
Optimization of the sonication extraction method of Hibiscus tiliaceus L. flowers
Dear Author, Please, note that changes made to the HTML content will be added to the article before publication, but are not reflected in this PDF. Note also that this file should not be used for submitting corrections.

Our reference: WM 9020 P-authorquery-v11
AUTHOR QUERY FORM
Journal: WM
Article Number: 9020
Please e-mail or fax your responses and any corrections to:
E-mail: [email protected]
Fax: +31 2048 52799
Dear Author,
Please check your proof carefully and mark all corrections at the appropriate place in the proof (e.g., by using on-screen annotation in the PDFfile) or compile them in a separate list. Note: if you opt to annotate the file with software other than Adobe Reader then please also highlightthe appropriate place in the PDF file. To ensure fast publication of your paper please return your corrections within 48 hours.
For correction or revision of any artwork, please consult http://www.elsevier.com/artworkinstructions.
Any queries or remarks that have arisen during the processing of your manuscript are listed below and highlighted by flags in the proof. Clickon the ‘Q’ link to go to the location in the proof.
Location inarticle
Query / Remark: click on the Q link to goPlease insert your reply or correction at the corresponding line in the proof
Q1 Please confirm that given name(s) and surname(s) have been identified correctly.
Q2 The country name has been inserted for the affiliation. Please check, and correct if necessary.
Q3 Citation ‘Kulkarni et al. (2006)’ has been changed to ‘Kulkarni and Dalai (2006)’ as per list. Please checkand correct if necessary.
Q4 Reference ‘Chhetri et al. (2008)’ is cited in the text but not provided in the reference list. Please provide itin the reference list or delete these citations from the text.
Q5 Please check the hierarchy of the section headings.
Q6 This section comprises references that occur in the reference list but not in the body of the text. Pleaseposition each reference in the text or, alternatively, delete it. Any reference not dealt with will be retainedin this section.
Q7 Please check the edit(s) made in Table 1, and correct if necessary.
Thank you for your assistance.
Please check this box if you have nocorrections to make to the PDF file
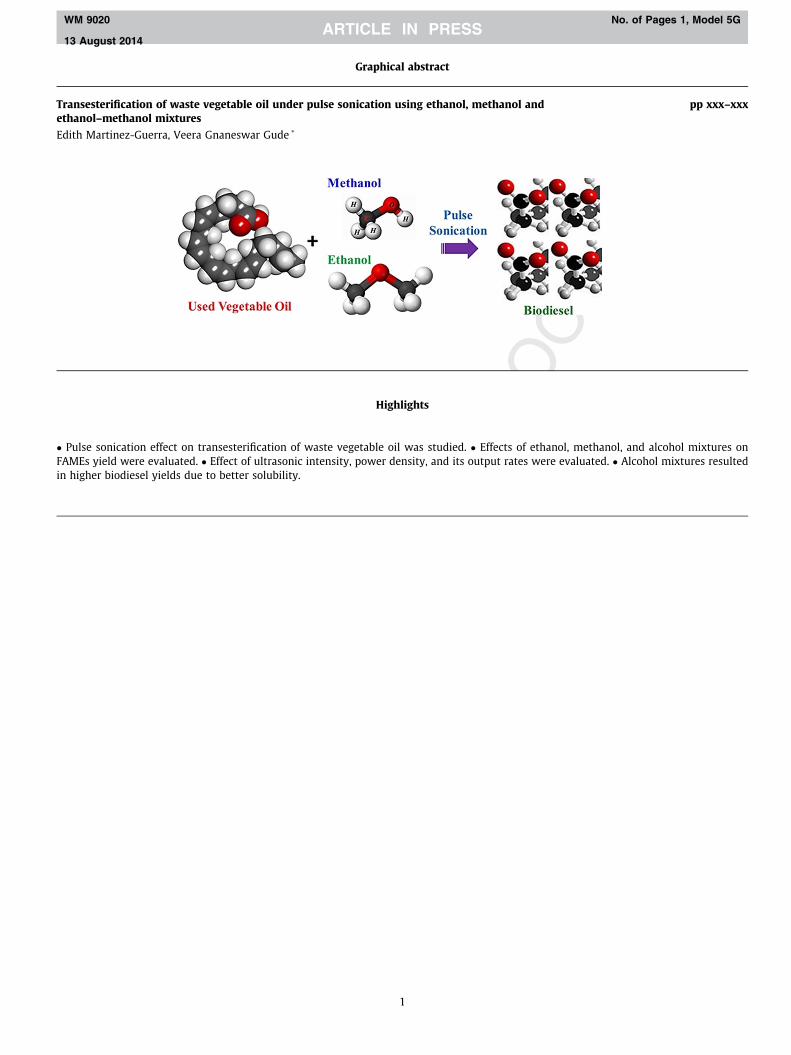
Graphical abstract
pp xxx–xxxTransesterification of waste vegetable oil under pulse sonication using ethanol, methanol andethanol–methanol mixtures
Edith Martinez-Guerra, Veera Gnaneswar Gude *
WM 9020 No. of Pages 1, Model 5G
13 August 2014
Highlights
� Pulse sonication effect on transesterification of waste vegetable oil was studied. � Effects of ethanol, methanol, and alcohol mixtures onFAMEs yield were evaluated. � Effect of ultrasonic intensity, power density, and its output rates were evaluated. � Alcohol mixtures resultedin higher biodiesel yields due to better solubility.
