
Utilization of ZSM-5/MCM-41 composite as FCC catalyst additive for enhancing propylene yield from...
11
Utilization of ZSM-5/MCM-41 composite as FCC catalyst additive for enhancing propylene yield from VGO cracking B. R. Jermy • M. A. B. Siddiqui • A. M. Aitani • M. R. Saeed • S. Al-Khattaf Published online: 23 July 2011 Ó Springer Science+Business Media, LLC 2011 Abstract A micro-mesoporous ZSM-5/MCM-41 com- posite molecular sieve (ZM13) was synthesized and tested as an FCC catalyst additive to enhance the yield of pro- pylene from catalytic cracking of vacuum gas oil (VGO). The catalytic performance of the additive was assessed using a commercial equilibrium USY FCC catalyst (E-Cat) in a fixed-bed micro-activity test unit (MAT) at 520 °C and various catalyst/oil ratios. MCM-41, ZSM-5 and two ZSM- 5/MCM-41 composites were systematically characterized by complementary techniques such as XRD, BET, FTIR and SEM. The characterization results showed that the composites contained secondary building unit with differ- ent textural properties compared to pure ZSM-5 and MCM- 41. MAT results showed that the VGO cracking activity of E-Cat did not decrease by using these additives. The highest propylene yield of 12.2 wt% was achieved over steamed ZSM-5/MCM-41 composite additive (ZM13) compared with 8.6 wt% over conventional ZSM-5 additive at similar gasoline yield penalty. The enhanced production of propylene over composite additive was attributed to its mesopores that suppressed secondary and hydrogen trans- fer reactions and offered easier transport and accessibility to active sites. Gasoline quality was improved by the use of all additives except MCM-41, as octane rating increased by 6–12 numbers. Keywords FCC additive Á Catalytic cracking Á Gasoline Á Propylene Á Light olefins Á ZSM-5 Á Composite molecular sieve Á MCM-41 1 Introduction Fluid catalytic cracking (FCC) process has been a major source of incremental propylene in which heavy feedstocks such as vacuum gas oil or residual oil are cracked into value- added lighter products (LPG and gasoline). Currently, about 30% of the world’s propylene is supplied by refinery FCC operations, 58% is co-produced from thermal steam cracking of naphtha or other feedstocks, and the remaining 12% is produced on-purpose using metathesis, propane dehydro- genation and high-severity FCC processes [1]. Special FCC process designs and catalysts have been developed to selectively increase propylene production and ultimately provide a technology for full light olefins and aromatics petrochemical integration. Moreover, the addi- tion of ZSM-5 to FCC catalyst has been one of the efficient methods for improving propylene yield because it offers refiners a high degree of flexibility to optimize the pro- duction output of their FCC units [2, 3]. ZSM-5 additives crack gasoline range olefins to light olefins, mainly pro- pylene and butenes. The amount of ZSM-5 crystal added to USY-based FCC catalysts has increased with values as high as 25–30 wt% are reported in some commercial FCC units. There have been many studies on the effect of ZSM-5 additives on hydrogen transfer reactions and FCC products selectivities. Incorporating active components such as phosphorus and metals in the additive formulation that aid in the conversion of heavier molecules and optimization of additive formulations with high ZSM-5 levels, are some of B. R. Jermy Á M. A. B. Siddiqui Á A. M. Aitani Á M. R. Saeed Á S. Al-Khattaf (&) Center of Research Excellence in Petroleum Refining and Petrochemicals, King Fahd University of Petroleum and Minerals, Dhahran 31261, Saudi Arabia e-mail: [email protected] 123 J Porous Mater (2012) 19:499–509 DOI 10.1007/s10934-011-9499-0
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Utilization of ZSM-5/MCM-41 composite as FCC catalyst additive for enhancing propylene yield from...

Utilization of ZSM-5/MCM-41 composite as FCC catalyst additivefor enhancing propylene yield from VGO cracking
B. R. Jermy • M. A. B. Siddiqui • A. M. Aitani •
M. R. Saeed • S. Al-Khattaf
Published online: 23 July 2011
� Springer Science+Business Media, LLC 2011
Abstract A micro-mesoporous ZSM-5/MCM-41 com-
posite molecular sieve (ZM13) was synthesized and tested
as an FCC catalyst additive to enhance the yield of pro-
pylene from catalytic cracking of vacuum gas oil (VGO).
The catalytic performance of the additive was assessed
using a commercial equilibrium USY FCC catalyst (E-Cat)
in a fixed-bed micro-activity test unit (MAT) at 520 �C and
various catalyst/oil ratios. MCM-41, ZSM-5 and two ZSM-
5/MCM-41 composites were systematically characterized
by complementary techniques such as XRD, BET, FTIR
and SEM. The characterization results showed that the
composites contained secondary building unit with differ-
ent textural properties compared to pure ZSM-5 and MCM-
41. MAT results showed that the VGO cracking activity of
E-Cat did not decrease by using these additives. The
highest propylene yield of 12.2 wt% was achieved over
steamed ZSM-5/MCM-41 composite additive (ZM13)
compared with 8.6 wt% over conventional ZSM-5 additive
at similar gasoline yield penalty. The enhanced production
of propylene over composite additive was attributed to its
mesopores that suppressed secondary and hydrogen trans-
fer reactions and offered easier transport and accessibility
to active sites. Gasoline quality was improved by the use of
all additives except MCM-41, as octane rating increased by
6–12 numbers.
Keywords FCC additive � Catalytic cracking �Gasoline � Propylene � Light olefins � ZSM-5 �Composite molecular sieve � MCM-41
1 Introduction
Fluid catalytic cracking (FCC) process has been a major
source of incremental propylene in which heavy feedstocks
such as vacuum gas oil or residual oil are cracked into value-
added lighter products (LPG and gasoline). Currently, about
30% of the world’s propylene is supplied by refinery FCC
operations, 58% is co-produced from thermal steam cracking
of naphtha or other feedstocks, and the remaining 12% is
produced on-purpose using metathesis, propane dehydro-
genation and high-severity FCC processes [1].
Special FCC process designs and catalysts have been
developed to selectively increase propylene production and
ultimately provide a technology for full light olefins and
aromatics petrochemical integration. Moreover, the addi-
tion of ZSM-5 to FCC catalyst has been one of the efficient
methods for improving propylene yield because it offers
refiners a high degree of flexibility to optimize the pro-
duction output of their FCC units [2, 3]. ZSM-5 additives
crack gasoline range olefins to light olefins, mainly pro-
pylene and butenes. The amount of ZSM-5 crystal added to
USY-based FCC catalysts has increased with values as
high as 25–30 wt% are reported in some commercial FCC
units.
