Study of the degradation of power generation combustion components at elevated temperature
8
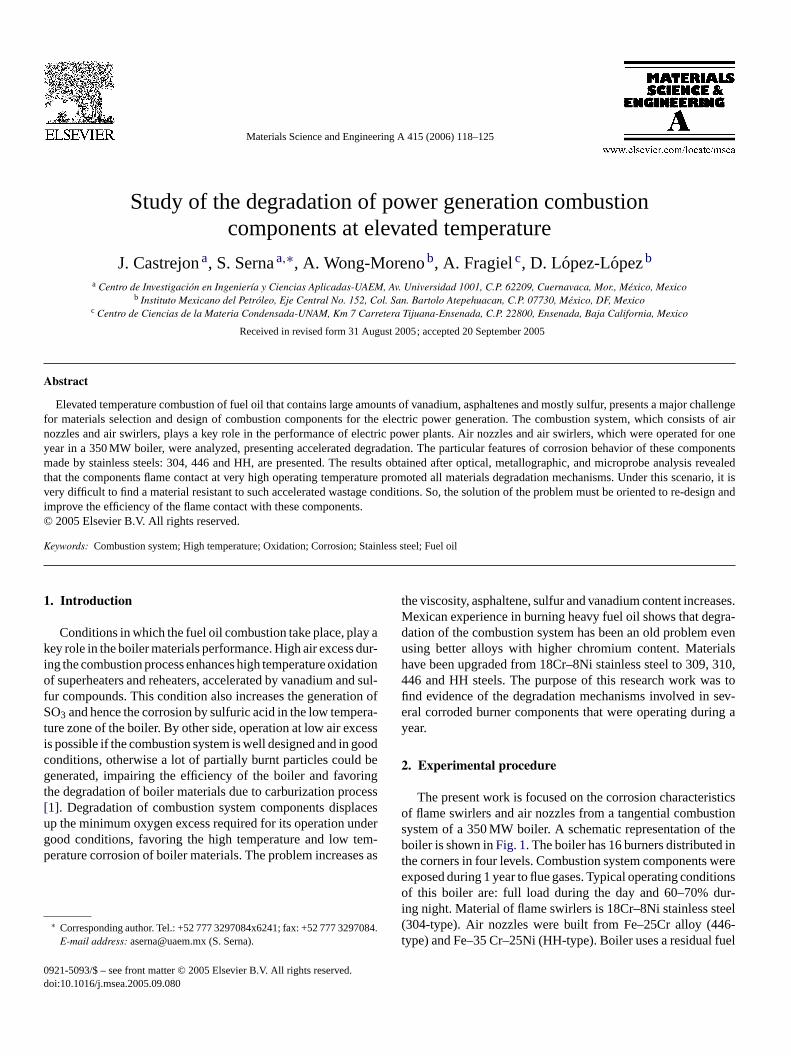
Materials Science and Engineering A 415 (2006) 118–125 Study of the degradation of power generation combustion components at elevated temperature J. Castrejon a , S. Serna a,∗ , A. Wong-Moreno b , A. Fragiel c , D. L ´ opez-L´ opez b a Centro de Investigaci´ on en Ingenier´ ıa y Ciencias Aplicadas-UAEM, Av. Universidad 1001, C.P. 62209, Cuernavaca, Mor., M´ exico, Mexico b Instituto Mexicano del Petr´ oleo, Eje Central No. 152, Col. San. Bartolo Atepehuacan, C.P. 07730, M´ exico, DF, Mexico c Centro de Ciencias de la Materia Condensada-UNAM, Km 7 Carretera Tijuana-Ensenada, C.P. 22800, Ensenada, Baja California, Mexico Received in revised form 31 August 2005; accepted 20 September 2005 Abstract Elevated temperature combustion of fuel oil that contains large amounts of vanadium, asphaltenes and mostly sulfur, presents a major challenge for materials selection and design of combustion components for the electric power generation. The combustion system, which consists of air nozzles and air swirlers, plays a key role in the performance of electric power plants. Air nozzles and air swirlers, which were operated for one year in a 350 MW boiler, were analyzed, presenting accelerated degradation. The particular features of corrosion behavior of these components made by stainless steels: 304, 446 and HH, are presented. The results obtained after optical, metallographic, and microprobe analysis revealed that the components flame contact at very high operating temperature promoted all materials degradation mechanisms. Under this scenario, it is very difficult to find a material resistant to such accelerated wastage conditions. So, the solution of the problem must be oriented to re-design and improve the efficiency of the flame contact with these components. © 2005 Elsevier B.V. All rights reserved. Keywords: Combustion system; High temperature; Oxidation; Corrosion; Stainless steel; Fuel oil 1. Introduction Conditions in which the fuel oil combustion take place, play a key role in the boiler materials performance. High air excess dur- ing the combustion process enhances high temperature oxidation of superheaters and reheaters, accelerated by vanadium and sul- fur compounds. This condition also increases the generation of SO 3 and hence the corrosion by sulfuric acid in the low tempera- ture zone of the boiler. By other side, operation at low air excess is possible if the combustion system is well designed and in good conditions, otherwise a lot of partially burnt particles could be generated, impairing the efficiency of the boiler and favoring the degradation of boiler materials due to carburization process [1]. Degradation of combustion system components displaces up the minimum oxygen excess required for its operation under good conditions, favoring the high temperature and low tem- perature corrosion of boiler materials. The problem increases as ∗ Corresponding author. Tel.: +52 777 3297084x6241; fax: +52 777 3297084. E-mail address: [email protected] (S. Serna). the viscosity, asphaltene, sulfur