Synthesis and characterization of novel citric acid-based polyester elastomers

Unsaturated Polyester-Toughened Epoxy Composites: Effectof Sisal Fiber on Thermal and Dynamic MechanicalProperties
Nagarjuna Reddy Paluvai,1,2 Smita Mohanty,1,2 S.K. Nayak1,2
1Advanced Research School for Technology and Product Simulation (ARSTPS), Central Institute of PlasticsEngineering and Technology (CIPET), Chennai, India
2Laboratory for Advanced Research in Polymeric Materials (LARPM), Central Institute of Plastics Engineeringand Technology (CIPET), Bhubaneswar, India
In the present study, the mechanical and thermal prop-erties of sisal fiber-reinforced unsaturated polyester(UP)-toughened epoxy composites were investigated.The sisal fibers were chemically treated with alkali(NaOH) and silane solutions in order to improve theinterfacial interaction between fibers and matrix. Thechemical composition of resins and fibers was identi-fied by using Fourier-transform infrared spectroscopy.The UP-toughened epoxy blends were obtained by mix-ing UP (5, 10, and 15 wt%) into the epoxy resin. Thefiber-reinforced composites were prepared by incorpo-rating sisal fibers (10, 20, and 30 wt%) within the opti-mized UP-toughened epoxy blend. Scanning electronmicroscopy was used to analyze the morphologicalchanges of the fibers and the adhesion between thefibers and the UP-toughened epoxy system. The resultsshowed that the tensile and flexural strength of (alkali-silane)-treated fiber (30 wt%) -reinforced compositesincreased by 83% and 55%, respectively, as comparedwith that of UP-toughened epoxy blend. Moreover, ther-mogravimetric analysis revealed that the (alkali-silane)-treated fiber and its composite exhibited higher thermalstability than the untreated and alkali-treated fiber sys-tems. An increase in storage modulus and glass transi-tion temperature was observed for the UP-toughenedepoxy matrix on reinforcement with treated fibers. Thewater uptake behavior of both alkali and alkali-silane-treated fiber-reinforced composites is found to be lessas compared with the untreated fiber-reinforced com-posite. J. VINYL ADDIT. TECHNOL., 00:000–000, 2015. VC 2015Society of Plastics Engineers
INTRODUCTION
Natural fiber-reinforced thermoset composites have
generated considerable industrial interest over the past
decades. These materials have high specific strength-to-
weight ratio, low density, high strength and modulus-
enhanced energy recovery and biodegradability, which
allow them to compete with their synthetic counterparts
[1, 2]. Commercially available natural fibers, such as
hemp, jute, kenaf, sisal, flax, palm, silk, cotton, and
banana, have been widely used as reinforcements in poly-
meric materials. Sisal fibers are among the most widely
used natural fibers today because they are widely avail-
able, are relatively inexpensive, and possess excellent
mechanical and thermal properties [3–5]. Nevertheless,
the presence of cellulose, hemicelluloses, lignin, and
waxy substances allows absorbing moisture from the
environment, which leads to poor adhesion with the
hydrophobic polymer matrix [6, 7]. Various investigations
have been taken out on the modifications of natural fibers
to improve their compatibility with the polymeric material
[8]. Several authors [9–14] have reported different surface
treatments for fiber, which involves chemical techniques,
such as acetylation, alkali, benzoylation, grafting, silane
treatment, and alkali-silane treatments.
Epoxy resins are the most important thermosetting res-
ins, used widely in industry, which exhibits low shrinkage,
good mechanical and thermal properties, and excellent
adhesion to a variety of substrate materials [15–17]. The
major drawback of the cured epoxy systems is its brittle
nature, exhibiting poor resistance to impact and crack prop-
agation [18, 19]. To improve the working performance, the
epoxy resin has been blended with flexible polymers, such
as rubbers, thermoset, and thermoplastic polymers [20–23].
Unsaturated polyester (UP) resins can be applied to modify
the epoxy resins because of their low manufacturing cost
and ease of processing. The low-viscosity UP resin
improves the processibility of the epoxies, which amelio-
rates the impact and fracture properties with a decrease in
some of the thermal properties [24–27].
This work reports the effect of sisal fiber on the
mechanical, thermal, morphological, and water absorption
properties of the UP-toughened epoxy system. The
Correspondence to: Nagarjuna Reddy Paluvai; e-mail: nag1987@gmail.
com
Additional Supporting Information may be found in the online version
of this article.
DOI 10.1002/vnl.21491
Published online in Wiley Online Library (wileyonlinelibrary.com).
VC 2015 Society of Plastics Engineers
JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015

toughened epoxy blends have been prepared by using the
simple experimental method: mechanical mixing followed
by ultrasonication of UP resin to the epoxy monomer. In
order to enhance the properties of these materials, sisal
fibers were chemically modified with alkali and silane
solutions. The mechanical, thermal, and morphological
properties of fibers have been investigated by using a
Universal Testing Machine, thermogravimetric analysis
(TGA), and scanning electron microscopy (SEM)
analysis.
EXPERIMENTAL
Materials
Diglycidyl ether of bisphenol-A epoxy resin (viscosity:
11 6 2 Pa.s and epoxide equivalent: 189 6 5 g/eq), trie-
thylenetetramine, UP resin (viscosity: 0.45 6 0.05 Pa.s
and acid value: 25 6 3 mg KOH/g), and other reagents,
such as methyl ethyl ketone peroxide (initiator/catalyst)
and cobalt naphthenate (accelerator), were supplied from
Allied Agencies Ltd. (Hyderabad, India). 3-
Aminopropyltriethoxy silane (APTES) was procured from
Sigma-Aldrich (Bangalore, India). Sisal fibers used in this
work were obtained from tribal districts of Kheonjhar
(Odisha, India).
Surface Modification of Sisal Fibers
Prior to surface modification, the fibers were washed
several times with ground water followed by a detergent-
diluted solution at 40–50oC to remove wax and other
impurities and subsequently air-dried. Fourier-transform
infrared (FTIR): O–H stretching (3,337 cm21), C5O
(1,732 cm21), C–O stretching (1,299 cm21), C–H asym-
metric and symmetric stretching (2,899 cm21), and CH2
(1,430 cm21) [28, 29].
