Synthesis and characterization of shape memory Nano alloy, Cu74Zn22Al4 (wt %) using high energy ball...
18
Synthesis and characterization of shape memory Nano alloy, Cu74Zn22Al4 (wt %) using high energy ball milling. Sujit Kumar Verma 1 , B.S.S. Daniel 1, 2 1 Department of Mechanical Engineering GLA University Mathura, U P India. [email protected] 1 Centre of Nanotechnology, 2 Department of Metallurgical and Materials Engineering, Indian Institute of Technology Roorkee, Roorkee 247667ndia [email protected] ABSTRACT Present work is based on synthesis of shape memory nano alloy by mechanical alloying using high energy ball mill (HEBM). Shape memory alloys are very useful in various applications, especially in actuators and smart systems, these materials recognize their shape due to pseudoelastic property, they exhibit. Pseudoelastic transformation itself is not naturally occurring property; instead it can be achieved by Thermomechanical training. Method of preparation has been most important aspect for shape memory alloys for achieving desired SME (shape memory effect). Earlier works done by most of the authors on shape memory effect were based on conventional method of synthesis. We have focused on synthesis of shape memory alloy by mechanical alloying using high energy ball mill. Ball to powder ratio, milling medium, and speed of ball mill are important parameters which influence effectiveness of milling process. By selecting proper ball to powder ratio, rotational speed, medium we can optimize the process. In our work we have chosen powder Cu, Zn and Al of known proportion of size 325 mesh and purit~99.7%, ball to powder ratio 3/1 and rpm of planetary ball mill was 300. In first case we milled the powder up to 24 hours dry milling and taken out samples for XRD, SEM, DSC analysis in order to know about physical and morphological changes occurring with milling time and phase transformation changes can be analyzed by Xrd and DTA/TGA test. When liquid nitrogen used at 24 hour milled state there has been drastic fall of particle size, earlier up to 24 hour milling decrease in particle size has small and gradual. From 24 to 28 hour milling with liquid nitrogen, reduction in particle size was max, no further reduction of particle size was observed, and in fact there has been increase of grain size observed due to agglomeration and grain growth due to evolved heat. In second set of sample we added liquid nitrogen at 16 hour stage and milled up to 20 hour and found that reduction of particle size was
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Synthesis and characterization of shape memory Nano alloy, Cu74Zn22Al4 (wt %) using high energy ball...

Synthesis and characterization of shape
memory Nano alloy, Cu74Zn22Al4 (wt %)
using high energy ball milling.
Sujit Kumar Verma1, B.S.S. Daniel1, 2
1Department of Mechanical Engineering GLA University Mathura, U P India.
[email protected] of Nanotechnology, 2Department of Metallurgical and Materials Engineering,
Indian Institute of Technology Roorkee, Roorkee [email protected]
ABSTRACT
Present work is based on synthesis of shape memory nano alloy by mechanicalalloying using high energy ball mill (HEBM). Shape memory alloys are very usefulin various applications, especially in actuators and smart systems, thesematerials recognize their shape due to pseudoelastic property, they exhibit.Pseudoelastic transformation itself is not naturally occurring property; insteadit can be achieved by Thermomechanical training. Method of preparation has beenmost important aspect for shape memory alloys for achieving desired SME (shapememory effect). Earlier works done by most of the authors on shape memory effectwere based on conventional method of synthesis. We have focused on synthesis ofshape memory alloy by mechanical alloying using high energy ball mill. Ball topowder ratio, milling medium, and speed of ball mill are important parameterswhich influence effectiveness of milling process. By selecting proper ball topowder ratio, rotational speed, medium we can optimize the process. In our work wehave chosen powder Cu, Zn and Al of known proportion of size 325 mesh andpurit~99.7%, ball to powder ratio 3/1 and rpm of planetary ball mill was 300. Infirst case we milled the powder up to 24 hours dry milling and taken out samplesfor XRD, SEM, DSC analysis in order to know about physical and morphologicalchanges occurring with milling time and phase transformation changes can beanalyzed by Xrd and DTA/TGA test.
When liquid nitrogen used at 24 hour milled state there has been drastic fall ofparticle size, earlier up to 24 hour milling decrease in particle size has smalland gradual. From 24 to 28 hour milling with liquid nitrogen, reduction inparticle size was max, no further reduction of particle size was observed, and infact there has been increase of grain size observed due to agglomeration and graingrowth due to evolved heat. In second set of sample we added liquid nitrogen at 16hour stage and milled up to 20 hour and found that reduction of particle size was