and vanadium content increases. Mexican experience in burning heavy fuel oil shows that degra- dation of the combustion system has been an old problem even using better alloys with higher chromium content. Materials have been upgraded from 18Cr–8Ni stainless steel to 309, 310, 446 and HH steels. The purpose of this research work was to find evidence of the degradation mechanisms involved in sev- eral corroded burner components that were operating during a year. 2. Experimental procedure The present work is focused on the corrosion characteristics of flame swirlers and air nozzles from a tangential combustion system of a 350 MW boiler. A schematic representation of the boiler is shown in Fig. 1. The boiler has 16 burners distributed in the corners in four levels. Combustion system components were exposed during 1 year to flue gases. Typical operating conditions of this boiler are: full load during the day and 60–70% dur- ing night. Material of flame swirlers is 18Cr–8Ni stainless steel (304-type). Air nozzles were built from Fe–25Cr alloy (446- type) and Fe–35 Cr–25Ni (HH-type). Boiler uses a residual fuel 0921-5093/$ – see front matter © 2005 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2005.09.080
Transcript of Study of the degradation of power generation combustion components at elevated temperature
Materials Science and Engineering A 415 (2006) 118–125
Study of the degradation of power generation combustioncomponents at elevated temperature
J. Castrejona, S. Sernaa,∗, A. Wong-Morenob, A. Fragielc, D. Lopez-Lopezb
a Centro de Investigacion en Ingenierıa y Ciencias Aplicadas-UAEM, Av. Universidad 1001, C.P. 62209, Cuernavaca, Mor., Mexico, Mexicob Instituto Mexicano del Petroleo, Eje Central No. 152, Col. San. Bartolo Atepehuacan, C.P. 07730, Mexico, DF, Mexico
c Centro de Ciencias de la Materia Condensada-UNAM, Km 7 Carretera Tijuana-Ensenada, C.P. 22800, Ensenada, Baja California, Mexico
Received in revised form 31 August 2005; accepted 20 September 2005
Abstract
Elevated temperature combustion of fuel oil that contains large amounts of vanadium, asphaltenes and mostly sulfur, presents a major challengefor materials selection and design of combustion components for the electric power generation. The combustion system, which consists of airnozzles and air swirlers, plays a key role in the performance of electric power plants. Air nozzles and air swirlers, which were operated for oneyear in a 350 MW boiler, were analyzed, presenting accelerated degradation. The particular features of corrosion behavior of these componentsm ysis revealedt cenario, it isv -design andi©
K
1
kiofSticgt[ugp
ases.gra-evenials, 310,as tosev-ing a
isticsstionf theinwereitionsur-teel46-
0d
ade by stainless steels: 304, 446 and HH, are presented. The results obtained after optical, metallographic, and microprobe analhat the components flame contact at very high operating temperature promoted all materials degradation mechanisms. Under this sery difficult to find a material resistant to such accelerated wastage conditions. So, the solution of the problem must be oriented to remprove the efficiency of the flame contact with these components.
