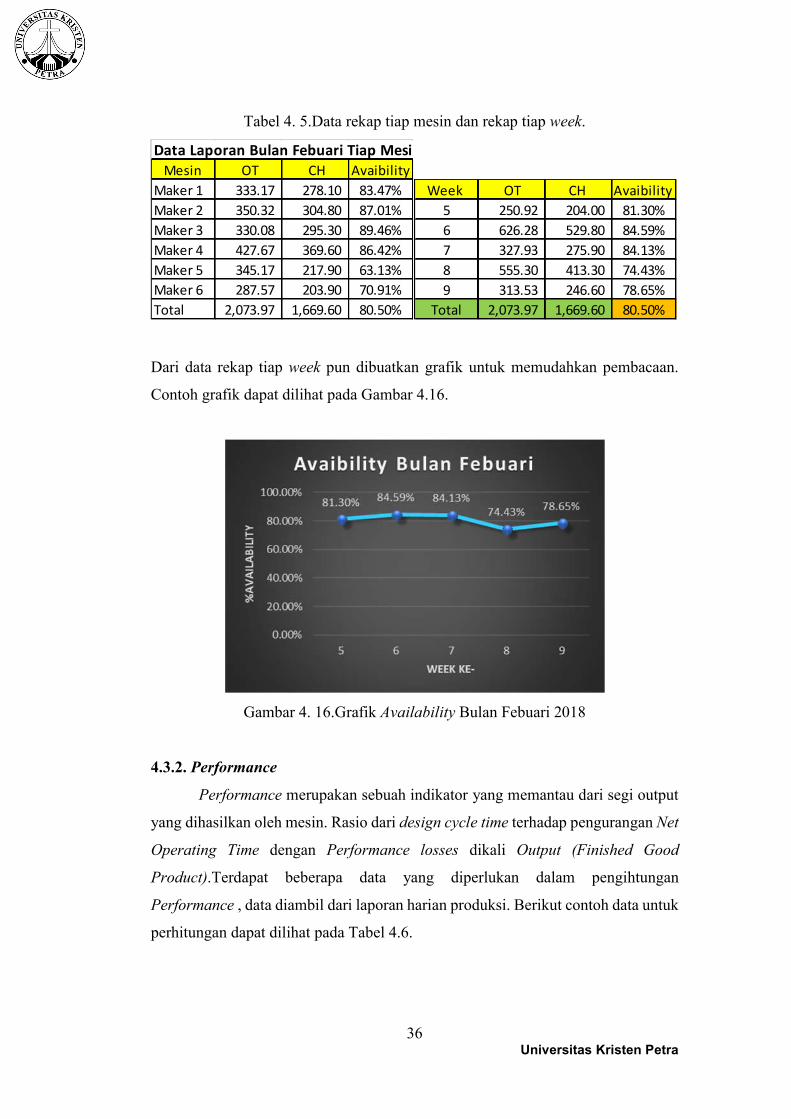
Tabel 4. 5.Data rekap tiap mesin dan rekap tiap week.
Dari data rekap tiap week pun dibuatkan grafik untuk memudahkan pembacaan.
Contoh grafik dapat dilihat pada Gambar 4.16.
Gambar 4. 16.Grafik Availability Bulan Febuari 2018
4.3.2. Performance
Performance merupakan sebuah indikator yang memantau dari segi output
yang dihasilkan oleh mesin. Rasio dari design cycle time terhadap pengurangan Net
Operating Time dengan Performance losses dikali Output (Finished Good
Product).Terdapat beberapa data yang diperlukan dalam pengihtungan
Performance , data diambil dari laporan harian produksi. Berikut contoh data untuk
perhitungan dapat dilihat pada Tabel 4.6.
Data Laporan Bulan Febuari Tiap Mesin
Mesin OT CH Avaibility
Maker 1 333.17 278.10 83.47%
Maker 2 350.32 304.80 87.01%
Maker 3 330.08 295.30 89.46%
Maker 4 427.67 369.60 86.42%
Maker 5 345.17 217.90 63.13%
Maker 6 287.57 203.90 70.91%
Total 2,073.97 1,669.60 80.50%
Week OT CH Avaibility
5 250.92 204.00 81.30%
6 626.28 529.80 84.59%
7 327.93 275.90 84.13%
8 555.30 413.30 74.43%
9 313.53 246.60 78.65%
Total 2,073.97 1,669.60 80.50%
37 Universitas Kristen Petra
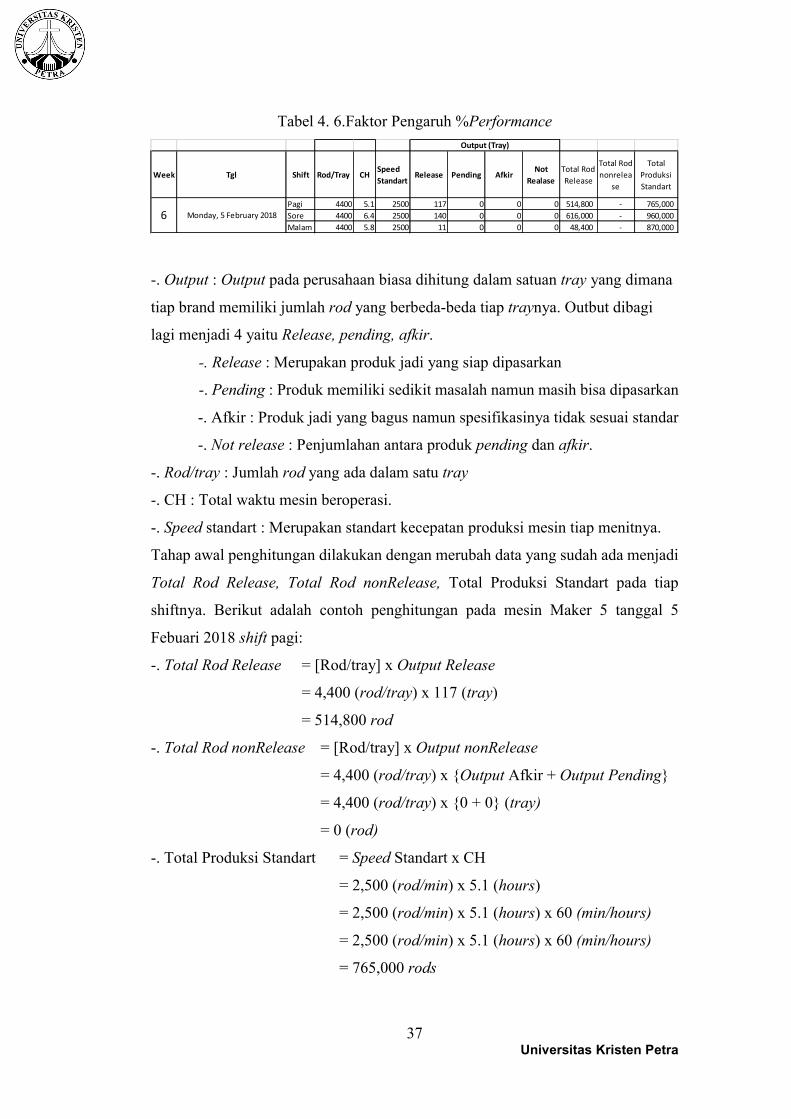
Tabel 4. 6.Faktor Pengaruh %Performance
-. Output : Output pada perusahaan biasa dihitung dalam satuan tray yang dimana
tiap brand memiliki jumlah rod yang berbeda-beda tiap traynya. Outbut dibagi
lagi menjadi 4 yaitu Release, pending, afkir.
-. Release : Merupakan produk jadi yang siap dipasarkan
-. Pending : Produk memiliki sedikit masalah namun masih bisa dipasarkan
-. Afkir : Produk jadi yang bagus namun spesifikasinya tidak sesuai standar
-. Not release : Penjumlahan antara produk pending dan afkir.
-. Rod/tray : Jumlah rod yang ada dalam satu tray
-. CH : Total waktu mesin beroperasi.
-. Speed standart : Merupakan standart kecepatan produksi mesin tiap menitnya.
Tahap awal penghitungan dilakukan dengan merubah data yang sudah ada menjadi
Total Rod Release, Total Rod nonRelease, Total Produksi Standart pada tiap
shiftnya. Berikut adalah contoh penghitungan pada mesin Maker 5 tanggal 5
Febuari 2018 shift pagi:
-. Total Rod Release = [Rod/tray] x Output Release
= 4,400 (rod/tray) x 117 (tray)
= 514,800 rod
-. Total Rod nonRelease = [Rod/tray] x Output nonRelease
= 4,400 (rod/tray) x {Output Afkir + Output Pending}
= 4,400 (rod/tray) x {0 + 0} (tray)
= 0 (rod)
-. Total Produksi Standart = Speed Standart x CH
= 2,500 (rod/min) x 5.1 (hours)
= 2,500 (rod/min) x 5.1 (hours) x 60 (min/hours)
= 2,500 (rod/min) x 5.1 (hours) x 60 (min/hours)
= 765,000 rods
Week Tgl Shift Rod/Tray CHSpeed
Standart Release Pending Afkir
Not
Realase
Total Rod
Release
Total Rod
nonrelea
se
Total
Produksi
Standart
Pagi 4400 5.1 2500 117 0 0 0 514,800 - 765,000
Sore 4400 6.4 2500 140 0 0 0 616,000 - 960,000
Malam 4400 5.8 2500 11 0 0 0 48,400 - 870,000
6 Monday, 5 February 2018
Output (Tray)
38 Universitas Kristen Petra
Data-data yang diperoleh dikumpulkan dan akan menjadi acuan untuk
penhhitungan %Performance. Dari rumus (2.5) dilakukan sedikit perubahan
sehingga memudahkan penghitungan yaitu sebagai berikut :
%Performance = ����� �������� ����
��� ��������� �����
����� ����� � 100% (2.5)
Rumus di atas dirubah dengan melakukan pengaklian Net Operating Time dan Ideal
Speed sehingga dapat diperoleh Total Produksi Standart. Sehingga rumusnya
menjadi seperti di bawah ini :
Total Produksi Standart = Net Operating Time x Ideal Speed
%Performance = ����� �������� �����
���� �������� �������� � 100% (2.5)
Total Finished Good di PT.Z merupakan hasil penjumlahan dari Total Rod Release,
Total Rod nonRelease dari hasil produksi. Sehingga rumus %Performance bisa
dirubah menjadi :
%Performance = ����� ��� ������������� ��� ����������
���� �������� �������� � 100% (2.5)
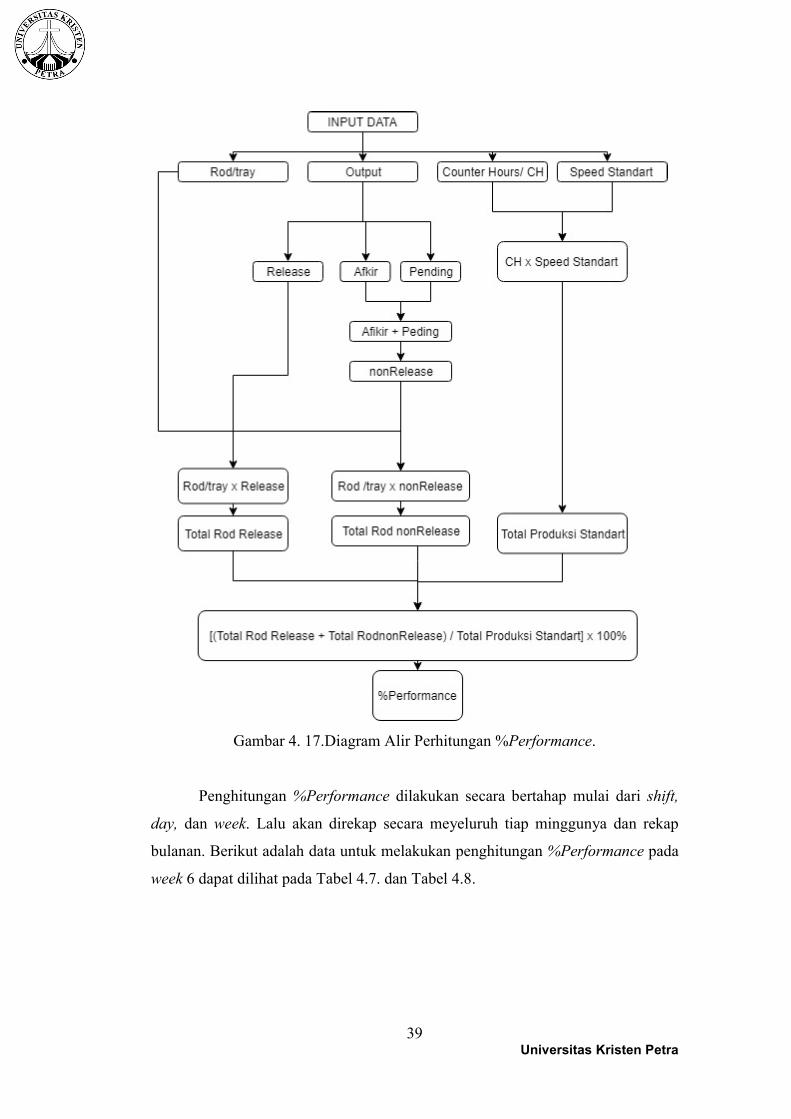
Berikut adalah diagram alir untuk penghitungan %Performance dapat dilihat pada
Gambar 4.17.
39 Universitas Kristen Petra
Gambar 4. 17.Diagram Alir Perhitungan %Performance.
Penghitungan %Performance dilakukan secara bertahap mulai dari shift,
day, dan week. Lalu akan direkap secara meyeluruh tiap minggunya dan rekap
bulanan. Berikut adalah data untuk melakukan penghitungan %Performance pada
week 6 dapat dilihat pada Tabel 4.7. dan Tabel 4.8.
40 Universitas Kristen Petra
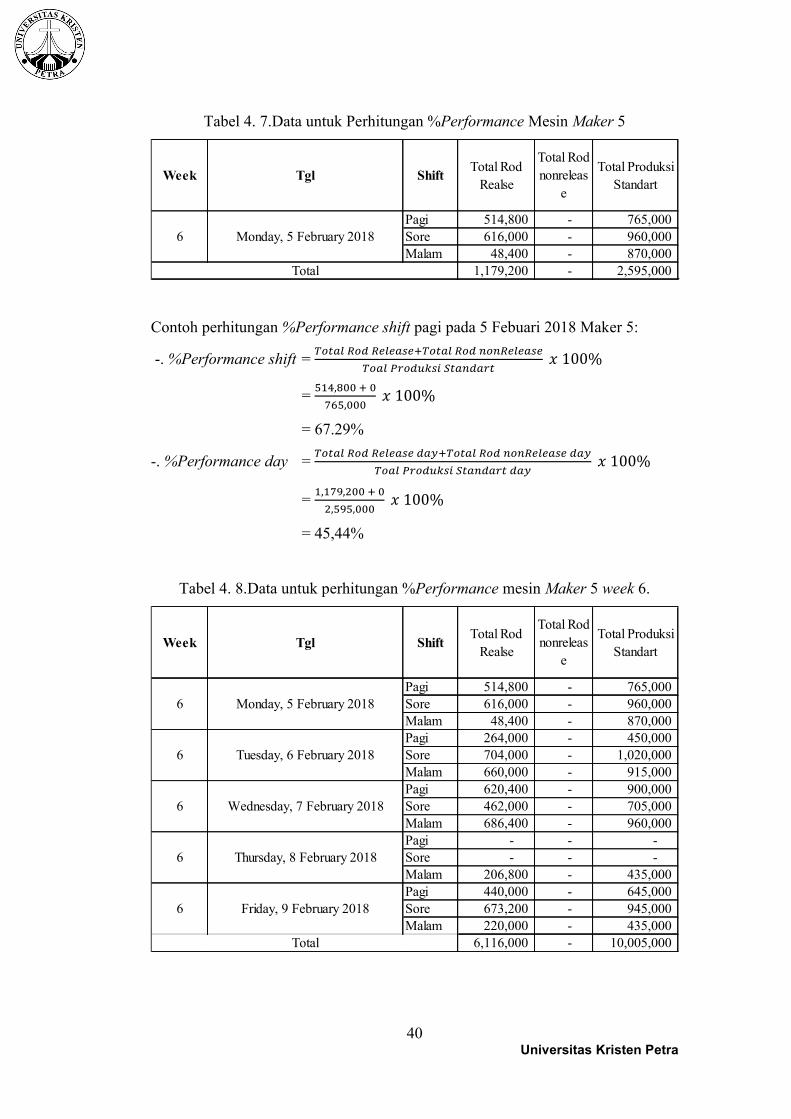
Tabel 4. 7.Data untuk Perhitungan %Performance Mesin Maker 5
Contoh perhitungan %Performance shift pagi pada 5 Febuari 2018 Maker 5:
-. %Performance shift = ����� ��� ������������� ��� ����������
���� �������� �������� � 100%
= ���,��� � �
���,��� � 100%
= 67.29%
-. %Performance day = ����� ��� ������� ��������� ��� ���������� ���
���� �������� �������� ��� � 100%
= �,���,��� � �
�,���,��� � 100%
= 45,44%
Tabel 4. 8.Data untuk perhitungan %Performance mesin Maker 5 week 6.
Week Tgl ShiftTotal Rod
Realse
Total Rod
nonreleas
e
Total Produksi
Standart
Pagi 514,800 - 765,000
Sore 616,000 - 960,000
Malam 48,400 - 870,000
1,179,200 - 2,595,000 Total
6 Monday, 5 February 2018
Week Tgl ShiftTotal Rod
Realse
Total Rod
nonreleas
e
Total Produksi
Standart
Pagi 514,800 - 765,000
Sore 616,000 - 960,000
Malam 48,400 - 870,000 Pagi 264,000 - 450,000
Sore 704,000 - 1,020,000
Malam 660,000 - 915,000
Pagi 620,400 - 900,000 Sore 462,000 - 705,000
Malam 686,400 - 960,000 Pagi - - - Sore - - -
Malam 206,800 - 435,000 Pagi 440,000 - 645,000
Sore 673,200 - 945,000
Malam 220,000 - 435,000
6,116,000 - 10,005,000
6 Tuesday, 6 February 2018
6 Wednesday, 7 February 2018
6 Thursday, 8 February 2018
6 Monday, 5 February 2018
Total
6 Friday, 9 February 2018
41 Universitas Kristen Petra
-. %Performance week = ����� ��� ������� ���� ������ ��� ���������� ����
���� �������� �������� ���� � 100%
= �,���,��� � �
��,���,��� � 100%
= 61,13%
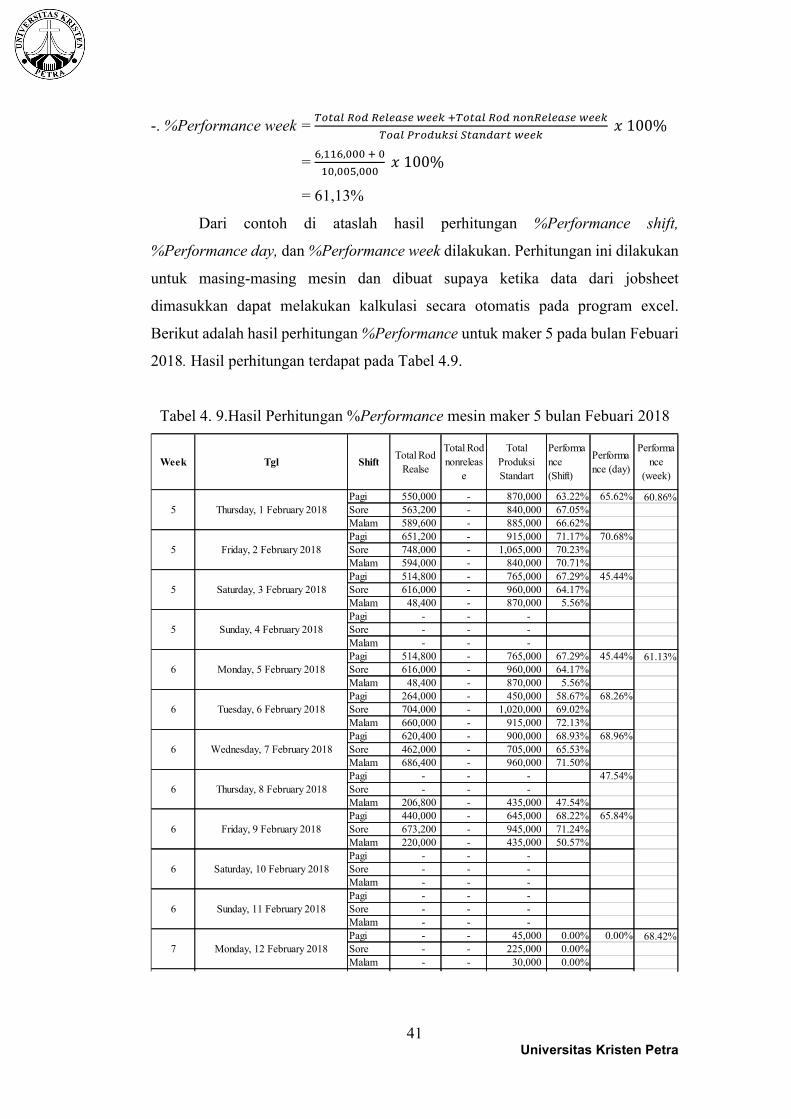
Dari contoh di ataslah hasil perhitungan %Performance shift,
%Performance day, dan %Performance week dilakukan. Perhitungan ini dilakukan
untuk masing-masing mesin dan dibuat supaya ketika data dari jobsheet
dimasukkan dapat melakukan kalkulasi secara otomatis pada program excel.
Berikut adalah hasil perhitungan %Performance untuk maker 5 pada bulan Febuari
2018. Hasil perhitungan terdapat pada Tabel 4.9.
Tabel 4. 9.Hasil Perhitungan %Performance mesin maker 5 bulan Febuari 2018
Week Tgl ShiftTotal Rod
Realse
Total Rod
nonreleas
e
Total
Produksi
Standart
Performa
nce
(Shift)
Performa
nce (day)
Performa
nce
(week)
Pagi 550,000 - 870,000 63.22% 65.62% 60.86%Sore 563,200 - 840,000 67.05%Malam 589,600 - 885,000 66.62%
Pagi 651,200 - 915,000 71.17% 70.68%Sore 748,000 - 1,065,000 70.23%Malam 594,000 - 840,000 70.71%
Pagi 514,800 - 765,000 67.29% 45.44%Sore 616,000 - 960,000 64.17%Malam 48,400 - 870,000 5.56%
Pagi - - - Sore - - -
Malam - - - Pagi 514,800 - 765,000 67.29% 45.44% 61.13%Sore 616,000 - 960,000 64.17%
Malam 48,400 - 870,000 5.56%Pagi 264,000 - 450,000 58.67% 68.26%Sore 704,000 - 1,020,000 69.02%
Malam 660,000 - 915,000 72.13%Pagi 620,400 - 900,000 68.93% 68.96%
Sore 462,000 - 705,000 65.53%Malam 686,400 - 960,000 71.50%Pagi - - - 47.54%
Sore - - - Malam 206,800 - 435,000 47.54%Pagi 440,000 - 645,000 68.22% 65.84%
Sore 673,200 - 945,000 71.24%Malam 220,000 - 435,000 50.57%
Pagi - - - Sore - - - Malam - - -
Pagi - - - Sore - - - Malam - - -
Pagi - - 45,000 0.00% 0.00% 68.42%Sore - - 225,000 0.00%
Malam - - 30,000 0.00%Pagi - - 150,000 0.00% 55.00%
Thursday, 1 February 2018
Friday, 2 February 2018
5 Saturday, 3 February 2018
5 Sunday, 4 February 2018
Monday, 5 February 2018
Tuesday, 6 February 2018
Wednesday, 7 February 2018
Thursday, 8 February 2018
Friday, 9 February 2018
Saturday, 10 February 2018
6 Sunday, 11 February 2018
7 Monday, 12 February 2018
6
6
6
6
6
6
5
5
42 Universitas Kristen Petra
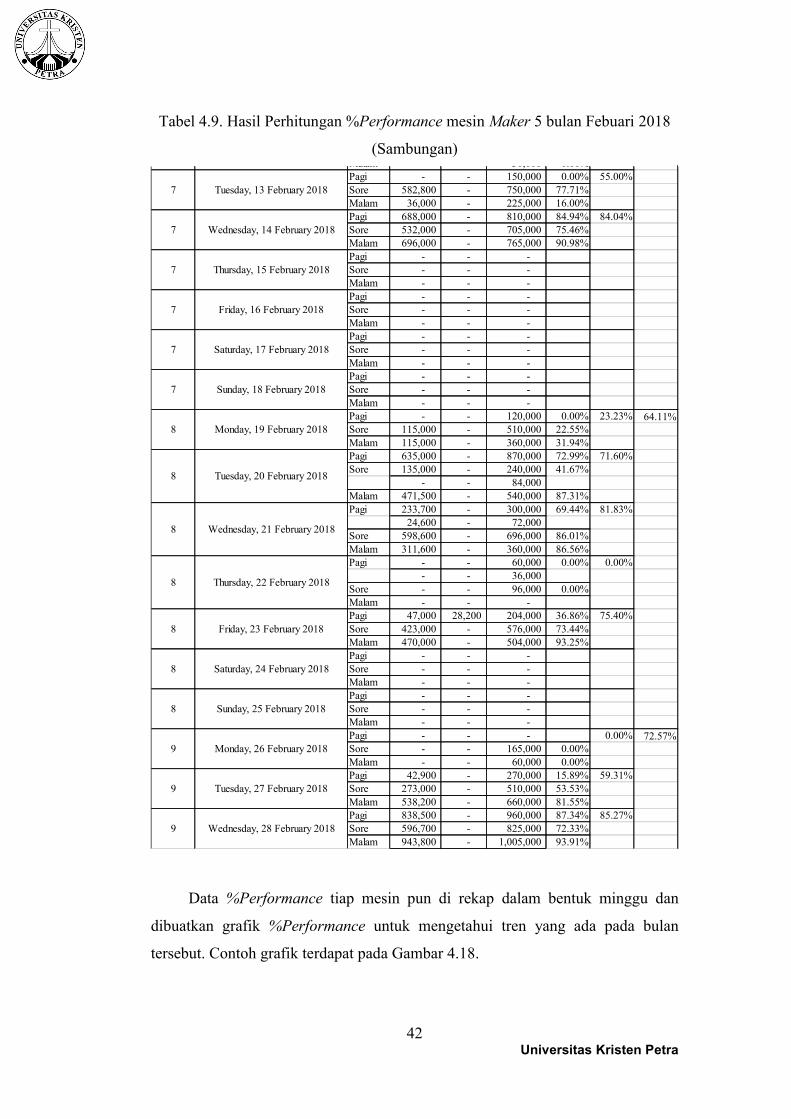
Tabel 4.9. Hasil Perhitungan %Performance mesin Maker 5 bulan Febuari 2018
(Sambungan)
Data %Performance tiap mesin pun di rekap dalam bentuk minggu dan
dibuatkan grafik %Performance untuk mengetahui tren yang ada pada bulan
tersebut. Contoh grafik terdapat pada Gambar 4.18.
Malam - - 30,000 0.00%Pagi - - 150,000 0.00% 55.00%
Sore 582,800 - 750,000 77.71%Malam 36,000 - 225,000 16.00%
Pagi 688,000 - 810,000 84.94% 84.04%Sore 532,000 - 705,000 75.46%Malam 696,000 - 765,000 90.98%
Pagi - - - Sore - - - Malam - - -
Pagi - - - Sore - - - Malam - - -
Pagi - - - Sore - - -
Malam - - - Pagi - - - Sore - - -
Malam - - - Pagi - - 120,000 0.00% 23.23% 64.11%Sore 115,000 - 510,000 22.55%
Malam 115,000 - 360,000 31.94%Pagi 635,000 - 870,000 72.99% 71.60%Sore 135,000 - 240,000 41.67%
- - 84,000 Malam 471,500 - 540,000 87.31%
Pagi 233,700 - 300,000 69.44% 81.83%24,600 - 72,000
Sore 598,600 - 696,000 86.01%
Malam 311,600 - 360,000 86.56%Pagi - - 60,000 0.00% 0.00%
- - 36,000
Sore - - 96,000 0.00%Malam - - - Pagi 47,000 28,200 204,000 36.86% 75.40%
Sore 423,000 - 576,000 73.44%Malam 470,000 - 504,000 93.25%
Pagi - - - Sore - - - Malam - - -
Pagi - - - Sore - - - Malam - - -
Pagi - - - 0.00% 72.57%Sore - - 165,000 0.00%
Malam - - 60,000 0.00%Pagi 42,900 - 270,000 15.89% 59.31%Sore 273,000 - 510,000 53.53%
Malam 538,200 - 660,000 81.55%Pagi 838,500 - 960,000 87.34% 85.27%Sore 596,700 - 825,000 72.33%
Malam 943,800 - 1,005,000 93.91%
9 Monday, 26 February 2018
9 Tuesday, 27 February 2018
9 Wednesday, 28 February 2018
8 Wednesday, 21 February 2018
8 Thursday, 22 February 2018
Friday, 23 February 2018
8 Saturday, 24 February 2018
8 Sunday, 25 February 2018
Tuesday, 13 February 2018
7 Wednesday, 14 February 2018
Thursday, 15 February 2018
Friday, 16 February 2018
Saturday, 17 February 2018
Sunday, 18 February 2018
Monday, 19 February 2018
8 Tuesday, 20 February 2018
8
7
7
8
7
7
7
43 Universitas Kristen Petra
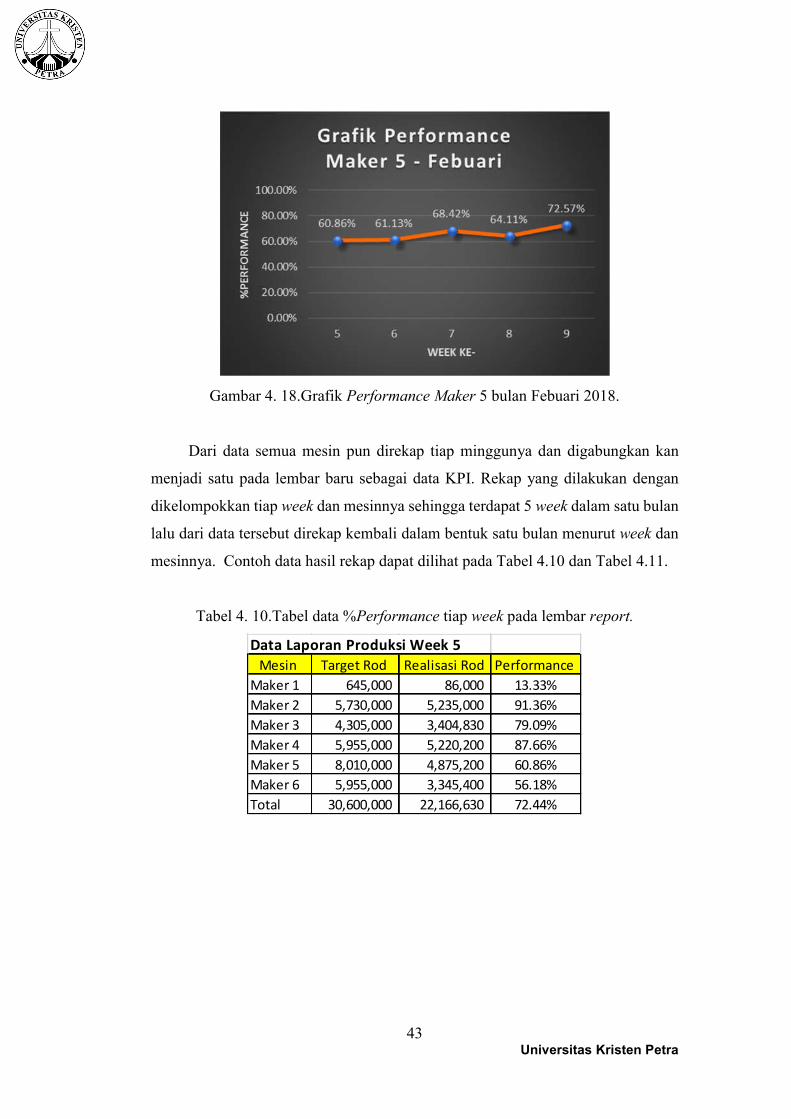
Gambar 4. 18.Grafik Performance Maker 5 bulan Febuari 2018.