1

1
3 Transesterification of waste vegetable oil under pulse sonication using4 ethanol, methanol and ethanol–methanol mixtures
5
6
7 Edith Martinez-Guerra, Veera Gnaneswar Gude ⇑8 Civil and Environmental Engineering Department, Mississippi State University, Mississippi State, MS 39762, United States
91011
1 3a r t i c l e i n f o
14 Article history:15 Received 24 April 201416 Accepted 26 July 201417 Available online xxxx
18 Keywords:19 Pulse sonication20 Alcohol mixture21 Process parameters22 Waste vegetable oil23 Ultrasound intensity24 Power density25
2 6a b s t r a c t
27This study reports on the effects of direct pulse sonication and the type of alcohol (methanol and ethanol)28on the transesterification reaction of waste vegetable oil without any external heating or mechanical29mixing. Biodiesel yields and optimum process conditions for transesterification reaction involving30ethanol, methanol, and ethanol–methanol mixtures were evaluated. The effects of ultrasonic power den-31sities (by varying sample volumes), power output rates (in W), and ultrasonic intensities (by varying the32reactor size) were studied for transesterification reaction with ethanol, methanol and ethanol–methanol33(50%-50%) mixtures. The optimum process conditions for ethanol or methanol based transesterification34reaction of waste vegetable oil were determined as: 9:1 alcohol to oil ratio, 1% wt. catalyst amount,351–2 min reaction time at a power output rate between 75 and 150 W. It was shown that the transeste-36rification reactions using ethanol–methanol mixtures resulted in higher biodiesel yields as high as >99%37at lower power density and ultrasound intensity compared to ethanol or methanol based transesterifica-38tion reactions.39� 2014 Elsevier Ltd. All rights reserved.40
41
42
43 1. Introduction
44 The United States Energy Information Administration has esti-45 mated that about 138 million tons of waste cooking oil is produced46 per year in USA with a per capita production of 9 lb per year47 (Radich, 2006). In Canada, approximately 135,000 tons per year48 of waste cooking oil produced (Canada, 2006). In the European49 Union (EU) countries, the total waste cooking oil production is50 approximately 700,000–1,000,000 tons per year (Kulkarni and51 Dalai, 2006; Patil et al., 2009) while for the UK, the production is52 about 200,000 tons of waste cooking oil per year (Carter et al.,53 2005; Chhetri et al., 2008). These waste cooking oils may pose an54 environmental threat if they are not reused or disposed properly55 (Charpe and Rathod, 2011). However, waste cooking oils may serve56 as local feedstock for biodiesel production (Ramos et al., 2013;57 Gude and Grant, 2013; Grant and Gude, 2013; Gude et al.,58 2013a,b). This use will reduce the biodiesel production costs by59 at least 2–3 times since feedstock costs can count up to 80% of60 the total biodiesel costs. The waste cooking oils are sold at a cost61 2–3 times lower than fresh or virgin feedstock and are often avail-62 able free of cost (Ramos et al., 2013). As a comparison, the diesel63 production from petroleum costs about 1.00 $/L in 2008 which is
64a very competitive price for biodiesel production from other feed-65stock as well. Additionally, utilizing waste oil for biodiesel produc-66tion will mitigate the environmental impacts related to feedstock67production (Sivasamy et al., 2009).68Biodiesel from waste cooking oils can be produced by a well-69known transesterification reaction. Addition of an alcohol group70is required to complete this reaction (Felizardo et al., 2006). The71short chain alcohols such as methanol, ethanol, and butanol are72frequently used, with methanol being the most common. All of73these alcohols possess different physical and chemical properties74and therefore exhibit different patterns of transesterification reac-75tion kinetics and biodiesel yield rates. Methanol and ethanol pro-76duce superior results in transesterification reactions. Currently,77methanol is produced from the fossil sources and mineral oils78(Andrade Torres et al., 2013) which impact the availability and cost79of the oil resources. For long term sustainability of biodiesel pro-80duction, use of ethanol provides a more environmental friendly81perspective since it can be derived from natural and renewable82sources like plants and crops (Encinar et al., 2002; Andrade83Torres et al., 2013). Biodiesel containing ethyl esters are more ben-84eficial compared to methyl esters because ethanol can be derived85from renewable sources, and the extra carbon atom in the ethanol86molecule slightly increases the heat content and the cetane num-87ber. In addition, another important advantage is that the ethyl
http://dx.doi.org/10.1016/j.wasman.2014.07.0230956-053X/� 2014 Elsevier Ltd. All rights reserved.
⇑ Corresponding author.E-mail address: [email protected] (V.G. Gude).
Q1
Q2
Q3
Q4
Waste Management xxx (2014) xxx–xxx
Contents lists available at ScienceDirect
Waste Management
journal homepage: www.elsevier .com/locate /wasman
WM 9020 No. of Pages 11, Model 5G
13 August 2014
Please cite this article in press as: Martinez-Guerra, E., Gude, V.G. Transesterification of waste vegetable oil under pulse sonication using ethanol, methanoland ethanol–methanol mixtures. Waste Management (2014), http://dx.doi.org/10.1016/j.wasman.2014.07.023

88 esters generally have lower cloud and pour points than methyl89 esters (Encinar et al., 2007).90 Mass transfer issues are often not discussed in the transesterifi-91 cation reactions. Transesterification reaction is mainly dominated92 by the mass transfer limitations then followed by kinetics con-93 trolled region, with oils and methanol (Likozar and Levec, 2014a;94 Narvaez et al., 2009). Mass transfer between two organic phases95 (methanol and oil) plays a critical role during the transesterifica-96 tion (methanolysis) and controls the reaction kinetics. In transeste-97 rification reaction kinetics, three regimes are well-recognized, that98 is an initial mass transfer-controlled regime (slow), followed by a99 chemically-controlled regime (fast), and a final regime, close to
100 equilibrium (slow) (Stamenkovic et al., 2008). Therefore, methanol101 is not effectively used for the reactions due to the interfacial mass102 transfer resistance (Kai et al., 2010). The mass transfer limitations103 on biodiesel production may be overcome with efficient mixing104 mechanism such as ultrasonic mixing. Ultrasound can enhance105 the mass transfer between two immiscible liquids (Leung et al.,106 2010). Cavitation mainly affects the mass transfer rates and107 ensures a uniform distribution of the reactants, as one concludes108 from the fact that a significant effect on both the reaction rate109 and the equilibrium conversion is only observed in the later stages110 of the reactions, when heterogeneity is removed (Likozar and111 Levec, 2014b).112 The rationale for this study can be explained as follows: transe-113 sterification reaction using methanol as reactant is mass transfer114 limited operation due to poor solubility of oil in methanol. But115 methanol has a higher equilibrium conversion due to the higher116 reactive intermediate methyl group. On the other hand, ethanol117 has better solvent properties and can be obtained from renewable118 resources (Issariyakul et al., 2007). However, the formation of emul-119 sion after the transesterification of oil with ethanol makes the sep-120 aration of ester very difficult. When methanol/ethanol mixtures are121 employed for the transesterification reaction, this combination may122 benefit from ethanol’s better solvent properties and methanol’s fas-123 ter equilibrium conversion kinetics. In addition, esters obtained124 from mixture of alcohols possess better lubricating abilities and125 render as lubricating additive. Finally, replacing methanol with eth-126 anol will also make the biodiesel production sustainable by reduc-127 ing dependence on non-renewable methanol production (Kulkarni128 et al., 2007). In addition, the ultrasound mixing provides superior129 mixing compared to conventional heating in transesterification130 reaction promoting mass transfer between the oils and alcohols.131 In this paper, we report the transesterification of waste vegeta-132 ble oils using methanol and ethanol under a pulse sonication effect.133 Since the two different alcohols have different physical and chem-134 ical characteristics, their effect on the transesterification reactions135 under ultrasound irradiation could be very distinguishable. The136 molar ratio of alcohol to oil, catalyst amount and the reaction time137 were evaluated under direct pulse sonication without any external138 heating or mixing. Additionally, the effects of power density, ultra-139 sound intensity and power output rates were also evaluated.140 Finally, the effect of ethanol/methanol mixtures (50%-50%) on the141 transesterification reaction along with power density, ultrasonic142 intensity and power output rate are presented.
143 2. Materials and methods
144 This section provides details on the materials used and experi-145 mental procedures followed in this study.
146 2.1. Materials
147 Waste vegetable oil (Canola) was obtained from a local restau-148 rant near the Mississippi State University (MSU) campus. The acid
149value of the oil was found to be 3.5 mg KOH/g, corresponding to a150free fatty acid (FFA) level of 1.7% and base catalyzed transesterifi-151cation is suitable for feedstock with FFA content less than 4%152(Patil et al., 2010, 2012). Ethanol, methanol and the catalyst153(sodium hydroxide, NaOH) were purchased from Fisher Scientific.154Methanol used in this study was of ACS (American Chemical Soci-155ety) certified grade and ethanol was of reagent grade.
