Laporan Pkli Mesin Hobbing Roy
34
LAPORAN PKLI MESIN HOBBING LAPORAN PRAKTEK KERJA LAPANGAN INDUSTRI PROSES PEMBUATAN RODA GIGI LURUS DENGAN MESIN HOBBING DI CV. KARYA MULYA UTAMA Oleh : ROY LAMRUN SIANTURI NIM. 5103121033
-
Upload
roy-sianturi -
Category
Documents
-
view
97 -
download
2
Transcript of Laporan Pkli Mesin Hobbing Roy

LAPORAN PKLI MESIN HOBBING
LAPORAN PRAKTEK KERJA LAPANGAN INDUSTRIPROSES PEMBUATAN RODA GIGI LURUS DENGAN
MESIN HOBBINGDI CV. KARYA MULYA UTAMA
Oleh :
ROY LAMRUN SIANTURINIM. 5103121033
FAKULTAS TEKNIKUNIVERSITAS NEGERI MEDAN
JANUARI, 2014

LEMBAR PERSETUJUAN LAPORAN PKLI
Laporan ini diajukan oleh :SEHONO
NIM. 508222026Jurusan Teknik Mesin, Jenjang D3
Fakultas Teknik Universitas Negeri Medan
Telah Diperiksa dan DisetujuiUntuk Mengikuti Seminar PKLI
Medan, Maret 2011Dosen Pembimbing
Ir. Erma Yulia, MTNIP. 196806111997022001

LEMBAR PENGESAHANLAPORAN PRAKTEK KERJA LAPANGAN INDUSTRI
PROSES PEMBUATAN RODA GIGI LURUS DENGAN MESIN HOBBINGDI CV. KARYA MULYA UTAMA
Disusun oleh :SEHONO
NIM. 508222026
Medan, Maret 2011Pembimbing Lapangan Dosen Pembimbing PKLI
Ir. Sulardi Ir. Erma Yulia, MT.NIP. 196806111997022001
Ketua Jurusan
Drs. Hidir Efendi, M.PdNIP. 196101251987031001

LEMBAR PERSETUJUAN LAPORAN PKLI
Laporan ini diajukan oleh :SEHONO
NIM. 508222026Jurusan Teknik Mesin, Jenjang D3
Fakultas Teknik Universitas Negeri Medan
Telah Diperiksa dan DisetujuiUntuk Mengikuti Seminar PKLI
Medan, Maret 2011Dosen Pembimbing
Ir. Erma Yulia, MTNIP. 196806111997022001

LEMBAR PENGESAHANLAPORAN PRAKTEK KERJA LAPANGAN INDUSTRI
PROSES PEMBUATAN RODA GIGI LURUS DENGAN MESIN HOBBINGDI CV. KARYA MULYA UTAMA
Disusun oleh :SEHONO
NIM. 508222026
Medan, Maret 2011Pembimbing Lapangan Dosen Pembimbing PKLI
Ir. Sulardi Ir. Erma Yulia, MT.NIP. 196806111997022001
Ketua Jurusan
Drs. Hidir Efendi, M.PdNIP. 196101251987031001

KATA PENGANTAR
Syukur alhamdulliah penulis ucapkan kepada ALLAH SWT, berkat rahmat dan karunia yang telah diberikan-Nya kepada sehingga dapat menyelesaiakan program Jurusan Teknik Mesin Universitas Negeri Medan yaitu PKLI beserta penyusunan Laporan.
Laporan PKLI ini disusun sebagai pertanggung jawaban atas pelaksanaan PKLI yang bertempat di CV. MULTI KARYA UTAMA, Jl. STM GG. Syukur Barat NO. 15 Medan yang merupakan tugas matakuliah Praktek Kerja Lapangan Industri bagi mahasiswa pada semester VI pada Jurusan Teknik Mesin Universitas Negeri Medan. Penyelenggaraan PKLI dilaksanakan pada bulan Januari – Pebruari tahun 2011. Pembahasan laporan ini mencakup tentang gambaran umum dalam pelaksanaan PKLI, gambaran umum perusahaan, lay out perusahaan, teknik pengerjaan benda, proses pengerjaan roda gigi pada mesin hobbing.
Di dalam penulisan laporan PKLI ini, penulis banyak mendapatkan dukungan serta bimbingan dari semua pihak. Oleh sebab itu pada kesempatan yang baik ini penulis mengucapkan terima kasih kepada :
1. Bapak Drs. Sempurna Peranginangin, M.Pd, selaku Pembantu Dekan I di Fakultas Teknik UNIMED.
2. Bapak Drs.Hidir Efendi,M.Pd., selaku Ketua Jurusan Teknik Mesin.3. Bapak Drs.Pudin Saragih, M.Pd. selaku Sekretaris Jurusan Teknik Mesin.4. Bapak Drs.Selamat Riadi, selaku Kepala Lab Teknik Mesin UNIMED.5. Bapak Drs.Eka Daryanto,MT, selaku Ketua Prodi Teknik Mesin D3 UNIMED.6. Bapak Adi Santoso sebagai Direktur CV.Karya Mulya Utama7. Bapak Ir. Sulardi, selaku Mandor di CV. Karya MulyaUtama beserta seluruh Karyawan.8. Bapak Suriadi, selaku Teknisi serta pemberi arahan pada penulis.9. Ayahanda Hadimulyono dan Ibunda Sariyem selaku Orang Tua dari penulis, dan Bapak
Tukidi beserta Ibu Sarinem yang telah benyak mendukung di dalam perkuliahan baik berupa doa, semangat dan juga materi.
10. Teman – teman yang juga selalu memberikan panduan, arahan dan doa.Penulis menyadari bahwa dalam penyusunan laporan PKLI ini masih terdapat
kekurangan, baik itu dari segi isi materi maupun tata letak bahasa yang dipergunakan yang merupakan keterbatasan penulis. Dengan demikian penulis meminta maaf, demi kelengkapan dan kesempurnaan laporan ini penulis mengharapkan kritik dan saran yang membangun.
Semoga laporan Praktek Kerja Lapangan Industri (PKLI) dapat bermanfaat bagi penulis dan juga para pembaca.
Medan, Maret 2011
Penulis
DAFTAR ISIHalaman Pengesahan …………………………………………………………… iKata Pengantar …………………………………………………………………. ii