There have been many studies on the effect of ZSM-5
additives on hydrogen transfer reactions and FCC products
selectivities. Incorporating active components such as
phosphorus and metals in the additive formulation that aid
in the conversion of heavier molecules and optimization of
additive formulations with high ZSM-5 levels, are some of
B. R. Jermy � M. A. B. Siddiqui � A. M. Aitani �M. R. Saeed � S. Al-Khattaf (&)
Center of Research Excellence in Petroleum Refining and
Petrochemicals, King Fahd University of Petroleum and
Minerals, Dhahran 31261, Saudi Arabia
e-mail: [email protected]
123
J Porous Mater (2012) 19:499–509
DOI 10.1007/s10934-011-9499-0

the approaches for overcoming the loss in activity of FCC
catalyst systems [4–9]. The utilization of other types of
zeolites as FCC additives such as MCM-22 [10], ITQ [11],
beta [12, 13], mordenite [13], MCM-68 [14] and bi-func-
tional ZSM-5/MgAl2O4-based additive [15] were discussed
in other papers. Our recent investigation [16] has demon-
strated the importance of both acidity and mesoporosity on
the performance of mesoporous ZSM-5 additive in
enhancing FCC propylene. Mesopores ensure an optimal
accessibility and transport of VGO feed and products,
while the zeolite micropores induce the preferred shape-
selective properties [17].
Considerable research is undergoing towards controlled
extraction of ZSM-5 through alkali treatment to produce
extended mesoporosity. A mesoporous hierarchical ZSM-5
zeolite was prepared by desilication in aqueous solutions of
tetrapropylammonium or tetrabutylammonium hydroxides
[18]. The silicon dissolution in these hydroxides was much
slower than NaOH, making the demetallation process
highly controllable. Groen et al. [19] showed that an
optimum amount of alkaline treatment of ZSM-5 zeolite
led to a combined porous material with increased meso-
porosity and preserved microporosity. An optimal treat-
ment of commercial ZSM-5 (SiO2/Al2O3 = 37) in
0.2 M NaOH at 65 �C for 30 min resulted in a spectacular
increase in mesopore surface area from 40 to 225 m2/g
(*450%) and a relatively small decrease in microporosity
(25%) [20]. In order to overcome limitations of single
microporous or mesoporous molecular sieves, several
approaches have been developed to form micro/mesopor-
ous composites such as ZSM-5/MCM-41 [21, 22], ZSM-5/
MCM-48 [23], MCM-22/ZSM-35 [24], ZSM-5-SAPO-5/
MCM-41 [25]. The advantages of such composite materials
comprise different pore structure configuration and acidity
distribution.
In this work, attempt has been made to develop a simple
route for the synthesis of a micro/mesoporous composite
ZSM-5/MCM-41 material through ZSM-5 dissolution in
0.7 M NaOH using cetyltrimethylammonium bromide
(CTAB). The composite molecular sieves along with pure
ZSM-5 and MCM-41 were investigated as FCC catalyst
additives for enhancing propylene yield. The catalytic
performance of these additives was evaluated in a fixed-
bed MAT unit for the cracking of hydrotreated Arabian
Light vacuum gas oil under FCC conditions.
2 Experimental
2.1 Materials
The base catalyst used in this study was a commercial
equilibrium FCC catalyst (E-Cat) obtained from a domestic
refinery. It is based on USY zeolite with a surface area of
135 m2/g and a pore volume of 0.23 cm3/g. The E-Cat was
calcined at 500 �C for 3.0 h before further use. HZSM-5
was a conventional zeolite having 27.0 SiO2/Al2O3 molar
ratio (procured from CATAL, UK), whereas MCM-41 and
the two composite ZSM-5/MCM-41 zeolites were prepared
in our lab. For the preparation of the final additive, Cataloid
AP-3 (which contains 75.4 wt% alumina, 3.4 wt% acetic
acid, and water as balance) was used as an alumina binder.
The calcined additives were added at 10 wt% with E-Cat
prior to catalyst characterization and MAT evaluation.
2.1.1 Synthesis of pure MCM-41
MCM-41 material was synthesized by hydrothermal
method according to Beck et al. [26]. 10.6 g of sodium
metasilicate (Aldrich) and 0.95 g of aluminum nitrate were
dissolved in 60 g of water and then thoroughly stirred until
a clear solution was obtained. 3.36 g of CTAB was dis-
solved in 20.0 g of ethanol. The mixture of sodium meta-
silicate and aluminum sulfate was added to this solution
drop-wise. The resultant mixture was stirred for 3.0 h, and
then the pH of the resulting gel was adjusted to 11.0 with
4.0 N sulfuric acid followed by stirring for 3 h. This
homogenous solution was transferred into an autoclave and
heated to 140 �C in static conditions for 12 h.
2.1.2 Synthesis of ZSM-5/MCM-41 composite (ZM13)
Two grams of HZSM-5 was disintegrated in 55.0 mL of
0.7 M NaOH (pH 13.0) by gradual heating at 100 �C for
24 h in the presence of CTAB (4.45%). The mixture was
cooled down and then the pH was adjusted to 9.0 through
the addition of dilute sulfuric acid (2.0 N). The mixture
was then stirred for 24 h and then aged at 100 �C for 24 h
to form a ZSM-5/MCM-41 composite. The solid product
was filtered, washed thoroughly using distilled water, dried
at 80 �C overnight, then calcined at 550 �C for 6 h to
remove the surfactant. The obtained composite was ion-
exchanged thrice with 0.05 M NH4NO3 solution at 80 �C
for 3 h then calcined at 550 �C for 4 h. The composite
sample was subjected to steaming (100% steam) in a fixed-
bed for 4 h at 650 �C and atmospheric pressure. The steam
treatment makes it possible to determine the stability of the
additive (ST-ZM13) under the severe conditions present in
the FCC regenerator.
2.1.3 Synthesis of ZSM-5/MCM-41 composite (ZMST2)
Two grams of commercial HZSM-5 was stirred at 100 �C
for 2 h in 55.0 mL of NaOH (0.7 M NaOH) in the presence
of 4.45% cetyltrimethylammonium bromide (CTAB). The
mixture was cooled down and then the pH was adjusted to
500 J Porous Mater (2012) 19:499–509
123

9.0 through the addition of dilute sulfuric acid (2 N). The
mixture was then stirred for another 24 h and then aged at
100 �C for 24 h. The solid product was filtered, calcined at
550 �C for 6 h to remove the surfactant. The obtained
composite was ion-exchanged thrice with 0.05 M NH4NO3
solution at 80 �C for 3 h then calcined at 550 �C for 4 h.
2.2 Catalyst characterization
Atomic absorption measurement was carried out with a
Perkin Elmer Analyst 100 using a mixed gas of acetylene-
N2O-air. X-ray diffraction (XRD) patterns of the samples
were recorded in a Rigaku Miniflex II diffractometer utiliz-
ing nickel filtered CuKa radiation k = 1.5406 A at 40 kV
and 30 mA. The textural properties of the additives were
characterized by N2 adsorption measurements at 77 K, using
Quantochrome NOVA 1200 adsorption analyzer. Samples
were out-gassed at 350 �C under vacuum (10-5 Torr) for 2 h
before N2 physisorption. The BET specific surface areas
were determined from the desorption data in the relative
pressure (P/Po) range from 0.06 to 0.2. The total pore volume
was calculated from the desorption branch of isotherm, using
the Barrett-Joyner-Halenda (BJH) method. Micropore vol-
ume was determined by t-plot method, whereas mesopore
volume was calculated as the difference between total pore
volume and micropore volume.
