
Compressibility of a Ti-based alloy with varying amounts of surfactant prepared by high-energy ball...
9
Compressibility of a Ti-based alloy with varying amounts of surfactant prepared by high-energy ball milling Keivan A. Nazari a , Alireza Nouri b, ⁎, Tim Hilditch a a School of Engineering, Deakin University, Locked Bag 20000, Geelong, VIC 3220 Australia b Institute of Biomaterials and Biomedical Engineering, University of Toronto, Toronto, Ontario M5S 3G9 Canada abstract article info Article history: Received 18 November 2014 Received in revised form 6 February 2015 Accepted 29 March 2015 Available online 7 April 2015 Keywords: Compressibility Ball milling Surfactant Mechanical alloying Titanium The combined effects of varying amounts of surfactant (ethylene bis-stearamide; EBS) and milling time on the compressibility of ball-milled Ti–10Nb–3Mo (wt.%) alloy were investigated. Ball milling process was performed on the elemental powders with different amounts of EBS (0–3 wt.%) for 5 and 10 h, and the ball-milled powders were consolidated by a uniaxial cold pressing in the range of 500–1100 MPa. Results indicated that the addition of surfactant in ball milling process lead to significant changes in particle packing density. The relative density was higher for powders ball milled with larger amounts of EBS and for the shorter milling time. The compressibility of powders was examined by the compaction equation developed by Panelli and Ambrosio Filho. The densification parameter (A) increased with the increasing amount of EBS, and decreased with increasing milling time. Crown Copyright © 2015 Published by Elsevier B.V. All rights reserved. 1. Introduction The essential condition to ensure complete mechanical alloying of elemental powders in a high-energy ball milling process is the balance between cold welding and fracturing of powders. Introducing a suitable organic material, termed a surfactant, plays a critical role to minimize excessive cold-welding of powder particles and attain this balance. The surfactant is adsorbed onto the surface of powder and impedes clean metal-to-metal contact, leading to the suppression of cold welding and an increase in fracturing rate [1]. Besides the important role of surfactants in mechanical alloying, they have also been used as a lubricating agent in elementally blended powders and between powders and the die wall [2–6]. Surfactants can reduce interparticle friction and die wall friction by lubricating surfaces via short range repulsive forces [7]. Powder lubrication not only im- proves powder flow during the die filling stage and pressing but also can significantly reduce the ejection force needed to remove a powder compact, and therefore, leads to a longer die life and improvement on the surface of the compacts [8,9]. By mixing various amounts (0–0.8 wt.%) of ethylene bis-stearamide (EBS) with Fe–Cu–C powders, Enneti et al. [4] reported an improvement in the flowability of powders, extension of die life and reduction of friction during ejection. Despite these reported positive effects of surfactants in reducing friction between powder particles and between powders and die wall during compaction and the ejection process, surfactants can adversely affect the green strength of the powder compacts [4,10–12]. Given the impor- tance of high green strength in minimizing scrap during part production and handling, an optimal amount of surfactant should be utilized to meet the combined requirements for ease of processing as well as suitable green strength. Compressibility is defined as the ability of a powder to decrease in volume and form a green compact under pressure, and is quantified as the value of the compacting pressure required to attain a specified green density of the part [2,13]. The compressibility of the powder is a crucial factor in the effective production of powder metallurgical parts and design of pressing tools. Compressibility is mediated by several fac- tors including particle shape, particle hardness, lubrication, compacting pressure, temperature, and to a lesser extent, particle size [13]. Over the past few decades, a substantial body of research has been conducted on compressibility of metal powders. Some of these studies were primarily involved in the effect of ball milling process on the compressibility of powder particles [14–19], whereas many other studies investigated the influence of surfactants, also referred to as lubricants, on compress- ibility of elementally blended or prealloyed powders [4–6,10,12,20]. Considering the dynamic nature of the ball milling process, the added surfactant in powder mixture is subjected to high energetic impact by the balls in a milling container. Thus, it is plausible to envisage that the combined effects of ball milling process and the presence of surfac- tant can considerably affect the compressibility of the ball-milled powders. The present study attempts to investigate the combined effects of ball milling process and the addition of surfactant on compressibility of Ti–10Nb–3Mo powders prepared by mechanical alloying. The choice Powder Technology 279 (2015) 33–41 ⁎ Corresponding author. Tel.: +1 416 6683733. E-mail addresses: [email protected], [email protected] (A. Nouri). http://dx.doi.org/10.1016/j.powtec.2015.03.044 0032-5910/Crown Copyright © 2015 Published by Elsevier B.V. All rights reserved. Contents lists available at ScienceDirect Powder Technology journal homepage: www.elsevier.com/locate/powtec
Transcript of Compressibility of a Ti-based alloy with varying amounts of surfactant prepared by high-energy ball...
Powder Technology 279 (2015) 33–41
Contents lists available at ScienceDirect
Powder Technology
j ourna l homepage: www.e lsev ie r .com/ locate /powtec
Compressibility of a Ti-based alloy with varying amounts of surfactantprepared by high-energy ball milling
Keivan A. Nazari a, Alireza Nouri b,⁎, Tim Hilditch a
a School of Engineering, Deakin University, Locked Bag 20000, Geelong, VIC 3220 Australiab Institute of Biomaterials and Biomedical Engineering, University of Toronto, Toronto, Ontario M5S 3G9 Canada
⁎ Corresponding author. Tel.: +1 416 6683733.E-mail addresses: [email protected], alireza_n
http://dx.doi.org/10.1016/j.powtec.2015.03.0440032-5910/Crown Copyright © 2015 Published by Elsevie
a b s t r a c t
a r t i c l e i n f oArticle history:Received 18 November 2014Received in revised form 6 February 2015Accepted 29 March 2015Available online 7 April 2015
Keywords:CompressibilityBall millingSurfactantMechanical alloyingTitanium
The combined effects of varying amounts of surfactant (ethylene bis-stearamide; EBS) and milling time on thecompressibility of ball-milled Ti–10Nb–3Mo (wt.%) alloy were investigated. Ball milling process was performedon the elemental powders with different amounts of EBS (0–3 wt.%) for 5 and 10 h, and the ball-milled powderswere consolidatedby a uniaxial cold pressing in the rangeof 500–1100MPa. Results indicated that the addition ofsurfactant in ball milling process lead to significant changes in particle packing density. The relative density washigher for powders ballmilledwith larger amounts of EBS and for the shortermilling time. The compressibility ofpowders was examined by the compaction equation developed by Panelli and Ambrosio Filho. The densificationparameter (A) increased with the increasing amount of EBS, and decreased with increasing milling time.
Crown Copyright © 2015 Published by Elsevier B.V. All rights reserved.
1. Introduction
The essential condition to ensure complete mechanical alloying ofelemental powders in a high-energy ball milling process is the balancebetween cold welding and fracturing of powders. Introducing a suitableorganic material, termed a surfactant, plays a critical role to minimizeexcessive cold-welding of powder particles and attain this balance.The surfactant is adsorbed onto the surface of powder and impedesclean metal-to-metal contact, leading to the suppression of coldwelding and an increase in fracturing rate [1].
Besides the important role of surfactants in mechanical alloying,they have also been used as a lubricating agent in elementally blendedpowders and between powders and the die wall [2–6]. Surfactants canreduce interparticle friction and die wall friction by lubricating surfacesvia short range repulsive forces [7]. Powder lubrication not only im-proves powder flow during the die filling stage and pressing but alsocan significantly reduce the ejection force needed to remove a powdercompact, and therefore, leads to a longer die life and improvementon the surface of the compacts [8,9]. By mixing various amounts(0–0.8 wt.%) of ethylene bis-stearamide (EBS) with Fe–Cu–C powders,Enneti et al. [4] reported an improvement in the flowability of powders,extension of die life and reduction of friction during ejection. Despitethese reported positive effects of surfactants in reducing frictionbetween powder particles and between powders and die wall duringcompaction and the ejection process, surfactants can adversely affect
[email protected] (A. Nouri).
r B.V. All rights reserved.
the green strength of the powder compacts [4,10–12]. Given the impor-tance of high green strength inminimizing scrap during part productionand handling, an optimal amount of surfactant should be utilizedto meet the combined requirements for ease of processing as well assuitable green strength.