Daftar Isi………………………………………………………………………… vDaftar Gambar …………………………………………………………………. viiDaftar Tabel …………………………………………………………………… ixBAB I PENDAHULUAN
A. Latar Belakang ……………………………………………………… 1 B. Tujuan dan Manfaat PKLI…………………………………………. 2 C. Materi Praktek Kerja Lapangan Indutri …………………………… 3 D. Dasar Pelaksanaan .………………………………………………… 4 E. Waktu dan Tempat ………………………………………………… 4 F. Pelaksana …………………………………………………………… 4
BAB II SEJARAH UMUM PERUSAHAANA. Sejarah Perusahaan ………………………………………………… 5B. Struktur Organisasi Perusahaan …………………………………… 6C. Karakteristik Jasa dan Manajemen Perusahaan …………………… 7D. Teknik Penanganan Job …………………………………………… 8E. Pengendalian Mutu Perusahaan …………………………………… 9F. Metode Pemasaran ………………………………………………… 9G. Layout Perusahaan ………………………………………………… 10
BAB III PELAKSANAAN KEGIATAN PRAKTEK INDUSTRIA. Pengertian Roda Gigi ……………………………………………… 13B. Klasifikasi Roda Gigi ……………………………………………… 13C. Profil Roda Gigi …………………………………………………… 16D. Nama-Nama Bagian Roda Gigi …………………………………… 17E. Rumus dalam Membuat Roda Gigi ………………………………… 18F. Mesin Hobbing …………………………………………………… 19
BAB IV LANGKAH MENBUAT RODA GIGI LURUS DENGAN MESIN HOBBING A. Pembentukan Awal ………………………………………………… 30 B. Pengerjaan Bahan Roda Gigi ……………………………………… 31 C. Perhitungan Roda Gigi …………………………………………… 31 D. Langkah Pembuatan Roda Gigi …………………………………… 32 E. Hasil Kerja PKLI di CV. Karya Mulya Utama …………………… 37
BAB V KESIMPULAN DAN SARAN …………………………………… 38DAFTAR PUSTAKA ………………………………………………………… 39LAMPIRAN
BAB IPENDAHULUAN
A. Latar Belakang Pelaksanaan PKLI

Tujuan Pendidikan Nasional ialah mencerdaskan kehidupan bangsa dan bertaqwa kepada Tuhan Yang Maha Esa dan Berbudi pekerti yang luhur, serta berkepribadian yang baik, mandiri, disiplin, bekerja secara professional, produktif dan yang paling utama bertanggung jawab kapada masyarakat, bangsa dan negara.
Pendidikan di Perguruan Tinggi Negeri memiliki peranan penting dalam upaya meningkatkan harkat, martabat, dan juga kualitas sumber daya manusia (SDM) yang mengarah pada peningkatan daya intelektual dan profesionalisme. Dengan demikian salah satu Universitas di Sumatera Utara yaitu Universitas Negeri Medan (UNIMED), telah menyiapkan tenaga yang professional khususnya dalam bidang industri dan juga mempersiapkan diri untuk manusia yang ahli dalam bidangnya sehingga dapat diharapkan membantu masyarakat untuk masa depan.
Guna memenuhi tuntutan sebagai Perguruan Tinggi Negeri yaitu menciptakan manusia yang berguna bagi masa depan bangsa, maka Fakultas Teknik Universitas Negeri Medan (FT UNIMED) melaksanakan suatu program untuk melatih keterampilan mahasiswa di industri dalam matakuliah Praktek Industri. Untuk melatih keterampilan itu mahasiswa harus turun langsung dan mengikuti semua aturan yang dibuat oleh perusahaan tersebut, dimana CV. Karya Mulia Utama merupakan perusahaan yang bekerja dalam bidang Fabrikasi yang beralamat di Jl. STM GG. Syukur Barat NO. 15 Medan. Dengan adanya program latihan kepada mahasiswa terhadap perusahaan tersebut, sehingga mampu menghasilkan lulusan yang dapat diharapkan dan sesuai dengan perkembangan Ilmu Pengetahuan dan Teknologi (IPTEK).
B. Tujuan dan Manfaat PKLI
1) Tujuan umuma) Sebagai suatu syarat mahasiswa mengikuti matakuliah praktek industri.b) Mahasiswa dapat memahami dan mengaplikasikan pengetahuan yang didapat dalam
perkuliahan ke dunia industri.c) Mahasiswa dapat menambah pengetahuan dan pengalaman dalam dunia indutri dengan
melakukan observasi langsung ke lapangan industri.d) Mahasiswa dapat memahami proses industri dengan teori dan praktek yang baik yang di
dapat dalam perkuliahan, serta mampu dalam praktek industri.
2) Tujuan Khususa) Ingin mengembangkan ilmu, teori, dan pengalaman yang belum kami dapatkan di bangku
perkuliahan sebagai upaya pengembangan diri sesuai dengan nilai (value) dan tujuan perusahaan.

