
Thermal spray coating of Al N utilizing detonation spray technique
10
Thermal spray coating of aluminum nitride utilizing the detonation spray technique L. Rama Krishna, D. Sen, Y. Srinivasa Rao, G.V. Narasimha Rao, and G. Sundararajan a) International Advanced Research Centre for Powder Metallurgy and New Materials, Balapur P.O., Hyderabad-500005, India (Received 8 February 2002; accepted 3 July 2002) The main objective of this work is to examine the feasibility of depositing aluminum nitride (AlN) powders, synthesized using self-propagating high-temperature synthesis, on a mild steel substrate using the detonation spray coating technique. Thick coatings produced by utilizing the AlN powder were obtained at four different oxygen–acetylene ratios and analyzed for microstructure, microhardness, porosity, indentation fracture toughness, and phase distribution. The AlN powder particles were found to be undergoing oxidation during the deposition process. The interrelationship between the spray parameters and the extent of oxidation of AlN during the coating process was investigated. Tribological performance of the coatings was evaluated using a dry sand abrasion test and a pin-on-disc sliding wear test. The mechanical and tribological properties of the above four coatings were compared with pure alumina (Al 2 O 3 ) coatings. The correlation between the structure of the coatings and their tribological performance was also established. I. INTRODUCTION Aluminum nitride (AlN) has emerged as a functionally important material as it exhibits several outstanding properties such as high hardness (18–24 GPa); 1 high thermal conductivity (200 W m -1 K -1 ); 2 high electrical resistivity (10 11 –10 13 m); 3 high chemical and thermal stability (stable up to 1800 °C in inert atmospheres); 4 high transparency in the visible, infrared, and ultraviolet regions; 5 high resistance to molten Cu, Ag, Sn, Pb, Bi, and Ni; large dielectric band gap (6.28 eV) coupled with high dielectric strength (10 kV/mm); and a value of ther- mal expansion coefficient similar to those of Si and GaAs. 6 With such an excellent combination of useful properties, AlN has contributed to a sizable extent to the dramatic progress of the semiconductor and optical in- dustries in the past few years. 7–15 It also follows that if AlN can be coated onto metallic substrates, cost-effective solutions may become available for a number of appli- cations. Therefore, it should be a worthwhile exercise to examine whether AlN powders can be deposited on vari- ous component surfaces using thermal spray techniques. Among the various coating techniques, thermal spraying has emerged as the most versatile since it can coat many materials provided they are available in the form of spray grade powders. 16–28 However, the physical and structural changes that the powder particles undergo during the spray process need to be understood to assess the coat- ability issues and the resultant coating characteristics. The main objective of this study is to examine the feasibility of coating AlN powders on mild steel sub- strates by utilizing the detonation spray coating (DSC) technique, a distinct member of the family of thermal spray processes. Thermal spray techniques like DSC heat the powder particles to high temperatures of the order of 2300 K prior to impacting them on the substrate to form a coating. In this context, the fact that AlN is prone to oxidation 24–35 needs to be kept in mind. In this respect, the use of the DSC technique is ideal since it has the capability to coat the powders under both oxidizing and reducing atmospheres and thus it should be possible to control the extent of oxidation of AlN during the coating process. AlN films are of particular interest for the improve- ment of the wear and corrosion resistance of precisely machined elements in mechanical engineering and op- tics. 36 Hence, several studies have been devoted so far to examine the wear characteristics of AlN based mono/ multilayered composite thin films. 36–39 However, the wear characteristics of the AlN-based thick coatings have not been studied so far. Therefore, the coatings obtained at four different detonation spray parameters have been evaluated for their tribological behavior in this study. a) Address all correspondence to this author. e-mail: [email protected] J. Mater. Res., Vol. 17, No. 10, Oct 2002 © 2002 Materials Research Society 2514
Transcript of Thermal spray coating of Al N utilizing detonation spray technique

Thermal spray coating of aluminum nitride utilizing thedetonation spray technique
L. Rama Krishna, D. Sen, Y. Srinivasa Rao, G.V. Narasimha Rao, and G. Sundararajana)
International Advanced Research Centre for Powder Metallurgy and New Materials, Balapur P.O.,Hyderabad-500005, India
(Received 8 February 2002; accepted 3 July 2002)
The main objective of this work is to examine the feasibility of depositing aluminumnitride (AlN) powders, synthesized using self-propagating high-temperature synthesis,on a mild steel substrate using the detonation spray coating technique. Thickcoatings produced by utilizing the AlN powder were obtained at four differentoxygen–acetylene ratios and analyzed for microstructure, microhardness, porosity,indentation fracture toughness, and phase distribution. The AlN powder particles werefound to be undergoing oxidation during the deposition process. The interrelationshipbetween the spray parameters and the extent of oxidation of AlN during the coatingprocess was investigated. Tribological performance of the coatings was evaluated usinga dry sand abrasion test and a pin-on-disc sliding wear test. The mechanical andtribological properties of the above four coatings were compared with pure alumina(Al2O3) coatings. The correlation between the structure of the coatings and theirtribological performance was also established.
