Tribological studies on polyetherimide composites based on carbon fabric with optimized oxidation...
9
Wear 271 (2011) 2252–2260 Contents lists available at ScienceDirect Wear j o ur nal ho me p age: www.elsevier.com/locate/wear Tribological studies on polyetherimide composites based on carbon fabric with optimized oxidation treatment S. Tiwari a,b , J. Bijwe b,∗ , S. Panier c a Mechanical Engineering Department, Shri G.S. Institute of Technology and Science, Indore 452003, M.P., India b Industrial Tribology Machine Dynamics & Maintenance Engineering Centre (ITMMEC), Indian Institute of Technology Delhi, New Delhi 110016, India c Polymers and Composites Technology & Mechanical Engineering Department, Ecole des Mines de Douai, 59508 Douai Cedex, France a r t i c l e i n f o Article history: Received 31 August 2010 Received in revised form 19 November 2010 Accepted 21 November 2010 Keywords: Carbon fabric Polymer composites Surface treatment Fiber–matrix adhesion Abrasive wear a b s t r a c t Chemical inertness and hence limited wettability of carbon fibers (CF) with a selected matrix is the major problem for exploiting its full potential as reinforcement. Oxidation of CF with nitric acid is a classi- cal method for treatment of CF which increases oxidative groups on fiber surface leading to enhanced adhesion with the matrix, but at the cost of damage to the fibers leading to reduction in strength. Thus the treatment has to be for optimum time to strike a balance between these opposite effects so that the composite will have best combination of performance properties. In depth studies on this aspect, however, are not reported especially in tribological studies. Hence nitric acid treatment was employed to carbon fabric for various time intervals (15–180 min). Eight composites with untreated and acid treated fabrics were developed based on polyetherimide (PEI) matrix and evaluated for mechanical and abrasive wear properties. It was observed that 90 min treatment time was ideal one to achieve maximum pos- sible enhancement in strength and tribological properties. Fiber–matrix adhesion was improved due to inclusion of oxygenated functional groups as supported by Fourier transform infrared-attenuated total reflectance (FTIR-ATR) spectroscopy and increased surface roughening of fibers as supported by scanning electron microscopic (SEM) studies. © 2011 Elsevier B.V. All rights reserved. 1. Introduction Amongst various reinforcements being used in polymer composites, fabric reinforcement is the most promising. Such com- posites have strength in both, longitudinal as well as transverse directions of the fabric. Another special feature of such reinforce- ment is its ability to drape or confirm to curve surfaces without wrinkling [1,2]. To realize the expected enhancement in properties, it is necessary to have a very good fiber/matrix interface to ensure the load transfer from one fiber to another effectively through the matrix [3,4]. Amongst various reinforcements, carbon fibers are most favored in tribological aspects in spite of being most expensive because these not only imparts highest strength, but also thermal conductivity and lubricating properties. However, carbon fibers are chemically inert in nature and hence have poor wettability and adsorption with most of the matrices. This needs to be addressed carefully. There have been several efforts with various treatment methods to fibers practiced either in combination or in isolation such as: to graft reactive functional groups on the fiber surface which would lead to chemical bonds between resin and fiber or to ∗ Corresponding author. Tel.: +91 11 26591280; fax: +91 11 26591280. E-mail address: [email protected] (J. Bijwe). roughen the fiber surface to enhance mechanical keying between resin and fiber or by attacking the fiber with oxidizing agents lead- ing to etching and finally more interaction between fiber and matrix [5]. Amongst various fiber surface treatments [6–11], nitric acid (HNO 3 ) treatment is the most classical one to introduce functional groups on the fiber surface and to etch it to improve the interaction between fiber and matrix as a consequence of increase in surface area and surface energy [12–15]. Interestingly any such method when employed to the fiber especially which etches its surface also leads to affect the strength of fiber adversely. First effect leads to enhancement in fiber–matrix adhesion and hence improvement in strength of composite since matrix supports the fibers more firmly. Simultaneously, strength of fibers gets reduced due to etching con- tributing to deterioration of the strength of composite. The extent of this negative effect depends on type of treatment. In case of nitric acid treatment, several factors such as time of treatment, concen- tration of acid, and boiling or just dipping in acid are the influencing factors. Eventually, the first factor increases the strength of the composites in positive direction while other in negative direction. Net strength of the composite hence is maximum at some point followed by decline in the curve. Thus it is extremely important to choose right parameters for treatment to achieve maximum possi- ble benefits. In case of nitric acid treatment, though lot is reported, 0043-1648/$ – see front matter © 2011 Elsevier B.V. All rights reserved. doi:10.1016/j.wear.2010.11.052
-
Upload
mines-douai -
Category
Documents
-
view
0 -
download
0
Transcript of Tribological studies on polyetherimide composites based on carbon fabric with optimized oxidation...

To
Sa
b
c
a
ARR1A
KCPSFA
1
cpdmwitmmbccacmsw
0d
Wear 271 (2011) 2252– 2260
Contents lists available at ScienceDirect
Wear
j o ur nal ho me p age: www.elsev ier .com/ locate /wear
ribological studies on polyetherimide composites based on carbon fabric withptimized oxidation treatment
. Tiwaria,b, J. Bijweb,∗, S. Panierc
Mechanical Engineering Department, Shri G.S. Institute of Technology and Science, Indore 452003, M.P., IndiaIndustrial Tribology Machine Dynamics & Maintenance Engineering Centre (ITMMEC), Indian Institute of Technology Delhi, New Delhi 110016, IndiaPolymers and Composites Technology & Mechanical Engineering Department, Ecole des Mines de Douai, 59508 Douai Cedex, France
r t i c l e i n f o
rticle history:eceived 31 August 2010eceived in revised form9 November 2010ccepted 21 November 2010
eywords:arbon fabric
a b s t r a c t
Chemical inertness and hence limited wettability of carbon fibers (CF) with a selected matrix is the majorproblem for exploiting its full potential as reinforcement. Oxidation of CF with nitric acid is a classi-cal method for treatment of CF which increases oxidative groups on fiber surface leading to enhancedadhesion with the matrix, but at the cost of damage to the fibers leading to reduction in strength. Thusthe treatment has to be for optimum time to strike a balance between these opposite effects so thatthe composite will have best combination of performance properties. In depth studies on this aspect,however, are not reported especially in tribological studies. Hence nitric acid treatment was employed tocarbon fabric for various time intervals (15–180 min). Eight composites with untreated and acid treated
olymer compositesurface treatmentiber–matrix adhesionbrasive wear
fabrics were developed based on polyetherimide (PEI) matrix and evaluated for mechanical and abrasivewear properties. It was observed that 90 min treatment time was ideal one to achieve maximum pos-sible enhancement in strength and tribological properties. Fiber–matrix adhesion was improved due toinclusion of oxygenated functional groups as supported by Fourier transform infrared-attenuated totalreflectance (FTIR-ATR) spectroscopy and increased surface roughening of fibers as supported by scanningelectron microscopic (SEM) studies.