Compressibility is defined as the ability of a powder to decrease involume and form a green compact under pressure, and is quantified asthe value of the compacting pressure required to attain a specifiedgreen density of the part [2,13]. The compressibility of the powder is acrucial factor in the effective production of powder metallurgical partsand design of pressing tools. Compressibility is mediated by several fac-tors including particle shape, particle hardness, lubrication, compactingpressure, temperature, and to a lesser extent, particle size [13]. Over thepast few decades, a substantial body of research has been conducted oncompressibility of metal powders. Some of these studies were primarilyinvolved in the effect of ball milling process on the compressibility ofpowder particles [14–19], whereas many other studies investigatedthe influence of surfactants, also referred to as lubricants, on compress-ibility of elementally blended or prealloyed powders [4–6,10,12,20].Considering the dynamic nature of the ball milling process, the addedsurfactant in powder mixture is subjected to high energetic impact bythe balls in a milling container. Thus, it is plausible to envisage thatthe combined effects of ball milling process and the presence of surfac-tant can considerably affect the compressibility of the ball-milledpowders.
The present study attempts to investigate the combined effects ofball milling process and the addition of surfactant on compressibilityof Ti–10Nb–3Mo powders prepared by mechanical alloying. The choice
2θ (deg.)
Inte
nsity
(a.
u.)
(a)
(b)
(c)
(d)
O
O
O O O
×* *×
O
*×
α−β−NbMo
TiTi
A 5 h
2θ (deg.)
Inte
nsity
(a.
u.)
(a)
(b)
(c)
(d)
OO
O O O
O α−β−
TiTi
B 10 h
30 40 50 60 70 80 90
30 40 50 60 70 80 90
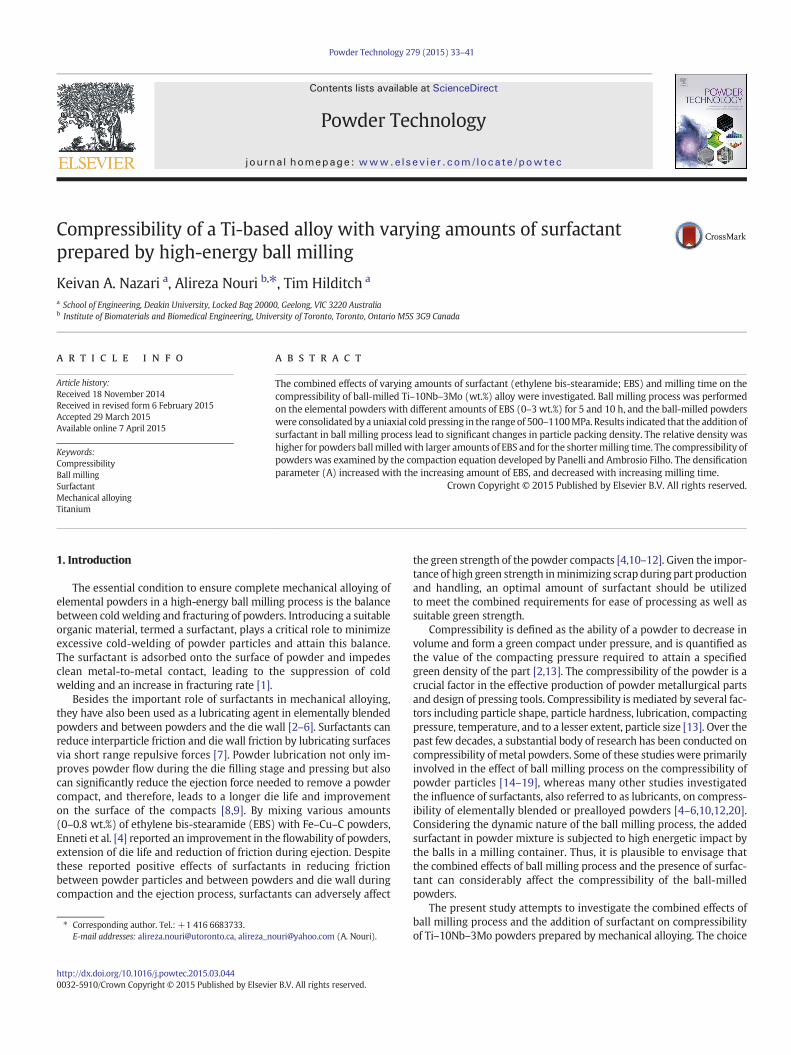
Fig. 1. XRD patterns of Ti–10Nb–3Mo powder particles ball milled for (A) 5 h and (B) 10 hat rotation speed of 300 rpm (a) without EBS; and with the addition of (b) 1 wt.%,(c) 2 wt.%, and (d) 3 wt.% EBS.
34 K.A. Nazari et al. / Powder Technology 279 (2015) 33–41
of alloy was determined from our experimental results by consideringthe non-toxic elements of Nb and Mo as well as a suitable combinationof mechanical properties required for orthopedic and dental applica-tions including mechanical strength, ductility and Young's modulus. Inorder to measure the compressibility, the relative density of the greencompacts made from the ball-milled powders with different amountsof surfactants and milling time was measured as a function of pressure.Subsequently, the compressibility behavior of the green compactswas examined by the compaction equation proposed by Panelli andAmbrozio Filho [21].
2. Materials and methods
Elemental metal powders of Ti (purity 99.7%, ≤45 μm), Nb (purity99.99%, ≤45 μm) and Mo (purity 99.99%, ≤10 μm) were purchasedfrom Atlantic Equipment Engineers (NJ, USA) and weighed accordingto the predetermined stoichiometric composition of Ti–10Nb–3Mo(wt.%, hereafter) alloy. Four batches of Ti–10Nb–3Mo powderswere mixed with varying amounts of 0, 1, 2, and 3 wt.% EBS[CONHCH2CH3(CH2)16]2 as a surfactant and added inmilling containers.Note that the terms “surfactant” and “lubricant” are interchangeablyused in the present study. The powders were handled in a glove boxchamber under argon gas to prevent atmospheric contamination. Themechanical alloying process was performed at room temperature in aplanetary ball mill (Vacon®) using stainless steel containers and10 mm steel balls. The ball-to-powder weight ratio was maintained at20:1 and the ball milling was carried out at rotation speed of 300 rpmfor 5 and 10 h.
Cylindrical samples were prepared with 10 mm diameter and3.5 mm length using a uniaxial cold press under four compaction pres-sures of 500, 700, 900, and 1100 MPa. All samples were sintered in ahigh vacuum furnace (10−6 bar) at 1150 °C for 3 h at a heating/coolingrate of 10 °C min−1. The morphology of the powder particles and crosssection of the green and sintered compacts were characterized by scan-ning electron microscopy combined with secondary electron imaging(SEM–SEI) (Zeiss Supra 55VP). The distribution of elements withinthe particles was examined using backscattered electron imaging(SEM–BEI). Samples of each powder were characterized by PANalyticalX-ray diffraction (XRD) using Cu Kα radiation (40 kV, 30mA) at a scan-ning rate of 2° min−1 over a 2θ angular range of 30–90°. Themean par-ticle size and particle size distribution were measured using a MalvernInstrumentsMastersizer 2000with a Hydro 2000S side feeder. Thermo-gravimetric analysis (TGA) was performed using thermal analyzer STA409 PC Luxx (Netzsch) to study the thermal decomposition of thesurfactant during the ball milling process via measuring the masschange of the samples as a function of temperature. For this analysis,100 mg of ball-milled powder were heated up to 800 °C in an aluminacrucible under an argon flow with a heating rate of 10 k min−1. TheTGA data were analyzed using Proteus software (ver. 5.2.0) fromNetzsch. To measure the level of oxygen, carbon and nitrogen, chemicalanalysis was carried out on the powder via the Leco combustionmethod.
