





Bahasa
Halaman
Hukum


1
BAB I
LATAR BELAKANG
Proses produksi merupakan ilmu yang mempelajari
tentang mesin-mesin yang berkaitan dengan kegiatan produksi
khususnya pada bidang Industri. Selain mempelajari tentang
teori dari mesin tersebut, proses produksi juga menjelaskan
tentang cara penggunaanya serta pengoperasian mesin secara
manual dan otomatis, serta pengoperasian mesin yang benar
sehingga terwujud K3 ( Keselamatan dan Kesehatan Kerja ).
Mempelajari ilmu Proses Produksi dalam praktikum ini
sangatlah penting, terutama yang berkaitan dengan mesin-
mesin seperti mesin bubut, mesin sekrap, mesin milling/ frais,
danmesin lainnya. Pengetahuan akan mesin tersebut dapat
diketahui dan dapat dilakukan dengan baik, sehingga dapat
meningkatkan produktifitas serta mutu dari produk yang
dihasilkan. Sebagai orang yang nantinya akan bekerja
dibidang teknologi dan industri harus dapat mengetahui
tentang semua hal dari mesin-mesin tersebut.
Mesin-mesin yang dipelajari pada praktikum proses
produksi, yaitu mengenai mesin bubut, mesin sekrap, mesin
milling/ frais, mesin drilling, mesin pemotong plat, mesin
penekuk, mesin power hack saw dan mesin las. Mesin-mesin
tersebut digunakan untuk menyelesaikan laporan pembuatan
produk poros, roda gigi, dan bangku atau meja dengan
desain gambar yang di buat menggunakan software autocad.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

2
Macam – macam mesin pada proses produksi ini antara
lain, konvensional dan non konvensional. Mesin yang
praktikan gunakan pada laboraturium proses produksi
Universitas Brawijaya ini menggunakan mesin konvensional,
dengan begitu di harapkan praktikan dapat mengoperasikan
mesin secara manual dengan tingkat kesulitan yang lebih
tinggi di bandingkan apabila menggunakan mesin non
konvesional. Sehingga nantinya pada saat bekerja praktikan
dapat mudah beradaptasi dengan mesin yang ada di perusahaan
industri di mana praktikan akan bekerja.
Praktikum Proses Produksi merupakan praktikum yang
menunjang bagi Jurusan Teknik Industri untuk membekali dan
meningkatkan pemahaman yang bertujuan untuk mengetahui dan
mengoperasikan mesin secara baik. Maka diharapkan berguna
sesuai
dengan kebutuhan masyarakat baik merencanakan, memperbaiki,
melaksanakan dan mengendalikan suatu sistem kerja.
Pengetahuan terhadap mesin-mesin proses produksi tersebut
sebagai salah satu bagian dari perkembangan teknologi.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

3
BAB II
PRAKTIKUM
2.1 PP 01 Mesin Bubut
2.1.1 Tujuan
Tujuan Umum
a. Pengenalan secara langsung mesin-mesin perkakas
serta cara pengoperasiannya.
b. Peningkatan pengetahuan serta keterampilan tentang
mesin-mesin perkakas.
Tujuan Khusus
a. Dapat mengetahui, menguasai dan menjalankan mesin
bubut
b. Mengetahui proses dan cara pembuatan benda kerja
dengan mesin bubut.
c. Mengetahui dan memahami cara pembuatan ulir.
2.1.2 Desain
(Terlampir)
2.1.3 Alat-Alat yang Digunakan
1. Mesin Bubut
Digunakan untuk membuat poros berulir.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

4
Gambar 2.1 Mesin BubutSumber : Laboratorium Proses Produksi 1, Universitas
Brawijaya
2. Stop Watch
Digunakan untuk mengetahui waktu dalam proses
pemakanan.
Gambar 2.2 Stop WatchSumber : Laboratorium Proses Produksi 1, Universitas
Brawijaya
3. Kunci Chuck
Digunakan untuk mengecangkan chuck / pencekam,
bentuk matanya biasanya bujur sangkar.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

5
Gambar 2.3. Kunci ChuckSumber : Laboratorium Proses Produksi 1, Universitas
Brawijaya
4. Center Gauge
Digunakan untuk menyenterkan benda kerja.
Gambar 2.4 Center GaugeSumber : Laboratorium Proses Produksi 1, Universitas
Brawijaya
5. Kunci Pahat
Digunakan untuk mengencangkan pahat agar selama
proses pembubutan kedudukan pahat tidak berubah.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

6
Gambar 2.5 Kunci PahatSumber : Laboratorium Proses Produksi 1, Universitas
Brawijaya
6. Tachometer
Digunakan untuk mengukur putaran dari spindle.
Gambar 2.6 TachometerSumber : Laboratorium Proses Produksi 1, Universitas
Brawijaya
7. Pahat HSS
Digunakan sebagai tempat kedudukan benda kerja
sebelum dipasang pada chuck.
Gambar 2.7 Pahat HSSSumber : Laboratorium Proses Produksi 1, Universitas
Brawijaya
8. Jangka Sorong
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

7
Digunakan untuk mengukur dimensi benda kerja.
Gambar 2.8 Jangka SorongSumber : Laboratorium Proses Produksi 1, Universitas
Brawijaya
Bahan-Bahan yang Digunakan
1. Baja
Gambar 2.9 BajaSumber : Laboratorium Proses Produksi 1, Universitas
Brawijaya
Keterangan : Baja ST 37 ᴓ 24.33 mm, L= 110 mm
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
8
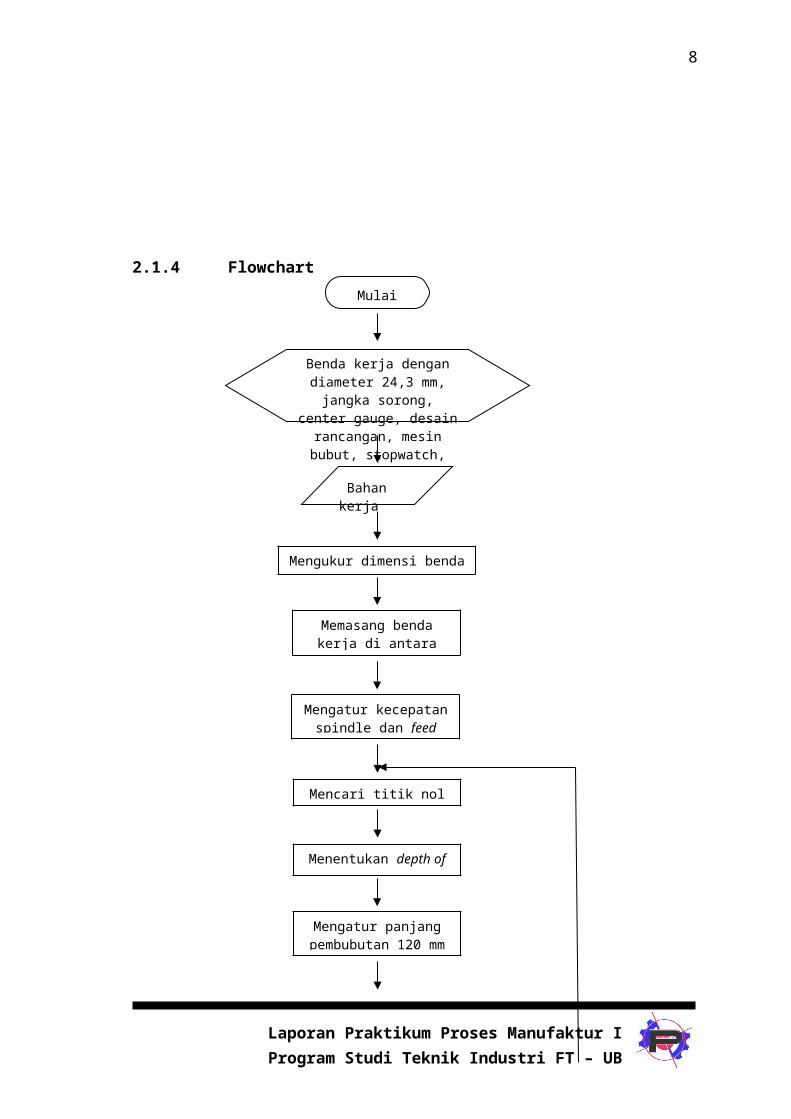
2.1.4 Flowchart
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
Mulai
Benda kerja dengan diameter 24,3 mm, jangka sorong,
center gauge, desain rancangan, mesin bubut, stopwatch,
pahat Bahan kerja
Mengukur dimensi benda
Memasang bendakerja di antara
Mengatur kecepatanspindle dan feed
Mencari titik nol
Menentukan depth ofcut
Mengatur panjangpembubutan 120 mm

9
Tidak
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
A
A
Tidak
Ya
Pembubutan
Apakah diameter benda kerja = 22,3 mm?
Pembubutan
Ya
Menentukan ukuran sudut,sebesar 15o dengan
Penanda panjang
Mengatur putaran
Kembalikan eretan ataske sudut 0o
Kembali ke titik nolbenda kerja
Melakukan
Masukkan depth of cut
Apakah sudah
membentuk tirus zoom
15o ?