. Introduction
Amongst various reinforcements being used in polymeromposites, fabric reinforcement is the most promising. Such com-osites have strength in both, longitudinal as well as transverseirections of the fabric. Another special feature of such reinforce-ent is its ability to drape or confirm to curve surfaces withoutrinkling [1,2]. To realize the expected enhancement in properties,
t is necessary to have a very good fiber/matrix interface to ensurehe load transfer from one fiber to another effectively through the
atrix [3,4]. Amongst various reinforcements, carbon fibers areost favored in tribological aspects in spite of being most expensive
ecause these not only imparts highest strength, but also thermalonductivity and lubricating properties. However, carbon fibers arehemically inert in nature and hence have poor wettability anddsorption with most of the matrices. This needs to be addressedarefully. There have been several efforts with various treatment
ethods to fibers practiced either in combination or in isolationuch as: to graft reactive functional groups on the fiber surfacehich would lead to chemical bonds between resin and fiber or to
∗ Corresponding author. Tel.: +91 11 26591280; fax: +91 11 26591280.E-mail address: [email protected] (J. Bijwe).
043-1648/$ – see front matter © 2011 Elsevier B.V. All rights reserved.oi:10.1016/j.wear.2010.11.052
© 2011 Elsevier B.V. All rights reserved.
roughen the fiber surface to enhance mechanical keying betweenresin and fiber or by attacking the fiber with oxidizing agents lead-ing to etching and finally more interaction between fiber and matrix[5].
Amongst various fiber surface treatments [6–11], nitric acid(HNO3) treatment is the most classical one to introduce functionalgroups on the fiber surface and to etch it to improve the interactionbetween fiber and matrix as a consequence of increase in surfacearea and surface energy [12–15]. Interestingly any such methodwhen employed to the fiber especially which etches its surface alsoleads to affect the strength of fiber adversely. First effect leads toenhancement in fiber–matrix adhesion and hence improvement instrength of composite since matrix supports the fibers more firmly.Simultaneously, strength of fibers gets reduced due to etching con-tributing to deterioration of the strength of composite. The extentof this negative effect depends on type of treatment. In case of nitricacid treatment, several factors such as time of treatment, concen-tration of acid, and boiling or just dipping in acid are the influencingfactors. Eventually, the first factor increases the strength of thecomposites in positive direction while other in negative direction.
Net strength of the composite hence is maximum at some pointfollowed by decline in the curve. Thus it is extremely important tochoose right parameters for treatment to achieve maximum possi-ble benefits. In case of nitric acid treatment, though lot is reported,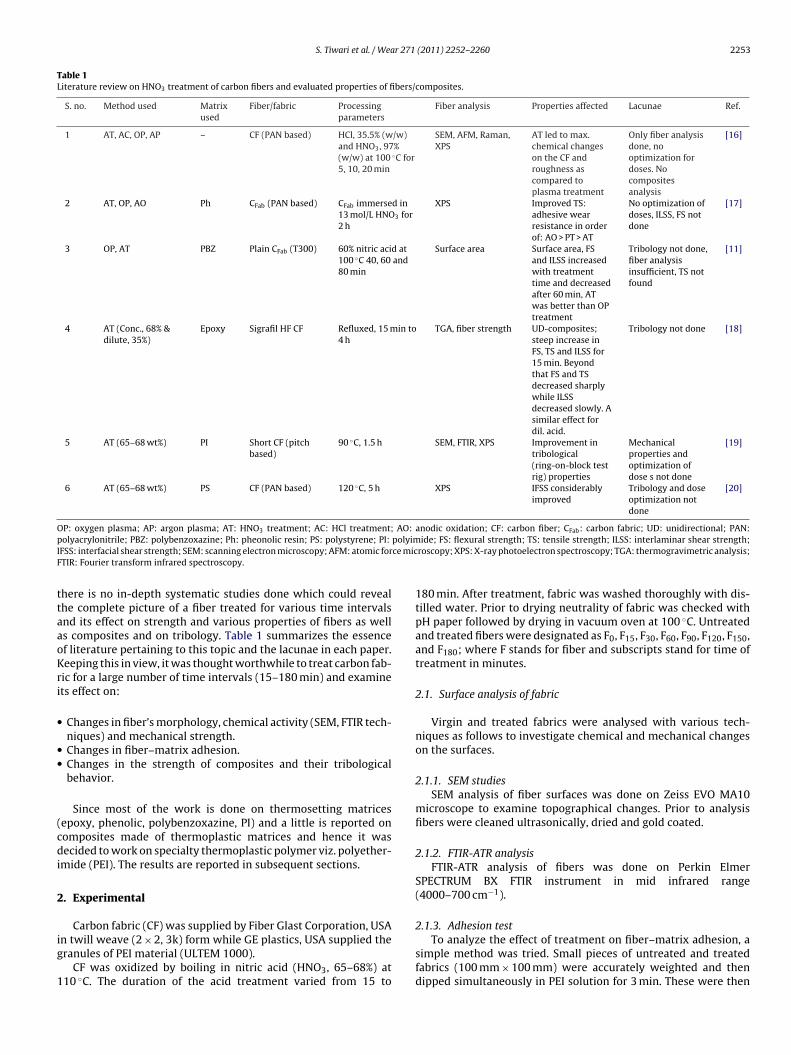
S. Tiwari et al. / Wear 271 (2011) 2252– 2260 2253
Table 1Literature review on HNO3 treatment of carbon fibers and evaluated properties of fibers/composites.