1562.2. Experimental procedures
157The pulse sonication of transesterification reaction was per-158formed using a NO-MS100 ultrasonicator manufactured by Colum-159bia International Technologies with a maximum of 1000 W power160output capacity. The ultrasonic frequency was 25 kHz. The horn is161made of titanium alloy with variable power output rates. The ultra-162sound horn (made of titanium alloy) has the following dimensions:1632.54 cm diameter tapered to 0.254 cm tip diameter.164The transesterification process involves direct sonication of the165sample mixture (known amount of waste vegetable oil mixed with166pre-prepared sodium methoxide solution) to be converted into167biodiesel followed by separation/washing/drying cycles. The168transesterification reaction was carried out in a 50 ml glass batch169reactor (beaker) equipped with an ultrasonic horn and a digital170temperature probe (Fig. 1). The reaction sample temperature was171recorded using a digital thermometer at every 10 s of reaction172time. The molar ratio of methanol and/or ethanol to oil was varied173between 4.5:1, 6:1, 9:1, and 13.5:1 while three catalyst loadings174were at 0.5, 1.25 and 2.0% (wt./wt.). The molar ratios were calcu-175lated based on the molecular weight of the waste vegetable oil176(obtained from GC-FID. The molecular weight of waste vegetable177oil was 856.94 g/mol. The sample volume of the oil was fixed at17810 ml for all experiments. The reaction times were varied between1790.5 min and 2.5 min at 0.5 min increments. After the ultrasonic180processing, the reaction mixture was allowed to settle and to sep-181arate into two distinct layers (biodiesel and glycerol). The glycerol182was drained and discarded and the remaining reaction mixture183was washed and dried in the oven at 60 �C for eight hours. This184was to ensure complete removal of the unreacted methanol and185byproducts. The biodiesel sampler was then collected for gas chro-186matographic (GC–MS) analysis. The analysis was carried out on a187Varian Gas Chromatography (GC) with cool-on column injection188and FID detection as required by ASTM 6584 method for B100.189The operating scheme for the biodiesel analysis is presented else-190where (Gude and Grant, 2013). Fig. 1 shows the process scheme191for the experimental studies.
1922.3. Ultrasonic transesterification
1932.3.1. Reaction scheme194The reaction considered for this study is a typical transesterifi-195cation reaction of oil and alcohol in the presence of a strong Lewis196base catalyst producing alkyl esters and glycerol. Ultrasound irra-197diation was utilized as a non-conventional energy source to pro-198mote mixing and heating in the transesterification reaction. The199temperature rise in the reaction mixture comes from two effects:200(1) continuous expansion and rarefaction cycles caused by cavita-201tion bubbles, and (2) the exothermic nature of the transesterifica-202tion reaction.
2032.3.2. Ultrasonic mechanism204Novel process-intensification techniques such as microwaves205and ultrasound provide convenient and efficient heating and mix-206ing for transesterification (Martinez-Guerra et al., 2014a,b). Ultra-207sonic excitation of reactions increases the interfacial area of the208reaction mixtures through emulsification, which is impor tant for209the formation of vapor and cavitation bubbles in viscous liquids
Q5
2 E. Martinez-Guerra, V.G. Gude / Waste Management xxx (2014) xxx–xxx
WM 9020 No. of Pages 11, Model 5G
13 August 2014
Please cite this article in press as: Martinez-Guerra, E., Gude, V.G. Transesterification of waste vegetable oil under pulse sonication using ethanol, methanoland ethanol–methanol mixtures. Waste Management (2014), http://dx.doi.org/10.1016/j.wasman.2014.07.023

210 such as oils, especially in biodiesel production. Vapor bubbles gen-211 erated by ultrasound effect in oils and methanol mixtures oscillate212 and move with the steady currents in the bulk liquid caused by the213 acoustic streaming. This acoustic streaming is caused by differ-214 ences in the ultrasound velocity, which is a property of the mate-215 rials. For example, the traveling velocity of acoustic waves in216 ethanol is 1182 m/s (Darrigo and Paparelli, 1988) and in vegetable217 oils is about 1430 m/s (Wong et al., 2008). Simultaneously, the cav-218 itation bubbling action pushes the liquid toward the interfacial219 surfaces of the vapor bubbles, where the reaction mixture inter-220 acts. This phenomenon enhances the mass transfer across the221 interfaces of the bubbles and, thus, accelerates the chemical reac-222 tion rates under diffusion-limited conditions such as the early223 stage of transesterification of oils in biodiesel production. Mean-224 while, ultrasonic cavitation bubbles are much smaller in size and225 the total number per volume is much more stable than those gen-226 erated mechanically. The very large number of fine cavitation bub-227 bles greatly increases the interfacial area available for chemical228 reactions. Ultrasonic cavitation also reportedly produces a micro-229 environment of very high temperature and pressure, which may
230create highly active reaction intermediates and lead to faster231transesterification reaction rates (He and Van Gerpen, 2012).232Energy transformation in ultrasonic processing of chemical233reactions typically follows three steps: (1) the transformation of234electrical input to mechanical energy through a piezoelectric or235piezomagnetic transducer; (2) the delivery of vibrational energy236(acoustic energy) from the emission tip of the transducer to the237liquid medium; and (3) the conversion of the energy of ultrasonic238streaming to the energy that activates reactants by acoustic239cavitation. Energy losses in any step will influence the total energy240efficiency (Luo et al., 2014).
2413. Results and discussion
2423.1. Effect of alcohol to oil ratio
243The type and amount of alcohol used in the transesterification244reaction plays a very important role. Fig. 2 shows the temperature245profiles and the biodiesel yields for transesterification reactions246using methanol, ethanol and ethanol–methanol alcohol mixtures
Fig. 1. Biodiesel production from waste vegetable oil under pulse-sonication.
Fig. 2. Effect of alcohol to oil ratio on biodiesel yield.
E. Martinez-Guerra, V.G. Gude / Waste Management xxx (2014) xxx–xxx 3
WM 9020 No. of Pages 11, Model 5G
13 August 2014
Please cite this article in press as: Martinez-Guerra, E., Gude, V.G. Transesterification of waste vegetable oil under pulse sonication using ethanol, methanoland ethanol–methanol mixtures. Waste Management (2014), http://dx.doi.org/10.1016/j.wasman.2014.07.023
247 (50%/50% molar ratios). It should be noted that the reaction tem-248 peratures for reactions involving ethanol are higher compared to249 the methanol based transesterification reactions. Methanol has a250 lower boiling temperature (64.5 �C) compared to ethanol251 (78.6 �C). The temperature of methanol prior to mixing with the252 waste vegetable oil was 25 �C while the temperature of ethanol253 was measured at 30 �C; the alcohol mixtures had an intermediate254 temperature. The maximum reaction temperatures recorded at255 two minutes of reaction time were 37.5 �C, 46.6 �C, and 53.2 �C256 respectively for methanol, ethanol and alcohol mixture mediated257 transesterification reactions.258 The biodiesel yields for different molar ratios of methanol, eth-259 anol and alcohol mixtures are shown in Fig. 2. At 4.5:1 methanol to260 oil molar ratio, the biodiesel yields were 89.5%, 10% and 89.5%261 respectively for methanol, ethanol, and alcohol mixtures. The low262 yield of ethanol based reaction at lower molar ratio can be attrib-263 uted to the higher solubility of ethanol in the oil phase to form an264 emulsion which proves to be difficult for washing and purification265 (Meher et al., 2006). In general, the higher the molecular chain of266 the alcohol group, the higher will be the miscibility between the267 oil and alcohol (Stavarache et al., 2005). This is a desired phenom-268 enon since it reduces the reaction time. But it should carefully be269 monitored to avoid suspension (solidification) of biodiesel and
270glycerol mixtures after the reaction. It was reported that the for-271mation of methyl esters was 15 times slower than the butyl esters272from soybean oil (Boocock et al., 1996). Although the biodiesel273yield from methanol reactions is higher than other alcohol combi-274nations, but it is not acceptable for practical purposes. Further275increases in the molar ratios of different alcohols have shown276increase in biodiesel yields. It is obvious that at molar ratios of2776:1, 9:1, and 13.5, the biodiesel yield was higher for all alcohol278combinations, but at molar ratios of 9:1 and 13.5, the ethanol–279methanol alcohol mixture resulted in higher biodiesel yields of28098.7% and 98% respectively. The transesterification reaction by281the ethanol–methanol alcohol mixture can possibly be enhanced282by: (1) the higher solubility of ethanol in oil; and (2) the active283methoxide intermediate group forwarding the reaction to comple-284tion. Not only does the use of ethanol–methanol mixtures285improves the biodiesel yields, they also improve the lubricating286properties of the biodiesel produced which is a desired feature287for diesel engines (Issariyakul et al., 2007).