10
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
B
B
Mengatur n = 65rpm
p = 1,75
Mencari titik nol penguliran
Penguliran
Mengatur panjang penguliran 50 mm
Menentukan depth of cut
Apakah hasil
penguliran sudah
selesai ?
Melepas bendakerjaPoros
berulirSelesai

11
2.1.5 Data Hasil Praktikum
Jenis Mesin : Bubut
Type : KW 1500604
Daya (P) : 0,55 KW
Bahan yang digunakan :
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
Tida
12
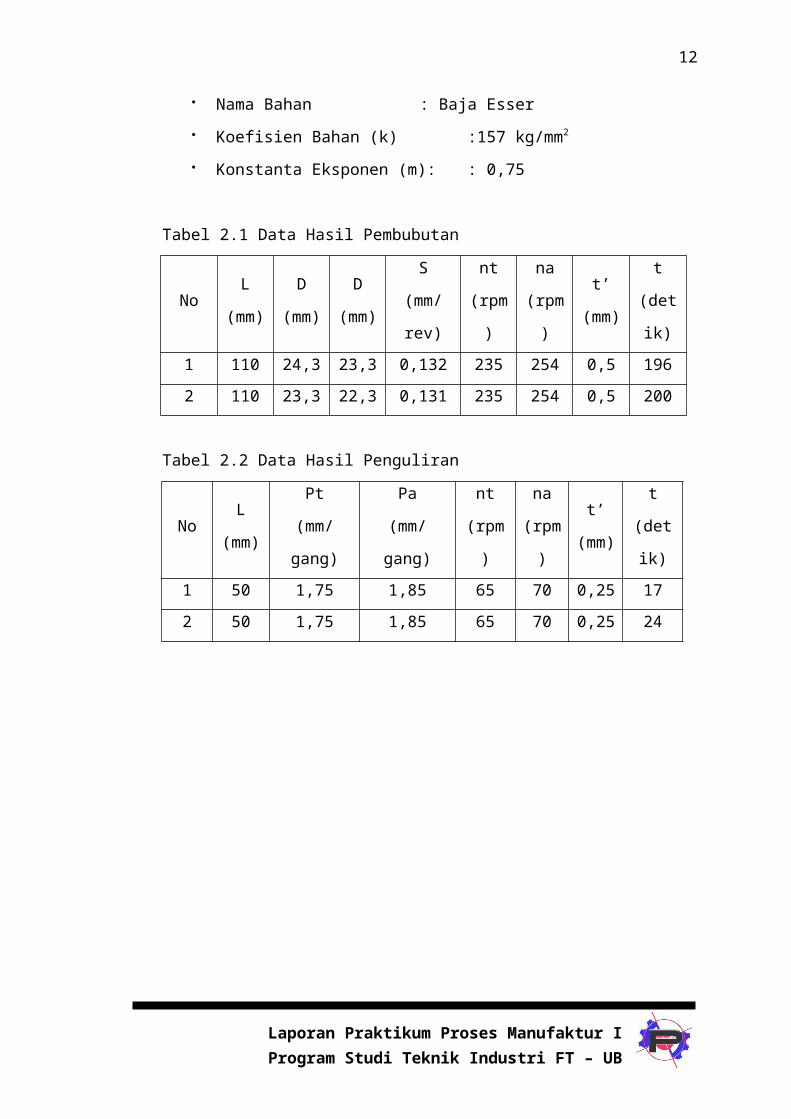
Nama Bahan : Baja Esser Koefisien Bahan (k) :157 kg/mm2
Konstanta Eksponen (m): : 0,75
Tabel 2.1 Data Hasil Pembubutan
NoL
(mm)
D
(mm)
D
(mm)
S
(mm/
rev)
nt
(rpm
)
na
(rpm
)
t’
(mm)
t
(det
ik)1 110 24,3 23,3 0,132 235 254 0,5 1962 110 23,3 22,3 0,131 235 254 0,5 200
Tabel 2.2 Data Hasil Penguliran
NoL
(mm)
Pt
(mm/
gang)
Pa
(mm/
gang)
nt
(rpm
)
na
(rpm
)
t’
(mm)
t
(det
ik)1 50 1,75 1,85 65 70 0,25 172 50 1,75 1,85 65 70 0,25 24
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

13
2.1.6 Perhitungan
o Teoritis
1. Kecepatan pemotongan (v)
a. Pembubutan (Teoritis)
b. Penguliran
2. Feed Motion (s)
s = 0,132 mm/rev
3. Gaya Pemotongan Vertikal (Pz)
Pz = Kt’sm
= 157 x 0,5 x 0,132 0,75
= 17,19 kg
4. Daya Pemotongan (Nc)
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

14
5. Machining Time
=
6. Momen Torsi (Mt)
=
7. Tenaga Motor (Nm)
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

15
o Aktual
1. Kecepatan pemotongan (v)
c. Pembubutan
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
16
d. Penguliran
2. Feed Motion (s)
s = 0,131 mm/rev
3. Gaya Pemotongan Vertikal (Pz)
Pz = Kt’sm
= 157 x 0,5 x 0,131 0,75
= 17,12 kg
4. Daya Pemotongan (Nc)
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
17
5. Machining Time
=
6. Momen Torsi (Mt)
=
7. Tenaga Motor (Nm)
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