2005 Elsevier B.V. All rights reserved.
eywords: Combustion system; High temperature; Oxidation; Corrosion; Stainless steel; Fuel oil
. Introduction
Conditions in which the fuel oil combustion take place, play aey role in the boiler materials performance. High air excess dur-ng the combustion process enhances high temperature oxidationf superheaters and reheaters, accelerated by vanadium and sul-
ur compounds. This condition also increases the generation ofO3 and hence the corrosion by sulfuric acid in the low tempera-
ure zone of the boiler. By other side, operation at low air excesss possible if the combustion system is well designed and in goodonditions, otherwise a lot of partially burnt particles could beenerated, impairing the efficiency of the boiler and favoring
he degradation of boiler materials due to carburization process1]. Degradation of combustion system components displacesp the minimum oxygen excess required for its operation underood conditions, favoring the high temperature and low tem-erature corrosion of boiler materials. The problem increases as
∗ Corresponding author. Tel.: +52 777 3297084x6241; fax: +52 777 3297084.
the viscosity, asphaltene, sulfur and vanadium content increMexican experience in burning heavy fuel oil shows that dedation of the combustion system has been an old problemusing better alloys with higher chromium content. Materhave been upgraded from 18Cr–8Ni stainless steel to 309446 and HH steels. The purpose of this research work wfind evidence of the degradation mechanisms involved ineral corroded burner components that were operating duryear.
2. Experimental procedure
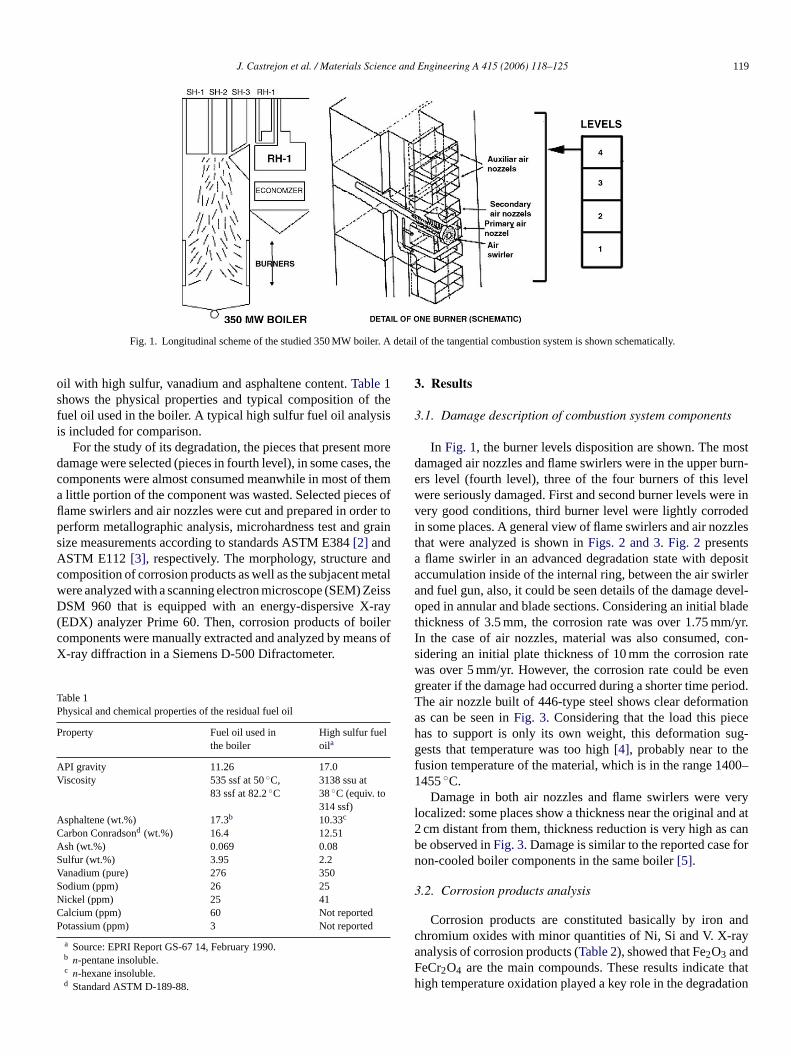
The present work is focused on the corrosion characterof flame swirlers and air nozzles from a tangential combusystem of a 350 MW boiler. A schematic representation oboiler is shown inFig. 1. The boiler has 16 burners distributedthe corners in four levels. Combustion system componentsexposed during 1 year to flue gases. Typical operating condof this boiler are: full load during the day and 60–70% ding night. Material of flame swirlers is 18Cr–8Ni stainless s(304-type). Air nozzles were built from Fe–25Cr alloy (4
E-mail address: [email protected] (S. Serna). type) and Fe–35 Cr–25Ni (HH-type). Boiler uses a residual fuel
921-5093/$ – see front matter © 2005 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2005.09.080
J. Castrejon et al. / Materials Science and Engineering A 415 (2006) 118–125 119
Fig. 1. Longitudinal scheme of the studied 350 MW boiler. A detail of the tangential combustion system is shown schematically.
oil with high sulfur, vanadium and asphaltene content.Table 1shows the physical properties and typical composition of thefuel oil used in the boiler. A typical high sulfur fuel oil analysisis included for comparison.