The shape and size of zeolite crystals were determined by
scanning electron microscopy (SEM) using Jeol, JSM-
5500LV system. Infrared spectroscopy of adsorbed pyridine
was used to determine the types of acid sites present. The
measurements were carried out using a Fourier Transform
Infrared (FTIR) spectrophotometer (Nicolet 6700), using the
self-supported wafer technique. The concentrations of Lewis
and Bronsted acid sites were determined using the extinction
coefficients for pyridine e(B) = 1.67 ± 0.1 cm lmol-1 and
e(L) = 2.22 ± 0.1 cm lmol-1) [27]. The samples, in the
form of a self-supporting wafer (ca. 5 mg/cm2), were
obtained by compressing a uniform layer of powder. The
wafer was then placed in an infrared vacuum cell equipped
with KBr windows and pretreated under vacuum (ca.
10-3 Torr) at 450 �C for 1 h. The adsorption temperature of
pyridine was 170 �C. Samples were then evacuated at the
same temperature for 20 min.
2.3 Catalytic evaluation
The feed used in all MAT runs was an Arabian Light hy-
drotreated vacuum gas oil (VGO) procured from a Saudi
Aramco domestic refinery. The properties of VGO are listed
in Table 1. The catalytic cracking of VGO was carried out
in a fixed-bed microactivity test (MAT) unit, manufactured
by Sakuragi Rikagaku, Japan according to ASTM D-3907
and D-5154 test methods. For each MAT run, a full mass
balance was obtained. If the material balance was\96% or
[102%, the test was repeated. All MAT runs were per-
formed at a cracking temperature of 520 �C and a time-on-
stream of 30 s. Conversion was varied by changing catalyst/
oil (C/O) ratio in the range of 1.5–5.0 g/g. This variable was
changed by keeping constant the amount of VGO (1.0 g)
and changing the amount of catalyst.
A thorough gas chromatographic analysis of the gaseous
products was conducted to provide detailed yield patterns and
information on the selectivity of the catalyst/additives being
tested. Gaseous products (dry gas and LPG) were analyzed
using two Varian gas chromatographs equipped with 50 m
(0.32 mm diameter) Alumina Plot capillary column and FID/
TCD detectors. Coke on catalyst was determined by a Horiba
carbon analyzer. For liquid products, three different cuts were
considered: gasoline (C5, 221 �C), LCO (light cycle oil,
221–343 �C), and HCO (heavy cycle oil, ?343 �C). The
weight percentage of liquid products was determined by a
simulated distillation GC equipped with 10 m (0.53 mm
diameter) RTX-2887 capillary column and FID detector
according to ASTM D-2887. Gasoline composition was
determined using a Shimadzu GC system that was configured
to give paraffins, olefins, naphthenes and aromatics (POINA)
distribution. The GC was equipped with 50 m (0.15 mm
diameter) BP-1 PONA capillary column and FID detector
and. Conversion was defined as the sum of yields for dry gas
(H2 and C1–C2), LPG (C3-C4), gasoline, and coke.
3 Results and discussion
3.1 XRD results
The XRD patterns of MCM-41, ZSM-5, and ZSM-5/MCM-
41 composites (ZM13, ZMST2 and steamed ZM13) are
Table 1 Properties of Arabian light hydrotreated vacuum gas oil feed
Property Value
Density (g/cm3) (15 �C) 0.896
Sulfur (ppm) 300
Nitrogen (ppm) 170
Saturates (wt%) 59
Aromatics (wt%) 40
Residue (wt%) 0.8
Simulated distillation (�C)
Initial boiling point 308
5% 348
25% 376
50% 420
90% 507
Final boiling point 568
J Porous Mater (2012) 19:499–509 501
123
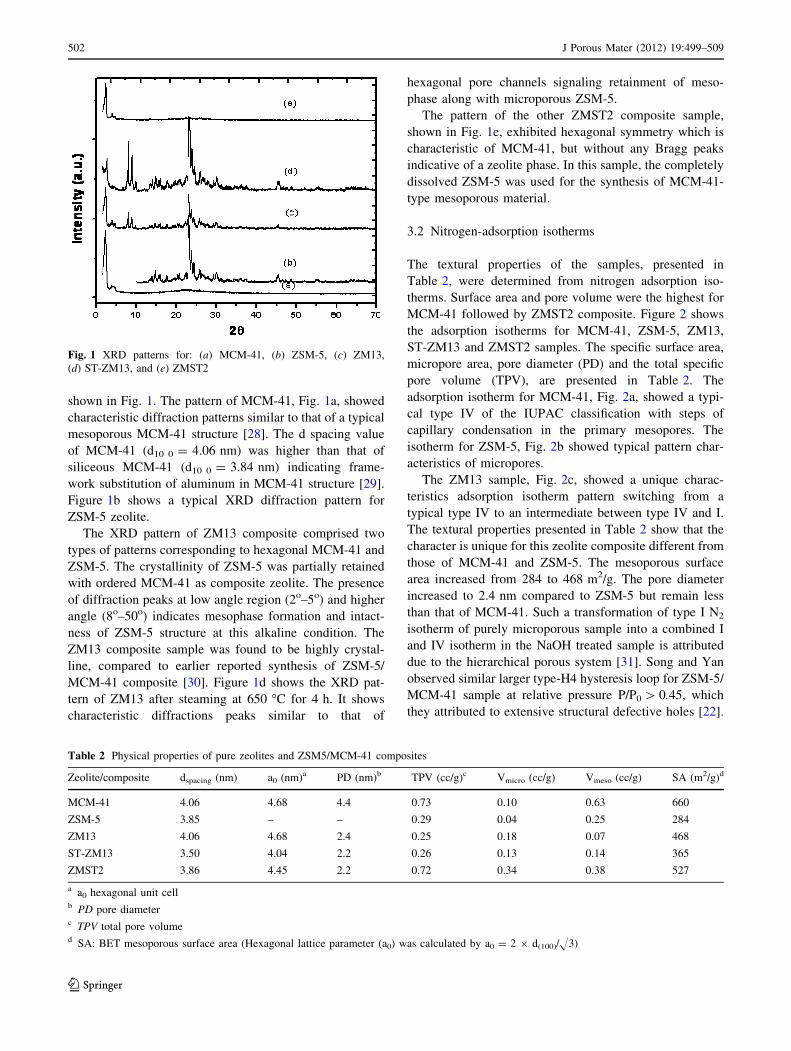
shown in Fig. 1. The pattern of MCM-41, Fig. 1a, showed
characteristic diffraction patterns similar to that of a typical
mesoporous MCM-41 structure [28]. The d spacing value
of MCM-41 (d10 0 = 4.06 nm) was higher than that of
siliceous MCM-41 (d10 0 = 3.84 nm) indicating frame-
work substitution of aluminum in MCM-41 structure [29].