18
2.1.7 Grafik dan Pembahasan
Tabel 2.3 Hubungan Feed Motion (s) dengan Gaya
Pemotongan (Pz)
NO Kelompok
Data Teoritis Data AktualFeedMotion(s)
GayaPemotong
(Pz)
FeedMotion (s)
GayaPemotong(Pz)
1 Kelompok25 0,105 14,48 0,104 14,38
2 Kelompok26 0,132 17,19 0,131 17,12
3 Kelompok27 0,158 19,67 0,156 19,45
4 Kelompok28 0,166 20,42 0,165 20,26
5 Kelompok29 0,184 22,05 0,180 21,68
6 Kelompok30 0,205 23,92 0,201 23,53
Grafik Hubungan Feed Motion (s) dengan Gaya Pemotongan
(Pz)
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
19
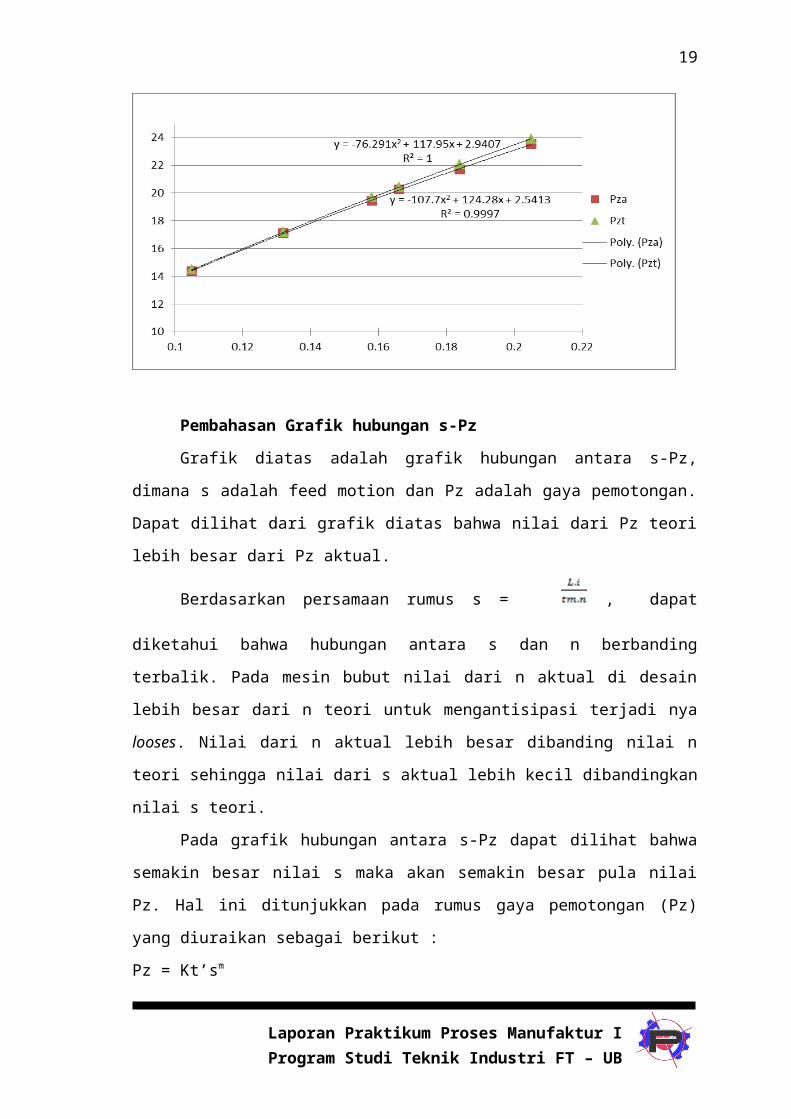
Pembahasan Grafik hubungan s-Pz
Grafik diatas adalah grafik hubungan antara s-Pz,
dimana s adalah feed motion dan Pz adalah gaya pemotongan.
Dapat dilihat dari grafik diatas bahwa nilai dari Pz teori
lebih besar dari Pz aktual.
Berdasarkan persamaan rumus s = , dapat
diketahui bahwa hubungan antara s dan n berbanding
terbalik. Pada mesin bubut nilai dari n aktual di desain
lebih besar dari n teori untuk mengantisipasi terjadi nya
looses. Nilai dari n aktual lebih besar dibanding nilai n
teori sehingga nilai dari s aktual lebih kecil dibandingkan
nilai s teori.
Pada grafik hubungan antara s-Pz dapat dilihat bahwa
semakin besar nilai s maka akan semakin besar pula nilai
Pz. Hal ini ditunjukkan pada rumus gaya pemotongan (Pz)
yang diuraikan sebagai berikut :
Pz = Kt’sm
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

20
Dimana : K = Koefisien bahan (kg/mm)
t' = depth of cut (mm)
s = feed motion (mm/rev)
m = konstanta eksponen
Sehingga hubungan antara s dan Pz berbanding lurus.
Karena nilai dari s aktual lebih kecil dibandingkan nilai s
teori sehingga nilai dari Pz aktual lebih kecil dari Pz
teori.
Tabel 2. 4 Hubungan Putaran Spindel (n) dengan Daya
Pemotongan (Nc)
No Kelompok
Data Teoritis Data AktualPutara
nSpindle (n)
DayaPemotongan (Nc)
Putaran
Spindle (n)
DayaPemotongan (Nc)
1 Kelompok 2 65 0,014 70 0,015
2 Kelompok14 180 0,040 196 0,044
3 Kelompok32 200 0,045 211 0,047
4 Kelompok26 235 0,050 254 0,054
5 Kelompok20 330 0,067 348 0,074
6 Kelompok 8 550 0,116 583 0,130
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

21
Grafik Hubungan Putaran Spindel (n) dengan Daya
Pemotongan (Nc)
Pembahasan grafik hubungan n-Nc
Grafik diatas adalah grafik hubungan antara n dengan
Nc, dimana n adalah putaran spindel dan Nc adalah daya
pemotongan. Dapat dilihat dari grafik bahwa nilai dari Nc
aktual lebih besar dari nilai Nc teoritis
Pada mesin bubut nilai dari n aktual di desain lebih
besar dari n teori. Hal ini disebabkan pada saat beroperasi
nya mesin terdapat energi yang hilang sehingga efisiensi
mesin tidak mungkin mencapai 100%. Untuk mengantisipasi hal
ini maka nilai dari n aktual lebih besar dari nilai n
teori.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
22
Pada grafik hubungan antara n-Nc dapat dilihat bahwa
semakin besar nilai dari n maka semakin besar pula nilai
dari Nc. Berdasarkan rumus daya pemotongan (Nc) :
Nc =
Dimana : Pz = Gaya pemotongan (kg/mm)
v = kecepatan pemotongan (mm)
Nilai v di dapat dari formulasi v = , maka bisa
diketahui bahwa nilai Nc dengan v berbanding lurus dan
nilai v dengan n berbanding lurus, sehingga nilai Nc dan n
berbanding lurus. Nilai dari n aktual lebih besar dari
nilai teori, maka nilai dari Nc aktual lebih besar dari
nilai n teori.
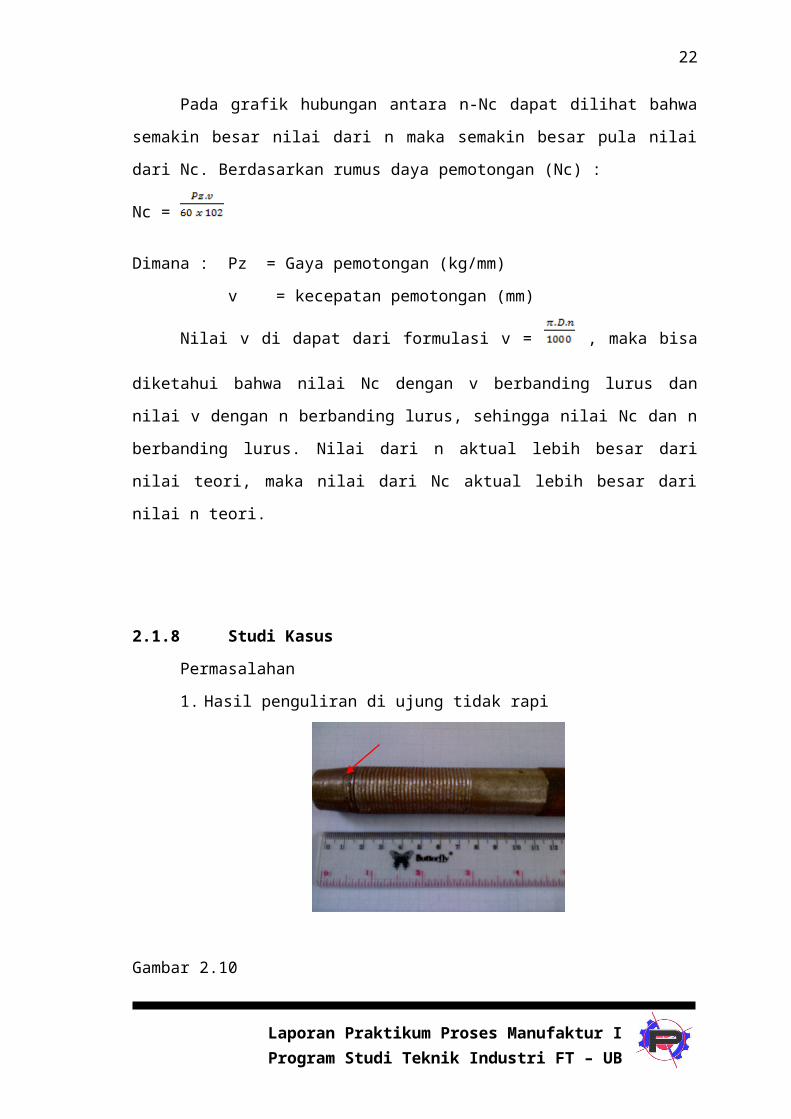
2.1.8 Studi Kasus
Permasalahan
1. Hasil penguliran di ujung tidak rapi
Gambar 2.10
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