For the study of its degradation, the pieces that present moredamage were selected (pieces in fourth level), in some cases, thecomponents were almost consumed meanwhile in most of thema little portion of the component was wasted. Selected pieces offlame swirlers and air nozzles were cut and prepared in order toperform metallographic analysis, microhardness test and grainsize measurements according to standards ASTM E384[2] andASTM E112[3], respectively. The morphology, structure andcomposition of corrosion products as well as the subjacent metalwere analyzed with a scanning electron microscope (SEM) ZeissDSM 960 that is equipped with an energy-dispersive X-ray(EDX) analyzer Prime 60. Then, corrosion products of boilercomponents were manually extracted and analyzed by means ofX-ray diffraction in a Siemens D-500 Difractometer.
Table 1Physical and chemical properties of the residual fuel oil
Property Fuel oil used inthe boiler
High sulfur fueloila
API gravity 11.26 17.0Viscosity 535 ssf at 50◦C, 3138 ssu at
ACASVSNCP
3. Results
3.1. Damage description of combustion system components
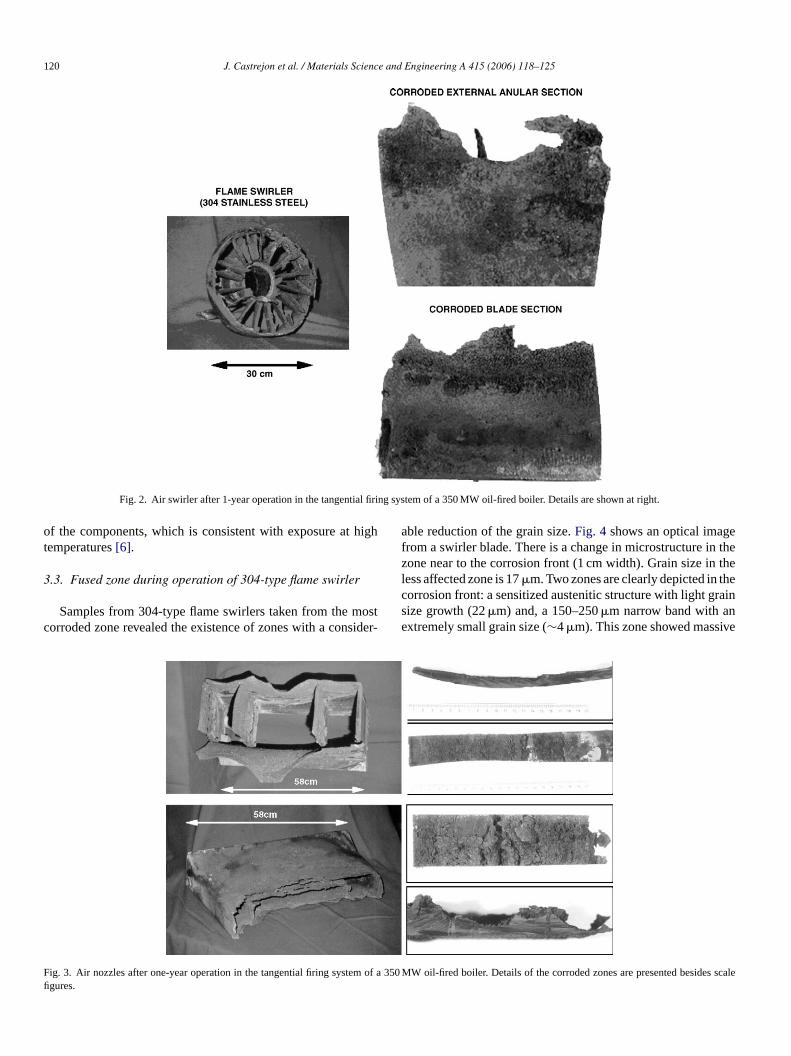
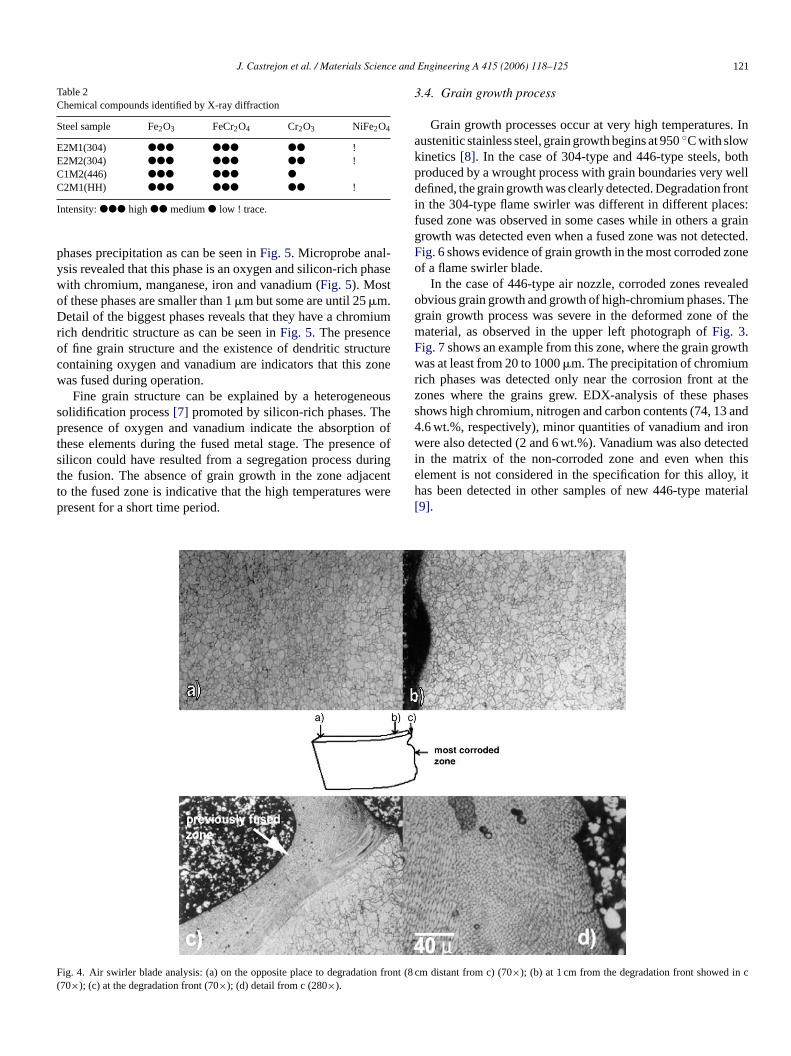
In Fig. 1, the burner levels disposition are shown. The mostdamaged air nozzles and flame swirlers were in the upper burn-ers level (fourth level), three of the four burners of this levelwere seriously damaged. First and second burner levels were invery good conditions, third burner level were lightly corrodedin some places. A general view of flame swirlers and air nozzlesthat were analyzed is shown inFigs. 2 and 3. Fig. 2 presentsa flame swirler in an advanced degradation state with depositaccumulation inside of the internal ring, between the air swirlerand fuel gun, also, it could be seen details of the damage devel-oped in annular and blade sections. Considering an initial bladethickness of 3.5 mm, the