Transportation fuels from co-processing of waste vegetable oil and gas oil mixtures
10
Transportation fuels from co-processing of waste vegetable oil and gas oil mixtures Bharat S. Rana, Rohit Kumar, Rashmi Tiwari, Rakesh Kumar, Rakesh K. Joshi, Madhukar O. Garg, Anil K. Sinha* CSIR-Indian Institute of Petroleum, Mohkampur, Dehradun 248005, India article info Article history: Received 18 April 2012 Received in revised form 26 April 2013 Accepted 27 April 2013 Available online Keywords: Hydrotreating Gas oil Biofuel Waste soya-oil Catalysis abstract Hydroprocessing catalysts, sulfided NieW (on mesoporous silicaealumina) and NieMo (on mesoporous g-alumina), under typical hydroprocessing conditions, can very effectively produce liquid fuel from mixtures of waste vegetable oil and refinery gas oil. The acidity of the catalyst controls the relative amount of diesel range (straight chain) alkanes and cracked lighter products. The yield of diesel range (250e380 C) product varied between 60 and 90%, while kerosene (jet) range product varied between 10 and 35% depending upon the reaction conditions and type of catalyst used. The hydrodeoxygenation pathway for oxygen removal from triglyceride seems to be favored over the NieMo catalyst, while decarboxylation þ decarbonylation pathway is favored over the NieW catalyst and the respective pathways becomes more dominant with increasing vegetable-oil content in the feed. Vegetable oil conversion does not adversely influence hydrodesulfurization of gas oil indicating viability of co-processing. The activation energy for overall S-removal is much lower than that for overall O-removal. Density and acidity (TAN) of the products meet the required specification and cetane number is better than that for pure diesel. ª 2013 Elsevier Ltd. All rights reserved. 1. Introduction Increased demand for cleaner fuel due to environmental concern and depleting petroleum reserves coupled with deteriorating quality of the crude oil have led to a surge in world-wide quest for renewable and clean fuel sources [1e4]. One of the renewable sources is biofuels from vegetable oils [5], specifically, non-edible and used oils such as waste restaurant oil [6], jatropha oil [7], algae oil [8], etc. Prior to use in engines, these oils originating from vegetables and animals need to be converted into suitable fuels by processes that can lower their viscosity and oxygen content, and improving their atomization and lubricity [9]. Bio-diesel, which is Fatty Acid Methyl Esters (FAME), is produced by transesterification of fatty acids in triglycerides making it suitable as fuel. However, new biodiesel plants require a large capital investment [10,11] and large quantities of byproduct glycerol needs to have suitable market. To use neat bio-diesel requires some modification in engine and additionally it gives poor performance in cold weather and poor emission. An attractive route that offers engine compatibility and feedstock flexibility using the existing petroleum refinery infrastructure, is the conversion of renewable oils into hydrocarbons which have much higher cetane value than conventional diesel fuel. This process in- volves conversion of fatty acids in triglycerides into normal and/or iso-alkanes. This may be obtained by hydro- deoxygenation, decarbonylation, decarboxylation, isomer- isation and hydrocracking or a combination of two or more thereof [6,7,12e23]. * Corresponding author. Tel.: þ91 1352525842. E-mail addresses: [email protected], [email protected] (A.K. Sinha). Available online at www.sciencedirect.com http://www.elsevier.com/locate/biombioe biomass and bioenergy 56 (2013) 43 e52 0961-9534/$ e see front matter ª 2013 Elsevier Ltd. All rights reserved. http://dx.doi.org/10.1016/j.biombioe.2013.04.029
Transcript of Transportation fuels from co-processing of waste vegetable oil and gas oil mixtures

ww.sciencedirect.com
b i om a s s a n d b i o e n e r g y 5 6 ( 2 0 1 3 ) 4 3e5 2
Available online at w
http: / /www.elsevier .com/locate/biombioe
Transportation fuels from co-processing of wastevegetable oil and gas oil mixtures
Bharat S. Rana, Rohit Kumar, Rashmi Tiwari, Rakesh Kumar,Rakesh K. Joshi, Madhukar O. Garg, Anil K. Sinha*
CSIR-Indian Institute of Petroleum, Mohkampur, Dehradun 248005, India
a r t i c l e i n f o
Article history:
Received 18 April 2012
Received in revised form
26 April 2013
Accepted 27 April 2013
Available online
Keywords:
Hydrotreating
Gas oil
Biofuel
Waste soya-oil
Catalysis
* Corresponding author. Tel.: þ91 1352525842E-mail addresses: [email protected], anils
0961-9534/$ e see front matter ª 2013 Elsevhttp://dx.doi.org/10.1016/j.biombioe.2013.04.
a b s t r a c t
Hydroprocessing catalysts, sulfided NieW (on mesoporous silicaealumina) and NieMo (on
mesoporous g-alumina), under typical hydroprocessing conditions, can very effectively
produce liquid fuel from mixtures of waste vegetable oil and refinery gas oil. The acidity of
the catalyst controls the relative amount of diesel range (straight chain) alkanes and
cracked lighter products. The yield of diesel range (250e380 �C) product varied between 60
and 90%, while kerosene (jet) range product varied between 10 and 35% depending upon
the reaction conditions and type of catalyst used. The hydrodeoxygenation pathway for
oxygen removal from triglyceride seems to be favored over the NieMo catalyst, while
decarboxylation þ decarbonylation pathway is favored over the NieW catalyst and the
respective pathways becomes more dominant with increasing vegetable-oil content in the
feed. Vegetable oil conversion does not adversely influence hydrodesulfurization of gas oil
indicating viability of co-processing. The activation energy for overall S-removal is much
lower than that for overall O-removal. Density and acidity (TAN) of the products meet the
required specification and cetane number is better than that for pure diesel.
ª 2013 Elsevier Ltd. All rights reserved.
1. Introduction
Increased demand for cleaner fuel due to environmental
concern and depleting petroleum reserves coupled with
deteriorating quality of the crude oil have led to a surge in
world-wide quest for renewable and clean fuel sources [1e4].
One of the renewable sources is biofuels from vegetable oils
[5], specifically, non-edible and used oils such as waste
restaurant oil [6], jatropha oil [7], algae oil [8], etc. Prior to use
in engines, these oils originating from vegetables and animals
need to be converted into suitable fuels by processes that can
lower their viscosity and oxygen content, and improving their
atomization and lubricity [9].
Bio-diesel, which is Fatty Acid Methyl Esters (FAME), is
produced by transesterification of fatty acids in triglycerides
[email protected] (A.K.ier Ltd. All rights reserved029
making it suitable as fuel. However, new biodiesel plants
require a large capital investment [10,11] and large quantities
of byproduct glycerol needs to have suitable market. To use
neat bio-diesel requires some modification in engine and
additionally it gives poor performance in cold weather and
poor emission. An attractive route that offers engine
compatibility and feedstock flexibility using the existing
petroleum refinery infrastructure, is the conversion of
renewable oils into hydrocarbons which have much higher
cetane value than conventional diesel fuel. This process in-
volves conversion of fatty acids in triglycerides into normal
and/or iso-alkanes. This may be obtained by hydro-
deoxygenation, decarbonylation, decarboxylation, isomer-
isation and hydrocracking or a combination of two or more
thereof [6,7,12e23].