23
o Penyebab : ketika menentukan titik nol,
pertama tidak berada di sisi pinggir
benda kerja, yang kedua, titik nol
memakan terlalu ke dalam.
o Solusi : Praktikan lebih teliti dalam
penentuan titik nol dan ketika penentuan
titik, benda kerja harus dilakukan di
pinggir benda kerja.
2. Jarak antar pitch tidak sama
Gambar 2.11 Benda Kerja
o Penyebab : Feed motion yang digunakan besar
o Solusi : Saat akhir pemakanan/finishing,
menggunakan feed motion yang lebih kecil agar
hasil permukaan penirusan lebih halus.
2.3 PP 02 Mesin Milling dan Mesin Bor
2.3.1 Tujuan
Tujuan Umum
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

24
a. Pengenalan secara langsung mesin-mesin perkakas
serta cara pengoperasiannya.
b. Peningkatan pengetahuan serta keterampilan tentang
mesin-mesin perkakas.
Tujuan Khusus
c. Mengetahui serta mampu mengoperasikan bagian-
bagian dari mesin milling dan bor.
d. Melatih praktikan melakukan pekerjaan dalam
pembuatan roda gigi, alur pada poros dengan
menggunakan mesin milling dan mengetahui macam-
macam pekerjaan yang dapat dilakukan.
2.3.2 Desain
(Terlampir)
2.3.3 Alat-Alat dan Bahan yang Digunakan
A. Alat-alat
1. Jangka Sorong
Gambar 2.13 Jangka SorongSumber : Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan untuk mengukur dimensi benda kerja.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

25
2. Stop Watch
Gambar 2.14 Stop WatchSumber: Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan untuk mengetahui waktu dalam
proses pemakanan.
3. Kunci Chuck
Gambar 2.15 Kunci ChuckSumber: Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan untuk mengecangkan chuck / pencekam,
bentuk matanya biasanya bujur sangkar.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

26
4. Kunci L
Gambar 2.16 Kunci LSumber: Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan untuk mengecangkan tailstock agar selama
proses pegerjaan, kedudukan tailstock tidak
berubah.
5. Kunci Pas
Gambar 2.17 Kunci PasSumber : Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan untuk mengencangkan benda kerja pada
poros berulir dan mengatur kedudukan index crank.
6. Obeng
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
27
Gambar 2.18 ObengSumber : Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan untuk mengatur sector arm.
7. Poros Berulir
Gambar 2.19 Poros BerulirSumber : Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan sebagai tempat kedudukan benda kerja
sebelum dipasang pada chuck.
8. Mesin Milling X6328B
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

28
Gambar 2.20 Mesin Milling X6328BSumber : Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan untuk membuat roda gigi
9. Mesin Bor
Gambar 2.21 Mesin BorSumber : Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan untuk proses pengeboran.
10. Index Dividing Head
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

29
Gambar 2.22 Index Dividing HeadSumber : Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan untuk memutar benda kerja melalui besar
sudut tertentu, sehingga menghasilkan pemotongan
dengan jarak yang sama.
11. Milling Cutter
Gambar 2.23 Milling CutterSumber : Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan untuk memotong benda
12.Mata Bor
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

30
Gambar 2.24 Mata BorSumber : Laboratorium Proses Produksi 1, Universitas Brawijaya
Digunakan untuk membuat lubang pada roda gigi.
13.Penitik
Gambar 2.25 PenitikSumber : Laboratorium Proses Produksi 1, Universitas
Brawijaya
Digunakan untuk menandai benda kerja yang akan dibor.
B. Bahan
1. Aluminium
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

31
Gambar 2.26 AluminiumSumber : Laboratorium Proses Produksi, Universitas Brawijaya
Keterangan : Diameter 56,25 mm.
2.3.4 Flowchart
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
Mulai
Alat Bantu, Desain Produk, Parameter
Pemotongan :a. Mesin Bor :
Kecepatan pengeboran dan feed
motionb. Mesin Milling :
Depth of cut, kecepatan putaran
spindle, dan feed motion
Input bahan (silinder aluminium)

32
Tidak
Ya
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
A
Silinder aluminium ditandai dengan diberi
Atur kecepatan putar
Letakkan silinder aluminium
Nyalakan mesin
Lakukan pengeboran
Matikan mesin
Apakah jumlah dan diameter lubang sudah
sesuai?
Lepaskan silinder aluminium
A
Bersihkanmesin
Pasang silinder aluminium padaporos berulir
Pasang poros berulir dan silinderaluminium pada chuck
Pasang dan kencangkan murporos
KencangkanchuckTaruh engkol pada deret23
Kendurkan mur pengunciengkol
Posisikan engkol padatitik nol
Kencangkan mur pengunci engkol menggunakankunci inggris
Kendurkan baut penguncistopper
Setting stopper end pada posisi 14dari deret 23
Setting stopper startpada posisi nol
BKencangkan kembali baut penguncistopper
Atur kecepatan spindle mesinAtur feed motion

33
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

34
Tidak
Tidak
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
B
Atur table hingga benda kerja berada tepat dibawah milling cutter
Atur saddle hingga diameter benda kerja segarisdengan milling cutter
Atur depth of cut = 2,5 mm
Nyalakan mesin
Atur index dividing head
Lakukan pemakanan
Kembalikan benda kerja ke posisiawal
Putar engkol 2 14/23
Geser stopper start ke posisi akhirengkol
Apakah Z = 23?
Apakah H = 2,25 mm ?
C
Ya
Ya

35
Tidak
Ya
Tidak
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
C
Atur depth of cut = 2,8125 mm
Nyalakan mesin
Atur index dividing head
Lakukan pemakanan
Kembalikan benda kerja ke posisiawal
Putar engkol 2 14/23
Geser stopper start ke posisi akhirengkol
Apakah Z = 23?
Apakah H = 5,0625 mm ?

36
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
Lepaskan poros dan produk darichuck
Lepaskan produk dari poros
Taruh poros berulir dan produk padaragum
Kendurkan chuck
D
D
Bersihkan mesin
Kembalikan peralatan ke tempatsemula
Roda gigi dengan Z = 23, H = 5,0625 dan memiliki lima lubang
Selesai
Ya
37
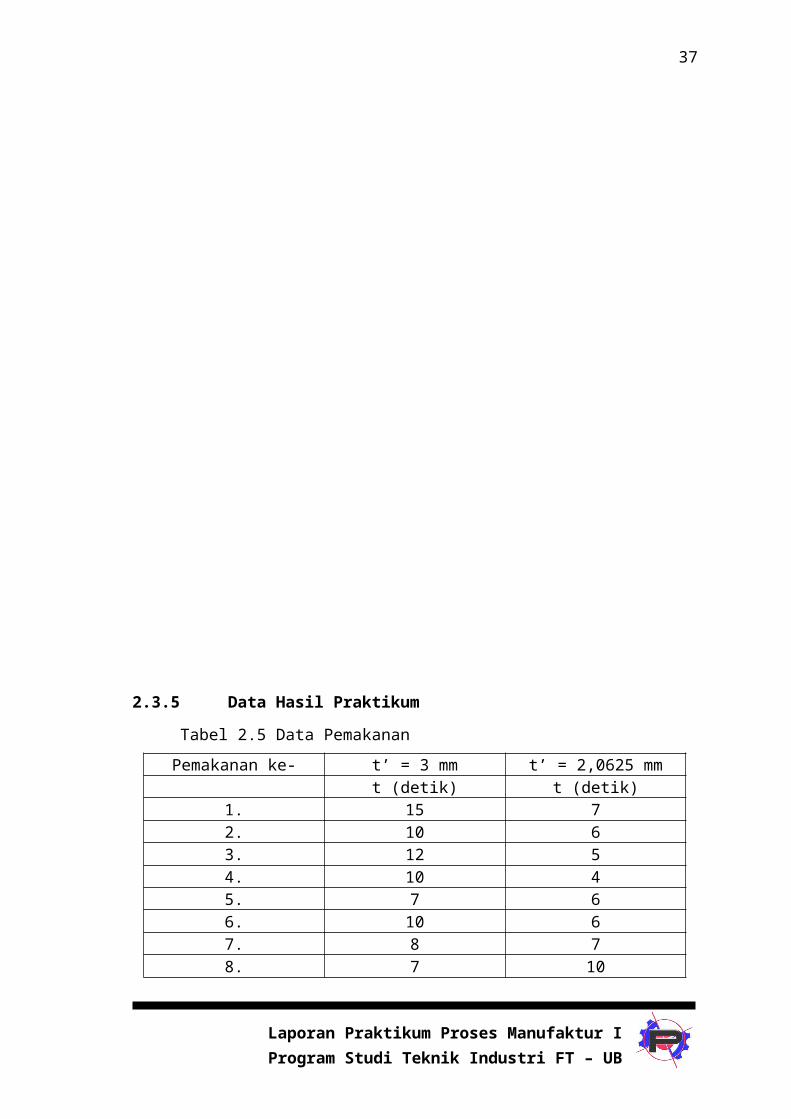
2.3.5 Data Hasil Praktikum
Tabel 2.5 Data PemakananPemakanan ke- t’ = 3 mm t’ = 2,0625 mm
t (detik) t (detik)1. 15 72. 10 63. 12 54. 10 45. 7 66. 10 67. 8 78. 7 10
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