Figure 1b shows a typical XRD diffraction pattern for
ZSM-5 zeolite.
The XRD pattern of ZM13 composite comprised two
types of patterns corresponding to hexagonal MCM-41 and
ZSM-5. The crystallinity of ZSM-5 was partially retained
with ordered MCM-41 as composite zeolite. The presence
of diffraction peaks at low angle region (2o–5o) and higher
angle (8o–50o) indicates mesophase formation and intact-
ness of ZSM-5 structure at this alkaline condition. The
ZM13 composite sample was found to be highly crystal-
line, compared to earlier reported synthesis of ZSM-5/
MCM-41 composite [30]. Figure 1d shows the XRD pat-
tern of ZM13 after steaming at 650 �C for 4 h. It shows
characteristic diffractions peaks similar to that of
hexagonal pore channels signaling retainment of meso-
phase along with microporous ZSM-5.
The pattern of the other ZMST2 composite sample,
shown in Fig. 1e, exhibited hexagonal symmetry which is
characteristic of MCM-41, but without any Bragg peaks
indicative of a zeolite phase. In this sample, the completely
dissolved ZSM-5 was used for the synthesis of MCM-41-
type mesoporous material.
3.2 Nitrogen-adsorption isotherms
The textural properties of the samples, presented in
Table 2, were determined from nitrogen adsorption iso-
therms. Surface area and pore volume were the highest for
MCM-41 followed by ZMST2 composite. Figure 2 shows
the adsorption isotherms for MCM-41, ZSM-5, ZM13,
ST-ZM13 and ZMST2 samples. The specific surface area,
micropore area, pore diameter (PD) and the total specific
pore volume (TPV), are presented in Table 2. The
adsorption isotherm for MCM-41, Fig. 2a, showed a typi-
cal type IV of the IUPAC classification with steps of
capillary condensation in the primary mesopores. The
isotherm for ZSM-5, Fig. 2b showed typical pattern char-
acteristics of micropores.
The ZM13 sample, Fig. 2c, showed a unique charac-
teristics adsorption isotherm pattern switching from a
typical type IV to an intermediate between type IV and I.
The textural properties presented in Table 2 show that the
character is unique for this zeolite composite different from
those of MCM-41 and ZSM-5. The mesoporous surface
area increased from 284 to 468 m2/g. The pore diameter
increased to 2.4 nm compared to ZSM-5 but remain less
than that of MCM-41. Such a transformation of type I N2
isotherm of purely microporous sample into a combined I
and IV isotherm in the NaOH treated sample is attributed
due to the hierarchical porous system [31]. Song and Yan
observed similar larger type-H4 hysteresis loop for ZSM-5/
MCM-41 sample at relative pressure P/P0 [ 0.45, which
they attributed to extensive structural defective holes [22].
Fig. 1 XRD patterns for: (a) MCM-41, (b) ZSM-5, (c) ZM13,
(d) ST-ZM13, and (e) ZMST2
Table 2 Physical properties of pure zeolites and ZSM5/MCM-41 composites
Zeolite/composite dspacing (nm) a0 (nm)a PD (nm)b TPV (cc/g)c Vmicro (cc/g) Vmeso (cc/g) SA (m2/g)d
MCM-41 4.06 4.68 4.4 0.73 0.10 0.63 660
ZSM-5 3.85 – – 0.29 0.04 0.25 284
ZM13 4.06 4.68 2.4 0.25 0.18 0.07 468
ST-ZM13 3.50 4.04 2.2 0.26 0.13 0.14 365
ZMST2 3.86 4.45 2.2 0.72 0.34 0.38 527
a a0 hexagonal unit cellb PD pore diameterc TPV total pore volumed SA: BET mesoporous surface area (Hexagonal lattice parameter (a0) was calculated by a0 = 2 9 d(100)/H3)
502 J Porous Mater (2012) 19:499–509
123
The effect of steaming on the textural properties of ZM13
showed that the mesoporous structures were quite well
preserved with considerable uniformity in the pore size
distributions. The surface area reduced from 468 to
365 m2/g, while pore diameter decreased from 2.4 to
2.2 nm. The hydrothermal of the composite can be attrib-
uted to the presence of zeolite building units in the com-
posite material.
The isotherm of ZMST2 sample, Fig. 2e can be classi-
fied as typical type-IV isotherms with a sharp inflection at
relative pressure P/P0 = 0.3–0.4, characteristic of capillary
condensation of mesoporous materials and the isotherm
uniformity indicates the unique mesopore-size distribution
The difference in the textural property and the acidity
could be attributed to the differences between the alumi-
nosilicate fragments from alkali-treated ZSM-5 zeolite and
the amorphous silica–alumina species used for MCM-41.
The ZMST2 synthesized from aluminosilicate fragments
with ZSM-5 structure units have slightly varied textural
property, where high surface area of 527 m2/g, compara-
tively lower pore diameter of 2.2 nm and larger pore vol-
ume of 0.72 cm3/g were observed.
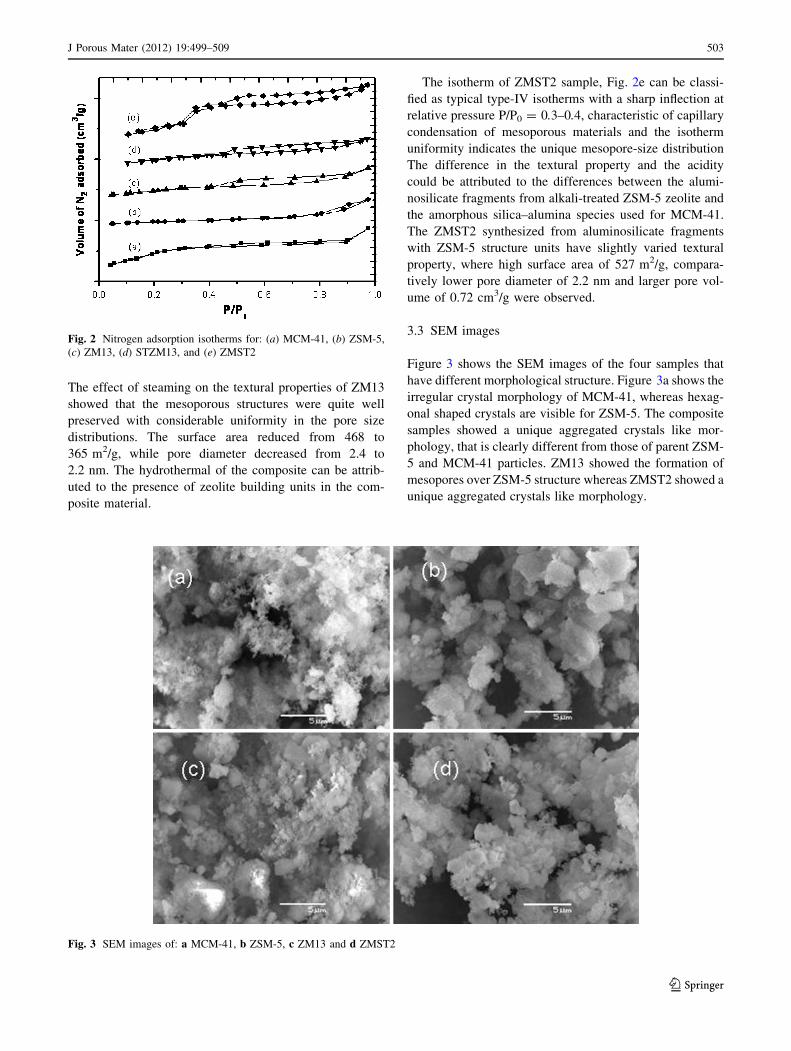
3.3 SEM images
Figure 3 shows the SEM images of the four samples that
have different morphological structure. Figure 3a shows the
irregular crystal morphology of MCM-41, whereas hexag-
onal shaped crystals are visible for ZSM-5. The composite
samples showed a unique aggregated crystals like mor-
phology, that is clearly different from those of parent ZSM-
5 and MCM-41 particles. ZM13 showed the formation of
mesopores over ZSM-5 structure whereas ZMST2 showed a
unique aggregated crystals like morphology.