I. INTRODUCTION
Aluminum nitride (AlN) has emerged as a functionallyimportant material as it exhibits several outstandingproperties such as high hardness (18–24 GPa);1 highthermal conductivity (200 W m−1 K−1);2 high electricalresistivity (1011–1013 �m);3 high chemical and thermalstability (stable up to 1800 °C in inert atmospheres);4
high transparency in the visible, infrared, and ultravioletregions;5 high resistance to molten Cu, Ag, Sn, Pb, Bi,and Ni; large dielectric band gap (6.28 eV) coupled withhigh dielectric strength (10 kV/mm); and a value of ther-mal expansion coefficient similar to those of Si andGaAs.6 With such an excellent combination of usefulproperties, AlN has contributed to a sizable extent to thedramatic progress of the semiconductor and optical in-dustries in the past few years.7–15 It also follows that ifAlN can be coated onto metallic substrates, cost-effectivesolutions may become available for a number of appli-cations. Therefore, it should be a worthwhile exercise toexamine whether AlN powders can be deposited on vari-ous component surfaces using thermal spray techniques.Among the various coating techniques, thermal sprayinghas emerged as the most versatile since it can coat many
materials provided they are available in the form of spraygrade powders.16–28 However, the physical and structuralchanges that the powder particles undergo during thespray process need to be understood to assess the coat-ability issues and the resultant coating characteristics.
The main objective of this study is to examine thefeasibility of coating AlN powders on mild steel sub-strates by utilizing the detonation spray coating (DSC)technique, a distinct member of the family of thermalspray processes. Thermal spray techniques like DSC heatthe powder particles to high temperatures of the order of2300 K prior to impacting them on the substrate to forma coating. In this context, the fact that AlN is prone tooxidation24–35 needs to be kept in mind. In this respect,the use of the DSC technique is ideal since it has thecapability to coat the powders under both oxidizing andreducing atmospheres and thus it should be possible tocontrol the extent of oxidation of AlN during the coatingprocess.
AlN films are of particular interest for the improve-ment of the wear and corrosion resistance of preciselymachined elements in mechanical engineering and op-tics.36 Hence, several studies have been devoted so far toexamine the wear characteristics of AlN based mono/multilayered composite thin films.36–39 However, thewear characteristics of the AlN-based thick coatings havenot been studied so far. Therefore, the coatings obtainedat four different detonation spray parameters have beenevaluated for their tribological behavior in this study.
a)Address all correspondence to this author.e-mail: [email protected]
J. Mater. Res., Vol. 17, No. 10, Oct 2002 © 2002 Materials Research Society2514

II. EXPERIMENTAL
A. Materials
In this study, mild steel (0.25% C, 0.7% Mn, 0.25%Si) used as the substrate for all the coatings.
AlN powder, obtained using the self-propagating high-temperature synthesis (SHS) technique and Al scrap asthe feedstock, was utilized as the main spray powder.However, to provide a benchmark comparison, an alu-mina (Al2O3) powder (H.C. Starck, 740.8 grade, fused,Goslav, Germany) was also utilized to form pure Al2O3
coatings.
B. Coating procedure
An indigenously fabricated DSC system having a hori-zontal orientation was utilized for coating the mild steelsamples with AlN and Al2O3. In the DSC process, acombustible gas mixture of oxygen and acetylene is pe-riodically detonated using a spark plug. The resultinggaseous product, at high pressures and temperatures, isallowed to travel through a barrel at high velocities. TheAlN and Al2O3 spray powders entrained in this high-velocity gas stream are accelerated to high velocities (upto 800 m/s) prior to their impact on the mild steel sub-strate to form a coating. Further details regarding thedetonation spray coating (DSC) system and its charac-teristics have been reported elsewhere.26
For spraying AlN, a range of oxygen to acetylene(i.e., oxy-fuel) ratios was used to simulate differentdegrees of oxidizing atmosphere in the gaseous productmixture. In the case of Al2O3, a constant oxy-fuel ratio of2.25 was utilized. The other process parameters werekept constant throughout the study, as indicated inTable I.
Prior to coating, the mild steel samples were vapordegreased and grit blasted using alumina grit of30-mesh size and an air pressure of 0.5 MPa. Subsequentto grit blasting, the samples were cleaned with acetone inan ultrasonic cleaner. In addition, just prior to carryingout the coating, AlN and Al2O3 powders were dried bybaking them in an oven at 100 °C for 15 min.
C. Characterization of powders and coatings
The phases present in AlN and Al2O3 powders wereidentified using x-ray diffractor (XRD) analysis (Philips-PW 1840, The Netherlands) while a laser particle sizeanalyzer (CILAS-920, France) was utilized to carry outthe particle size analysis of randomly chosen lots of AlNand Al2O3 powders. The morphology of these powderswas examined in a scanning electron microscope (SEM)(JEOL-JSM5410, Japan).
The thickness of the AlN and Al2O3 coatings wasmeasured using an eddy current coating thickness gauge.Thickness was measured at ten different locations on theas-coated surface of the sample, and the average of thesereadings has been reported.