38
9. 8 1010. 5 611. 6 612. 6 413. 6 514. 6 415. 7 616. 6 417. 6 418. 6 419. 6 420. 7 421. 6 422. 7 423. 7 4 174 s 124 s
(sekon) 7,56 s 5,39 s (menit) 0,126 0,089
a. Mesin Milling
Data Proses Mesin Milling
Putaran yang digunakan (n) : 680 rpm
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

39
Feed motion (s) : 0,4546 mm/rev
Diameter Cutter (D) : 62 mm
Depth of cut (t’) : 3 mm
Modul (M) : 2,25 mm
Dimensi roda gigi yang dibuat :
Teoritis
1. Diameter kepala (Dk) : 56,25 mm
2. Diameter pitch (Dp) : 51,75 mm
3. Jumlah gigi (Z) : 23
4. Tinggi gigi (H) : 5,0625 mm
5. Tebal gigi (t) : 3,5325 mm
Aktual
1. Diameter kepala (Dk) : 56,35 mm
2. Diameter pitch (Dp) : 51,6 mm
3. Jumlah gigi (Z) : 23
4. Tinggi gigi (H) : 5,0625 mm
5. Tebal gigi (t) : 3,9 mm
Bahan benda kerja : aluminium
Konstanta bahan : 32 kg/mm2
Konstanta eksponen : 0,5
Lebar benda kerja : 19,65 mm
Jumlah gigi worm wheel (K) : 60
Jumlah putaran untuk index plate (x) : 2
Tabel 2.6 Perbandingan Data Teori dan AktualParameter Teori Aktual
Dk 56,25 56,35Dp 51,75 51,6
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

40
Z 23 23H 5,0625 5,0625T 3,5325 3,9
b. Mesin Bor
Tegangan = 380 V
Diameter mata bor = 6 mm
Kecepatan Putar = 350 rpm
Panjang Pengeboran = 19,65 mm
Banyak Pemakanan = 5 kali
Waktu Pengeboran = 39,2 detik
= 0,65 menit
Konstanta bahan
Aliminium = 32 kg/mm2
Besi Siku = 84,7 kg/mm2
Pelat = 37,5 kg/mm2
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

41
2.3.6 Perhitungan
a. Mesin Milling (Aktual)
1. Diameter Pitch (Dp)
Dp = Dk - 2M
= 56,35 – 4,5
= 51,85 mm
2. Jumlah gigi
Z =
=
= 233. Jumlah putaran untuk index plate (X)
X =
=
= 2 putaran
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

42
4. Tinggi gigi (H)
H = 2,25M
= 2,25 (2,25)
= 5,0625 mm
5. Tinggi kepala gigi (hk)
hk = kM
= 1x 2,25
= 2,25 mm
6. Tinggi kaki gigi (hf)
hf = hk + ck
= 2,25 + 0,25(2,25)
= 2,8125 mm
7. Tebal gigi
=
= 3,5325 mm
8. Feed Motion (s)
s =
=
= 0,4546 mm/rev
9. Gaya Pemotongan (Pz)
Pz = K.t’.sm
= 32 x 3 x (0,4546) 0,5
= 64,72 kgf
10. Momen Torsi (Mt)
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

43
Mt =
=
= 2006,32 kgf.mm11. Daya Pemotongan (Nc)
Nc =
=
= 1,4 kW
12. Kecepatan potong
=
= 132,3824 m/menit
Mesin Milling (Teoritis)
1. Diameter Pitch (Dp)
Dp = Dk-2M
= 56,25 – 4,5
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

44
= 51,75 mm
2. Jumlah gigi
Z =
=
= 23
3. Jumlah putaran untuk index plate (X)
X =
=
= 2 putaran
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
45
b. Mesin Bor
1. a. Kecepatan pengeboran berdasarkan perhitungan
=
= 6,594 m/menit
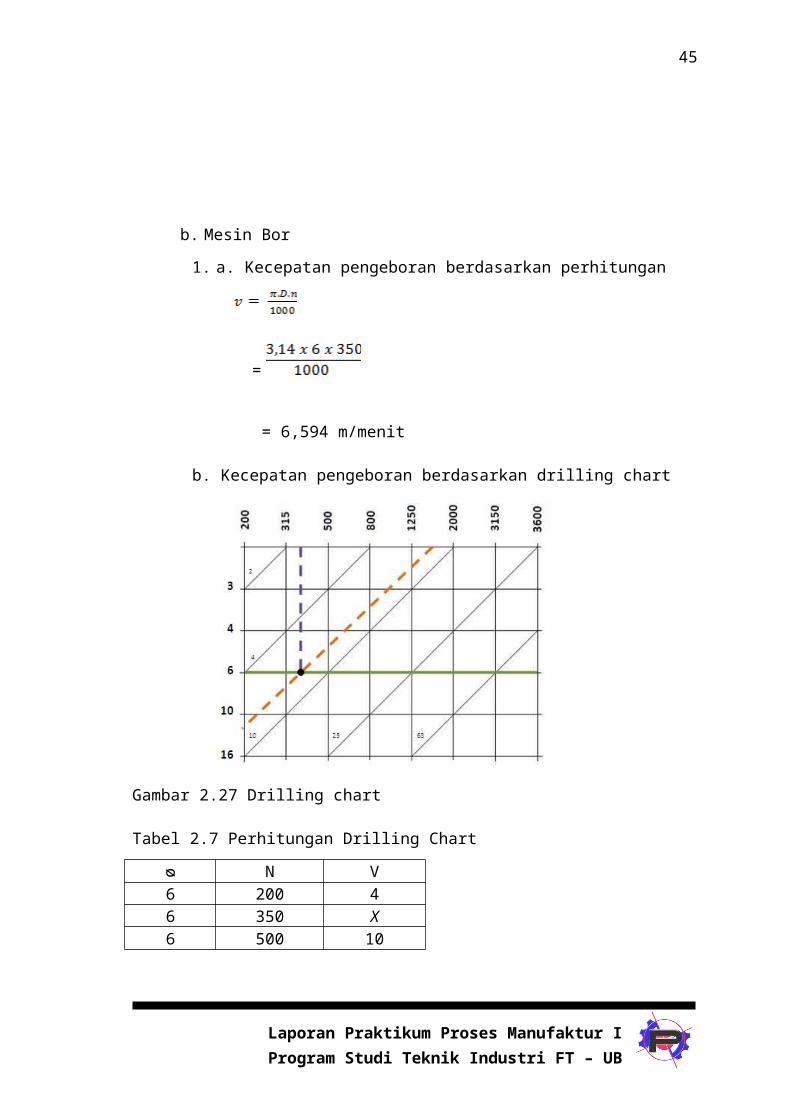
b. Kecepatan pengeboran berdasarkan drilling chart
Gambar 2.27 Drilling chart
Tabel 2.7 Perhitungan Drilling Chart
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
ᴓ N V6 200 46 350 X6 500 10

46
10 – x = 3
x = 7 m/menit2. Feed motion (s)
s =
=
= 0,08 mm/rev
3. Momen torsi (Mt)
Mt = C.D 1,9.s 0,8
= 32 x 6 1,9 x 0,4318 0,8
= 491,88 kg.mm
4. Daya Pengeboran
Nc =
=
= 0,176 kW
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