Sinha)..

b i om a s s a n d b i o e n e r g y 5 6 ( 2 0 1 3 ) 4 3e5 244
Hydroprocessing is used in the petroleum refinery to crack
larger molecules and/or to remove S, N and metals from pe-
troleum derived feedstocks such as, gas oil and heavy oil [24].
Hydroprocessing has now become a well reported [6,7,12e23]
and an established process [25e28] to produce straight chain
alkanes from fatty acid triglycerides of animal fat, tall oil, and
other vegetable oils.
A ten month on e road test showed that engine fuel
economy was improved by a blend of petrol diesel with
hydrotreated tall oil [18]. The advantage of hydrotreating over
trans-esterification are compatibility with current refinery
infrastructure, engine compatibility and feedstock flexibility
[18]. Neste oil corporation and UOP have developed technol-
ogies for producing diesel fuel from vegetables oils in re-
fineries using modified hydrotreating process [27,28]. Glycine
max (Soya), being a food-crop and richest, cheapest and
easiest source of best quality proteins and fats and having a
vast multiplicity of uses as food and industrial products,
cannot be used as fuel feedstock being. Waste vegetable oil
such as G. max (soya) is produced,mainly from industrial deep
fryers, snack food factories, restaurants and hotels. More
recently, waste oil has become known for its ability to be
refined into biodiesel fuel. The waste oil which generally re-
quires proper disposal could be an additional non-edible oil
source for fuel. It can be hydroprocessed after simple filtration
to remove any food particles remaining in the oil after cook-
ing. It is necessary to study in detail how the vegetable oils
could be hydrotreated with petroleum e derived feedstocks
such as gas oil in the existing petroleum refinery infrastruc-
ture to produce diesel fuel with better product properties and
maximum yield with little modification in the existing con-
ditions in refineries to make the process economically
attractive. We report the results for hydrotreating mixtures of
gas oil and waste vegetables oil, by varying different process
parameters in the range varied in a typical diesel hydrotreater
(DHDT) unit, and discuss strategies as to how gas oil and
vegetables oil could be hydroprocessed in the same reactor
within a petroleum refinery.
2. Material and methods
2.1. Feeds and their properties
Gas oil was supplied by Mathura Refinery, India and its
properties are reported in Table 1. Waste restaurant G. max
Table 1 e Properties of feeds used in the study.
Feed mixture Density @ 15 �C(g cm�3)
S (mL/L) N (mL/L) TAN m
Gas oil Soya oil
100 0 0.8583 1940 125 (63.2)a 0
0 100 0.9148 41.6 n.d. 0
90 10 0.8599 914.3 n.d. 0
75 25 0.8696 884.3 n.d 0
60 40 0.8767 689.5 n.d. 0
a Basic N.
(soya) oil was used for this study after filtration to remove
solid residues and was characterized by various techniques
described later in Section 2.4, and the properties are listed in
Table 1. The species were harvested in the Indian sub-
continent (geo-coordinates: 22�N, 72�E). The oil is extracted
from the beans (w18%yield) and refined. The entire oil milling
process generally includes: cleaning, sieving, hulling, separa-
tion, cracking, particle making, frying, softening, flaking,
drying, and expelling oil materials. Extraction of oil from the
prepared material is done with the aid of a food-grade solvent
hexane. Distillation is done to remove the solvent from the
extracted oil. Final step is recovery of solvent, which is reused.
The commercial refined oil (Ruchi Soya Industries Limited,
India) was used for cooking in a typical restaurant for deep-
frying. The used oil, after it was declared unfit for cooking in
the restaurant, was filtered (Whatman No. 41) and used in this
work. The oil had composition of 10.8% palmitic acid (C16:0),
3.8% stearic acid (C18:0), 28.7% oleic acid (C18:1), 49.9% linoleic
acid (C18:2) and 6.8% linolenic acid (C18:3). The acid value
(TAN) and viscosity of fresh soya oil was 0.50 and 4.15
respectively, while that of waste cooking oil has slightly
higher TAN (0.9) and higher viscosity (4.45). Slight difference
in the properties makes both the kind of oils equally suitable
for processing. Moreover, hydroprocessing is not sensitive to
free fatty acid (FFA) content. Usingwaste oil has the advantage
of being a cost-effective raw material and sidesteps food
versus fuel issue.
2.2. Catalysts and their characterization
Waste G. max (Soya) oil and gas oil mixtures were processed
in a fixed bed reactor with sulfided NieW/SiO2eAl2O3 and
NieMo/Al2O3 catalysts listed in Table 2. The catalysts were
prepared by conventional impregnation of the support using
an aqueous solution of (NH4)6Mo7O24 and Ni(NO3)2. The
support was mixed with the impregnation solution and
after stirring for 1 h it was dried at 100 �C and calcined in an
air stream at 400 �C for 1 h. N2 adsorptionedesorption using
a Micromeritics ASAP 2010 instrument over samples evac-
uated at 350 �C for 4 h was used to determine specific BET
surface area (SBET) and pore volume. Pore size was calcu-
lated from the desorption branch of the adsorp-
tionedesorption isotherms by the BarretteJoynereHalenda
(BJH) method. Ammonia TPD was used to determine the
acidity and oxygen chemisorption was used to determine
the oxygen capacity.
g (KOH) g�1 Pour point
(�C)IBP-250 �C 250e380 �C 380 �C-FBP
.45 12 12.6 86.1 1.3
.9 �6 e 0.20 99.8
.5 15 3.7 68.5 27.8
.6 18 5.4 71.8 22.8
.8 18 7.5 71.9 20.6

Table 2 e Physicochemical properties of catalysts.