Alkali Treatment of Sisal Fiber. The fibers, measuring
50 cm in length, were soaked in a solution containing 2
wt% alkali (NaOH) at room temperature for 4 h. Subse-
quently, the NaOH-treated fibers were washed three to
four times with distilled water containing a few drops (5–
10 wt%) of acetic acid to neutralize the excess sodium
hydroxide. The fibers were then dried in the oven at
1058C for 24 h [6]. FTIR: O–H stretching (3,300 cm21),
C–H asymmetric and symmetric stretching (2,884 cm21),
and CH2 (1,415 cm21) [28, 29].
Alkali-Silane Treatment of Sisal Fiber. The alkali-
treated fibers were immersed in the APTES solution (the
solution contains 6 wt% of silane mixed with ethanol/
water in a ratio of 8:2). The fibers were allowed to
endure for 1 h; subsequently, the ethanol-water was
drained out and the fibers were air dried for 30 min, fol-
lowed by drying in the oven [8, 11, 30, 31]. The interac-
tion of APTES with natural fibers mainly goes through
the following steps, as presented in Scheme 1. FTIR: O–
H stretching (3,295 cm21), C–H asymmetric and symmet-
ric stretching (2,844 cm21), CH2 (1,406 cm21), NH2
stretching (3,200 cm21), Si–O (820 cm21), and Si–O–Si
(1,239 cm21) [28, 29].
Fabrication of UP-Toughened Epoxy Systems and ItsSisal Fiber-Reinforced Composites
The composite specimens were made with three differ-
ent weight ratios of treated and untreated sisal fibers (10,
20, and 30 wt%). The mold was coated with a thin layer
of silicon spray, which acts as a good releasing agent.
The fibers were arranged in unidirectional orientation in a
mold measuring 25 cm 3 25 cm 3 0.3 cm in the form of
long fibers of an L/D ratio of 5:0.002.
The UP-toughened epoxy blends were fabricated by
using compression molding. A fixed amount of epoxy
resin (100 g) and varying amounts of UP resin (5, 10,
and 15 g) were mixed together in a 200-mL beaker at
room temperature with a mechanical shear stirrer for
about 2 h to give a homogeneous liquid. Then, the mix-
ture was sonicated for 30 min on pulse mode (15 s on/
15 s off). The external cooling system was employed by
submerging the beaker containing the mixture in an ice
bath to avoid the temperature rising during the sonication
process. Once the process was completed, a calculated
amount of hardener (20 wt%)/catalyst (2 wt%)/promoter
(2 wt%) was added to the above-sonicated solution [32,
33]. The solution was mixed thoroughly for 10 to 15 min
and then poured over the fibers, evenly passed and
pushed down with a roller to eliminate the air bubbles,
and silicon spray was used as a mold-releasing agent. The
fabrication process steps of the sisal fiber-reinforced UP-
toughened epoxy composites are depicted in Fig. 1 [34].
The mold was kept at room temperature for 24 h, the at
808C for 4 h, and postcuring was carried out at 1108C for
2 h and at 1408C for 15 min at 70.32 kg/cm2 pressure in
a compression machine. After curing, the samples were
removed from the mold and characterized for different
properties [35–37].
The same procedure was adopted to obtain UP-
toughened epoxy samples, except the addition of fibers
into UP/epoxy solution. FTIR of epoxy/UP: OH stretching
(3,541 cm21), methyl (–CH3) asymmetric stretch
(2,968 cm21), C5O stretching (1,724 cm21), asymmetric
and symmetric C–O–C stretching of aromatic ester (1,238
and 1,125 cm21), aromatic C5C (1,444 cm21), and C–
O–C oxirane group of epoxy peaks (908 and 823 cm21)
[28, 29].
CHARACTERIZATION TECHNIQUES
Dynamic Mechanical Properties
Specimens of UP, epoxy, UP-toughened epoxy, and
untreated and treated reinforced UP-toughened epoxy
were measured at a frequency of 1 Hz and amplitude of
615 mm in the three-point bending mode using a
2 JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015 DOI 10.1002/vnl

dynamic mechanical analysis (DMA) instrument (Q800;
TA Instruments, New Castle, DE) as per ASTM-D-5026
at a heating rate of 108C per min from 30 to 3008C. The
glass transition temperature (Tg) was calculated by the
maximum peak obtained from Tan delta versus the tem-
perature plot. The samples having dimensions of 63.5 mm
3 12.7 mm 3 3 mm were cut in a parallel direction with
respect to fibers.
SCHEME. 1. Possible reaction mechanism during the silane treatment of sisal fiber.
FIG. 1. Process flow chart for the fabrication of (sisal fiber)-reinforced UP-toughened epoxy composites.
DOI 10.1002/vnl JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015 3

Interfacial Properties
Fourier-Transform Infrared Spectroscopy. FTIR
spectra of sisal fibers; uncured resin systems (UP, epoxy,
and epoxy/5 wt% UP) were recorded by an Agilent Cary
630 FTIR spectrometer (USA) with the attenuated total
reflectance technique.
Nuclear Magnetic Resonance Spectroscopy. The pro-
ton nuclear magnetic resonance (1H-NMR) spectra of the
epoxy, UP, and epoxy/UP samples were recorded on a
Bruker Avance III 500 MHz NMR spectrometer (MA).
Tetramethylsilane was used as internal standard, and
CDCl3 was used as solvent.
Scanning Electron Microscopy. The surface morphol-
ogy of the impact-tested samples and fibers was per-
formed by using a scanning electron microscope
(EVOMA 15; Carl Zeiss SMT, Germany). Prior to analy-
sis, all the fractured surfaces of samples were coated with
palladium using a sputtering system to eliminate electric
charging during SEM analysis.
Mechanical Properties
Tensile Testing. Tensile strength and modulus of
untreated and treated fibers were determined by using a
Universal Testing Machine (InstronVR 3382; Bucks, UK)
as per ASTM-D-3379 at 2 mm/min crosshead speed,
gauge length of 40 mm, and fiber length of 50 cm. The
blends and composites with dimensions of 200 mm 3
25 mm 3 3 mm were analyzed as per ASTM-D-5083
using the same Universal Testing Machine at a crosshead
speed of 5 mm/min and a gage length of 50 mm.