b) Berkeinginan menjadi mitra dalam suatu kerjasama yang sesuai dengan disiplin ilmu yang kami dapatkan dari bangku perkuliahan.
c) Mahasiswa dapat mengoperasika mesin hobbing dalam pembuatan roda gigi.d) Mahasiswa dapat bekerjasama dengan karyawan perusahaan dalam pembuatan roda gigi.
3) Manfaat Program PKLIa) Manfaat bagi Mahasiswa
(1) Mahasiswa dapat menambah keahlian dan keterampilan dalam bidang teknologi yang berkembang di dunia industri.
(2) Mahasiswa dapat membandingkan teori yang di dapat dalam perkuliahan dengan yang di terima pada saat praktik di lapangan.
(3) Mahasiswa dapat memahami proses kerja yang sebenarnya secara langsung pada dunia industry.
(4) Mahasiswa dapat memperoleh kesempatan dalam melakukan penelitian atau observasi langsung di lapangan.
b) Manfaat untuk Fakultas Teknik, Jurusan Teknik Mesin UNIMED(1) Dapat terjalin kerjasama antara Fakultas Teknik Unimed dengan dunia industri.(2) Untuk Fakultas Teknik dapat meningkatkan mutu lulusannya dengan memadukan
pengetahuan dalam kampus dengan di dunia industri.(3) Dapat mengetahui keberadaan perusahaan dari sudut pandang mahasiswa yang melakukan
Praktek Kerja Lapangan Industri di perusahaan tersebut.
c) Manfaat untuk Perusahaan
(1) Ikut serta dalam mencerdasakan kehidupan bangsa dan dapat meningkatkan kualitas manusia yang mengarahkan pada peningkatan intelektual dan prosfesionalisme.
(2) Terjalinnya hubungan baik antara masyarakat perusahaan dengan masyarakat sekitarnya pada bidang-bidang pendidikan, seperti mahasiswa.
(3) Sebagai bahan masukan bagi perusahaan dalam rangka memajukan pembangunan dibidang pendidikan.
C. Materi Praktek Kerja Lapangan Industri
Rencana pelaksanaan PKLI ini setidaknya mencakup beberapa kegiatan sebagai berikut:
1) Melakukan orientasi dan sejarah perusahaan
2) Mengenal layout perusahaan dan peralatan
3) Mengenal karakteristik jasa dan manajemen perusahaan
4) Teknik penanganan jobset (alur pelayanan)
5) Teknik analisis kerusakan pada job

6) Teknik pengerjaan benda kerja
7) Teknik penggunaan peralatan Workshop
8) Metode pemasaran
9) Teknik pengendalian mutu perusahaan
10) Evaluasi pelaksanaan dan silabus.
D. Dasar Palaksanaan
1) Melaksanakan TRI DARMA Perguruan Tinggi sebagai Mahasiswa Universitas Negeri Medan ( UNIMED).
2) Program mata kuliah bersyarat yang harus dilaksanakan mahasiswa Jurusan Teknik Mesin, Fakultas Teknik Universitas Negeri Medan (FT UNIMED).
E. Waktu dan Tempat
Kegiatan Praktik Kerja Lapangan Industri dilaksanakan pada:Bulan : Januari s/d Februari 2011Tempat : CV. Karya Mulia Utama Jl. STM GG Syukur Barat No. 15 Medan.
F. Pelaksana
Mahasiswa yang melaksanakan PKLI adalah:
No Nama NIM Jurusan Program
1 Sehono 508222026Teknik Mesin D3
2 Hakimin 508222014Teknik Mesin D3
BAB II
SEJARAH UMUM PERUSAHAAN
A. Sejarah PerusahaanPerusahaan CV. Karya Mulya Utama adalah salah satu perusahaan yang bergerak
dibidang fabrikasi. Pendiri perusahan ini adalah Bapak Ir. H. Katyo Sumantri. Jenis pengerjaan yang dilakukan pada dasarnya adalah sesuai pesanan serta disesuaikan dengan mesin-mesin yang ada.

Awal mula perusahaan ini berdiri pada tahun 1980, dengan hanya satu mesin frais yang ditempatkan dibelakang rumah (didapur). Dengan usaha dan kerja keras Bapak Ir.H. Katyo Sumantri dalam mengembangkan usahanya dan membuat nama usahanya CV. Karya Mulya.
CV. Karya Mulya yang mempunyai motto “Presisi Adalah Ciri Khas Utama Kami” membuat perusahaan semakin berkembang dan terus menambah satu persatu mesin produksinya.
Pada tahun 1998 CV. Karya Mulya berganti nama menjadi CV. Karya Mulya Utama. Perusahaan tersebut mendaftarkan nama perusahaannya ke Departemen Perindustrian dan Perdagangan Republik Indonesia (DEPPERINDAG RI) dengan bentuk perusahaan perorangan. CV. Karya Mulya Utama mempunyai Tadan Daftar Usaha Perdagangan (TDUP) dengan nomor 00021/ 02/ 3/ TDUP/ II/ 1998 atas nama pemilik/ penanggung jawab Ir. H. Katyo Sumantri yang beralamat di Jln. STM Gg. Syukur Barat No. 15 Medan.
Disamping itu CV. Karya Mulya Utama pernah berkali-kali memperoleh 3 (tiga) piagam penghargaan dan 7 (tujuh) sertifikat dari beberapa perusahaan atas kerja sama yang baik dengan memenuhi produk sesuai standart yang dipesan oleh perusahaan tersebut. Salah satu diantaranya yakni piagam penghargaan dari PT. Caltex Pasific Indonesia dalam pembuatan Suffing Box pada tahun 2000.
B. Struktur Organisasi PerusahaanSTRUKTUR ORGANISASI
CV. KARYA MULIA UTAMA