same as it was in earlier sample. FE-SEM .AND DSC analysis also conforms theresults. Particle size reduction up to 7 nanometers was observed in optimizestate. Micro hardness test shows increase of hardness and yield strength withdecrease of particle size up to 15 nanometers and then reverse effect observed. Toachieve desired property, particle size control is most important aspect.Mechanical alloying by HEBM is the most competitive technique because we havecomplete control over morphological changes by controlling over millingparameters.
Key words: HEBM, SME, XRD, DSC
In recent years, Cu based shape memoryalloys have emerged as a replacementof widely used Ni-Ti alloys, due totheir comparable recovery force, lowermaterial cost, and relative ease ofprocessing. The potential applicationarea of Cu based shape memory alloyshas been identified in variouselectrical equipment, green houseswindows as actuators and sensors.Among Cu based shape memory alloys, CuZn Al alloy have been found to bepromising candidate. At aninternational scale the shape memoryalloys (SMA) used mainly forcommercial purposes belong to the Ni-Ti or copper based (Cu-Zn-Al) and (Cu-Al-Ni) systems. The Cu-Zn-Al alloysstay on the second place due to thehigher characteristics of Ti basedalloys in different applications. Yettaking into account the very highprice (about 1$/g)of Ni-Ti alloys,the Cu based alloys remain a goodeconomic alternative, due to theirprice 100 times lower [1,2] inaddition to above economicadvantages , Cu-Zn-Al alloysexhibits , about 6% shape memoryeffect or 2% two way shape memoryeffect(TWSME) [3,4]. A 1 j/gmechanical work developed byheating, as well as pseudo elasticchange. However, Cu-Zn-Al alloysproduced by conventional castingroute are quite brittle, whichlimits its applicability. It hasbeen pointed out that highbrittleness of Cu-Zn-Al alloys isprimarily related to the largeelastic anisotropy and large grainsize, which enhance the
susceptibility of alloys tointergranular fracture [5, 6]. Inpursuit of improving mechanicalproperties, several attempts havebeen made to refine grain size ofCu-Zn-Al alloys by adding variousalloying elements, such as Ti, Zr,V and boron [7, 8]Grain size refinement exhibitedsignificant improvement in themechanical properties as compared tocoarse-grained alloys. However, theproblem of composition control duringcasting, which is crucial forcontrolling the transformationtemperature and desired level of grainrefinement, has hindered its furtherdevelopment. It is well establishedthat the grain size and compositioncan be controlled in materialsproduced by powder metallurgy route inbetter way. In particular mechanicalalloying has emerged as a promisingmethod to produce a variety ofnanocrystalline and ultra fine grainedpowders. Alloy powders produced bymechanical alloying have shown topossess better control overcomposition and chemical homogeneityas compared to their conventionallyproduced counterparts.
In recent years few attemptshave been made to develop Cu-Zn-Alalloys by a powder metallurgy routeinvolving mechanical alloying followedby consolidation of milled powder viahot extrusion or isostatic pressing atelevated temperature [9, 10]. Sincemicro structural evolution inconsolidated material is derived from