Flexural Testing. Specimens with dimensions of
127.5 mm 3 25 mm 3 3 mm were taken for flexural
tests under a three-point bending using the Universal
Testing Machine, in accordance with ASTM-D-790 at a
crosshead speed of 2 mm/min and a span length of
50 mm.
Impact Testing. The unnotched Izod impact strength of
samples was determined from specimens having dimen-
sions of 63.5 mm 3 12.7 mm 3 3 mm, using an impac-
tometer (Tinius Olsen, Inc, Horsham, PA) as per ASTM
D 256. The mechanical properties were conducted at
23 6 58C and 55% RH, using five specimens for each
test; the data provided were taken from an average of
five specimens.
Thermal Properties
Thermogravimetric Analysis. TGA thermograms of
samples were obtained by using a thermogravimetric ana-
lyzer (Q 50; TA Instruments) as per ASTM E 1868, and
samples of 10 mg or smaller were secured from 308C to
9008C at a heating rate of 58C/min in a nitrogen atmos-
phere, corresponding to initial and degradation tempera-
ture; % char was noted.
Water Absorption Test
The water absorption behavior of the samples is eval-
uated (according to Eq. 1) as per ASTM D 570. The
cured sisal fiber-reinforced UP-toughened epoxy compo-
sites with dimensions of 60 mm 3 60 mm 3 3 mm were
immersed in distilled water for 11 weeks. Specimens
were removed from the water and wiped with tissue paper
in order to remove the surface water on the sample and
weighed to an accuracy of 0.001 g taken for each interval
of 24 h
Wg %ð Þ5 Ww2Wd
Wd
� �3100 (1)
where Wg is the weight gain; Ww is the wet sample
weight; and Wd is the dry sample weight.
RESULTS AND DISCUSSION
1H Nuclear Magnetic Resonance (NMR) Spectroscopy
1H-NMR spectra of epoxy, UP, and epoxy/UP systems
are shown in Fig. 2. UP spectra showed signal at 0.89–
1.5 ppm, 5.13–5.3 ppm (methylene and methyl groups of
FIG. 2. 1H-NMR spectra of UP, epoxy, and epoxy/UP systems.
4 JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015 DOI 10.1002/vnl

propylene glycol), 3.65–4 ppm (methylene groups
attached to ether oxygen atom of diethylene glycol), 4–
4.6 ppm (methylene groups attached to ester oxygen atom
of diethylene glycol), 6.65–6.98 ppm (unsaturated vinyl
group of maleic anhydride), and 7.2–7.9 ppm (orthoph-
thelic acid). Similarly, epoxy/UP signals were found for
propylene glycol at 5.25 and 5.78 ppm and orthophthelic
acid at 7.3 and 7.4 ppm with the incorporation of UP in
the epoxy monomer. The other peaks of UP disappear
because a lower amount of UP (5 wt%) added within the
toughened epoxy system is much less. It confirmed that
the reaction between epoxy and UP was favorable [28,
29].
Scanning Electron Microscopy
Scanning Electron Microscopy Analysis of Fibers.
SEM micrographs of untreated sisal fiber (UTF), alkali
treated sisal fiber (ATF), and alkali-silane treated sisal
fiber (ASTF) are shown in Fig. 3a–c. It is noted that, in
the case of UTF, there are traces of impurities along the
longitudinal surface of the fiber. As can be seen from
Fig. 3b, c, the chemical treatment tends to remove wax
and other essences on fiber surface. The ATF were dis-
played as fibrillation and a coarser morphology, which
is clearly visible from the microporous structure on the
fiber. Unlike the UTF, the ATF shows a rough surface
because of the removal of hemicelluloses and pectin
groups that render uniform arrangement of the less dense
and rigid fibrils in the tensile direction. A similar phe-
nomenon was observed in the case of ASTF, which dem-
onstrated the presence of macrospores, fibrillation, as
well as rougher fiber surfaces. It is assumed that the
moisture in the fiber hydrolyzes the silanes to form sila-
nols, which finally forms covalent bonds or H-bonds
with the OH group of sisal fiber [6, 28, 29].
Scanning Electron Microscopy Analysis of the Blends.
The representative SEM micrographs of epoxy, UP, and
epoxy/UP systems are presented in Fig. 4a–c. The frac-
tured surface of the epoxy system is a smooth glassy and
homogenous microstructure with cracks in different
planes, indicating the brittle nature and poor impact
strength of the epoxy system (Fig. 4a). As can be seen
from Fig. 4b, the fractured micrograph of the UP resin is
less wide, and continuous rapid crack propagation has
taken place along the axis of crack growth. The fracture
surface is smooth with low long narrow hilltops. Con-
versely, the fractured surface of the UP system shows a
FIG. 3. SEM micrographs of (a) untreated, (b) 2% alkali treated, and (c) (alkali-silane)-treated fibers. [Color figure can be viewed in the online issue,
which is available at wileyonlinelibrary.com.]
FIG. 4. SEM micrographs of (a) UP, (b) epoxy, and (c) epoxy/UP systems. [Color figure can be viewed in the online issue, which is available at
wileyonlinelibrary.com.]
DOI 10.1002/vnl JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015 5

homogenous structure. The miscible characteristics of the
epoxy/UP system are observed in Fig. 4c, suggesting
strong adhesion between the epoxy and UP and also
reducing the brittle nature of the matrix [26–29].
Scanning Electron Microscopy Analysis of Fiber-
Reinforced Epoxy/UP Composites. Figure 5a shows
the fractured surface of untreated sisal composite, indicat-
ing a clear pullout of fibers without any resin matrix
adhering to the fiber. This indicates poor adhesion
between the UTF and the matrix. The micrographs of
ATF-reinforced composites, shown in Fig. 5b, also show
pullout fibers along with the existence of cracks at the
broken surface. The interface is minimum and strong
adhesion exists between the fiber and matrix. Further-
more, the micrographs of (alkali-saline)-treated sisal com-
posites, depicted in Fig. 5c, show that there is a
separation of swelled fibrils of fracture lines and matrix
cracking. The fibers are pulled out together with the
matrix, which reveals improved adhesion at the interface
[9, 10, 37].