Coated samples in the sectioned and polished condi-tion were examined under a metallurgical microscope(Leitz-Metallovert, Germany). An image analyzer(Quantimet-520, Germany) interfaced with this opticalmicroscope was utilized to determine the porosity levelsin AlN and Al2O3 coatings at ten different places, and theaverage of these values has been reported. SEM (in back-scattered mode) was also employed to examine the mi-crostructure of the as-sprayed coatings. An XRD analysiswas performed on all the coated samples to identify thephases formed during the spray process. The quantita-tive estimates of the identified phases are measured atthe maximum height at the appropriate stronger peaklocation for the particular phase after subtracting the lo-cal background. As the sample is rotated at 60 rpm con-tinuously in the diffraction plane, it is assumed that theinfluence of preferred orientation are minimized consid-erably and thus the peak heights are a measure of therelative concentrations.
A microhardness tester (Leitz-112473) was employedto obtain the microhardness values of AlN and Al2O3
coatings on the sectioned and polished surfaces. Thesetests were carried out at a load of 200 gf using a Vickersindentor. The microhardness measurements were made atten different randomly selected locations on the coatingcross section, and the average of these ten values hasbeen reported. Indentations were also made at 1 kgf and500 gf using the same indentor on the sectioned surfaceof the coating to evaluate the fracture toughness of thecoatings. While indenting was occurring, care was exer-cised to indent along the longitudinal central line of thecoating’s cross section to avoid any influence of the sub-strate on the indentation process. The fracture toughness(KC) values of the coatings were estimated using theequation developed by Evans and Charles,40
KC � 0.16Hva1/2 (c/a)−3/2 , (1)
where c is the crack length from the center of the indent,a is the indentation half diagonal, and Hv is the Vickershardness calculated at the applied load. Indentation tests
TABLE I. DSC parameters employed for AlN and Al2O3 coatings.
Coating parameters
Spray powder grade
AlN Al2O3
Nitrogen flow rate, (standard l/h) 880 880Shot frequency (Hz) 3 3Spray dist. (mm) 200 200
1.761.982.24
Oxy-fuel ratio 2.32 2.25
L.R. Krishna et al.: Thermal spray coating of aluminum nitride utilizing the detonation spray technique
J. Mater. Res., Vol. 17, No. 10, Oct 2002 2515

were performed at ten different locations on each sample,average values of a and c were measured using SEMimages of corresponding indentations, and the fracturetoughness was then evaluated using Eq. (1).
To evaluate the abrasive wear resistance of the coatedsamples as per ASTM G65, a dry sand–rubber wheelabrasion test rig was used. The specimens were cleanedultrasonically with acetone and weighed before and aftereach test. At 5-kg normal n load, after 1000 wheel revo-lutions, weight loss of the samples was measured. Foreach coating, three samples were tested and wear loss isexpressed in terms of volume loss by considering a den-sity of 2.79 g/cc as measured for Al2O3 coatings throughthe water displacement method and finally expressed incubic millimeters.
The sliding wear tests were performed using a pin-on-disc test rig as per ASTM G99. The mild steel pinscoated with AlN/Al2O3 were slid against the sinteredWC–Co disc (Hv � 1750) under a nominal pressure of1.735 MPa and a sliding velocity of 3.35 m/s. For eachtest, a fresh WC–Co disc was used. After each 500-msliding distance, weight loss of the pin was measured,and the test was continued for a total sliding distance of3 km. Using the above data, the steady-state wear ratewas calculated, on a volume basis. During each of thetests, the tangential force generated at the interface wasalso recorded continuously and the corresponding coef-ficient of friction was also recorded.
III. RESULTS
A. Spray powder characteristics
Table II provides the statistical details regarding theparticle size distribution (with respect to the numberof particles) in the case of AlN and Al2O3 powders. It isclear that the AlN powder is marginally finer as com-pared to Al2O3. However, both powders have the sizerange acceptable for coating with the DSC system. SEMmicrographs of the AlN and Al2O3 powders are illus-trated in Fig. 1. Although the morphology of both thepowder particles are irregular, AlN powder particles areless angular than that of alumina. Also, AlN powderexhibits a bimodal character, as characterized by veryfine (less than a few micrometers) and somewhat coarser(>10 �m) particles being present side by side [Fig. 1(a)].
The XRD spectrums of the AlN and Al2O3 powdersare presented in Fig. 2. In the case of the AlN spec-trum, all the prominent peaks match very well withthe hexagonal AlN phase (a � 3.1114 Å and c �4.97921 Å). Similarly, the peaks in the XRD spectrum ofAl2O3 match very well with that of �–Al2O3. Thus, bothpowders consist of a single phase.
B. Effect of oxy-fuel ratio on deposition of AlN
As indicated earlier, AlN is prone to oxidation, andthus, it was felt that carrying out detonation spray (DS)coatings at low oxy-fuel (OF) ratios (which produces areducing atmosphere) should help retain the AlN phaseduring the thermal spray process. However, preliminaryexperiments indicated that no coating formation occurredat OF ratios of 1.25 and 1.5 since the powder particleswere not sticking to the mild steel substrate. At an OFratio of 1.6, despite spraying a large quantity of AlNpowder, only a very thin coating could be retained. How-ever, for oxy-fuel ratios of 1.76 and higher, thick adher-ent coatings could be formed on the mild steel substrate.Thus, it could be concluded that it is feasible to form acoating with AlN powder as long as the OF ratio is at
TABLE II. Particle size distribution of AlN and Al2O3 powders.
Nomenclature
Spray powder grade
AlN Al2O3
Particle size range (�m) 2–30 5–30Median size (�m) 12.54 14.35Diamter at 10% (�m) 5.37 8.80Diameter at 90% (�m) 18.62 21.62
FIG. 1. SEM micrographs (secondary electron images) of (a) AlNpowder and (b) Al2O3 powder.