47
2.3.7 Studi kasus
Permasalahan :
1. Dimensi benda tidak sama dengan model gambar
Gambar 2.28 Benda Kerja
Penyebab : Kesalahan pada pembacaan jangka sorong.
Solusi : Operator harus lebih teliti dan lebih
memahami cara dalam pembacaan jangka sorong.
2. Jarak lubang di roda gigi tidak simetris
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
48
Gambar 2.29 Benda Kerja
Penyebab : Kesalahan pada desain gambar.
Solusi : Operator harus lebih teliti dalam
pembuatan desain benda kerja dengan
menggunakan AutoCad dan butuh banyak belajar
lagi.
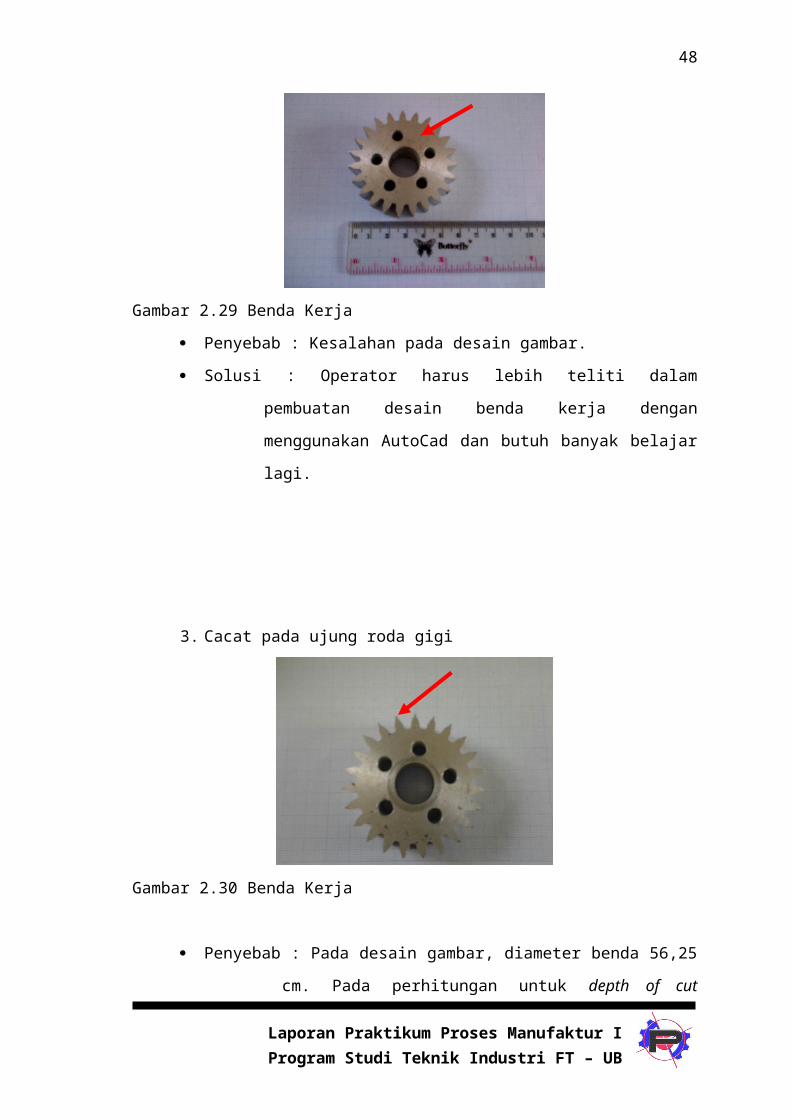
3. Cacat pada ujung roda gigi
Gambar 2.30 Benda Kerja
Penyebab : Pada desain gambar, diameter benda 56,25
cm. Pada perhitungan untuk depth of cut
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

49
memakai diameter benda kerja aktual yaitu
56,35 cm, sehingga pemakanan benda kurang
tepat.
Solusi : Operator seharusnya melakukan perhitungan
depth of cut ulang menggunakan diameter aktual
agar hasil pada benda kerja sesuai dengan
desain gambar.
2.3 PP 03 PENGELASAN DAN KERJA BANGKU
2.3.1 Tujuan
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

50
a. Mengetahui komponen-komponen yang terdapat pada
mesin las, mesin bor, mesin power hack saw dan alat-
alat kerja bangku.
b. Dapat mengoperasikan mesin las, mesin bor, mesin
power hack saw dan alat-alat kerja bangku lainnya.
c. Mampu membuat alat-alat yang memiliki nilai guna
dan nilai ekonomis.
d. Dapat mengaplikasikan materi Proses Manufaktur I
di kehidupan nyata.
2.3.2 Desain
(Terlampir)
2.3.3 Alat dan Bahan
a. Alat
1. Mesin Las SMAW Frowig 205
Mesin yang digunakan untuk menyambung atau
memotong suatu benda kerja.
Gambar 2.31 Mesin Las SMAW Frowig 205.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
51
Sumber: Laboratorium Proses Produksi I (2013)
Keterangan :
1. Current Regulator
2. Tang Elektroda
3. Elektroda
4. Welding Masks
5. Tang Massa
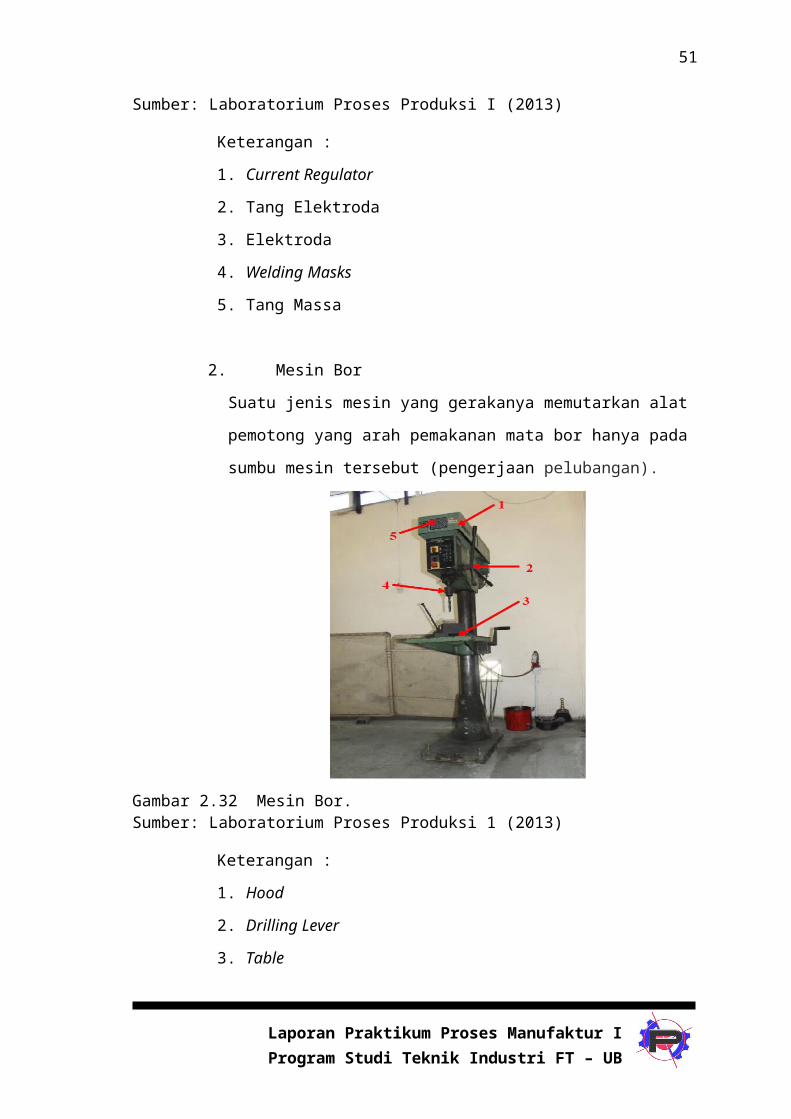
2. Mesin Bor
Suatu jenis mesin yang gerakanya memutarkan alat
pemotong yang arah pemakanan mata bor hanya pada
sumbu mesin tersebut (pengerjaan pelubangan).
Gambar 2.32 Mesin Bor.Sumber: Laboratorium Proses Produksi 1 (2013)
Keterangan :
1. Hood
2. Drilling Lever
3. Table
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
52
4. Tool Holder
5. Drilling Chart
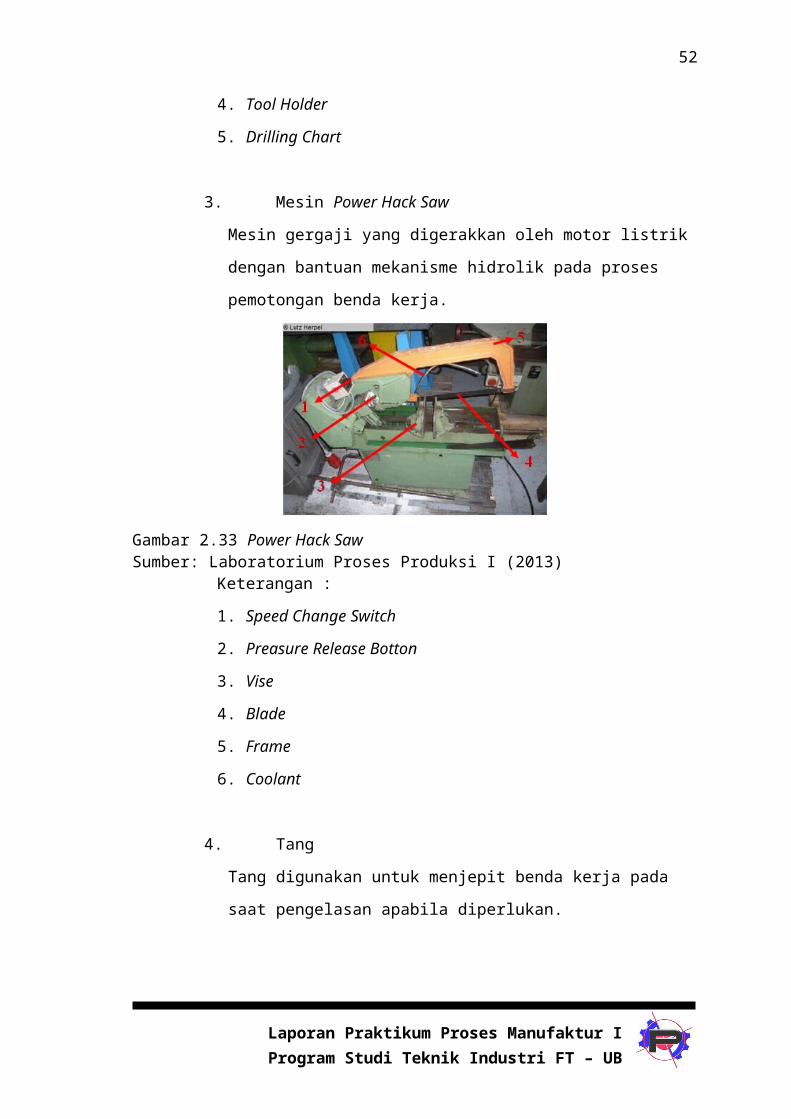
3. Mesin Power Hack Saw
Mesin gergaji yang digerakkan oleh motor listrik
dengan bantuan mekanisme hidrolik pada proses
pemotongan benda kerja.
Gambar 2.33 Power Hack SawSumber: Laboratorium Proses Produksi I (2013)
Keterangan :
1. Speed Change Switch
2. Preasure Release Botton
3. Vise
4. Blade
5. Frame
6. Coolant
4. Tang
Tang digunakan untuk menjepit benda kerja pada
saat pengelasan apabila diperlukan.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