the mechanically alloyed powders, itis extremely important to acquire anin-depth understanding of thestructural evolution in the Cu-Zn-Alpowder during mechanical alloying.However very little attention has beenfocused to this aspect in theliterature.The present work describes theexperimental results related to microstructural evolutions, such asparticle size, and phase evolutionduring different stages of mechanicalalloying of Cu74Zn22Al4 (Wt %) powdermixture. A detailed analysis of themilled nano-crystalline powder wascarried out by TEM for observing thenano-scale features present inside themechanically alloyed powder particles.The mechanism related to shape memoryeffect (SME) are essentially governedby the occurrence of preferredmicrostructure constitution ofmartensite and parent phase involvedin the reversible transformationscycles [11, 12].It has been established that Cu-basedshape memory alloys(SMAs) conform tomany of the commercial andtechnological necessities likeaffordable cost, favorable deformationbehavior and better electrical andthermal conductivities[13].However repetitive transformationcycles in such alloys results intoaccumulated chemical and topologicalchanges resembling the attributes ofisothermal ageing process [14, 15].Moreover formation of the precipitatephases during the ageing treatmentsignificantly contributes to theprofile of the hysteresis loop [16] aswell as appearance of two-way shapememory effect [17].Moreover, the accumulated interfacemigration during the reversibletransformation cycling in SMAs,particularly in the presence ofprecipitate phase, may significantlyinfluence the value of the percentrecoverable strain yielded by the
subsequent transformationcycle[13,14].This may reasonably be attributed tothe pinning of the migrationinterphase boundaries by precipitatephases [15, 16].
2. Experimental details and resultsWe have started from procurement ofCu, Zn, and Al powder from Loba ChemLtd. Powder were pure ~ 99.5% andparticle size of ~100µ. We preparedsample by taking weight of eachconstituent and mixed it in container.Weight of prepared sample was 50 gram.Composition of mixture taken asCu74Zn22Al4 (wt %) was mechanicallyalloyed in a high energy planetaryball mill (Retsch 400 PM/2) using Ni-Cr steel balls as grinding media. Themechanical alloying was carried out atdisc and vial rotation speed of 300rpm, whereas ball to powder ratio wasmaintained 3:1 for each run. Liquidnitrogen was added to cool down themixture and make material brittle soreduce the milling time significantly.Powder samples were collected atvarious stages of milling for variousanalyses such as XRD, FE-SEM, andDTA/TGA.2.1 XRD Analyses
XRD OF Cu Powder

Al Powder XRD
XRD of various samples milled forprogressively increasing time.
Analysis
XRD pattern of prepared samples showsdominant (111) diffraction peak alongwith low intensity (200) diffractionpeak. A reduction in particle sizewith increase of milling time has beenobserved. Rate of particle sizereduction is maximum .
For first 2 hr of milling. After thatmoderate size reduction observed.Grain (particle) size reduction wascalculated by using Scherer formula.Another phenomenon which observed isdecrease of gradual relative intensityof secondary peaks with respect tomilling time. It is obvious outcomebecause some part of Zn and Aldissolves in Cu. Dissolution of Zn incopper is
not complete due to structuralconstraints (Cu is face centered andZn is hexagonal).dissolution of Zn andAl is maximum up to 28hrs of millingstage.
At 24 hr milling stage liquid nitrogenintroduced to cool down the materialsubstantially and enhance particle

reduction and optimize lattice strain.During 4hr of milling in liquidnitrogen medium, there has beenmaximum particle size reduction andmaximum lattice strain, in fact it isoptimized condition observed.
Table: 1 variation of latticeparameter of Cu with milling time.
Lattice strain v/s milling hrgraph
a. Grain Size Analysis: Scherer’sFormula
B=0.9λ/t cosθ
B= Broadening of diffraction linemeasured at half its max. Intensity
t=diameter of the crystal particle
λ=wavelength of X-ray Kα line for Cu Kα
λ= 1.54 A0
b. calculation of lattice strain
2dsinθ=nλ2(d+Δd)sin(θ+Δθ)=nλ
2(d+Δd)(sinθcosΔθ+cosθsinΔθ)=nλ2dsinθcosΔθ+2dcosθsinΔθ+2ΔdcosθsinΔθ+2ΔdsinθcosΔθ=nλ2dsinθ+2dcosθΔθ+2ΔdΔθcosθ+2Δdsinθ=nλ
2ΔdΔθcosθisnegligible 02dcosθΔθ+2ΔdΔθ=0
Δd /d=−Δθ/tanθ, here Δd /dislattice strain and Δθ is angular widthat half maximum, using this relationwe can calculate lattice strain withrespect to milling hours of sample.
2.2 Scanning Electron Microscopy (SEM)Morphology of two hr milling stageshows porous aggregation, in layeredstructure. Further milling causessevere plastic deformation to smallaggregates. Further severe plasticdeformation causes elongated flakyparticles, fragmented to smallparticles. Results show that sizereduction around 24 hrs to 28hrs ismaximum. Further size reduction is notobserved after 28 hr of milling. Moreheterogeneity observed beyond 34 hr ofmilling. Bigger particles embeddedwith smaller one. Heat releases due torestructuring of grain boundaries,increases the temperature, causingagglomeration, welding, increase inductility, and increase of particlediameter observed in prolongedmilling.2.2 Scanning Electron Microscopy (SEM)Morphology of two hr milling stageshows porous aggregation, in layeredstructure. Further milling causes