Keterangan : : Hubungan Langsung : Koordinasi
Gambar 1. Struktur Organisasi
1. Komisaris ialah pemilik perusahaan CV. Karya Mulya Utama.2. Direktur memiliki tugas dalam menjalankan usaha perusahaan, untuk itu dapat menyuruh
semua karyawannya dalam bekerja.3. Kabag Keuangan bertugas mengurusi semua biaya perusahaan.4. Kabag Umum dan Perlengkapan memiliki tugas melengkapi semua perlengkapan
administrasi perusahaan.5. Teknik/Lapangan mempunyai tugas sebagai pengamat lapangan untuk menaksir harga proses
pembuatan bahan sampai bahan jadi.6. Kasubag memiliki tugas pembantu kepala bagaian keuangan dan juga administrasi.7. Supervisor Pemasaran memiliki tugas membaca gambar dari perusahaan yang memesan dan
juga melakukan pemasaran kepada konsumen.8. Forman/mandor workshop memiliki tugas sebagai pengawas karyawan serta pengerjaan
finishing bahan.Keterangan garis Dalam struktur organisasi di CV. Karya Mulya Utama tersebut direktur
dapat menyuruh bawahannya dalam pekerjaan baik secara langsung maupun dengan perantara kepala bagaian. Karyawan memiliki tugas sebagai pekerja lapangan atau bengkel dalam pembuatan benda kerja untuk itu dapat langsung bertanya kepada mandor jika terdapat kesulitan dalam pengerjaan.

C. Karakteristik Jasa dan Manajemen Perusahaan1) Proposal Bisnis
CV. Karya Mulya Utama memberikan jasa kepada setiap pelanggan yang datang untuk dibuatkan sesuai dengan permintaan daripada pelanggan. Dalam hal ini tidak memerlukan atau tidak menggunakan system proposal melainkan pelanggan sendiri datang ke prusahaan dengan membawa jenis barang yang akan dikerjakan dengan menunjukkan gambar. Dan selanjutnya pihak perusahaan akan mengajukan penawaran harga baik secara langsung maupun dengan selembar surat kepada pelanggan.
2) Penambahan DanaCV. Karya Mulya Utama dalam usahanya juga mendapatkan penambahan dana yaitu
dari Bank BRI berbentuk Dana Bergulir serta pinjaman kredit yang berasal dari Bank BNI’46 Belawan
3) NegosiasiSistem negosiasi yang berjalan di CV. Karya Mulya Utama tersebut tidak jauh berbeda
dengan perusahaan-perusahaan lain, adapun negosiasi yang disetujui bersama, apabila selisih penawaran harga yang diajukan oleh CV. Karya Mulya Utama dengan Perusahaan yang bersangkutan masih dalam batas yang sesuai atau wajar.
D. Teknik Penanganan JobDalam perusahaan CV. Karya Mulya Utama ada teknik pemesinan, teknik pengemasan
(packing):1) Teknik Pemesinan dan Pengerjaan lanjut (finishing)
Semua teknik permesinan dan finishing dilaksanakan di Workshop CV. Karya Mulya Utama. Dari bentuk material ataupun juga sudah mengalami proses permesinan sampai menjadi bentuk barang jadi sesuai yang diingikan oleh pelanggan. Biasanya dalam proses akhir (finishing) yang dilakukan di CV. Karya Mulya Utama ialah pengerindingan, penyepuhan, dan pengecatan namun untuk proses crom dilakukan di luar perusahaan.
2) Teknik Pengemasan (packing)Teknik pengemasan yang dilakukan di CV. Karya Mulya Utama dilakukan apabila
barang yang dipesan selesai dikerjakan. Pengemasan dikerjakan apabila akan dikirim oleh perusahaan kepada pelanggan dengan menggunakan kotak atau kardus biasanya pengiriman ditujukan ke luar kota misalnya Pekan Baru, Siantar, dan Kuala Tanjung.
3) Menentukan Harga ProduksiHarga hasil produksi akan diberikan kepada pelanggan berdasarkan:
a) Besar kecilnya diameter benda kerja.b) Modul benda kerja.c) Bahan apa yang akan digunakan.d) Kesulitan dalam pengerjaan.e) Lamanya benda kerja dikerjakan.