Fig. 2 Nitrogen adsorption isotherms for: (a) MCM-41, (b) ZSM-5,
(c) ZM13, (d) STZM13, and (e) ZMST2
Fig. 3 SEM images of: a MCM-41, b ZSM-5, c ZM13 and d ZMST2
J Porous Mater (2012) 19:499–509 503
123

3.4 FTIR measurement
Figure 4 shows FTIR spectra of the four samples. The
spectra of MCM-41, Fig. 4a, showed a broad absorption
band between 3,150 and 3,700 cm-1 due to asymmetric
stretching of –OH group, corresponding to water and
hydroxyl functional group. The absorption bands at 1,201,
1,082 and 777 cm-1 represent the asymmetric stretching
vibration of outer SiO4 tetrahedron, the asymmetric
stretching vibration of inner SiO4 tetrahedron, and the
symmetric vibration of SiO4 tetrahedra outer links [32],
respectively. An absorption band around 941 cm-1 is
assigned to the metal incorporation (Si–O–Al) into the
framework of the mesoporous material [33]. In the case of
pure ZSM-5, Fig. 4b shows a characteristic vibration of
framework OH groups from Brønsted acid sites is seen
around 3,680 cm-1. The absence of a band at 3,720 cm-l
indicates high crystalline material with negligible amounts
of terminal silanols.
The spectra of the two composite samples showed a
comparatively less intense band around 3,400 cm-1, which
was observed due to the as-symmetric –OH stretching. In
Fig. 4, ZM13 composite showed the presence of five-
membered rings of zeolitic subunits around 551.5 cm-1
similar to that of pure ZSM-5 [34]. The absorption band at
444 cm-1 represents the deformation vibration of silicon
oxygen and aluminum oxygen bond T–O bend of com-
posite. The FTIR spectra of steamed ZM13 (ST-ZM13)
showed the characteristics bands of ZSM-5 and MCM-41
composite. The presence of less intense hydroxyl vibra-
tions around 3,500 cm-1 as shown in Fig. 4d indicates the
occurrence of dehydration, and the withstanding capacity
of more severe steaming condition.
The FTIR spectra of ZMST2, Fig. 4e, showed a com-
paratively less intense band near 550 cm-1, indicative of
five-membered ring subunits. In all samples, a complete
removal of surfactant was seen with the disappearance of
three absorption bands at 2,923, 2,852 and 1,489 cm-1
assigned to asymmetric, symmetric stretching and bending
mode of C–H group of surfactant [35].
3.5 Acidity measurement
Figure 5 shows FTIR spectra of pyridine chemisorbed on
the five samples (a) MCM-41, (b) ZSM-5 (c) ZM13,
(d) ST-ZM13, and (e) ZMST2 at 150 �C. The spectra
exhibited a clear distinction between Bronsted (B) and
Lewis (L) acid sites. The data of acid sites density are
reported in Table 3. All samples displayed both Lewis and
Bronsted acid sites, however, the extent of these sites
depended significantly on the nature of these samples. A
clear difference was seen between ZSM-5, MCM-41 and
the composite samples.
ZMST2 composite sample showed the highest acid sites
density (0.80 mmol/g) owing to its low SiO2/Al2O3 ratio,
while the density of acid sites for ZSM-5 was the lowest
(0.66 mmoles/g). ZMST2 showed the highest Lewis to
Bronsted (L/B) ratio (10.42), whereas ZSM-5 displayed the
lowest L/B ratio (0.46). The concentration of Bronsted sites
decreased in the following order: ZSM-5 [ ZM13 [ ST-
ZM13 [ MCM-41 [ ZMST2. These results explain the
low acid density of MCM-41 compared to ZSM-5 despite
the fact that both have relatively close SiO2/Al2O3 ratios.
3.6 VGO conversion and yields
The conversion versus C/O ratio over E-Cat and E-Cat/
additives is shown in Fig. 6. The plots show linear rela-
tionship between conversion and C/O that confirms the
apparent second-order kinetics of VGO cracking over all
Fig. 4 FTIR spectra of: (a) MCM-41, (b) ZSM-5, (c) ZM13, (d) ST-
ZM13, and (e) ZMST2
Fig. 5 Pyridine adsorbed FTIR spectra of: (a) MCM-41, (b) ZSM-5
(c) ZM13, (d) ST-ZM13, and (e) ZMST2
504 J Porous Mater (2012) 19:499–509
123

E-Cat/additives [36, 37]. Over E-Cat base catalyst, the
conversion increased from 55 to 73% as C/O ratio was
varied from 1.5 to 4. At high C/O ratio, all additives
showed higher conversion compared with E-Cat despite the
dilution effect of the additives. The conversion order
obtained for the four additives (ZM13 [ ZMST2 [ MCM-
41 [ ZSM-5) is explained by the different total acidity
shown in Table 3.
Figure 7 shows the changes in product yields (selectiv-
ity curves) for propylene, ethylene, LPG, gasoline, dry gas,
and coke as a function of conversion over E-Cat and E-Cat/
additives. Except for gasoline, all product yields were
higher over E-Cat/additives compared with the base cata-
lyst (E-Cat). The results showed an increase in HCO yields
at a constant conversion of 75.0% and only a slight
decrease in LCO yield for all E-Cat/additives. By them-
selves, the absolute yields obtained in MAT testing of any
catalyst are of little value (Table 4). Rather, it is the
comparison of yields between the additives at constant
conversion that provides a means for distinguishing them.