corrosion rate was over 1.75 mm/yr.In the case of air nozzles, material was also consumed, con-sidering an initial plate thickness of 10 mm the corrosion ratewas over 5 mm/yr. However, the corrosion rate could be evengreater if the damage had occurred during a shorter time period.The air nozzle built of 446-type steel shows clear deformationas can be seen inFig. 3. Considering that the load this piecehas to support is only its own weight, this deformation sug-gests that temperature was too high[4], probably near to thefusion temperature of the material, which is in the range 1400–1455◦C.
veryl nd at2 canb forn
3
andc ayaF thath ation
83 ssf at 82.2◦C 38◦C (equiv. to314 ssf)
sphaltene (wt.%) 17.3b 10.33c
arbon Conradsond (wt.%) 16.4 12.51sh (wt.%) 0.069 0.08ulfur (wt.%) 3.95 2.2anadium (pure) 276 350odium (ppm) 26 25ickel (ppm) 25 41alcium (ppm) 60 Not reportedotassium (ppm) 3 Not reported
a Source: EPRI Report GS-67 14, February 1990.b n-pentane insoluble.c n-hexane insoluble.d Standard ASTM D-189-88.
Damage in both air nozzles and flame swirlers wereocalized: some places show a thickness near the original acm distant from them, thickness reduction is very high ase observed inFig. 3. Damage is similar to the reported caseon-cooled boiler components in the same boiler[5].
.2. Corrosion products analysis
Corrosion products are constituted basically by ironhromium oxides with minor quantities of Ni, Si and V. X-rnalysis of corrosion products (Table 2), showed that Fe2O3 andeCr2O4 are the main compounds. These results indicateigh temperature oxidation played a key role in the degrad
120 J. Castrejon et al. / Materials Science and Engineering A 415 (2006) 118–125
Fig. 2. Air swirler after 1-year operation in the tangential firing system of a 350 MW oil-fired boiler. Details are shown at right.
of the components, which is consistent with exposure at hightemperatures[6].