E. Pengendalian Mutu PerusahaanUntuk menjaga mutu dan juga kualitas barang, CV. Karya Mulya Utama selalu
memperhatikan tingkat toleransi ukuran seperti yang diharapkan oleh pelanggan serta juga memperhatikan material yang dipakai sehingga sesuai dengan fungsi benda itu. Dimana slogan/motto perusahaan “Presisi Adalah Ciri Khas Utama Kami”.
F. Metode Pemasaran1) Sasaran / Objek Pemasaran
Segmen pasar yang dilakukan oleh CV. Karya Mulya Utama adalah Perusahaan Kecil dan Perusahaan Besar. Dimana perusahaan kecil tersebut merupakan pelanggan-pelanggan harian yang membuat barang produksi dalam jumlah kecil, sedangkan untuk perusahaan besar seperti PT. Indonesia Asahan Aluminium, PT. Kimsari Paper Indonesia, PT. Bina Pemuda, CV. Sispra Jaya Logam dan lain-lain yang memesan barang produksi dalam jumlah yang cukup banyak.
2) Teknik Promosi
CV. Karya Mulya Utama tidak melakukan promosi kepada para pelanggan namun pelanggan yang melakukan promosi kepada pelanggan lainnya melalui mulut ke mulut yang akan membuat barang, karena mereka tahu kualitas barang yang pernah dibuat oleh CV. Karya Mulya Utama
G. Layout PerusahaanCV. Karya Mulya Utama adalah perusahaan yang bergerak dibidang pengerjaan
permesinan. Perusahaan ini mengerjakan komponen-komponen mesin yang mendapat kerusakan, setiap orderan diterima dengan pertimbangan bahwa pekerjaan tersebut dapat dilakukan dengan menggunakan mesin-mesin yang ada di CV. Karya Mulya Utama.
Adapun mesin produksi yang dimiliki dan dipergunakan oleh CV. Karya Mulya Utama adalah sebagai berikut :
1) Hand Saw Machine 12. Hobbing Machine
2) Slothing Machine 13. Drilling and Milling Machine
3) Universal Milling Machine 14. Drilling and Milling machine
4) Universal Milling Machine 15. Radial Drilling Machine
5) Universal Milling Machine 16. Lathe Machine
6) Universal Milling Machine 17. Lathe Machine
7) Shoper Machine 18. Silindrical Grinding Machine
8) Lathe Machine 19. Houl Grinding Machine
9) Lathe Machine 20. grinding machine

10) Lathe Machine
11) Tool Catter Machine


Gambar 2. Layout Perusahaan CV. Karya Mulya UtamaTabel 1. Keterangan gambar
Ruangan Mesin
R1 = PerlengkapanR2 = Ganti Pakaian1R3 = Pelumas/oliR4 = Ganti pakaian 2R5 = Kamar mandiR6 = Pembentukan 1F7 = Pembentukan 2/ pengecatanR8 = Kantor administrasiR9 = Kantor DirekturP = Tempat parkirG = Tempat Genset
1. Gerinda2. Gerinda3. Grinding penampang4. Frais5. Hobbing6. Frais7. Bor duduk8. Bor duduk9. Bor
10. Bubut11. Bubut12. Bubut13. Bubut14. Bubut15. Las16. Skrap17. Frais + Slotting18. Frais19. Slotting20. Gergaji
21. Jek

22. Grinding silinder luar23. Grinding Silinder dalam
BAB IIIPELAKSANAAN KEGIATAN PRAKTEK INDUSTRI
A. Pengertian Roda Gigi Definisi roda gigi adalah salah satu bentuk sistem transmisi yang mempunyai fungsi mentransmisikan gaya, membalikkan putaran, mereduksi atau menaikkan putaran kecepatan. Umumnya roda gigi berbentuk silindris, di mana bagian tepi terdapat bentukan - bentukan yang menyerupai (mirip) gigi ( bergerigi ).
Jika dari dua buah roda berbentuk silinder atau kerucut yang saling bersinggunggan pada kelilingnya salah satu diputar maka yang lain akan ikut berputar. Alat yang menggunakan cara kerja semacam ini untuk mentransmisikan daya disebut roda gesek. Untuk ini kedua roda tersebut harus dibuat bergigi pada kelilingnya sehingga penerusan gaya dilakukan oleh gigi-gigi kedua roda yang saling berkaitan. Roda gigi semacam ini disebut roda gigi baik yang berbentuk silinder ataupun kerucut.
Namun untuk menghasilkan daya yang besar dan putaran yang tepat, kedua roda gesek ini harus dibuat bergigi pada kelilingnya sehingga penerusan daya dilkukan oleh gigi-gigi kedua roda yang saling berkait. Roda gigi semacam ini, yang dapat berbentuk silinder atau kerucut disebut roda gigi.[1]
B. Klasifikasi Roda GigiRoda gigi dapat diklasifikasikan dalam sebuah Tabel 2, menurut letak poros, arah
putaran, dan bentuk jalur gigi. Roda-roda gigi terpenting yang disebutkan pada Tabel 2, dapat dilihat pada Gambar 4.[1]
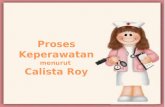
Roda gigi lurus, yaitu suatu elemen mesin yang berfungsi sebagai penerus daya dan putaran dari poros penggerak ke poros yang digerakkan tanpa terjadi slip, dimana sumbu kedua poros tersebut terletak saling sejajar.
Roda gigi ini bersifat tetap yang mana dalam artinya tidak dapat dilepas pada saat mesin dalam keadaan berputar. Dapat dilihat pada Gambar 3.
Tabel 2. Klasifikasi Roda Gigi
No.
Letak Poros Roda Gigi Keterangan
1. Roda gigi dengan poros sejajar
Roda gigi lurus (a)Roda gigi miring (b)Roda gigi miring ganda (c)
(Klasifikasi atas dasar bentuk alur gigi)

Roda gigi luarRoda gigi dalam dan pinyon (d)Batang gigi dan pinyon (e)
Arah putaran berlawananArah putaran samaGerakan lurus dan berputar
2.Roda gigi dengan poros berpotongan
Roda gigi kerucut lurus (f)Roda gigi kerucut spiral (g)
Roda gigi kerucut ZerolRoda gigi kerucut miringRoda gigi kerucut miring
gandaRoda gigi permukaan dengan poros berpotongan (h)
(Klasifikasi atas dasar bentuk jalur gigi)
3.
Roda gigi dengan poros silang
Roda gigi miring silang (i)Batang gigi miring silang
Kontak titikGerakan lurus dan berputar
Roda gigi cacing silindris(j)Roda gigi cacing selubung ganda (globoid) (k)Roda gigi cacing sampingRoda gigi cacing silindris(j)Roda gigi cacing selubung ganda (globoid) (k)Roda gigi cacing samping
Gambar 3. Roda Gigi Lurus (spur gear)