Using the selectivity curves developed for each additive,
yield ratios of selected components (dry gas, LPG, and
gasoline) were determined at constant conversion to truly
distinguish the performance characteristics of additives.
3.6.1 LPG and light olefins yields
LPG (C3–C4) yield increased linearly with conversion over
all E-Cat/additives as shown in Fig. 6. It increased by 6.0
wt% over E-Cat and MCM-41 (10–16 wt%) compared to
an increase of 11 wt% over ZSM-5 and ZMST2 (24–35
wt%). ZM13 showed the highest increase in LPG yield at
higher conversion with about 15 wt% drop in corre-
sponding gasoline yield. LPG olefinicity was the highest
over steamed ZM13 and the lowest over MCM-41. There
was slight increase in olefinicity with increased conversion
over E-Cat. While LPG yield over E-Cat was about 17 wt%
at constant conversion (75%), it increased by two folds
over all E-Cat/additives except for MCM-41 additive.
However, the composition of LPG was different. Over
ZSM-5 and ZM13, LPG comprised 18% propane compared
to 5% over MCM-41 and ZMST2. Butanes content was the
highest over ZSM-5 at 30% compared with 4% each for
MCM-41 and ZMST2, and 24% over steamed ZM13.
The difference in LPG enhancement for the various
additives can be explained by comparing the hydrogen
transfer coefficient (HTC) which is defined as the ratio of
butanes to butenes [38–40]. Hydrogen transfer is a bimo-
lecular reaction that requires the reactants to be in close
proximity to a strong acid site. It reflects the hydrogen
transfer activity of the additives. The HTCs of ZSM-5 and
ZM13 were similar, which explains the similar enhance-
ment of light olefins over steamed ZM13. The steamed
ZM13, which yielded higher light olefins, showed the rel-
atively low HTC of 0.8. The high yield of light olefins
obtained over steamed ZM13 is attributed to its low HT
activity which is due to its lower acidity, highly accessible
pore structure and rapid elution of primary products due to
its mesopores.
The yield of C2–C4 light olefins increased with
increasing conversion over E-Cat and E-Cat/additives as
shown in Fig. 8. At constant conversion of 75%, maximum
light olefins yield was obtained over ZM13 additive (24.8
wt%) compared with E-Cat (11.9%). ZSM-5 and ZMST2
additives yielded equal amount of light olefins at 19.5%
followed by MCM-41 at 13.4%. As illustrated in Table 4
and Fig. 8, the yields of propylene and ethylene showed the
Table 3 Acidity of the zeolites and composites
Additive sample SiO2/Al2O3
molar ratio
Lewis acidity, L
(mmol/g)
Bronsted acidity, B
(mmol/g)
Total acidity: L ? B
(mmol/g)
L/B ratio
MCM-41 78.0 0.53 0.19 0.72 2.78
ZSM-5 27.0 0.21 0.45 0.66 0.46
ZM13 24.0 0.24 0.35 0.59 0.68
ZMST2 26.0 0.73 0.07 0.80 10.42
ST-ZM13 26.0 0.32 0.27 0.59 1.18
Co
nver
sio
n, %
C/O, ratio
Fig. 6 Conversion versus C/O for E-Cat and E-Cat/additives: (opentriangle) E-Cat; (filled diamond) ZSM-5; (open square) MCM-41;
(open circle) ZM13; and (filled circle) ZMST2
J Porous Mater (2012) 19:499–509 505
123

largest increase in light olefins fraction. However, only the
composite additives showed an increase in butenes yield.
The increase in light olefins yield is attributed to the con-
version of reactive gasoline-range species (mainly iso-
paraffins and olefins).
Over E-Cat, propylene yield increased from 3.0 to 5.0
wt% upon increasing conversion from 55.0 to 84.0%.
ZM13 showed the highest increase in propylene yield from
5.0 to 12.2 wt% for a conversion between 55.0 and 84.0%.
For ZSM-5 and ZMST2, propylene yield was in the range
of 8–9 wt%. The increase in propylene yield was the lowest
over MCM-41 additive (3.0–5.0 wt%). ZM13 showed a
propylene yield enhancement of more than 100% com-
pared with E-Cat. Propylene yield increased from 5 wt%
over E-Cat to 12.2 wt% over ZM13. ZMST2 and ZSM-5
additives enhanced propylene yield by 4.0 wt% each, while
MCM-41 increased propylene yield by 2.0 wt%.
The rapid increase in ethylene yield with increasing
conversion was similar for all E-Cat/additives, however,
this increase was much higher compared with E-Cat
(Fig. 7). At constant conversion, ethylene yield increased
by 3.0 wt% over ZM-5 and ZM13, 1.0 wt% each over
MCm-41 and ZMST2 and 2.1 wt% over steamed ZM13.
On the other hand, the increase in butenes was significant
over steamed ZM13 (?4.0 wt%), however, the other three
additives did not show any significant increase in butenes
yield.
3.6.2 Dry gas and coke yields
The yield of dry gas (H2, C1–C2) varied between 1 and 2
wt% over E-Cat within the conversion range of 65–75%
(Fig. 7). All E-Cat/additives showed a linear increase in
dry gas yield with increasing conversion. Dry gas yields
over ZSM-5 and ZMST2 were the highest at 3–7 wt%
reflecting the increase in ethylene yield. ZM13 and MCM-
41 yielded 1–3.5 wt% dry gas, respectively. The other
fractions of dry gas (C1 and C2) did not show any signif-
icant change over all E-Cat/additives. The cracking
mechanism ratio (CMR), which is defined as the ratio of
Yie
ld, w
t.%
Conversion, %
Yie
ld, w
t.%
Conversion, %
Yie
ld, w
t.%
Conversion, %
Yie
ld, w
t.%
Conversion, %
Yie
ld, w
t.%
Conversion, %
Yie
ld, w
t.%
Conversion, %
Fig. 7 Product yields over
E-Cat and E-Cat/additives:
(open triangle) E-Cat; (filleddiamond) ZSM-5; (open square)
MCM-41; (open circle) ZM13;
and (filled circle) ZMST2
506 J Porous Mater (2012) 19:499–509
123

dry gas to iso-butane, is a measure of protolytic cracking to
beta scission cracking [12, 40]. Dry gas products reflect
protolytic cracking while iso-butane reflects products
formed by beta scission of branched hydrocarbons. The
low value of CMR for both E-Cat and ZSM-5 indicates that
beta scission cracking mechanism was dominant compared
to protolytic cracking.
Coke yield over E-Cat increased from 0.4 to 2.7 wt%
within the conversion range studied, as shown in Fig. 7. At
75% conversion, coke yield over all E-Cat/additives was in
the range of 1.1–1.8 wt%. Steamed ZM13 gave the highest
increase in coke yield of 2.4 wt%.