severe plastic deformation to smallaggregates. Further severe plasticdeformation causes elongated flakyparticles, fragmented to smallparticles. Results show that sizereduction around 24 hrs to 28hrs ismaximum. Further size reduction is notobserved after 28 hr of milling. Moreheterogeneity observed beyond 34 hr ofmilling. Bigger particles embeddedwith smaller one. Heat releases due torestructuring of grain boundaries,increases the temperature, causingagglomeration, welding, increase inductility, an increase of particlediameter observed in prolongedmilling.
Picture: 2 SEM 2 hr milled sample(1X, 10X)
Picture: 2 SEM 4hr milled sample (1X, 5X)

Picture: 3 SEM 8hr milled sample (1X, 5X)
Picture:4 SEM 16 hr milled Sample (1X,5X)

Picture: 5 24 hr milled sample (1X, 5X)
Picture :6 28hr milled sample (1X, 5X)

Picture:7 48 hr milled sample (1X, 5X)
From left to right 2, 8, 16, 24, 28and48hr milled FE-SEM Images
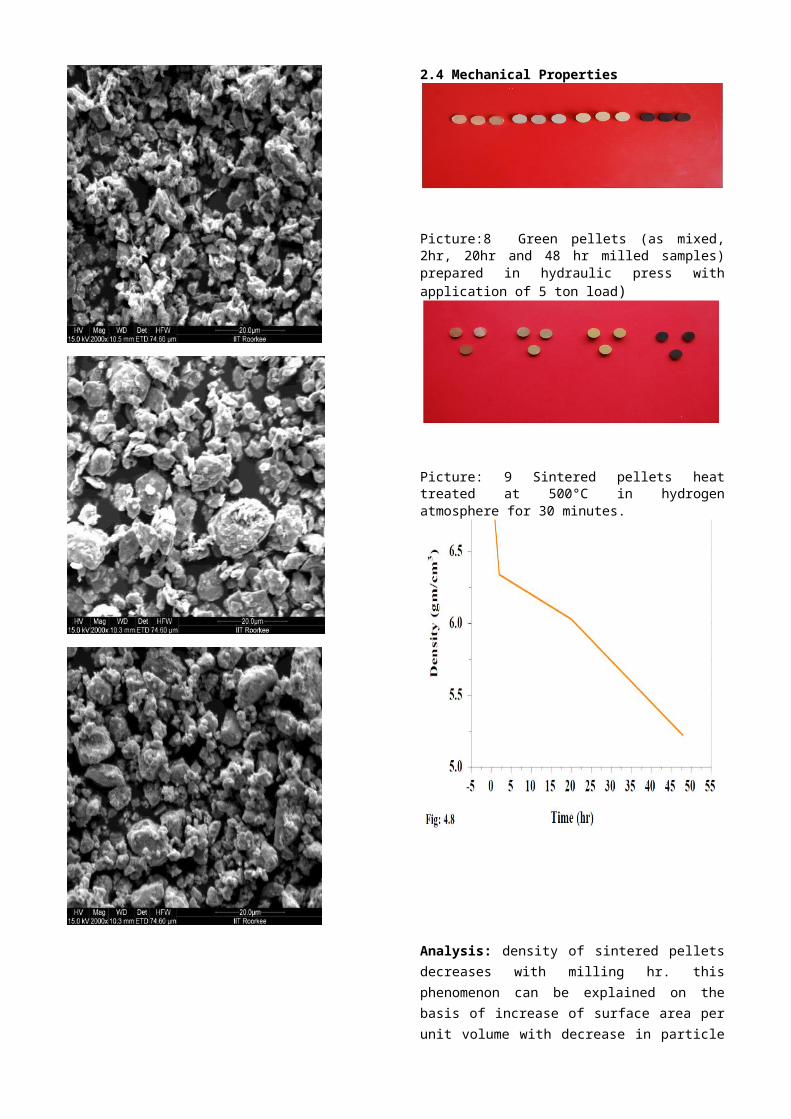
2.4 Mechanical Properties
Picture:8 Green pellets (as mixed,2hr, 20hr and 48 hr milled samples)prepared in hydraulic press withapplication of 5 ton load)
Picture: 9 Sintered pellets heattreated at 500°C in hydrogenatmosphere for 30 minutes.
Analysis: density of sintered pelletsdecreases with milling hr. thisphenomenon can be explained on thebasis of increase of surface area perunit volume with decrease in particle