Gambar 4. Macam-macam roda gigi
Roda gigi miring yaitu elemen mesin yang mempunyai jalur gigi yang membentuk ulir pda siloinder jarak bagi, berfungsi sebagai penghubung antara roda gigi yang digerakkan dengan roda gigi penggerak dengan putaran dan daya yang sama serta dapat dilepaskan dari kedua.
Roda gigi ini meneruskan putaran dengan perbandingan reduksi yang besar. Tetapi untuk beban yang besar roda gigi cacing dapat dipergunakan dengan perbandingan sudut kontak yang lebih besar. Roda gigi ini meliputi roda gigi cacing slindris, selubung ganda (globoid), roda gigi cacing samping.

Merupakan roda gigi yang paling sering dipaka tetapi roda gigi ini sangat berisik dengan perbandingan kontak yang kecil, macam-macam roda gigi ini meliputi roda gigi kerucut lurus, spiral, miring, Zerol. Dapat dilihat pada Gambar 5.
Gambar 5. Roda Gigi Miring (Helical Gear)
Roda gigi payung (Bevel Gear) adalah roda gigi yang berbentuk tirus dan payung. Pada pemasangannya dia tegak lurus dengan sumbu poros pasangannya (Inter Section Axes) dalam memindahkan tenaga.
Roda gigi lurus pada batang (Rack Gear) yakni pada suatu batang yang empat persegi dan lurus diberi gigi lurus. Biasanya gigi ini dihubungkan dengan roda gigi lurus. Digunakan untuk memindahkan bobot dalam gerak bolak-balik lurus.
Roda gigi cacing adalah suatu roda gigi helical dan dikontakkan pada sudut helical dari gigi pada poros cacing. Roda gigi cacing dapat memperkecil putaran dan mampu memindahkan gaya besar.
C. Profil Roda Gigi1 Profil gigi sikloida ( Cycloide)
Struktur gigi melengkung cembung dan cekung mengikuti pola sikloida. Jenis gigi ini cukup baik karena presisi dan ketelitiannya baik, dapat meneruskan daya lebih besar dari jenis yang sepadan, juga keausannya dapat lebih lama. Tetapi mempunyai kerugian, diantaranya pembuatanya lebih sulit dan pemasangannya harus lebih teliti ( tidak dapat digunakan sebagai roda gigi pengganti/change wheel), dan harga lebih mahal.[2]
2 Profil gigi evolventeStruktur gigi ini berbentuk melengkung cembung, mengikuti pola evolvente. Jenis
gigi ini struktur cukup sederhana, cara pembuatanya lebih mudah, tidak sangat presisi dan maupun teliti, harga dapat lebih murah , baik ekali digunakan untuk roda gigi ganti. Jenis profil gigi evolvente dipakai sebagai profil gigi standard untuk semua keperluan transmisi
3 Profil gigi khusus

Misalnya bentuk busur lingkaran dan miring digunakan untuk transmisi daya yang besar dan khusus. Oleh sebab itu dapat dilihat pada Gambar 6.
Gambar 6. Profil Roda Gigi KhususD. Nama-Nama Bagian Roda Gigi
Nama-nama bagian utama roda gigi dapat dilihat dalam Gambar7.
Gambar 7. Nomenklatur Roda Gigi
Lingkaran Puncak (pitch circle) dari sepasang roda gigi yang berpasangan adalah saling bersinggungan satu terhadap yang lain.
Pinyon adalah roda gigi yang terkecil diantara dua roda gigi yang berpasangan.Untuk lebih besar sering disebut Roda Gigi (Gear).
Jarak Lengkung Puncak (circular pitch), p adalah jarak yang diukur pada lingkaran puncak, dari satu titik pada sebuah gigi ke suatu titik yang berkaitan pada gigi di sebelahnya. Jadi jarak lengkung puncak adalah sama dengan jumlah tebal gigi(tooth-thickness) dan lebar antara (width of space).
Modul (module), m adalah perbandingan antara diameter puncak dengan jumlah gigi.
Modul adalah indeks dari ukuran gigi pada standar SI.

Puncak diametral (diametral pitch), P adalah perbandingan antara jumlah gigi pada
roda gigi dengan diameter puncak. Atau kebalikan dari module. Puncak diametral dinyatakan
dalam jumlah gigi per inci (dalam satuan Inggris).
Addendum a adalah jarak radial antara bidang atas (top land) dengan lingkaran
puncak. Dedendum b adalah jarak radial dari bidang bawah (bottom land) ke lingkaran
puncak. Tinggi keseluruhan (whole depth) ht adalah jumlah addendum dan dedendum.
Lingkaran kebebasan (clearance circle) adalah lingkaran yang yang bersinggungan
dengan lingkaran addendum dari pasangan roda gigi
tersebut.Kebebasan (clearance), c adalah an-punggung (bock-lash) adalah besaran yang
diberikan oleh lebar antara dari satu roda gigi kepada tebal gigi dari roda gigi pasangannya
diukur pada lingkaran puncak.[1]E. Rumus Dalam Membuat Roda Gigi Lurus1. Jarak Bagi
Jarak bagi adalah jarak dari garis sumbu gigi sampai ke garis sumbu gigi dalam bentuk busur pada diameter lingkaran jarak bagi. Nilai P dapat dihitung dari keliling lingkaran jarak bagi dan untuk penjelasan pada Gambar 8: [3] ..(Seigbert Hollger. 1992. Hal:106)
Catatan: Jarak bagi adalah kelipatan dari
Gambar 8. Jarak Bagi (P)
2. Modul
Dari hubungan rasio d/z dapat diucapkan dengan p/