3. Results and discussion
3.1. XRD analysis and particle size-distribution of ball-milled powders
Fig. 1 shows the XRD patterns of Ti–10Nb–3Mo powder particlesball-milled with varying amounts of EBS at two different milling timesof 5 and 10 h. For themilling times investigated, the diffraction patternsof the ball-milled powders without the addition of EBS were slightlybroader and of less intensity than those of powders ball milled withthe addition of EBS. The lower intensity peak for the sample withoutsurfactant is more noticeable for the powders ball milled for 10 h,as seen in Fig. 1B (a), due to the increased number of crystal defects(i.e. dislocations, vacancies, stacking faults, grain boundaries, etc.)
introduced after long milling times. The lower intensity peak impliesthe occurrence of mechanical alloying and the partial formation of aTi-based solid solution in the absence of surfactant.
With the addition of EBS, the diffraction peaks became sharper andmore intense. However, there was no significant difference betweenpeak intensities of the powders ball-milledwith the addition of differentamounts of EBS for 5 h, as indicated in Fig. 1A (b,c,d). Meanwhile, thediffraction peaks belonging to Nb and Mo were still detectable in thepowders ball-milled with 3 wt.% EBS, suggesting that Nb and Moremained unalloyed after ball milling for 5 h, shown in Fig. 1A (d). Theincreasing intensities of α– and β–Ti peaks as well as the solute diffrac-tion peaks with the addition of surfactant can indicate the absence of asolid solution formation. Nevertheless, after ball milling for 10 h, therewas no noticeable presence of solute peaks in the powders ball milledwith 3 wt.% EBS.
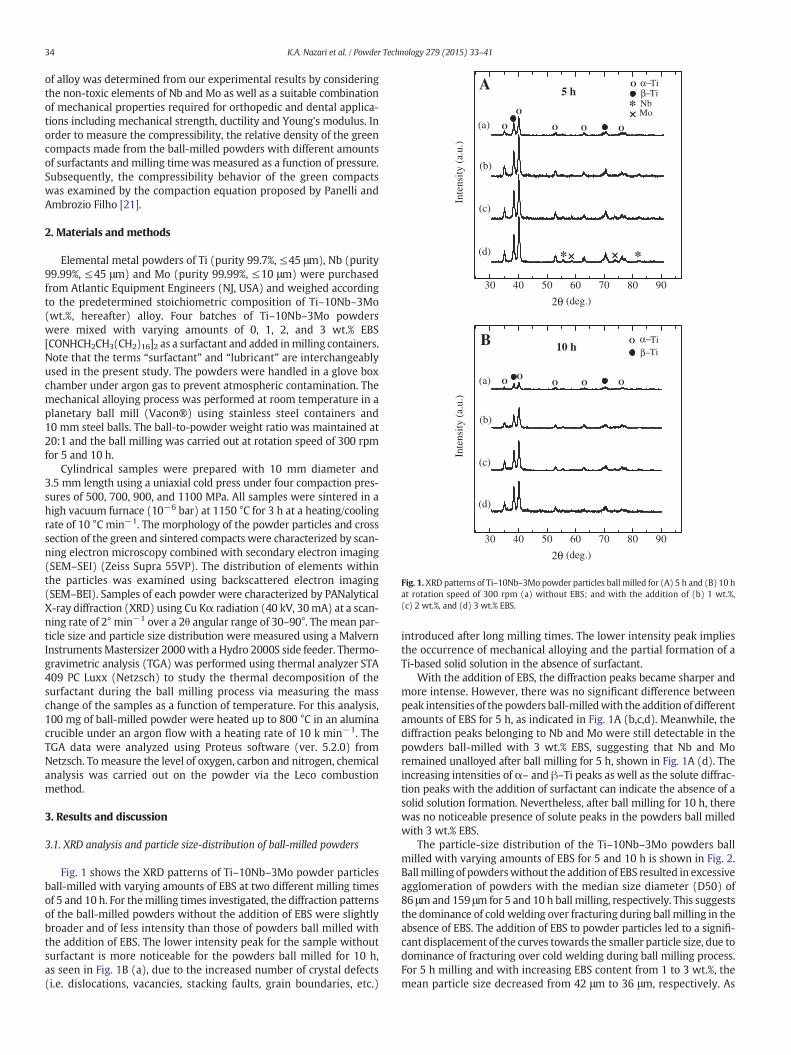
The particle-size distribution of the Ti–10Nb–3Mo powders ballmilled with varying amounts of EBS for 5 and 10 h is shown in Fig. 2.Ballmilling of powderswithout the addition of EBS resulted in excessiveagglomeration of powders with the median size diameter (D50) of86 μmand 159 μm for 5 and 10 h ball milling, respectively. This suggeststhe dominance of cold welding over fracturing during ball milling in theabsence of EBS. The addition of EBS to powder particles led to a signifi-cant displacement of the curves towards the smaller particle size, due todominance of fracturing over cold welding during ball milling process.For 5 h milling and with increasing EBS content from 1 to 3 wt.%, themean particle size decreased from 42 μm to 36 μm, respectively. As
0
1
2
3
4
5
6
7
8
9
Vol
ume
(%)
Particle size (µm)
0 wt.% EBS
1 wt.%EBS
2 wt.% EBS
3 wt.% EBS
0
1
2
3
4
5
6
7
8
9
10
0.01 0.1 1 10 100 1000 10000
0.01 0.1 1 10 100 1000 10000
Vol
ume
(%)
Particle size (µm)
a
b
5 h
10 h
0 wt.% EBS
1 wt.% EBS
2 wt.% EBS
3 wt.% EBS
Fig. 2. Particle-size distribution of the Ti–10Nb–3Mo powders ball milled for (a) 5 h, and (b) 10 h with different amounts of EBS.
35K.A. Nazari et al. / Powder Technology 279 (2015) 33–41
seen in Fig. 2(b), the powders ball milled for 10 hwith varying amountsof EBS, exhibited slightly smaller and narrower particle size distributionthan those of powders ball milled for 5 h with the equal amount of EBS.
3.2. Morphological and microstructural evolution of ball-milled powders
High-energy collision of powders withmilling balls duringmechan-ical alloying process leads to severe plastic deformation, cold weldingand fracturing of the powders. In the absence of surfactant, plasticdeformation and cold welding are dominant mechanisms that changethe powder morphology and increase the particle size by agglomera-tion. On the contrary, when large amount of surfactant is used, fractur-ing is the rulingmechanism. Since ball milling is a dynamic process, thesurfactant can also undergo decomposition under higher collisionenergies (e.g. at longer milling times) produced by milling media.Hence, an inadequate or excessive amount of surfactant during me-chanical alloying process can significantly offset the balance betweencold welding and fracturing of the ball-milled powders and affect thedegree of alloying.