L.R. Krishna et al.: Thermal spray coating of aluminum nitride utilizing the detonation spray technique
J. Mater. Res., Vol. 17, No. 10, Oct 20022516

least 1.75 or so. The reasons for the observed relationshipbetween coatability and OF ratio will be enumerated inSec. IV. In the case of coatings obtained at OF ratios of1.76 and higher, the thickness of the coating was keptconstant in the range 200 ± 20 �m.
C. Coating characteristics
1. Phase analysis
The XRD spectrums corresponding to the five coat-ings (four coatings obtained with the AlN powder atOF ratios of 1.76, 1.98, 2.24, and 2.32 and one coat-ing obtained using Al2O3 powder) are presented inFigs. 3(a)–3(e). It is evident that, with increasing OF ra-tio, the extent of oxidation of AlN also increases as canbe inferred from the decrease in the intensity of AlNpeaks and the corresponding increase in the intensity ofAl2O3 peaks. The above behavior is more obvious fromFig. 4 wherein the variation of the phase content of AlNand Al2O3 as a function of OF ratio has been illustrated.Even at the lowest OF ratio of 1.76, oxidation of AlN isextensive producing a coating in which the AlN phasecontent is only 30% with the remaining 70% comprised of
Al2O3 (predominantly � phase) arising from oxidationof AlN during the coating process. At higher OF ratios,the oxidation of AlN is even more extensive with theAlN content retained in the coating being only 5%in the case of the coating formed with an OF ratio of2.32. Henceforth, for the sake of easier understanding,the coatings obtained with the OF ratios of 1.76, 1.98,2.24, and 2.32 are referred as AlN30, AlN15, AlN10, andAlN5 indicating the approximate % AlN present in eachcoating.
2. Microstructure and porosity
SEM micrographs of the five coated samples are pre-sented in Figs. 5(a)–5(e). For each coating, the sectionedview is presented. These micrographs reveal that, except
FIG. 2. XRD spectrums of (a) AlN powder and (b) Al2O3 powder.
FIG. 3. XRD spectrums with corresponding phases identified for coat-ings obtained with OF ratios of (a) 1.76, (b) 1.98, (c) 2.24, (d) 2.32,and (e) Al2O3 coatings.
L.R. Krishna et al.: Thermal spray coating of aluminum nitride utilizing the detonation spray technique
J. Mater. Res., Vol. 17, No. 10, Oct 2002 2517
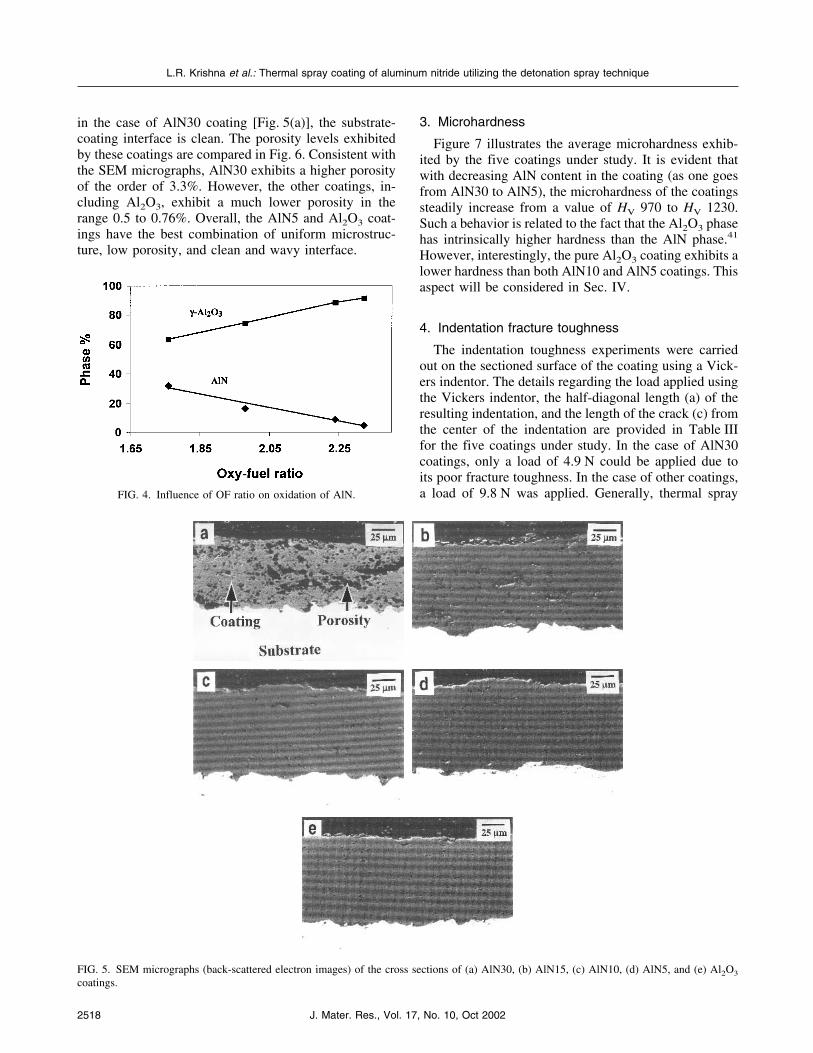
in the case of AlN30 coating [Fig. 5(a)], the substrate-coating interface is clean. The porosity levels exhibitedby these coatings are compared in Fig. 6. Consistent withthe SEM micrographs, AlN30 exhibits a higher porosityof the order of 3.3%. However, the other coatings, in-cluding Al2O3, exhibit a much lower porosity in therange 0.5 to 0.76%. Overall, the AlN5 and Al2O3 coat-ings have the best combination of uniform microstruc-ture, low porosity, and clean and wavy interface.