NieW/ SiO2eAl2O3 NieMo/Al2O3
Surface area, m2 g-1 250 262
Total pore volume cm3 g-1 0.29 1.03
Mean pore radius 23 �A 30 �A
Surface acidity, NH3 0.77 mmol g�1 (200e400 �C) e
O2 capacity, cm3g�1a 5.64 2.1
Chemical composition (% mass fractions
of the dry catalyst)
29.38(SiO2), 27.09(Al2O3), 26.7(WO3), 9.8(NiO) 3.3 (NiO), 14.7(MoO3) 81.97(Al2O3)
a At STP (298 K and 91.73 kPa).
b i om a s s a n d b i o e n e r g y 5 6 ( 2 0 1 3 ) 4 3e5 2 45
2.3. Catalytic activity studies
The catalysts (1.75 g, 2.5 ml) diluted with SiC (2.0 g, 2.5 ml) to
ensure sufficient catalyst-bed length and to improve the
reaction-heat transfer, were loaded into a stainless steel
tubular reactor (1.3 cm I.D and 30 cm in length) and the
experiments were carried in a commercial bench-top micro-
reactor (Autoclave Engineers’ BTRSeJr�) with single-zone
tubular furnace, for vapor phase catalyst evaluation in
continuous down-flow mode. Hydrogen pressure was
controlled by a back pressure regulator (TESCOM), gas flow
was controlled by a mass flow controller (Brooks), tempera-
tures of the catalyst bed were controlled by temperature
controllers and registered by two thermocouples. A high
pressure liquid metering pump (Eldex) was used to maintain
desired liquid flow. The gaseliquid reaction mixture passed
through the pressure gaseliquid separator to separate
gaseous fraction (containing hydrogen with small quantitities
of CO, CO2, propane and other lighter hydrocarbons) from
hydroprocessed effluent. Gaseous products were released to
atmosphere by a gas-meter and analyzed. Liquid product was
drained to the atmospheric separator in order to remove trace
amounts of gases.
The catalysts were presulfided using a mixture of dimethyl
disulfide and gas oil at atmospheric pressure and 350 �C for
9 h. The reaction condition for catalytic hydrotreating exper-
iment were as follows : temperature 340e380 �C, pressure
5 MPa, LHSV 2, 4 h�1, and the volume ratio of H2 to liquid feed
was 500:1 (at 301 K, and 91.73 kPa). The carbon yield reported
in this paper are based on the simulated distillation results.
2.4. Feed and product analysis
The liquid products were withdrawn after stabilization of re-
action conditions (6 h) in 2-h intervals (at each temperature)
and analyzed by off-line gas chromatography (GC) after sep-
aration of the water phase. We analyzed the liquid products
thrice during stabilization period by GC to monitor constant
activity, stabilization of process parameters were also
confirmed in terms of reactor hydrogen pressure, temperature
as well as hydrogen and liquid flow. Two samples were
collected at each reaction condition and analyzed by GC for
constant activity to ensure that there was no observable
catalyst deactivation during an experiment. The reaction
gases were analyzed using a Varian 3800-GC equipped with a
flame ionization detector (FID) and a thermal conductivity
detector (TCD). Liquid feed compositions and product samples
were analyzed with Varian 3800-GC using CP-Sil Pona CB
column for detailed hydrocarbon analysis (ASTMD5134-9), vf-
5ms column for hydrocarbons, free fatty acids, triglycerides
and Varian Select� Biodiesel column for free fatty acids, tri-
glycerides. Simulated distillation of the hydrotreated products
were carried out using a Varian 3800-GC according to the
ASTM-2887-D86 procedure. It was assumed that the area of
the each distillation fraction in the stimulate distillation re-
sults were proportional to amount of carbon in that fraction.
This assumption is valid for experiments in this paper which
were at complete triglyceride conversion. The product yields
are reported as % of volume fraction. Internal standard
(eicosane) was used for quantification. The triglyceride
quantitative results from GC analysis were compared and
matched with results from HPLC analysis for the same after
derivatization to confirm that there was no error in analysis.
GC Injector port temperature of 340 �C was used for a reliable
and direct quantification of fatty acid and triglycerides
without chemical derivatization. The temperature program
was set as: from 35 �C to 150 �C (rate: 3 �C min�1 and holding
time for 5 min), then increase to 300 �C (rate: 12 �C min�1 and
holding for 5 min) and then increased to 320 �C (rate: 15 �Cmin�1 and holding time for 15 min). The yield fractions were
calculated on a relative basis considering the entire range of
products formed as 100% and then evaluating individual
percentage of each fraction. Complete mass balance was
made over the reactor which was always >99%. Deactivation
during the runs were estimated by repeating the same
experiment again after 2 days of continuous operation to
confirm less than <2% change in activity otherwise fresh
catalyst was loaded and used. Experiments of a similar vari-
ation, say space velocity or variation of H2/feed ratio, or
pressure were performed in the same control limit of 2 days
and thus influence of deactivation in the data sets of similar
variation was avoided. The key experiments were reproduced
and assured that <2% variation in activity and yields of vari-
ation fractions was observed.
The concentration of sulfur in the feed and liquid products
were determined by XRF analysis (OXFORD Lab X model 3000
sulfur analyzer) following ASTM D-4294 method. A set of
diesel samples with known low S concentration of 0.2 mL L�1,
5 mL L�1, 10 mL L�1, 15 mL L�1, 20 mL L�1, 100 mL L�1, and 200 mL L�1
were mounted into the system and the data were collected to
obtain calibration curves. The hydrodesulfurization conver-
sion (HDS conversion) was calculated by subtraction the sul-
fur in the feed minus the sulfur in the product and divided by
the sulfur in the feed.

b i om a s s a n d b i o e n e r g y 5 6 ( 2 0 1 3 ) 4 3e5 246
Total acidity number (TAN) was determined following
ASTM D974 method. TAN is defined as the g of KOH per kg of
oil. This procedure involved titrating the oil with a KOH
standard. Nitrogen analysis was done according to ASTM
D5291 standard test methods for instrumental determination
of carbon, hydrogen, and nitrogen (CHN). Product density
(@15 �C) was determined according to ASTM D4052 method.
Cetane number was determined according to ASTM D613
method. Pour-point was determined according to ASTM
D97e12 method.
3. Results and discussion
The physicochemical properties of catalysts on mesoporous
supports are presented in Table 2. NieW/SiO2eAl2O3 catalyst
has a typical composition of a hydrocracking catalyst and has
considerable acidity. Second catalyst NieMo/Al2O3 is a typical
hydrotreating catalyst with mesoporous alumina as the sup-
port. Mesoporous supports are specifically needed for the
transformations of bulky triglyceride feedstock for better
diffusion of reactants and products and lower deactivation by
pore blockage by coking and by waxy product intermediates
formed during prolonged use of the catalysts. Using micro-
porous supports rapid deactivation of catalyst was observed.
3.1. C15eC18 paraffin yield
Gas oil and mixtures of vegetable oilegas oil were hydro-
treated at reaction temperatures ranging from 340 �C to 380 �Cat two different space velocities and the results for C15eC18
paraffin yield are shown in Fig. 1. GC analysis showed that all
the vegetable oil in the mixture was converted into hydro-
carbons at the studied temperatures (>340 �C) and space ve-
locities (2, 4 h�1). In the first instance, each triglyceride
molecule would break down into three hydrocarbon mole-
cules and one propane molecule during hydrotreating. The
majority of products produced from vegetables oil hydro-
treatment are CO, CO2, methane, H2O, propane and the
straight chain alkanes ranging from C8 to C18.