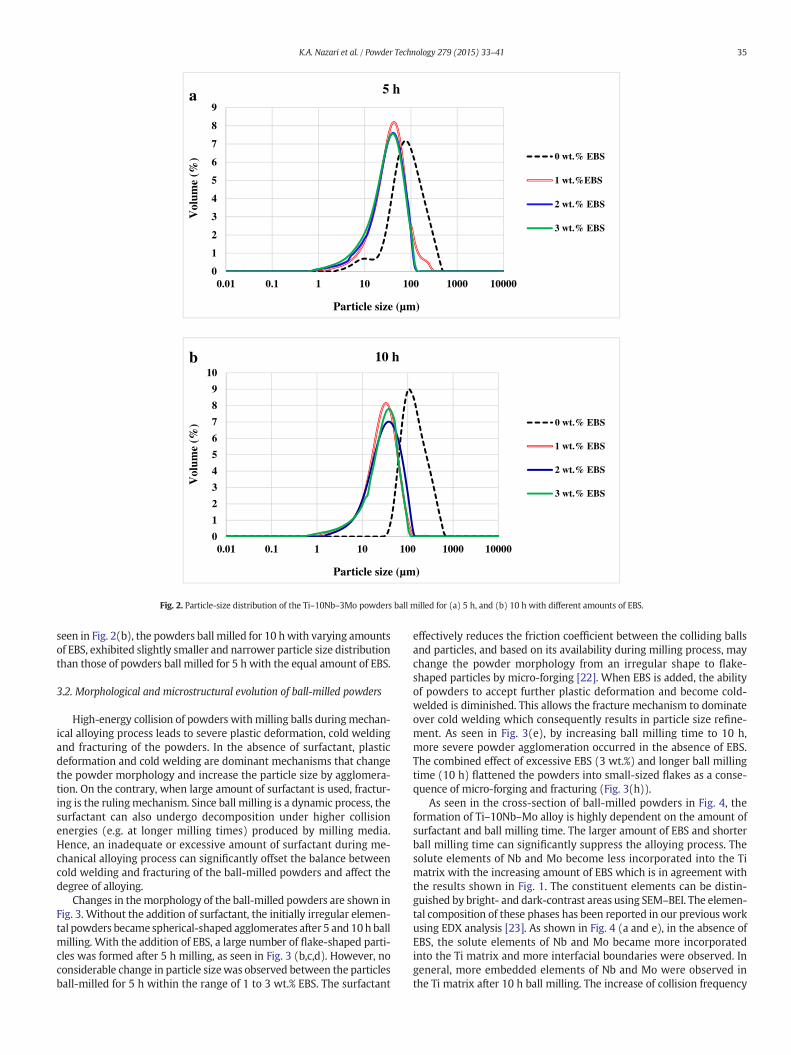
Changes in themorphology of the ball-milled powders are shown inFig. 3. Without the addition of surfactant, the initially irregular elemen-tal powders became spherical-shaped agglomerates after 5 and 10h ballmilling. With the addition of EBS, a large number of flake-shaped parti-cles was formed after 5 h milling, as seen in Fig. 3 (b,c,d). However, noconsiderable change in particle sizewas observed between the particlesball-milled for 5 h within the range of 1 to 3 wt.% EBS. The surfactant
effectively reduces the friction coefficient between the colliding ballsand particles, and based on its availability during milling process, maychange the powder morphology from an irregular shape to flake-shaped particles by micro-forging [22]. When EBS is added, the abilityof powders to accept further plastic deformation and become cold-welded is diminished. This allows the fracture mechanism to dominateover cold welding which consequently results in particle size refine-ment. As seen in Fig. 3(e), by increasing ball milling time to 10 h,more severe powder agglomeration occurred in the absence of EBS.The combined effect of excessive EBS (3 wt.%) and longer ball millingtime (10 h) flattened the powders into small-sized flakes as a conse-quence of micro-forging and fracturing (Fig. 3(h)).
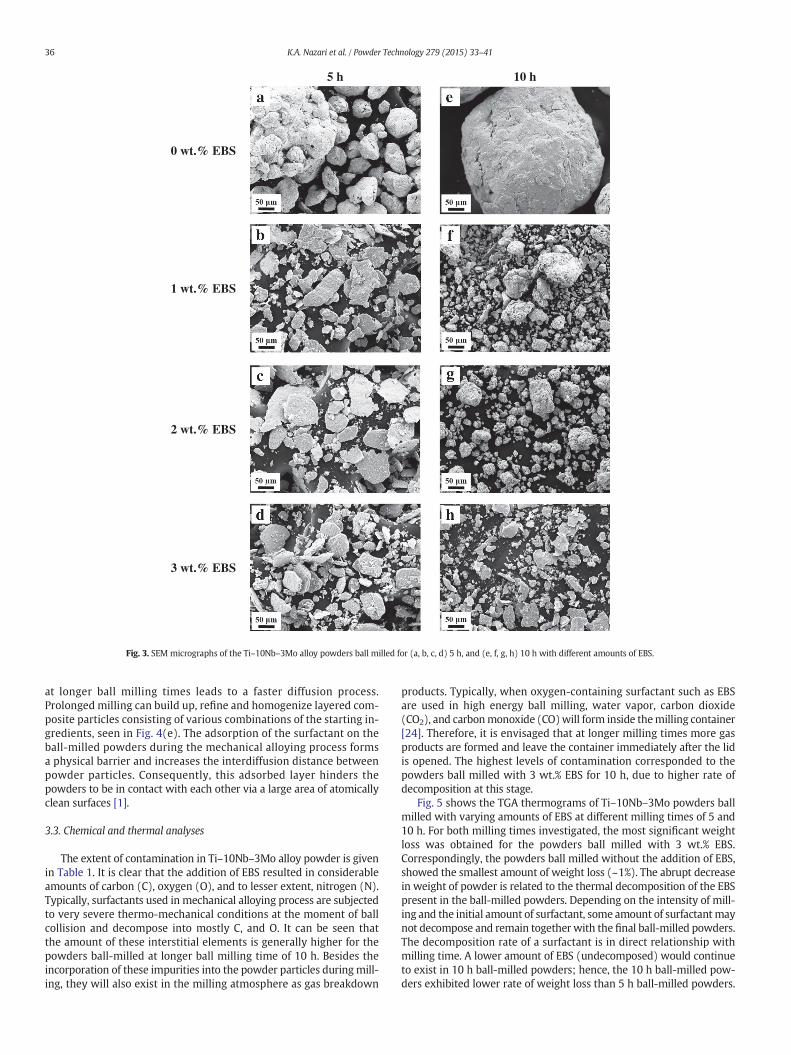
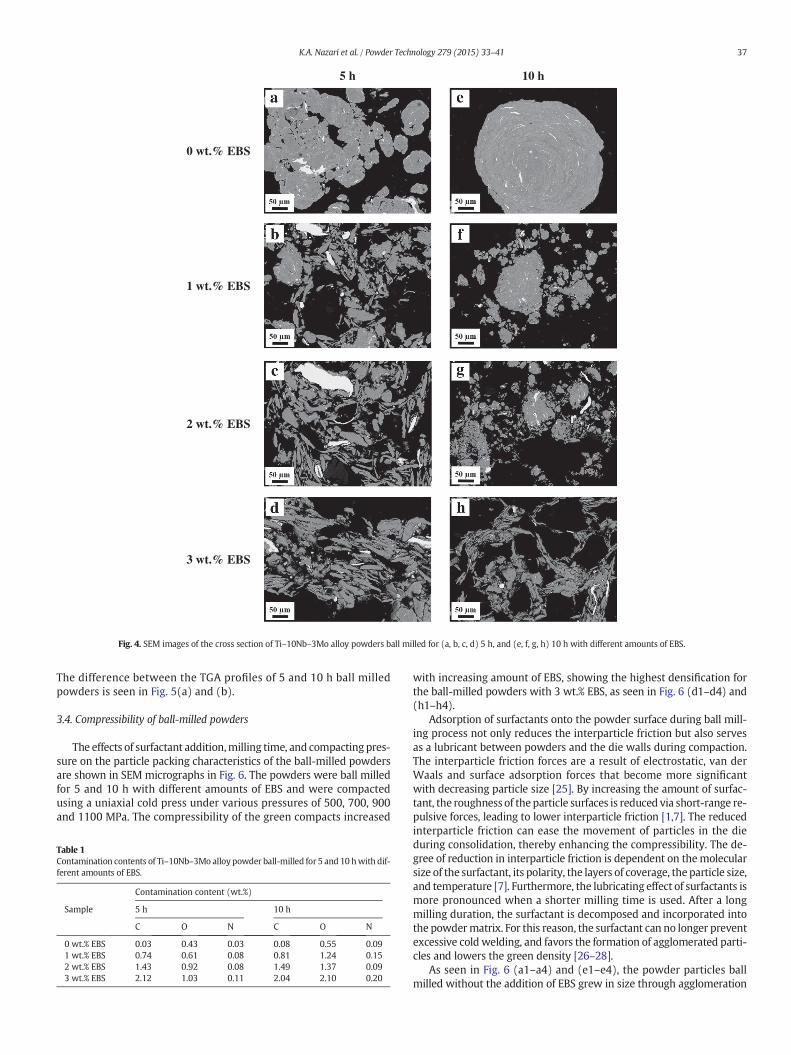
As seen in the cross-section of ball-milled powders in Fig. 4, theformation of Ti–10Nb–Mo alloy is highly dependent on the amount ofsurfactant and ball milling time. The larger amount of EBS and shorterball milling time can significantly suppress the alloying process. Thesolute elements of Nb and Mo become less incorporated into the Timatrix with the increasing amount of EBS which is in agreement withthe results shown in Fig. 1. The constituent elements can be distin-guished by bright- and dark-contrast areas using SEM–BEI. The elemen-tal composition of these phases has been reported in our previous workusing EDX analysis [23]. As shown in Fig. 4 (a and e), in the absence ofEBS, the solute elements of Nb and Mo became more incorporatedinto the Ti matrix and more interfacial boundaries were observed. Ingeneral, more embedded elements of Nb and Mo were observed inthe Ti matrix after 10 h ball milling. The increase of collision frequency
h01h5
0 wt.% EBS
1 wt.% EBS
2 wt.% EBS
3 wt.% EBS
Fig. 3. SEM micrographs of the Ti–10Nb–3Mo alloy powders ball milled for (a, b, c, d) 5 h, and (e, f, g, h) 10 h with different amounts of EBS.