3. Microhardness
Figure 7 illustrates the average microhardness exhib-ited by the five coatings under study. It is evident thatwith decreasing AlN content in the coating (as one goesfrom AlN30 to AlN5), the microhardness of the coatingssteadily increase from a value of HV 970 to HV 1230.Such a behavior is related to the fact that the Al2O3 phasehas intrinsically higher hardness than the AlN phase.41
However, interestingly, the pure Al2O3 coating exhibits alower hardness than both AlN10 and AlN5 coatings. Thisaspect will be considered in Sec. IV.
4. Indentation fracture toughness
The indentation toughness experiments were carriedout on the sectioned surface of the coating using a Vick-ers indentor. The details regarding the load applied usingthe Vickers indentor, the half-diagonal length (a) of theresulting indentation, and the length of the crack (c) fromthe center of the indentation are provided in Table IIIfor the five coatings under study. In the case of AlN30coatings, only a load of 4.9 N could be applied due toits poor fracture toughness. In the case of other coatings,a load of 9.8 N was applied. Generally, thermal sprayFIG. 4. Influence of OF ratio on oxidation of AlN.
FIG. 5. SEM micrographs (back-scattered electron images) of the cross sections of (a) AlN30, (b) AlN15, (c) AlN10, (d) AlN5, and (e) Al2O3
coatings.
L.R. Krishna et al.: Thermal spray coating of aluminum nitride utilizing the detonation spray technique
J. Mater. Res., Vol. 17, No. 10, Oct 20022518

coatings exhibit substantial anisotropy with regard tofracture toughness.42 Invariably, these coatings exhibitpoor toughness along splat interfaces (i.e., for crackpropagation parallel to the coating–substrate interface) ascompared to much higher toughness in the directionperpendicular to splat interface or equivalently throughthe coating thickness. As a result, KC of thermal spraycoatings is often estimated on the basis of only twocorner cracks with each of them running parallel to the
coating–substrate interface. In Table III, the value ofKC calculated on the basis of Eq. (1) is also presented. Itis clear that, with decreasing AlN content, the toughnessof the coating increases continuously. Further, the AlN5coating exhibits marginally higher toughness than thepure Al2O3 coating. It is also interesting to note thatwhile, in the case of the AlN30, AlN15 and AlN 10coatings, corner cracks were observed at only two cornerlocations and parallel to the coating–substrate interface,in the case of AlN5 and Al2O3 coatings cracks emanatedfrom all four corners of the indentation. The above obser-vation implies that the intersplat toughness in the case ofAlN5 and Al2O3 coatings is sufficiently high to match withthe toughness of the coating along its thickness direction.
5. Abrasive wear resistance
The abrasive wear rates (expressed as volume loss)of the five coatings are compared in Fig. 8. It is clear thatwhile AlN30 exhibits the highest abrasive wear loss, AlN5exhibits the lowest wear loss, even better than pure Al2O3.
6. Sliding wear behavior
The sliding wear experiments involved the slidingof the coated pins against a much harder (HV ≈ 1750 at200 gf) sintered WC–6Co disc. For all the experimentsreported in this study, the WO–Co disc did not undergoany measurable weight loss or gain. Thus, all of the wear
FIG. 6. Porosity levels exhibited by different coatings.
FIG. 7. Microhardness of different coatings. FIG. 8. Abrasive wear performance of different coatings.
TABLE III. Indentation fracture toughness evaluated for different coatings.
Type ofcoating
Applied load,P (N) a (�m) c (�m) KC (MPa-m1/2) Crack type
Crack direction withrespect to coating plane
AlN30 4.90 42 200 0.64 ± 0.17 Median ParallelAlN15 9.81 27 58 2.40 ± 0.22 Median ParallelAlN10 9.81 26 48 3.04 ± 0.19 Median ParallelAlN5 9.81 24 42 3.32 ± 0.20 Median + lateral Parallel + perpendicularAl2O3 9.81 25 45 3.18 ± 0.18 Median + lateral Parallel + perpendicular
L.R. Krishna et al.: Thermal spray coating of aluminum nitride utilizing the detonation spray technique
J. Mater. Res., Vol. 17, No. 10, Oct 2002 2519

occurred on the coated pin. The volume wear rates ex-hibited by the pins coated with the five different coatingsare presented in Fig. 9. Once again, AlN5 exhibits thelowest sliding wear rate and AlN30 the highest wear rate.During the wear test, the coefficient of friction betweenthe pin and the disc was also continuously measured. Thesteady-state value of the measured coefficient of frictionis presented in Fig. 10. A continuous decrease in thevalue of steady-state coefficient of friction with decreas-ing AlN content in the coating can be clearly noted.