53
Gambar 2.34 TangSumber: Soegeng (2011)
5. Kacamata Las
Kacamata las digunakan sebagai pelindung mata
dari paparan radiasi yang dihasilkan dari
percikan api pada saat proses pengelasan.
Gambar 2.35 Kacamata Las.Sumber: Anonim (2011)
6. Stop Watch
Stop Watch digunakan sebagai alat yang digunakan
untuk mengukur waktu.
Gambar 2.36 Stop watch.Sumber: Laboratorium Proses Produksi I (2013)
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

54
7. Penggaris
Penggaris digunakan sebagai alat ukur benda kerja
setelah dilas.
Gambar 2.37 Penggaris.Sumber: Anonim(2010)
8. Palu
Palu digunakan untuk membersihkan terak.
Gambar 2.38 Palu.Sumber: Anonim(2011)
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

55
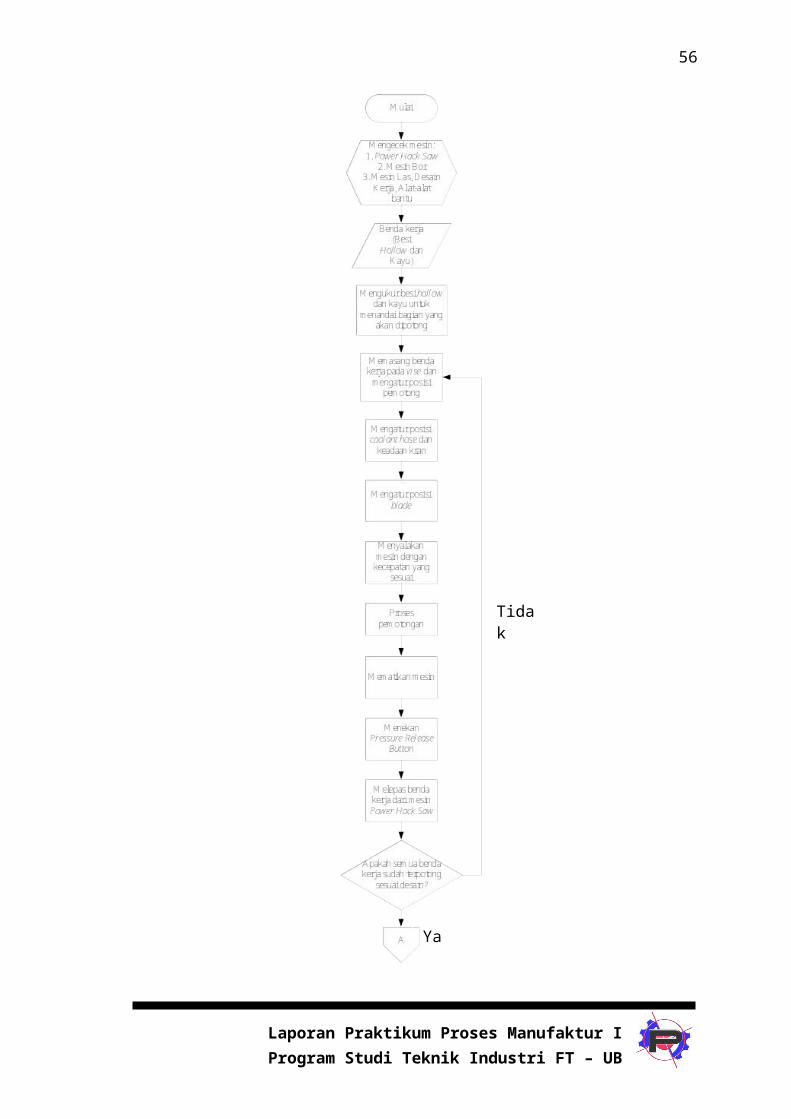
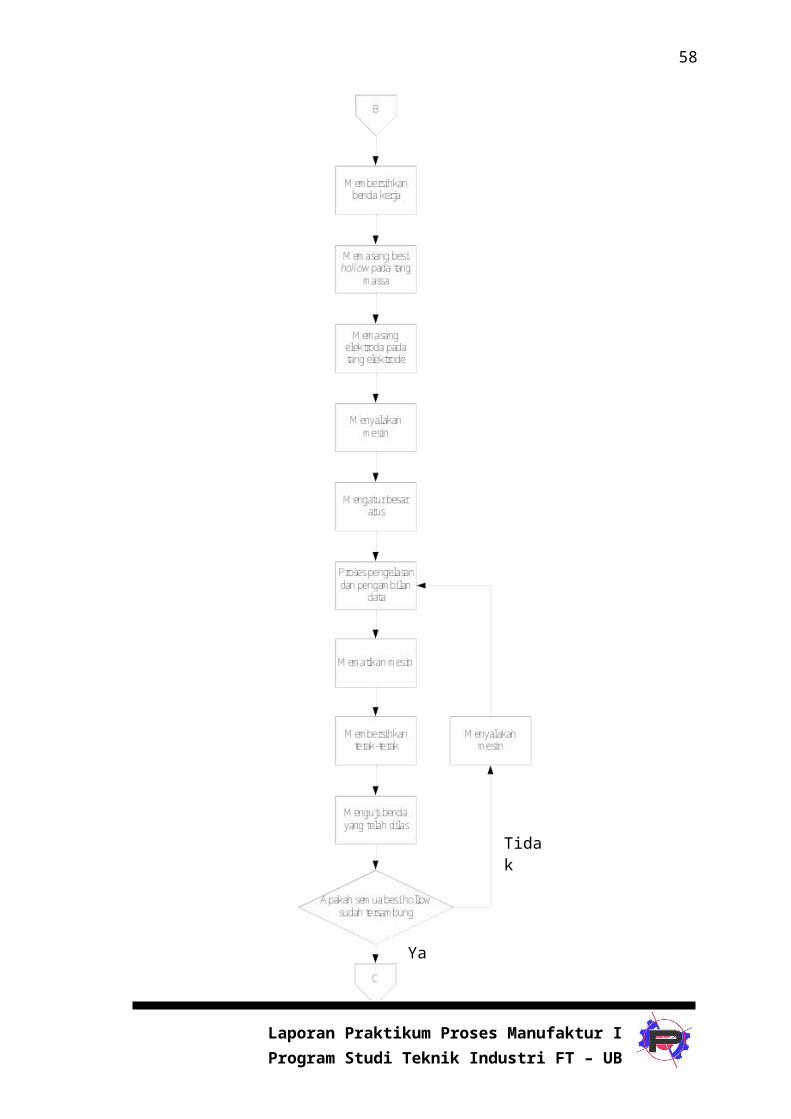
2.3.4 Flowchart
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
56
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
Tidak
Ya