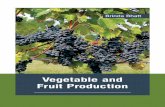
Propane, CO2, CO and methane are major gaseous prod-
ucts (Fig. 2) observed in the effluent gas mixture which
Fig. 1 e C15eC18 paraffin yield at WHSV 2 hL1 (left) and WHSV
(:), 10% soya oil (-), 25% soya oil (C) and, over sulfided NieW/S
gas oil.
primarily contains hydrogen (>90%). The amount of CO
formed during co-processing was much higher (nearly 4e6
times more) than CO2. More CO and CO2 was formed over
NieW than that over NieMo catalyst which may be attributed
to more cracking over former than that over latter below
(Fig. 2). Much higher CO þ CO2 content of the cracking cata-
lyst implies decarbonylation and decarboxylation pathways
as more favored over it. This is in fact supported by the
product hydrocarbon composition as discussed later in Sec-
tion 3.3.
The C15eC18 hydrocarbon yield for the soya oilegas oil
mixtures is a function of both reaction temperature and
concentration of soya oil. The yields of n-C15, n-C16, n-C17,
n-C18 from hydrotreating the pure gas-oil feed are between 45
and 50% as shown in Fig. 1. The desired diesel range hydro-
carbon (C15eC18) yield (Fig. 1) increased and reached as high
as 70%with increasing soya oil ratio in the feed from 10 to 40%
which is as expected due to increased contribution of C15eC18
hydrocarbons coming from the conversion of the triglycerides
to the corresponding hydrocarbons. The C15eC18 yield for the
feed mixtures at 2 h�1 space velocity does not show any
considerable change with temperature variation from 340 to
380 �Cwhich implies that complete vegetable oil conversion is
achieved at lower temperature of 340 �C and there is little
further cracking of hydrocarbons as well as the gas oil com-
ponents with increasing temperature up to 380 �C. The
increment in C15eC18 hydrocarbons with higher concentra-
tions of soya oil in the feed is more pronounced at higher
space velocity. For example, at higher space velocity of 4 h�1
the yields of major products C17 and C18 are higher than that
at 2 h�1. It can be observed from Fig. 1 that 10% mass fraction
soya oil containing mixture showed about 5% higher C15eC18
yield at 4 h�1 than that at 2 h�1 and similarly, 25% mass
fraction soya oil containing mixture showed about 10% higher
C15eC18 yield at 4 h�1 than that at 2 h�1. Thus, by increasing
the space velocity of the feed it is possible to increase the yield
of C15eC18 hydrocarbon as at 340e380 �C all triglycerides are
completely converted to hydrocarbons with negligible
cracking. These results indicate that there is a widewindow of
flexibility in terms of temperature and ratio of vegetable oil-
egas oil mixtures, when operating such feed mixtures in re-
finery hydrotreaters.
4 hL1 (right) over sulfide NieMo/Al2O3 catalyst with gas oil
iO2eAl2O3 catalyst with 25% soya oil (;), 40% soya oil (A) in
350 355 360 365 3700.0
0.1
0.2
0.3
Temperature (ºC)
Yiel
d (v
ol%
)
350 355 360 365 370 375 3800.0
0.5
1.0
1.5
2.0
Temperature (ºC)
Yiel
d (v
ol%
)
Fig. 2 e Gaseous product profile for propane (:), methane (-), CO (C) and CO2 (;), over sulfided NieMo/Al2O3 catalyst (left)
and over sulfided NieW/SiO2eAl2O3 catalyst (right).
b i om a s s a n d b i o e n e r g y 5 6 ( 2 0 1 3 ) 4 3e5 2 47
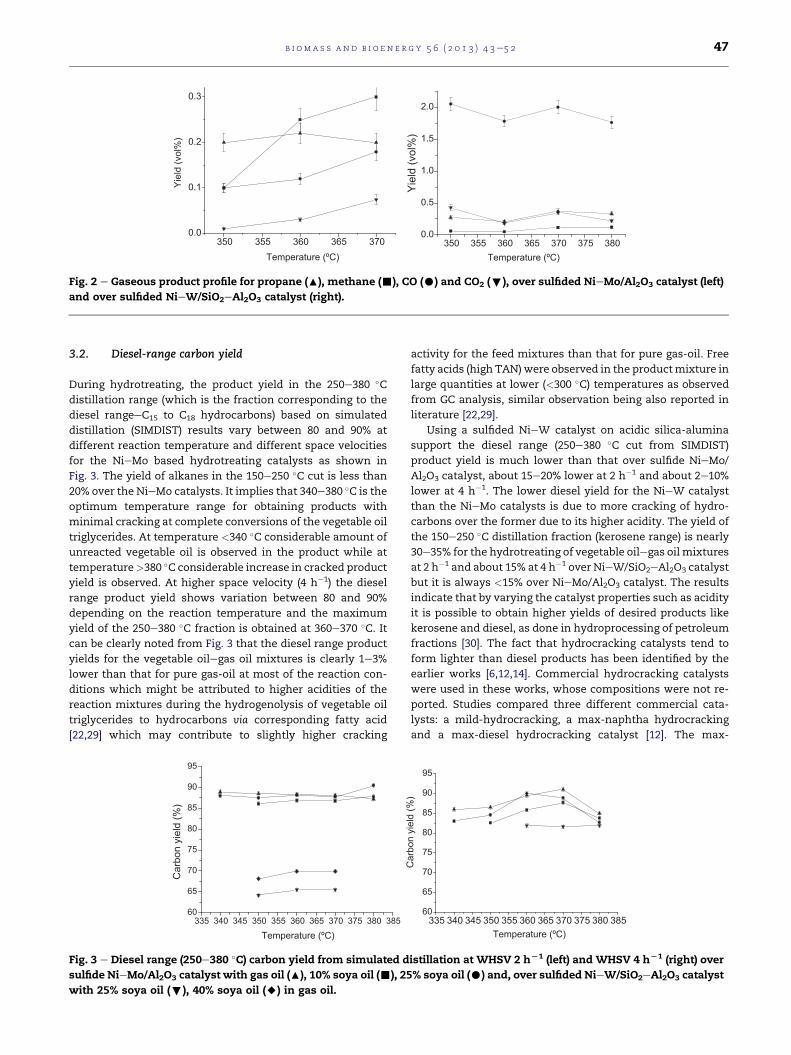
3.2. Diesel-range carbon yield
During hydrotreating, the product yield in the 250e380 �Cdistillation range (which is the fraction corresponding to the
diesel rangeeC15 to C18 hydrocarbons) based on simulated
distillation (SIMDIST) results vary between 80 and 90% at
different reaction temperature and different space velocities
for the NieMo based hydrotreating catalysts as shown in
Fig. 3. The yield of alkanes in the 150e250 �C cut is less than
20% over the NieMo catalysts. It implies that 340e380 �C is the
optimum temperature range for obtaining products with
minimal cracking at complete conversions of the vegetable oil
triglycerides. At temperature <340 �C considerable amount of
unreacted vegetable oil is observed in the product while at
temperature>380 �C considerable increase in cracked product
yield is observed. At higher space velocity (4 h�1) the diesel
range product yield shows variation between 80 and 90%
depending on the reaction temperature and the maximum
yield of the 250e380 �C fraction is obtained at 360e370 �C. Itcan be clearly noted from Fig. 3 that the diesel range product
yields for the vegetable oilegas oil mixtures is clearly 1e3%
lower than that for pure gas-oil at most of the reaction con-
ditions which might be attributed to higher acidities of the
reaction mixtures during the hydrogenolysis of vegetable oil
triglycerides to hydrocarbons via corresponding fatty acid
[22,29] which may contribute to slightly higher cracking
335 340 345 350 355 360 365 370 375 380 38560
65
70
75
80
85
90
95
Car
bon
yiel
d (%
)
Temperature (ºC)
Fig. 3 e Diesel range (250e380 �C) carbon yield from simulated d
sulfide NieMo/Al2O3 catalyst with gas oil (:), 10% soya oil (-), 25
with 25% soya oil (;), 40% soya oil (A) in gas oil.