2883.2. Effect of catalyst
289By using catalysts the conversion of oils by transesterification290into biodiesel results in marked economic and environmental
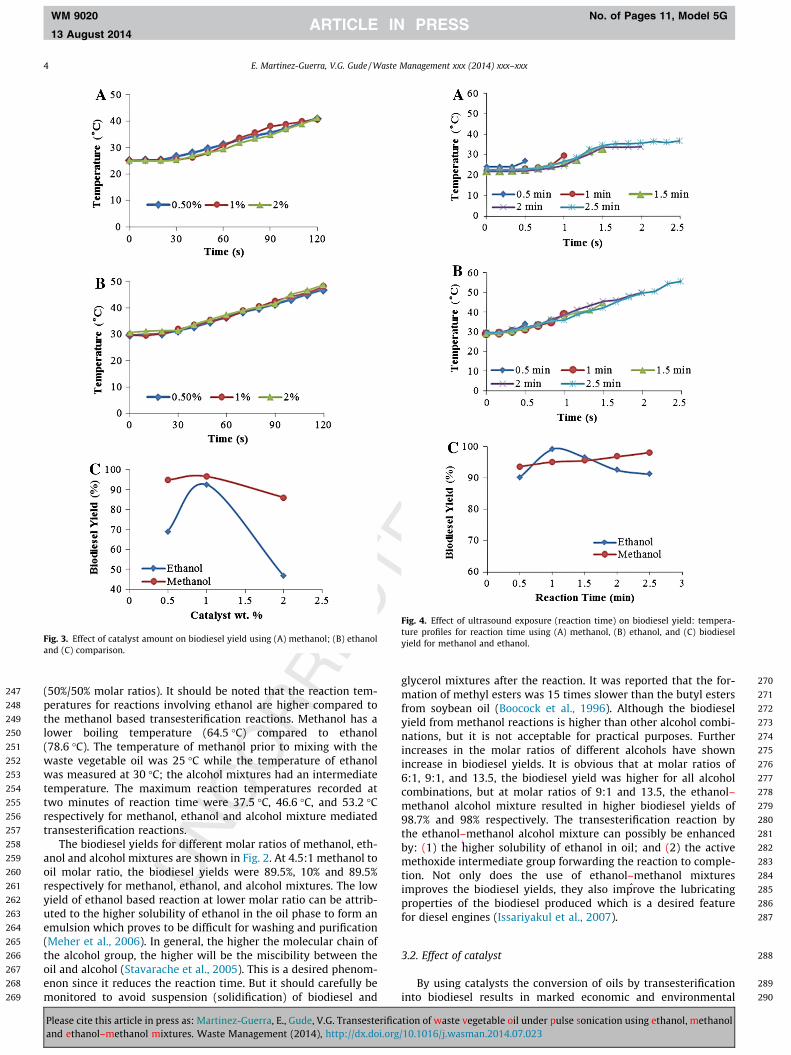
Fig. 3. Effect of catalyst amount on biodiesel yield using (A) methanol; (B) ethanoland (C) comparison.
Fig. 4. Effect of ultrasound exposure (reaction time) on biodiesel yield: tempera-ture profiles for reaction time using (A) methanol, (B) ethanol, and (C) biodieselyield for methanol and ethanol.
4 E. Martinez-Guerra, V.G. Gude / Waste Management xxx (2014) xxx–xxx
WM 9020 No. of Pages 11, Model 5G
13 August 2014
Please cite this article in press as: Martinez-Guerra, E., Gude, V.G. Transesterification of waste vegetable oil under pulse sonication using ethanol, methanoland ethanol–methanol mixtures. Waste Management (2014), http://dx.doi.org/10.1016/j.wasman.2014.07.023
291 benefits due to reduction in alcohol requirements and the reaction292 time (Sabudak and Yildiz, 2010). Sodium hydroxide (NaOH) is the293 most widely used catalyst in biodiesel production (Brito et al.,294 2012). The effect of the sodium hydroxide catalyst on the biodiesel295 yield was investigated using two different alcohols. Three different296 weight percentages of catalyst were tested: 0.5, 1, and 2% wt.297 NaOH. The ethanol/methanol to oil ratio, sample volume, reaction298 time and the power output rate were maintained at 9:1, 10 mL,299 2 min and 150 W respectively. Fig. 3 shows the temperature pro-300 files for methanol and ethanol based transesterification reactions.301 It can be noted that the reaction temperature profiles generally
302were slightly higher at higher catalyst concentrations. The biodie-303sel yields for methanol transesterification reactions were consis-304tently higher compared to the ethanol mediated reactions. The305highest yield obtained yield 96.8% for 1% wt. catalyst using meth-306anol, while using ethanol the highest biodiesel yield was 92.5%. It307was observed that saponification was higher when ethanol was308used. This indicates that lower NaOH amounts should be used for309transesterification reactions with ethanol. This was proven when310a 2% wt. catalyst was added to the mixture of ethanol and oil,311producing a biodiesel yield of 47% while it was 86% using the same312amount of catalyst (2% wt.) and methanol. In general, increasing
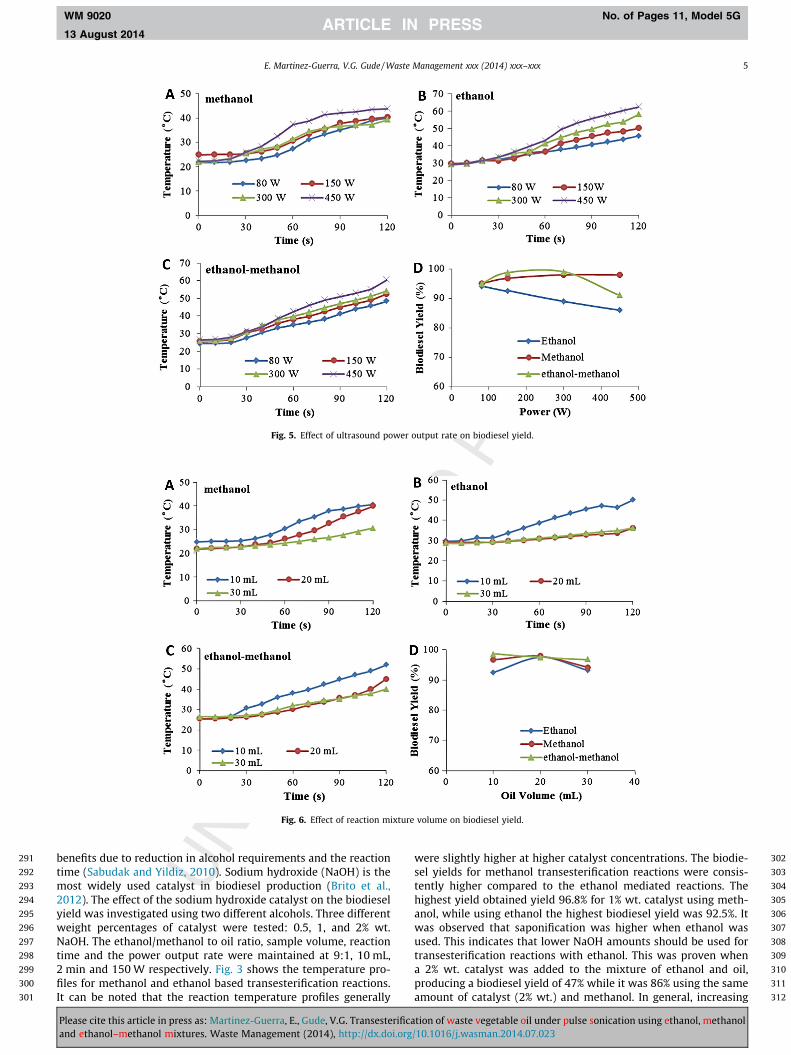
Fig. 5. Effect of ultrasound power output rate on biodiesel yield.