36 K.A. Nazari et al. / Powder Technology 279 (2015) 33–41
at longer ball milling times leads to a faster diffusion process.Prolonged milling can build up, refine and homogenize layered com-posite particles consisting of various combinations of the starting in-gredients, seen in Fig. 4(e). The adsorption of the surfactant on theball-milled powders during the mechanical alloying process formsa physical barrier and increases the interdiffusion distance betweenpowder particles. Consequently, this adsorbed layer hinders thepowders to be in contact with each other via a large area of atomicallyclean surfaces [1].
3.3. Chemical and thermal analyses
The extent of contamination in Ti–10Nb–3Mo alloy powder is givenin Table 1. It is clear that the addition of EBS resulted in considerableamounts of carbon (C), oxygen (O), and to lesser extent, nitrogen (N).Typically, surfactants used in mechanical alloying process are subjectedto very severe thermo-mechanical conditions at the moment of ballcollision and decompose into mostly C, and O. It can be seen thatthe amount of these interstitial elements is generally higher for thepowders ball-milled at longer ball milling time of 10 h. Besides theincorporation of these impurities into the powder particles duringmill-ing, they will also exist in the milling atmosphere as gas breakdown
products. Typically, when oxygen-containing surfactant such as EBSare used in high energy ball milling, water vapor, carbon dioxide(CO2), and carbonmonoxide (CO)will form inside themilling container[24]. Therefore, it is envisaged that at longer milling times more gasproducts are formed and leave the container immediately after the lidis opened. The highest levels of contamination corresponded to thepowders ball milled with 3 wt.% EBS for 10 h, due to higher rate ofdecomposition at this stage.
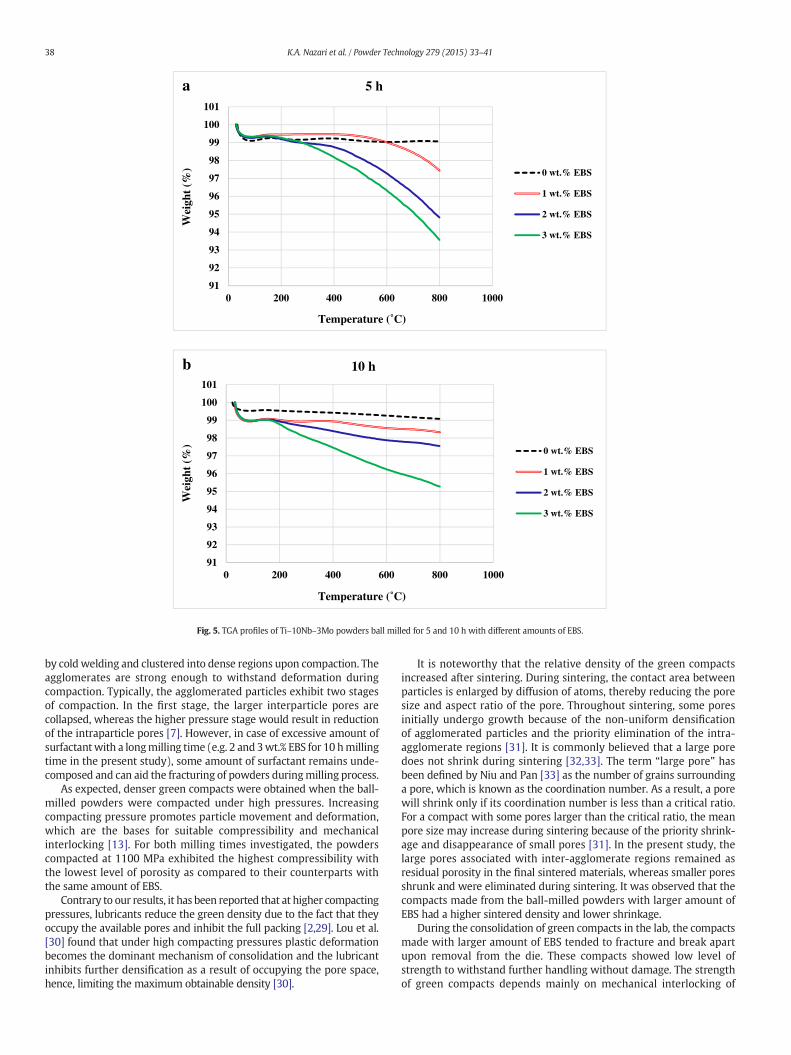
Fig. 5 shows the TGA thermograms of Ti–10Nb–3Mo powders ballmilled with varying amounts of EBS at different milling times of 5 and10 h. For both milling times investigated, the most significant weightloss was obtained for the powders ball milled with 3 wt.% EBS.Correspondingly, the powders ball milled without the addition of EBS,showed the smallest amount of weight loss (~1%). The abrupt decreasein weight of powder is related to the thermal decomposition of the EBSpresent in the ball-milled powders. Depending on the intensity of mill-ing and the initial amount of surfactant, some amount of surfactant maynot decompose and remain together with the final ball-milled powders.The decomposition rate of a surfactant is in direct relationship withmilling time. A lower amount of EBS (undecomposed) would continueto exist in 10 h ball-milled powders; hence, the 10 h ball-milled pow-ders exhibited lower rate of weight loss than 5 h ball-milled powders.
h01h5
0 wt.% EBS
1 wt.% EBS
2 wt.% EBS
3 wt.% EBS
Fig. 4. SEM images of the cross section of Ti–10Nb–3Mo alloy powders ball milled for (a, b, c, d) 5 h, and (e, f, g, h) 10 h with different amounts of EBS.
37K.A. Nazari et al. / Powder Technology 279 (2015) 33–41
The difference between the TGA profiles of 5 and 10 h ball milledpowders is seen in Fig. 5(a) and (b).