activity for the feed mixtures than that for pure gas-oil. Free
fatty acids (high TAN)were observed in the productmixture in
large quantities at lower (<300 �C) temperatures as observed
from GC analysis, similar observation being also reported in
literature [22,29].
Using a sulfided NieW catalyst on acidic silica-alumina
support the diesel range (250e380 �C cut from SIMDIST)
product yield is much lower than that over sulfide NieMo/
Al2O3 catalyst, about 15e20% lower at 2 h�1 and about 2e10%
lower at 4 h�1. The lower diesel yield for the NieW catalyst
than the NieMo catalysts is due to more cracking of hydro-
carbons over the former due to its higher acidity. The yield of
the 150e250 �C distillation fraction (kerosene range) is nearly
30e35% for the hydrotreating of vegetable oilegas oil mixtures
at 2 h�1 and about 15% at 4 h�1 over NieW/SiO2eAl2O3 catalyst
but it is always <15% over NieMo/Al2O3 catalyst. The results
indicate that by varying the catalyst properties such as acidity
it is possible to obtain higher yields of desired products like
kerosene and diesel, as done in hydroprocessing of petroleum
fractions [30]. The fact that hydrocracking catalysts tend to
form lighter than diesel products has been identified by the
earlier works [6,12,14]. Commercial hydrocracking catalysts
were used in these works, whose compositions were not re-
ported. Studies compared three different commercial cata-
lysts: a mild-hydrocracking, a max-naphtha hydrocracking
and a max-diesel hydrocracking catalyst [12]. The max-
335 340 345 350 355 360 365 370 375 380 38560
65
70
75
80
85
90
95
Car
bon
yiel
d (%
)
Temperature (ºC)
istillation at WHSV 2 hL1 (left) and WHSV 4 hL1 (right) over
% soya oil (C) and, over sulfided NieW/SiO2eAl2O3 catalyst

b i om a s s a n d b i o e n e r g y 5 6 ( 2 0 1 3 ) 4 3e5 248
naphtha catalyst exhibited the highest conversion (w65%) as
well as the highest naphtha selectivity (w50%), as expected. In
all cases over 95% of the contained vegetable oil was con-
verted into lighter and more useful molecules (naphtha, gas-
oline and diesel range) [12]. We observe that the yield of the
250e380 �C fraction (which is the fraction containing C15 to
C18) also clearly increases with increasing soya oil content
over NieW/SiO2eAl2O3 catalyst which is as expected, due to
increased contribution of C15eC18 hydrocarbons coming
from the conversion of the triglycerides to the corresponding
hydrocarbons.
In brief, for the NieW catalyst the 250e380 �C fraction is
much lower than that over NieMo catalyst which is attributed
to themore cracking of this fraction into lower components due
to higher acidity of the former catalyst. Very high yield
(80e90%) for 250e380 �C fraction is obtained usingNieMo/Al2O3
catalysts (Fig. 3) due to very little cracking ability of this catalyst.
Thus these results indicate that it is possible to have
desired throughput during co-processing by varying the space
velocities and reaction temperatures at the same time having
complete triglyceride conversion, which is very important
when the quality of product cannot be compromised in terms
of sulfur content, density, pour point etc.
3.3. Oxygen removal pathways
It is necessary to analyze the effect of reaction conditions,
hydrocarbon chain length and vegetable oil ratio in the feed,
on the relative rate of different oxygen removal pathways. It is
now accepted that deoxygenation of these compounds can
follow three different reaction pathwaysdhydrodeoxygena-
tion, decarbonylation and decarboxylation.:
CnH2nþ1COOHþ 3H2/Cnþ1H2nþ4
þ 2H2O : Hydrodeoxygenation pathway
CnH2nþ1COOH/CnH2nþ2 þ CO2 : Decarboxylation pathway
CnH2nþ1COOHþH2/CnH2nþ2 þH2O
þ CO : Decarbonylation pathway
The distribution of hydrocarbons in the products is affected
by the way of oxygen elimination [31,32]. Hydrocarbons with
one carbon atom less than the original fatty acid chain i.e. C17
and C15 alkanes are the product of oxygen removal from tri-
glyceride by decarboxylation þ decarbonylation (with CO and
CO2 as the side-products), while C18 and C16 alkane hydro-
carbon, with the same number of carbon atoms in the mole-
cule as the corresponding fatty acid chain, from which it was
formed, is the product of hydrodeoxygenation reaction (with
water as the side-product). The extent of both pathways and
the effect of reaction conditions on them can be consequently
elucidated from the liquid hydrocarbon distributions. C17 and
C18 hydrocarbons make up more than 89% of total n-alkanes
from triglycerides with composition of 10.8% palmitic acid
(C16:0), 3.8% stearic acid (C18:0), 28.7% oleic acid (C18:1), 49.9%
linoleic acid (C18:2) and 6.8% linolenic acid (C18:3). We have
taken the C17/C18 ratio of major product alkanes i.e. n-hep-
tadecane (C17) and n-octadecane (C18), as a measure of rela-
tive ratio of decarboxylation þ decarbonylation versus
hydrodeoxygenation and the results are shown in Fig. 4. The
ratio is substantially affected by the nature of the catalyst and
reaction temperatures. Different extents of two different
pathways have been observed and reported as a result of
temperature variation, feed-ratio variation and due to
different catalysts used (NiMo, Ni) [22]. In terms of hydrogen
consumption, hydrodeoxygenation is more demanding than
decarboxylation þ decarbonylation and is therefore preferred
at higher hydrogen pressures. Moreover, more gaseous prod-
ucts are formed during decarboxylation þ decarbonylation
and it is consequently favored at lower reaction pressure. The
hydrogen consumption is an important issue from the in-
dustrial point of view; a process with lower hydrogen de-
mands would be more economical. The selectivity to
decarbonylation/decarboxylation and hydrodeoxygenation
products varies with temperature, type of catalyst used and
with Soya oil content. Since in case of only gas oil the reaction
pathways are completely different from the pathway of Soya
oil, therefore the difference between C17/C18 of gas oil from
its mixture would give an idea about the influence of soya oil
content in gas oil on the reaction pathways. The C17/C18 ratio
for NieMo catalyst is more than 1 at lower vegetable oil con-
tent (10% mass fraction) and rapidly decreases with reaction
temperature reaching towards lower value of 1, the trend
being similar to that for pure gas oil. But at higher vegetable oil
content (25% mass fraction) the C17/C18 ratio is lower than 1
(and is also lower than that for pure gas oil) and increaseswith
increasing temperatures. This implies that hydro-
deoxygenation seems to bemore favored over NieMo catalyst,
and this is clearly observed at higher vegetable oil content in
the feed. Also, with increasing reaction temperature, both
reaction pathways seem to be equally favored at high reaction
temperatures (380 �C). Thus, to have lower hydrogen con-
sumption using NieMo catalyst it would be more favorable to
have lower reaction temperatures during co-processing (as
well as lower vegetable oil content). The same is true at
different space-velocities of 2 and 4 h�1 (Fig. 4). Thus, it may be
possible for a typical diesel hydrotreater to easily co-process
low amounts of vegetable oils (�10%) with their existing
conditions with nominal increase in hydrogen consumption.