3.3. Fused zone during operation of 304-type flame swirler
Samples from 304-type flame swirlers taken from the mostcorroded zone revealed the existence of zones with a consider-
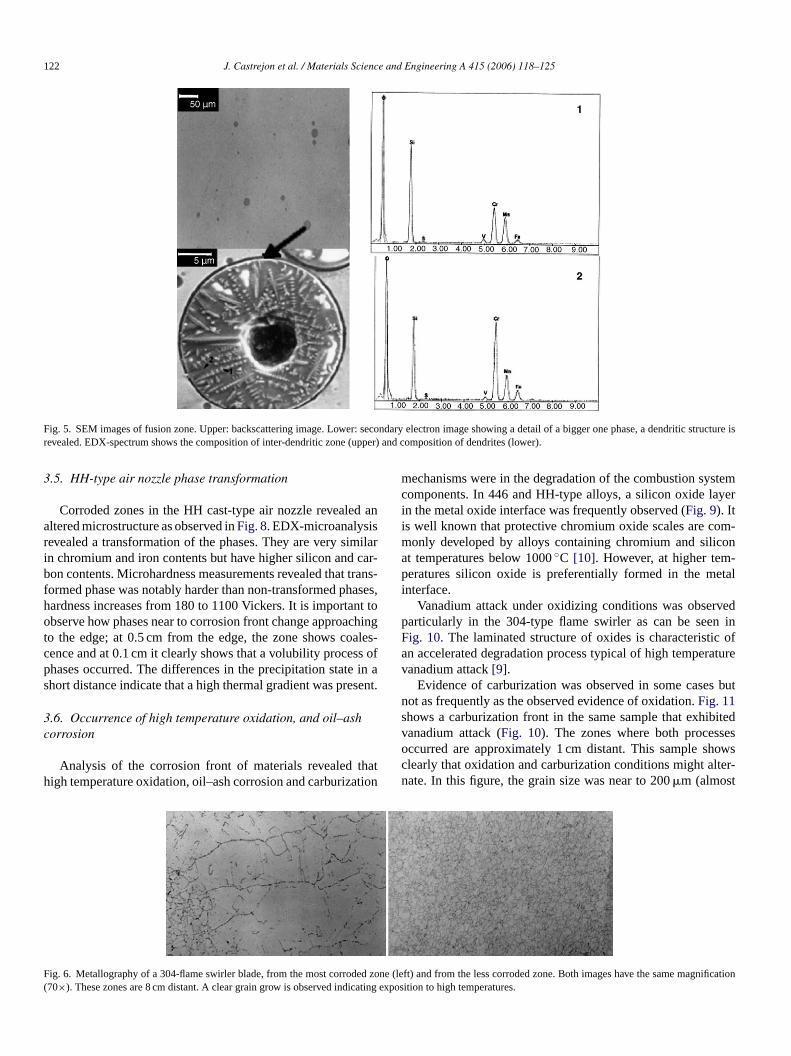
able reduction of the grain size.Fig. 4 shows an optical imagefrom a swirler blade. There is a change in microstructure in thezone near to the corrosion front (1 cm width). Grain size in theless affected zone is 17�m. Two zones are clearly depicted in thecorrosion front: a sensitized austenitic structure with light grainsize growth (22�m) and, a 150–250�m narrow band with anextremely small grain size (∼4�m). This zone showed massive
F m of esfi
ig. 3. Air nozzles after one-year operation in the tangential firing systegures.
a 350 MW oil-fired boiler. Details of the corroded zones are presented bides scale
J. Castrejon et al. / Materials Science and Engineering A 415 (2006) 118–125 121
Table 2Chemical compounds identified by X-ray diffraction
Steel sample Fe2O3 FeCr2O4 Cr2O3 NiFe2O4
E2M1(304) ��� ��� �� !E2M2(304) ��� ��� �� !C1M2(446) ��� ��� �
C2M1(HH) ��� ��� �� !
Intensity:��� high �� medium� low ! trace.
phases precipitation as can be seen inFig. 5. Microprobe anal-ysis revealed that this phase is an oxygen and silicon-rich phasewith chromium, manganese, iron and vanadium (Fig. 5). Mostof these phases are smaller than 1�m but some are until 25�m.Detail of the biggest phases reveals that they have a chromiumrich dendritic structure as can be seen inFig. 5. The presenceof fine grain structure and the existence of dendritic structurecontaining oxygen and vanadium are indicators that this zonewas fused during operation.