Dari data semua mesin pun direkap tiap minggunya dan digabungkan kan
menjadi satu pada lembar baru sebagai data KPI. Rekap yang dilakukan dengan
dikelompokkan tiap week dan mesinnya sehingga terdapat 5 week dalam satu bulan
lalu dari data tersebut direkap kembali dalam bentuk satu bulan menurut week dan
mesinnya. Contoh data hasil rekap dapat dilihat pada Tabel 4.10 dan Tabel 4.11.
Tabel 4. 10.Tabel data %Performance tiap week pada lembar report.
Data Laporan Produksi Week 5
Mesin Target Rod Realisasi Rod Performance
Maker 1 645,000 86,000 13.33%
Maker 2 5,730,000 5,235,000 91.36%
Maker 3 4,305,000 3,404,830 79.09%
Maker 4 5,955,000 5,220,200 87.66%
Maker 5 8,010,000 4,875,200 60.86%
Maker 6 5,955,000 3,345,400 56.18%
Total 30,600,000 22,166,630 72.44%
44 Universitas Kristen Petra
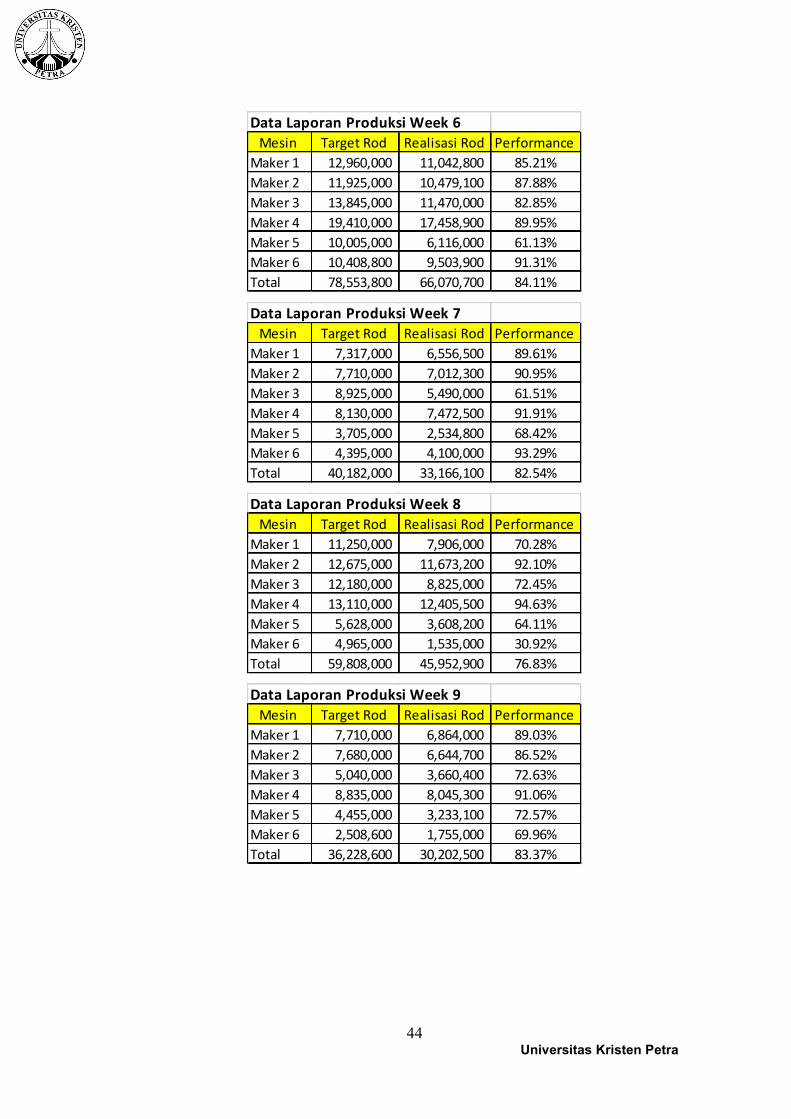
Data Laporan Produksi Week 6
Mesin Target Rod Realisasi Rod Performance
Maker 1 12,960,000 11,042,800 85.21%
Maker 2 11,925,000 10,479,100 87.88%
Maker 3 13,845,000 11,470,000 82.85%
Maker 4 19,410,000 17,458,900 89.95%
Maker 5 10,005,000 6,116,000 61.13%
Maker 6 10,408,800 9,503,900 91.31%
Total 78,553,800 66,070,700 84.11%
Data Laporan Produksi Week 7
Mesin Target Rod Realisasi Rod Performance
Maker 1 7,317,000 6,556,500 89.61%
Maker 2 7,710,000 7,012,300 90.95%
Maker 3 8,925,000 5,490,000 61.51%
Maker 4 8,130,000 7,472,500 91.91%
Maker 5 3,705,000 2,534,800 68.42%
Maker 6 4,395,000 4,100,000 93.29%
Total 40,182,000 33,166,100 82.54%
Data Laporan Produksi Week 8
Mesin Target Rod Realisasi Rod Performance
Maker 1 11,250,000 7,906,000 70.28%
Maker 2 12,675,000 11,673,200 92.10%
Maker 3 12,180,000 8,825,000 72.45%
Maker 4 13,110,000 12,405,500 94.63%
Maker 5 5,628,000 3,608,200 64.11%
Maker 6 4,965,000 1,535,000 30.92%
Total 59,808,000 45,952,900 76.83%
Data Laporan Produksi Week 9
Mesin Target Rod Realisasi Rod Performance
Maker 1 7,710,000 6,864,000 89.03%
Maker 2 7,680,000 6,644,700 86.52%
Maker 3 5,040,000 3,660,400 72.63%
Maker 4 8,835,000 8,045,300 91.06%
Maker 5 4,455,000 3,233,100 72.57%
Maker 6 2,508,600 1,755,000 69.96%
Total 36,228,600 30,202,500 83.37%
45 Universitas Kristen Petra
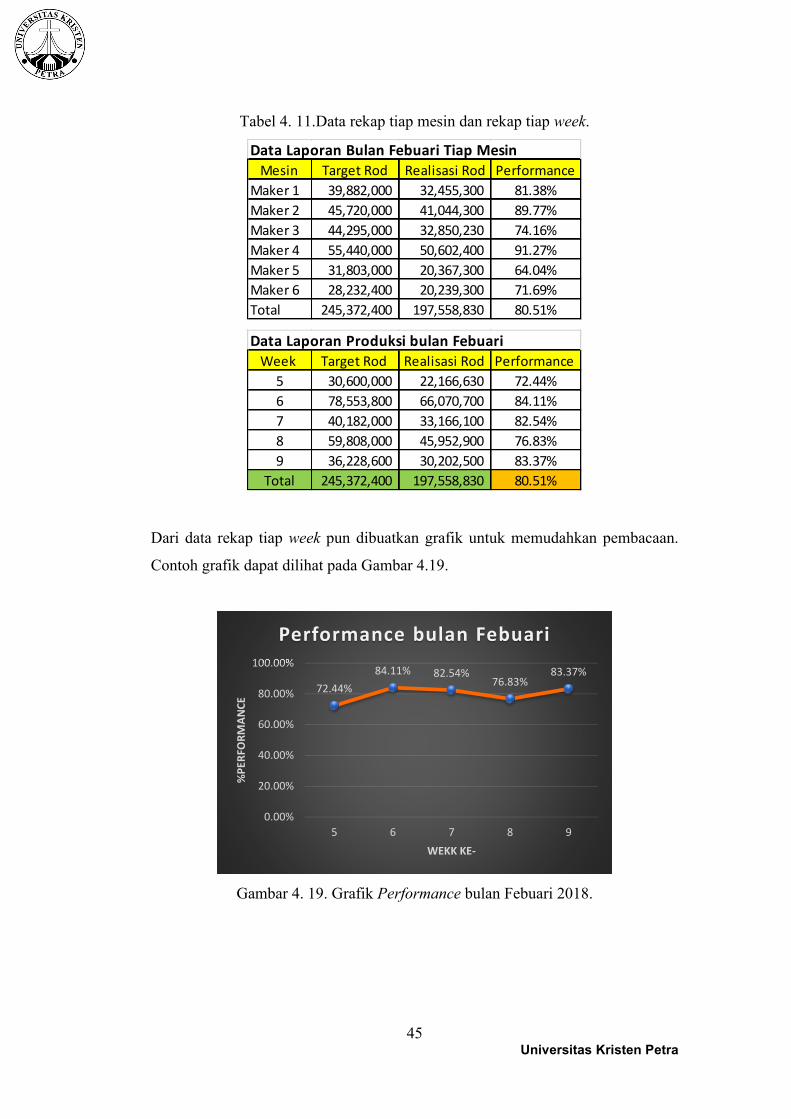
Tabel 4. 11.Data rekap tiap mesin dan rekap tiap week.
Dari data rekap tiap week pun dibuatkan grafik untuk memudahkan pembacaan.
Contoh grafik dapat dilihat pada Gambar 4.19.
Gambar 4. 19. Grafik Performance bulan Febuari 2018.
Data Laporan Bulan Febuari Tiap Mesin
Mesin Target Rod Realisasi Rod Performance
Maker 1 39,882,000 32,455,300 81.38%
Maker 2 45,720,000 41,044,300 89.77%
Maker 3 44,295,000 32,850,230 74.16%
Maker 4 55,440,000 50,602,400 91.27%
Maker 5 31,803,000 20,367,300 64.04%
Maker 6 28,232,400 20,239,300 71.69%
Total 245,372,400 197,558,830 80.51%
Data Laporan Produksi bulan Febuari
Week Target Rod Realisasi Rod Performance
5 30,600,000 22,166,630 72.44%
6 78,553,800 66,070,700 84.11%
7 40,182,000 33,166,100 82.54%
8 59,808,000 45,952,900 76.83%
9 36,228,600 30,202,500 83.37%
Total 245,372,400 197,558,830 80.51%
72.44%
84.11% 82.54%76.83%
83.37%
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
5 6 7 8 9
%P
ERFO
RM
AN
CE
WEKK KE-
Performance bulan Febuari

46 Universitas Kristen Petra
4.3.3. Quality
Quality merupakan sebuah indikator yang memantau dari segi hasil produk
yang dihasilkan. Produk yang baik dikurangi dengan produk yang tidak sesuai
kualitas yang diinginkan dan dibagi oleh semua hasil produk.
%Quality = ����� �������� ����������� ������
����� �������� ���� � 100%
Berikut adalah data perusahaan yang diambil terdapat pada Tabel 4.12.
Tabel 4. 12.Faktor Pengaruh %Quality.
-. Output : Output pada perusahaan biasa dihitung dalam satuan tray yang dimana
tiap brand memiliki jumlah rod yang berbeda-beda tiap traynya. Outbut dibagi
lagi menjadi 5 yaitu Release, pending, afkirm dan reject.
-. Release : Merupakan produk jadi yang siap dipasarkan
-. Pending : Produk memiliki sedikit masalah namun masih bisa dipasarkan
-. Afkir : Produk jadi yang bagus namun spesifikasinya tidak sesuai standar
-. Reject : Produk gagal yang tidak dapat dijual.
-. Not release : Penjumlahan antara produk pending dan afkir.
-. Rod/tray : Jumlah rod yang ada dalam satu tray
Tahap awal penghitungan dilakukan dengan merubah data yang sudah ada menjadi
Total Rod Release, Total Rod nonRelease, Total Produksi Standart pada tiap
shiftnya. Berikut adalah contoh penghitungan pada mesin Maker 5 tanggal 5
Febuari 2018 shift pagi:
-. Total Rod Release = [Rod/tray] x Output Release
= 4,400 (rod/tray) x 117 (tray)
= 514,800 rod
-. Total Rod nonRelease = [Rod/tray] x Output nonRelease
= 4,400 (rod/tray) x {Output Afkir + Output Pending}
= 4,400 (rod/tray) x {0 + 0} (tray)
Output (Tray)
Week Tgl Shift Rod/Tray Release Pending Afkir RejectNot
Realase
Total Rod
Realse
Total Rod
nonrelea
se
Total Rod
Reject
Pagi 4400 117 0 0 7 0 514,800 - 30,800
Sore 4400 140 0 0 7 0 616,000 - 30,800
Malam 4400 11 0 0 1 0 48,400 - 4,400
6 Monday, 5 February 2018
47 Universitas Kristen Petra
= 0 (rod)
-. Total Rod Reject = [Rod/tray] x Output reject
= 4,400 (rod/tray) x 7 (tray)
= 30,800 rod
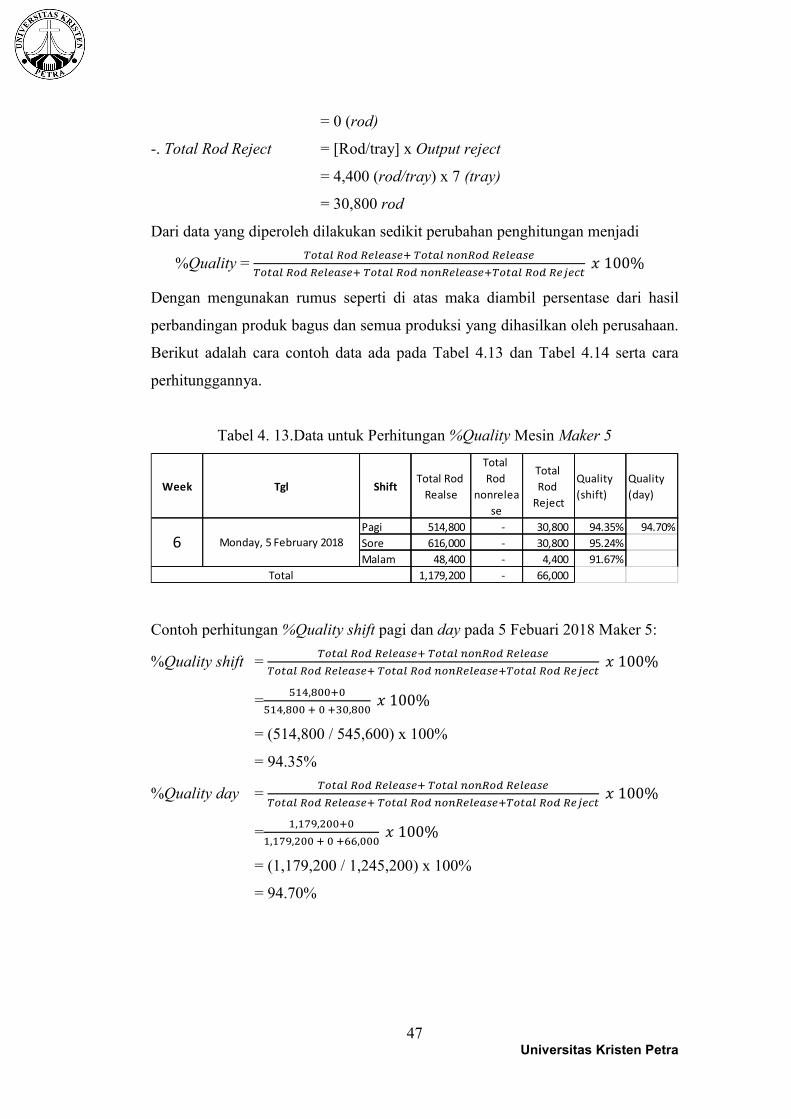
Dari data yang diperoleh dilakukan sedikit perubahan penghitungan menjadi
%Quality = ����� ��� �������� ����� ������ �������
����� ��� �������� ����� ��� ���������������� ��� ������ � 100%
Dengan mengunakan rumus seperti di atas maka diambil persentase dari hasil
perbandingan produk bagus dan semua produksi yang dihasilkan oleh perusahaan.
Berikut adalah cara contoh data ada pada Tabel 4.13 dan Tabel 4.14 serta cara
perhitunggannya.
Tabel 4. 13.Data untuk Perhitungan %Quality Mesin Maker 5
Contoh perhitungan %Quality shift pagi dan day pada 5 Febuari 2018 Maker 5:
%Quality shift = ����� ��� �������� ����� ������ �������
����� ��� �������� ����� ��� ���������������� ��� ������ � 100%
=���,�����
���,��� � � ���,��� � 100%
= (514,800 / 545,600) x 100%
= 94.35%
%Quality day = ����� ��� �������� ����� ������ �������
����� ��� �������� ����� ��� ���������������� ��� ������ � 100%
=�,���,�����
�,���,��� � � ���,��� � 100%
= (1,179,200 / 1,245,200) x 100%
= 94.70%
Week Tgl ShiftTotal Rod
Realse
Total
Rod
nonrelea
se
Total
Rod
Reject
Quality
(shift)
Quality
(day)
Pagi 514,800 - 30,800 94.35% 94.70%
Sore 616,000 - 30,800 95.24%
Malam 48,400 - 4,400 91.67%
1,179,200 - 66,000
Monday, 5 February 2018
Total
6
48 Universitas Kristen Petra
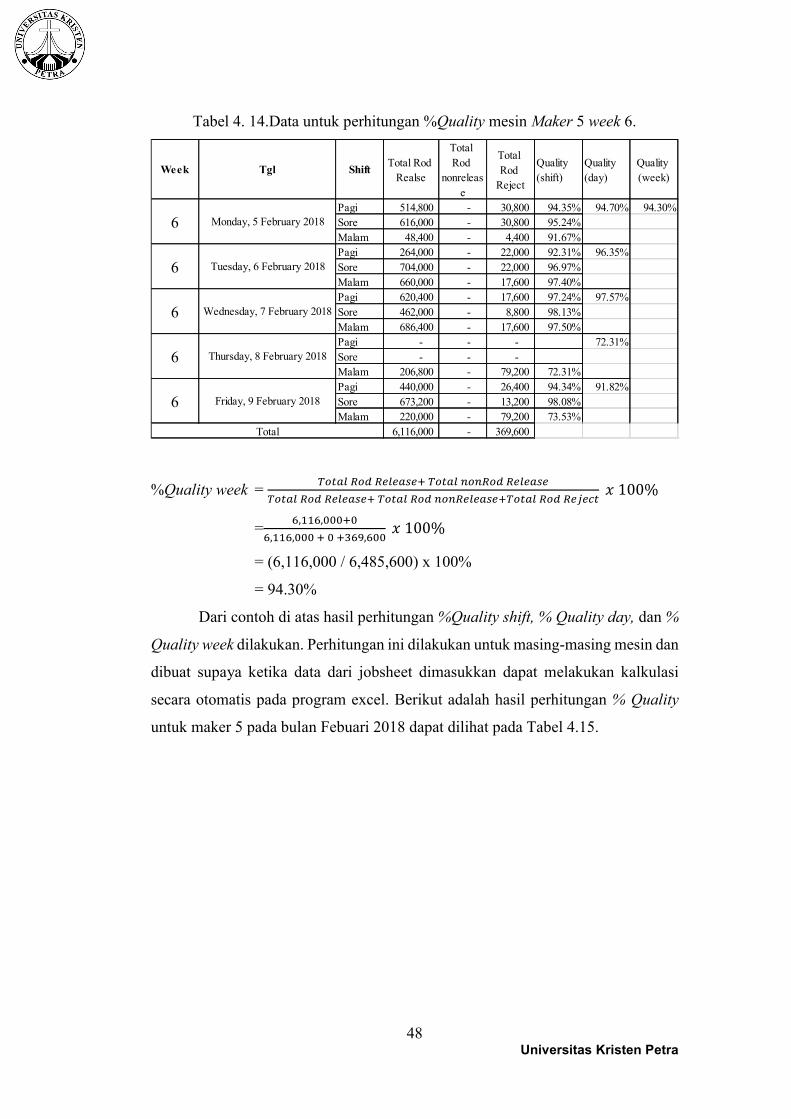
Tabel 4. 14.Data untuk perhitungan %Quality mesin Maker 5 week 6.
%Quality week = ����� ��� �������� ����� ������ �������
����� ��� �������� ����� ��� ���������������� ��� ������ � 100%
=�,���,�����
�,���,��� � � ����,��� � 100%
= (6,116,000 / 6,485,600) x 100%
= 94.30%
Dari contoh di atas hasil perhitungan %Quality shift, % Quality day, dan %
Quality week dilakukan. Perhitungan ini dilakukan untuk masing-masing mesin dan
dibuat supaya ketika data dari jobsheet dimasukkan dapat melakukan kalkulasi
secara otomatis pada program excel. Berikut adalah hasil perhitungan % Quality
untuk maker 5 pada bulan Febuari 2018 dapat dilihat pada Tabel 4.15.
Week Tgl ShiftTotal Rod
Realse
Total
Rod
nonreleas
e
Total
Rod
Reject
Quality
(shift)
Quality
(day)
Quality
(week)
Pagi 514,800 - 30,800 94.35% 94.70% 94.30%
Sore 616,000 - 30,800 95.24%
Malam 48,400 - 4,400 91.67%
Pagi 264,000 - 22,000 92.31% 96.35%
Sore 704,000 - 22,000 96.97%
Malam 660,000 - 17,600 97.40%
Pagi 620,400 - 17,600 97.24% 97.57%
Sore 462,000 - 8,800 98.13%
Malam 686,400 - 17,600 97.50%
Pagi - - - 72.31%
Sore - - -
Malam 206,800 - 79,200 72.31%
Pagi 440,000 - 26,400 94.34% 91.82%
Sore 673,200 - 13,200 98.08%
Malam 220,000 - 79,200 73.53%
6,116,000 - 369,600 Total
6 Friday, 9 February 2018
6 Tuesday, 6 February 2018
6 Wednesday, 7 February 2018
6 Thursday, 8 February 2018
6 Monday, 5 February 2018
49 Universitas Kristen Petra
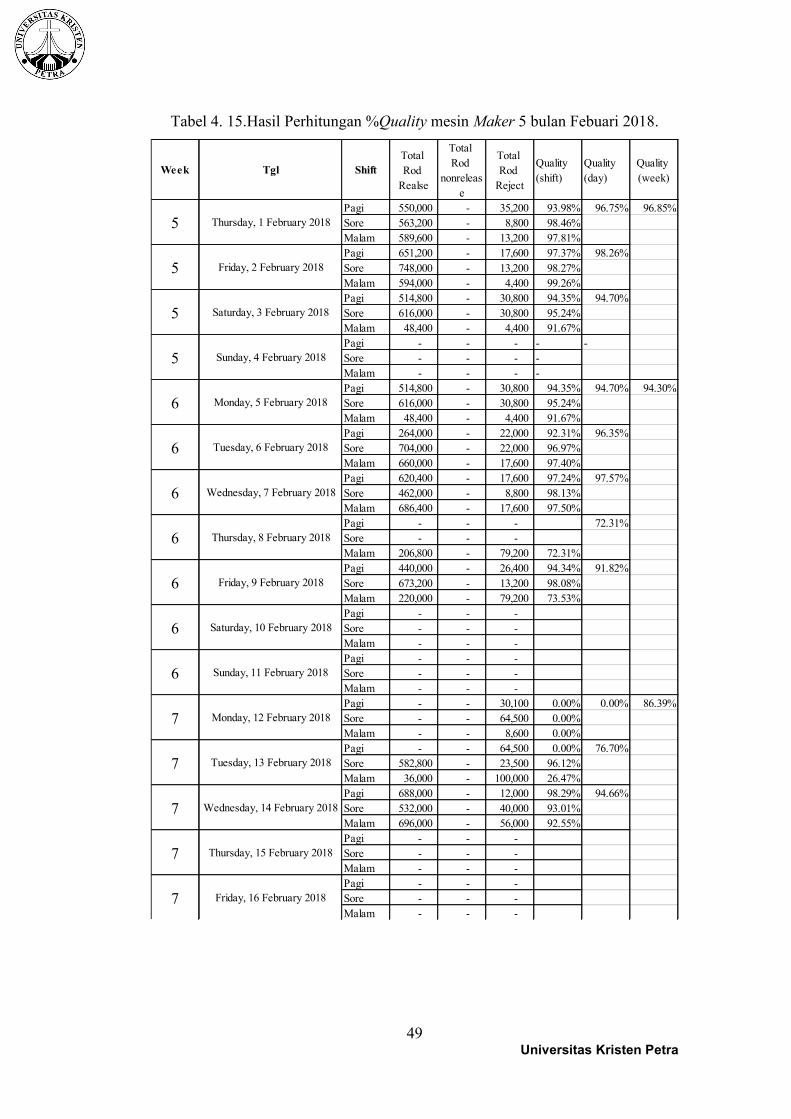
Tabel 4. 15.Hasil Perhitungan %Quality mesin Maker 5 bulan Febuari 2018.
Week Tgl Shift
Total
Rod
Realse
Total
Rod
nonreleas
e
Total
Rod
Reject
Quality
(shift)
Quality
(day)
Quality
(week)
Pagi 550,000 - 35,200 93.98% 96.75% 96.85%
Sore 563,200 - 8,800 98.46%
Malam 589,600 - 13,200 97.81%
Pagi 651,200 - 17,600 97.37% 98.26%
Sore 748,000 - 13,200 98.27%
Malam 594,000 - 4,400 99.26%
Pagi 514,800 - 30,800 94.35% 94.70%
Sore 616,000 - 30,800 95.24%
Malam 48,400 - 4,400 91.67%
Pagi - - - - -
Sore - - - -
Malam - - - -
Pagi 514,800 - 30,800 94.35% 94.70% 94.30%
Sore 616,000 - 30,800 95.24%
Malam 48,400 - 4,400 91.67%
Pagi 264,000 - 22,000 92.31% 96.35%
Sore 704,000 - 22,000 96.97%
Malam 660,000 - 17,600 97.40%
Pagi 620,400 - 17,600 97.24% 97.57%
Sore 462,000 - 8,800 98.13%
Malam 686,400 - 17,600 97.50%
Pagi - - - 72.31%
Sore - - -
Malam 206,800 - 79,200 72.31%
Pagi 440,000 - 26,400 94.34% 91.82%
Sore 673,200 - 13,200 98.08%
Malam 220,000 - 79,200 73.53%
Pagi - - -
Sore - - -
Malam - - -
Pagi - - -
Sore - - -
Malam - - -
Pagi - - 30,100 0.00% 0.00% 86.39%
Sore - - 64,500 0.00%
Malam - - 8,600 0.00%
Pagi - - 64,500 0.00% 76.70%
Sore 582,800 - 23,500 96.12%
Malam 36,000 - 100,000 26.47%
Pagi 688,000 - 12,000 98.29% 94.66%
Sore 532,000 - 40,000 93.01%
Malam 696,000 - 56,000 92.55%
Pagi - - -
Sore - - -
Malam - - -
Pagi - - -
Sore - - -
Malam - - - 7 Friday, 16 February 2018
7 Tuesday, 13 February 2018
7 Wednesday, 14 February 2018
7 Thursday, 15 February 2018
6 Saturday, 10 February 2018
6 Sunday, 11 February 2018
7 Monday, 12 February 2018
6 Wednesday, 7 February 2018
6 Thursday, 8 February 2018
6 Friday, 9 February 2018
5 Thursday, 1 February 2018
5 Friday, 2 February 2018
5 Saturday, 3 February 2018
5 Sunday, 4 February 2018
6 Monday, 5 February 2018
6 Tuesday, 6 February 2018
50 Universitas Kristen Petra
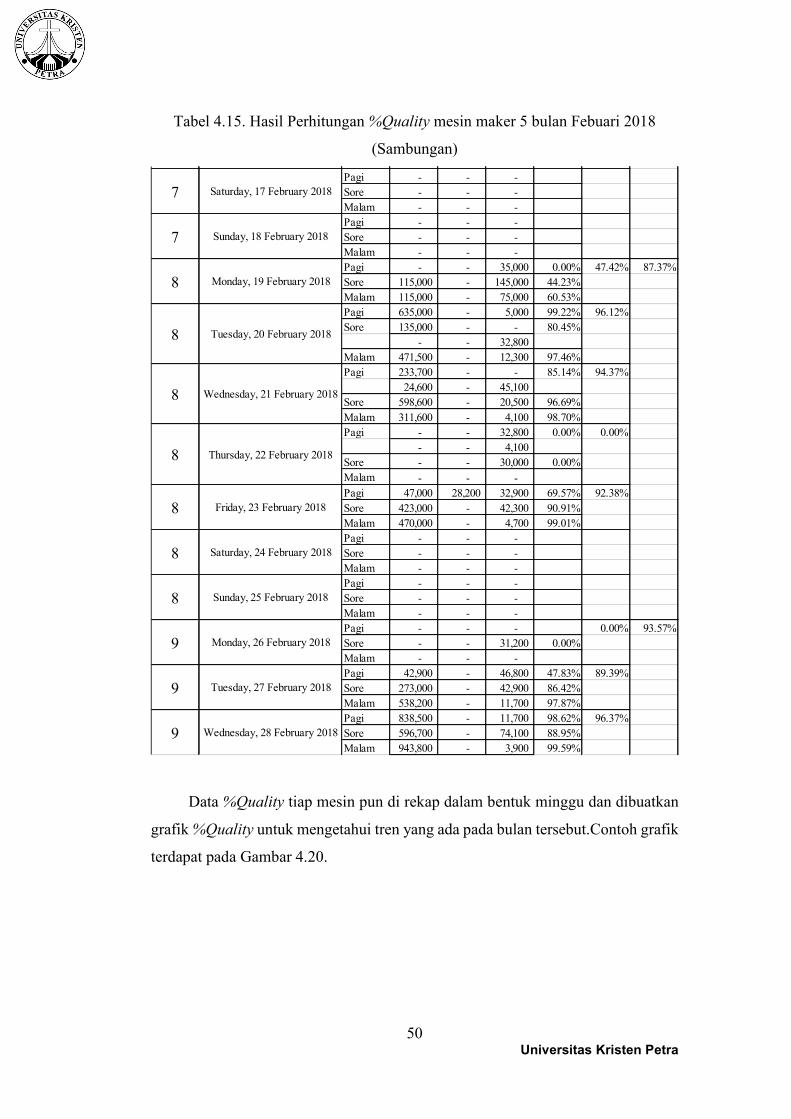
Tabel 4.15. Hasil Perhitungan %Quality mesin maker 5 bulan Febuari 2018
(Sambungan)
Data %Quality tiap mesin pun di rekap dalam bentuk minggu dan dibuatkan
grafik %Quality untuk mengetahui tren yang ada pada bulan tersebut.Contoh grafik
terdapat pada Gambar 4.20.