Mechanical Properties
Mechanical Properties of Sisal Fibers. The diversity
of mechanical properties of UTF, ATF, and ASTF is
shown in Table 1. It is evident that the alkali treatment
improves the mechanical properties of the fiber nearly
21% in the tensile strength and 23% in Young’s modulus,
obtained at 2 wt% of NaOH concentration as compared
with UTF. This behavior is probably due to the alkali
treatment removing the impurities on the fiber surface,
which leads to fibrillation of sisal fiber, thereby produc-
ing a rough surface topology of improved tensile proper-
ties as compared with UTF. However, beyond 2 wt% of
NaOH concentration, the fiber strength was reduced
because of delignification. Higher alkali concentration (15
wt% of NaOH) results in the fiber losing the cementing
material (i.e., lignin), thus decreasing the tensile strength
and tensile modulus to 23% and 3% as compared with 2
wt% ATF. On the contrary, silane treatment on the ATF
found substantial improvement in the tensile properties.
Tensile strength of ATF increased from 503 MPa to 531
MPa and a tensile modulus from 17.3 GPa to 19.6 GPa
with the silane treatment. This phenomenon is attributed
to the establishment of H-bonds as well as covalent bond-
ing between APTES and sisal fiber, which makes the
fiber surface more hydrophobic and rougher than the
alkali treatment.
Mechanical Properties of Blends. The mechanical
properties of epoxy, UP, and epoxy/UP are presented in
Table 2. It is evident that incorporating UP resin into the
epoxy acts as a toughening agent and significantly
increases the mechanical properties as compared with that
of the unmodified resin; the detailed toughened mechanism
is shown in Scheme 2. The toughened epoxy at 5 wt% UP
resin displayed the optimum increase in tensile strength
and modulus of 16% and 34%, respectively, as compared
with the unmodified resin. A similar increase in the flex-
ural strength and modulus of 19% and 25% was observed.
This behavior is due to the formation of hydrogen bonding
between the epoxy and UP. Impact strength of epoxy/5%
UP is 37% higher than that of the unmodified resin (Table
2). It is concluded that the UP resin helps to absorb the
impact energy and prevents crack propagation during the
fracture. Furthermore, addition UP resin (beyond 5 wt%)
in the epoxy reduces the mechanical properties that con-
firm the plasticization effect in the UP-epoxy system [38,
39]. The toughened epoxy at 5 wt% of UP has been
TABLE 1. Mechanical properties of untreated and treated sisal fibers.
Type of
treatment for
sisal fiber
Tensile
strength
(MPa)
Young’s
modulus
(GPa)
Elongation
at break
(%)
Untreated 393 6 26 14.1 6 0.11 1.5
1% alkali treated 435 6 32 16.8 6 0.05 1.76
2% alkali treated 503 6 15 17.3 6 0.04 2.86
5% alkali treated 427 6 25 16.5 6 0.05 2.21
10% alkali treated 386 6 21 15.3 6 0.07 2.3
15% alkali treated 320 6 11 13.7 6 0.07 1.35
Alkali-silane treated 531 6 30 19.6 6 0.14 3.45
FIG. 5. SEM micrographs of (a) untreated, (b) alkali treated, and (c) (alkali-silane)-treated (sisal fiber)-reinforced UP-toughened epoxy composites at
30 wt% fiber content. [Color figure can be viewed in the online issue, which is available at wileyonlinelibrary.com.]
6 JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015 DOI 10.1002/vnl

optimized based on the mechanical properties and was con-
sidered a base matrix for further studies.
Mechanical Properties of Sisal Fiber-Reinforced
Epoxy/UP Composites. The mechanical properties of
sisal fiber-reinforced epoxy/UP composites are depicted
in Table 3. It is evident that the mechanical properties of
epoxy/UP increases with the incorporation of both treated
and untreated sisal fibers from 10 to 30 wt%. The compo-
sites prepared at 30 wt% untreated and treated sisal fibers
exhibited optimum mechanical performance; beyond that,
there was deterioration in the properties (Table S1). This
behavior reveals the agglomeration in the composite
because of inefficient interface between fiber and matrix,
which leads to the development of microcracks, thus
resulting in weak mechanical strength.
Comparing the mechanical performance of ATF com-
posites with the UTF samples, there is an enhancement in
tensile strength and tensile modulus and a decrease in
impact strength to 29%, 9%, and 14%. A similar incre-
ment in flexural strength (9%) and flexural modulus
(14%) is observed. It reveals that the alkali treatment
improves the fibrillation in fibers, which thereby increases
the surface contact with the matrix, thus contributing to
enhanced stress transfer at the interface. Similarly, it is
assumed that alkali treatment improves the surface adhe-
sive characteristics of the fiber by removing the natural
and artificial impurities.
The ASTF-reinforced composites displayed an opti-
mum mechanical performance as compared with all other
systems. The increase in tensile strength (34%), tensile
modulus (17%), flexural strength (14%), and flexural
modulus (17%) of ASTF-reinforced UP-toughened epoxy
composites was observed as compared with the UT com-
posites and 6% diminution in impact strength at 30 wt%
fiber loading. This behavior is due to the silane molecule
reacting with suitable bonding groups of UP-toughened
epoxy system. Thus, chemical reactions occur between
sisal fiber, matrix, and silane-coupling agent. Interfacial
properties are improved by the resultant chemical bond-
ing. The coupling mechanism of APTES-grafted fiber
with UP-toughened epoxy composites has been proposed
by several authors [30, 40], as summarized in Scheme 3.
The average impact strength of the natural composites
is mentioned in Table 3 as a function of fiber content.