Fine grain structure can be explained by a heterogeneoussolidification process[7] promoted by silicon-rich phases. Thepresence of oxygen and vanadium indicate the absorption ofthese elements during the fused metal stage. The presence ofsilicon could have resulted from a segregation process duringthe fusion. The absence of grain growth in the zone adjacentto the fused zone is indicative that the high temperatures werepresent for a short time period.
3.4. Grain growth process
Grain growth processes occur at very high temperatures. Inaustenitic stainless steel, grain growth begins at 950◦C with slowkinetics[8]. In the case of 304-type and 446-type steels, bothproduced by a wrought process with grain boundaries very welldefined, the grain growth was clearly detected. Degradation frontin the 304-type flame swirler was different in different places:fused zone was observed in some cases while in others a graingrowth was detected even when a fused zone was not detected.Fig. 6shows evidence of grain growth in the most corroded zoneof a flame swirler blade.
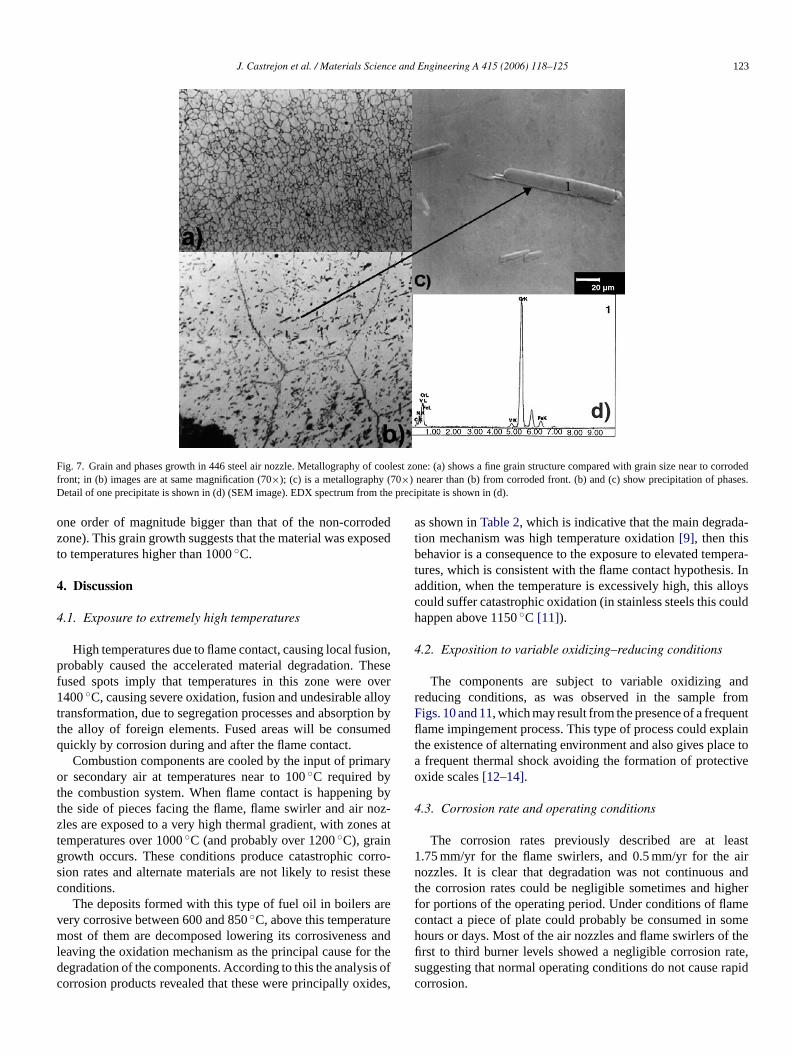
In the case of 446-type air nozzle, corroded zones revealedobvious grain growth and growth of high-chromium phases. Thegrain growth process was severe in the deformed zone of thematerial, as observed in the upper left photograph ofFig. 3.Fig. 7shows an example from this zone, where the grain growthwas at least from 20 to 1000�m. The precipitation of chromiumrich phases was detected only near the corrosion front at thezones where the grains grew. EDX-analysis of these phasesshows high chromium, nitrogen and carbon contents (74, 13 and4.6 wt.%, respectively), minor quantities of vanadium and ironwere also detected (2 and 6 wt.%). Vanadium was also detectedin the matrix of the non-corroded zone and even when thiselement is not considered in the specification for this alloy, ithas been detected in other samples of new 446-type material[
F(
ig. 4. Air swirler blade analysis: (a) on the opposite place to degradation fro70×); (c) at the degradation front (70×); (d) detail from c (280×).