S. no. Method used Matrixused
Fiber/fabric Processingparameters
Fiber analysis Properties affected Lacunae Ref.
1 AT, AC, OP, AP – CF (PAN based) HCl, 35.5% (w/w)and HNO3, 97%(w/w) at 100 ◦C for5, 10, 20 min
SEM, AFM, Raman,XPS
AT led to max.chemical changeson the CF androughness ascompared toplasma treatment
Only fiber analysisdone, nooptimization fordoses. Nocompositesanalysis
[16]
2 AT, OP, AO Ph CFab (PAN based) CFab immersed in13 mol/L HNO3 for2 h
XPS Improved TS:adhesive wearresistance in orderof: AO > PT > AT
No optimization ofdoses, ILSS, FS notdone
[17]
3 OP, AT PBZ Plain CFab (T300) 60% nitric acid at100 ◦C 40, 60 and80 min
Surface area Surface area, FSand ILSS increasedwith treatmenttime and decreasedafter 60 min, ATwas better than OPtreatment
Tribology not done,fiber analysisinsufficient, TS notfound
[11]
4 AT (Conc., 68% &dilute, 35%)
Epoxy Sigrafil HF CF Refluxed, 15 min to4 h
TGA, fiber strength UD-composites;steep increase inFS, TS and ILSS for15 min. Beyondthat FS and TSdecreased sharplywhile ILSSdecreased slowly. Asimilar effect fordil. acid.
Tribology not done [18]
5 AT (65–68 wt%) PI Short CF (pitchbased)
90 ◦C, 1.5 h SEM, FTIR, XPS Improvement intribological(ring-on-block testrig) properties
Mechanicalproperties andoptimization ofdose s not done
[19]
6 AT (65–68 wt%) PS CF (PAN based) 120 ◦C, 5 h XPS IFSS considerablyimproved
Tribology and doseoptimization notdone
[20]
OP: oxygen plasma; AP: argon plasma; AT: HNO3 treatment; AC: HCl treatment; AO: anodic oxidation; CF: carbon fiber; CFab: carbon fabric; UD: unidirectional; PAN:p polyimI ce micF
ttaaoKri
•
••
(cdi
2
ig
1
olyacrylonitrile; PBZ: polybenzoxazine; Ph: pheonolic resin; PS: polystyrene; PI:
FSS: interfacial shear strength; SEM: scanning electron microscopy; AFM: atomic forTIR: Fourier transform infrared spectroscopy.
here is no in-depth systematic studies done which could revealhe complete picture of a fiber treated for various time intervalsnd its effect on strength and various properties of fibers as wells composites and on tribology. Table 1 summarizes the essencef literature pertaining to this topic and the lacunae in each paper.eeping this in view, it was thought worthwhile to treat carbon fab-ic for a large number of time intervals (15–180 min) and examinets effect on:
Changes in fiber’s morphology, chemical activity (SEM, FTIR tech-niques) and mechanical strength.Changes in fiber–matrix adhesion.Changes in the strength of composites and their tribologicalbehavior.
Since most of the work is done on thermosetting matricesepoxy, phenolic, polybenzoxazine, PI) and a little is reported onomposites made of thermoplastic matrices and hence it wasecided to work on specialty thermoplastic polymer viz. polyether-
mide (PEI). The results are reported in subsequent sections.
. Experimental
Carbon fabric (CF) was supplied by Fiber Glast Corporation, USA
n twill weave (2 × 2, 3k) form while GE plastics, USA supplied theranules of PEI material (ULTEM 1000).CF was oxidized by boiling in nitric acid (HNO3, 65–68%) at10 ◦C. The duration of the acid treatment varied from 15 to
ide; FS: flexural strength; TS: tensile strength; ILSS: interlaminar shear strength;roscopy; XPS: X-ray photoelectron spectroscopy; TGA: thermogravimetric analysis;
180 min. After treatment, fabric was washed thoroughly with dis-tilled water. Prior to drying neutrality of fabric was checked withpH paper followed by drying in vacuum oven at 100 ◦C. Untreatedand treated fibers were designated as F0, F15, F30, F60, F90, F120, F150,and F180; where F stands for fiber and subscripts stand for time oftreatment in minutes.
2.1. Surface analysis of fabric
Virgin and treated fabrics were analysed with various tech-niques as follows to investigate chemical and mechanical changeson the surfaces.
2.1.1. SEM studiesSEM analysis of fiber surfaces was done on Zeiss EVO MA10
microscope to examine topographical changes. Prior to analysisfibers were cleaned ultrasonically, dried and gold coated.
2.1.2. FTIR-ATR analysisFTIR-ATR analysis of fibers was done on Perkin Elmer
SPECTRUM BX FTIR instrument in mid infrared range(4000–700 cm−1).
2.1.3. Adhesion test
To analyze the effect of treatment on fiber–matrix adhesion, asimple method was tried. Small pieces of untreated and treatedfabrics (100 mm × 100 mm) were accurately weighted and thendipped simultaneously in PEI solution for 3 min. These were then

2254 S. Tiwari et al. / Wear 271 (2011) 2252– 2260
eated
ciPcot
the adverse effect of treatment on tensile strength. A tow (3k) offabric was glued on abrasive paper at two ends having distance
Fig. 1. SEM (10k×) of carbon fibers untreated and tr
arefully taken away from the solution and allowed to drip indentical conditions followed by complete drying and weighing.ercentage gain in weight by fabric after dipping in matrix was cal-ulated expecting that treated fabric would show higher pick-up
f matrix. Experiment was repeated twice and average value wasaken for analysis.with HNO3 for various time intervals (15–180 min).