Nilai “modul” dapat digunakan untuk rasio-rasio yang ekuivalen. Modul tersebut diukur dalam satuan (mm), untuk penjelasan pada Gambar 9.
Catatan : modul adalah satuan standar, yang tujuannya ialah memungkinkan perhitungan dengan angka-angka bulat.[3]Keterangan:d = diameter lingkaran jarak bagi p = jarak bagi
m = modul
Gambar 9. Modul Roda Gigi
Gambar 10. Rumus roda gigi……(Umar Sukrisno; Hal.62).[4]
F. Mesin Hobbing
1. APLIKASI DAN SPESIFIKASIMesin hobbing ini mampu membuat roda gigi, roda gigi lurus dan roda
gigicacing yang cocok untuk bagian tunggal atau produksi massal. Jika pengguna memilikibeberapa mesin seperti pada Gambar 11, maka kita perlu untuk memperbaiki beberapauntuk menyelesaikan salah satunya dengan cara mempergunakannya agar tetap bekerjapresisi.[5]

Dengan kekakuan yang cukup, mesin ini ketika roda gigi hobbing dapatmemotong dengan kedalaman gigi yang diinginkan oleh satu atau lebih bagian. Untuksejumlah pemotongan, kecepatan potong harus diubah untuk masing-masing dipotong.Ketika kecepatan potong, laju pemakanan dan kedalaman pemotongan adalah dapatdipilih dan pekerjaan hanya menset-up, mesin ini gigi ke-7 Kelas akurasi IB179-83.
Mesin ini dilengkapi dengan penyesuaian perangkat hidrolik untuk mengimbangiperlawanan cut slide kompor disediakan, dapat memotong memanjat untuk meshingroda gigi dengan cara meningkatkan produktivitas digunakan.
Melintasi dibayar untuk slide kompor dan berhenti otomatis setelah hobbing inidisediakan sehingga mesin mudah digunakan dan operator dapat menghadiri beberapa mesin.
Gambar 11. Mesin Hobbing2. MEN-SETTING MESIN
a. Menyiapkan pekerjaanAkurasi dalam mendirikan kerja
(gigi kosong) merupakan prasyarat untukhobbing. Oleh karena itu, pekerjaan harus benar-benar dijepit dan konsentris denganbangku selama pekerjaan . Jika pekerjaan yang dijepit di dudukan, seharusnya tidakmudah pecah. Hal ini juga diperlukan untuk memeriksa pekerjaan pada rotasi (yaitukarya berputar di kedua arah radial dan aksial) bergerak dengan indikator dial padakompor, sehingga dapat menjaga keakuratan pekerjaan hobbed tetap.[5]
b. Setting HobAkurasi di pisau merupakan fasilitas pemakanan sebagai peran penting untuk mesin
hobbing. Bentuk dan kotoran pada pisau dan berakhir pada jarak kerah bukanlah penyebab ini defleksi penunjung kompor, ketika kacang diperketat diperbolehkan.
Bersihkan pisau keteduhan akhir dan meruncing lubang poros pisau harus dipenuhi. Mandrel pisau harus terpasang ke kumparan dengan mengencangkan menarik di Holt

didukung oleh ujung lain dengan sebuah bantalan bergerak untuk menjamin kelancaran operasi. Klip kamp ini harus terpasang erat.
Kepala pisau harus miring pada sudut saat ini. Ini adalah sudut antara sumbu oven dan posisi horisontal. Diaman harus sama dengan sudut kemiringan pisau untuk memacu roda gigi. Nilai sudut kemiringan pisau biasanya ditandai di atas pisau tersebut. Himpunan sudut, poros pertama kepala pisau dengan pengelolaan promosi di atas pisau dan kemudian dorong dengan bimbingan promosi pada skala sorong di atas pisau. Setiap divisi di sorong mewakili 6 menit.
Hal ini mengingat bahwa ketika sudut kemiringan pekerjaan dan sudut sayap dari pisau dari tangan yang sama, sudut kemiringan kepala pisau harus sama dengan selisih antara sudut. Sebaliknya, jika sudut kemiringan pekerjaan dan sudut sayap dari tangan yang berbeda dengan pisau, harus sudut putar kepala pisau sama dengan jumlah sudut tersebut. Oleh karena itu, dalam kasus sudut kemiringan kerja sama dengan sudut kemiringan pada pisau hobbing, dan kedua sudut adalah dari tangan yang sama, sudut putar kepala, sudut nol yang apabila kepala pisau ditempatkan dalam posisi horisontal.
Untuk roda gigi, disarankan untuk membawa pisau, sudut sisi dari tangan yang sama dengan sudut kemiringan kerja, sehingga arah rotasi pisau akan bekerja melawan rotasi. Itu tindakan pencegahan dalam menanggapi pengindeksan cacing dan roda cacing, orang lain seperti yang ada akan dihilangkan dan dengan demikian memperoleh akurasi yang lebih tinggi dari pekerjaan pengolahan
c. Pemilihan kecepatan potongTabel 3, memotong kecepatan untuk kompor baja pegas coil kecepatan tinggi.
Tabel 3. Kecepatan potong dalam m/min
Bahan KerjaKecepatan potong m/min
Menggosok Pengolahan
Besi cor 16-20 20-50
Baja kekuatan tarik 600 / cm N 2
25-28 30-35
Baja dalam kekuatan tarik lebih dari 600 / cm N 2
20-25 25-30
Krom-nikel baja 20-25 25-30
Perunggu 25-50
Plastik 25-40
Tabel 3, di atas dipotong untuk metode konvensional. Metode Naik pemotongan memungkinkan kecepatan rata-rata 20-25% di KOMPARASI ditingkatkan menggunakan pemotongan tradisional. Secara umum, kecepatan rata-rata lebih kecil dan lebih besar feed yang diterima untuk menjalankannya. Sebaliknya, kecepatan potong yang semakin tinggi dan