Fig. 6. Effect of reaction mixture volume on biodiesel yield.
E. Martinez-Guerra, V.G. Gude / Waste Management xxx (2014) xxx–xxx 5
WM 9020 No. of Pages 11, Model 5G
13 August 2014
Please cite this article in press as: Martinez-Guerra, E., Gude, V.G. Transesterification of waste vegetable oil under pulse sonication using ethanol, methanoland ethanol–methanol mixtures. Waste Management (2014), http://dx.doi.org/10.1016/j.wasman.2014.07.023
313 the catalyst concentration will increase the biodiesel yield and314 reaction kinetics. However, higher catalyst concentrations tend to315 form emulsions which increase the viscosity and formation of a316 gel that traps the FAMES and glycerols making product separation317 difficult. Higher catalyst concentrations (>1%) have generally318 resulted in a strong soap formation whether catalyzed by sodium319 hydroxide or potassium hydroxide as in (Veljkovic et al., 2012).320 Since higher catalyst concentrations speed up the transesterifica-321 tion reaction, the reaction should be stopped in a short reaction322 time to avoid soap formation.
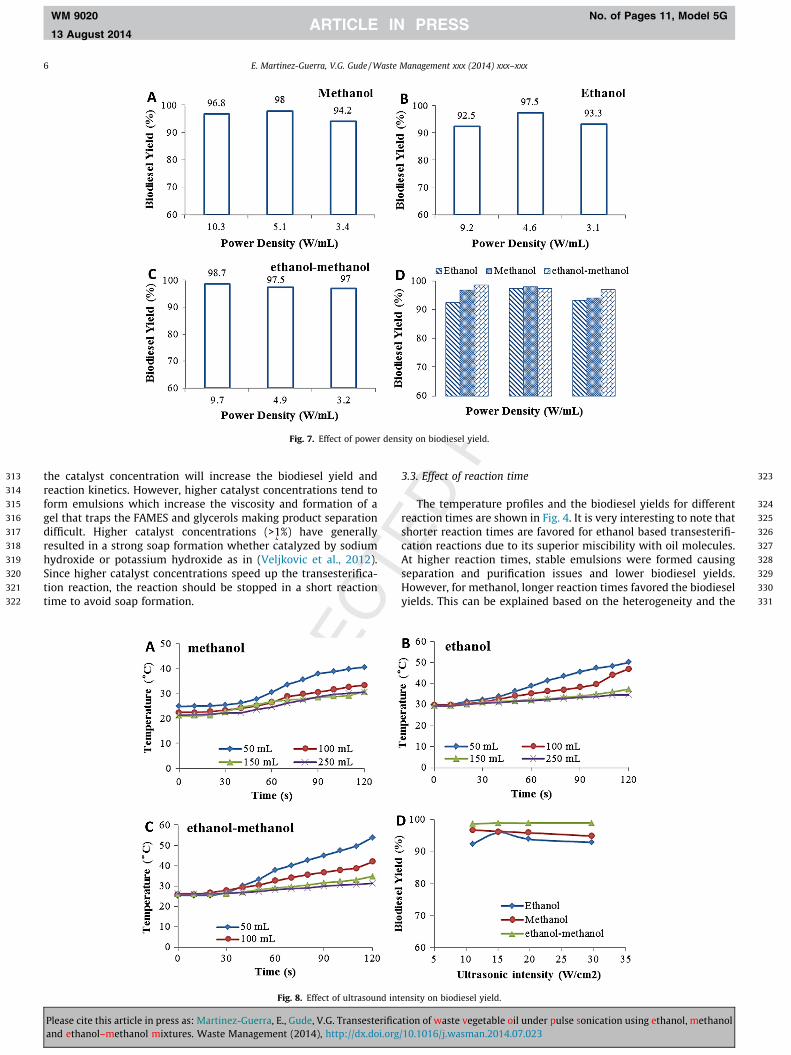
3233.3. Effect of reaction time
324The temperature profiles and the biodiesel yields for different325reaction times are shown in Fig. 4. It is very interesting to note that326shorter reaction times are favored for ethanol based transesterifi-327cation reactions due to its superior miscibility with oil molecules.328At higher reaction times, stable emulsions were formed causing329separation and purification issues and lower biodiesel yields.330However, for methanol, longer reaction times favored the biodiesel331yields. This can be explained based on the heterogeneity and the
Fig. 7. Effect of power density on biodiesel yield.
Fig. 8. Effect of ultrasound intensity on biodiesel yield.
6 E. Martinez-Guerra, V.G. Gude / Waste Management xxx (2014) xxx–xxx
WM 9020 No. of Pages 11, Model 5G
13 August 2014
Please cite this article in press as: Martinez-Guerra, E., Gude, V.G. Transesterification of waste vegetable oil under pulse sonication using ethanol, methanoland ethanol–methanol mixtures. Waste Management (2014), http://dx.doi.org/10.1016/j.wasman.2014.07.023

332 poor solubility of methanol in the oil phase which requires some333 mixing to form a homogeneous suspension before the methoxide334 intermediate group could take part in the transesterification reac-335 tion. At one minute reaction time, the biodiesel yields were 99%336 and 95% for ethanol and methanol respectively. The ethanol/meth-337 anol to oil ratio, catalyst amount, sample volume, and the power338 output rate were maintained at 9:1, 1% wt., 10 mL, and 150 W339 respectively.340 The temperature profiles (Fig. 4a and b) for methanol and etha-341 nol show that the reaction temperatures in general increased with342 reaction times. But the reaction temperatures for ethanol were343 consistently higher than methanol reaching as high as 56 �C while344 the highest temperature recorded for methanol was 36.7 �C.345 Transesterification reactions are usually conducted at tempera-346 tures lower than 60 �C since the reaction temperatures up to the347 boiling point of alcohols increase the biodiesel yields. For ultra-348 sound mediated reactions, reaction temperatures at or beyond349 the boiling temperatures cause vapors to form which interfere350 with the cavitation effects of acoustic streaming (Veljkovic et al.,351 2012). The formation of bubbles and their collapses will be drasti-352 cally affected by the vapors forming and the significant variations353 in the viscosity of the reaction mixture. In view of the above dis-354 cussion, the reaction temperatures observed in our studies were355 favorable for ultrasound mediated transesterification reaction even356 in the absence of external heating. Also, other studies have shown357 that the ultrasound based transesterification reaction dramatically358 reduced the reaction time from hours to minutes with lower alco-359 hol and catalyst consumption (Rokhina et al., 2009; Mahamuni and360 Adewuyi, 2010).