2.1.4. Fiber tow tension testUntreated and treated CF tows were tested in tension to examine
of 100 mm. Before initiating the test, abrasive paper was cut frommiddle of two ends to allow the load to shift on to fabric tow. Test

r 271 (2011) 2252– 2260 2255
ww
2
infsfivcwPmcncomrsDfraictH
TCi
2
wfe(ppfpaas2satfs
K
wpiw
S. Tiwari et al. / Wea
as performed on Zwick Universal testing machine. Testing speedas 0.5 mm/s. Maximum force taken by fabric tow was noted.
.2. Development of composites
Composites were developed with PEI matrix and CF based onmpregnation method followed by compression molding tech-ique. The CF pieces (280 mm × 260 mm, 20 in number) were cut
rom the carbon fabric roll and the open strands from all the fourides were sealed with a PTFE coated glass fabric tape to avoid theber opening. These pieces were dipped in a containers filled withiscous solution of PEI (prepared in dichloromethane) for 12 h. Theontainers were properly sealed to avoid evaporation of solvent,hich was required for adequate wetting of fiber strands with the
EI solution. The pieces were taken out carefully to avoid misalign-ent in weave and dried in oven for 2 h at 100 ◦C in stretched
ondition. These 20 prepregs were used to attain the desired thick-ess in the range of 3.5–4 mm and were stacked in the mouldarefully to avoid misalignment. PTFE coated glass fabric was placedn the top and bottom of the stacked prepregs. During compressionolding, the mould was heated to attain the temperature in the
ange of 385–390 ◦C within 2 h. The prepregs were then compres-ion molded at this temperature at an applied pressure of 7.35 MPa.uring the total compression time of 20 min at high temperature
our intermittent breathings (each of 2 s) were applied to expel anyesidual solvent. The composites were then allowed to cool undermbient conditions and applied pressure of 7.35 MPa. The test spec-mens were cut from the composites with the help of diamondutter as per required standards for mechanical and tribologicalesting. In all the composites, which differed in the treatment ofNO3, amount of resin was managed to be same.
Eight even composites were developed with CF and PEI matrix.hese composites were designated as C0, C15, C30, C60, C90, C120,150, and C180. Where C stands for type of composite and subscripts
ndicates treatment time in minutes.
.3. Abrasive wear studies
Abrasive wear studies in a single-pass condition and for-ard linear motion were conducted on linear abrasive wear rig
abricated by Magnum Engineers, Bangalore (India), discussedlsewhere [21]. Prior to the experiment, the composite pin10 mm × 10 mm × 3.5–4 mm) was abraded against a fine abrasiveaper of grade 800 for uniform contact. Initial weight of a com-osite pin was measured after cleaning ultrasonically with acetoneollowed by drying. It was abraded against a waterproof SiC abrasiveaper of 120 grade (grit size ≈ 118 �m) fixed on a movable bed at
constant speed (2 m/min). The total sliding distance of 1.5 m waschieved by abrading the pin in six tracks where each track mea-ured 0.25 m. Experiment was conducted under different loads (10,0, 30 and 40 N). After the experiment, pin was again cleaned in aimilar fashion, dried, and weighed on a weighing balance with anccuracy of 0.0001 gm to obtain the final weight of sample. In all,hree experiments were done and average value of weight loss (dif-erence in weight) was used for specific wear rate calculations. Thepecific wear rate K0 was calculated from the following equation:
0 = �m
�Ld(m3/Nm) (1)
here �m is the weight loss in kg, � is the density of compositein in kg/m3, L is the load in Newtons and d is the distance abraded
n meters. The fabric was always parallel to the abrading plane andarp fibers were parallel to the sliding direction.
Fig. 2. FTIR-ATR spectra of carbon fibers untreated and treated with HNO3 for var-ious time periods.
2.4. Characterization of composites
2.4.1. Physical and mechanical propertiesThe composites were characterized for physical and mechani-
cal properties. In physical characterization, density of compositeswas determined as per ASTM D792 specifications. Weight and vol-ume fraction of carbon fabric in composites were determined bySoxhlett apparatus using dichloromethane as a solvent and keepingextraction time as 36 h. Void contents in composites were calcu-lated as per ASTM D2734 based on following equation:
Void content (Vol.) = 1 − �c
(Wm
�m+ Wf
�f
)(2)
where �c, �m and �f are densities of composite, matrix and fiber,Wm and Wf are weight fractions of matrix and fiber.
In mechanical characterization, the tensile properties of com-posites were determined according to ASTM D638 specifications.Strain was measured with extensometer. Cross head speed duringtest was 2 mm/min. Flexural tests of composites were performed asper ASTM D790 specification. Span to thickness ratio for specimenwas 32:1. Cross head speed during test was 1.5 mm/min. Inter-laminar shear strength (ILSS) tests were performed as per ASTMD2344 specifications. Span to depth ratio for specimen was 5:1.Crosshead speed during test was 1 mm/min. All mechanical testswere performed on Zwick 250 Universal testing machine.
3. Results and discussion
The SEM micrographs of untreated and HNO3 treated carbonfibers are shown in Fig. 1. FTIR-ATR spectra of untreated and HNO3treated CF are shown in Fig. 2. Fig. 3 shows findings of adhesiontest while Fig. 4 indicates results of fiber tow tension test. Fig. 5indicates % change in mechanical property with treatment time.Specific wear rates (K0) of the composites as a function of load areplotted in Fig. 6, while coefficient of friction as a function of load isplotted in Fig. 7. Fig. 8(a)–(g) shows SEM micrographs of surfaces ofabraded composites under load of 10 N. Fig. 9(a) and (b) shows SEMmicrographs of surfaces C90 and C0 composites under load of 40 N.Table 2 indicates physical properties of composites reinforced with
untreated and treated fabric. Table 3 gives tensile strength (TS),flexural strength (FS) and ILSS evaluation for mechanical charac-terization of composites.