57
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
Ya
Tidak
58
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
Ya
Tidak

59
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

60
2.3.5 Data Hasil Praktikum
Data yang diambil
Jenis bahan = Pelat
Tegangan = 25 Volt
Arus = 70 Ampere
Tebal Las = 5 mm
Panjang pengelasan = 70,9 mm
Tahanan = 0,36 Ohm
Waktu pengelasan = 22,16 detik
Faktor daya = 0,8
Tegangan geser = 37,5 kg/mm2
Jenis bahan = Baja Esser
Tegangan = 25 Volt
Arus = 70 Ampere
Tebal las = 8,5 mm
Panjang pengelasan = 64,4 mm
Tahanan = 0,36 Ohm
Waktu pengelasan = 22,44 detik
Faktor daya = 0,8
Tegangan geser = 37,5 kg/mm2
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

61
2.3.6 Rumus Perhitungan
Untuk Pelat :
1. Heat Input (P)
P = V.I. cos α
= 25 x 70 x 0,8
= 1400 W
2. Kekuatan Las (Po)
Po = 2.h.L.σ
= 2 x 5 x 70,9 x 37,5
= 26587,5 kg
3. Panas yang timbul (Q)
Q = 0,24.I2.R.T
= 0,24 x 702 x 0,36 x 22,16
= 9381,65 Kalori
Untuk Baja Esser
1. Heat Input (P)
P = V.I. cos α
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

62
= 25 x 70 x 0,8
= 1400 W
2. Kekuatan Las (Po)
Po = 2.h.L.σ
= 2 x 8,5 x 64,4 x 37,5
= 41055 kg
3. Panas yang timbul (Q)
Q = 0,24.I2.R.T
= 0,24 x 702 x 0,36 x 22,44
= 9500,2 Kalori
2.3.7 Studi Kasus
a. Permasalahan
1. Dimensi benda tidak sesuai dengan desain
(kelebihan)
2. Terdapat lubang di besi hollow
Gambar 2.39 Lubang benda kerja
3. Cacat jenis penembusan kurang baik
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

63
Gambar 2.40 Penembusan kurang baik pada benda kerja
b. Penyebab
1. Ketika proses pemotongan besi hollow dan kayu,
ukurannya dilebihkan untuk menghindari ukuran
benda kerja yang kurang. Namun ukurannya terlalu
besar walaupun sudah dikikir.
2. Ketika proses penyambungan besi hollow,
pengelasannya terlalu lama dan tidak bergerak
sehingga menyebabkan lobang.
3. - Kecepatan pengelasan yang terlalu tinggi.
- Arus terlalu rendah.
- Diameter elektroda yang terlalu besar atau
terlalu kecil.
- Benda kerja terlalu kotor.
- Busur las yang terlalu panjang.
c. Solusi
1. Untuk menghindari ukuran benda kerja yang kurang,
operator harus melebihkan ukuran namun
toleransinya tidak terlalu besar untuk
menghindari besarnya ukuran yang berlebihan.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

64
2. Operator harus lebih memahami proses pengelasan
agar tidak terjadi cacat.
3. - Kecepatan pengelasan normal, tidak terlalu
cepat dan tidak terlalu lambat.
Penyesuaian besar arus.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
65
BAB III
KESIMPULAN DAN SARAN
3.1 Kesimpulan
1. Fungsi utama mesin bubut adalah untuk menghasilkan
benda – benda silindris, membuat ulir dan meratakan
permukaan benda kerja.
2. Hubungan antara gaya pemotongan (Pz) dan feed motion
(s) berbanding lurus menunjukkan bahwa semakin
besar feed motion yang ditentukan maka nilai untuk
gaya pemotongan juga semakin besar.
3. Hubungan antara daya pemotongan (Nc) dengan
kecepatan putar spindle (n) juga berbanding lurus.
Hal ini dapat diartikan bahwa semakin tinggi atau
semakin besar putaran spindle maka semakin besar pula
tingkat kecepatannya.
4. Mesin milling adalah mesin pemotong yang melakukan
pemotongan logam dengan menggunakan cutting tool
bergigi banyak yang disebut milling cutter atau pisau
frais.
5. Jenis pekerjaan yang bisa dilakukan oleh mesin
miling antara lain pembuatan bermacam-macam roda
gigi, pengeboran, frais muka, frais datar, dan
reaming.
6. Mesin bor berfungsi untuk melakukan pengeboran atau
membuat lubang.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB

66
7. Saat menggunakan bor, tidak boleh terburu-buru agar
mata bor tidak patah atau terjadi kesalahan
penempatan lubang.
8. Mesin las digunakan untuk menyambung serta memotong
logam dengan menggunakan elektroda.
9. Waktu dan arus saat menggunakan mesin las harus
disesuaikan dengan bahan yang akan dikerjakan.
Jarak elektroda dengan bagian yang akan dikenai
harus pas, jika terlalu dekat maka elektroda akan
menempel dan jika terlalu jauh maka akan muncul
semburan elektroda yang tidak teratur.
10. Mesin perkakas sangat dibutuhkan dan membantu
dalam kegiatan manusia.
11. Menggunakan mesin perkakas harus disertai dengan
ketelitian tinggi agar mengurangi kemungkinan
terjadinya kesalahan.
12. Alat bantu juga merupakan bagian untuk
menyempurnakan benda kerja yang fungsinya
melengkapi fungsi mesin perkakas.
3.2 Saran
1. Bagi praktikan
Sebelum melakukan pekerjaan menggunakan mesin
perkakas, lebih baik didahului dengan memahami
bagian – bagian mesin tersebut dan bisa memahami
cara pengoperasian mesin perkakas tersebut.
Sehingga bisa meminimalisasi terjadinya kesalahan
pada benda kerja.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
67
Ketika mengoperasikan mesin perkakas, sebaiknya
dilakukan dengan teliti untuk menghindari
kecelakaan kerja ataupun hal – hal lain yang
tidak diinginkan.
2. Bagi asisten
Kinerja dari para asisten laboratorium proses
produksi sudah baik. Untuk kedepannya, diharapkan
untuk tetap mempertahankan sekaligus meningkatkan
kinerjanya.
3. Bagi Laboratorium Proses Produksi I
Mesin perkakas yang digunakan harap disesuaikan
dengan perkembangan mesin saat ini. Sehingga
praktikan bisa lebih mudah dalam menyesuaikan
diri di dunia kerja nanti.
Laporan Praktikum Proses Manufaktur IProgram Studi Teknik Industri FT – UB
Copyright © 2022 FDOKUMEN