3613.4. Effect of ultrasound power output rate
362Reducing energy consumption should be one of the goals in the363production of biodiesel. It is critical to take into account the364amount of energy consumed during the biodiesel production. In365this study, different power outputs were tested (75 W, 150 W,366300 W, and 450 W) on the transesterification reaction to observe367the biodiesel yields. For these tests, the sample volume was368maintained at 10 mL, while the other parameters were kept at:369ethanol/methanol to oil ratio of 9:1, catalyst amount of 1% wt.,370and reaction time of 2 min.371The temperature profiles and biodiesel yields are shown in372Fig. 5. It was noted that the biodiesel yield increased with power373output rate in the case of methanol but the opposite trend was374observed for ethanol. The yield using methanol increased as the375power increased and a yield of 98% was obtained at 300 W and376450 W. It is interesting to note that a 75 W power output rate377resulted in a comparable yield of 94% using ethanol and 95% using378methanol indicating the beneficial use of low power output rates.379The tests were repeated to verify the accuracy of the results, and380similar yields were obtained. During the washing/separation381process of the reaction products, significant amount of soap was382removed for ethanol derived biodiesel samples. However, after383drying the samples, the physical quality of the biodiesel produced384using ethanol was higher than that using methanol. The highest385reaction temperatures were 44, 62.6 and 60.5 �C for methanol,386ethanol and ethanol–methanol mixtures respectively observed at387450 W power output rates. To summarize the experimental388studies, the optimum process conditions for ethanol or methanol389based transesterification reactions of waste vegetable oil were390determined as: 9:1 alcohol to oil ratio, 1% wt. catalyst amount,3911–2 min reaction time at a power output rate of 75–150 W.
3923.5. Effect of power density
393Frequency of ultrasonic irradiation may impact the physical and394chemical effects of the transesterification reaction significantly.395Low frequency ultrasound irradiation between 20 and 50 kHz have396been recommended for transesterification reactions due to better397physical cavitation effects (Zhang et al., 2011; Dehghani et al.,3982007). In this study, an ultrasound frequency of 25 kHz was399applied. Other parameters that could affect the ultrasound400efficiency are the power dissipation, reactor diameter (discussed401earlier), depth of the sample volume and material of construction
Table 1Summary of optimized conditions based on biodiesel yield.
Reactant Process parameters Optimum conditions based on biodiesel yield
Ethanol Molar ratio: 4.5:1; 6:1; 9:1; 13.5:1 9:1 – 92.5%Catalyst: 0.5%, 1%, and 2 wt.% 1 wt.% – 92.5%Reaction time: 0.5–2.5 min, increments of 0.5 min 1 min – 99%Oil volume: 10, 20, and 30 mL 20 mL – 97.5%Reactor volume: 50, 100, 150, 250 mL 100 mL – 96%Power: 80, 150, 300, and 450 W 75 W – 94%
Methanol Molar ratio: 4.5:1; 6:1; 9:1; 13.5:1 9:1 – 96.8%Catalyst: 0.5%, 1%, 2% 1 wt.% – 96.8%Reaction time: 0.5–2.5 min, increments of 0.5 min 2.5 min – 98%Oil volume: 10, 20, and 30 mL 20 mL – 98%Reactor volume: 50, 100, 150, and 250 mL 50 mL – 96.8%Power: 80, 150, 300, and 450 W 300 and 400 W – 98%
Ethanol–methanol mixture Molar ratio: 4.5:1; 6:1; 9:1; 13.5:1 9:1–98.7%Catalyst: – –Reaction time: – –Oil volume: 10, 20, and 30 mL 10 mL – 98.7%Reactor volume: 50, 100, 150, and 250 mL 100, 150, and 250 mL – 99%Power: 80, 150, 300, and 450 W 300 W – 99%
Table 2FAAE compositions for biodiesel obtained from different reactants.
Group name Methanol Ethanol Ethanol–methanol mixture
Octanoic acid (C8:0) 0.01 0.02 0.01Lauric (C12:0) 0.03 0.02 0.01Myristic acid (C14:0) 0.04 0.05 0.02Palmitic acid (C16:0) 33.12 0.00 8.13Palmitoleic acid (C16:1) 0.00 16.25 22.17Linoleic acid (C18:2) 64.25 0.00 65.80Linolenic acid (C18:3) 0.55 78.27 0.71Arachidic (C20:0) 0.25 2.06 0.43Behenic (C22:0) 0.14 0.45 0.22Erucic (C22:1) 0.88 0.63 0.23Lignoceric (C24:0) 0.72 2.25 1.06Other acids 0.02 0.01 1.19
Q7
E. Martinez-Guerra, V.G. Gude / Waste Management xxx (2014) xxx–xxx 7
WM 9020 No. of Pages 11, Model 5G
13 August 2014
Please cite this article in press as: Martinez-Guerra, E., Gude, V.G. Transesterification of waste vegetable oil under pulse sonication using ethanol, methanoland ethanol–methanol mixtures. Waste Management (2014), http://dx.doi.org/10.1016/j.wasman.2014.07.023

402 (Gole and Gogate, 2012). Accordingly, we have evaluated the effect403 of power density on the transesterification reaction using different404 sample volumes and different alcohol combinations. Fig. 6 shows405 the temperature and biodiesel profiles for different sample vol-406 umes of 10, 20, and 30 mL of oil and corresponding alcohol407 amounts at a fixed power output rate of 150 W. The longer is the408 alcohol chain, the higher will be the alcohol amount required for409 transesterification reaction and hence the total amount of reaction410 mixture will change accordingly. As expected the reaction temper-411 atures were higher for reactions involving ethanol as a reactant.412 But it can be noted that the biodiesel yield was higher for methanol413 (97.5%) and ethanol (97%) reactions at 20 mL oil volume while the414 biodiesel yield was the highest for a ethanol–methanol mixture at415 10 mL oil volume (98.7%). But the ethanol–methanol alcohol mix-416 ture resulted in the highest yield (97%) at 30 mL oil volume for the417 given power dissipation rate.418 Fig. 7 shows the power density effect on the transesterification419 reaction mediated by different alcohols. It is very clear from the
420profiles that the ethanol–methanol alcohol mixture has better421yields at even lower power densities. This improvement could be422attributed to the many distinct advantages of using ethanol–meth-423anol mixtures discussed previously. The biodiesel yields for alcohol424mixtures were quite stable across the range indicating that mixing425the longer chain alcohols with methanol may reduce the power426dissipation and power density requirements for transesterification427due to other physical and chemical effects induced by the428ultrasound irradiation.
4293.6. Effect of ultrasound intensity
430The propagation of ultrasound waves affects biodiesel produc-431tion. In order to evaluate that effect, we tested 50 mL, 100 mL,432150 mL, and 250 mL size reactors with diameters of 1.5, 1.75, 2.0,433and 2.55 in. respectively. The ultrasonic intensity applied on the434surface of reaction mixtures were 13.6, 10.0, 7.6, and 5.1 W/cm2
435respectively. It appears that the ultrasonic intensity has some
Fig. 9. GC-Chromatograms for methyl, ethyl, and methyl-ethyl esters.