Impact strength results indicate that the fiber surface
treatments do affect the impact energy as expected; the
firm interfaces lead to reduced impact properties. It is
evident that the impact energies of the UT-reinforced UP-
toughened epoxy composites are considerably higher than
that of ATF- and ASTF-reinforced composites. This is
due to the fact that chemical treatments improve the
roughness and adhesive characteristics of sisal fiber sur-
face by partial removal of wax, hemicelluloses, and lig-
nin. Examination of the fracture surfaces indicates that
fiber and matrix fractures and fiber pullout are the pri-
mary failure mechanisms. UT-reinforced composites have
more pullout fibers compared with ATF- and ASTF-
reinforced composites. This enables the untreated compo-
sites to absorb more impact energy during fracture.
Thermogravimetric Analysis
Thermogravimetric Analysis of Untreated and Treated
Fibers. The thermal stability of sisal fibers as a function
of alkali and alkali-silane treatments was examined by
TABLE 3. Mechanical properties of fiber-reinforced composites.
(Sisal fiber)-reinforced
epoxy/UP composites
Fiber
loading
(%)
Tensile
strength
(MPa)
Tensile
modulus
(GPa)
Flexural
strength
(MPa)
Flexural
modulus
(GPa)
Impact
strength
(J/m)
Untreated 0 65 6 2 2.64 6 0.02 119 6 3 3.56 6 0.02 207 6 4
10 69 6 2 2.99 6 0.04 128 6 4 5.12 6 0.03 246 6 3
20 75 6 2 3.4 6 0.03 141 6 2 6.33 6 0.03 298 6 2
30 89 6 2 3.83 6 0.03 158 6 3 7.46 6 0.03 326 6 3
Alkali treated 10 73 6 1 3.16 6 0.03 133 6 4 6.06 6 0.03 239 6 2
20 88 6 2 3.8 6 0.04 152 6 5 7.14 6 0.03 247 6 1
30 115 6 2 4.2 6 0.06 172 6 3 8.5 6 0.02 280 6 2
Alkali-silane treated 10 76 6 1 3.2 6 0.03 138 6 2 6.2 6 0.03 243 6 3
20 93 6 2 3.91 6 0.03 159 6 3 7.33 6 0.03 266 6 2
30 119 6 2 4.48 6 0.04 180 6 3 8.74 6 0.03 304 6 2
TABLE 2. Mechanical properties of UP, epoxy, and epoxy/UP systems.
Epoxy/UP
composition
Tensile strength
(MPa)
Tensile modulus
(GPa)
Flexural strength
(MPa)
Flexural modulus
(GPa)
Impact strength
(J/m)
100/0 56 6 2 1.97 6 0.01 100 6 4 2.83 6 0.02 151 6 5
0/100 32 6 4 0.72 6 0.02 45 6 2 1.31 6 0.02 101 6 3
95/5 65 6 2 2.64 6 0.02 119 6 3 3.56 6 0.02 207 6 4
90/10 57 6 4 1.9 6 0.02 97 6 4 2.94 6 0.05 214 6 5
85/15 44 6 3 1.46 6 0.03 53 6 1 1.56 6 0.02 180 6 4
DOI 10.1002/vnl JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015 7

using TGA/differential thermogravimetric (DTG) curves.
The weight loss as a function of temperature for untreated
and treated sisal fibers exhibits a three-stage decomposi-
tion, as shown in Fig. 6a, b. The ATF and ASTF exhib-
ited a higher thermal decomposition temperature as
compared with UTF. The weight loss of the samples from
room temperature to 150oC is related to loss of moisture
and other volatiles. The alkali-silane treatment results in
the partial extraction of hemicelluloses, which are highly
hydrophilic and considered the greatest factor responsible
for water absorption in lignocellulosic fibers.
It noted that, up to 245oC, untreated and treated sisal
fibers exhibit thermal stability, and the mass loss of the
samples was small. Beyond 300oC, the samples show a
drastic loss in mass that is due to decomposition of cellu-
lose and hemicelluloses. Above 370oC, degradation
occurs as a result of delignification of fibers. Further-
more, it is found that the initial, 50%, and the final
decomposition temperature and weight of the residue
increased with silane treatment (Table S2). Maximum
weight loss of UTF, ATF, and ASTF is observed at
515oC (weight loss is 98.82%), 552oC (weight loss is
98.93%), and 752oC (weight loss is 86%), respectively. It
reveals that the ASTF improves the thermal resistance as
compared with both ATF and UTF, wherein 86% weight
loss was observed at 600oC. This shows that alkali-silane
treatment was efficacious in improving the thermal stabil-
ity of the sisal fibers. Furthermore, it confirms that the
treatment reduces the cementing material and removes the
moisture on natural fibers, which makes the fiber more
thermally stable than that of UT and ATF.
TGA of UP, Epoxy, and Epoxy/UP Systems. From
Fig. 7a, b, it can be concluded that there was no signifi-
cant weight loss seen in the UP-toughened epoxy matrix
due to the thermal stability decreasing as effective cross-
linking density decreases. The initial, 50%, and final
weight decomposition temperatures of epoxy resin
SCHEME. 3. Possible reaction between fiber and epoxy/UP system.
SCHEME. 2. Possible toughened mechanism between UP and epoxy resins.