2256 S. Tiwari et al. / Wear 271 (2011) 2252– 2260
Fig. 3. Percentage gain in weight of untreated and HNO3 treated carbon fabric inadhesion test at various time intervals.
Fv
3
3
figrai
3
sgat
Fig. 5. Percentage variation in mechanical properties of treated fabric reinforcedPEI composites with respect to that with untreated fabric reinforced composites.
Fig. 6. Specific wear rate of untreated and HNO3 treated composites as a functionof load.
Table 3Mechanical properties of composites.
Composites Tensile strength (MPa) Flexural strength (MPa) ILSS (MPa)
C0 757 (5.46)a 927 (2.39) 34 (7.06)C15 781 (6.8) 1003 (3.56) 40 (3.02)C30 813 (3.5) 1051 (4.71) 45 (5.75)C60 870 (1.10) 1118 (5.75) 51 (7.21)C90 842 (3.6) 1198 (6.14) 58 (2.77)C120 778 (2.34) 1136 (6.16) 54 (3.79)
TP
ig. 4. Maximum force taken by carbon fabric in tension test treated with HNO3 forarious time intervals.
.1. Fiber/fabric analysis
.1.1. SEM analysis of fibersAs seen from Fig. 1 with increasing treatment time, roughness of
ber surface increased. There appeared more closely spaced deeprooves on the surface of treated fibers, which increased the surfaceoughness of carbon fibers subsequently increases the surface areand provides more active sites on fiber surface for better mechan-cal interlocking between carbon fiber and matrix [22].
.1.2. FTIR-ATR analysis of fibersAs seen in Fig. 2 spectrum of untreated fiber did not show any
ignificant peaks. However, for treated fibers, presence of oxy-enated polar functional groups was observed. Ether, carboxylnd carbonyl groups were observed on spectra correspondingo wave number range of 950–1200 cm−1 and 1650–1710 cm−1
C150 738 (1.64) 1048 (3.3) 48 (6.28)C180 625 (2.24) 947 (5.93) 37 (5.86)
a Value in parentheses shows coefficient of variation.
able 2hysical properties of composites.
Composite Fiber (wt%) Fiber (vol.%) Void content (vol.%) Density (g/cm3)
C0 67.15 55.53 0.48 1.54C15 65.70 54.34 0.49 1.53C30 67.05 55.45 0.45 1.54C60 67.91 56.16 0.45 1.56C90 68.71 56.83 0.42 1.56C120 68.17 56.38 0.46 1.55C150 67.81 56.08 0.51 1.52C180 65.92 54.52 0.54 1.50
S. Tiwari et al. / Wear 271
Fo
rigm
3
oitwff
3
dfislc
3
wtirTasfirfwf
•
•
•
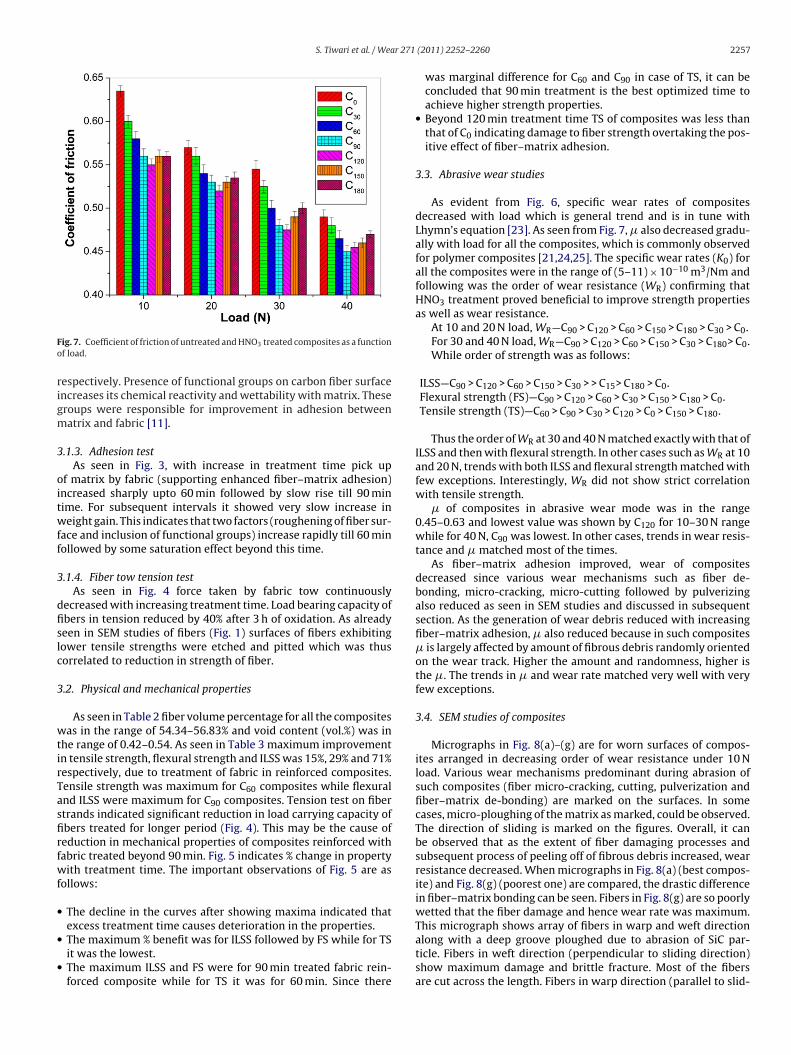
ig. 7. Coefficient of friction of untreated and HNO3 treated composites as a functionf load.
espectively. Presence of functional groups on carbon fiber surfacencreases its chemical reactivity and wettability with matrix. Theseroups were responsible for improvement in adhesion betweenatrix and fabric [11].