3.6.3 Gasoline yield and composition
Gasoline yield increased with increasing conversion over
E-Cat and for all additives. Highest gasoline yield was over
MCM-41 and E-Cat. It increased from 42.0 to 57.0 wt%
with increasing conversion from 55.0 to 84.0%, respec-
tively. For ZSM-5 and ZMST2, gasoline yield increased
from 25 to 35 wt%, while it increased slightly over ZM13
from 40 to 42 wt%. Over both E-Cat and MCM-41, gasoline
yield at 75% conversion was 55 wt% (Table 4) compared to
about 35 wt% over ZSM-5 and steamed ZM13. For ZMST2
additive, gasoline yield was about 48 wt%.
Figure 9 presents the composition of gasoline fraction
(n-paraffins, iso-paraffins, olefins, naphthenes and aromat-
ics) at 75.0% conversion over E-Cat and E-Cat/additives.
Over E-Cat, gasoline comprised 55.0% of the total cracked
products. Its composition was 4.0% n-paraffins, 30% iso-
paraffins, 10% olefins, 12% napththenes, and 44%
Table 4 Comparative MAT data at constant conversion (75%) over E-Cat and E-Cat/additives at 520 �C
Product yields (wt%) Base E-Cat E-Cat/10 wt% additive
MCM-41 ZSM-5 ZM13 ZMST2 Steamed ZM13
Dry gas 1.4 2.4 4.6 5.1 2.5 3.8
H2 0.08 0.09 0.14 0.11 0.07 0.10
C1 0.4 0.64 0.48 0.58 0.57 0.64
C2= 0.5 1.0 3.4 3.6 1.2 2.4
C2 0.4 0.68 0.57 0.76 0.64 0.69
LPG 16.7 17.2 33.3 32.5 23.0 32.5
C3= 5.0 5.4 8.6 9.6 8.4 12.2
C3 0.8 0.81 6.2 5.5 1.00 2.2
C4= 6.4 7.1 6.9 8.1 8.8 10.2
n-C4 0.1 0.52 2.6 2.3 0.60 1.1
i-C4 4.5 3.4 9.0 7.0 4.20 6.8
C2 = –C4= 11.9 13.5 18.9 21.3 18.4 24.8
Gasoline 55.0 54.5 35.0 36.0 48.0 36.6
LCO 19.5 13.6 18.2 11.6 14.0 13.5
HCO 5.2 10.5 6.5 12.0 11.0 11.5
Coke 1.1 1.1 1.5 1.8 1.1 2.4
HTCa 0.7 0.6 1.7 1.1 0.5 0.8
CMRb 0.3 0.7 0.5 0.7 0.6 0.6
Gasoline RONc 75 75 87 79 80 81
a HTC Hydrogen transfer coefficient (nC4 ? iC4)/C4=b CMR Cracking mechanism ratio (dry gas/iC4)c RON Research Octane Number by GC PIONA
0
2
4
6
8
10
12
14
16
Ethylene Propylene Butenes C2-C3 Olefins
Yie
ld, w
t.%
E-cat
ZSM-5
MCM-41
ZM13
ZMST2
ST-ZM13
Fig. 8 Light olefins yield at constant conversion of 75% over E-Cat
and E-Cat/additives
J Porous Mater (2012) 19:499–509 507
123

aromatics. There was not much change in the n-paraffins
content of gasoline over all E-Cat/additives. More than half
of the iso-paraffins were cracked over ZSM-5, ZM13 and
ZMST2 as its content decreased from 30.0 to about 13.0%.
The lowest decrease of 4.0% in iso-paraffins was observed
for MCM-41. The amount of iso-paraffins over steamed
ZM13 composite did show any change compared with
E-Cat indicating some isomerization function in this
additive.
Although about 70% of gasoline-range olefins were
cracked over ZSM-5 compared with 4% over ZMST2,
more olefins were formed over MCM-41. As discussed
earlier, this was attributed to the higher hydrogen transfer
activity (HTC) of ZSM-5 compared with other additives
[41]. MCM-41 showed higher olefins content while the
composite samples (ZM13, ST-ZM13 and ZMST2) did not
crack much of the gasoline range olefins.
Among various gasoline hydrocarbon groups, naphthenes
did not show much significant change over all E-Cat/addi-
tives. As ring cracking was not possible at the reaction con-
ditions employed [42], naphthenes were slightly decreased
over ZSM-5 additive due to dehydrogenation reactions.
Gasoline aromatics content increased over ZSM-5 and
ZMST2 additives. There was a 15–30% increase in aro-
matics over ZMST2 and ZSM-5 compared with E-Cat. For
MCM-41 and steamed ZM13 composite, aromatic content
in gasoline dropped by 10 and 5%, respectively, with no
change over ZM13. Aromatics were formed by cyclization
and dehydrogenation of iso-paraffins and to some extent by
the dehydrogenation of naphthenes. This explains the high
iso-paraffins content in both MCM-41 and steamed ZM13
compared with other additives.
The increase in aromatics in some additives was asso-
ciated with a corresponding increase in research octane
number (RON) that was determined by GC method. While
gasoline RON was 75 over E-Cat, it increased over all
E-Cat/additives except MCM-41. An improvement of 12
numbers was obtained over ZSM-5. Low enhancement in
octane rating was observed for ZM13, ZMST2 and steamed
ZM13 (80). Although incremental aromatics over ZMST2
were higher compared with ZSM-5, the increase in RON
over steamed ZM13 is attributed to the higher content of
iso-paraffins compared with ZSM-5 additive.
4 Conclusions
In this study, we have reported the synthesis and utilization
of ZSM-5/MCM-41 (ZM13) composite as an FCC catalyst
additive to enhance propylene yield. The composite zeolite
was synthesized through a simple route comprising ZSM-5
dissolution in 0.7 M NaOH using CTAB. Propylene yield
increased from 5.0 wt% over E-Cat (base case) to 12.2 wt%
over steamed ZM13 composite additive compared with 5.4
wt% over MCM-41 and 8.6 wt% over ZSM-5. Enhanced
mass transport was a critical issue for the increase in pro-
pylene and other light olefins yields over the composite
additive. Olefins-consuming hydrogen transfer reactions
were suppressed and secondary reactions were reduced due
to shorter residence time and rapid elution of primary
cracking products. PIONA results showed that the loss in
gasoline yield was mainly due to the cracking of gasoline
range iso-paraffins and olefins in some additives. The
advantage of using ZSM-5/MCM-41 composite as an FCC
additive appeared in the relatively high-octane value for the
gasoline fraction. For all additives except MCM-41, gas-
oline octane number increased by 6–12 numbers due to the
significant increase in aromatics level, mainly over ZSM-5
additive.
Acknowledgments The authors acknowledge the financial support
provided by King Abdul Aziz City for Science and Technology
(KACST) for this research under Refining & Petrochemicals Program
of the National Science, Technology & Innovation Plan (NSTIP;
09-PETE85-4). We are also grateful for the support from Ministry of
Higher Education, Saudi Arabia for establishing the Center of
Research Excellence in Petroleum Refining & Petrochemicals at King
Fahd University of Petroleum & Minerals (KFUPM).