size. Since pressure applied is samefor making all pellets density islowest for that sample which wasmilled for maximum time, its particlesize is lowest.
Micro hardness v/s milling time graph
Analysis:
Variation of micro hardness withmilling time in hrs can be explainedon the basis of Hall-Petch & reverseHall-Petch effect.
σ0=σI+kD−1/2
Where σ 0 = the yield stress
σ I = the “friction stress,”representing the overall resistance ofthe crystal lattice to dislocationmovement.
K = the “locking parameter,” whichmeasures the relative hardeningcontribution of the grain boundaries
D =grain diameter
This equation also applicable tomeasure hardness of the material withadjustment of suitable constant. Asparticle diameter decreases, hardnessincreases and max for Hall-Petchlimit, that is about 12nm. Theweakening of the material, due to theshift in the dominant mechanism ofplastic deformation in the coarse-grained materials to GB sliding in thecase of ultra-small grain sizes, isreferred to as the inverse Hall-Petchbehavior.
2.5 Differential Temperature andTemperature Gravimetry Analysis(DTA/TGA) for Shape Memory EffectTransformation Temperature.

Milling time v/stransformation temperatures
Table: 2 for transformationtemperatures
Analysis of heat flow curves fordifferent samples having varyingmilling time shows that there isdistinctive phase transformationtemperature for 24, 28, and 48 hrmilled samples. Particle size observedfor 28 hr milled sample is minimum andquantity of heat flow is maximum forthis sample also. There is maximum
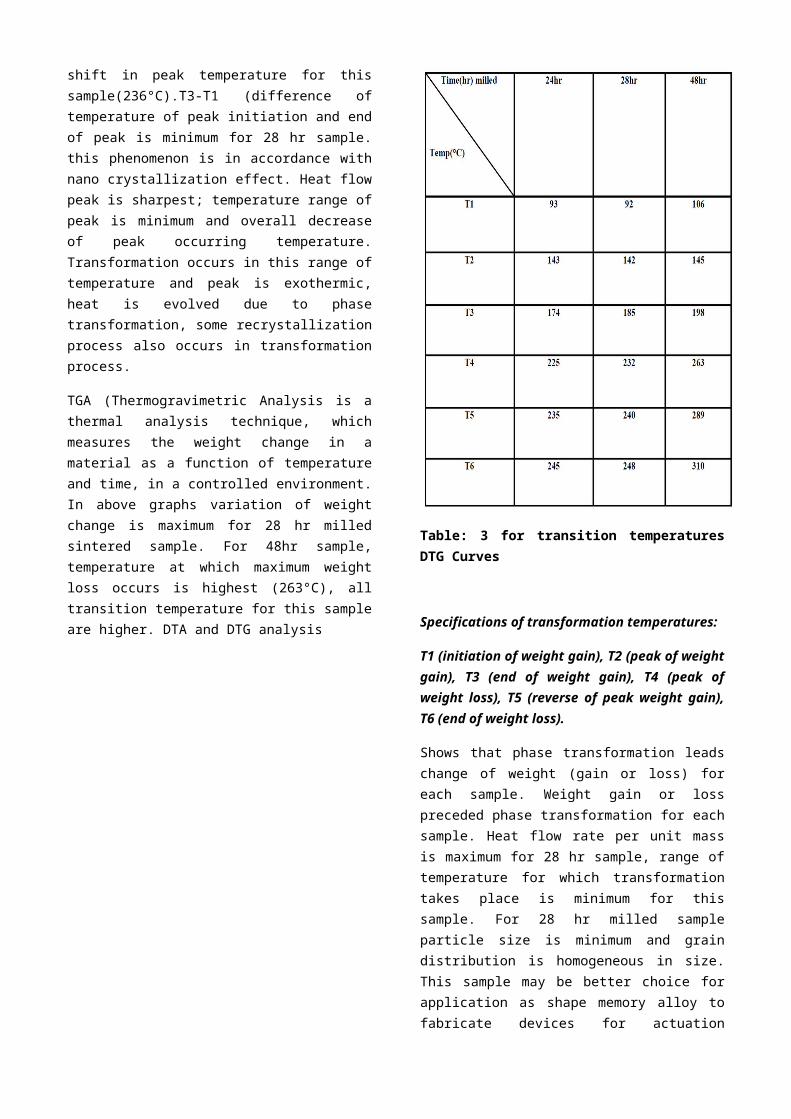