Malam - - -
Pagi - - -
Sore - - -
Malam - - -
Pagi - - -
Sore - - -
Malam - - -
Pagi - - 35,000 0.00% 47.42% 87.37%
Sore 115,000 - 145,000 44.23%
Malam 115,000 - 75,000 60.53%
Pagi 635,000 - 5,000 99.22% 96.12%
Sore 135,000 - - 80.45%
- - 32,800
Malam 471,500 - 12,300 97.46%
Pagi 233,700 - - 85.14% 94.37%
24,600 - 45,100
Sore 598,600 - 20,500 96.69%
Malam 311,600 - 4,100 98.70%
Pagi - - 32,800 0.00% 0.00%
- - 4,100
Sore - - 30,000 0.00%
Malam - - -
Pagi 47,000 28,200 32,900 69.57% 92.38%
Sore 423,000 - 42,300 90.91%
Malam 470,000 - 4,700 99.01%
Pagi - - -
Sore - - -
Malam - - -
Pagi - - -
Sore - - -
Malam - - -
Pagi - - - 0.00% 93.57%
Sore - - 31,200 0.00%
Malam - - -
Pagi 42,900 - 46,800 47.83% 89.39%
Sore 273,000 - 42,900 86.42%
Malam 538,200 - 11,700 97.87%
Pagi 838,500 - 11,700 98.62% 96.37%
Sore 596,700 - 74,100 88.95%
Malam 943,800 - 3,900 99.59%9 Wednesday, 28 February 2018
8 Sunday, 25 February 2018
9 Monday, 26 February 2018
9 Tuesday, 27 February 2018
8 Thursday, 22 February 2018
8 Friday, 23 February 2018
8 Saturday, 24 February 2018
8 Monday, 19 February 2018
8 Tuesday, 20 February 2018
8 Wednesday, 21 February 2018
7 Saturday, 17 February 2018
7 Sunday, 18 February 2018
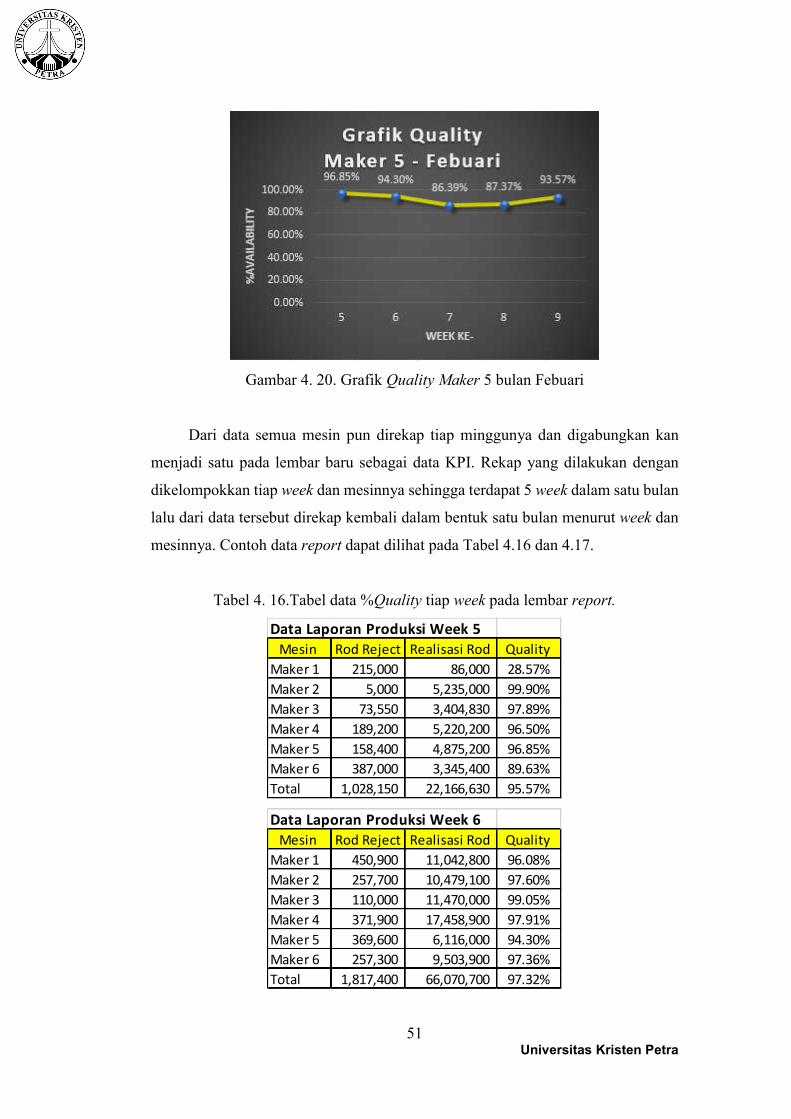
51 Universitas Kristen Petra
Gambar 4. 20. Grafik Quality Maker 5 bulan Febuari
Dari data semua mesin pun direkap tiap minggunya dan digabungkan kan
menjadi satu pada lembar baru sebagai data KPI. Rekap yang dilakukan dengan
dikelompokkan tiap week dan mesinnya sehingga terdapat 5 week dalam satu bulan
lalu dari data tersebut direkap kembali dalam bentuk satu bulan menurut week dan
mesinnya. Contoh data report dapat dilihat pada Tabel 4.16 dan 4.17.
Tabel 4. 16.Tabel data %Quality tiap week pada lembar report.
Data Laporan Produksi Week 5
Mesin Rod Reject Realisasi Rod Quality
Maker 1 215,000 86,000 28.57%
Maker 2 5,000 5,235,000 99.90%
Maker 3 73,550 3,404,830 97.89%
Maker 4 189,200 5,220,200 96.50%
Maker 5 158,400 4,875,200 96.85%
Maker 6 387,000 3,345,400 89.63%
Total 1,028,150 22,166,630 95.57%
Data Laporan Produksi Week 6
Mesin Rod Reject Realisasi Rod Quality
Maker 1 450,900 11,042,800 96.08%
Maker 2 257,700 10,479,100 97.60%
Maker 3 110,000 11,470,000 99.05%
Maker 4 371,900 17,458,900 97.91%
Maker 5 369,600 6,116,000 94.30%
Maker 6 257,300 9,503,900 97.36%
Total 1,817,400 66,070,700 97.32%
52 Universitas Kristen Petra
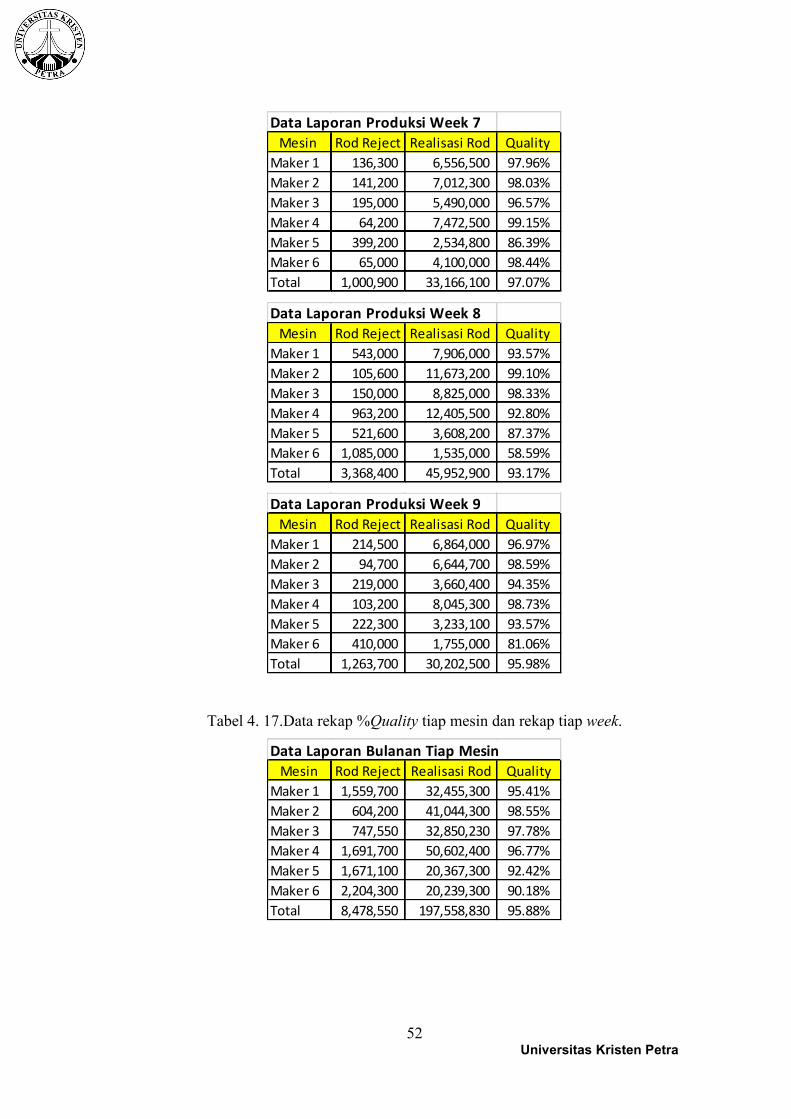
Tabel 4. 17.Data rekap %Quality tiap mesin dan rekap tiap week.
Data Laporan Produksi Week 7
Mesin Rod Reject Realisasi Rod Quality
Maker 1 136,300 6,556,500 97.96%
Maker 2 141,200 7,012,300 98.03%
Maker 3 195,000 5,490,000 96.57%
Maker 4 64,200 7,472,500 99.15%
Maker 5 399,200 2,534,800 86.39%
Maker 6 65,000 4,100,000 98.44%
Total 1,000,900 33,166,100 97.07%
Data Laporan Produksi Week 8
Mesin Rod Reject Realisasi Rod Quality
Maker 1 543,000 7,906,000 93.57%
Maker 2 105,600 11,673,200 99.10%
Maker 3 150,000 8,825,000 98.33%
Maker 4 963,200 12,405,500 92.80%
Maker 5 521,600 3,608,200 87.37%
Maker 6 1,085,000 1,535,000 58.59%
Total 3,368,400 45,952,900 93.17%
Data Laporan Produksi Week 9
Mesin Rod Reject Realisasi Rod Quality
Maker 1 214,500 6,864,000 96.97%
Maker 2 94,700 6,644,700 98.59%
Maker 3 219,000 3,660,400 94.35%
Maker 4 103,200 8,045,300 98.73%
Maker 5 222,300 3,233,100 93.57%
Maker 6 410,000 1,755,000 81.06%
Total 1,263,700 30,202,500 95.98%
Data Laporan Bulanan Tiap Mesin
Mesin Rod Reject Realisasi Rod Quality
Maker 1 1,559,700 32,455,300 95.41%
Maker 2 604,200 41,044,300 98.55%
Maker 3 747,550 32,850,230 97.78%
Maker 4 1,691,700 50,602,400 96.77%
Maker 5 1,671,100 20,367,300 92.42%
Maker 6 2,204,300 20,239,300 90.18%
Total 8,478,550 197,558,830 95.88%
53 Universitas Kristen Petra
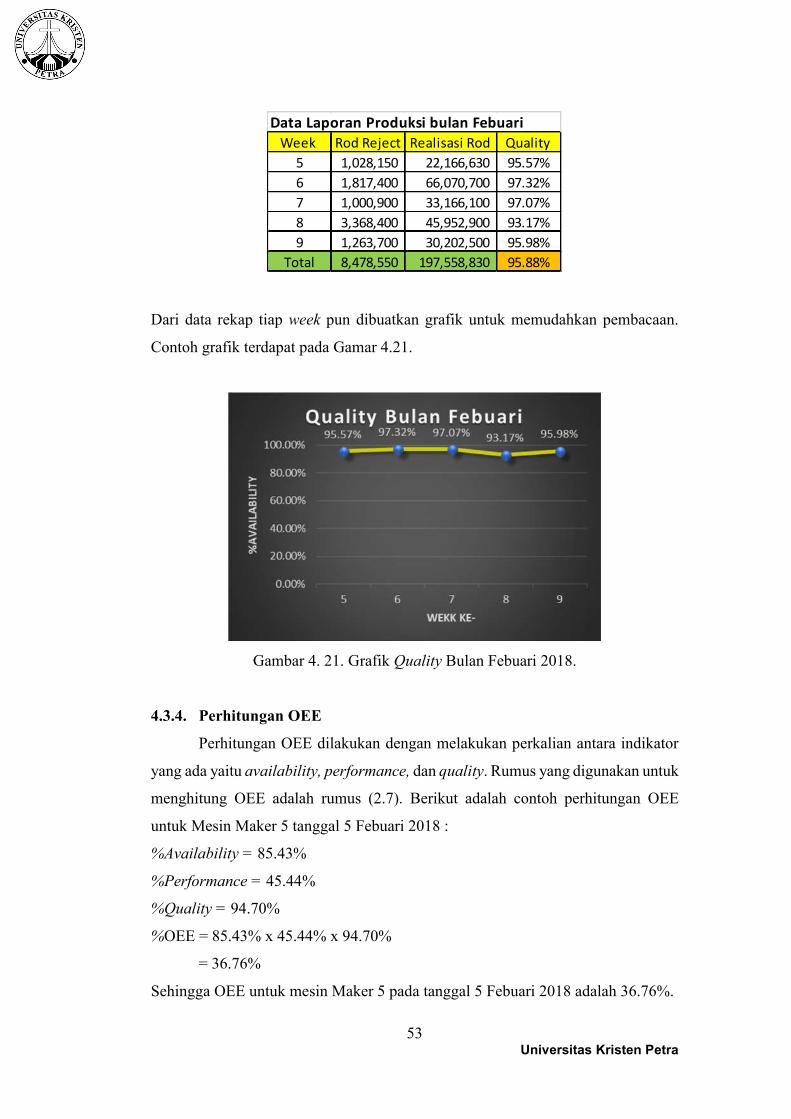
Dari data rekap tiap week pun dibuatkan grafik untuk memudahkan pembacaan.
Contoh grafik terdapat pada Gamar 4.21.
Gambar 4. 21. Grafik Quality Bulan Febuari 2018.
4.3.4. Perhitungan OEE
Perhitungan OEE dilakukan dengan melakukan perkalian antara indikator
yang ada yaitu availability, performance, dan quality. Rumus yang digunakan untuk
menghitung OEE adalah rumus (2.7). Berikut adalah contoh perhitungan OEE
untuk Mesin Maker 5 tanggal 5 Febuari 2018 :
%Availability = 85.43%
%Performance = 45.44%
%Quality = 94.70%
%OEE = 85.43% x 45.44% x 94.70%
= 36.76%
Sehingga OEE untuk mesin Maker 5 pada tanggal 5 Febuari 2018 adalah 36.76%.
Data Laporan Produksi bulan Febuari
Week Rod Reject Realisasi Rod Quality
5 1,028,150 22,166,630 95.57%
6 1,817,400 66,070,700 97.32%
7 1,000,900 33,166,100 97.07%
8 3,368,400 45,952,900 93.17%
9 1,263,700 30,202,500 95.98%
Total 8,478,550 197,558,830 95.88%
54 Universitas Kristen Petra
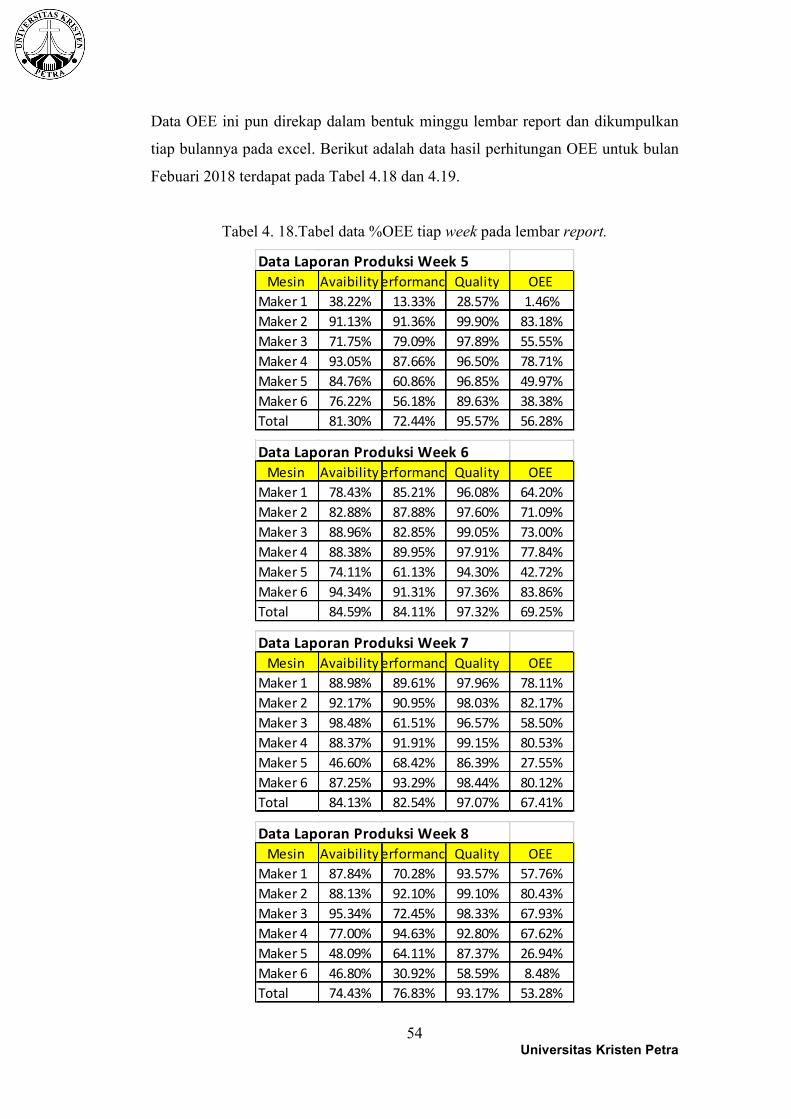
Data OEE ini pun direkap dalam bentuk minggu lembar report dan dikumpulkan
tiap bulannya pada excel. Berikut adalah data hasil perhitungan OEE untuk bulan
Febuari 2018 terdapat pada Tabel 4.18 dan 4.19.
Tabel 4. 18.Tabel data %OEE tiap week pada lembar report.
Data Laporan Produksi Week 5
Mesin Avaibility Performance Quality OEE
Maker 1 38.22% 13.33% 28.57% 1.46%
Maker 2 91.13% 91.36% 99.90% 83.18%
Maker 3 71.75% 79.09% 97.89% 55.55%
Maker 4 93.05% 87.66% 96.50% 78.71%
Maker 5 84.76% 60.86% 96.85% 49.97%
Maker 6 76.22% 56.18% 89.63% 38.38%
Total 81.30% 72.44% 95.57% 56.28%
Data Laporan Produksi Week 6
Mesin Avaibility Performance Quality OEE
Maker 1 78.43% 85.21% 96.08% 64.20%
Maker 2 82.88% 87.88% 97.60% 71.09%
Maker 3 88.96% 82.85% 99.05% 73.00%
Maker 4 88.38% 89.95% 97.91% 77.84%
Maker 5 74.11% 61.13% 94.30% 42.72%
Maker 6 94.34% 91.31% 97.36% 83.86%
Total 84.59% 84.11% 97.32% 69.25%
Data Laporan Produksi Week 7
Mesin Avaibility Performance Quality OEE
Maker 1 88.98% 89.61% 97.96% 78.11%
Maker 2 92.17% 90.95% 98.03% 82.17%
Maker 3 98.48% 61.51% 96.57% 58.50%
Maker 4 88.37% 91.91% 99.15% 80.53%
Maker 5 46.60% 68.42% 86.39% 27.55%
Maker 6 87.25% 93.29% 98.44% 80.12%
Total 84.13% 82.54% 97.07% 67.41%
Data Laporan Produksi Week 8
Mesin Avaibility Performance Quality OEE
Maker 1 87.84% 70.28% 93.57% 57.76%
Maker 2 88.13% 92.10% 99.10% 80.43%
Maker 3 95.34% 72.45% 98.33% 67.93%
Maker 4 77.00% 94.63% 92.80% 67.62%
Maker 5 48.09% 64.11% 87.37% 26.94%
Maker 6 46.80% 30.92% 58.59% 8.48%
Total 74.43% 76.83% 93.17% 53.28%
55 Universitas Kristen Petra
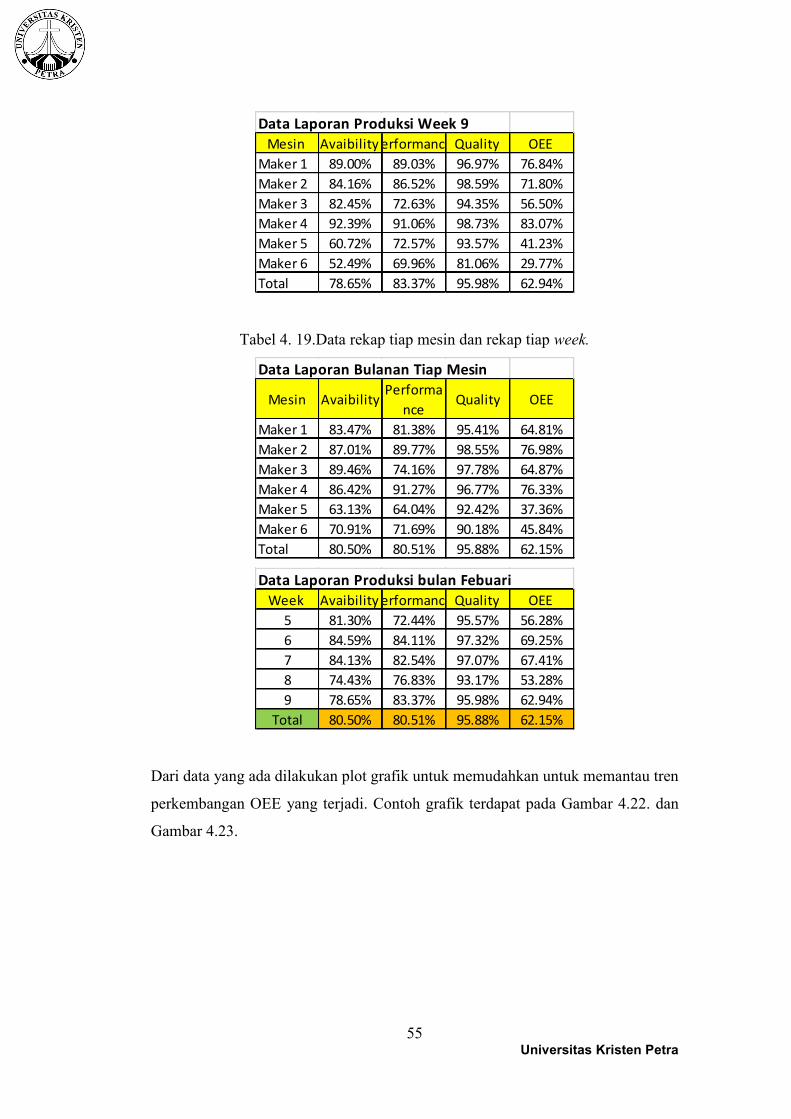
Tabel 4. 19.Data rekap tiap mesin dan rekap tiap week.
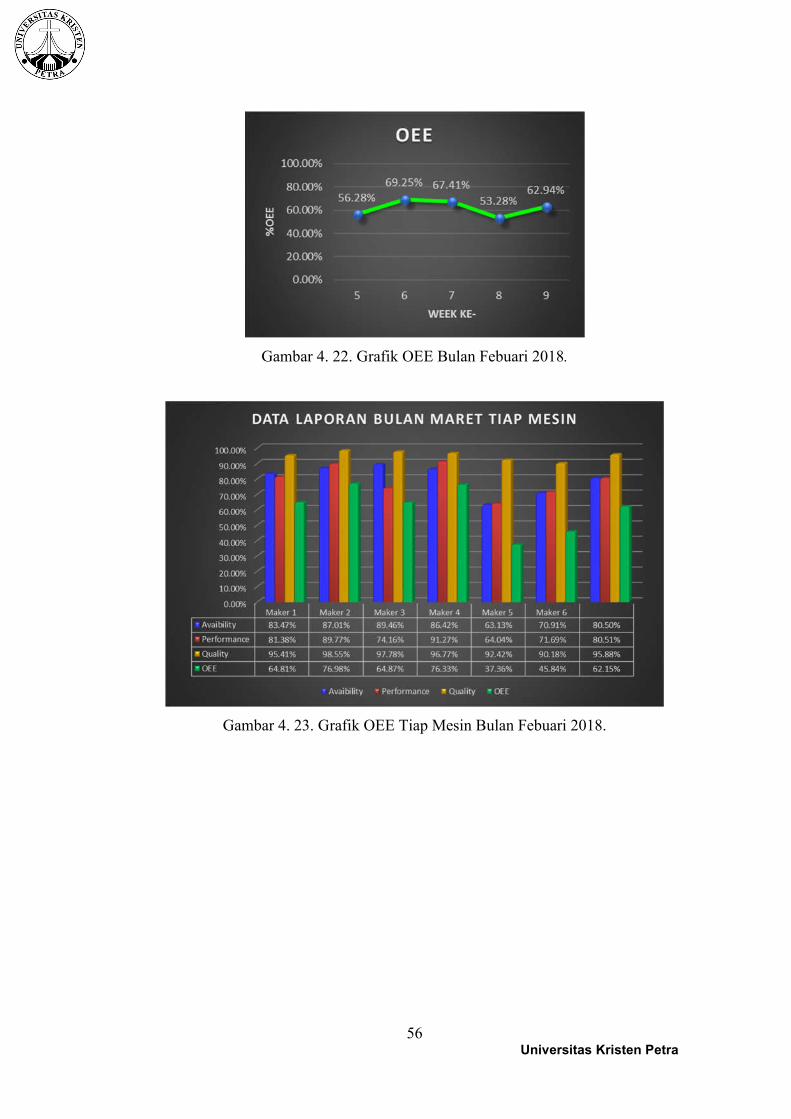
Dari data yang ada dilakukan plot grafik untuk memudahkan untuk memantau tren
perkembangan OEE yang terjadi. Contoh grafik terdapat pada Gambar 4.22. dan
Gambar 4.23.
Data Laporan Produksi Week 9
Mesin Avaibility Performance Quality OEE
Maker 1 89.00% 89.03% 96.97% 76.84%
Maker 2 84.16% 86.52% 98.59% 71.80%
Maker 3 82.45% 72.63% 94.35% 56.50%
Maker 4 92.39% 91.06% 98.73% 83.07%
Maker 5 60.72% 72.57% 93.57% 41.23%
Maker 6 52.49% 69.96% 81.06% 29.77%
Total 78.65% 83.37% 95.98% 62.94%
Data Laporan Bulanan Tiap Mesin
Mesin Avaibility Performa
nce Quality OEE
Maker 1 83.47% 81.38% 95.41% 64.81%
Maker 2 87.01% 89.77% 98.55% 76.98%
Maker 3 89.46% 74.16% 97.78% 64.87%
Maker 4 86.42% 91.27% 96.77% 76.33%
Maker 5 63.13% 64.04% 92.42% 37.36%
Maker 6 70.91% 71.69% 90.18% 45.84%
Total 80.50% 80.51% 95.88% 62.15%
Data Laporan Produksi bulan Febuari
Week Avaibility Performance Quality OEE
5 81.30% 72.44% 95.57% 56.28%
6 84.59% 84.11% 97.32% 69.25%
7 84.13% 82.54% 97.07% 67.41%
8 74.43% 76.83% 93.17% 53.28%
9 78.65% 83.37% 95.98% 62.94%
Total 80.50% 80.51% 95.88% 62.15%
56 Universitas Kristen Petra
Gambar 4. 22. Grafik OEE Bulan Febuari 2018.
Gambar 4. 23. Grafik OEE Tiap Mesin Bulan Febuari 2018.
57 Universitas Kristen Petra
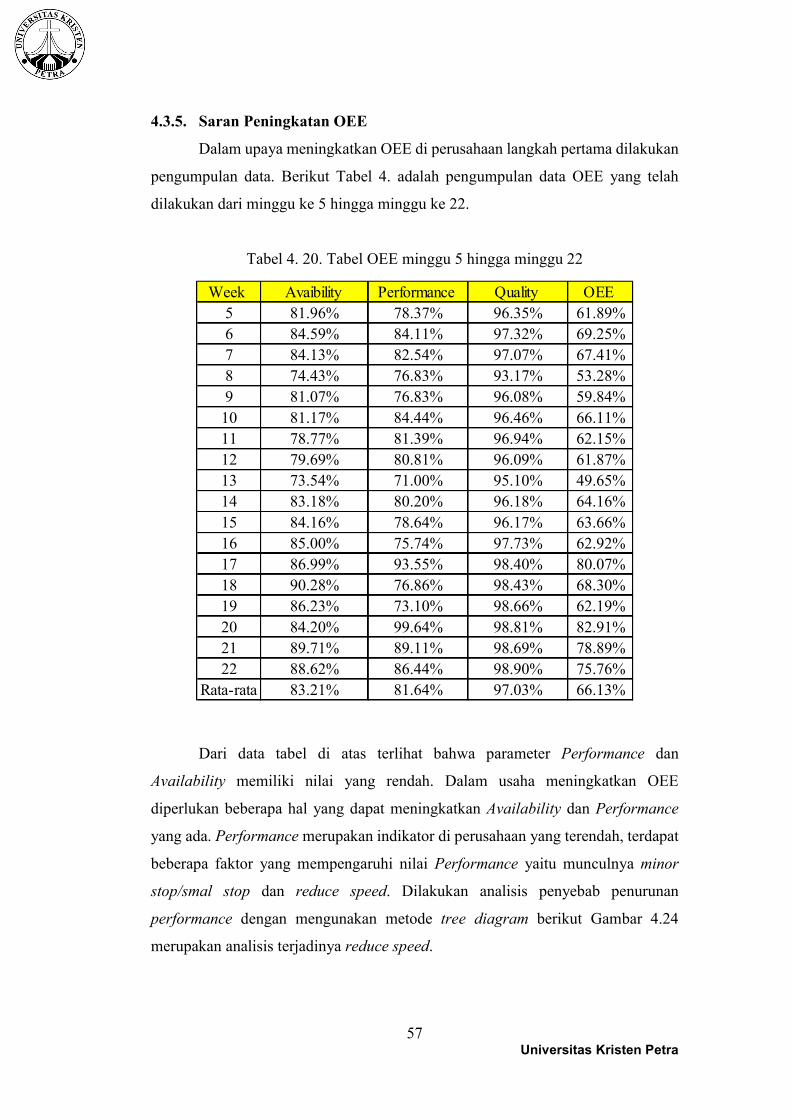
4.3.5. Saran Peningkatan OEE
Dalam upaya meningkatkan OEE di perusahaan langkah pertama dilakukan
pengumpulan data. Berikut Tabel 4. adalah pengumpulan data OEE yang telah
dilakukan dari minggu ke 5 hingga minggu ke 22.