pakan kecil untuk peralatan. Untuk modul-modul yang lebih besar atau lebih banyak gigi, dan ketika akurasi tinggi diperlukan, dua bagian gigi roda gigi yang dianjurkan. [5]
Dengan menggunakan pisau multi-threaded, waktu kerja akan disimpan bila dibandingkan dengan pisau benang tunggal, adalah untuk pemakanan yang sama dan kecepatan potong. Keakuratan transmisi akan hobbed tidak begitu baik.
Ordinat menunjukkan kecepatan potong, sedangkan absis menunjukan diameter pisau. Menurut kecepatan potong dipilih dan diameter area pengerjaan menggambar garis horizontal di sebelah kanan sumbu y dan garis vertikal ke atas dari absis yang akan dipotong pada satu titik. Kemudian pilih salah satu jalur lereng menunjukkan kecepatan dari kompor, yang paling dekat dengan persimpangan. dipilih oleh garis miring, roda gigi sesuai kecepatan perubahan yang ditemukan di ujung atas dari garis miring.
Untuk integrasi RH memacu sudut pitch besar adalah pisau) mengharuskan kepala ke sisi lain, putar sehingga drive A pada shift gear pada poros lain (lebih rendah). Dalam kondisi normal, wheel drive terpasang sebuah paduan pada poros ke kanan.
Untuk menghindari parameter memakai gear cacing pengindeksan dan roda cacing untuk hobbed hubungan antara kecepatan rata-rata dan jumlah gigi roda gigi dengan kecepatan geser yang diijinkan dari roda gigi cacing pengindeksan yang tidak boleh melebihi 2 m / detik diatur, sehingga kecepatan meja kerja tidak lebih dari 7,5 U / min dapat dibatasi. [5]
Kecepatan praktis dari meja kerja dapat dihitung dengan menggunakan rumus:
(Manual operasi untuk hobbing.Hal 20)
Dimana, n = kecepatan meja kerja n = kecepatan kompor K = jumlah benang HOB Z = jumlah gigi roda gigi hobbed
Contoh, D = 60, K = 1, Z = 26Dimana, D = diameter komporJika mengambil kecepatan rata-rata untuk metode potong
konvensional min v =29,5 m/min. Kecepatan memasak adalah 165 rpm
Setelah rumus di atas, kecepatan meja kerja praktis, [5]
d. Pemilihan gigi pengindeksan perubahan dan kontra gigi e & f,Menurut hubungan antara jumlah benang kawanan dan jumlah gigi alat yang
Anda pilih untuk indeks gigi nongol perubahan jumlah gigi, sehingga e / f = 1 / 1 Rumusuntuk pemilihan program adalah f:
…..(Manual operasi untuk hobbing.Hal 21)

Jika Gears Hobbing gigi nomor Z> 161, menggunakan e gear counter & f, salah satu dari 24 gigi dan yang lainnya dari 48 gigi, i, e. e / f = ½. Rumus untuk pemilihan gigi persneling adalah:
(Manual operasi untuk hobbing.Hal 21)
Dimana, K = jumlah benang HOB Z = jumlah gigi roda gigi hobbed
Grafik pada Gambar 12, untuk memilih gigi mengubah indeks disediakan.Angka-angka diberikan dalam angka-angka dalam kaitannya dengan posisi roda gigiperubahan. Kartu itu harus dipertahankan atas dasar pisau thread tunggal. Jikabeberapa thread (K) pisaur yang digunakan, grafik di atas baja dapat digunakan, tetapimengingat jumlah gigi roda gigi dalam grafik hanya i / k adalah jumlah aktual gigi dari gigidipotong. Jika jumlah gigi roda gigi hobbed 120 dan dual-benang kompor diasumsikansama grafis, tapi memilih gigi -gigi pengindeksan 60.
Perhatikan bahwa gerakan diferensial pada umumnya, bukan untuk gigi roda gigi spur, dimana pinus-coupler (Lampiran M1), yang disediakan dengan cara kuncidalam lubang yang diperlukan harus didasarkan pada gelombang diferensial (gelombangIV) dimuat.

Gambar 12. Pemilihan gigi pengganti
e. Pemakanan Vertikal Pemilihan Gears PerubahanPemakanan vertikal dipilih berdasarkan akurasi yang
diinginkan danmenyelesaikan permukaan roda gigi yang akan dipotong. Pemakanan vertikal dipilihtergantung pada keakuratan yang diinginkan dan kualitas permukaan roda gigi yang akan dipotong, pemakanan yang lebih besar untuk hidup seadanya dan finishingpemakanan yang lebih kecil. Terlalu kecil untuk memakan, tetapi dikenakan slip pada pisau, menyebabkan panas. Kecapatan pada mesin hobbing modul gigi menengah tidak boleh Tess dari 0,5 mm.