8 JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015 DOI 10.1002/vnl
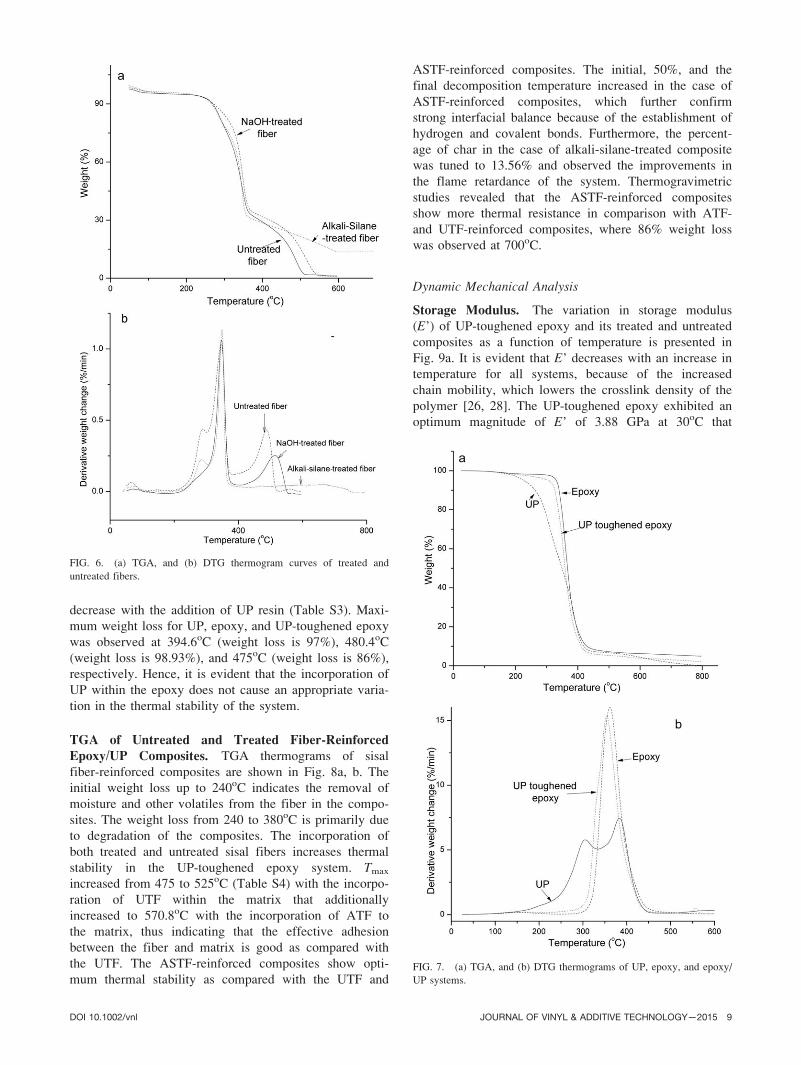
decrease with the addition of UP resin (Table S3). Maxi-
mum weight loss for UP, epoxy, and UP-toughened epoxy
was observed at 394.6oC (weight loss is 97%), 480.4oC
(weight loss is 98.93%), and 475oC (weight loss is 86%),
respectively. Hence, it is evident that the incorporation of
UP within the epoxy does not cause an appropriate varia-
tion in the thermal stability of the system.
TGA of Untreated and Treated Fiber-Reinforced
Epoxy/UP Composites. TGA thermograms of sisal
fiber-reinforced composites are shown in Fig. 8a, b. The
initial weight loss up to 240oC indicates the removal of
moisture and other volatiles from the fiber in the compo-
sites. The weight loss from 240 to 380oC is primarily due
to degradation of the composites. The incorporation of
both treated and untreated sisal fibers increases thermal
stability in the UP-toughened epoxy system. Tmax
increased from 475 to 525oC (Table S4) with the incorpo-
ration of UTF within the matrix that additionally
increased to 570.8oC with the incorporation of ATF to
the matrix, thus indicating that the effective adhesion
between the fiber and matrix is good as compared with
the UTF. The ASTF-reinforced composites show opti-
mum thermal stability as compared with the UTF and
ASTF-reinforced composites. The initial, 50%, and the
final decomposition temperature increased in the case of
ASTF-reinforced composites, which further confirm
strong interfacial balance because of the establishment of
hydrogen and covalent bonds. Furthermore, the percent-
age of char in the case of alkali-silane-treated composite
was tuned to 13.56% and observed the improvements in
the flame retardance of the system. Thermogravimetric
studies revealed that the ASTF-reinforced composites
show more thermal resistance in comparison with ATF-
and UTF-reinforced composites, where 86% weight loss
was observed at 700oC.
Dynamic Mechanical Analysis
Storage Modulus. The variation in storage modulus
(E’) of UP-toughened epoxy and its treated and untreated
composites as a function of temperature is presented in
Fig. 9a. It is evident that E’ decreases with an increase in
temperature for all systems, because of the increased
chain mobility, which lowers the crosslink density of the
polymer [26, 28]. The UP-toughened epoxy exhibited an
optimum magnitude of E’ of 3.88 GPa at 30oC that
FIG. 7. (a) TGA, and (b) DTG thermograms of UP, epoxy, and epoxy/
UP systems.
FIG. 6. (a) TGA, and (b) DTG thermogram curves of treated and
untreated fibers.
DOI 10.1002/vnl JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015 9
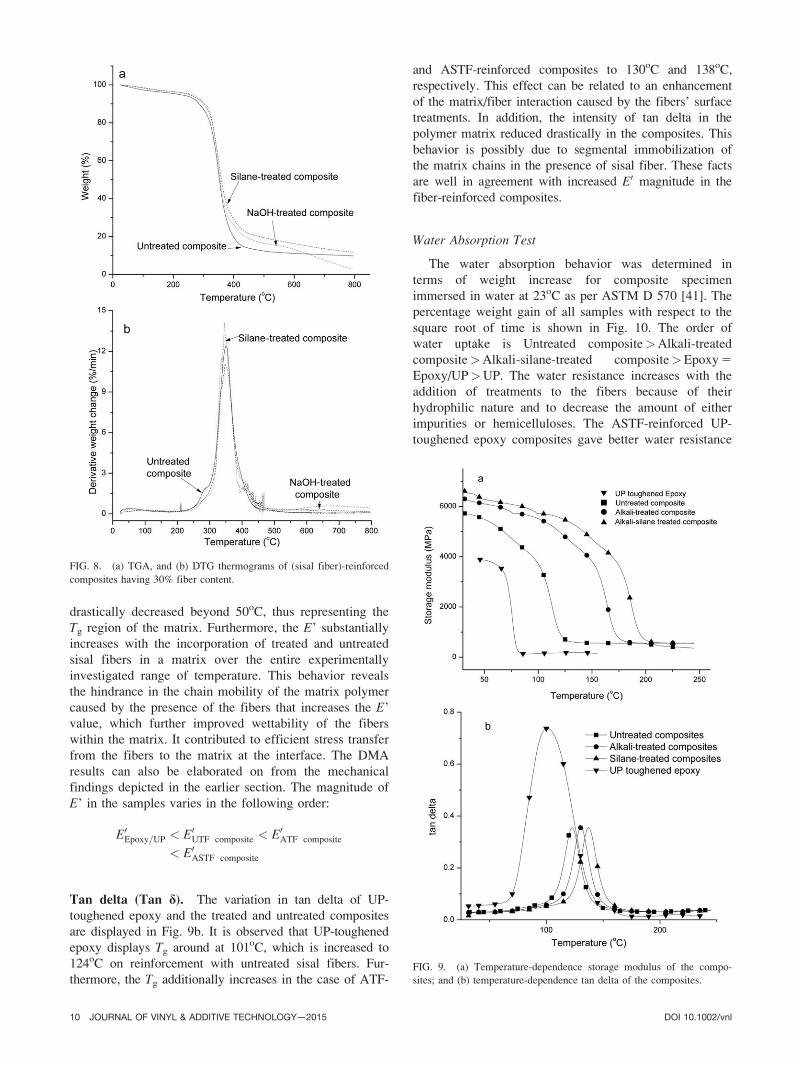
drastically decreased beyond 50oC, thus representing the
Tg region of the matrix. Furthermore, the E’ substantially
increases with the incorporation of treated and untreated
sisal fibers in a matrix over the entire experimentally
investigated range of temperature. This behavior reveals
the hindrance in the chain mobility of the matrix polymer
caused by the presence of the fibers that increases the E’
value, which further improved wettability of the fibers
within the matrix. It contributed to efficient stress transfer
from the fibers to the matrix at the interface. The DMA
results can also be elaborated on from the mechanical
findings depicted in the earlier section. The magnitude of
E’ in the samples varies in the following order:
E0Epoxy=UP < E0UTF composite < E0ATF composite
< E0ASTF composite
Tan delta (Tan d). The variation in tan delta of UP-
toughened epoxy and the treated and untreated composites
are displayed in Fig. 9b. It is observed that UP-toughened
epoxy displays Tg around at 101oC, which is increased to
124oC on reinforcement with untreated sisal fibers. Fur-
thermore, the Tg additionally increases in the case of ATF-
and ASTF-reinforced composites to 130oC and 138oC,
respectively. This effect can be related to an enhancement
of the matrix/fiber interaction caused by the fibers’ surface
treatments. In addition, the intensity of tan delta in the