Tabel 4. 20. Tabel OEE minggu 5 hingga minggu 22
Dari data tabel di atas terlihat bahwa parameter Performance dan
Availability memiliki nilai yang rendah. Dalam usaha meningkatkan OEE
diperlukan beberapa hal yang dapat meningkatkan Availability dan Performance
yang ada. Performance merupakan indikator di perusahaan yang terendah, terdapat
beberapa faktor yang mempengaruhi nilai Performance yaitu munculnya minor
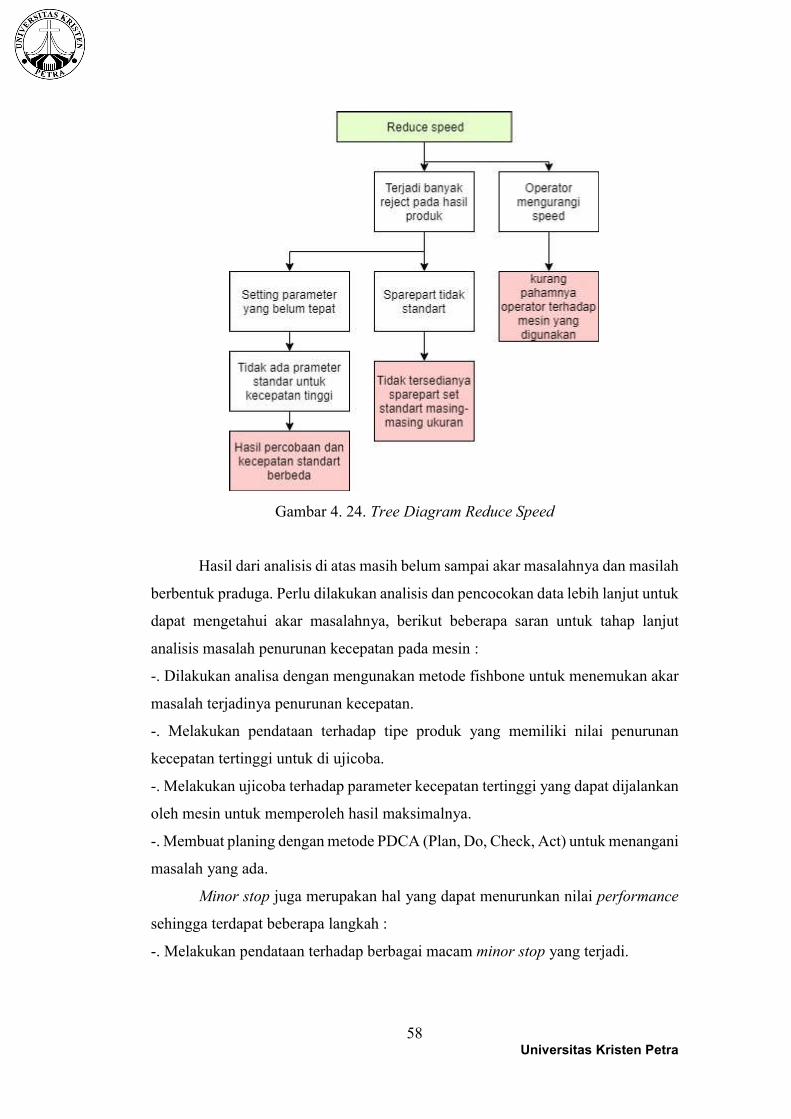
stop/smal stop dan reduce speed. Dilakukan analisis penyebab penurunan
performance dengan mengunakan metode tree diagram berikut Gambar 4.24
merupakan analisis terjadinya reduce speed.
Week Avaibility Performance Quality OEE
5 81.96% 78.37% 96.35% 61.89%
6 84.59% 84.11% 97.32% 69.25%
7 84.13% 82.54% 97.07% 67.41%
8 74.43% 76.83% 93.17% 53.28%
9 81.07% 76.83% 96.08% 59.84%
10 81.17% 84.44% 96.46% 66.11%
11 78.77% 81.39% 96.94% 62.15%
12 79.69% 80.81% 96.09% 61.87%
13 73.54% 71.00% 95.10% 49.65%
14 83.18% 80.20% 96.18% 64.16%
15 84.16% 78.64% 96.17% 63.66%
16 85.00% 75.74% 97.73% 62.92%
17 86.99% 93.55% 98.40% 80.07%
18 90.28% 76.86% 98.43% 68.30%
19 86.23% 73.10% 98.66% 62.19%
20 84.20% 99.64% 98.81% 82.91%
21 89.71% 89.11% 98.69% 78.89%
22 88.62% 86.44% 98.90% 75.76%
Rata-rata 83.21% 81.64% 97.03% 66.13%
58 Universitas Kristen Petra
Gambar 4. 24. Tree Diagram Reduce Speed
Hasil dari analisis di atas masih belum sampai akar masalahnya dan masilah
berbentuk praduga. Perlu dilakukan analisis dan pencocokan data lebih lanjut untuk
dapat mengetahui akar masalahnya, berikut beberapa saran untuk tahap lanjut
analisis masalah penurunan kecepatan pada mesin :
-. Dilakukan analisa dengan mengunakan metode fishbone untuk menemukan akar
masalah terjadinya penurunan kecepatan.
-. Melakukan pendataan terhadap tipe produk yang memiliki nilai penurunan
kecepatan tertinggi untuk di ujicoba.
-. Melakukan ujicoba terhadap parameter kecepatan tertinggi yang dapat dijalankan
oleh mesin untuk memperoleh hasil maksimalnya.
-. Membuat planing dengan metode PDCA (Plan, Do, Check, Act) untuk menangani
masalah yang ada.
Minor stop juga merupakan hal yang dapat menurunkan nilai performance
sehingga terdapat beberapa langkah :
-. Melakukan pendataan terhadap berbagai macam minor stop yang terjadi.
59 Universitas Kristen Petra
-. Dari data minor stop yang paling sering terjadi dilakukan analisa dengan
mengunakan metode fishbone untuk menemukan akar maslaah yang ada.
-. Membuat planing dengan metode PDCA (Plan, Do, Check, Act) untuk menangani
masalah yang ada.
Faktor kedua yang menyebabkan rendahnya OEE adalah availability,
availability merupakan parameter yang berhubungan dengan waktu produktif dari
suatu mesin. Dimana perbandingan dilakukan dari waktu mesin berjalan yang
dibagi dengan waktu kerja yang ada. Faktor yang mempengaruhi turunnya
availability adalah downtime yang membuat mesin tidak dapat melakukan kegiatan
produksi. Dalam upaya meningkatkan availability dilakukan analisa terhadap top
five downtime yang terjadi dan akan dibahas pada bab selanjutnya.
4.4. Pembuatan Sistem Pendataan Downtime Mesin
Pada PT.Z pencatatan terhadap waktu downtime mesin pada umumnya
dilakukan oleh para mekanik. Tiap masalah yang terjadi pada mesin dan ditangani
oleh mekanik akan dituliskan kedalam logbook mekanik yang telah tersedia. Untuk
memudahkan analisis jenis kerusakan yang ada maka dilakukan pembuatan sistem
mengunakan excel untuk dapat secara otomatis menjumlahkan waktu kerusakan
mesin dan mengelompokkan kerusakan berdasarkan mesin dan tipe kerusakan yang
terjadi, serta melakukan penghitungan otomatis untuk MTBF dan MTTR dari tiap
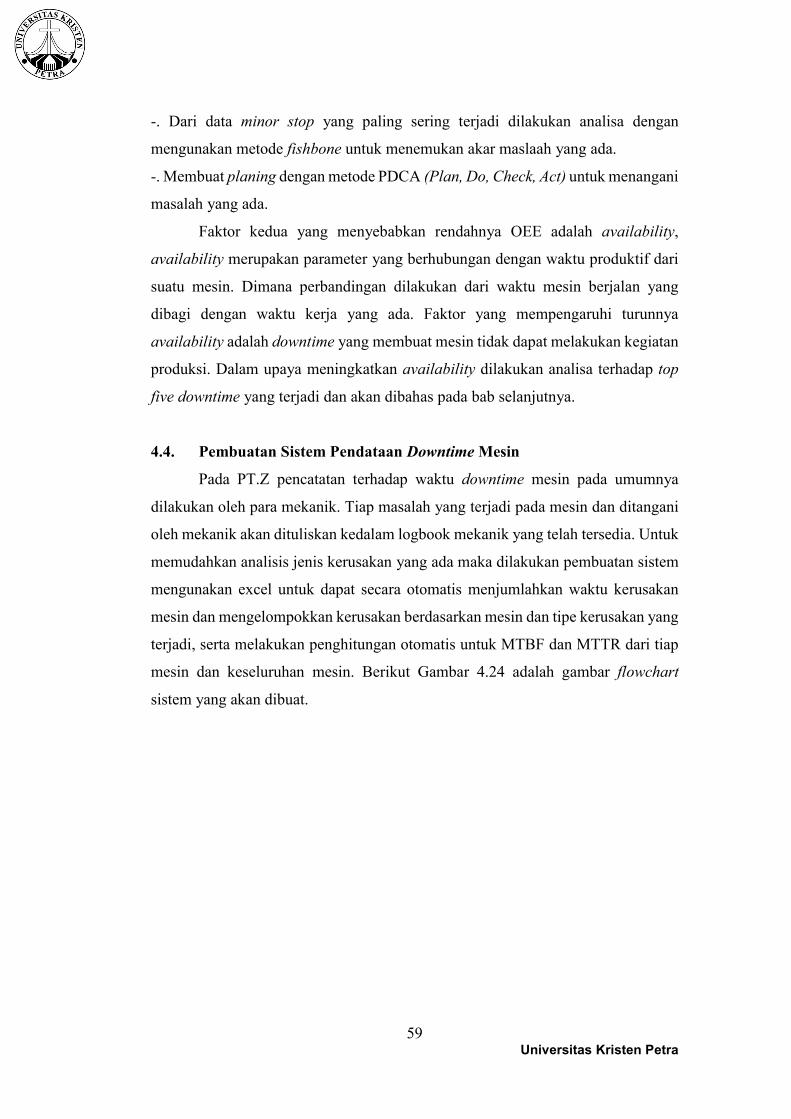
mesin dan keseluruhan mesin. Berikut Gambar 4.24 adalah gambar flowchart
sistem yang akan dibuat.
60 Universitas Kristen Petra
Gambar 4. 25. Flow Chart Sistem Pendataan Downtime.
Pada sistem ini akan terdapat dua buah jenis file yang digunakan yaitu file
1 merupakan file untuk menginput kode mulai dari kode mesin list problem dan tim
mekanik yang akan menjadi parameter untuk mengelompokkan data kerusakan
mesin berdasarkan mesin dan tipe kerusakannya. List problem telah didiskusikan
bersama Engineering Supervisor untuk menyepakati pengelompokkan jenis
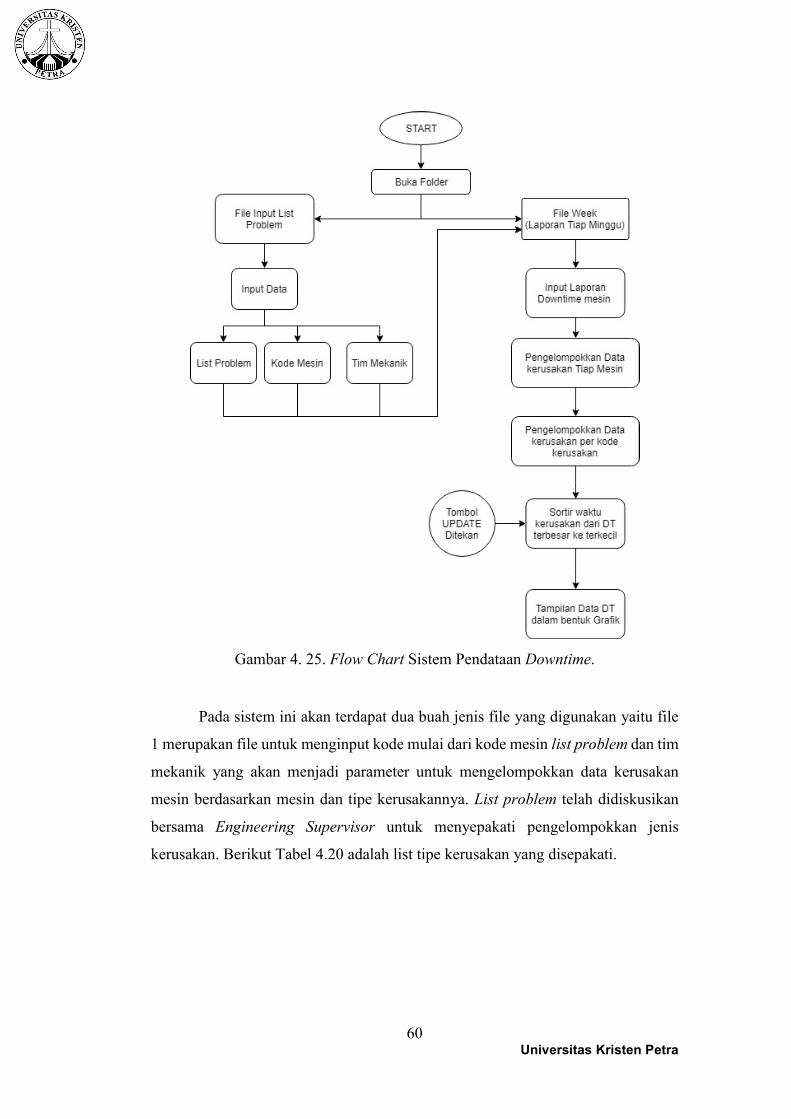
kerusakan. Berikut Tabel 4.20 adalah list tipe kerusakan yang disepakati.
61 Universitas Kristen Petra
Tabel 4. 21.List tipe kerusakan/problem.
No Problem Kode
1 Recessed End K01
2 Problem Potongan K02
3 Ujung kusut K03
4 Fisik Kusut K04
5 Ovality K05
6 Tepos K06
7 Scratch / Bergaris K07
8 Problem Plasticizer K08
9 Problem Panjang K09
10 Problem Diameter K10
11 Problem Pressure Drop K11
12 Problem Hardness K12
13 Filter Pecah K13
14 Filter Patah K14
15 Filter Kolaps K15
16 Freeline Berlebih K16
17 Flowrate Labil K17
18 Filter Gembos K18
19 Potongan Berserabut K19
20 Low Compressed Air E01
21 Listrik Mati E02
22 Menunggu Spare Part/Material* E03
23 Stock Take E04
24 Plug Wrap Putus M01
25 Tow Putus M02
26 Tow Ngerol M03
27 Tow Jam M04
28 Cleaning S01
29 Start up/Dry run S02
30 Change Length S03
31 Change Diameter / Convertion S04
32 Change Brand S05
33 Sett Hardness S06
34 Percobaan RnD S07
35 Cek Flowrate S08
36 Sett TFU S09
37 Main Drive B01
38 Secondary Drive B02
39 Air Supply System B03
40 Oil System B04
41 Heater System B05
42 Tounch Panel B06
43 Brake System B07
44 Open Seam B08
45 Pompa Hot Melt B09
46 Nozzle Hot Melt B10
47 Pompa White Glue B11
48 Nozzle White Glue B12
49 KDF Pneumatic System B13
50 KDF Electrical Problem B14
51 Splicing unit
50 B14
51 Splicing unit B15
52 Bobin Turn Over B16
53 Motor Gerinda B17
54 Motor Diameter B18
55 Motor Suction B19
56 Safety Door B20
57 Problem PLC B21
58 Bus Member B22
59 Ionisation Element B23
60 Inverter Motor drive B24
61 Cooling Unit B25
62 HCF Problem B26
63 FFA Problem B27
64 Paper Guide Roller B28
65 Tongue Piece B29
66 Cover Rail B30
67 Transport Jet B31
68 Sealing Chamber B32
69 Cut Off Unit B33
70 Ledger Holder B34
71 Inlet-Outlet B35
72 Measuring Tube B36
73 Double Acce B37
74 Final Transfer Unit B38
75 Banding Jet B39
76 Rubber Roll VO B40
77 Rubber Roll V1 B41
78 Rubber Roll V2 B42
79 Rubber Roll V3 B43
80 Plastizier System B44
81 Inverter Rubber Roll B45
82 Brush Motor B46
83 Blower Motor B47
84 Inverter Brush Motor B48
85 Motor Triac Tank B49
86 Inverter Motor Triac Tank B50
87 Flowsensor B51
88 Level Tank sensor B52
89 Rubber Roll sensor B53
90 AF Pneumatic Problem B54
91 Problem Menthol B55
92 Lain-lain B56
93 Electrical Problem B57
94 Gearbox B58
95 Fluted Drum B59

62 Universitas Kristen Petra
Dari tipe kerusakan inilah nantinya akan dilakukan pengelompokan
terhadap jenis kerusakan yang ada. Contoh pengimputan data dapat dilihat pada
Tabel 4.21.
Tabel 4. 22.Input data downtime mesin.
Untuk tiap satu buah data excel akan mengandung data selama satu bulan
dimana tiap lembar yang ada memiliki data mingguan. Terdapat beberapa data yang
perlu dimasukan terlebih dahulu pada lembar minggunan antara lain adalah jumlah
shift yang ada pada minggu tersebut. Jam kerja akan secara otomatis terkalkulasi
dari jumlah shift kerja ini yaitu dengan perhitungan :
-. Jam kerja = Jumlah shift x 8 jam
= 12 x 8jam
= 96 jam
Kemudian isikan pula minggu yang ada pada minggu tersebut. Pada bagian
bawah akan terdapat beberapa kolom yang harus diisi ketika terjadi problem.
-. Tanggal : Tanggal terjadinya problem.
-. Shift : Shift terjadinya problem.
-. Mechtronic : Mekanik yang memperbaiki
-. Jam perbaikan : diisi dengan waktu awal mulai dan selesainya perbaikan
-. Kode : Tipe kerusakan yang terjadi.
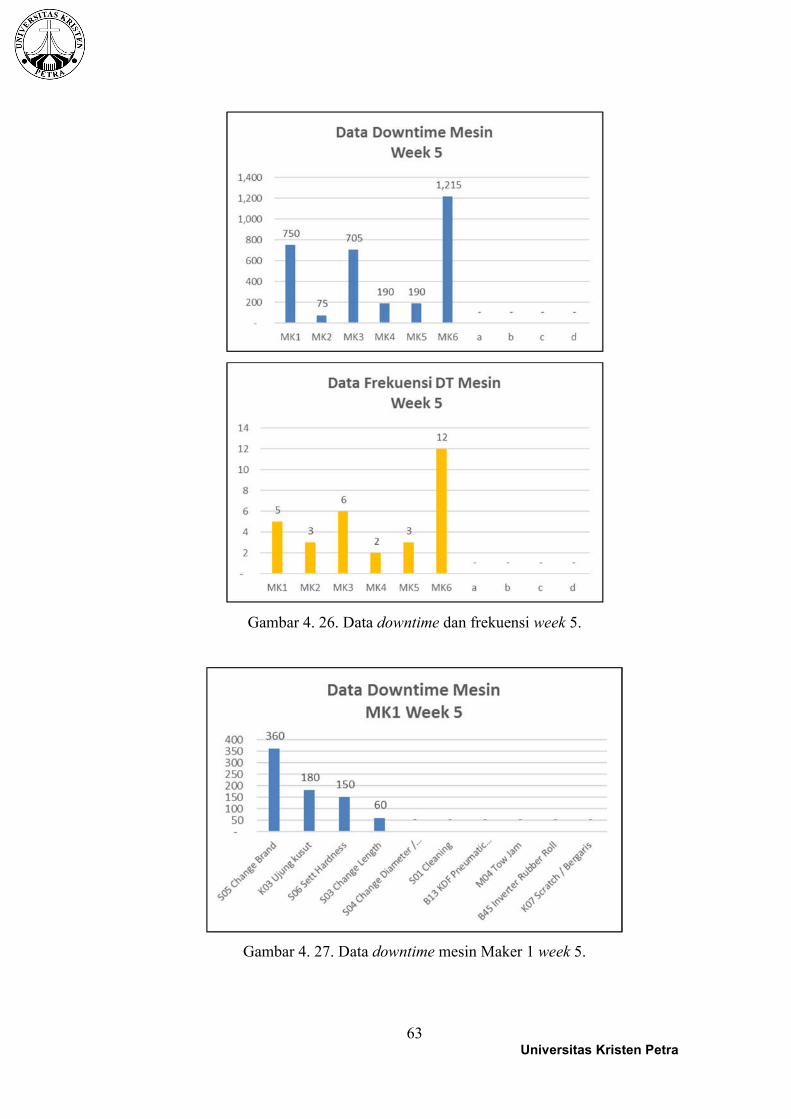
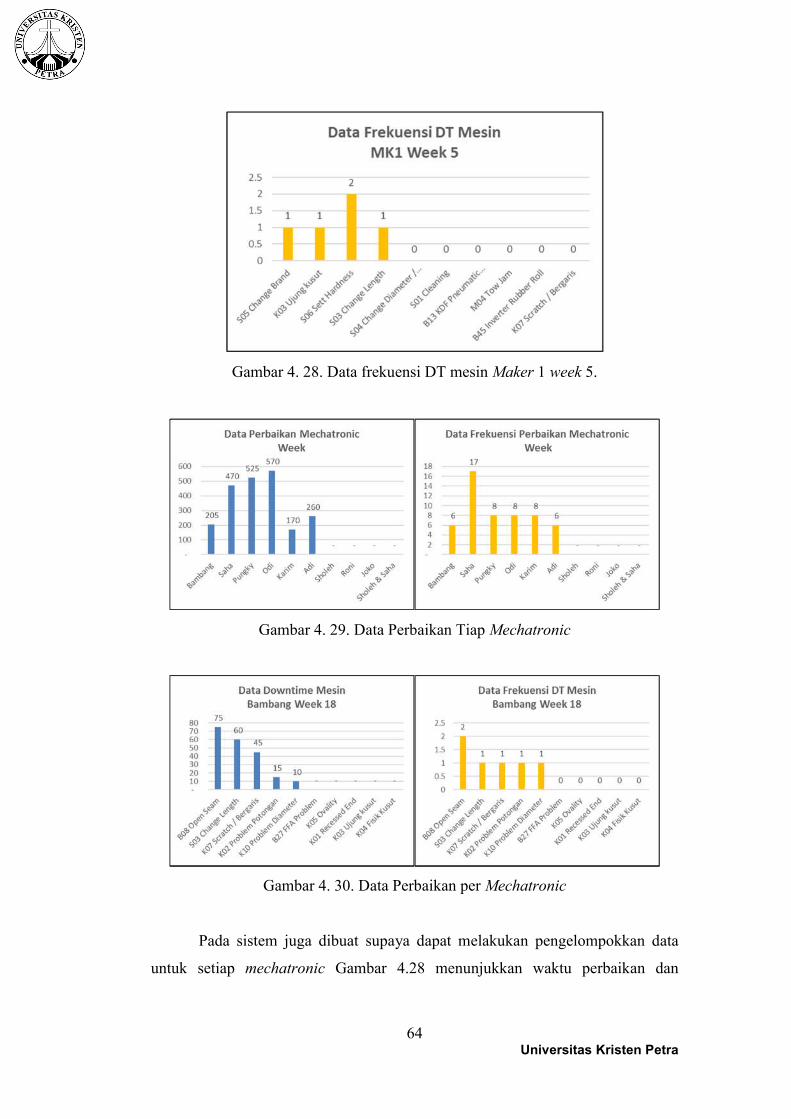
Dari data yang telah dimasukan akan secara otomatis diubah menjadi data
mingguan. Dilakukan juga pengelompokan tiap mesin dan tipe kerusakan yang
terjadi. Dilakukan penampilan dalam bentuk bentuk grafik, berikut adalah contoh
grafik downtime dan frekuensi kerusakan untuk week 5 serta data downtime dan
frekuensi kerusakan mesin Maker 1 pada week 5. Contoh grafik terdapat pada
Gambar 4.25, Gambar 4.26, dan Gambar 4.27.
FEBUARI 2018 Jumlah Shift : 12 Week : 5
Jam Kerja : 96
Start Stop TTR (min) Kode
Thursday, 1 February 2018 1 Bambang & Odi MK5 9:00 10:00 60 B26 HCF Problem
Thursday, 1 February 2018 1 Bambang & Odi MK6 9:00 14:45 345 S05 Change Brand
Thursday, 1 February 2018 2 Karim MK5 15:40 16:50 70 B26 HCF Problem
Tanggal ShiftJam perbaikan
MechatronicMesin
63 Universitas Kristen Petra
Gambar 4. 26. Data downtime dan frekuensi week 5.
Gambar 4. 27. Data downtime mesin Maker 1 week 5.
64 Universitas Kristen Petra
Gambar 4. 28. Data frekuensi DT mesin Maker 1 week 5.
Gambar 4. 29. Data Perbaikan Tiap Mechatronic
Gambar 4. 30. Data Perbaikan per Mechatronic
Pada sistem juga dibuat supaya dapat melakukan pengelompokkan data
untuk setiap mechatronic Gambar 4.28 menunjukkan waktu perbaikan dan
65 Universitas Kristen Petra
frekuensi yang dilakukan mechatronic dan Gambar 4.29 menunjukkan waktu dan
kerusakan apa saja yang diperbaiki oleh 1 orang mechatronic.
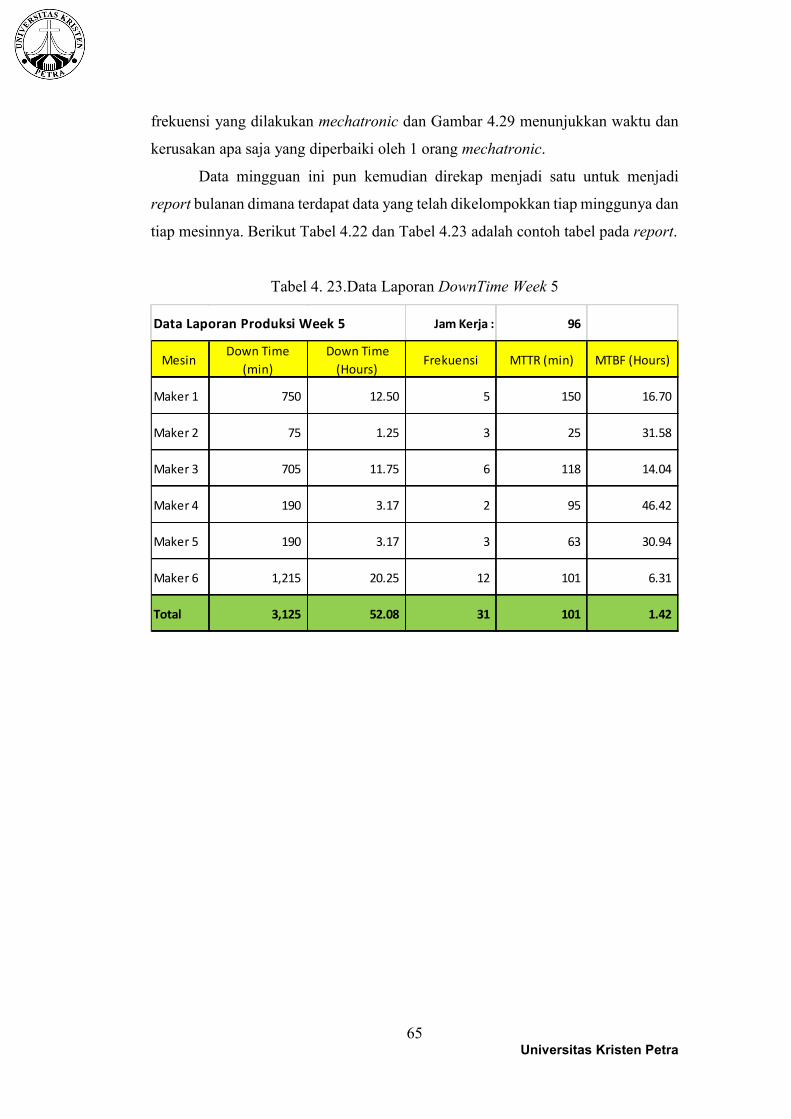
Data mingguan ini pun kemudian direkap menjadi satu untuk menjadi
report bulanan dimana terdapat data yang telah dikelompokkan tiap minggunya dan
tiap mesinnya. Berikut Tabel 4.22 dan Tabel 4.23 adalah contoh tabel pada report.
Tabel 4. 23.Data Laporan DownTime Week 5
Data Laporan Produksi Week 5 Jam Kerja : 96
Mesin Down Time
(min)
Down Time
(Hours) Frekuensi MTTR (min) MTBF (Hours)
Maker 1 750 12.50 5 150 16.70
Maker 2 75 1.25 3 25 31.58
Maker 3 705 11.75 6 118 14.04
Maker 4 190 3.17 2 95 46.42
Maker 5 190 3.17 3 63 30.94
Maker 6 1,215 20.25 12 101 6.31
Total 3,125 52.08 31 101 1.42

66 Universitas Kristen Petra
Dilakukan juga penghitungan MTTR dan MTBF secara otomatis. Berikut
adalah contoh penghitungan MTTR dan MTBF untuk mesin Maker 1 week 5
-. MTTR (min) = Down Time (min) / Frekuensi
= 750 menit / 5
= 150 menit
-. MTBF (Hours) = [ Jam kerja – Down Time (Hours) ] / Frekuensi
= [ 96 jam – 12.5 jam ] / 5
= 16.7 jam
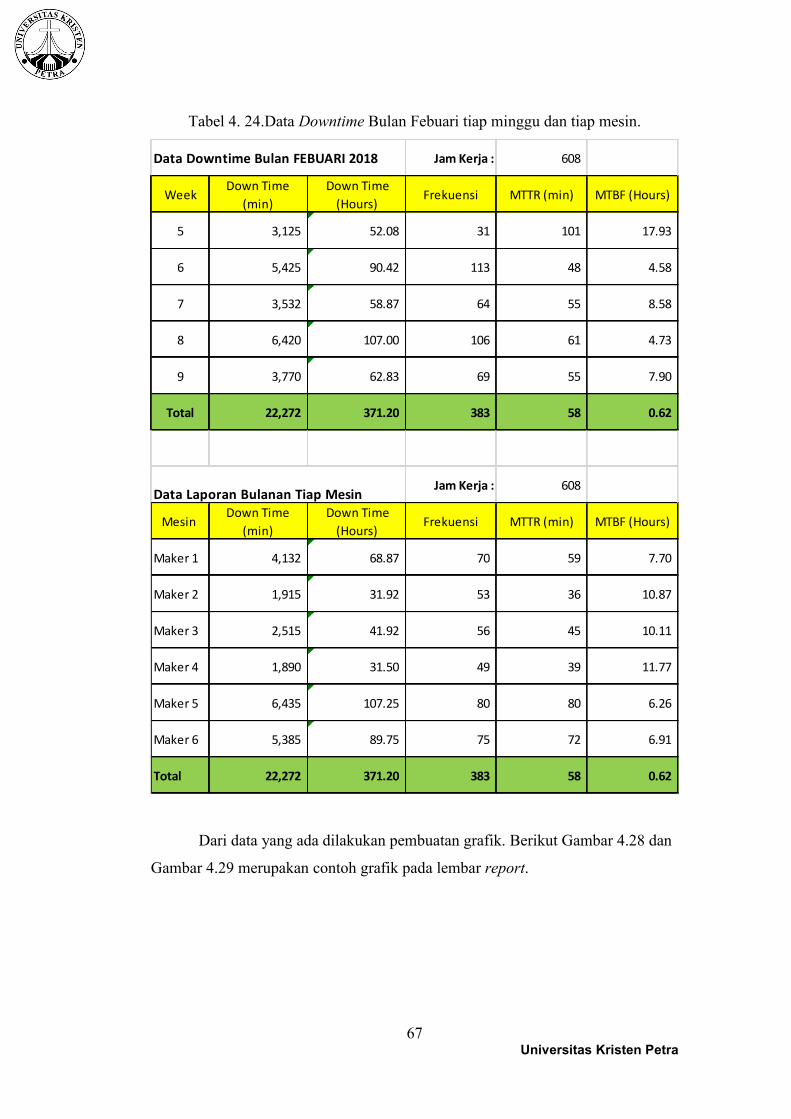
Dari data mingguan tersebut kemudian digabungkan menjadi satu bulan
dengan pengelompokkan tiap minggu untuk semua mesin dan tiap mesin dalam satu
bulan. Data ini kemudian ditampilkan dalam bentuk tabel dan grafik.