3.4. Compressibility of ball-milled powders
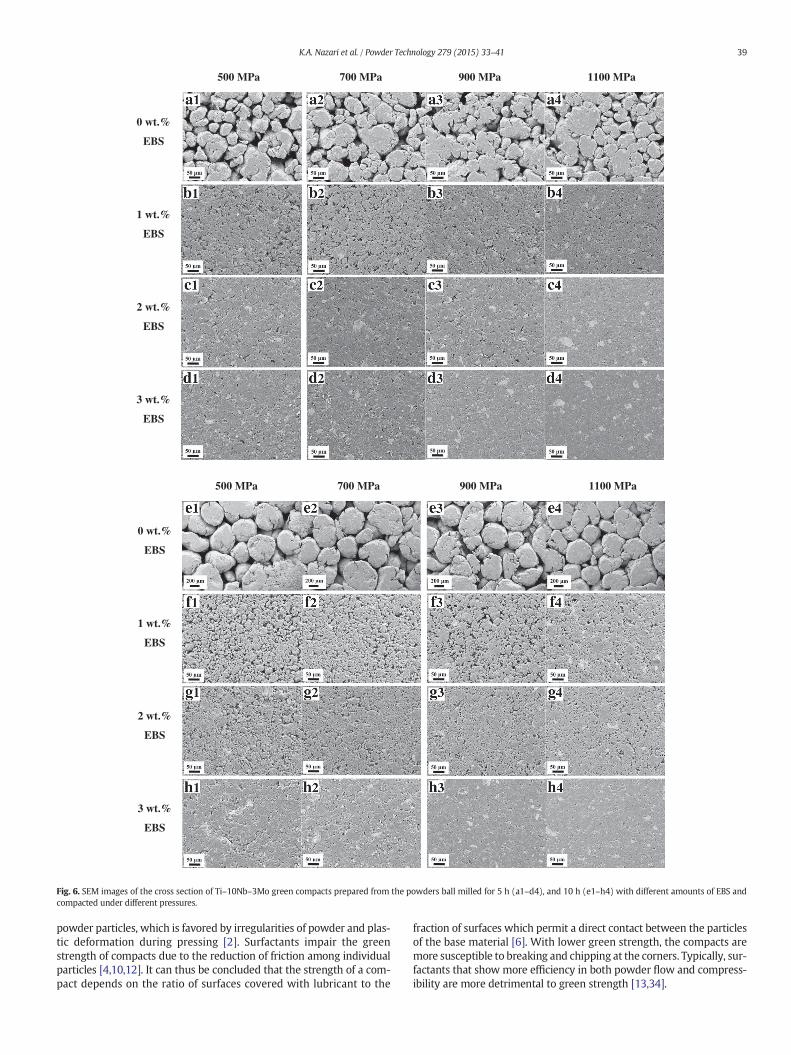
The effects of surfactant addition,milling time, and compacting pres-sure on the particle packing characteristics of the ball-milled powdersare shown in SEM micrographs in Fig. 6. The powders were ball milledfor 5 and 10 h with different amounts of EBS and were compactedusing a uniaxial cold press under various pressures of 500, 700, 900and 1100 MPa. The compressibility of the green compacts increased
Table 1Contamination contents of Ti–10Nb–3Mo alloy powder ball-milled for 5 and 10 hwith dif-ferent amounts of EBS.
Contamination content (wt.%)
Sample 5 h 10 h
C O N C O N
0 wt.% EBS 0.03 0.43 0.03 0.08 0.55 0.091 wt.% EBS 0.74 0.61 0.08 0.81 1.24 0.152 wt.% EBS 1.43 0.92 0.08 1.49 1.37 0.093 wt.% EBS 2.12 1.03 0.11 2.04 2.10 0.20
with increasing amount of EBS, showing the highest densification forthe ball-milled powders with 3 wt.% EBS, as seen in Fig. 6 (d1–d4) and(h1–h4).
Adsorption of surfactants onto the powder surface during ball mill-ing process not only reduces the interparticle friction but also servesas a lubricant between powders and the die walls during compaction.The interparticle friction forces are a result of electrostatic, van derWaals and surface adsorption forces that become more significantwith decreasing particle size [25]. By increasing the amount of surfac-tant, the roughness of theparticle surfaces is reduced via short-range re-pulsive forces, leading to lower interparticle friction [1,7]. The reducedinterparticle friction can ease the movement of particles in the dieduring consolidation, thereby enhancing the compressibility. The de-gree of reduction in interparticle friction is dependent on themolecularsize of the surfactant, its polarity, the layers of coverage, the particle size,and temperature [7]. Furthermore, the lubricating effect of surfactants ismore pronounced when a shorter milling time is used. After a longmilling duration, the surfactant is decomposed and incorporated intothe powdermatrix. For this reason, the surfactant can no longer preventexcessive cold welding, and favors the formation of agglomerated parti-cles and lowers the green density [26–28].
As seen in Fig. 6 (a1–a4) and (e1–e4), the powder particles ballmilled without the addition of EBS grew in size through agglomeration
91
92
93
94
95
96
97
98
99
100
101
Wei
ght
(%)
Temperature (˚C)
0 wt.% EBS
1 wt.% EBS
2 wt.% EBS
3 wt.% EBS
91
92
93
94
95
96
97
98
99
100
101
0 200 400 600 800 1000
0 200 400 600 800 1000
Wei
ght
(%)
Temperature (˚C)
5 ha
b 10 h
0 wt.% EBS
1 wt.% EBS
2 wt.% EBS
3 wt.% EBS
Fig. 5. TGA profiles of Ti–10Nb–3Mo powders ball milled for 5 and 10 h with different amounts of EBS.
38 K.A. Nazari et al. / Powder Technology 279 (2015) 33–41
by cold welding and clustered into dense regions upon compaction. Theagglomerates are strong enough to withstand deformation duringcompaction. Typically, the agglomerated particles exhibit two stagesof compaction. In the first stage, the larger interparticle pores arecollapsed, whereas the higher pressure stage would result in reductionof the intraparticle pores [7]. However, in case of excessive amount ofsurfactantwith a longmilling time (e.g. 2 and 3wt.% EBS for 10 hmillingtime in the present study), some amount of surfactant remains unde-composed and can aid the fracturing of powders duringmilling process.
As expected, denser green compacts were obtained when the ball-milled powders were compacted under high pressures. Increasingcompacting pressure promotes particle movement and deformation,which are the bases for suitable compressibility and mechanicalinterlocking [13]. For both milling times investigated, the powderscompacted at 1100 MPa exhibited the highest compressibility withthe lowest level of porosity as compared to their counterparts withthe same amount of EBS.
Contrary to our results, it has been reported that at higher compactingpressures, lubricants reduce the green density due to the fact that theyoccupy the available pores and inhibit the full packing [2,29]. Lou et al.[30] found that under high compacting pressures plastic deformationbecomes the dominant mechanism of consolidation and the lubricantinhibits further densification as a result of occupying the pore space,hence, limiting the maximum obtainable density [30].
It is noteworthy that the relative density of the green compactsincreased after sintering. During sintering, the contact area betweenparticles is enlarged by diffusion of atoms, thereby reducing the poresize and aspect ratio of the pore. Throughout sintering, some poresinitially undergo growth because of the non-uniform densificationof agglomerated particles and the priority elimination of the intra-agglomerate regions [31]. It is commonly believed that a large poredoes not shrink during sintering [32,33]. The term “large pore” hasbeen defined by Niu and Pan [33] as the number of grains surroundinga pore, which is known as the coordination number. As a result, a porewill shrink only if its coordination number is less than a critical ratio.For a compact with some pores larger than the critical ratio, the meanpore size may increase during sintering because of the priority shrink-age and disappearance of small pores [31]. In the present study, thelarge pores associated with inter-agglomerate regions remained asresidual porosity in the final sintered materials, whereas smaller poresshrunk and were eliminated during sintering. It was observed that thecompacts made from the ball-milled powders with larger amount ofEBS had a higher sintered density and lower shrinkage.
During the consolidation of green compacts in the lab, the compactsmade with larger amount of EBS tended to fracture and break apartupon removal from the die. These compacts showed low level ofstrength to withstand further handling without damage. The strengthof green compacts depends mainly on mechanical interlocking of
500 MPa 700 MPa 900 MPa 1100 MPa
0 wt.%
EBS
1 wt.%
EBS
2 wt.%
EBS
3 wt.%
EBS
500 MPa 700 MPa 900 MPa 1100 MPa
EBS
1 wt.%
EBS
2 wt.%
EBS
3 wt.%
EBS
0 wt.%
Fig. 6. SEM images of the cross section of Ti–10Nb–3Mo green compacts prepared from the powders ball milled for 5 h (a1–d4), and 10 h (e1–h4) with different amounts of EBS andcompacted under different pressures.
39K.A. Nazari et al. / Powder Technology 279 (2015) 33–41
powder particles, which is favored by irregularities of powder and plas-tic deformation during pressing [2]. Surfactants impair the greenstrength of compacts due to the reduction of friction among individualparticles [4,10,12]. It can thus be concluded that the strength of a com-pact depends on the ratio of surfaces covered with lubricant to the
fraction of surfaces which permit a direct contact between the particlesof the base material [6]. With lower green strength, the compacts aremore susceptible to breaking and chipping at the corners. Typically, sur-factants that show more efficiency in both powder flow and compress-ibility are more detrimental to green strength [13,34].