polymer matrix reduced drastically in the composites. This
behavior is possibly due to segmental immobilization of
the matrix chains in the presence of sisal fiber. These facts
are well in agreement with increased E0 magnitude in the
fiber-reinforced composites.
Water Absorption Test
The water absorption behavior was determined in
terms of weight increase for composite specimen
immersed in water at 23oC as per ASTM D 570 [41]. The
percentage weight gain of all samples with respect to the
square root of time is shown in Fig. 10. The order of
water uptake is Untreated composite>Alkali-treated
composite>Alkali-silane-treated composite>Epoxy 5
Epoxy/UP>UP. The water resistance increases with the
addition of treatments to the fibers because of their
hydrophilic nature and to decrease the amount of either
impurities or hemicelluloses. The ASTF-reinforced UP-
toughened epoxy composites gave better water resistance
FIG. 9. (a) Temperature-dependence storage modulus of the compo-
sites; and (b) temperature-dependence tan delta of the composites.
FIG. 8. (a) TGA, and (b) DTG thermograms of (sisal fiber)-reinforced
composites having 30% fiber content.
10 JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015 DOI 10.1002/vnl

as compared with the UTF- and ATF-reinforced compo-
sites. This behavior is due to the hydrophobic nature of
Si–O–Si linkage and to the complete removal of hemicel-
luloses that, leading to a better adhesion between the fiber
and matrix, reduces interfacial voids.
CONCLUSIONS
The present study confirmed that the UP resin (5 wt%)
has been used to modify the brittle epoxy matrix without
diminution of mechanical properties.
Alkali and alkali-silane treatments improve the interfa-
cial bonding between the sisal fibers and UP-toughened
epoxy. Reasonable enhancements of mechanical proper-
ties were observed with alkali-silane-treated sisal fibers as
compared with 2% alkali-treated sisal fibers. This behav-
ior is due to the grafting of the silane-coupling agent onto
the alkali-treated fiber surface, which changes the mor-
phology of the fibers by removing hemicelluloses and
moisture, forming silanol, and facilitates the formation of
H-bond or covalent linkage with an OH group of fiber at
the interface. It was further confirmed from TGA studies
that alkali and alkali-silane-treated sisal fibers are ther-
mally more stable than untreated fibers. The SEM of the
treated fibers revealed that the fiber became porous and
fibrillated by alkali and alkali-silane treatment.
It is observed that the mechanical properties of treated
fiber-reinforced UP-toughened epoxy composites
increased as compared with the untreated fiber-reinforced
UP-toughened epoxy composites with respect to 10, 20,
and 30 wt% fiber loading. Alkali-silane-treated fiber-
reinforced composites have proved that there is an
enhancement in mechanical properties as compared with
the alkali-treated fiber-reinforced composites. This is due
to the alkali-silane-treated fibers having more surface area
compared with untreated and alkali-treated fibers, which
increase the adhesion between the fibers and hydrophobic
matrices and increase the mechanical properties. How-
ever, there is a slight decrease in the impact strength of
the composites as compared with the untreated samples,
which are primarily due to strong interfaces that lead to
reduced impact properties. It was further confirmed by
TGA studies that alkali-silane-treated sisal fiber-rein-
forced composites are thermally more stable than
untreated and alkali-treated fiber-reinforced composites.
The composites possess good dynamic mechanical behav-
ior at dry conditions as is suggested by the DMA analy-
sis. The alkali-silane-treated fiber-reinforced UP-
toughened epoxy composites show better water-resistant
performance because of the hydrophobic nature of Si–O–
Si linkage.
ACKNOWLEDGMENTS
The authors acknowledge the financial support under
Center of Excellence for Green Transportation Network
(CoE-GREET) sponsored by the Department of Chemicals
and Petrochemicals, Ministry of Chemicals and Fertilizers,
Govt. of India.