IV. DISCUSSION
A. Stability of AlN during detonationspray coating
During detonation spray coating, the combustion re-action between acetylene and oxygen results in the for-mation of CO and H2O as follows:43
C2H2 + 1.5O2 � 2CO + H2O . (2)
Thus, for every 1 mol of acetylene, 1.5 mol of oxygenis required for achieving complete combustion. Hence,an OF ratio of 1.5 should ideally result in complete
FIG. 9. Sliding wear performance of different coatings. FIG. 10. Friction coefficient exhibited by different coatings.
FIG. 11. EPMA mappings [(a) secondary electron image, (b) aluminum, (c) nitrogen, and (d) oxygen elemental maps] of spray-collected AlN particles.
L.R. Krishna et al.: Thermal spray coating of aluminum nitride utilizing the detonation spray technique
J. Mater. Res., Vol. 17, No. 10, Oct 20022520

combustion. It follows that an OF ratio in excess of 1.5should result in residual oxygen in the reaction productmixture and this oxygen can cause oxidation of AlN toAl2O3 as per the reaction
2(AlN) + 1.5O2 � Al2O3 + N2 . (3)
The above reaction is thermodynamically favored attemperatures obtained during the detonation spray proc-ess, i.e., 2000 to 2500 K.32 The above reaction [Eq. (3)]also indicates that the higher the partial pressure of oxy-gen, the greater will be the extent of the oxidation reac-tion, consistent with our experimental data.
The fact that extensive oxidation of the AlN powder toAl2O3 occurred during the detonation spray process evenat the lowest OF ratio of 1.76 utilized in this study isconsistent with the above inference that an OF ratioabove 1.5 will result in residual oxygen in the reacted gasmixture.
It is to be expected that the oxidation of AlN powderwill proceed inward from its outer surface. Thus, the fineAlN particles may have completely transformed to Al2O3
while the coarser particles should exhibit a cored struc-ture with an outer layer of Al2O3 and a core of AlN. Todemonstrate that oxidation of AlN proceeds as describedabove, some of the AlN particles coming out of the deto-nation spray system at high velocities (up to 800 m/s)and high temperature (up to 2375 K) were collected in awater-containing chamber. It was ensured that these par-ticles traveled the same distance as the spray distanceutilized in the present experiments, prior to gettingquenched in the water. The quenched spray particleswere collected, resin mounted, carefully polished, sub-jected to SEM and electron probe microanalyzer(EPMA) examination.
The SEM and EPMA micrographs of a typical sprayquenched AlN powder particle of approximate size in therange 25 to 30 �m are presented in Figs. 11(a)–11(d).This particle has been sprayed by the DS process at anOF ratio of 1.76. The secondary electron image[Fig. 11(a)] clearly indicates a thin dark outer ring on theparticle enclosing a lighter core. The Al, N, and O map-ping of the particle using EPMA [Figs. 11(b)–11(d)]clearly indicates that the peripheral, darker phase isAl2O3 while the core is largely AlN. However, someamount of Al2O3 is present even in the particle core mostprobably due to the fact that the particle is heavilycracked thereby allowing the penetration of O2 into the
FIG. 12. Influence of % AlN on (a) porosity, (b) microhardness, and(c) indentation fracture toughness of different coatings.
FIG. 13. Influence of coating microhardness on (a) abrasive and(b) sliding wear performance.
L.R. Krishna et al.: Thermal spray coating of aluminum nitride utilizing the detonation spray technique
J. Mater. Res., Vol. 17, No. 10, Oct 2002 2521

center of the AlN particle. The stresses leading tothe cracking could have been due to the large differencein linear coefficient of thermal expansion between theperipherally formed Al2O3 phase (� � 8.0 × 10−6/K)41
and the interior AlN phase (� � 4.6 × 10−6/K).34 Insupport of the above conclusion, Gogotsi et al.44 havealso reported formation of cracks during the oxidation ofAlN substrates.
B. Coatability of AlN
Present results have clearly indicated that, at OF levelslower than 1.6, coating formation does not occur. On thebasis of the XRD results, it can also be inferred that, atOF levels lower than 1.6, the proportion of AlN in thereacted powder particles emanating from the DSC sys-tems is higher than 35% or so. Therefore, it appears thatAlN powder as such has poor coatability characteristicsand that a substantial level of transformed Al2O3 is re-quired in the reacted powder particles if coating forma-tion is to occur. The poor coatability of AlN on a mildsteel substrate could be due to a number of factors. Somepossible reasons are the poor wettability of steel substrateby AlN45–47 or a large thermal expansion mismatch be-tween AlN (� � 4.6 × 10−6/K) and steel (� � 14.2 ×10−6/K). It also could be due to the fact that since a lowerOF ratio also implies a lower particle velocity and tem-perature,48 the particles do not possess sufficient energy(thermal plus kinetic) for coating formation at such lowOF values. Further experiments need to be carried out tounderstand the coatability aspects of AlN powder underDSC conditions.
C. Structure–property correlations
The relationship between the proportion of AlN in thecoating and the coating properties like porosity, micro-hardness, and fracture toughness is illustrated in Fig. 12.It is very clear that the presence of any amount of AlNgenerally degrades the coating properties. However, itappears that the presence of a small amount of AlN (ap-proximately 5%) in the Al2O3 coating actually improvesthe coating properties. The reasons for such a behaviorare not very clear.