References
1. J. Yim, Presented at the 11th Asia Petrochemical Industry Con-
ference (APIC), May 2011, Fukuoka, Japan
2. M. Hamayel, A. Aitani, M.R. Saeed, Chem. Eng. Technol. 28,
923 (2005)
3. A. Lappas, C.S. Triantafillidis, Z. Tsagrasouli, V. Tsiatouras, I.A.
Vasalos, N. Evmiridi, Stud. Surf. Sci. Catal. 142, 807 (2002)
4. A. Aitani, T. Yoshikawa, T. Ino, Catal. Today 60, 111 (2000)
5. T.F. Degnan, G.K. Chitnis, P.H. Schipper, Microporus Meso-
porous Mater. 35–36, 245 (2000)
6. D. Wallenstein, R.H. Harding, Appl. Catal. A: General 214, 11
(2001)
0
10
20
30
40
50
60
70
80
n-Paraffins i-Paraffins Olefins Naphthenes Aromatics
Yie
ld, w
t.%
E-cat
ZSM-5
MCM-41
ZM13
ZMST2
ST-ZM13
Fig. 9 Gasoline composition at constant conversion of 75% over
E-Cat and E-Cat/additives
508 J Porous Mater (2012) 19:499–509
123

7. J. Arandes, I. Torre, M.J. Azkoiti, J. Erena, M. Olazar, J. Bilbao,
Energy Fuels 23, 4215 (2009)
8. X. Gao, Z. Tang, H. Zhang, D. Ji, G. Lu, Z. Wang, Z. Tan, J. Mol,
A. Catal, General 325, 36 (2010)
9. J. Wenbin, C. Beiyan, S. Ningyuan, S. Haitao, Z. Yuxia, China
Pet. Proc. Petrochem. Tech. 12, 13 (2010)
10. A. Corma, J. Martinez-Triguero, J. Catal. 165, 102 (1997)
11. A. Corma, J. Martinez-Triguero, C. Martinez, J. Catal. 197, 151
(2001)
12. Z. Liu, J. Fu, M. He, M. Li, Prepr. Pap. Am. Chem. Soc. Div. Fuel
Chem. 48, 712 (2003)
13. A.F. Costa, H.S. Cerqueira, J.M. Ferreira, N.M. Ruiz, M.C.
Menezes, Appl. Catal. A: General 319, 137 (2007)
14. S. Inagaki, K. Takechi, Y. Kubota, Chemical Comm. 46, 2662
(2010)
15. X. Xu, X. Ran, Q. Cui, C. Li, H. Shan, Energy Fuels 24, 3754
(2010)
16. M.A.B. Siddiqui, A. Aitani, M.R. Saeed, N. Al-Yassir, S. Al-
Khattaf, Fuel 90, 459 (2011)
17. S. van Donk, A.H. Janssen, J.H. Bitter, K. de Jong, Catal. Rev.
45, 297 (2003)
18. S. Abello, A. Bonilla, J. Perez-Ramırez, Appl. Catal. A: General
364, 191 (2009)
19. J.C. Groen, W. Zhu, S. Brouwer, S. Huynink, F. Kapteijn, J.A.
Moulijn, J. Perez-Ramirez, J. Am. Chem. Soc. 129, 355 (2007)
20. J.C. Groen, L.A. Peffer, J.A. Moulijn, J. Perez-Ramirez, Colloids
Surfaces A: Physicochem. Eng. Aspects 241, 53 (2004)
21. M.L. Goncalves, L.D. Dimitrov, M.H. Jordao, M. Wallau, E.
Urquieta-Gonzalez, Catal. Today 133–135, 69 (2008)
22. C. Song, Z. Yan, Asia-Pac. J. Chem. Eng. 3, 275 (2008)
23. C. He, P. Li, J. Cheng, H. Wang, J. Li, Q. Li, Z. Hao, Appl. Catal.
A: General 382, 167 (2010)
24. X. Niua, Y. Songa, S. Xiea, S. Liua, Q. Wanga, L. Xu, Catal.
Lett. 103, 211 (2005)
25. J. Qi, T. Zhao, X. Xu, F. Li, G. Sun, J. Porous. Mater. 18, 69
(2011)
26. J.S. Beck, J.C. Vartuli, W.J. Roth, M.E. Leonowicz, C.T. Kresge,
K.D. Schmitt, C.T. Chu, D.H. Olson, E.W. Sheppard, S.B.
McCuller, J.B. Higgins, J.L. Schlenker, J. Am. Chem. Soc. 114,
10834 (1992)
27. C.A. Emeis, J. Catal. 141, 347 (1993)
28. C.T. Kresge, M.E. Leonowicz, W.J. Roth, J.C. Vartuli, J.S. Beck,
Nature, London 359, 710 (1992)
29. R.B. Borade, A. Clearfield, Catal. Lett. 31, 267 (1995)
30. S. Inagaki, M. Ogura, T. Inami, Y. Sasaki, E. Kikuchi, M. Mat-
sukata, Microporus Mesoporous. Mat. 74, 163 (2004)
31. J. Perez-Ramırez, C.H. Christensen, K. Egeblad, C.H. Christen-
sen, J.C. Groen, Chem. Soc. Rev. 37, 2530 (2008)
32. K.H. Schnabel, G. Finger, J. Kornatowski, E. Loffler, C. Peuker,
W. Pilz, Microporous Mater. 11, 293 (1997)
33. M. Selvaraj, A. Pandurangan, K.S. Seshadri, P.K. Sinha, K.B.
Lal, App. Catal. A: General 242, 347 (2003)
34. Y. Liu, W. Zhang, T.J. Pinnavaia, Angew. Chem. Int. Ed. 40,
1255 (2001)
35. A. Palani, N. Gokulakrishnan, M. Palanichamy, A. Pandurangan,
Appl. Catal A: General 304, 152 (2006)
36. S. Al-Khattaf, H.I. de Lasa, Can. J. Chem. Eng. 79, 341 (2001)
37. K.A. Mahgoub, S. Al-Khattaf, Energy Fuels 19, 329 (2005)
38. M.A. den Hollander, M. Wissink, M. Makkee, J. Moulijn, Appl.
Catal. A: General 223, 85 (2002)
39. X. Zhu, S. Liu, Y. Song, L. Xu, Appl. Catal. A: General 288, 134
(2005)
40. A.F. Wielers, M. Vaarkamp, M.F. Post, J. Catal. 127, 51 (1991)
41. J. Dekun, L. Shuyuan, D. Fuchen, C. Yaoling, China Petroleum
Proc. Petrochem. Tech. 11, 10 (2009)
42. J. Scherzer, Catal. Rev. Sci. Eng. 31, 215 (1989)
J Porous Mater (2012) 19:499–509 509
123




