.1.3. Adhesion testAs seen in Fig. 3, with increase in treatment time pick up
f matrix by fabric (supporting enhanced fiber–matrix adhesion)ncreased sharply upto 60 min followed by slow rise till 90 minime. For subsequent intervals it showed very slow increase ineight gain. This indicates that two factors (roughening of fiber sur-
ace and inclusion of functional groups) increase rapidly till 60 minollowed by some saturation effect beyond this time.
.1.4. Fiber tow tension testAs seen in Fig. 4 force taken by fabric tow continuously
ecreased with increasing treatment time. Load bearing capacity ofbers in tension reduced by 40% after 3 h of oxidation. As alreadyeen in SEM studies of fibers (Fig. 1) surfaces of fibers exhibitingower tensile strengths were etched and pitted which was thusorrelated to reduction in strength of fiber.
.2. Physical and mechanical properties
As seen in Table 2 fiber volume percentage for all the compositesas in the range of 54.34–56.83% and void content (vol.%) was in
he range of 0.42–0.54. As seen in Table 3 maximum improvementn tensile strength, flexural strength and ILSS was 15%, 29% and 71%espectively, due to treatment of fabric in reinforced composites.ensile strength was maximum for C60 composites while flexuralnd ILSS were maximum for C90 composites. Tension test on fibertrands indicated significant reduction in load carrying capacity ofbers treated for longer period (Fig. 4). This may be the cause ofeduction in mechanical properties of composites reinforced withabric treated beyond 90 min. Fig. 5 indicates % change in propertyith treatment time. The important observations of Fig. 5 are as
ollows:
The decline in the curves after showing maxima indicated thatexcess treatment time causes deterioration in the properties.
The maximum % benefit was for ILSS followed by FS while for TSit was the lowest.The maximum ILSS and FS were for 90 min treated fabric rein-forced composite while for TS it was for 60 min. Since there(2011) 2252– 2260 2257
was marginal difference for C60 and C90 in case of TS, it can beconcluded that 90 min treatment is the best optimized time toachieve higher strength properties.
• Beyond 120 min treatment time TS of composites was less thanthat of C0 indicating damage to fiber strength overtaking the pos-itive effect of fiber–matrix adhesion.
3.3. Abrasive wear studies
As evident from Fig. 6, specific wear rates of compositesdecreased with load which is general trend and is in tune withLhymn’s equation [23]. As seen from Fig. 7, � also decreased gradu-ally with load for all the composites, which is commonly observedfor polymer composites [21,24,25]. The specific wear rates (K0) forall the composites were in the range of (5–11) × 10−10 m3/Nm andfollowing was the order of wear resistance (WR) confirming thatHNO3 treatment proved beneficial to improve strength propertiesas well as wear resistance.
At 10 and 20 N load, WR—C90 > C120 > C60 > C150 > C180 > C30 > C0.For 30 and 40 N load, WR—C90 > C120 > C60 > C150 > C30 > C180> C0.While order of strength was as follows:
ILSS—C90 > C120 > C60 > C150 > C30 > > C15> C180 > C0.Flexural strength (FS)—C90 > C120 > C60 > C30 > C150 > C180 > C0.Tensile strength (TS)—C60 > C90 > C30 > C120 > C0 > C150 > C180.
Thus the order of WR at 30 and 40 N matched exactly with that ofILSS and then with flexural strength. In other cases such as WR at 10and 20 N, trends with both ILSS and flexural strength matched withfew exceptions. Interestingly, WR did not show strict correlationwith tensile strength.
� of composites in abrasive wear mode was in the range0.45–0.63 and lowest value was shown by C120 for 10–30 N rangewhile for 40 N, C90 was lowest. In other cases, trends in wear resis-tance and � matched most of the times.
As fiber–matrix adhesion improved, wear of compositesdecreased since various wear mechanisms such as fiber de-bonding, micro-cracking, micro-cutting followed by pulverizingalso reduced as seen in SEM studies and discussed in subsequentsection. As the generation of wear debris reduced with increasingfiber–matrix adhesion, � also reduced because in such composites� is largely affected by amount of fibrous debris randomly orientedon the wear track. Higher the amount and randomness, higher isthe �. The trends in � and wear rate matched very well with veryfew exceptions.
3.4. SEM studies of composites
Micrographs in Fig. 8(a)–(g) are for worn surfaces of compos-ites arranged in decreasing order of wear resistance under 10 Nload. Various wear mechanisms predominant during abrasion ofsuch composites (fiber micro-cracking, cutting, pulverization andfiber–matrix de-bonding) are marked on the surfaces. In somecases, micro-ploughing of the matrix as marked, could be observed.The direction of sliding is marked on the figures. Overall, it canbe observed that as the extent of fiber damaging processes andsubsequent process of peeling off of fibrous debris increased, wearresistance decreased. When micrographs in Fig. 8(a) (best compos-ite) and Fig. 8(g) (poorest one) are compared, the drastic differencein fiber–matrix bonding can be seen. Fibers in Fig. 8(g) are so poorlywetted that the fiber damage and hence wear rate was maximum.This micrograph shows array of fibers in warp and weft direction
along with a deep groove ploughed due to abrasion of SiC par-ticle. Fibers in weft direction (perpendicular to sliding direction)show maximum damage and brittle fracture. Most of the fibersare cut across the length. Fibers in warp direction (parallel to slid-
2258 S. Tiwari et al. / Wear 271 (2011) 2252– 2260
Fig. 8. (a)–(g) SEM micrographs (1000×) of surfaces of various composites worn under 10 N load. Arrow on figure shows direction of sliding. Various stages of fiber damaged o micd icular
iMmao
uring shearing action by grit shown in figures as: (1) microgroove formed due tebonding; (5) matrix ploughing; (6) array of cracks in matrix in direction perpend
ng direction) showed less damage and different types of fracture.
icrograph in Fig. 8(a) showed very interesting feature on theatrix surface (marked as 6). PEI is amorphous, transparent, hardnd still somewhat ductile polymer. The furrow has shown arrayf lateral cracks which are typically seen during brittle fracture of
ro cutting of array of fibers; (2) fiber cracking; (3) fiber cutting; (4) fiber–matrix to sliding.