0.65
0.7
0.75
0.8
0.85
0.9
400 500 600 700 800 900 1000 1100 1200
Rel
ativ
e de
nsit
y
Pressure (MPa)
0 wt.% EBS-5 h
0 wt.% EBS-10 h
1 wt.% EBS-5 h
1 wt.% EBS-10 h
2 wt.% EBS-5 h
2 wt.% EBS-10 h
3 wt.% EBS-5 h
3 wt.% EBS-10 h
Fig. 7. Relationship between relative density and applied pressure of green compacts made from the ball-milled powders with different amounts of EBS.
40 K.A. Nazari et al. / Powder Technology 279 (2015) 33–41
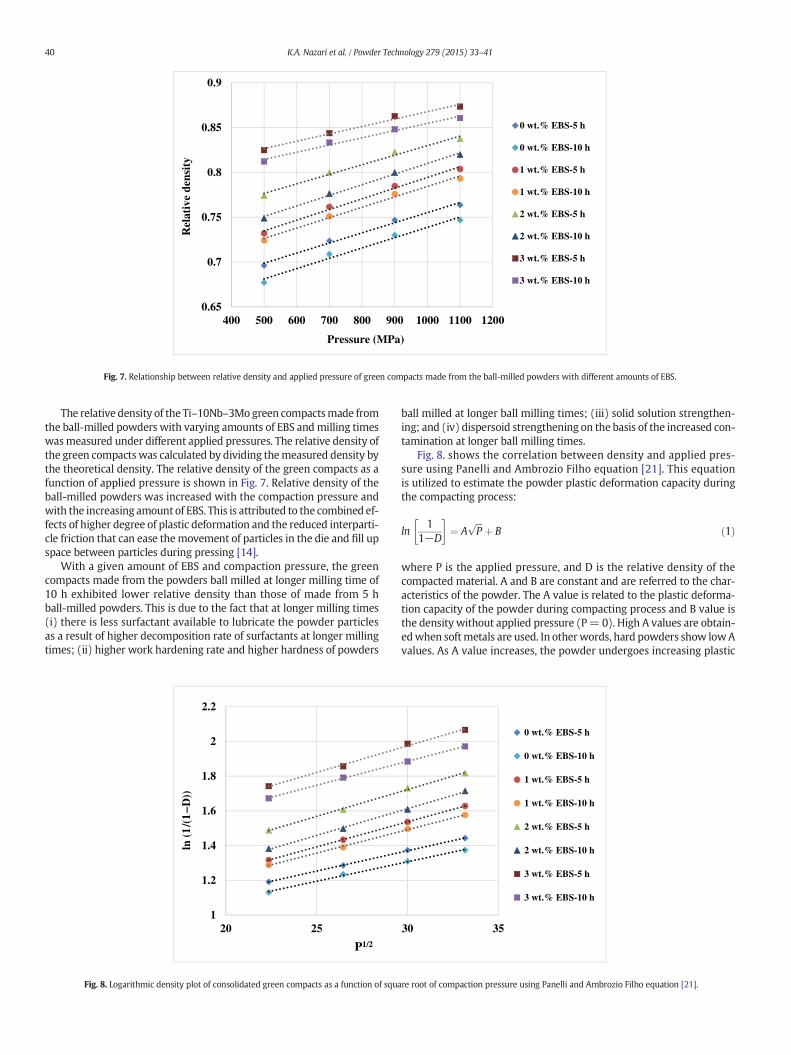
The relative density of the Ti–10Nb–3Mo green compactsmade fromthe ball-milled powders with varying amounts of EBS andmilling timeswasmeasured under different applied pressures. The relative density ofthe green compacts was calculated by dividing themeasured density bythe theoretical density. The relative density of the green compacts as afunction of applied pressure is shown in Fig. 7. Relative density of theball-milled powders was increased with the compaction pressure andwith the increasing amount of EBS. This is attributed to the combined ef-fects of higher degree of plastic deformation and the reduced interparti-cle friction that can ease themovement of particles in the die and fill upspace between particles during pressing [14].
With a given amount of EBS and compaction pressure, the greencompacts made from the powders ball milled at longer milling time of10 h exhibited lower relative density than those of made from 5 hball-milled powders. This is due to the fact that at longer milling times(i) there is less surfactant available to lubricate the powder particlesas a result of higher decomposition rate of surfactants at longer millingtimes; (ii) higher work hardening rate and higher hardness of powders
1
1.2
1.4
1.6
1.8
2
2.2
20 25
ln (
1/(
1−D
))
P1/2
Fig. 8. Logarithmic density plot of consolidated green compacts as a function of squa
ball milled at longer ball milling times; (iii) solid solution strengthen-ing; and (iv) dispersoid strengthening on the basis of the increased con-tamination at longer ball milling times.
Fig. 8. shows the correlation between density and applied pres-sure using Panelli and Ambrozio Filho equation [21]. This equationis utilized to estimate the powder plastic deformation capacity duringthe compacting process:
ln1
1−D
� �¼ A
ffiffiffiP
pþ B ð1Þ
where P is the applied pressure, and D is the relative density of thecompacted material. A and B are constant and are referred to the char-acteristics of the powder. The A value is related to the plastic deforma-tion capacity of the powder during compacting process and B value isthe density without applied pressure (P= 0). High A values are obtain-edwhen softmetals are used. In otherwords, hard powders show lowAvalues. As A value increases, the powder undergoes increasing plastic
30 35
0 wt.% EBS-5 h
0 wt.% EBS-10 h
1 wt.% EBS-5 h
1 wt.% EBS-10 h
2 wt.% EBS-5 h
2 wt.% EBS-10 h
3 wt.% EBS-5 h
3 wt.% EBS-10 h
re root of compaction pressure using Panelli and Ambrozio Filho equation [21].

Table 2The fitting constants (A and B) and linear correlation coefficient (R2) of the Panelli andAmbrozio Filho equation for the powder particles ball milled with different amounts ofEBS after 5 and 10 h milling [21].
Sample 5 h 10 h
A B R2 A B R2
0 wt.% EBS 0.022 0.662 0.994 0.021 0.617 0.9491 wt.% EBS 0.029 0.666 0.999 0.026 0.683 0.9992 wt.% EBS 0.031 0.796 0.998 0.030 0.699 0.9993 wt.% EBS 0.033 1.044 0.998 0.032 0.829 0.995
41K.A. Nazari et al. / Powder Technology 279 (2015) 33–41
deformation during compaction [21,35]. The characteristics con-stants and linear correlation coefficient (R2) of the ball-milled pow-ders with different amounts of EBS and at two milling times aresummarized in Table 2. It is notable that parameter A is the slope oflines and parameter B is the intercept of lines. The correlation coeffi-cient, R2, is a number from 0 to 1 that describes howwell a regressionline fits a data set. A regression line is most accurate when its R2
value is 1 or near 1. The powder ball milled with the addition of3 wt.% EBS showed the highest A value for each milling time as an in-dicative of the higher plastic deformation capacity. In case of usinglarge amounts of surfactant, the whole surface area of the particlesare covered with surfactant and the inter-particle friction duringpressing is significantly reduced [1].
Fogagnolo et al. [19] observed that the flattened particles obtain-ed at short milling times show higher A values. This indicates that inspite of the adverse effect of work hardening in deformation capacityof ball-milled powders, the flattened morphology dominates overthe work hardening and, thus, provides a higher deformation capac-ity during powder compacting. Compared to elementally blendedpowders, the ball-milled powders show lower deformation capacitydue to work hardening effect, dispersoid and solid solution strength-ening and possible agglomeration of powders. Sivasankaran and hisco-workers [36] demonstrated a decrease in A values by reinforcingAl 6061 alloy with TiO2 particles. They also correlated the higher Avalues of the unreinforced alloys with the irregular morphologyand soft ductile nature of particles. The increasing A values with in-creasing EBS stems from the lubricating effect of EBS in reductionof interparticle friction. It should also be noted that the low deforma-tion capacity of the powder particles ball milled without the additionof EBS for two milling times investigated, can also be associated withthe presence of sphere-shaped agglomerates which deteriorates thedeformation capacity of the powder particles.