There is difference in the C17/C18 ratio for the two types of
catalysts, hydrodeoxygenation being more favored over the
NieMo catalyst (C17/C18 ratio being lower, Fig. 4) than that over
NieW catalyst. Hence NieW might be a better catalyst for
reducing the hydrogen consumption because decarbonylation/
decarboxylation pathway which consumes less hydrogen (as
discussed earlier) is more favored (C17/C18 ratio being lower,
Fig. 4). C17/C18 ratio is higher than that for pure gas oil and
increases with the increasing soya oil content from 25 to 40%
mass fraction in the feed over the NieW catalyst while it is
opposite for the NieMo catalyst at 25% mass fraction soya oil
content. Thus it may be concluded that, the hydro-
deoxygenation pathway which is favored over the NieMo
catalyst becomes more dominant with increasing soya-oil
content in the feed, while decarboxylation þ decarbonylation
pathway which is favored over the NieW catalyst becomes
more dominant with increasing soya-oil content in the feed.
In order to check if the hydrocarbon chain length has some
influence on the oxygen removal pathways we also evaluated
C15/C16 ratios for the hydrocarbons formed by the

335 340 345 350 355 360 365 370 375 380 3850.70.80.91.01.11.21.31.41.51.61.71.8
Deca
rbon
.+De
carb
ox.
Hydr
odeo
xyge
n.
Temperature (OC)
C17/
C18
335 340 345 350 355 360 365 370 375 380 385
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
Temperature (OC)
C15/
C16
Hydr
odeo
xyge
n.De
carb
on.+
Deca
rbox
.
340 345 350 355 360 365 370 375 380 3850.5
1.0
1.5
2.0
Hydr
odeo
xyge
n.De
carb
on.+
Deca
rbox
.
Temperature (OC)
C17/
18
NiMoVO10 NiMoVO25 NiMoGO
Fig. 4 e Decarboxylation D decarbonylation versus hydrodeoxygenation measured as C17/C18 ratio (at WHSV 2 hL1, left;
WHSV 4 hL1, right) and C15/C16 ratio (WHSV 2 hL1, bottom) over sulfide NieMo/Al2O3 catalyst with gas oil (:), 10% soya oil
(-), 25% soya oil (C) and, over sulfided NieW/SiO2eAl2O3 catalyst with 25% soya oil (;), 40% soya oil (A) in gas oil.
b i om a s s a n d b i o e n e r g y 5 6 ( 2 0 1 3 ) 4 3e5 2 49
deoxygenation of the palmitic acid (16:0) component of the
soybean oil. The C15/C16 ratio shows similar trend as C17/C18
ratio over NieW catalyst (Fig. 4). But there is slight difference
in the two ratios over NieMo catalyst. With increasing reac-
tion temperature the two reaction pathways tend towards
being equally favored (the C17/C18 and C15/C16 ratios tend to
reach 1.0), but the temperature at which the C15/C16 ratio
tends to reach 1.0 (i.e. when the hydrodeoxygenation and
decarboxylation þ decarbonylation pathways are equally
favored) is lower (360 �C) than that for C17/C18 ratios (380 �C),but this difference is observed only for high (25% mass frac-
tion) vegetable oil content in the reaction feedmixtures. These
results clearly indicate that the carbon chain length influences
the oxygen removal pathway at least over the NieMo catalyst
340 345 350 355 360 365 370 375 380
82
84
86
88
90
92
94
Temperature (OC)
HDS%
Fig. 5 e Hydrodesulurization (HDS%) at WHSV 2 hL1 (left) and WH
oil (:), 10% soya oil (-), 25% soya oil (C) and, over sulfided Nie
and is clearly observed at high vegetable oil content in the
feed.
3.4. HDS performance
Inhibition of deoxygenation and desulfurization might be ex-
pected when both types of compounds (S- and O-containing
compounds) are present at the same time [33]. Fig. 5 shows the
HDS activity of different Soya oil and gas oil mixtures. The
addition of soya-oil does not decrease the HDS activity for gas
oil at 100% triglyceride conversion. This indicates the deoxy-
genation of soya oil and hydrodesulphurization are not
competing reactions and may occur on different catalytic sites
or the number of active sites are large enough for both the
335 340 345 350 355 360 365 370 375 380 385
65
70
75
80
85
90
95
Temperature (OC)
HDS%
SV 4 hL1 (right) over sulfide NieMo/Al2O3 catalyst with gas
W/SiO2eAl2O3 catalyst with 25% soya oil (;) in gas oil.

340 350 360 370 3800
102030405060708090
100HD
S/HD
O %
Temperature (oC)
NiMo25VOHDO NiMo25VOHDS NiW25VOHDO NiW25VOHDS
Fig. 6 e Hydrodesulfurization (HDS%) and
hydrodeoxygenation (HDO%) over NieMo and NieW
catalysts with 25% vegetable oil and 75% gas-oil in feed
mixtures.
b i om a s s a n d b i o e n e r g y 5 6 ( 2 0 1 3 ) 4 3e5 250
reactions to occur simultaneously. Importantly soya-oil addi-
tion does not decrease sulfur removal ability of the catalysts,
but in fact there is slight increase in the HDS rate at certain
temperatures which could be due to a dilution effect for the
gas-oil feed in the presence of vegetable oil and also due to
increased local acidities that might favor HDS reaction [21,29].
The sulfur conversion increases from 86 to 93% as the reaction
temperature increases from 340 to 380 �C for NieMo catalyst at
2 h�1 (Fig. 5 left). In comparison, the conversion of triglycerides
to alkaneswas close to 100%at 350 �C and above indicating that
HDO is amore favorable reaction than HDS (Fig. 6). S removal is
better over NieMo catalyst than that over NieW catalyst.