However, insofar as the abrasion and sliding wear re-sistance of the present set of coatings are concerned,microhardness of the coating appears to be the primaryand sufficient correlating parameter as can be observedfrom Fig. 13. A higher hardness in the coating results ina lower abrasion and sliding wear rates. The fact that theAlN5 coating exhibits a lower wear rate than pure Al2O3
(see Fig. 13) can be simply understood in terms of thehigher microhardness of the AlN5 coating as comparedto the Al2O3 coating. However, AlN5 coating has ahigher proportion of �–Al2O3 as compared to the pureAl2O3 coating and the reasons for the higher hardness of
the AlN5 coating as compared to the Al2O3 coating arenot obvious given the fact that generally �–Al2O3 has alower hardness than �–Al2O3.
V. CONCLUSIONS
(1) AlN powder as such (without undergoing substan-tial degree of oxidation) is not amenable to being de-posited on a mild steel substrate using the detonationspray system.
(2) An OF ratio of 1.76 is minimally required orequivalently at least 68% transformed Al2O3 is requiredto produce thick coatings of Al2O3–AlN coatings.
(3) Oxidation of AlN powder particles during detona-tion spraying progresses radially inward, and the de-gree of oxidation can be well controlled by the properselection of OF ratio employed during the detonationspray process to result in the formation of Al2O3–AlNcomposite coatings.
(4) Microhardness, microscopic porosity, indentationfracture toughness, abrasive wear, and sliding wear re-sistance of the coatings in general increases with an in-crease in the amount of Al2O3 phase in the final coatingmicrostructure.
(5) The presence of small amounts (approximately5%) of AlN in the Al2O3 coating results in the bestcombination of mechanical and tribological properties.The exact reason behind this observation is not clear.
(6) Microhardness of the coatings appears to be theprimary and sufficient correlating parameter in explain-ing the observed abrasive and sliding wear performanceof the coatings.
ACKNOWLEDGMENTS
The authors acknowledge the kind support of D.S. Raoin carrying out the coating experiments and G.V.R.Reddy for SEM studies. The authors also thank V.V.Rama Rao and A. Samba Siva Rao of Defence Metallur-gical Research Laboratory, Hyderabad, India, for theirkind support extended in EPMA analysis.
REFERENCES
1. J.H. Edgar, C.A. Carosella, C.R. Eddy, Jr., and D.T. Smith,J. Mater. Sci.: Mater. Electron. 7, 247 (1996).
2. G.A. Slack, J. Phy. Chem. Solids 34, 321 (1973).3. Landolt Bornstein Numerical Data and Functional Relationships
in Science and Technology, edited by K.H. Hellwege (Springer-Verlag, Berlin, Germany, 1982), 17, p. 58.
4. Handbook of Refractory Carbides and Nitrides, edited byH.O. Pierson (Noyes Publ., Park Ridge, NJ, 1996).
5. The Physics and Chemistry of Carbides, Nitrides and Borides,edited by R. Freer, Series E: Applied Sciences (Kluwer AcademicPublishers, Dordrecht, The Netherlands, 1989), p. 185.
L.R. Krishna et al.: Thermal spray coating of aluminum nitride utilizing the detonation spray technique
J. Mater. Res., Vol. 17, No. 10, Oct 20022522

6. Carbide, Nitride and Boride Materials Synthesis and Processing,edited by A.W. Weimer (Chapman & Hall, London, U.K., 1997).
7. P. Martin, R. Netterfield, T. Kinder, and Bendavid, Appl. Opt. 31,6734 (1992).
8. T.J. Morz, Ceram. Bull. 170, 848 (1991).9. P. Boch, J.C. Glandus, J. Jarrige, J.P. Lecompte, and J. Mexmain,
Ceram. Int. 8, 34 (1982).10. N. Kuramoto, N. Taniguchi, and I. Aso, Ceram. Bull. 68, 883
(1989).11. F. Thevenot, Ind. Ceram. 853, 681 (1990).12. L.M. Sheppart, Ceram. Bull, 69, 1801 (1990).13. Hybrid Microelectronic Handbook, edited by R.S. Jensen (Mc-
Graw Hill, New York, 1995), p. 2.14. Y. Kuromitsu, T. Nagase, H. Yoshida, and K. Morinaga, J. Adhes.
Sci. Technol. 12, 105 (1998).15. R. Reicher, W. Smetana, E.U. Gruber, and J.C. Schuster, J. Mat.
Sci: Mater. Electron. 9, 429 (1998).16. G. Sundararajan, K.U.M. Prasad, D.S. Rao, and S.V. Joshi,
J. Mater. Eng. Perform. 7, 343 (1998).17. M. Roy, C.V.S. Rao, D.S. Rao, and G. Sundararajan, Surf. Eng.
15, 129 (1999).18. G. Sundararajan, K.R.C. Somaraju, and D. Srinivasa Rao, in Pro-
ceedings of the Tenth International Conference on SurfaceModification Technologies, edited by T.S. Sudarshan, K.A. Khor,and M. Jeandin (ASM International, Singapore, 1996), p. 369.