a brittle material when sharp and hard asperity (such as SiC in this
case) slides over it [26]. Such cracks are reported during abrasionfor composites based phenolic [27], PES [28] etc. In the case of C90,fiber–matrix adhesion is so good that the shearing stresses gener-ated by SiC grits were preferentially taken by matrix rather than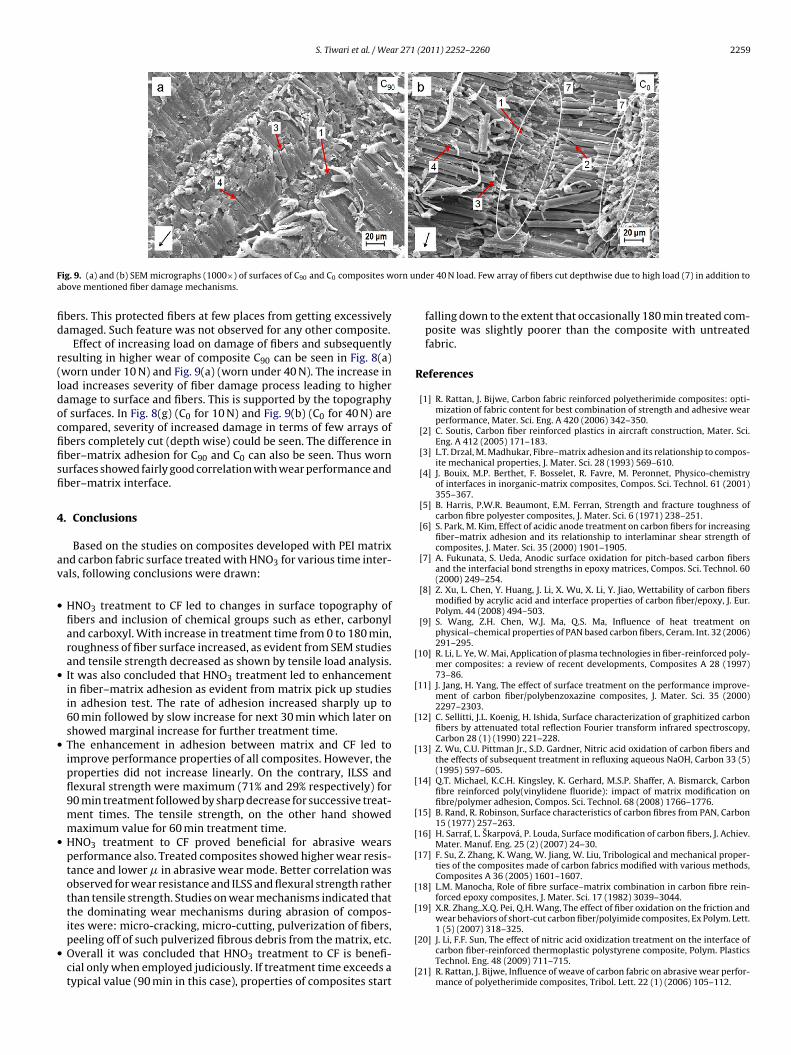
S. Tiwari et al. / Wear 271 (2011) 2252– 2260 2259
F orn ua
fid
r(ldocfifisfi
4
av
•
•
•
•
•
[
[
[
[
[
[
[
[
[
[
ig. 9. (a) and (b) SEM micrographs (1000×) of surfaces of C90 and C0 composites wbove mentioned fiber damage mechanisms.
bers. This protected fibers at few places from getting excessivelyamaged. Such feature was not observed for any other composite.
Effect of increasing load on damage of fibers and subsequentlyesulting in higher wear of composite C90 can be seen in Fig. 8(a)worn under 10 N) and Fig. 9(a) (worn under 40 N). The increase inoad increases severity of fiber damage process leading to higheramage to surface and fibers. This is supported by the topographyf surfaces. In Fig. 8(g) (C0 for 10 N) and Fig. 9(b) (C0 for 40 N) areompared, severity of increased damage in terms of few arrays ofbers completely cut (depth wise) could be seen. The difference inber–matrix adhesion for C90 and C0 can also be seen. Thus wornurfaces showed fairly good correlation with wear performance andber–matrix interface.
. Conclusions
Based on the studies on composites developed with PEI matrixnd carbon fabric surface treated with HNO3 for various time inter-als, following conclusions were drawn:
HNO3 treatment to CF led to changes in surface topography offibers and inclusion of chemical groups such as ether, carbonyland carboxyl. With increase in treatment time from 0 to 180 min,roughness of fiber surface increased, as evident from SEM studiesand tensile strength decreased as shown by tensile load analysis.It was also concluded that HNO3 treatment led to enhancementin fiber–matrix adhesion as evident from matrix pick up studiesin adhesion test. The rate of adhesion increased sharply up to60 min followed by slow increase for next 30 min which later onshowed marginal increase for further treatment time.The enhancement in adhesion between matrix and CF led toimprove performance properties of all composites. However, theproperties did not increase linearly. On the contrary, ILSS andflexural strength were maximum (71% and 29% respectively) for90 min treatment followed by sharp decrease for successive treat-ment times. The tensile strength, on the other hand showedmaximum value for 60 min treatment time.HNO3 treatment to CF proved beneficial for abrasive wearsperformance also. Treated composites showed higher wear resis-tance and lower � in abrasive wear mode. Better correlation wasobserved for wear resistance and ILSS and flexural strength ratherthan tensile strength. Studies on wear mechanisms indicated thatthe dominating wear mechanisms during abrasion of compos-ites were: micro-cracking, micro-cutting, pulverization of fibers,
peeling off of such pulverized fibrous debris from the matrix, etc.Overall it was concluded that HNO3 treatment to CF is benefi-cial only when employed judiciously. If treatment time exceeds atypical value (90 min in this case), properties of composites start[
[
nder 40 N load. Few array of fibers cut depthwise due to high load (7) in addition to
falling down to the extent that occasionally 180 min treated com-posite was slightly poorer than the composite with untreatedfabric.