3.5. Reaction kinetics
Hydrocracking catalysts tend to form lighter along with diesel
products [6,12,14]. A recent catalyst evaluation study for used
oil hydroconversion [34] comparing three different commer-
cial catalystsea hydrotreating, a mild-hydrocracking and a
hydrocracking catalysteshowed the diesel yields over 94%
and >99% saturation, in all cases. The hydrotreating catalyst
was concluded to be the best catalyst for waste cooking oil
hydroprocessing for diesel production [34]. But it would be
necessary to use a hydrocracking catalyst if kerosene is the
desired product. Catalyst composition optimization and
detailed kinetic study is required when targeting different
productsegasoline, kerosene or diesel.
A more recent co-hydroprocessing study for gas-oil with
used cooking oil mixtures [35] using NiMo/Alumina catalyst
Table 3 e Kinetic and thermodynamic parameters for S-removahydrotreated products.
kHDS (s�1, 325 �C) kHDO(s�1, 325 �C) EHDS
25% Veg-oil 4.83 4.253 15
10% Veg-oil 4.66 4.114 17
Gas oil 4.78 e 16
kHDO ¼ rate constant triglyceride conversion. kHDS ¼ rate constant for sul
exponential factor for sulfur removal. EHDO ¼ activation energy for trigly
indicated that the heteroatom removal is favored by increasing
reaction temperature. The cooking oil content in the feedstock
favored conversion. Temperature had no significant effect on
conversion, but hydrogen consumption increased proportion-
ally with hydrotreating temperatures [35].
The activity of the catalysts in deoxygenation can be
described by looking at the conversion of triglycerides, i.e.
evaluating the rate of disappearance of triglycerides which
has been obtained by using the pseudo-first order kinetics to
fit the relevant experimental data for NiMo catalyst at
different reaction temperatures. The catalyst activity in
hydrodesulfurization can be described by looking at the
removal of sulfur containing feed components, i.e. evaluating
the rate of disappearance of S-compounds, using the pseudo-
first order kinetics to fit the relevant experimental data. The
results are presented in Table 3. In order to quantify the dif-
ferences in different activities, the relative pseudo-first order
rate constants have been calculated at 325 �C (Table 3).
The difference between the rates of disappearance of tri-
glycerides (kHDO ¼ 1.24 s�1 at 300 �C) and disappearance of
sulfur (kHDS ¼ 3.86 s�1 at 300 �C) clearly indicates that sulfur
removal reactions are much faster than oxygen removal from
triglyceride at lower temperatures (300 �C). The apparent
activation energy for overall S-removal is nearly 9-times lower
than that for overall O-removal. Near hydrotreating condition
(325e350 �C) the differences in rates of sulfur removal and
triglyceride conversion are not high.
3.6. Other bulk properties of products
3.6.1. DensityDensity of vegetable oil (920 kg m�3) is much higher than that
of the gas-oil (858 kgm�3). After hydrotreating, densities of the
products decreased (Fig. 7) due to hydrodesulfurization,
hydrodeoxygenation and partial hydrogenation reactions. The
density of hydrotreated gas-oil was higher than that for the
hydrotreated vegetable oilegas oil mixtures. The decrease in
densities, was more for higher vegetable oil content feeds and
also at higher hydrotreating temperatures. Densities of all the
products were in the standard range specified for diesel fuel
i.e. 820e860 kg m�3 (at 15 �C).
3.6.2. TAN and cetane numberThe acidity of the various product defined as total acidity num-
ber [TAN,measured as KOH values (g kg�1) in the oil] reduces to
zero after reaction as free fatty acids are completely converted
into alkanes and consequently the TAN reduces to zero even at
reaction temperature as low as 340 �C. This indicates that this
l and triglyceride-conversion alongwith cetane numbers of
kJ mol�1 AHDS (s�1) EHDO kJ mol�1 Cetane no.
.0 (�2.0) 87.36 136.6 (�4.0) 67
.9 (�3.0) 91.8 140.2 (�5.0) 54
.1 (�3.0) 105.24 e 43
fur removal. EHDS ¼ activation energy for sulfur removal. AHDS ¼ pre-
ceride conversion.

335 340 345 350 355 360 365 370 375 380 3850.825
0.828
0.831
0.834
0.837
0.840
0.843
0.846
0.849
Dens
ity (g
cc-1)
Temperature (OC)335 340 345 350 355 360 365 370 375 380 385
0.825
0.828
0.831
0.834
0.837
0.840
0.843
0.846
0.849
Dens
ity (g
cc-1)
Temperature (OC)
Fig. 7 e Densities of hydroprocessed products at WHSVs 2 hL1 (left) and 4 hL1 (right) over sulfide NieMo/Al2O3 catalyst with
gas oil (:), 10% soya oil (-), 25% soya oil (C) and, over sulfided NieW/SiO2eAl2O3 catalyst with 25% soya oil (;) in gas oil.
b i om a s s a n d b i o e n e r g y 5 6 ( 2 0 1 3 ) 4 3e5 2 51
process is suitable for production of hydrocarbons from vege-
table oil feeds containing fairly high level of free fatty acids
which also get converted to corresponding alkanes along with
the triglycerides. But very high TAN (high acidity) feeds with
largeamountof free fatty acidsmight bean issue for the long life
of catalyst as well asmight affect reactor metallurgy.
The product produced by hydrotreating of vegetable oil-
egas oil mixtures has much better cetane number than that
for hydrotreated gas oil (Table 3). With a 10% mass fraction of
vegetable oil in the gas oil mixture the cetane number
increased from the base value of 43e54. Further addition of
25% of vegetable oil to gas-oil increases cetane number of the
diesel product to 67.
4. Conclusion
Mixtures of waste soya oil and gas-oil can be easily converted
into hydrocarbons with high cetane value and acceptable
density and acidity under hydroprocessing conditions used in
refineries using typical hydroprocessing catalysts. NieW/
SiO2eAl2O3 catalyst gives considerable jet range product due
to cracking while NieMo/Al2O3 catalyst has high selectivity
for diesel range product due to minimal cracking. The
hydrodeoxygenation pathway for oxygen removal from tri-
glyceride seems to be favored over the NieMo, while
decarboxylation þ decarbonylation pathway is favored over
the NieW catalyst. The reaction pathways are temperature
dependent. The activation energy for overall O-removal is
higher than that for overall S-removal.
Acknowledgments
The authors thank Analytical Sciences Division, IIP for
analytical services. DST, India is also acknowledged for partial
research funding. BSR acknowledges CSIR, India for Senior
Research Fellowship.
r e f e r e n c e s
[1] Klass DL. Biomass for renewable energy, fuels andchemicals. San Diego: Academic Press; 1998.
[2] Lynd LR, Cushman JH, Nichols RJ, Wyman CE. Fuel ethanolfrom cellulosic biomass. Science 1991;251(4999):1318e23.