shift in peak temperature for thissample(236°C).T3-T1 (difference oftemperature of peak initiation and endof peak is minimum for 28 hr sample.this phenomenon is in accordance withnano crystallization effect. Heat flowpeak is sharpest; temperature range ofpeak is minimum and overall decreaseof peak occurring temperature.Transformation occurs in this range oftemperature and peak is exothermic,heat is evolved due to phasetransformation, some recrystallizationprocess also occurs in transformationprocess.
TGA (Thermogravimetric Analysis is athermal analysis technique, whichmeasures the weight change in amaterial as a function of temperatureand time, in a controlled environment.In above graphs variation of weightchange is maximum for 28 hr milledsintered sample. For 48hr sample,temperature at which maximum weightloss occurs is highest (263°C), alltransition temperature for this sampleare higher. DTA and DTG analysis
Table: 3 for transition temperaturesDTG Curves
Specifications of transformation temperatures:
T1 (initiation of weight gain), T2 (peak of weightgain), T3 (end of weight gain), T4 (peak ofweight loss), T5 (reverse of peak weight gain),T6 (end of weight loss).
Shows that phase transformation leadschange of weight (gain or loss) foreach sample. Weight gain or losspreceded phase transformation for eachsample. Heat flow rate per unit massis maximum for 28 hr sample, range oftemperature for which transformationtakes place is minimum for thissample. For 28 hr milled sampleparticle size is minimum and graindistribution is homogeneous in size.This sample may be better choice forapplication as shape memory alloy tofabricate devices for actuation