REFERENCES
1. K.G. Satyanarayana, G.G.C. Arizaga, and F. Wypych, Prog.Polym. Sci., 34, 982 (2009).
2. P.N. Reddy, S. Mohanty, and S.K. Nayak, Polym. Plast.Technol. Eng., 53, 1723 (2014).
3. M.S. Salit, Tropical Natural Fibre Composites, Engineering
Materials, Springer, Singapore, 15 (2014).
4. H. Ku, H. Wang, N. Pattarachaiyakoop, and M. Trada, Com-pos. Part B – Eng., 42, 856 (2012).
5. B. Singh, M. Gupta, and A. Verma, Polym. Compos., 6, 910
(1996).
6. A.K. Mohd, S. Guru, P. Padmakaran, D. Mishra, M.
Mudgal, and S. Dhakad, J. Comp. Interf., 18, 527 (2011).
7. A.K. Gupta, M. Biswal, S. Mohanty, and S. K. Nayak, FiberPolym., 15, 994 (2014).
8. L. Xue, G. Lope, Tabil, and P. Satyanarayan, J. Polym.Environ., 15, 25 (2007).
9. P.A. Sreekumar, P.T. Selvin, M.S. Jean, J. Kuruvilla, G.
Unnikrishnan, and T. Sabu, Compos. Part A – Appl. Sci.,40, 1777 (2009).
10. S. Mishra, M. Misra, S.S. Tripathy, S.K. Nayak, and A.K.
Mohanty, Polym. Compos., 2, 164 (2002).
11. O.M.L. Asumani, R.G. Reid, and R. Paskaramoorthy, Com-pos. Part A – Appl. Sci., 42, 1431 (2012).
12. T. Manindra, J. Deepak, U.K. Dwivedi, H.K. Fozia, M.M.
Malik, and M.S. Qureshi, Polym. Bull., 70, 3501 (2013).
13. N. Chand, and U.K. Dwivedi, Polym. Compos., 29, 280
(2008).
14. T. Padmavathi, N.S. Venkata, and R.M.V.G.K. Rao, J.Reinf. Plast. Compos., 31, 519 (2012).
15. J.M. Raquez, M. Deleglise, M.F. Lacrampe, and P.
Krawczak, Prog. Polym. Sci., 35, 487 (2010).
16. K.M. Sanjay, Composites Manufacturing: Materials, Prod-ucts, and Process Engineering, Washington DC: CRC Press
(2002).
17. V.P. Kommula, K. Obi Reddy, M. Shukla, T. Marwala, and
A.V. Rajulu, Int. J. Polym. Anal. Charact., 19, 693 (2014).
18. A.G. Supri, S.J. Tan, and P.L. The, J. Vinyl Addit. Technol.,20, 201 (2014).
FIG. 10. Variation of percentage weight gains of epoxy, UP, epoxy/UP
and its fiber-reinforced composites with square root of exposure time in
water.
DOI 10.1002/vnl JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015 11

19. K. Kanimozhi, P. Prabunathan, V. Selvaraj, and M. Alagar,
Polym. Bull., 71, 1277 (2014).
20. G.B. Giovanna, S. Loredana, A. Ilaria, and B. Anna, Com-pos. Part B – Eng., 53, 187 (2013).
21. V.D. Ramos, H.M. Costa, V.L.P Soares, and R.S.V.
Nascimento, Polym. Test., 24, 387 (2005).
22. A.M. Diez-Pascual, P.S. Shuttleworth, E.I. Gonzalez-
Castillo, C. Marco, M.A. Gomez-Fatou, and G. Ellis, Mac-romol. Mater. Eng., 299, 1430 (2014).
23. M.P. Edward, Epoxy Adhesive Formulations, McGraw-Hill,
New York (2006).
24. P. Saadati, H. Baharvand, A. Rahimi, and J. Morshedian,
Iran. Polym. J., 14, 637 (2005).
25. L. Yimin, Z. Weidong, and Z. Hongwei, J. Polym. Int., 54,
1408 (2005).
26. C.A. Benny, A.V. Lity, and T.N. Eby, Eur. Polym. J., 43,
1460 (2007).
27. K.C. Chinnakkannu, M. Alagar, R. Sharmila, and P.
Gnanasundaram, J. Polym. Res., 14, 319 (2007).
28. P.N. Reddy, S. Mohanty, and S.K. Nayak, J. Polym. Com-pos. DOI: 10.1002/pc.23480 (2015).
29. P.N. Reddy, S. Mohanty, and S.K. Nayak, J. Appl. Polym.Sci., 132, 42068 (2015).
30. X. Yanjun, A.S.H. Callum, and Zefang, Compos. Part A –Appl. Sci., 41, 806 (2010).
31. A.K. Bledzki and Gassan, Prog. Polym. Sci., 24, 221
(1999).
32. A. Athijayamani, M. Thiruchitrambalam, U. Natarajan, and
B. Pazhanivel, Polym. Comp., 31, 723 (2009).
33. L. Yan, M. Yiu-Wing, and Y. Lin, Compos. Interf., 12, 141
(2005).
34. H.N. Dhakal, Z.Y. Zhang, and M.O.W. Richardson, Comp.Sci. Tech., 67, 1674 (2007).
35. R.A. Varada, D.L. Ganga, and R.G. Babu, J. Appl. Polym.Sci., 89, 2970 (2003).
36. G. Piedad, Polym. Compos., 26, 121 (2005).
37. K.V.P. Chakradhar, S.K. Venkata, K.M. Ashok, and R.G.
Ramachandra, Polym. Plast. Tech. Eng., 51, 92 (2012).
38. M. Poorabdollah and M.H. Beheshty, Iran. Polym. J., 22,
385 (2013).
39. S. Yeng-Fong and J. Ru-Jong, Polym. Int., 53, 1892 (2004).
40. T.L.D. Thi, B. Hanna, and M. Edith, Comp. Sci. Technol.,72, 1160 (2012).
41. G. Forouzan, G.L. Sara, M.G. Mohammad, A. Mahdi, B.
Farideh, M. Abolghasem, and R. Zahra, Polym. Bull., 70,
1677 (2013).
12 JOURNAL OF VINYL & ADDITIVE TECHNOLOGY—2015 DOI 10.1002/vnl
Copyright © 2022 FDOKUMEN