67 Universitas Kristen Petra
Tabel 4. 24.Data Downtime Bulan Febuari tiap minggu dan tiap mesin.
Dari data yang ada dilakukan pembuatan grafik. Berikut Gambar 4.28 dan
Gambar 4.29 merupakan contoh grafik pada lembar report.
Data Downtime Bulan FEBUARI 2018 Jam Kerja : 608
WeekDown Time
(min)
Down Time
(Hours) Frekuensi MTTR (min) MTBF (Hours)
5 3,125 52.08 31 101 17.93
6 5,425 90.42 113 48 4.58
7 3,532 58.87 64 55 8.58
8 6,420 107.00 106 61 4.73
9 3,770 62.83 69 55 7.90
Total 22,272 371.20 383 58 0.62
Data Laporan Bulanan Tiap MesinJam Kerja : 608
Mesin Down Time
(min)
Down Time
(Hours) Frekuensi MTTR (min) MTBF (Hours)
Maker 1 4,132 68.87 70 59 7.70
Maker 2 1,915 31.92 53 36 10.87
Maker 3 2,515 41.92 56 45 10.11
Maker 4 1,890 31.50 49 39 11.77
Maker 5 6,435 107.25 80 80 6.26
Maker 6 5,385 89.75 75 72 6.91
Total 22,272 371.20 383 58 0.62
68 Universitas Kristen Petra
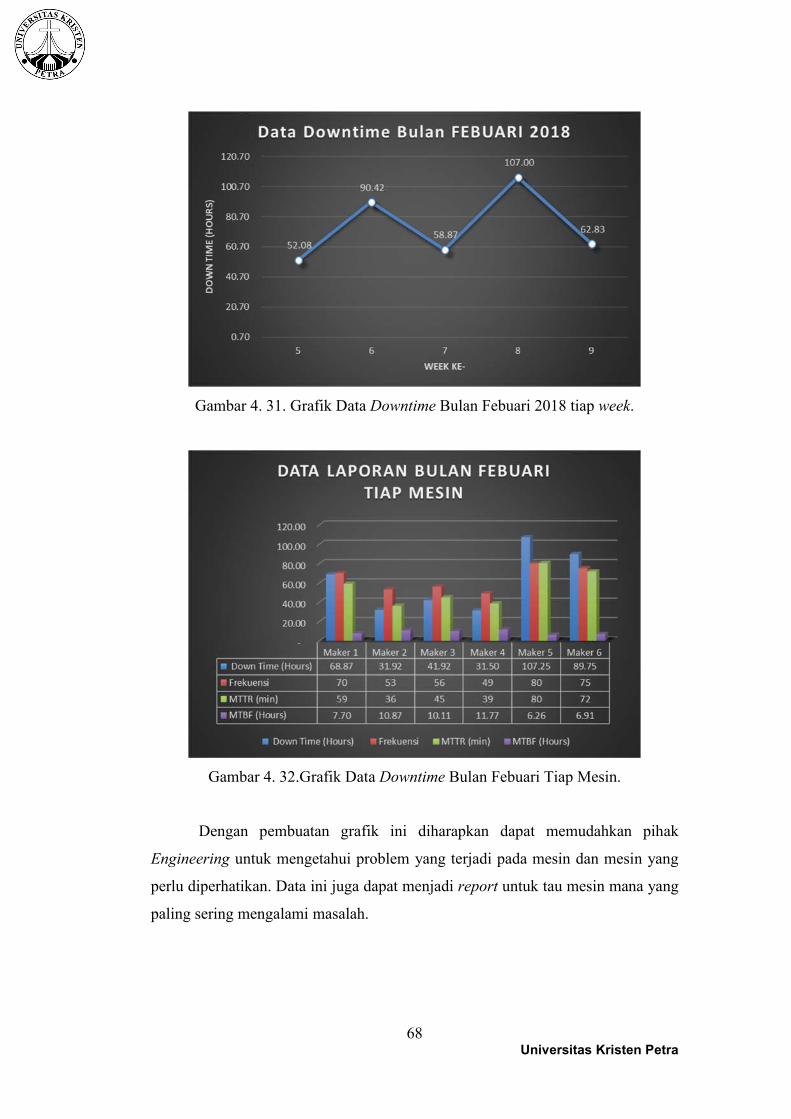
Gambar 4. 31. Grafik Data Downtime Bulan Febuari 2018 tiap week.
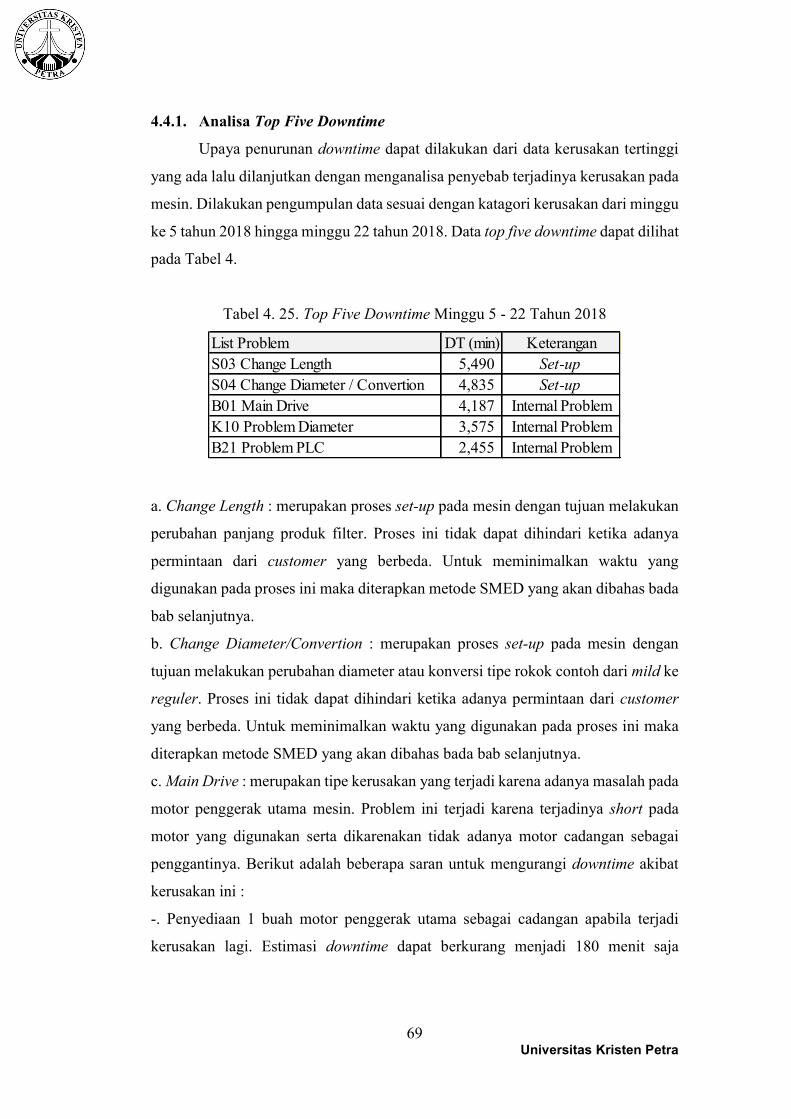
Gambar 4. 32.Grafik Data Downtime Bulan Febuari Tiap Mesin.
Dengan pembuatan grafik ini diharapkan dapat memudahkan pihak
Engineering untuk mengetahui problem yang terjadi pada mesin dan mesin yang
perlu diperhatikan. Data ini juga dapat menjadi report untuk tau mesin mana yang
paling sering mengalami masalah.
69 Universitas Kristen Petra
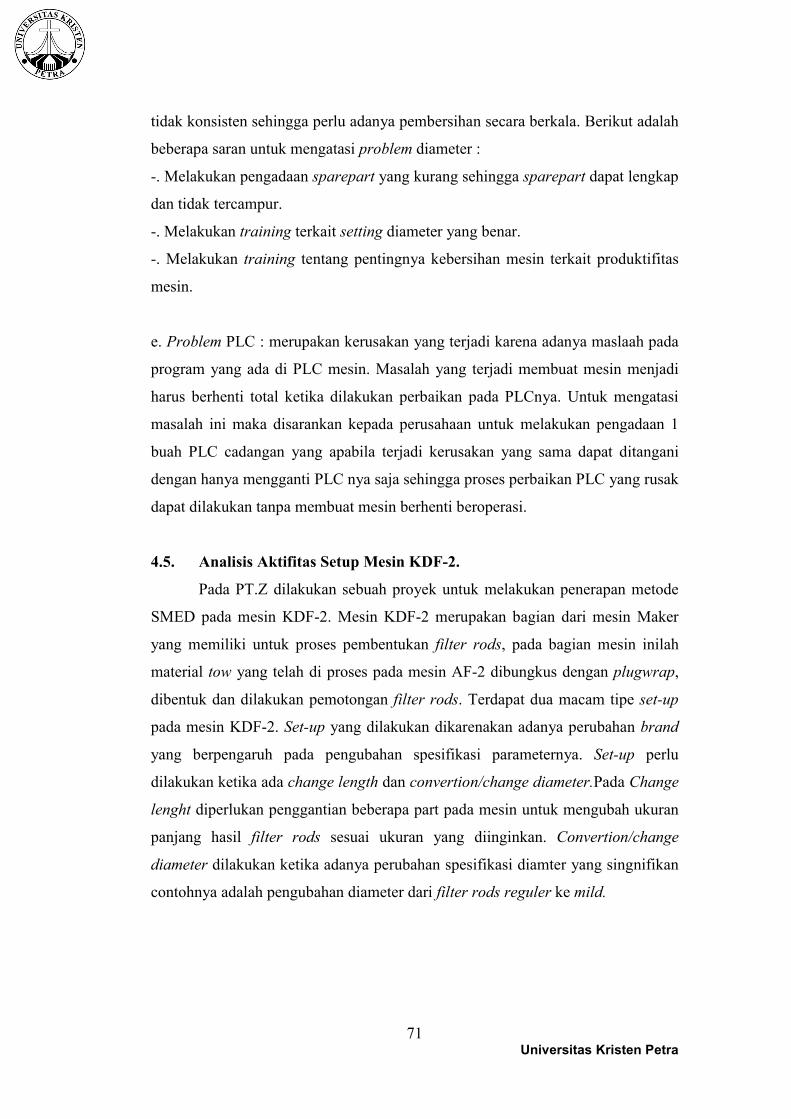
4.4.1. Analisa Top Five Downtime
Upaya penurunan downtime dapat dilakukan dari data kerusakan tertinggi
yang ada lalu dilanjutkan dengan menganalisa penyebab terjadinya kerusakan pada
mesin. Dilakukan pengumpulan data sesuai dengan katagori kerusakan dari minggu
ke 5 tahun 2018 hingga minggu 22 tahun 2018. Data top five downtime dapat dilihat
pada Tabel 4.
Tabel 4. 25. Top Five Downtime Minggu 5 - 22 Tahun 2018
a. Change Length : merupakan proses set-up pada mesin dengan tujuan melakukan
perubahan panjang produk filter. Proses ini tidak dapat dihindari ketika adanya
permintaan dari customer yang berbeda. Untuk meminimalkan waktu yang
digunakan pada proses ini maka diterapkan metode SMED yang akan dibahas bada
bab selanjutnya.
b. Change Diameter/Convertion : merupakan proses set-up pada mesin dengan
tujuan melakukan perubahan diameter atau konversi tipe rokok contoh dari mild ke
reguler. Proses ini tidak dapat dihindari ketika adanya permintaan dari customer
yang berbeda. Untuk meminimalkan waktu yang digunakan pada proses ini maka
diterapkan metode SMED yang akan dibahas bada bab selanjutnya.
c. Main Drive : merupakan tipe kerusakan yang terjadi karena adanya masalah pada
motor penggerak utama mesin. Problem ini terjadi karena terjadinya short pada
motor yang digunakan serta dikarenakan tidak adanya motor cadangan sebagai
penggantinya. Berikut adalah beberapa saran untuk mengurangi downtime akibat
kerusakan ini :
-. Penyediaan 1 buah motor penggerak utama sebagai cadangan apabila terjadi
kerusakan lagi. Estimasi downtime dapat berkurang menjadi 180 menit saja
List Problem DT (min) Keterangan
S03 Change Length 5,490 Set-up
S04 Change Diameter / Convertion 4,835 Set-up
B01 Main Drive 4,187 Internal Problem
K10 Problem Diameter 3,575 Internal Problem
B21 Problem PLC 2,455 Internal Problem
70 Universitas Kristen Petra
dikarenakan hanya dilakukan pergantian motor penggerak utama dan motor yang
rusak dapat diperbaiki dengan tidak menggangu produktifitas mesin.
-. Penerapan pengecekan arus listrik dan tes getaran secara berkala untuk
memprediksi kondisi motor.
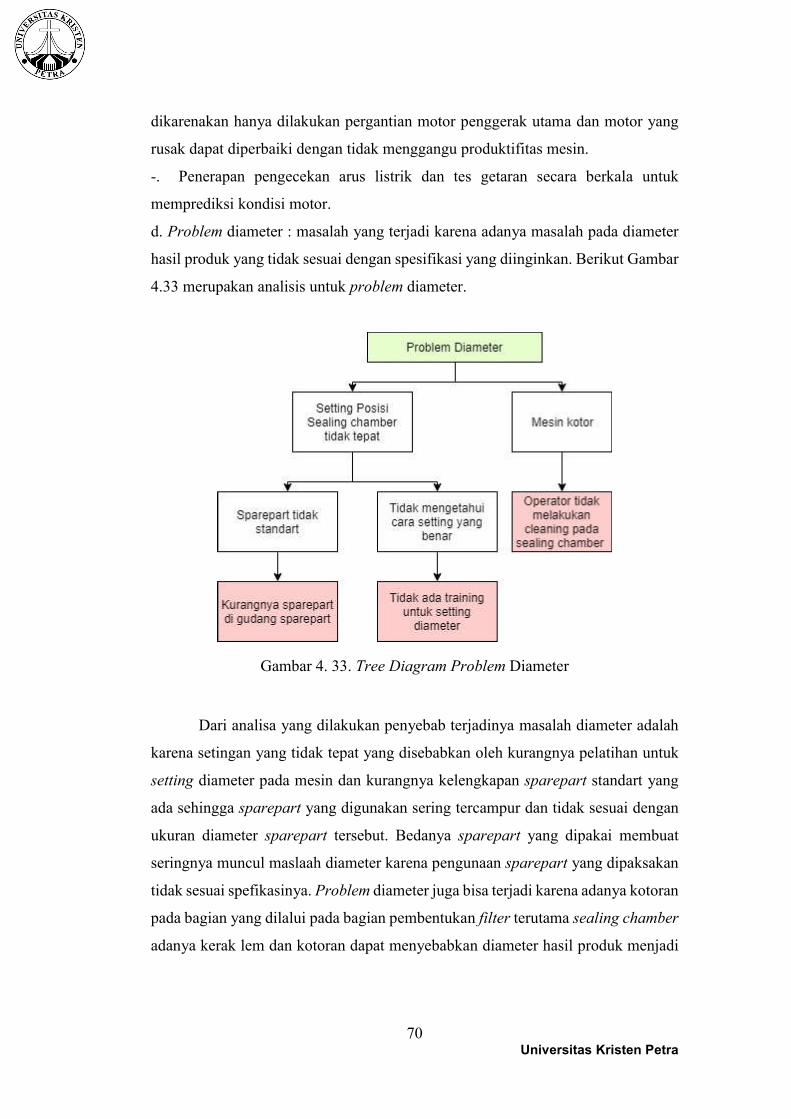
d. Problem diameter : masalah yang terjadi karena adanya masalah pada diameter
hasil produk yang tidak sesuai dengan spesifikasi yang diinginkan. Berikut Gambar
4.33 merupakan analisis untuk problem diameter.
Gambar 4. 33. Tree Diagram Problem Diameter
Dari analisa yang dilakukan penyebab terjadinya masalah diameter adalah
karena setingan yang tidak tepat yang disebabkan oleh kurangnya pelatihan untuk
setting diameter pada mesin dan kurangnya kelengkapan sparepart standart yang
ada sehingga sparepart yang digunakan sering tercampur dan tidak sesuai dengan
ukuran diameter sparepart tersebut. Bedanya sparepart yang dipakai membuat
seringnya muncul maslaah diameter karena pengunaan sparepart yang dipaksakan
tidak sesuai spefikasinya. Problem diameter juga bisa terjadi karena adanya kotoran
pada bagian yang dilalui pada bagian pembentukan filter terutama sealing chamber
adanya kerak lem dan kotoran dapat menyebabkan diameter hasil produk menjadi
71 Universitas Kristen Petra
tidak konsisten sehingga perlu adanya pembersihan secara berkala. Berikut adalah
beberapa saran untuk mengatasi problem diameter :
-. Melakukan pengadaan sparepart yang kurang sehingga sparepart dapat lengkap
dan tidak tercampur.
-. Melakukan training terkait setting diameter yang benar.
-. Melakukan training tentang pentingnya kebersihan mesin terkait produktifitas
mesin.
e. Problem PLC : merupakan kerusakan yang terjadi karena adanya maslaah pada
program yang ada di PLC mesin. Masalah yang terjadi membuat mesin menjadi
harus berhenti total ketika dilakukan perbaikan pada PLCnya. Untuk mengatasi
masalah ini maka disarankan kepada perusahaan untuk melakukan pengadaan 1
buah PLC cadangan yang apabila terjadi kerusakan yang sama dapat ditangani
dengan hanya mengganti PLC nya saja sehingga proses perbaikan PLC yang rusak
dapat dilakukan tanpa membuat mesin berhenti beroperasi.
4.5. Analisis Aktifitas Setup Mesin KDF-2.
Pada PT.Z dilakukan sebuah proyek untuk melakukan penerapan metode
SMED pada mesin KDF-2. Mesin KDF-2 merupakan bagian dari mesin Maker
yang memiliki untuk proses pembentukan filter rods, pada bagian mesin inilah
material tow yang telah di proses pada mesin AF-2 dibungkus dengan plugwrap,
dibentuk dan dilakukan pemotongan filter rods. Terdapat dua macam tipe set-up
pada mesin KDF-2. Set-up yang dilakukan dikarenakan adanya perubahan brand
yang berpengaruh pada pengubahan spesifikasi parameternya. Set-up perlu
dilakukan ketika ada change length dan convertion/change diameter.Pada Change
lenght diperlukan penggantian beberapa part pada mesin untuk mengubah ukuran
panjang hasil filter rods sesuai ukuran yang diinginkan. Convertion/change
diameter dilakukan ketika adanya perubahan spesifikasi diamter yang singnifikan
contohnya adalah pengubahan diameter dari filter rods reguler ke mild.

72 Universitas Kristen Petra
4.6. Analisis Set-up Change Length
Set-up change length dilakukan karena adanya pergantian ukuran panjang
dari filter rods yang diinginkan pada contohnya adalah pengubahan panjang filter
rods dari ukuran 100mm ke 120mm. Terdapat beberapa ukuran panjang antara lain
yaitu 80mm, 96mm, 100mm, 120mm, 132mm dan masih banyak lagi serta
mengikuti dari permintaan customer. Pada proses change length ini terdapat
sparepart roda gigi dan balance weight yang perlu diganti sesuai dengan ukuran
panjang yang diigninkan. Perlu juga dilakukan setting pada bagian ledger stroke
supaya dapat bergerak sesuai standart panjang yang ada. Berikut adalah tabel
aktifitas proses change length yang dicatat dalam task list dan pengambilan
waktunya mengunakan stopwatch. Dilakukan pengambilan rata-rata dari data yang
diambil sebanyak 4 kali dari data tersebut kemudian disusun menjadi tahapan
prosedur change length yang ideal dikarenakan prosedur masing-masing mekanik
berbeda-beda. Proses set-up change lengt dapat dilihat pada Tabel 4.24.
73 Universitas Kristen Petra
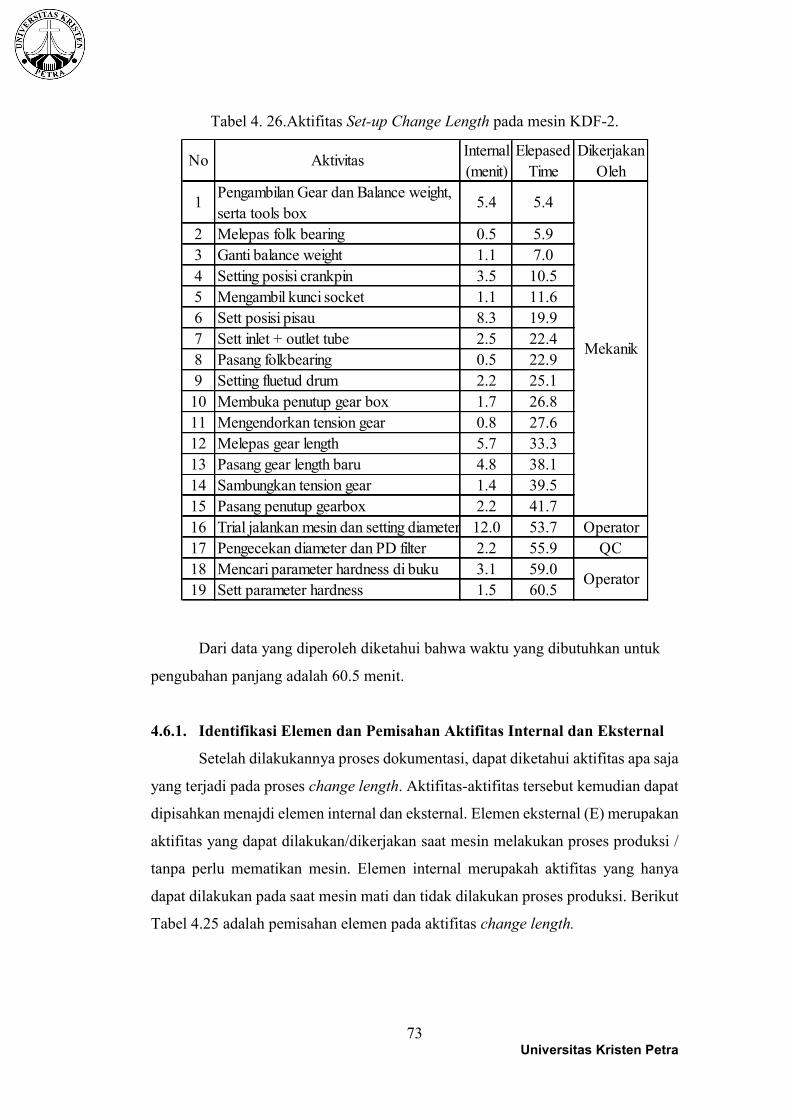
Tabel 4. 26.Aktifitas Set-up Change Length pada mesin KDF-2.
Dari data yang diperoleh diketahui bahwa waktu yang dibutuhkan untuk
pengubahan panjang adalah 60.5 menit.
4.6.1. Identifikasi Elemen dan Pemisahan Aktifitas Internal dan Eksternal
Setelah dilakukannya proses dokumentasi, dapat diketahui aktifitas apa saja
yang terjadi pada proses change length. Aktifitas-aktifitas tersebut kemudian dapat
dipisahkan menajdi elemen internal dan eksternal. Elemen eksternal (E) merupakan
aktifitas yang dapat dilakukan/dikerjakan saat mesin melakukan proses produksi /
tanpa perlu mematikan mesin. Elemen internal merupakah aktifitas yang hanya
dapat dilakukan pada saat mesin mati dan tidak dilakukan proses produksi. Berikut
Tabel 4.25 adalah pemisahan elemen pada aktifitas change length.
No AktivitasInternal
(menit)
Elepased
Time
Dikerjakan
Oleh
1Pengambilan Gear dan Balance weight,
serta tools box5.4 5.4
2 Melepas folk bearing 0.5 5.9
3 Ganti balance weight 1.1 7.0
4 Setting posisi crankpin 3.5 10.5
5 Mengambil kunci socket 1.1 11.6
6 Sett posisi pisau 8.3 19.9
7 Sett inlet + outlet tube 2.5 22.4
8 Pasang folkbearing 0.5 22.9
9 Setting fluetud drum 2.2 25.1
10 Membuka penutup gear box 1.7 26.8
11 Mengendorkan tension gear 0.8 27.6
12 Melepas gear length 5.7 33.3
13 Pasang gear length baru 4.8 38.1
14 Sambungkan tension gear 1.4 39.5
15 Pasang penutup gearbox 2.2 41.7
16 Trial jalankan mesin dan setting diameter 12.0 53.7 Operator
17 Pengecekan diameter dan PD filter 2.2 55.9 QC
18 Mencari parameter hardness di buku 3.1 59.0
19 Sett parameter hardness 1.5 60.5
Mekanik
Operator
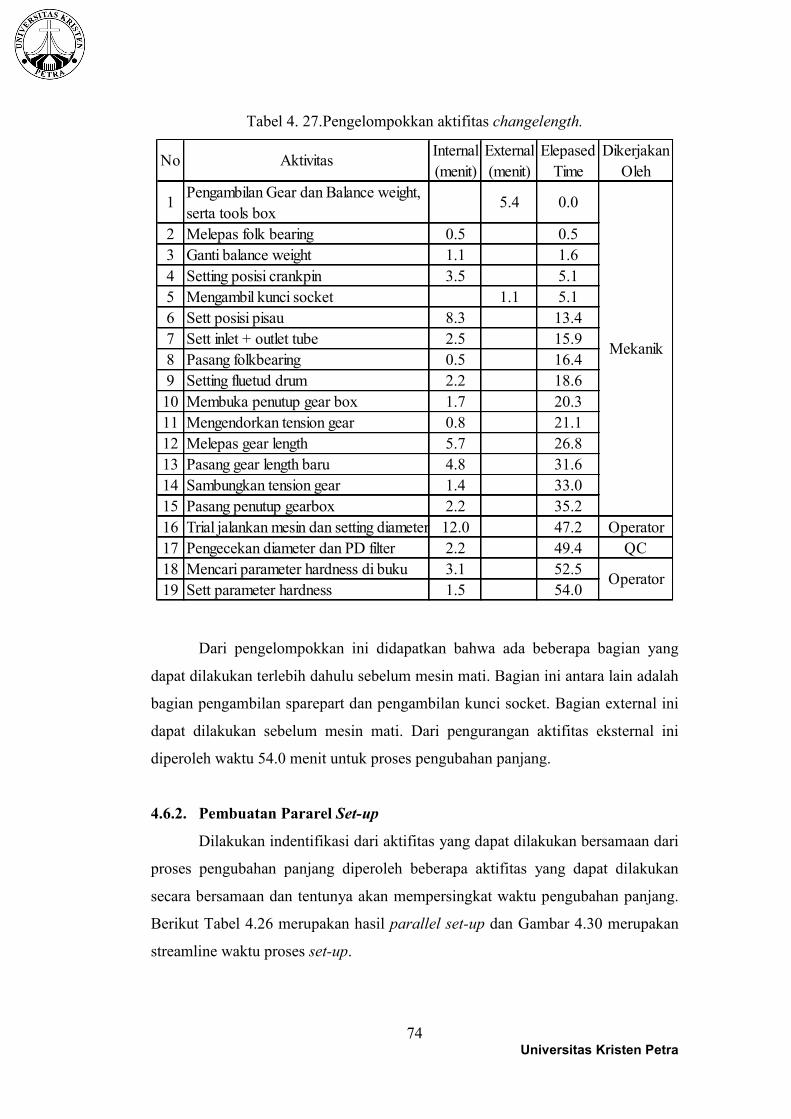
74 Universitas Kristen Petra
Tabel 4. 27.Pengelompokkan aktifitas changelength.
Dari pengelompokkan ini didapatkan bahwa ada beberapa bagian yang
dapat dilakukan terlebih dahulu sebelum mesin mati. Bagian ini antara lain adalah
bagian pengambilan sparepart dan pengambilan kunci socket. Bagian external ini
dapat dilakukan sebelum mesin mati. Dari pengurangan aktifitas eksternal ini
diperoleh waktu 54.0 menit untuk proses pengubahan panjang.
4.6.2. Pembuatan Pararel Set-up
Dilakukan indentifikasi dari aktifitas yang dapat dilakukan bersamaan dari
proses pengubahan panjang diperoleh beberapa aktifitas yang dapat dilakukan
secara bersamaan dan tentunya akan mempersingkat waktu pengubahan panjang.
Berikut Tabel 4.26 merupakan hasil parallel set-up dan Gambar 4.30 merupakan
streamline waktu proses set-up.