19. K. Niemi, P. Vuoristo, T. Mantyla, E. Lugscheider, J. Knuuttila,and H. Jungklaus, Proceedings of the 8th National Thermal SprayConference (ASM International, Houston, TX, 1995).
20. Y. Wang, P. Kettunen, Proceedings of the International ThermalSpray Conference & Exposition (ASM International, Orlando, FL,1992).
21. L. Pawlowski, The Science and Engineering of Thermal SprayCoatings (John Wiley, Chichester, U.K., 1995).
22. Y. Wang, Wear 161, 69 (1993).23. G. Barbezat, A. Nicoll, and A. Sickinger, Wear 162–164, 529
(1993).24. G. Sivakumar, L. Ramakrishna, Vipin Jain, D. Srinivasarao, and
G. Sundararajan, in Proceedings of the International ThermalSpray Conference (ITSC 2001), edited by C.C. Berndt, K.A. Khor,and E.F. Lugscheider (ASM International, Materials Park, OH,2001), p. 1031.
25. R.C. Tucker, J. Vac. Sci. Technol. 11, 725 (1974).26. V. Kadyrov, Y. Margarita, D. Sen, D. Srinivasa Rao, K.P. Rao,
and A.V. Saibaba, Transactions of the Powder Metallurgy Asso-ciation of India, edited by P. Ramakrishnan (Powder MetallurgyAssociation of India, 1993), Vol. 20, p. 1.
27. Y.A. Kharlamov, in Material Science and Engineering, edited byK.A. Khor and M. Jeandin (The Institute of Materials, London,U.K., 1997), p. 93.
28. R.C. Tucker, in Advances in Coatings Technologies for Corrosionand Wear Resistant Coatings, edited by A.R. Srivatsava,C.R. Clayton, and J.K. Hirronen (TMS, Warrendale, PA, 1995),p. 89.
29. D.J. Duchesne, K.W. Hipps, B.A. Grasher, and W.G. Norton,J. Mater. Sci. Lett. 18, 877 (1999).
30. E.W. Osborne and M.G. Norton, J. Mater. Sci. 33, 3859 (1988).31. W.J. Tseng, C-J. Tsai, and S-L. Fu, J. Mater. Sci.: Mater. Elec-
tron. 11, 131 (2000).32. T. Sato, K. Haryu, T. Endo, and M. Shimada, J. Mater. Res. 22,
2277 (1987).33. A. Bellosi, E. Landi, and A. Tampiori, J. Mater. Res. 8, 565
(1993).34. Y. Gengl and M. Grant Norton, J. Mater. Res. 14, 2708 (1999).35. Y. Watanabe, Y. Hara, T. Tokuda, N. Kitazawa, and Y. Nakamura,
Surf. Eng. 16, 211 (2000).36. G. Kleer, R. Kassner, E.M. Meyer, M.G. Schinker, and
W. Doell, Surf. Coat. Technol. 167, 54 (1992).37. D.F. Lii, Surf. Eng. 305, 14 (1998).38. K. Kawata, H. Sugimura, and O. Takai, Thin Solid Films 271, 386
(2001).39. D. Munteanu and A. Munteanu, J. Mech. Behav. Mater. 457, 11
(2000).40. A.G. Evans and E.A. Charles, J. Am. Ceram. Soc. 59, 371 (1976).41. Properties and Selection: Nonferrous Alloys and Special-Purpose
Materials, edited by S.R. Lampman and T.B. Zorc (ASM Inter-national, Materials Park, OH, 1998), p. 993.
42. S. De Palo, M. Mohanty, H. Marc-Charles, and M. Dorfman, inProceedings of the 1st International Thermal Spray Conference,edited by C.C. Berndt (ASM International, Materials Park, OH,2000), p. 245.
43. S.S. Bertenev, Y.P. Fedko, and A.I. Grigorov, in Detonation Coat-ings in Machine Construction, edited by V.N. Goldfain (LeningradMachine Construction, Leningrad, 1982), p. 128 (in Russian).
44. Y.G. Gogotsi, J. Desmaison, R.A. Andrievski, D.J. Baxter, andM. Desmaison, Key Eng. Mater. 132–136, 1600 (1997).
45. M.G. Norton, B.C.H. Steele, and C.A. Leach, in Science of Ce-ramics, edited by D. Taylor (The Institute of Ceramics, Stoke-on-Trent, U.K., 1988), Vol. 14, p. 545.
46. A.D. Panasyuk and A.B. Belykh, Ogneupory 11, 18 (1985), (inRussian).
47. D.D. Marchant and T.E. Nemeck, in Advances in Ceramics: Ce-ramic Substrates and Packages for Electronic Applications, editedby M.F. Yan, K. Niwa, H.M. O’Brien, and W.S. Young (AcerS,Inc., Westerville, OH, 1989), Vol. 26, p. 19.
48. D.S. Rao, D. Sen, K.R.C. Somaraju, S. Ravikumar, N. Ravi, andG. Sundararajan, Proceedings of the 15th International ThermalSpray Conference, edited by C. Coddet (ASM International, Ma-terials Park, OH, 1998), p. 385.
L.R. Krishna et al.: Thermal spray coating of aluminum nitride utilizing the detonation spray technique
J. Mater. Res., Vol. 17, No. 10, Oct 2002 2523




