8 E. Martinez-Guerra, V.G. Gude / Waste Management xxx (2014) xxx–xxx
WM 9020 No. of Pages 11, Model 5G
13 August 2014
Please cite this article in press as: Martinez-Guerra, E., Gude, V.G. Transesterification of waste vegetable oil under pulse sonication using ethanol, methanoland ethanol–methanol mixtures. Waste Management (2014), http://dx.doi.org/10.1016/j.wasman.2014.07.023

436 effect on the transesterification reaction and thus biodiesel yields.437 Higher ultrasonic intensities were favorable for methanol, but438 lower ultrasonic intensity favored ethanol based transesterification439 reactions probably due to the higher solubility of ethanol and its440 eventual product separation issues as discussed previously441 (Fig. 8). Within the evaluated range of intensity, the biodiesel442 yields did not change significantly. For the ethanol–methanol mix-443 ture, lower ultrasound intensity appeared to be adequate resulting444 in a higher biodiesel yield (99%) which was consistent through the445 range of intensities tested. When methanol was used as the reac-446 tant, the lowest biodiesel yield obtained was 95% for 250 mL reac-447 tor with 2.5 in diameter which was not much lower from the448 highest yield of 96.8% for 50 mL reactor. The results using ethanol449 were slightly different from those using methanol. However, the450 methanol and ethanol based transesterification reaction had simi-451 lar biodiesel yields (96%) at an ultrasonic intensity of 10 W/cm2. It452 can be noted that the reaction temperatures were higher for the453 reactions involving ethanol. In the transesterification reaction with454 ethanol, the reaction proceeds quickly increasing the temperature455 of the reaction mixture since the transesterification is mostly exo-456 thermic. In case of methanol, the mass transfer and diffusive limi-457 tations slow the reaction, the reaction kinetics is heavily458 dominated by the intermediate functional group (methoxide)459 effect. Also, the activation energy for the transesterification reac-460 tion using methanol (methyl esters) is reportedly higher than that461 with ethanol (ethyl esters; Dantas et al., 2007). It was also noticed462 that for the majority of the samples, the yield decreased with the463 increase in the reactor size; it can be assumed that this was caused464 by the surface area of the reactor which allows alcohols to escape465 faster from the reaction. The fact that the yields are higher using466 methanol can be attributed to the difference in evaporation rates467 between ethanol and methanol, and also that saponification is468 higher when using ethanol.
469 3.7. Optimum conditions and the biodiesel composition
470 Optimum conditions for the process parameters based on bio-471 diesel yields were summarized in Table 1. Fatty acid methyl ester472 (FAME), fatty acid ethyl ester (FAEE), and the composition of the473 methanol–ethanol mixture analysis (FAAE) for biodiesel from474 waste vegetable oil have shown the following major and minor475 compounds (Table 2): Octanoic (C8:0), Lauric (C12:0); Myristic476 (C14:0); Palmitic (C16:0); Palmitoleic (C16:1); Stearic (C18:0);477 Oleic (C18:1); Linoleic (C18:2); Linolenic (C18:3); Archidic478 (C20:0); Behenic (C22:0); Erucic (C22:1); and Lignoceric (C24:0).479 Fig. 9 shows a comparison of the fatty acid alkyl ester compositions480 for methanol, ethanol and methanol–ethanol mixtures. Previous481 studies report that the biodiesel properties have met the ASTM482 standards for acid value, viscosity, and cetane number of all the483 esters prepared from waste vegetable oils and they have showed484 good performance as a lubricity additive in the engines485 (Issariyakul et al., 2007).
486 4. Conclusions
487 This study reported on the effect of pulsed sonication on the488 transesterification reaction of waste vegetable oil. The optimum489 process conditions for ethanol or methanol or alcohol mixture490 based transesterification reaction of waste vegetable oil were491 determined as: 9:1 alcohol to oil ratio, 1% wt. catalyst amount,492 and 1–2 min reaction time at a power output rate of 75–150 W.493 Methanol and ethanol based transesterification reactions had sim-494 ilar biodiesel yields (96%) at an ultrasonic intensity of 10 W/cm2
495 while ethanol–methanol (50%-50%) mixtures resulted in higher496 biodiesel yields compared to ethanol or methanol due to the
497combination of ultrasonic effect and the better solubility of ethanol498at lower power density and ultrasound intensity. These factors499may result in better process operational flexibility and yield500improvements in large scale design and applications for biodiesel501production. Since the biodiesel properties are reportedly better502for the ethanol–methanol mixtures, further research in this area503could have profound impact on current processes for biodiesel pro-504duction. Finally, ethanol can be produced from renewable materi-505als, which reduces the stress on the existing methanol sources and506associated gasoline price fluctuations enhancing the sustainability507of biodiesel production.
5085. Uncited reference
509Arjun et al. (2008).
510Acknowledgements
511This research was supported by the Office of Research and Eco-512nomic Development (ORED), Bagley College of Engineering (BCoE),513and the Department of Civil and Environmental Engineering (CEE)514at Mississippi State University.
515References
516Andrade Torres, E., Cerqueira, G.S., Ferrer, T.M., Quintella, C.M., Raboni, M., Torretta,517V., Urbini, G., 2013. Recovery of different waste vegetable oils for biodiesel518production: a pilot experience in Bahia State, Brazil. Waste Manage. 33, 2670–5192674.520Arjun, B., Chhetri, K., Watts, C., Islam, M.R., 2008. Waste cooking oil as an alternate521feedstock for biodiesel production. Energies 1, 3–18.522Boocock, D.G., Konar, S.K., et al., 1996. Fast one phase oil rich process for the523preparation of vegetable oil methyl esters. Biomass Bioenergy 11 (1), 43–50.524Brito, J.Q.A., Silva, C.S., Almeida, J.S., Korn, M.G.A., Korn, M., Teixeira, L.S.G., 2012.525Ultrasound-assisted synthesis of ethyl esters from soybean oil via homogeneous526catalysis. Fuel Process. Technol. 95, 33–36.527Carter, D., Darby, D., Halle, J., Hunt, P., 2005. How To Make Biodiesel; Low-Impact528Living Initiative, Redfield Community, Winslow, Bucks, ISSN 0-9649171-0-3.529Charpe, T.W., Rathod, V.K., 2011. Biodiesel production using waste frying oil. Waste530Manage. 31, 85–90.531Dantas, M.B., Conceio, M.M., Fernandes Jr., V.J., Santos, N.A., Rosenhaim, R., Marques,532A.L.B., Santos, M.G., Souza, A.G., 2007. Thermal and kinetic study of corn533biodiesel obtained by the methanol and ethanol routes. J. Therm. Anal. Calorim.5343, 835–839.535Darrigo, G., Paparelli, A., 1988. Sound-propagation in water–methanol mixtures at536low temperatures. Ultrasonic velocity. J. Chem. Phys. 88, 405–415.537Dehghani, M.H., Hossein, M.A., Reza, J.G., Razieh, S., 2007. Investigation and538evaluation of ultrasound reactor for reduction of fungi from sewage. J. Zhejiang539Univ. Sci. B 8, 493–497.540Encinar, J.M., Gonzalez, J.F., Rodrıguez, J.J., Tejedor, A., 2002. Biodiesel fuels from541vegetable oils: transesterification of Cynara cardunculus L. Oils with ethanol.542Energy Fuels 16, 443–450.543Encinar, J.M., González, J.F., Rodríguez-Reinares, A., 2007. Ethanolysis of used frying544oil. Biodiesel preparation and characterization. Fuel Process. Technol. 88, 513–545522.546Felizardo, P., Neiva Correia, M.J., Raposo, I., Mendes, J.F., Berkemeier, R., Moura547Bordado, J., 2006. Production of biodiesel from waste frying oils. Waste Manage.54826, 487–494.549Gole, V.L., Gogate, P.R., 2012. A review on intensification of synthesis of biodiesel550from sustainable feed stock using sonochemical reactors. Chem. Eng. Process.55153, 1–9.552Grant, G.E., Gude, V.G., 2013. Kinetics of ultrasonic transesterification of waste553cooking oils. Environ. Prog. Sustain. Energy 33 (3), 1051–1058.554Gude, V.G., Grant, G.E., 2013. Biodiesel from waste cooking oil via direct sonication.555Appl. Energy 109, 135–144.556Gude, V.G., Patil, P.D., Martinez-Guerra, E., Nirmalakhandan, N., Deng, S., 2013a.557Microwave energy potential for biodiesel production. Sustain. Chem. Process. 1,5585.559Gude, V.G., Grant, G.E., Patil, P.D., Deng, S., 2013b. Biodiesel production from low560cost and renewable feedstock. Central Euro. J. Eng. 3 (4), 595–605.561He, B., Van Gerpen, J.H., 2012. Application of ultrasonication in transesterification562processes for biodiesel production. Biofuels 3 (4), 479–488.563Issariyakul, T., Kulkarni, M.G., Dalai, A.K., Bakhshi, N.N., 2007. Production of564biodiesel from waste fryer grease using mixed methanol/ethanol system. Fuel565Process. Technol. 88, 429–436.566Kai, T., Mataki, Y., Nakazato, T., Takanashi, H., 2010. Optimization of reaction567conditions of two-step batch operation for biodiesel fuel production using KOH568catalyst. J. Chem. Eng. Jpn. 43 (1), 90–94.