No AktivitasInternal
(menit)
External
(menit)
Elepased
Time
Dikerjakan
Oleh
1Pengambilan Gear dan Balance weight,
serta tools box5.4 0.0
2 Melepas folk bearing 0.5 0.5
3 Ganti balance weight 1.1 1.6
4 Setting posisi crankpin 3.5 5.1
5 Mengambil kunci socket 1.1 5.1
6 Sett posisi pisau 8.3 13.4
7 Sett inlet + outlet tube 2.5 15.9
8 Pasang folkbearing 0.5 16.4
9 Setting fluetud drum 2.2 18.6
10 Membuka penutup gear box 1.7 20.3
11 Mengendorkan tension gear 0.8 21.1
12 Melepas gear length 5.7 26.8
13 Pasang gear length baru 4.8 31.6
14 Sambungkan tension gear 1.4 33.0
15 Pasang penutup gearbox 2.2 35.2
16 Trial jalankan mesin dan setting diameter 12.0 47.2 Operator
17 Pengecekan diameter dan PD filter 2.2 49.4 QC
18 Mencari parameter hardness di buku 3.1 52.5
19 Sett parameter hardness 1.5 54.0
Mekanik
Operator
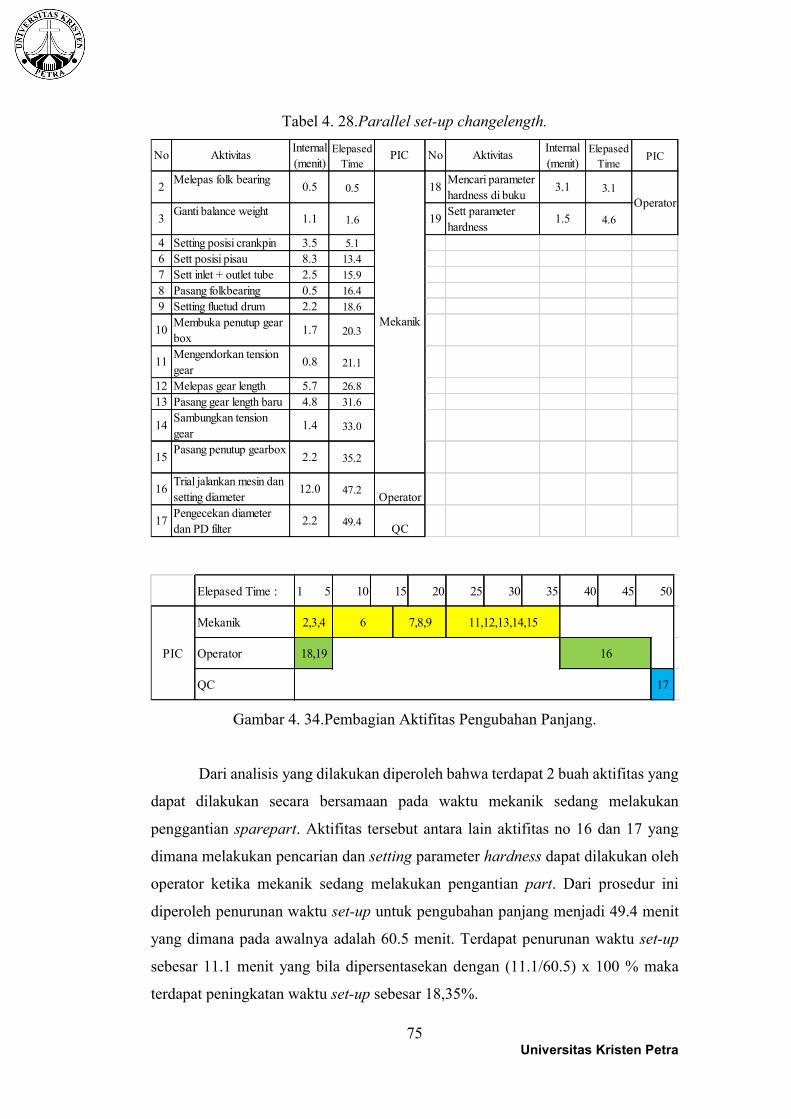
75 Universitas Kristen Petra
Tabel 4. 28.Parallel set-up changelength.
Gambar 4. 34.Pembagian Aktifitas Pengubahan Panjang.
Dari analisis yang dilakukan diperoleh bahwa terdapat 2 buah aktifitas yang
dapat dilakukan secara bersamaan pada waktu mekanik sedang melakukan
penggantian sparepart. Aktifitas tersebut antara lain aktifitas no 16 dan 17 yang
dimana melakukan pencarian dan setting parameter hardness dapat dilakukan oleh
operator ketika mekanik sedang melakukan pengantian part. Dari prosedur ini
diperoleh penurunan waktu set-up untuk pengubahan panjang menjadi 49.4 menit
yang dimana pada awalnya adalah 60.5 menit. Terdapat penurunan waktu set-up
sebesar 11.1 menit yang bila dipersentasekan dengan (11.1/60.5) x 100 % maka
terdapat peningkatan waktu set-up sebesar 18,35%.
No AktivitasInternal
(menit)Elepased
TimePIC No Aktivitas
Internal
(menit)Elepased
TimePIC
2Melepas folk bearing
0.5 0.5 18Mencari parameter
hardness di buku3.1 3.1
3Ganti balance weight
1.1 1.6 19Sett parameter
hardness1.5 4.6
4 Setting posisi crankpin 3.5 5.1
6 Sett posisi pisau 8.3 13.4
7 Sett inlet + outlet tube 2.5 15.9
8 Pasang folkbearing 0.5 16.4
9 Setting fluetud drum 2.2 18.6
10Membuka penutup gear
box1.7 20.3
11Mengendorkan tension
gear0.8 21.1
12 Melepas gear length 5.7 26.8
13 Pasang gear length baru 4.8 31.6
14Sambungkan tension
gear1.4 33.0
15Pasang penutup gearbox
2.2 35.2
16Trial jalankan mesin dan
setting diameter12.0 47.2
Operator
17Pengecekan diameter
dan PD filter2.2 49.4
QC
Operator
Mekanik
Elepased Time :
Mekanik
Operator
QC
1 5
7,8,9
18,19PIC 16
17
11,12,13,14,15
45 5010 15 20 25 30 35 40
2,3,4 6
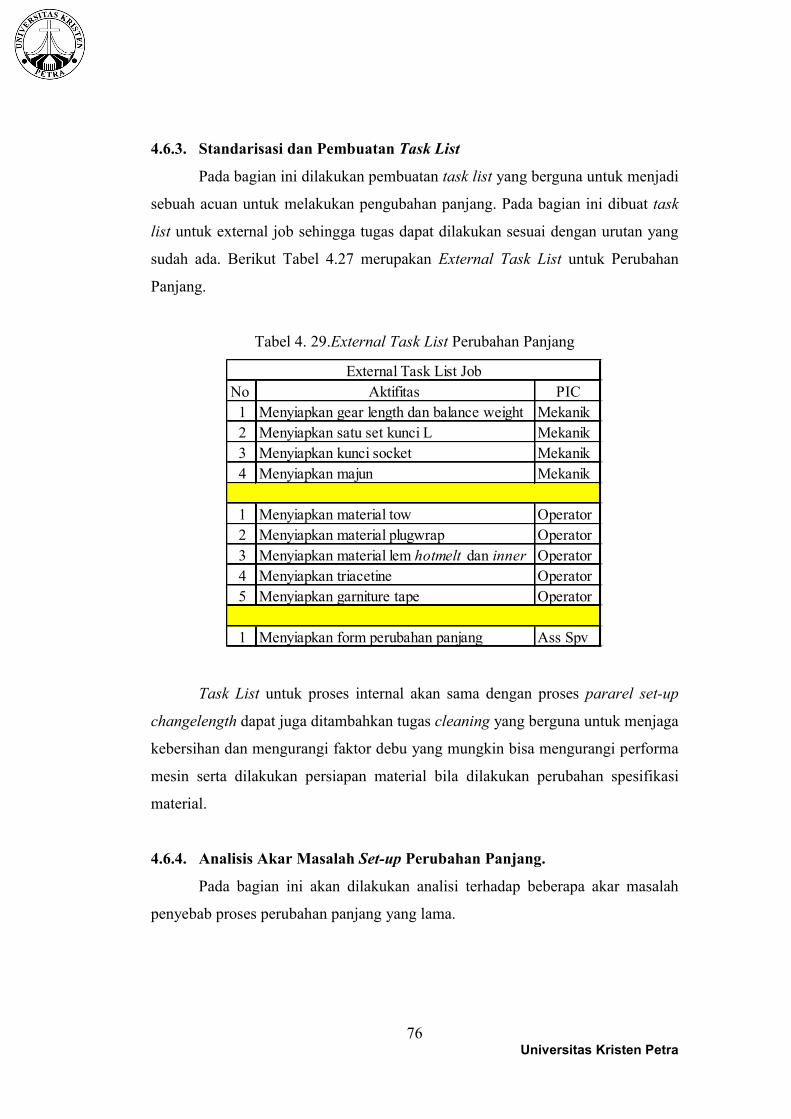
76 Universitas Kristen Petra
4.6.3. Standarisasi dan Pembuatan Task List
Pada bagian ini dilakukan pembuatan task list yang berguna untuk menjadi
sebuah acuan untuk melakukan pengubahan panjang. Pada bagian ini dibuat task
list untuk external job sehingga tugas dapat dilakukan sesuai dengan urutan yang
sudah ada. Berikut Tabel 4.27 merupakan External Task List untuk Perubahan
Panjang.
Tabel 4. 29.External Task List Perubahan Panjang
Task List untuk proses internal akan sama dengan proses pararel set-up
changelength dapat juga ditambahkan tugas cleaning yang berguna untuk menjaga
kebersihan dan mengurangi faktor debu yang mungkin bisa mengurangi performa
mesin serta dilakukan persiapan material bila dilakukan perubahan spesifikasi
material.
4.6.4. Analisis Akar Masalah Set-up Perubahan Panjang.
Pada bagian ini akan dilakukan analisi terhadap beberapa akar masalah
penyebab proses perubahan panjang yang lama.
No Aktifitas PIC
1 Menyiapkan gear length dan balance weight Mekanik
2 Menyiapkan satu set kunci L Mekanik
3 Menyiapkan kunci socket Mekanik
4 Menyiapkan majun Mekanik
1 Menyiapkan material tow Operator
2 Menyiapkan material plugwrap Operator
3 Menyiapkan material lem hotmelt dan inner Operator
4 Menyiapkan triacetine Operator
5 Menyiapkan garniture tape Operator
1 Menyiapkan form perubahan panjang Ass Spv
External Task List Job
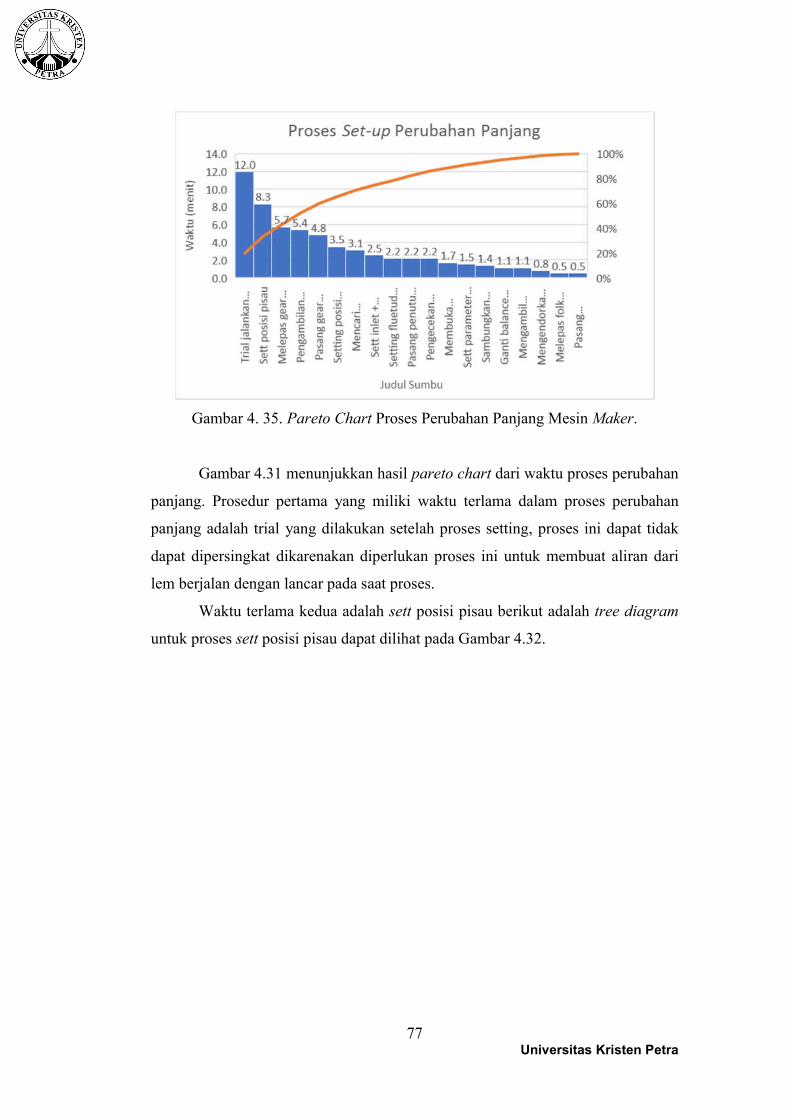
77 Universitas Kristen Petra
Gambar 4. 35. Pareto Chart Proses Perubahan Panjang Mesin Maker.
Gambar 4.31 menunjukkan hasil pareto chart dari waktu proses perubahan
panjang. Prosedur pertama yang miliki waktu terlama dalam proses perubahan
panjang adalah trial yang dilakukan setelah proses setting, proses ini dapat tidak
dapat dipersingkat dikarenakan diperlukan proses ini untuk membuat aliran dari
lem berjalan dengan lancar pada saat proses.
Waktu terlama kedua adalah sett posisi pisau berikut adalah tree diagram
untuk proses sett posisi pisau dapat dilihat pada Gambar 4.32.
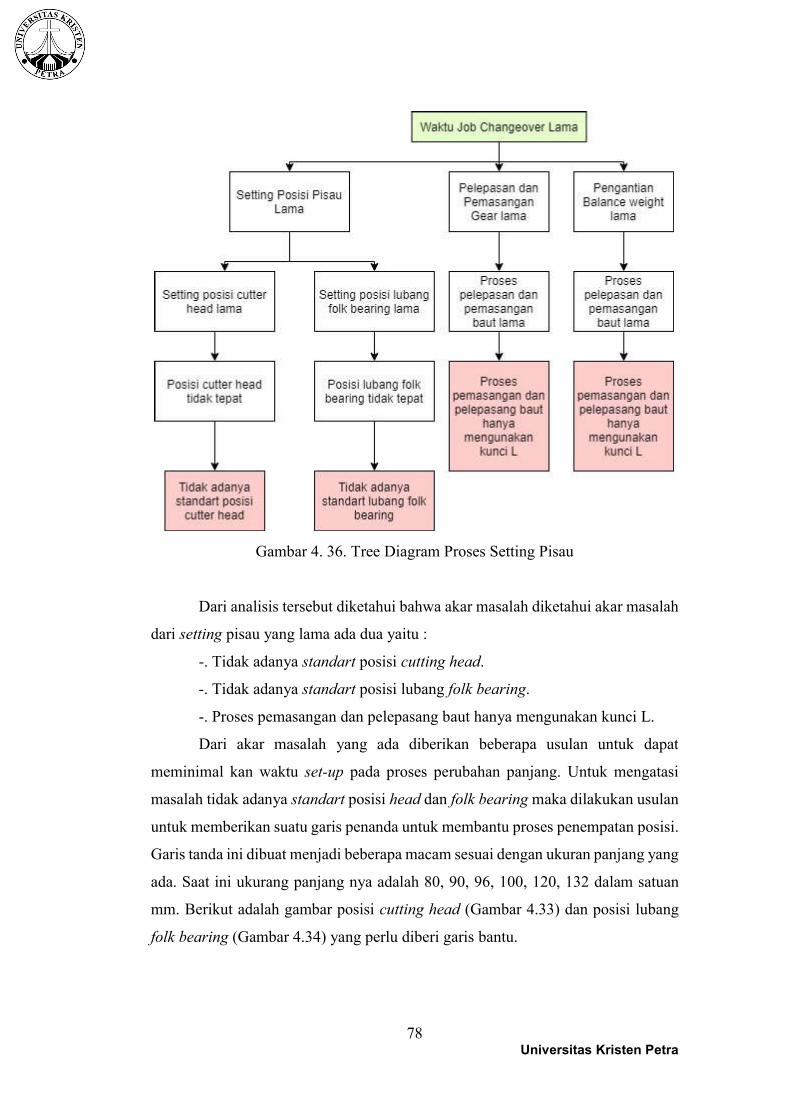
78 Universitas Kristen Petra
Gambar 4. 36. Tree Diagram Proses Setting Pisau
Dari analisis tersebut diketahui bahwa akar masalah diketahui akar masalah
dari setting pisau yang lama ada dua yaitu :
-. Tidak adanya standart posisi cutting head.
-. Tidak adanya standart posisi lubang folk bearing.
-. Proses pemasangan dan pelepasang baut hanya mengunakan kunci L.
Dari akar masalah yang ada diberikan beberapa usulan untuk dapat
meminimal kan waktu set-up pada proses perubahan panjang. Untuk mengatasi
masalah tidak adanya standart posisi head dan folk bearing maka dilakukan usulan
untuk memberikan suatu garis penanda untuk membantu proses penempatan posisi.
Garis tanda ini dibuat menjadi beberapa macam sesuai dengan ukuran panjang yang
ada. Saat ini ukurang panjang nya adalah 80, 90, 96, 100, 120, 132 dalam satuan
mm. Berikut adalah gambar posisi cutting head (Gambar 4.33) dan posisi lubang
folk bearing (Gambar 4.34) yang perlu diberi garis bantu.
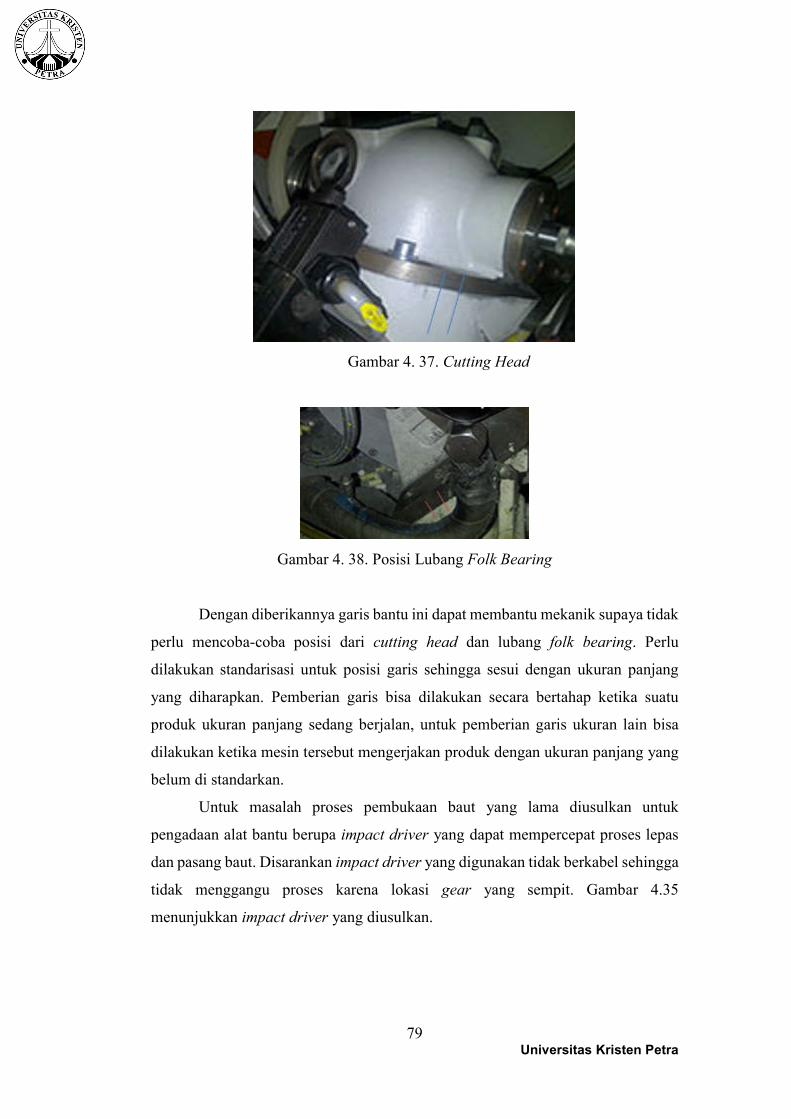
79 Universitas Kristen Petra
Gambar 4. 37. Cutting Head
Gambar 4. 38. Posisi Lubang Folk Bearing
Dengan diberikannya garis bantu ini dapat membantu mekanik supaya tidak
perlu mencoba-coba posisi dari cutting head dan lubang folk bearing. Perlu
dilakukan standarisasi untuk posisi garis sehingga sesui dengan ukuran panjang
yang diharapkan. Pemberian garis bisa dilakukan secara bertahap ketika suatu
produk ukuran panjang sedang berjalan, untuk pemberian garis ukuran lain bisa
dilakukan ketika mesin tersebut mengerjakan produk dengan ukuran panjang yang
belum di standarkan.
Untuk masalah proses pembukaan baut yang lama diusulkan untuk
pengadaan alat bantu berupa impact driver yang dapat mempercepat proses lepas
dan pasang baut. Disarankan impact driver yang digunakan tidak berkabel sehingga
tidak menggangu proses karena lokasi gear yang sempit. Gambar 4.35
menunjukkan impact driver yang diusulkan.
80 Universitas Kristen Petra
Gambar 4. 39. Impact Driver yang Diusulkan
4.7. Analisis Set-up Convertion/Change Diameter
Proses set-up convertion/change diameter merupakan proses yang
dilakukan ketika mesin yang dioperasikan akan melakukan penggantian ukuran
diameter yang signifikan pada hasil filter rodsnya. Pengubahan diameter yang
signifikan adalah pengubahan ukuran dari tipe reguler ke mild. Pada proses ini
dilakukan penggantian sparepart yang cukup banyak berikut adalah tabel proses
yang dilakukan pada waku convertion/change diameter: Aktifitas ini dilakukan
oleh beberapa orang yaitu 1 mekanik, 1-2 operator, dan 1 QC. Proses set-up dan
waktu yang dibutuhkan dapat dilihat pada Tabel 4.28.
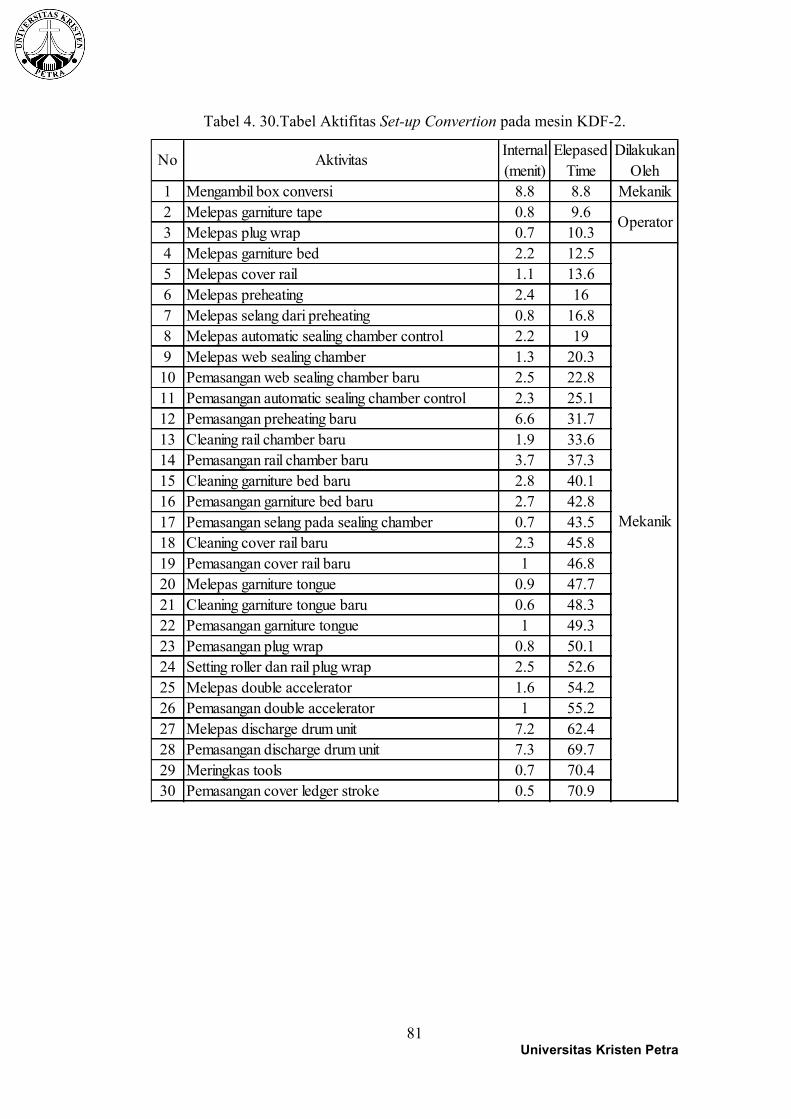
81 Universitas Kristen Petra
Tabel 4. 30.Tabel Aktifitas Set-up Convertion pada mesin KDF-2.
No AktivitasInternal
(menit)
Elepased
Time
Dilakukan
Oleh
1 Mengambil box conversi 8.8 8.8 Mekanik
2 Melepas garniture tape 0.8 9.6
3 Melepas plug wrap 0.7 10.3
4 Melepas garniture bed 2.2 12.5
5 Melepas cover rail 1.1 13.6
6 Melepas preheating 2.4 16
7 Melepas selang dari preheating 0.8 16.8
8 Melepas automatic sealing chamber control 2.2 19
9 Melepas web sealing chamber 1.3 20.3
10 Pemasangan web sealing chamber baru 2.5 22.8
11 Pemasangan automatic sealing chamber control 2.3 25.1
12 Pemasangan preheating baru 6.6 31.7
13 Cleaning rail chamber baru 1.9 33.6
14 Pemasangan rail chamber baru 3.7 37.3
15 Cleaning garniture bed baru 2.8 40.1
16 Pemasangan garniture bed baru 2.7 42.8
17 Pemasangan selang pada sealing chamber 0.7 43.5
18 Cleaning cover rail baru 2.3 45.8
19 Pemasangan cover rail baru 1 46.8
20 Melepas garniture tongue 0.9 47.7
21 Cleaning garniture tongue baru 0.6 48.3
22 Pemasangan garniture tongue 1 49.3
23 Pemasangan plug wrap 0.8 50.1
24 Setting roller dan rail plug wrap 2.5 52.6
25 Melepas double accelerator 1.6 54.2
26 Pemasangan double accelerator 1 55.2
27 Melepas discharge drum unit 7.2 62.4
28 Pemasangan discharge drum unit 7.3 69.7
29 Meringkas tools 0.7 70.4
30 Pemasangan cover ledger stroke 0.5 70.9
Operator
Mekanik
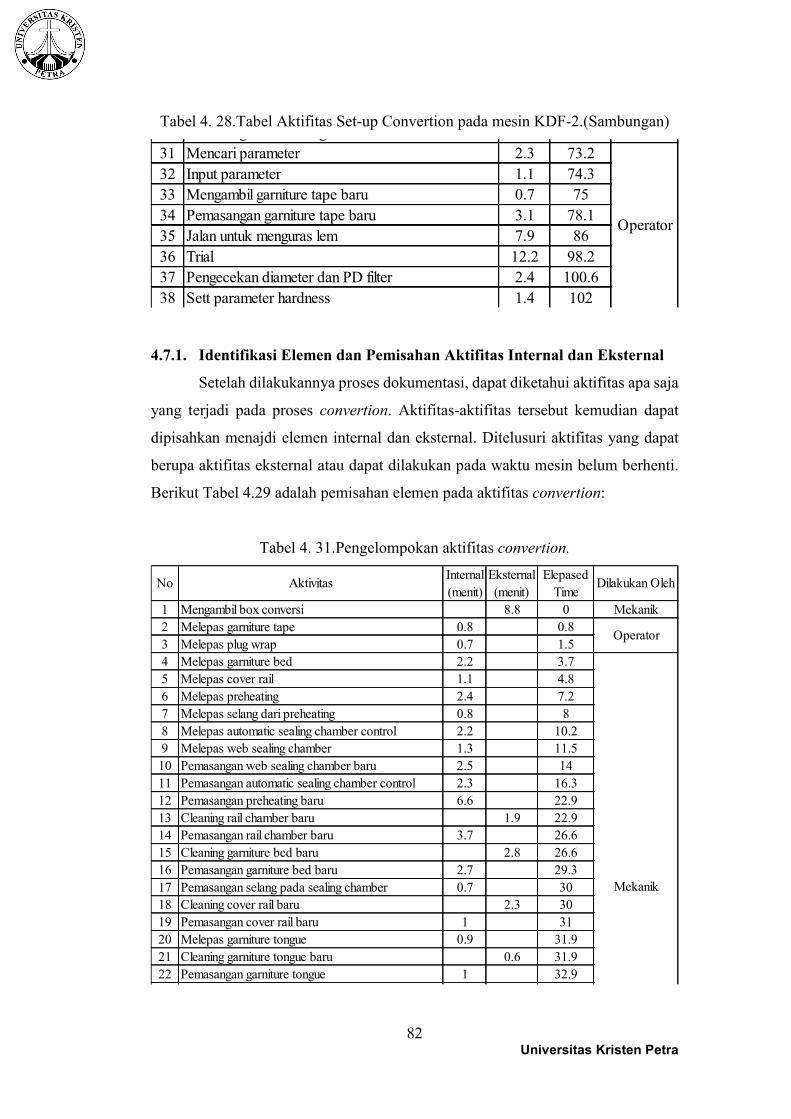
82 Universitas Kristen Petra
Tabel 4. 28.Tabel Aktifitas Set-up Convertion pada mesin KDF-2.(Sambungan)
4.7.1. Identifikasi Elemen dan Pemisahan Aktifitas Internal dan Eksternal
Setelah dilakukannya proses dokumentasi, dapat diketahui aktifitas apa saja
yang terjadi pada proses convertion. Aktifitas-aktifitas tersebut kemudian dapat
dipisahkan menajdi elemen internal dan eksternal. Ditelusuri aktifitas yang dapat
berupa aktifitas eksternal atau dapat dilakukan pada waktu mesin belum berhenti.
Berikut Tabel 4.29 adalah pemisahan elemen pada aktifitas convertion:
Tabel 4. 31.Pengelompokan aktifitas convertion.