4. Conclusion
The present study investigated the combined effects of surfactantaddition and ball milling on the compressibility of Ti–10Nb–3Mo alloy.Without the addition of surfactant (i.e. EBS), the initially irregular ele-mental powders grew in size and became spherical-shaped agglomer-ates after 5 and 10 h ball milling. The presence of agglomeratedparticles deteriorated compressibility due to the resistance of particlesagainst filling up the pores among the structure. At a given compactionpressure, the green compacts made from the ball-milled powders withlarger amount of surfactant showed significantly higher relative densitythan those of compacts with no surfactant addition. The lubricatingeffect of surfactants was more pronounced when a shorter millingtime of 5 h was used. During ball milling (in particular at longer millingtime), the surfactant was decomposed and contaminated the ball-milled powders with mostly C and O. The level of contaminationincreased with increasing the amount of surfactant and milling time.Panelli and Embrozio Filho equation was found to be adequate toexplain the powder compressibility with an increasing amount ofsurfactant.
References
[1] A. Nouri, C. Wen, Surfactants in mechanical alloying/milling: a catch-22 situation,Crit. Rev. Solid State Mater. Sci. 39 (2014) 81–108.
[2] O.D. Neikov, D.V. Lotsko, V.G. Gopienko, Powder characterization and testing, in:O.D. Neikov, S.S. Naboychenko, G. Dowson (Eds.), Handbook of Non-Ferrous MetalPowders, Elsevier, Oxford, UK 2009, pp. 7–44.
[3] Y.Y. Li, T.L. Ngai, D.T. Zhang, Y. Long, W. Xia, Effect of die wall lubrication onwarm compaction powder metallurgy, J. Mater. Process. Technol. 129 (2002)354–358.
[4] R.K. Enneti, A. Lusin, S. Kumar, R.M. German, S.V. Atre, Effects of lubricant on greenstrength, compressibility and ejection of parts in die compaction process, PowderTechnol. 233 (2013) 22–29.
[5] A. Simchi, Effects of lubrication procedure on the consolidation, sintering andmicro-structural features of powder compacts, Mater. Des. 24 (2003) 585–594.
[6] U. Klemm, D. Sobek, Influence of admixing of lubricants on compressibility andcompactibility of uranium dioxide powders, Powder Technol. 57 (1989) 135–142.
[7] R.M. German, Particle Packing Characteristics, Metal Powder Industries Federation,Princeton, NJ, 1989.
[8] S.S.M. Nor, M.M. Rahman, F. Tarlochan, B. Shahida, A.K. Ariffin, The effect of lubrica-tion in reducing net friction in warm powder compaction process, J. Mater. Process.Technol. 207 (2008) 118–124.
[9] F.J. Semel, S.H. Luk, Iron-based powder mixtures containing binder-lubricant, U.S.patent 5,298,055, 1994.
[10] H.S. Huang, Y.C. Lin, K.S. Hwang, Effect of lubricant addition on the powder proper-ties and compacting performance of spray-dried molybdenum powders, Int. J.Refract. Met. Hard 20 (2002) 175–180.
[11] W. Kehl, M. Bugajska, H.F. Fischmeister, Internal or die wall lubrication for compactionof Al powders? Powder Metall. 26 (1983) 221.
[12] L.P. Lefebvre, Y. Thomas, B. White, Effects of lubricants and compacting pressure onthe processability and properties of aluminum P/M parts, J. Light. Met. 2 (2002)239–246.
[13] S. Lampman, Compressibility and compactibility of metal powders, Powder MetalTechnologies and Applications, vol. 7, ASM International, 1998. 704–716.
[14] R. Karunanithi, D. Ghosh, K.S. Ghosh, S. Bera, Influence of particle size of the disper-soid on compressibility and sinterability of TiO2 dispersed Al 7075 alloy compositesprepared by mechanical milling, Adv. Powder Technol. 25 (2014) 1500–1509.
[15] H. Arik, M. Turker, Production and characterization of in situ Fe–Fe3C compositeproduced by mechanical alloying, Mater. Des. 28 (2007) 140–146.
[16] N. Zhao, P. Nash, X. Yang, The effect of mechanical alloying on SiC distributionand the properties of 6061 aluminum composite, J. Mater. Process. Technol. 170(2005) 586–592.
[17] S.A. Hewitt, K.A. Kibble, Effects of ball milling time on the synthesis and consolida-tion of nanostructured WC–Co composites, Int. J. Refract. Met. Hard 27 (2009)937–948.
[18] K. Gan, M. Gu, The compressibility of Cu/SiCp powder prepared by high-energy ballmilling, J. Mater. Process. Technol. 199 (2008) 173–177.
[19] J.B. Fogagnolo, E.M. Ruiz-Navas, M.H. Robert, J.M. Torralba, The effects of mechanicalalloying on the compressibility of aluminium matrix composite powder, Mater. Sci.Eng. A 355 (2003) 50–55.
[20] J. Lou, B. Gabbitas, D. Zhang, Improving the uniformity in mechanical properties of asintered Ti compact using a trace amount of internal lubricant, J. Mater. Process.Technol. 214 (2014) 1798–1805.
[21] R. Panelli, F. Ambrozio Filho, Compaction equation and its use to describe powderconsolidation behaviour, Powder Metall. 41 (1998) 131–133.
[22] L. Lü, M.O. Lai, Mechanical Alloying, Kluwer Academic Publishers, Boston, 1998.[23] K.A. Nazari, A. Nouri, T. Hilditch, The addition of a surfactant at regular time intervals
in the mechanical alloying process, J. Alloys Compd. 615 (2014) 47–55.[24] A.D. Jatkar, P.S. Gilman, R.C. Benn, Mechanical alloying, United States patent, 1986.[25] J.R. Groza, R.J. Dowding, Nanoparticulate materials densification, Nanostruct. Mater.
7 (1996) 749–768.[26] A. Nouri, X.B. Chen, Y.C. Li, Y. Yamada, P.D. Hodgson, C.E. Wen, Synthesis of Ti–Sn–
Nb alloy by powder metallurgy, Mater. Sci. Eng. A 485 (2008) 562–570.[27] A. Nouri, P.D. Hodgson, C.E.Wen, Effect of process control agent on the porous struc-
ture andmechanical properties of a biomedical Ti–Sn–Nb alloy produced by powdermetallurgy, Acta Biomater. 6 (2010) 1630–1639.
[28] S. Kleiner, F. Bertocco, F.A. Khalid, O. Beffort, Decomposition of process controlagent during mechanical milling and its influence on displacement reactions inthe Al–TiO2 system, Mater. Chem. Phys. 89 (2005) 362–366.
[29] J.R. Davis, Copper and Copper Alloys, ASM International, Materials Park, OH, 2001.[30] J. Lou, B. Gabbitas, D. Zhang, Effects of lubrication on the powder metallurgy
processing of titanium, Key Eng. Mater. 520 (2012) 133–138.[31] J. Zheng, J.S. Reed, Effects of particle packing characteristics on solid-state sintering,
J. Am. Ceram. Soc. 72 (1989) 810–817.[32] R.M. German, Sintering Theory and Practice, JohnWiley & Sons Inc., NewYork, 1996.[33] W. Niu, J. Pan, Computer modelling of sintering: theory and examples, in: Z.Z. Fang
(Ed.), Sintering of Advanced Materials: Fundamental and Processes, WoodheadPublishing, Cambridge, UK 2010, pp. 86–109.
[34] E. Klar, P.K. Samal, Powder Metallurgy Stainless Steels: Processing, Microstructures,and Properties, ASM International, 2007.
[35] R. Panelli, F. Ambrozio Filho, A study of a new phenomenological compacting equa-tion, Powder Technol. 114 (2001) 255–261.
[36] S. Sivasankaran, K. Sivaprasad, R. Narayanasamy, V.K. Iyer, An investigation onflowability and compressibility of AA 6061100− x− x wt.% TiO2 micro and nano-composite powder prepared by blending and mechanical alloying, Powder Technol.201 (2010) 70–82.




