purposes, provided grain size anddistribution remains almost same infabrication and further processing.
3. Conclusion
HEBM is a versatile processing methodto fabricate nanocrystallinematerials, relatively new forfabricating shape memory alloymaterial. No illustration has beenfound in this area to develop materialby using HEBM method and process itfurther for fabricating devices whichwould exhibit enhanced SME. Here wehave to face paradoxes regarding shapememory effect and nanocrystallinematerial. Shape Memory Effect is bulktransformation process where largechange in volume takes place inthermodynamic cycling. Nanocrystallinepowder is difficult to be handled forfabrication purpose in order to make adevice which can be used forcommercial purposes. In hot forgingand rolling process nanocrystallinefeatures lost significantly, enhancedmechanical properties, hardness,thermal stability does not remainsinvariant with further processing.,this may be negative aspect for aspecific case, otherwise this route offabrication provides us variable rangeof transformation temperatures, basedon this we can fabricate devices whichcan be used for different workingconditions, i.e. at differenttemperature range.
Variation in transformationtemperature range observed for varioussample milled for different timeperiods. Thermomechanical training andmilling time both have effect ontransformation temperature and shapememory effect.
Mechanical properties also changeswith milling time. Hardness ofmaterial increases with reduction ofparticle size, governed by Hall Petchrelation, to a certain point upto~12nm size beyond that it decreasesrapidly, this phenomenon is due toreverse Hall-Petch effect.
Materials which are difficult toprocess by conventional means can beprocessed by HEBM method andsolubility limit can be increasedbeyond theoretical limit in thisprocess.
Limitations are also there. We cannothave control in process parameters. Wecannot have in-situ observation ofmechanism of grain formation,refinement and atomic level movementin this process.HEBM needs furtherautomation, incorporation of sensorsalong with high speed computing deviceto get control over process parametersso that we can get desired features.
4. Future work
We have observed difficulty toconsolidate nanocrystalline powdermaterial into solid device and retainnanofeatures simultaneously by hotforging and rolling process. Researchin this area is needed. Mechanism ofsevere plastic deformation in ballmilling is highly statistical innature; we don’t have in-situobservation while process is going on.Automation is needed to have precisecontrol over parameters during themilling process
5. References
[1] S.Eucken (ed.). Bochum, DGMInformation’s Gesellschaft Verlag,1992.

[2] H. Tora Treatment thermique 234,France, 35, 1990
[3] T. W. Duering, K.N. Mrlton, D.Stockel, C.M. Wayman (Eds) LondonButterworth Heinemann, 1990
[4] Gh. Calugaru, L.G Bujorearu,S.Stancieu, I. Hopulele,R.Caliman, I Apachitei,Ed, PlumbBacau Romania, ISBN 973-9150-50-0,1950
[5] Tadaki T (1948) In: Otsuka, WaymanCM (Eds) shape memory materials,Cambridge University Press.
[6] Hussain S W, Clapp. PC (1987) J.Mater sci: 22:2351, doi: 10.1007/bf01082115
[7] Morris MA (1992) Acta Metal Matersci 33:3579 doi: 10.1023/a:10046477294
[8] Gao Y. Zhu M, Lai JKL (1998) JMater sci 33:3579, doi: 10.1023/A:1004647127294
[9] Li Z Pan ZY, Tang N, Ziang YB, LiuN, Fang M, Zheng M (2006) Mater sciEng A 417:225
[10] Z iao Z, Liz, Fang M, XiongS,Sheng X, ZHOU M(2008) Mater Sci Eng A488:266
[11] T.Saburi, C.M.Wayman, K.Takata,S.Nenno. Acta Metal, Matter.28(1980)15.
[12]R. Stallman. J. Vanhumbeek,L.Delaey, Acta Metal. Matter 28(1980)15.
[13] T. Tadaki, K. Otsuka, ISIJ Int.29(5) (1989) 353.
[14] S.Dutta, AK. Bhuniya, M.K.Banerjee, Mater. Sci.Eng. A300 (2001)
[15] S. Bhattacharya, A.K. Bhuniya,M.K. Banerjee, Mater.Sci. Eng.Technology 9(1983) 654
[16] J. Pons, E. Cesari, M. Rosca,Mater, Letr.9 (1990) 542
[17] E. Cesari, C Piconnel, J. Pons,M.Sade, J. Phys.4 (Cu) (1991) 451
[18] Schetky, L, L, L Mc, Shape-MemoryAlloys Application, in J.H.Westbrookand R.L. Fleischer (Eds).Intermetallic compounds, vol, 2,Practice, New York: John Willey&sons,1994
[19] Wayman, C.M, Shape Memory Alloys,MRS Bulletin, 18, 1993
[20] Carbon nanotechnologies, inc,Houston, TX, www.cnanotech.com [7]Wayman, C.M and Duerig,T.w, ANIntroduction to Martensite and shapeMemory, in T.W Duerig, K.