30 Pemasangan cover ledger stroke 0.5 70.9
31 Mencari parameter 2.3 73.2
32 Input parameter 1.1 74.3
33 Mengambil garniture tape baru 0.7 75
34 Pemasangan garniture tape baru 3.1 78.1
35 Jalan untuk menguras lem 7.9 86
36 Trial 12.2 98.2
37 Pengecekan diameter dan PD filter 2.4 100.6
38 Sett parameter hardness 1.4 102
Operator
No AktivitasInternal
(menit)
Eksternal
(menit)
Elepased
TimeDilakukan Oleh
1 Mengambil box conversi 8.8 0 Mekanik
2 Melepas garniture tape 0.8 0.8
3 Melepas plug wrap 0.7 1.5
4 Melepas garniture bed 2.2 3.7
5 Melepas cover rail 1.1 4.8
6 Melepas preheating 2.4 7.2
7 Melepas selang dari preheating 0.8 8
8 Melepas automatic sealing chamber control 2.2 10.2
9 Melepas web sealing chamber 1.3 11.5
10 Pemasangan web sealing chamber baru 2.5 14
11 Pemasangan automatic sealing chamber control 2.3 16.3
12 Pemasangan preheating baru 6.6 22.9
13 Cleaning rail chamber baru 1.9 22.9
14 Pemasangan rail chamber baru 3.7 26.6
15 Cleaning garniture bed baru 2.8 26.6
16 Pemasangan garniture bed baru 2.7 29.3
17 Pemasangan selang pada sealing chamber 0.7 30
18 Cleaning cover rail baru 2.3 30
19 Pemasangan cover rail baru 1 31
20 Melepas garniture tongue 0.9 31.9
21 Cleaning garniture tongue baru 0.6 31.9
22 Pemasangan garniture tongue 1 32.9
23 Pemasangan plug wrap 0.8 33.7
Operator
Mekanik
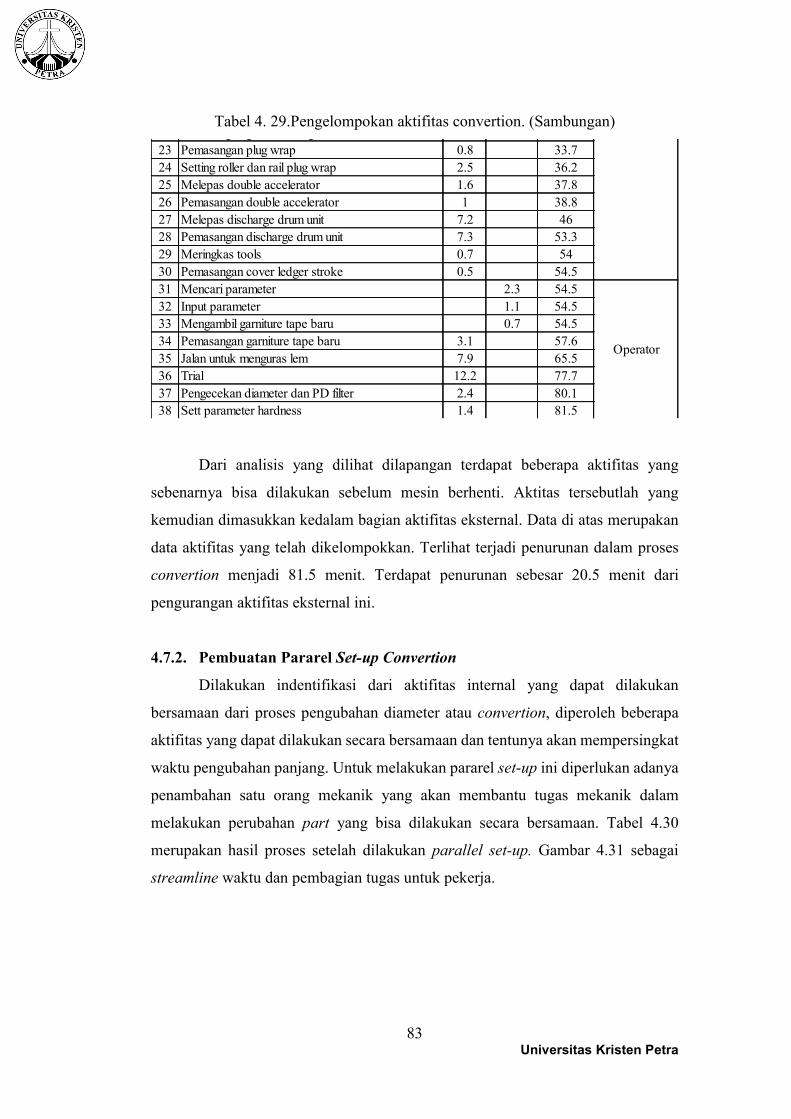
83 Universitas Kristen Petra
Tabel 4. 29.Pengelompokan aktifitas convertion. (Sambungan)
Dari analisis yang dilihat dilapangan terdapat beberapa aktifitas yang
sebenarnya bisa dilakukan sebelum mesin berhenti. Aktitas tersebutlah yang
kemudian dimasukkan kedalam bagian aktifitas eksternal. Data di atas merupakan
data aktifitas yang telah dikelompokkan. Terlihat terjadi penurunan dalam proses
convertion menjadi 81.5 menit. Terdapat penurunan sebesar 20.5 menit dari
pengurangan aktifitas eksternal ini.
4.7.2. Pembuatan Pararel Set-up Convertion
Dilakukan indentifikasi dari aktifitas internal yang dapat dilakukan
bersamaan dari proses pengubahan diameter atau convertion, diperoleh beberapa
aktifitas yang dapat dilakukan secara bersamaan dan tentunya akan mempersingkat
waktu pengubahan panjang. Untuk melakukan pararel set-up ini diperlukan adanya
penambahan satu orang mekanik yang akan membantu tugas mekanik dalam
melakukan perubahan part yang bisa dilakukan secara bersamaan. Tabel 4.30
merupakan hasil proses setelah dilakukan parallel set-up. Gambar 4.31 sebagai
streamline waktu dan pembagian tugas untuk pekerja.
22 Pemasangan garniture tongue 1 32.9
23 Pemasangan plug wrap 0.8 33.7
24 Setting roller dan rail plug wrap 2.5 36.2
25 Melepas double accelerator 1.6 37.8
26 Pemasangan double accelerator 1 38.8
27 Melepas discharge drum unit 7.2 46
28 Pemasangan discharge drum unit 7.3 53.3
29 Meringkas tools 0.7 54
30 Pemasangan cover ledger stroke 0.5 54.5
31 Mencari parameter 2.3 54.5
32 Input parameter 1.1 54.5
33 Mengambil garniture tape baru 0.7 54.5
34 Pemasangan garniture tape baru 3.1 57.6
35 Jalan untuk menguras lem 7.9 65.5
36 Trial 12.2 77.7
37 Pengecekan diameter dan PD filter 2.4 80.1
38 Sett parameter hardness 1.4 81.5
Operator
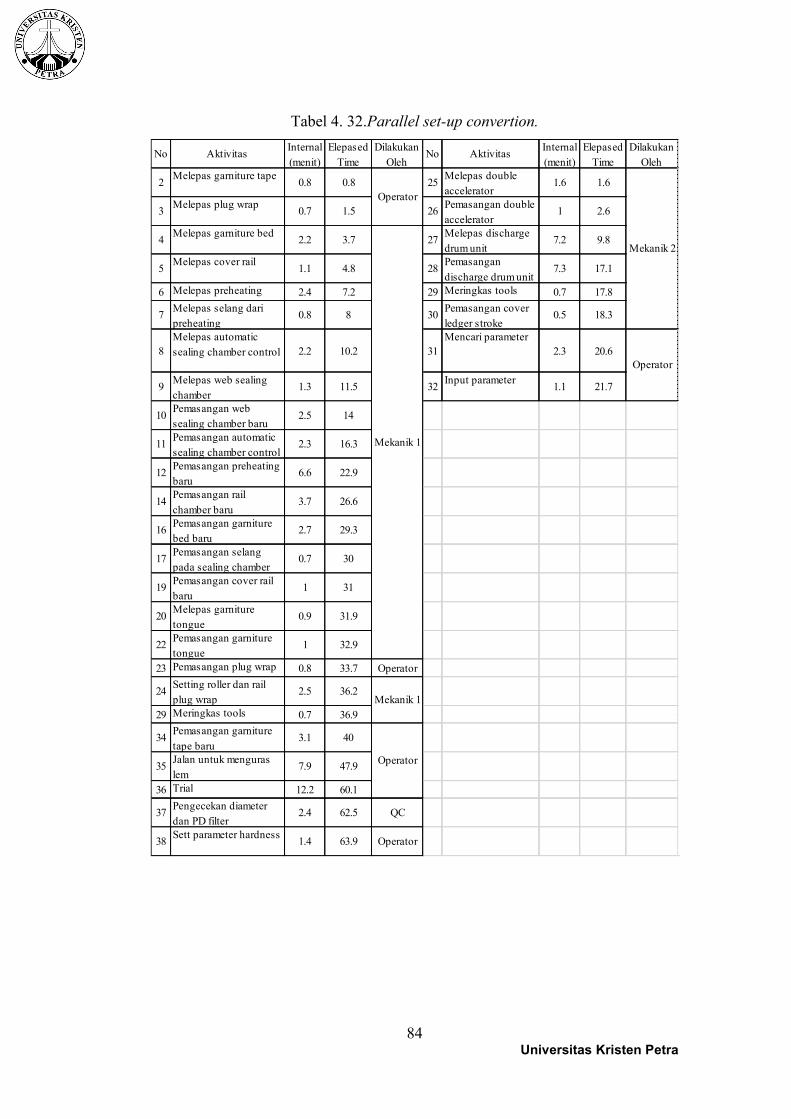
84 Universitas Kristen Petra
Tabel 4. 32.Parallel set-up convertion.
No AktivitasInternal
(menit)
Elepased
Time
Dilakukan
OlehNo Aktivitas
Internal
(menit)
Elepased
Time
Dilakukan
Oleh
2Melepas garniture tape
0.8 0.8 25Melepas double
accelerator1.6 1.6
3Melepas plug wrap
0.7 1.5 26Pemasangan double
accelerator1 2.6
4Melepas garniture bed
2.2 3.7 27Melepas discharge
drum unit7.2 9.8
5Melepas cover rail
1.1 4.8 28Pemasangan
discharge drum unit7.3 17.1
6 Melepas preheating 2.4 7.2 29 Meringkas tools 0.7 17.8
7Melepas selang dari
preheating0.8 8 30
Pemasangan cover
ledger stroke0.5 18.3
8
Melepas automatic
sealing chamber control 2.2 10.2 31
Mencari parameter
2.3 20.6
9Melepas web sealing
chamber1.3 11.5 32
Input parameter 1.1 21.7
10Pemasangan web
sealing chamber baru2.5 14
11Pemasangan automatic
sealing chamber control2.3 16.3
12Pemasangan preheating
baru6.6 22.9
14Pemasangan rail
chamber baru3.7 26.6
16Pemasangan garniture
bed baru2.7 29.3
17Pemasangan selang
pada sealing chamber0.7 30
19Pemasangan cover rail
baru1 31
20Melepas garniture
tongue0.9 31.9
22Pemasangan garniture
tongue1 32.9
23 Pemasangan plug wrap 0.8 33.7 Operator
24Setting roller dan rail
plug wrap2.5 36.2
29 Meringkas tools 0.7 36.9
34Pemasangan garniture
tape baru3.1 40
35Jalan untuk menguras
lem7.9 47.9
36 Trial 12.2 60.1
37Pengecekan diameter
dan PD filter2.4 62.5 QC
38Sett parameter hardness
1.4 63.9 Operator
Mekanik 2
Operator
Operator
Mekanik 1
Mekanik 1
Operator
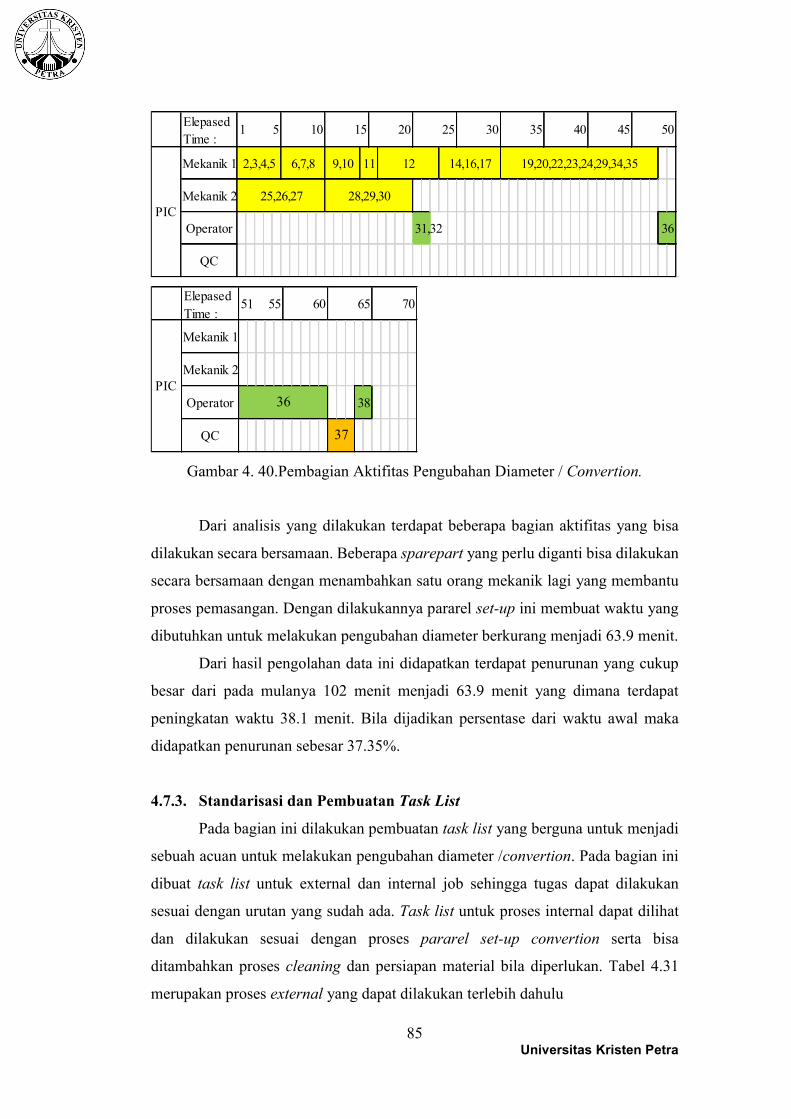
85 Universitas Kristen Petra
Gambar 4. 40.Pembagian Aktifitas Pengubahan Diameter / Convertion.
Dari analisis yang dilakukan terdapat beberapa bagian aktifitas yang bisa
dilakukan secara bersamaan. Beberapa sparepart yang perlu diganti bisa dilakukan
secara bersamaan dengan menambahkan satu orang mekanik lagi yang membantu
proses pemasangan. Dengan dilakukannya pararel set-up ini membuat waktu yang
dibutuhkan untuk melakukan pengubahan diameter berkurang menjadi 63.9 menit.
Dari hasil pengolahan data ini didapatkan terdapat penurunan yang cukup
besar dari pada mulanya 102 menit menjadi 63.9 menit yang dimana terdapat
peningkatan waktu 38.1 menit. Bila dijadikan persentase dari waktu awal maka
didapatkan penurunan sebesar 37.35%.
4.7.3. Standarisasi dan Pembuatan Task List
Pada bagian ini dilakukan pembuatan task list yang berguna untuk menjadi
sebuah acuan untuk melakukan pengubahan diameter /convertion. Pada bagian ini
dibuat task list untuk external dan internal job sehingga tugas dapat dilakukan
sesuai dengan urutan yang sudah ada. Task list untuk proses internal dapat dilihat
dan dilakukan sesuai dengan proses pararel set-up convertion serta bisa
ditambahkan proses cleaning dan persiapan material bila diperlukan. Tabel 4.31
merupakan proses external yang dapat dilakukan terlebih dahulu
Elepased
Time :
Mekanik 1
Mekanik 2
Operator 31,32
QC
28,29,30
36
PIC
6,7,8
25,26,27
1 5 10 15 20 25 30 35 40 45 50
2,3,4,5 9,10 11 12 14,16,17 19,20,22,23,24,29,34,35
Elepased
Time :
Mekanik 1
Mekanik 2
Operator
QC
36
37
38
PIC
51 55 60 65 70
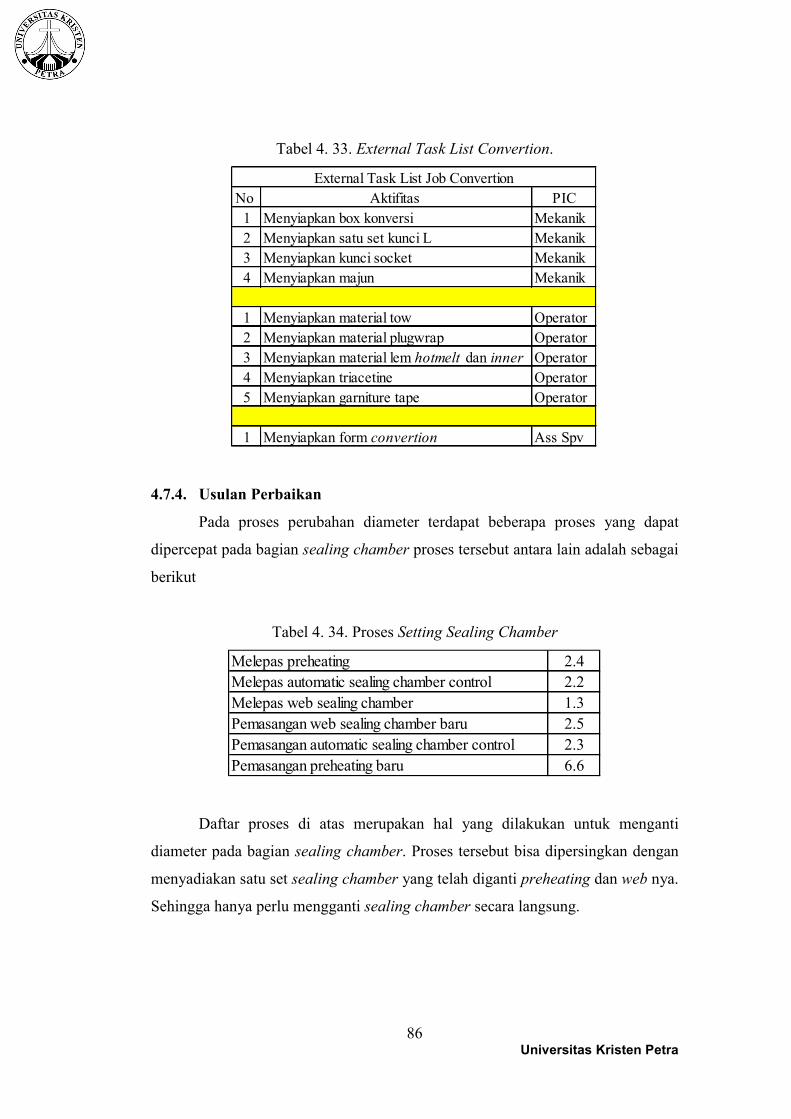
86 Universitas Kristen Petra
Tabel 4. 33. External Task List Convertion.
4.7.4. Usulan Perbaikan
Pada proses perubahan diameter terdapat beberapa proses yang dapat
dipercepat pada bagian sealing chamber proses tersebut antara lain adalah sebagai
berikut
Tabel 4. 34. Proses Setting Sealing Chamber
Daftar proses di atas merupakan hal yang dilakukan untuk menganti
diameter pada bagian sealing chamber. Proses tersebut bisa dipersingkan dengan
menyadiakan satu set sealing chamber yang telah diganti preheating dan web nya.
Sehingga hanya perlu mengganti sealing chamber secara langsung.
No Aktifitas PIC
1 Menyiapkan box konversi Mekanik
2 Menyiapkan satu set kunci L Mekanik
3 Menyiapkan kunci socket Mekanik
4 Menyiapkan majun Mekanik
1 Menyiapkan material tow Operator
2 Menyiapkan material plugwrap Operator
3 Menyiapkan material lem hotmelt dan inner Operator
4 Menyiapkan triacetine Operator
5 Menyiapkan garniture tape Operator
1 Menyiapkan form convertion Ass Spv
External Task List Job Convertion
Melepas preheating 2.4
Melepas automatic sealing chamber control 2.2
Melepas web sealing chamber 1.3
Pemasangan web sealing chamber baru 2.5
Pemasangan automatic sealing chamber control 2.3
Pemasangan preheating baru 6.6

87 Universitas Kristen Petra
Gambar 4. 41. Sealing Chamber
Dengan adanya sealing chamber yang dicadangkan pengantian bisa menjadi
lebih cepat karena hanya perlu membuka 3 hingga 4 baut untuk melepas sealing
chamber secara menyeluruh dibandingkan dengan proses menganti preheating,
web dikarenaan perlu dilakukan proses melepas automatic sealing chamber control
yang tidak diganti sehingga waktu menjadi lebih lama.
4.8. Analisis Set-up Mesin Kombiner.
Pada set-up mesin Kombiner hanya akan dilakukan ketika terdapat
perubahan ukuran diameter yang signifikan yaitu perubahan dari ukuran reguler ke
mild atau sebaliknya. Ketika ada perubahan spesifikasi produk perlu dilakukan
penggantian berbagai part pada mesin Kombiner supaya hasilnya dapat sesuai
dengan ukuran yang diiginkan. Mesin Kombiner pada PT.Z ini sangatlah jarang
melakukan perubahan ukuran sehingga pada proses magang hanya dapat dilakukan
pengambilan data sebanyak satu kali untuk proses pengantian spesifikasi produk
hasil mesin Kombiner. Proses set-up dilakukan oleh 1 orang mekanik. Proses set-
up kombine dapat dilihat pada Tabel 4.32.
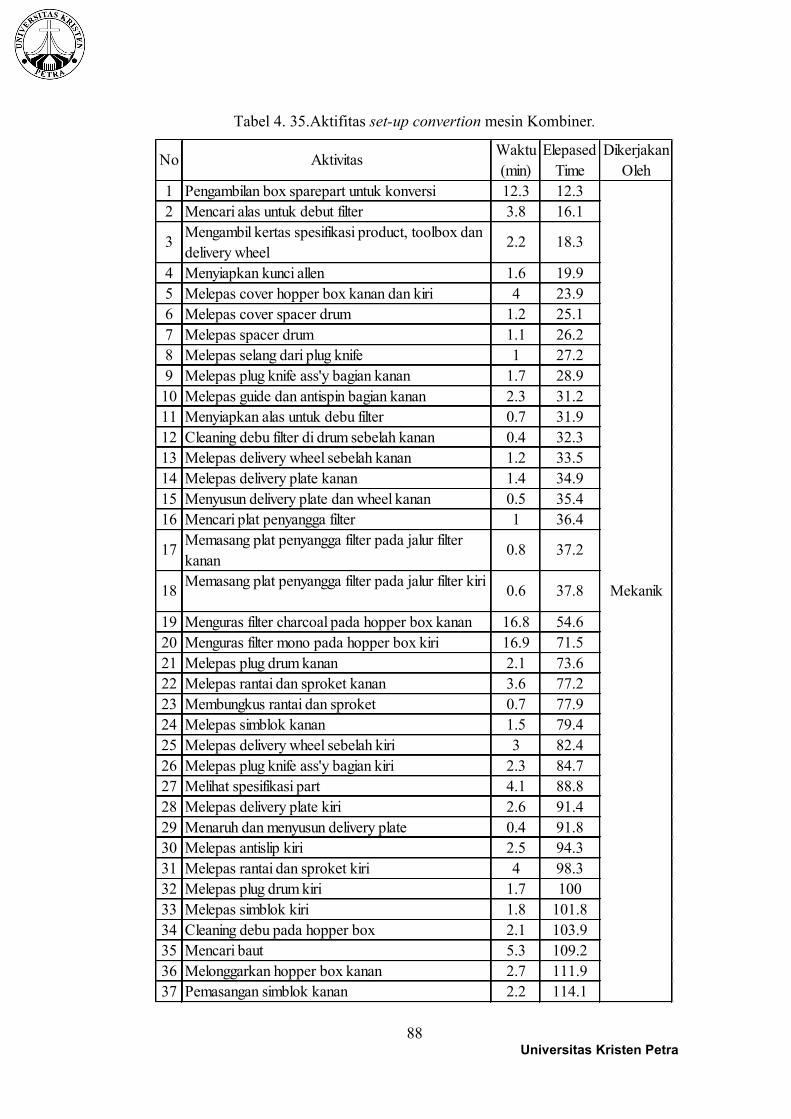
88 Universitas Kristen Petra
Tabel 4. 35.Aktifitas set-up convertion mesin Kombiner.
No AktivitasWaktu
(min)
Elepased
Time
Dikerjakan
Oleh
1 Pengambilan box sparepart untuk konversi 12.3 12.3
2 Mencari alas untuk debut filter 3.8 16.1
3Mengambil kertas spesifikasi product, toolbox dan
delivery wheel2.2 18.3
4 Menyiapkan kunci allen 1.6 19.9
5 Melepas cover hopper box kanan dan kiri 4 23.9
6 Melepas cover spacer drum 1.2 25.1
7 Melepas spacer drum 1.1 26.2
8 Melepas selang dari plug knife 1 27.2
9 Melepas plug knife ass'y bagian kanan 1.7 28.9
10 Melepas guide dan antispin bagian kanan 2.3 31.2
11 Menyiapkan alas untuk debu filter 0.7 31.9
12 Cleaning debu filter di drum sebelah kanan 0.4 32.3
13 Melepas delivery wheel sebelah kanan 1.2 33.5
14 Melepas delivery plate kanan 1.4 34.9
15 Menyusun delivery plate dan wheel kanan 0.5 35.4
16 Mencari plat penyangga filter 1 36.4
17Memasang plat penyangga filter pada jalur filter
kanan0.8 37.2
18Memasang plat penyangga filter pada jalur filter kiri
0.6 37.8
19 Menguras filter charcoal pada hopper box kanan 16.8 54.6
20 Menguras filter mono pada hopper box kiri 16.9 71.5
21 Melepas plug drum kanan 2.1 73.6
22 Melepas rantai dan sproket kanan 3.6 77.2
23 Membungkus rantai dan sproket 0.7 77.9
24 Melepas simblok kanan 1.5 79.4
25 Melepas delivery wheel sebelah kiri 3 82.4
26 Melepas plug knife ass'y bagian kiri 2.3 84.7
27 Melihat spesifikasi part 4.1 88.8
28 Melepas delivery plate kiri 2.6 91.4
29 Menaruh dan menyusun delivery plate 0.4 91.8
30 Melepas antislip kiri 2.5 94.3
31 Melepas rantai dan sproket kiri 4 98.3
32 Melepas plug drum kiri 1.7 100
33 Melepas simblok kiri 1.8 101.8
34 Cleaning debu pada hopper box 2.1 103.9
35 Mencari baut 5.3 109.2
36 Melonggarkan hopper box kanan 2.7 111.9
37 Pemasangan simblok kanan 2.2 114.1
Mekanik
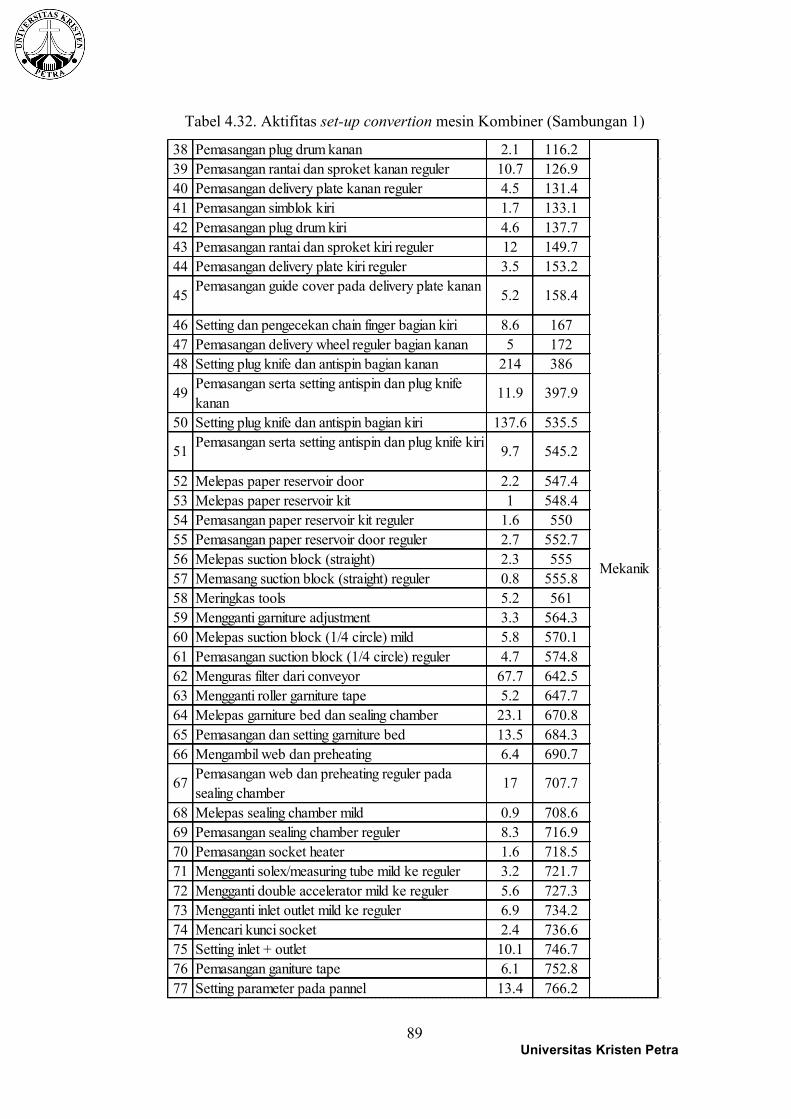
89 Universitas Kristen Petra
Tabel 4.32. Aktifitas set-up convertion mesin Kombiner (Sambungan 1)
38 Pemasangan plug drum kanan 2.1 116.2
39 Pemasangan rantai dan sproket kanan reguler 10.7 126.9
40 Pemasangan delivery plate kanan reguler 4.5 131.4
41 Pemasangan simblok kiri 1.7 133.1
42 Pemasangan plug drum kiri 4.6 137.7
43 Pemasangan rantai dan sproket kiri reguler 12 149.7
44 Pemasangan delivery plate kiri reguler 3.5 153.2
45Pemasangan guide cover pada delivery plate kanan
5.2 158.4
46 Setting dan pengecekan chain finger bagian kiri 8.6 167
47 Pemasangan delivery wheel reguler bagian kanan 5 172
48 Setting plug knife dan antispin bagian kanan 214 386
49Pemasangan serta setting antispin dan plug knife
kanan11.9 397.9
50 Setting plug knife dan antispin bagian kiri 137.6 535.5
51Pemasangan serta setting antispin dan plug knife kiri
9.7 545.2
52 Melepas paper reservoir door 2.2 547.4
53 Melepas paper reservoir kit 1 548.4
54 Pemasangan paper reservoir kit reguler 1.6 550
55 Pemasangan paper reservoir door reguler 2.7 552.7
56 Melepas suction block (straight) 2.3 555
57 Memasang suction block (straight) reguler 0.8 555.8
58 Meringkas tools 5.2 561
59 Mengganti garniture adjustment 3.3 564.3
60 Melepas suction block (1/4 circle) mild 5.8 570.1
61 Pemasangan suction block (1/4 circle) reguler 4.7 574.8
62 Menguras filter dari conveyor 67.7 642.5
63 Mengganti roller garniture tape 5.2 647.7
64 Melepas garniture bed dan sealing chamber 23.1 670.8
65 Pemasangan dan setting garniture bed 13.5 684.3
66 Mengambil web dan preheating 6.4 690.7
67Pemasangan web dan preheating reguler pada
sealing chamber17 707.7
68 Melepas sealing chamber mild 0.9 708.6
69 Pemasangan sealing chamber reguler 8.3 716.9
70 Pemasangan socket heater 1.6 718.5
71 Mengganti solex/measuring tube mild ke reguler 3.2 721.7
72 Mengganti double accelerator mild ke reguler 5.6 727.3
73 Mengganti inlet outlet mild ke reguler 6.9 734.2
74 Mencari kunci socket 2.4 736.6
75 Setting inlet + outlet 10.1 746.7
76 Pemasangan ganiture tape 6.1 752.8
77 Setting parameter pada pannel 13.4 766.2
Mekanik
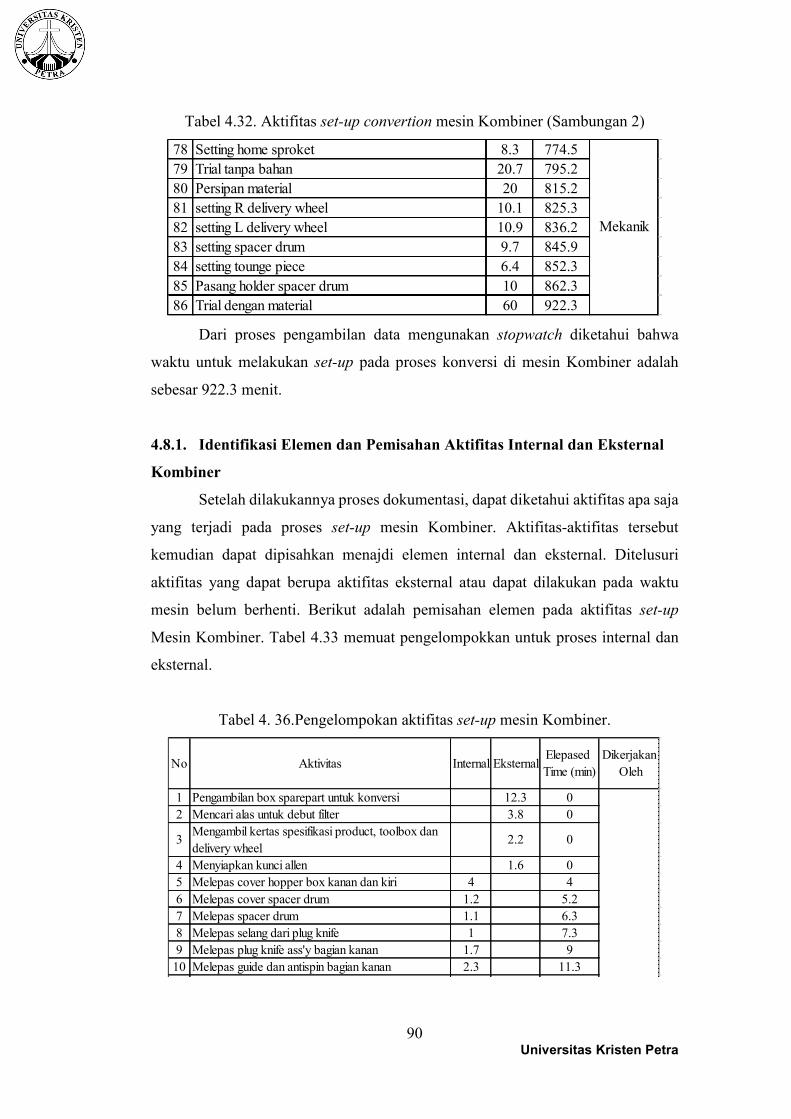
90 Universitas Kristen Petra
Tabel 4.32. Aktifitas set-up convertion mesin Kombiner (Sambungan 2)
Dari proses pengambilan data mengunakan stopwatch diketahui bahwa
waktu untuk melakukan set-up pada proses konversi di mesin Kombiner adalah
sebesar 922.3 menit.