[3] Wyman CE. Alternative fuels from biomass and their impacton carbon dioxide accumulation. Appl Biochem Biotechnol1994;45(46):897e915.
[4] Huber GW, Iborra S, Corma A. Sythesis of transportationfuels from biomass: chemistry, catalysts, and engineering.Chem Rev 2006;106(9):4044e98.
[5] Nitske WR, Wilson CM. Rudolf diesel: pioneer of the age ofpower. Oklahoma: University of Oklahoma Press; 1965.
[6] Bezergianni S, Kalogianni A. Hydrocracking of used cookingoil for biofuels production. Bioresour Technol2009;100(17):3927e32.
[7] Liu Y, Sotelo-Boyas R, Murata K, Minowa T, Sakanishil K.Hydrotreatment of jatropha oil to produce green diesel overtrifunctional NieMo/SiO2eAl2O3 catalyst. Chem Lett2009;38(6):552e3.
[8] Rodolfi L, Zittelli GC, Bassi N, Padovani G, Biondi N, Bonini G,et al. Microalgae for oil: strain selection, induction of lipidsynthesis and outdoor mass cultivation in a low-costphotobioreactor. Biotechnol Bioeng 2009;102(1):100e12.
[9] Freedman B, Bagby MO. Heats of combustion of fatty estersand triglycerides. J Am Oil Chem Soc 1989;66:1601e5.
[10] Lotero E, Liu Y, Lopez DE, Suwannakarn K, Bruce DA,Goodwin JG. Synthesis of biodiesel via acid catalysis. Ind EngChem Res 2005;44(14):5353e63.
[11] Knothe G, Krahl J, Gerpen JV. The biodiesel handbook.Champaign, IL: AOCS Press; 2005.
[12] Bezergianni S, Kalogianni A, Vasalos IA. Hydrocracking ofvacuum gas oil-vegetable oil mixtures for biofuelsproduction. Bioresour Technol 2009;100(12):3036e42.
[13] Kubicka D, Simacek P, Zilkova N. Transformation ofvegetable oils into hydrocarbons over mesoporous-alumina-supported CoMo catalysts. Top Catal 2009;52(1):161e8.
[14] Bezergianni S, Voutetakis S, Kalogianni A. Catalytichydrocracking of fresh and used cooking oil. Ind Eng ChemRes 2009;48(18):8402e6.
[15] Lappas AA, Bezergianni S, Vasalos IA. Production of biofuelsvia co-processing in conventional refining processes. CatalToday 2009;145(1e2):55e62.
[16] Donnis B, Egeberg RG, Blom P, Knudsen KG. Hydroprocessingof bio-oils and oxygenates to hydrocarbons: understandingthe reaction routes. Top Catal 2009;52(3):229e40.
[17] Kubickova I, Snare M, Eranen K, Maki-Arvela P, Murzin DY.Hydrocarbons for diesel fuel via decarboxylation of vegetableoils. Catal Today 2005;106(1):197e200.
[18] Stumborg M, Wong A, Hogan E. Hydroprocessed vegetableoils for diesel fuel improvement. Bioresour Technol1996;56(1):13e8.
[19] Sebos I, Matsoukas A, Apostolopoulos V, Papayannakos N.Catalytic hydroprocessing of cottonseed oil in petroleum

b i om a s s a n d b i o e n e r g y 5 6 ( 2 0 1 3 ) 4 3e5 252
diesel mixtures for production of renewable diesel. Fuel2009;88(1):145e9.
[20] Kalnes T, Marker T, Shonnard DR. Green diesel: a secondgeneration biofuel. Int J Chem React Eng 2007;5(1):A48.
[21] Huber GW, O’Connor P, Corma A. Processing biomass inconventional oil refineries: production of high quality dieselby hydrotreating vegetable oils in heavy vacuum oilmixtures. Appl Catal A 2007;329:120e9.
[22] Simacek P, Kubicka D, Sebor G, Pospisil M. Hydroprocessedrapeseed oil as a source of hydrocarbon-based biodiesel. Fuel2009;88(3):456e60.
[23] Melis S, Mayo S, Leliveld B. Vegetable oil co-processing indiesel hydrotreaters. Biofuels Technol 2009;1:43e7.
[24] Speight JG. New approaches to hydroprocessing. Catal Today2004;98(1e2):55e60.
[25] Craig WK, Soveran DW, inventors; Natural ResourcesCanada, assignee. Production of hydrocarbons with arelatively high cetane rating. United States patent US4992605; 1991 Dec 2.
[26] Monnier J, Tourigny G, Soveran DW, Wong A, Hogan EN,Stumborg M, inventors; Natural Resources Canada, assignee.Conversion of biomass feedstock to diesel fuel additive.United States patent US 5705722; 1998 Jan 6.
[27] Aalto P, Jakkula J, Kiiski U, Mikkonen S, Niemi V, Nikkonen J,Piirainen O, inventors; Fortum Oyj, Neste Oil Oyj, assignee.Fuel composition for a diesel engine. United States patent US7279018 B2; 2007 Oct 9.
[28] Marker TL, Kokayeff P, Abdo SF, Baldiraghi F, Sabatino LMF,inventors; UOP LLC, ENI S.p.A., assignee. Production of dieselfuel from biorenewable feedstocks with lower hydrogenconsumption. United States patent US 7982075; 2011 Jul 19.
[29] Walendziewski J, Stolarski M, Łu _zny R, Klimek B.Hydroprocesssing of light gas oilerape oil mixtures. FuelProcess Technol 2009;90(5):686e91.
[30] Absi-Halabi M, Beshara J, Qabazard H, Stanislaus A. Catalystsin petroleum refining and petrochemical industries.Amsterdam, The Netherlands: Elsevier; 1996.
[31] Gusmao J, Brodzki D, Djega-Mariadassou G, Frety R.Utilization of vegetable-oils as an alternative source fordiesel-type fuelehydrocracking on reduced Ni/SiO2 andsulphided Ni-Mo/alpha-Al2O3. Catal Today 1989;5(4):533e44.
[32] da Rocha Filho GN, Brodzki D, Djega-Mariadassou G.Formation of alkanes, alkylcycloalkanes and alkylbenzenesduring the catalytic hydrocracking of vegetable oils. Fuel1993;72(4):543e9.
[33] Viljava TR, Saari ERM, Krause AOI. Simultaneoushydrodesulfurization and hydrodeoxygenation: interactionsbetween mercapto and methoxy groups present in the sameor in separate molecules. Appl Catal A 2001;209(1e2):33e43.
[34] Bezergianni S, Kalogianni A, Dimitriadis A. Catalyst evaluationfor waste cooking oil hydroprocessing. Fuel 2012;93:638e47.
[35] Bezergianni S, Dimitriadis A. Temperature effect on co-hydroprocessing of heavy gas oilewaste cooking oil mixturesfor hybrid diesel production. Fuel 2013;103:579e84.