Q6
E. Martinez-Guerra, V.G. Gude / Waste Management xxx (2014) xxx–xxx 9
WM 9020 No. of Pages 11, Model 5G
13 August 2014
Please cite this article in press as: Martinez-Guerra, E., Gude, V.G. Transesterification of waste vegetable oil under pulse sonication using ethanol, methanoland ethanol–methanol mixtures. Waste Management (2014), http://dx.doi.org/10.1016/j.wasman.2014.07.023

569 Kulkarni, M.G., Dalai, A.K., 2006. Waste cooking oils an economical source for570 biodiesel: a review. Ind. Eng. Chem. Res. 45, 2901–2913.571 Kulkarni, M.G., Dalai, A.K., Bakhshi, N.N., 2007. Transesterification of canola oil in572 mixed methanol/ethanol system and use of esters as lubricity additive.573 Bioresour. Technol. 98, 2027–2033.574 Leung, D.Y., Wu, X., Leung, M.K.H., 2010. A review on biodiesel production using575 catalyzed transesterification. Appl. Energy 87 (4), 1083–1095.576 Likozar, B., Levec, J., 2014a. Transesterification of canola, palm, peanut, soybean and577 sunflower oil with methanol, ethanol, isopropanol, butanol and tert-butanol to578 biodiesel: modelling of chemical equilibrium, reaction kinetics and mass579 transfer based on fatty acid composition. Appl. Energy 123, 108–120.580 Likozar, B., Levec, J., 2014b. Effect of process conditions on equilibrium, reaction581 kinetics and mass transfer for triglyceride transesterification to biodiesel:582 experimental and modeling based on fatty acid composition. Fuel Process.583 Technol. 122, 30–41.584 Luo, J., Fang, Z., Smith Jr., R.L., 2014. Ultrasound-enhanced conversion of biomass to585 biofuels. Prog. Energy Combust. Sci. 41, 56–93.586 Mahamuni, N.N., Adewuyi, Y.G., 2010. Application of Taguchi method to investigate587 the effects of process parameters on the transesterification of soybean oil using588 high frequency ultrasound. Energy Fuels 24, 2120–2126.589 Martinez-Guerra, E., Gude, V.G., Mondala, A., Holmes, W., Hernandez, R., 2014a.590 Microwave and ultrasound enhanced extractive-transesterification of algal591 lipids. Appl. Energy 129 (354–363), 2014.592 Martinez-Guerra, E., Gude, V.G., Mondala, A., Holmes, W., Hernandez, R., 2014b.593 Extractive transesterification of algal lipids under microwave irradiation using594 hexane as solvent. Bioresour. Technol. 156 (240–247), 2014.595 Meher, L.C., Vidya Sagar, D., Naik, S.N., 2006. Technical aspects of biodiesel596 production by transesterification – a review. Renew. Sustain. Energy Rev. 10,597 248–268.598 Narvaez, P.C., Sanchez, F.J., Godoy-Silva, R.D., 2009. Continuous methanolysis of599 palm oil using a liquid–liquid film reactor. J. Am. Oil Chem. Soc. 86, 343–352.600 Patil, P.D., Gude, V.G., Deng, S., 2009. Optimization of biodiesel production from601 jatropha, waste cooking oil and camelina sativa oil. Ind. Eng. Chem. Res. 48,602 10850–10856.
603Patil, P.D., Gude, V.G., Deng, S., 2010. Microwave-assisted catalytic604transesterification of camelina sativa oil. Energy Fuels 24, 1298–1304.605Patil, P.D., Gude, V.G., Deng, S., Harvindreddy, Muppaneni, T., 2012. Biodiesel606production from waste cooking oil using sulfuric acid and microwave607irradiation processes. J. Environ. Protect. 3, 107–113.608Radich, A., 2006. Biodiesel performance, costs, and use. US Energy Information609Administration, <http://www.eia.doe.gov/oiaf/analysispaper/biodiesel/index.610html>.611Ramos, T.R.P., Gomes, M.I., Barbosa-Póvoa, A.P., 2013. Planning waste cooking oil612collection systems. Waste Manage. 33, 1691–1703.613Rokhina, E.V., Lens, P., Virkutyte, J., 2009. Low-frequency ultrasound in614biotechnology: state of the art. Trends Biotechnol. 27, 298–306.615Sabudak, T., Yildiz, M., 2010. Biodiesel production from waste frying oils and its616quality control. Waste Manage. 30, 799–803.617Sivasamy, A., Cheah, K.Y., Fornasiero, P., Kemausuor, F., Zinoviev, S., Miertus, S.,6182009. Catalytic applications in the production of biodiesel from vegetable oils.619ChemSusChem 2, 278–300.620Stamenkovic, O.S., Todorovic, Z.B., Lazic, M.L., Veljkovic, V.B., Skala, D.U., 2008.621Kinetics of sunflower oil methanolysis at low temperatures. Bioresour. Technol.62299 (5), 1131–1140.623Statistics Canada, 2006. Canada’s Population Clock. Statistics Canada, Demography624Division.625Stavarache, C., Vinatoru, M., Nishimura, R., Maeda, Y., 2005. Fatty acids methyl626esters from vegetable oil by means of ultrasonic energy. Ultrason. Sonochem.62712, 367–372.628Veljkovic, V.B., Avramovic, J.M., Stamenkovic, O.S., 2012. Biodiesel production by629ultrasound-assisted transesterification: State of the art and the perspectives.630Renew. Sustain. Energy Rev. 16, 1193–1209.631Wong, S.H., Watkins, R.D., Kupnik, M., Pauly, K.B., Khuri-Yakub, B.T., 2008.632Feasibility of MR-temperature mapping of ultrasonic heating from a CMUT.633IEEE Trans. Ultrason. Ferroelectr. Freq. Control 55, 811–818.634Zhang, Z., Han, J., Cai, M., Fan, G., Luo, J., Wan, X., Liu, Ch., 2011. The application of635low frequency and low-power ultrasound algae removal technology in Pengxi636River in Three Gorges área. Adv. Mater. Res. 295–297, 1852–1855.
637
10 E. Martinez-Guerra, V.G. Gude / Waste Management xxx (2014) xxx–xxx
WM 9020 No. of Pages 11, Model 5G
13 August 2014
Please cite this article in press as: Martinez-Guerra, E., Gude, V.G. Transesterification of waste vegetable oil under pulse sonication using ethanol, methanoland ethanol–methanol mixtures. Waste Management (2014), http://dx.doi.org/10.1016/j.wasman.2014.07.023
Copyright © 2022 FDOKUMEN




