4.8.1. Identifikasi Elemen dan Pemisahan Aktifitas Internal dan Eksternal
Kombiner
Setelah dilakukannya proses dokumentasi, dapat diketahui aktifitas apa saja
yang terjadi pada proses set-up mesin Kombiner. Aktifitas-aktifitas tersebut
kemudian dapat dipisahkan menajdi elemen internal dan eksternal. Ditelusuri
aktifitas yang dapat berupa aktifitas eksternal atau dapat dilakukan pada waktu
mesin belum berhenti. Berikut adalah pemisahan elemen pada aktifitas set-up
Mesin Kombiner. Tabel 4.33 memuat pengelompokkan untuk proses internal dan
eksternal.
Tabel 4. 36.Pengelompokan aktifitas set-up mesin Kombiner.
78 Setting home sproket 8.3 774.5
79 Trial tanpa bahan 20.7 795.2
80 Persipan material 20 815.2
81 setting R delivery wheel 10.1 825.3
82 setting L delivery wheel 10.9 836.2
83 setting spacer drum 9.7 845.9
84 setting tounge piece 6.4 852.3
85 Pasang holder spacer drum 10 862.3
86 Trial dengan material 60 922.3
Mekanik
No Aktivitas Internal EksternalElepased
Time (min)
Dikerjakan
Oleh
1 Pengambilan box sparepart untuk konversi 12.3 0
2 Mencari alas untuk debut filter 3.8 0
3Mengambil kertas spesifikasi product, toolbox dan
delivery wheel2.2 0
4 Menyiapkan kunci allen 1.6 0
5 Melepas cover hopper box kanan dan kiri 4 4
6 Melepas cover spacer drum 1.2 5.2
7 Melepas spacer drum 1.1 6.3
8 Melepas selang dari plug knife 1 7.3
9 Melepas plug knife ass'y bagian kanan 1.7 9
10 Melepas guide dan antispin bagian kanan 2.3 11.3
11 Menyiapkan alas untuk debu filter 0.7 11.3
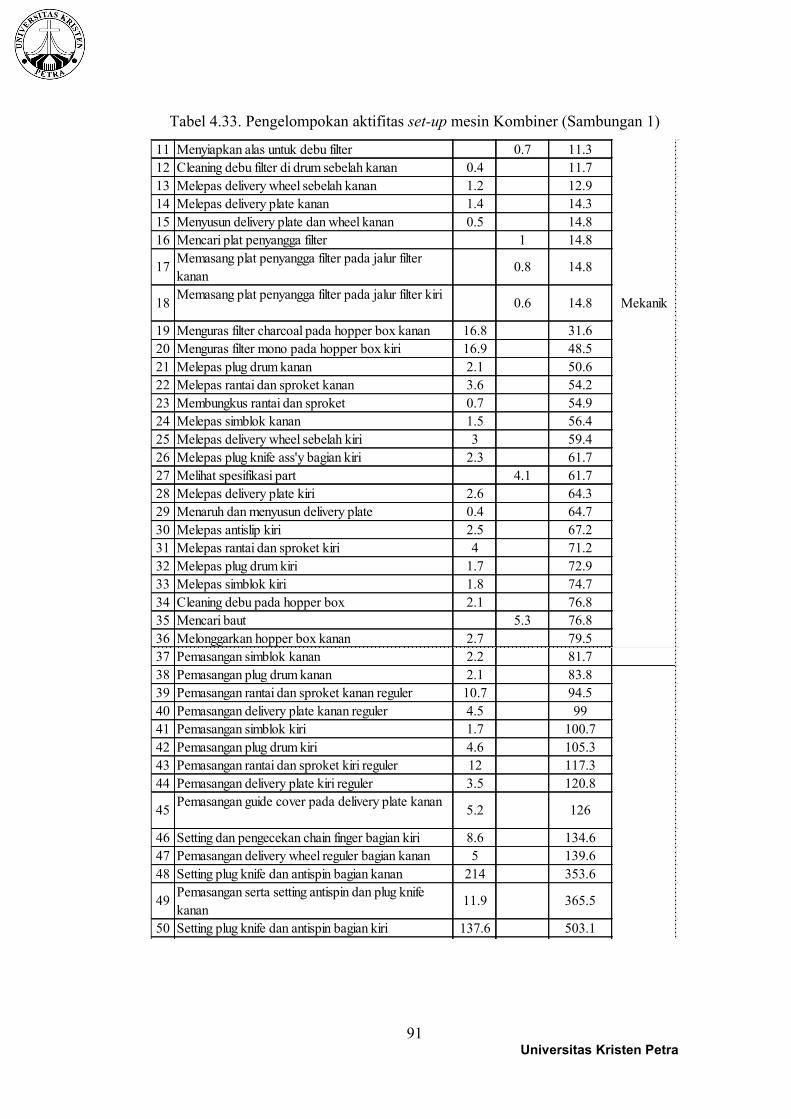
91 Universitas Kristen Petra
Tabel 4.33. Pengelompokan aktifitas set-up mesin Kombiner (Sambungan 1)
10 Melepas guide dan antispin bagian kanan 2.3 11.3
11 Menyiapkan alas untuk debu filter 0.7 11.3
12 Cleaning debu filter di drum sebelah kanan 0.4 11.7
13 Melepas delivery wheel sebelah kanan 1.2 12.9
14 Melepas delivery plate kanan 1.4 14.3
15 Menyusun delivery plate dan wheel kanan 0.5 14.8
16 Mencari plat penyangga filter 1 14.8
17Memasang plat penyangga filter pada jalur filter
kanan0.8 14.8
18Memasang plat penyangga filter pada jalur filter kiri
0.6 14.8
19 Menguras filter charcoal pada hopper box kanan 16.8 31.6
20 Menguras filter mono pada hopper box kiri 16.9 48.5
21 Melepas plug drum kanan 2.1 50.6
22 Melepas rantai dan sproket kanan 3.6 54.2
23 Membungkus rantai dan sproket 0.7 54.9
24 Melepas simblok kanan 1.5 56.4
25 Melepas delivery wheel sebelah kiri 3 59.4
26 Melepas plug knife ass'y bagian kiri 2.3 61.7
27 Melihat spesifikasi part 4.1 61.7
28 Melepas delivery plate kiri 2.6 64.3
29 Menaruh dan menyusun delivery plate 0.4 64.7
30 Melepas antislip kiri 2.5 67.2
31 Melepas rantai dan sproket kiri 4 71.2
32 Melepas plug drum kiri 1.7 72.9
33 Melepas simblok kiri 1.8 74.7
34 Cleaning debu pada hopper box 2.1 76.8
35 Mencari baut 5.3 76.8
36 Melonggarkan hopper box kanan 2.7 79.5
37 Pemasangan simblok kanan 2.2 81.7
38 Pemasangan plug drum kanan 2.1 83.8
39 Pemasangan rantai dan sproket kanan reguler 10.7 94.5
40 Pemasangan delivery plate kanan reguler 4.5 99
41 Pemasangan simblok kiri 1.7 100.7
42 Pemasangan plug drum kiri 4.6 105.3
43 Pemasangan rantai dan sproket kiri reguler 12 117.3
44 Pemasangan delivery plate kiri reguler 3.5 120.8
45Pemasangan guide cover pada delivery plate kanan
5.2 126
46 Setting dan pengecekan chain finger bagian kiri 8.6 134.6
47 Pemasangan delivery wheel reguler bagian kanan 5 139.6
48 Setting plug knife dan antispin bagian kanan 214 353.6
49Pemasangan serta setting antispin dan plug knife
kanan11.9 365.5
50 Setting plug knife dan antispin bagian kiri 137.6 503.1
Pemasangan serta setting antispin dan plug knife kiri
Mekanik
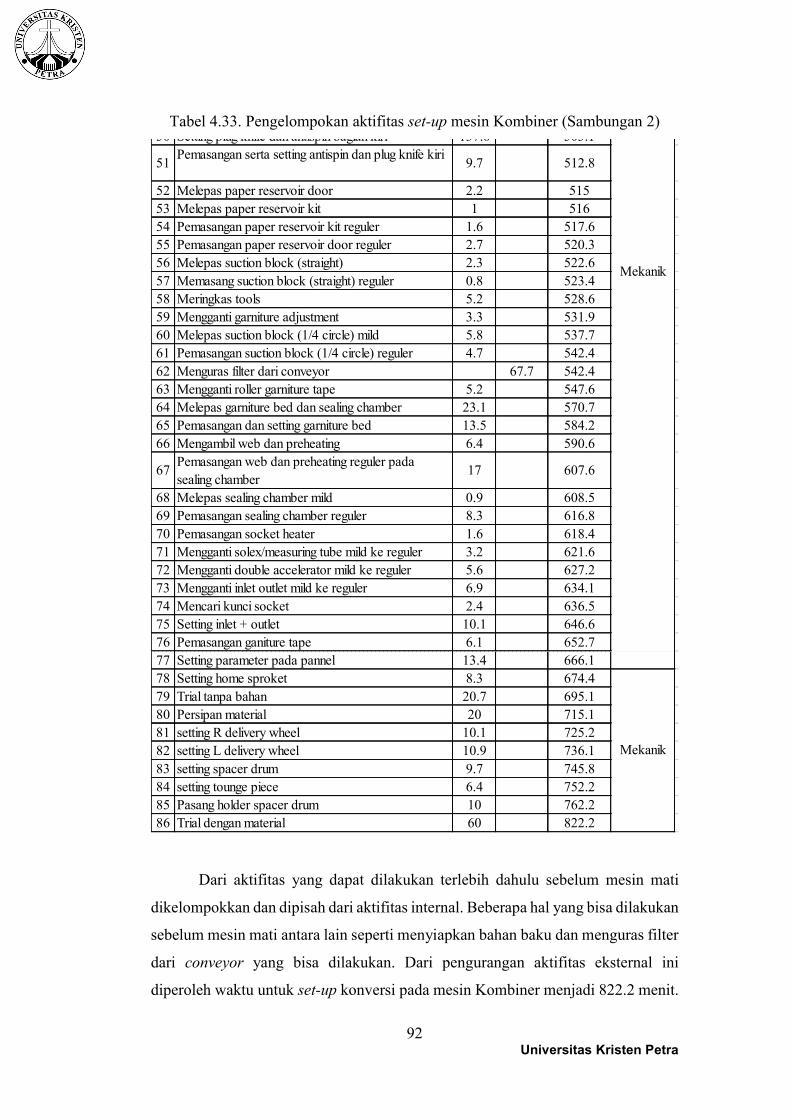
92 Universitas Kristen Petra
Tabel 4.33. Pengelompokan aktifitas set-up mesin Kombiner (Sambungan 2)
Dari aktifitas yang dapat dilakukan terlebih dahulu sebelum mesin mati
dikelompokkan dan dipisah dari aktifitas internal. Beberapa hal yang bisa dilakukan
sebelum mesin mati antara lain seperti menyiapkan bahan baku dan menguras filter
dari conveyor yang bisa dilakukan. Dari pengurangan aktifitas eksternal ini
diperoleh waktu untuk set-up konversi pada mesin Kombiner menjadi 822.2 menit.
50 Setting plug knife dan antispin bagian kiri 137.6 503.1
51Pemasangan serta setting antispin dan plug knife kiri
9.7 512.8
52 Melepas paper reservoir door 2.2 515
53 Melepas paper reservoir kit 1 516
54 Pemasangan paper reservoir kit reguler 1.6 517.6
55 Pemasangan paper reservoir door reguler 2.7 520.3
56 Melepas suction block (straight) 2.3 522.6
57 Memasang suction block (straight) reguler 0.8 523.4
58 Meringkas tools 5.2 528.6
59 Mengganti garniture adjustment 3.3 531.9
60 Melepas suction block (1/4 circle) mild 5.8 537.7
61 Pemasangan suction block (1/4 circle) reguler 4.7 542.4
62 Menguras filter dari conveyor 67.7 542.4
63 Mengganti roller garniture tape 5.2 547.6
64 Melepas garniture bed dan sealing chamber 23.1 570.7
65 Pemasangan dan setting garniture bed 13.5 584.2
66 Mengambil web dan preheating 6.4 590.6
67Pemasangan web dan preheating reguler pada
sealing chamber17 607.6
68 Melepas sealing chamber mild 0.9 608.5
69 Pemasangan sealing chamber reguler 8.3 616.8
70 Pemasangan socket heater 1.6 618.4
71 Mengganti solex/measuring tube mild ke reguler 3.2 621.6
72 Mengganti double accelerator mild ke reguler 5.6 627.2
73 Mengganti inlet outlet mild ke reguler 6.9 634.1
74 Mencari kunci socket 2.4 636.5
75 Setting inlet + outlet 10.1 646.6
76 Pemasangan ganiture tape 6.1 652.7
77 Setting parameter pada pannel 13.4 666.1
78 Setting home sproket 8.3 674.4
79 Trial tanpa bahan 20.7 695.1
80 Persipan material 20 715.1
81 setting R delivery wheel 10.1 725.2
82 setting L delivery wheel 10.9 736.1
83 setting spacer drum 9.7 745.8
84 setting tounge piece 6.4 752.2
85 Pasang holder spacer drum 10 762.2
86 Trial dengan material 60 822.2
Mekanik
Mekanik

93 Universitas Kristen Petra
4.8.2. Pembuatan Pararel Set-up Convertion Kombiner
Dilakukan indentifikasi dari aktifitas internal yang dapat dilakukan
bersamaan dari proses set-up convertion mesin Kombiner, diperoleh beberapa
aktifitas yang dapat dilakukan secara bersamaan dan tentunya akan mempersingkat
waktu pengubahan panjang. Untuk melakukan pararel set-up ini diperlukan adanya
penambahan satu orang mekanik yang akan membantu tugas mekanik dalam
melakukan perubahan part yang bisa dilakukan secara bersamaan. Hasil parallel
set-up dapat dilihat pada Tabel 4.34.
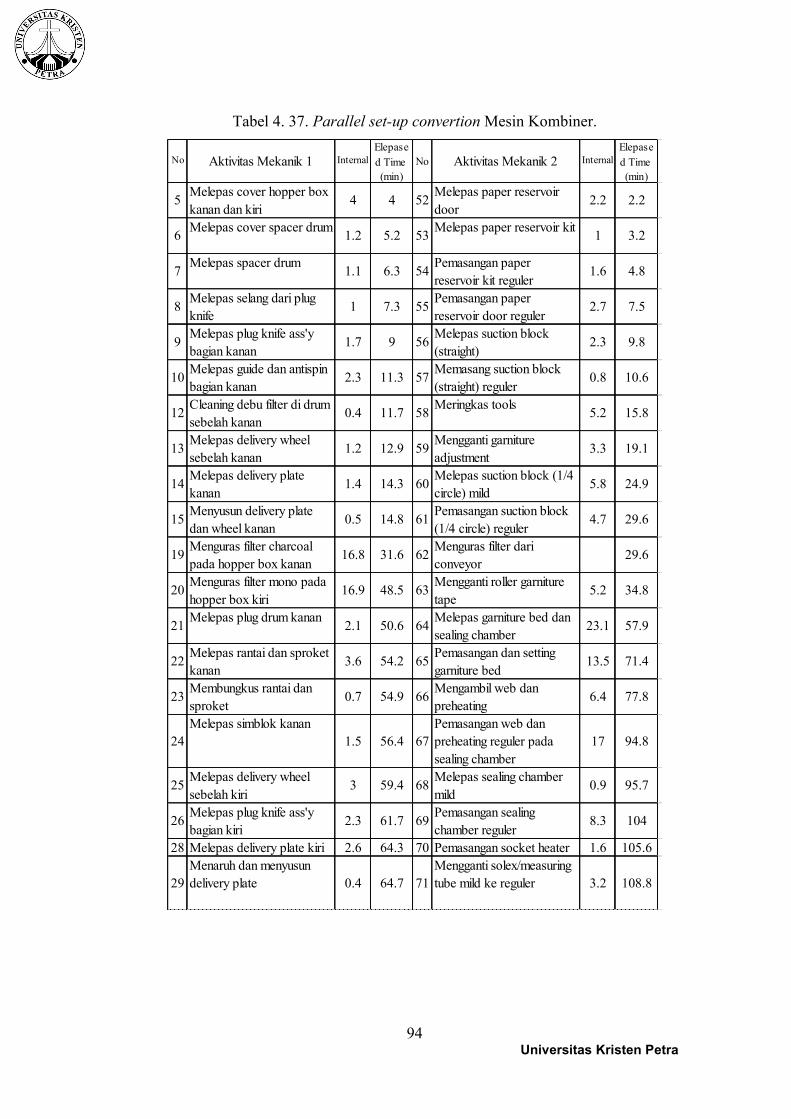
94 Universitas Kristen Petra
Tabel 4. 37. Parallel set-up convertion Mesin Kombiner.
No Aktivitas Mekanik 1 InternalElepase
d Time
(min)
No Aktivitas Mekanik 2 InternalElepase
d Time
(min)
5Melepas cover hopper box
kanan dan kiri4 4 52
Melepas paper reservoir
door2.2 2.2
6Melepas cover spacer drum
1.2 5.2 53Melepas paper reservoir kit
1 3.2
7Melepas spacer drum
1.1 6.3 54Pemasangan paper
reservoir kit reguler 1.6 4.8
8Melepas selang dari plug
knife1 7.3 55
Pemasangan paper
reservoir door reguler2.7 7.5
9Melepas plug knife ass'y
bagian kanan1.7 9 56
Melepas suction block
(straight)2.3 9.8
10Melepas guide dan antispin
bagian kanan 2.3 11.3 57
Memasang suction block
(straight) reguler0.8 10.6
12Cleaning debu filter di drum
sebelah kanan 0.4 11.7 58
Meringkas tools5.2 15.8
13Melepas delivery wheel
sebelah kanan1.2 12.9 59
Mengganti garniture
adjustment3.3 19.1
14Melepas delivery plate
kanan1.4 14.3 60
Melepas suction block (1/4
circle) mild5.8 24.9
15Menyusun delivery plate
dan wheel kanan0.5 14.8 61
Pemasangan suction block
(1/4 circle) reguler4.7 29.6
19Menguras filter charcoal
pada hopper box kanan16.8 31.6 62
Menguras filter dari
conveyor29.6
20Menguras filter mono pada
hopper box kiri16.9 48.5 63
Mengganti roller garniture
tape5.2 34.8
21Melepas plug drum kanan
2.1 50.6 64Melepas garniture bed dan
sealing chamber23.1 57.9
22Melepas rantai dan sproket
kanan3.6 54.2 65
Pemasangan dan setting
garniture bed 13.5 71.4
23Membungkus rantai dan
sproket 0.7 54.9 66
Mengambil web dan
preheating6.4 77.8
24
Melepas simblok kanan
1.5 56.4 67
Pemasangan web dan
preheating reguler pada
sealing chamber
17 94.8
25Melepas delivery wheel
sebelah kiri3 59.4 68
Melepas sealing chamber
mild0.9 95.7
26Melepas plug knife ass'y
bagian kiri2.3 61.7 69
Pemasangan sealing
chamber reguler8.3 104
28 Melepas delivery plate kiri 2.6 64.3 70 Pemasangan socket heater 1.6 105.6
29
Menaruh dan menyusun
delivery plate 0.4 64.7 71
Mengganti solex/measuring
tube mild ke reguler 3.2 108.8
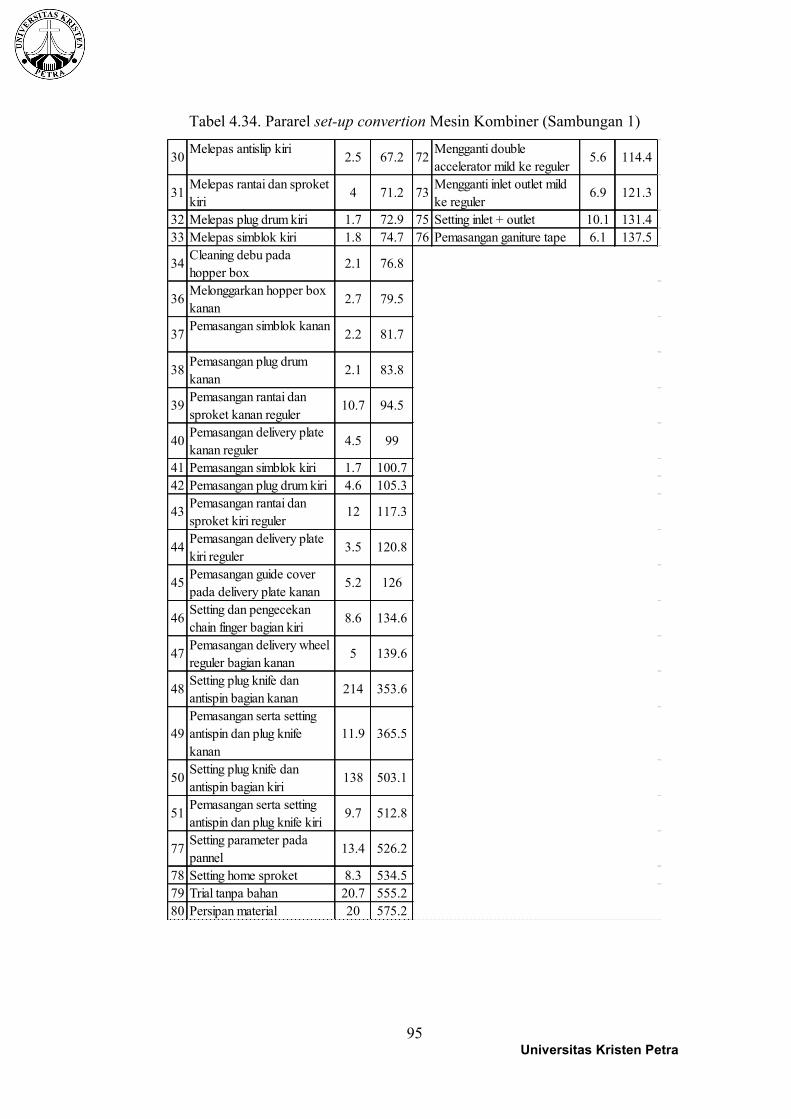
95 Universitas Kristen Petra
Tabel 4.34. Pararel set-up convertion Mesin Kombiner (Sambungan 1)
30Melepas antislip kiri
2.5 67.2 72Mengganti double
accelerator mild ke reguler5.6 114.4
31Melepas rantai dan sproket
kiri4 71.2 73
Mengganti inlet outlet mild
ke reguler6.9 121.3
32 Melepas plug drum kiri 1.7 72.9 75 Setting inlet + outlet 10.1 131.4
33 Melepas simblok kiri 1.8 74.7 76 Pemasangan ganiture tape 6.1 137.5
34Cleaning debu pada
hopper box2.1 76.8
36Melonggarkan hopper box
kanan2.7 79.5
37Pemasangan simblok kanan
2.2 81.7
38Pemasangan plug drum
kanan2.1 83.8
39Pemasangan rantai dan
sproket kanan reguler10.7 94.5
40Pemasangan delivery plate
kanan reguler4.5 99
41 Pemasangan simblok kiri 1.7 100.7
42 Pemasangan plug drum kiri 4.6 105.3
43Pemasangan rantai dan
sproket kiri reguler12 117.3
44Pemasangan delivery plate
kiri reguler3.5 120.8
45Pemasangan guide cover
pada delivery plate kanan5.2 126
46Setting dan pengecekan
chain finger bagian kiri8.6 134.6
47Pemasangan delivery wheel
reguler bagian kanan 5 139.6
48Setting plug knife dan
antispin bagian kanan214 353.6
49
Pemasangan serta setting
antispin dan plug knife
kanan
11.9 365.5
50Setting plug knife dan
antispin bagian kiri138 503.1
51Pemasangan serta setting
antispin dan plug knife kiri9.7 512.8
77Setting parameter pada
pannel13.4 526.2
78 Setting home sproket 8.3 534.5
79 Trial tanpa bahan 20.7 555.2
80 Persipan material 20 575.2
96 Universitas Kristen Petra
Tabel 4.34. Pararel set-up convertion Mesin Kombiner (Sambungan 2)
Dari analisis yang dilakukan terdapat beberapa bagian aktifitas yang bisa
dilakukan secara bersamaan. Beberapa sparepart yang perlu diganti bisa dilakukan
secara bersamaan dengan menambahkan satu orang mekanik lagi yang membantu
proses pemasangan. Dengan dilakukannya pararel set-up ini membuat waktu yang
dibutuhkan untuk convertion mesin Kombiner berkurang menjadi 682.3 menit.
Dari hasil pengolahan data ini didapatkan terdapat penurunan yang cukup
besar dari pada mulanya 922.3 menit menjadi 682.3 menit yang dimana terdapat
penghematan waktu 240 menit. Bila dijadikan persentase dari waktu awal maka
didapatkan penurunan sebesar 26.02%.
4.9. Analisis Biaya Kerugian Saat Terjadi Downtime
Dalam upaya melakukan analisis biaya kerugian yang terjadi saat mesin
tidak berproduksi dapat diperoleh dengan menghitung beberapa biaya yang tetap
harus ditanggung perusahaan baik mesin berhenti maupun tidak berhenti. Biaya
yang tetap harus ditanggung ini antara lain adalah biaya depresiasi mesin, biaya
pekerja, dan biaya overhead perusahaan.
-. Biaya depresiasi mesin merupakan biaya yang terjadi karena adanya penurunan
nilai pada mesin sehingga menjadi salah satu faktor utama biaya yang tetap
ditanggung meski tidak dilakukan proses produksi.
-. Biaya pekerja merupakan biaya upah yang diberikan kepada pekerja yang
bertugas untuk menjalankan proses produksi pada suatu mesin. Apabila mesin tidak
berproduksi biaya ini tetap akan perlu ditanggung oleh perusahaan sehingga
menjadi salah satu faktor biaya kerugian.
-. Biaya overhead perusahaan merupakan biaya yang terjadi dalam perusahaan yang
sifatnya membantu proses produksi seperti supervisi, utlitas dan lain sebagainya.
81 setting R delivery wheel 10.1 585.3
82 setting L delivery wheel 10.9 596.2
83 setting spacer drum 9.7 605.9
84 setting tounge piece 6.4 612.3
85 Pasang holder spacer drum 10 622.3
86 Trial dengan material 60 682.3
97 Universitas Kristen Petra
Sehingga untuk menghitung biaya kerugian yang terjadi tiap menitnya dapat
dihitung dengan mengunakan perhitungan sebagai berikut :
-. Biaya kerugian = biaya depresiasi mesin + biaya pekerja + biaya overhead
Untuk memudahkan pemahaman berikut adalah contoh perhitungannya.
Diasumsikan bahwa harga sebuah mesin pembuat filter adalah Rp
100.000.000.000,- dengan masa angsuran selama 5 tahun. Asumsi upah pekerja
selama satu bulan dengan 22 hari kerja dan jam kerja 7 jam/hari sebesar Rp
3.500.000,- dan mesin dijalankan oleh 2 orang pekerja. Biaya overhead
diasumsikan sebesar Rp 1.500.000.000,- / bulan dan waktu set-up 102 menit.
-. Biaya depresiasi mesin/menit = ���.���.���.���
� ����� �
� �����
��� ���� �
� ����
�� ��� �
� ���
�� �����
= Rp 38,052,-
-. Biaya pekerja/menit = 2 orang x �.���.���
�� ���� �
� ����
� ��� �
� ���
�� �����
= Rp 758,-
-. Biaya overhead/menit = �.���.���.���
�� ���� �
� ����
�� ��� �
� ���
�� �����
= Rp 47.349,-
-. Biaya kerugian/menit = biaya depresiasi mesin + biaya pekerja + biaya overhead
= Rp 38.052 + Rp 758 + Rp 47.349
= Rp 86.159
-. Kerugian karena set-up = Biaya kerugian/menit x waktu set-up
= Rp 86.159/menit x 102 menit
= Rp 8.788.218,-
Dari contoh perhitungan diatas dapat diketahui bahwa besarnya biaya
kerugian yang disebabkan oleh mesin yang tidak melakukan produksi adalah
sebesar Rp 86.159,- tiap menitnya sehingga apabila mesin berhenti dikarenakan set-
up konversi maka akan ada kerugian biaya sebesar Rp 8.788.218,- bila waktu set-
up masih merupakan data awal yaitu sebesar 102 menit.




