References
[1] R. Rattan, J. Bijwe, Carbon fabric reinforced polyetherimide composites: opti-mization of fabric content for best combination of strength and adhesive wearperformance, Mater. Sci. Eng. A 420 (2006) 342–350.
[2] C. Soutis, Carbon fiber reinforced plastics in aircraft construction, Mater. Sci.Eng. A 412 (2005) 171–183.
[3] L.T. Drzal, M. Madhukar, Fibre–matrix adhesion and its relationship to compos-ite mechanical properties, J. Mater. Sci. 28 (1993) 569–610.
[4] J. Bouix, M.P. Berthet, F. Bosselet, R. Favre, M. Peronnet, Physico-chemistryof interfaces in inorganic-matrix composites, Compos. Sci. Technol. 61 (2001)355–367.
[5] B. Harris, P.W.R. Beaumont, E.M. Ferran, Strength and fracture toughness ofcarbon fibre polyester composites, J. Mater. Sci. 6 (1971) 238–251.
[6] S. Park, M. Kim, Effect of acidic anode treatment on carbon fibers for increasingfiber–matrix adhesion and its relationship to interlaminar shear strength ofcomposites, J. Mater. Sci. 35 (2000) 1901–1905.
[7] A. Fukunata, S. Ueda, Anodic surface oxidation for pitch-based carbon fibersand the interfacial bond strengths in epoxy matrices, Compos. Sci. Technol. 60(2000) 249–254.
[8] Z. Xu, L. Chen, Y. Huang, J. Li, X. Wu, X. Li, Y. Jiao, Wettability of carbon fibersmodified by acrylic acid and interface properties of carbon fiber/epoxy, J. Eur.Polym. 44 (2008) 494–503.
[9] S. Wang, Z.H. Chen, W.J. Ma, Q.S. Ma, Influence of heat treatment onphysical–chemical properties of PAN based carbon fibers, Ceram. Int. 32 (2006)291–295.
10] R. Li, L. Ye, W. Mai, Application of plasma technologies in fiber-reinforced poly-mer composites: a review of recent developments, Composites A 28 (1997)73–86.
11] J. Jang, H. Yang, The effect of surface treatment on the performance improve-ment of carbon fiber/polybenzoxazine composites, J. Mater. Sci. 35 (2000)2297–2303.
12] C. Sellitti, J.L. Koenig, H. Ishida, Surface characterization of graphitized carbonfibers by attenuated total reflection Fourier transform infrared spectroscopy,Carbon 28 (1) (1990) 221–228.
13] Z. Wu, C.U. Pittman Jr., S.D. Gardner, Nitric acid oxidation of carbon fibers andthe effects of subsequent treatment in refluxing aqueous NaOH, Carbon 33 (5)(1995) 597–605.
14] Q.T. Michael, K.C.H. Kingsley, K. Gerhard, M.S.P. Shaffer, A. Bismarck, Carbonfibre reinforced poly(vinylidene fluoride): impact of matrix modification onfibre/polymer adhesion, Compos. Sci. Technol. 68 (2008) 1766–1776.
15] B. Rand, R. Robinson, Surface characteristics of carbon fibres from PAN, Carbon15 (1977) 257–263.
16] H. Sarraf, L. Skarpová, P. Louda, Surface modification of carbon fibers, J. Achiev.Mater. Manuf. Eng. 25 (2) (2007) 24–30.
17] F. Su, Z. Zhang, K. Wang, W. Jiang, W. Liu, Tribological and mechanical proper-ties of the composites made of carbon fabrics modified with various methods,Composites A 36 (2005) 1601–1607.
18] L.M. Manocha, Role of fibre surface–matrix combination in carbon fibre rein-forced epoxy composites, J. Mater. Sci. 17 (1982) 3039–3044.
19] X.R. Zhang,.X.Q. Pei, Q.H. Wang, The effect of fiber oxidation on the friction andwear behaviors of short-cut carbon fiber/polyimide composites, Ex Polym. Lett.1 (5) (2007) 318–325.
20] J. Li, F.F. Sun, The effect of nitric acid oxidization treatment on the interface ofcarbon fiber-reinforced thermoplastic polystyrene composite, Polym. PlasticsTechnol. Eng. 48 (2009) 711–715.
21] R. Rattan, J. Bijwe, Influence of weave of carbon fabric on abrasive wear perfor-mance of polyetherimide composites, Tribol. Lett. 22 (1) (2006) 105–112.

2 ar 271
[
[
[
[
[
[variables on abrasive wear of phenolic composites, Wear 253 (7–8) (2002)787–794.
260 S. Tiwari et al. / We
22] C.U. Pittmann Jr., G.R. He, B. Wu, S.D. Gardner, Chemical modification of carbonfiber surfaces by nitric acid oxidation followed by reaction with tetraethylene-pentamine, Carbon 35 (3) (1997) 317–331.
23] C. Lhymn, K.E. Templemeyer, P.K. Davis, The abrasive wear of short fiber com-posites, Composites 16 (2) (1985) 127–136.
24] J. Bijwe, R. Rattan, M. Fahim, Abrasive wear performance of carbon fabric rein-forced polyetherimide composites: influence of content and orientation offabric, Tribol. Int. 40 (2007) 844–854.
25] J. Bijwe, J. Indumathi, A.K. Ghosh, On the abrasive wear behaviour of fabric-reinforced polyetherimide composites, Wear 253 (2002) 768–777.
[
(2011) 2252– 2260
26] I.M. Hutchings, Tribology: Friction and Wear of Engineering Materials, CRCPress, London, 1992.
27] B.K. Satapathy, J. Bijwe, Analysis of simultaneous influence of operating
28] M. Sharma, J. Bijwe, P. Mitschang, Polymer composites with improvedfiber–matrix interface—studies on wear performance and mechanisms, J. Tri-bol. Int. 44 (2) (2011) 81–91.