9].
nt (8 cm distant from c) (70×); (b) at 1 cm from the degradation front showed in c
122 J. Castrejon et al. / Materials Science and Engineering A 415 (2006) 118–125
Fig. 5. SEM images of fusion zone. Upper: backscattering image. Lower: secondary electron image showing a detail of a bigger one phase, a dendritic structure isrevealed. EDX-spectrum shows the composition of inter-dendritic zone (upper) and composition of dendrites (lower).
3.5. HH-type air nozzle phase transformation
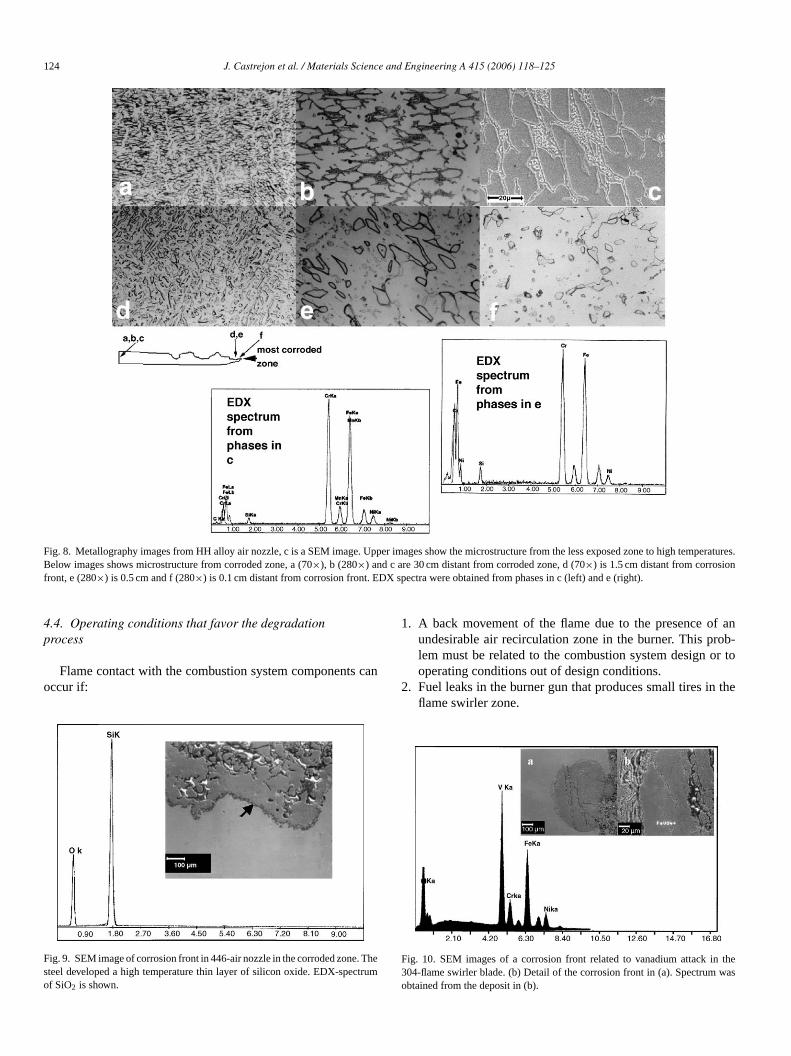
Corroded zones in the HH cast-type air nozzle revealed analtered microstructure as observed inFig. 8. EDX-microanalysisrevealed a transformation of the phases. They are very similarin chromium and iron contents but have higher silicon and car-bon contents. Microhardness measurements revealed that trans-formed phase was notably harder than non-transformed phases,hardness increases from 180 to 1100 Vickers. It is important toobserve how phases near to corrosion front change approachingto the edge; at 0.5 cm from the edge, the zone shows coales-cence and at 0.1 cm it clearly shows that a volubility process ofphases occurred. The differences in the precipitation state in ashort distance indicate that a high thermal gradient was present.
3.6. Occurrence of high temperature oxidation, and oil–ashcorrosion
Analysis of the corrosion front of materials revealed thathigh temperature oxidation, oil–ash corrosion and carburization
mechanisms were in the degradation of the combustion systemcomponents. In 446 and HH-type alloys, a silicon oxide layerin the metal oxide interface was frequently observed (Fig. 9). Itis well known that protective chromium oxide scales are com-monly developed by alloys containing chromium and siliconat temperatures below 1000◦C [10]. However, at higher tem-peratures silicon oxide is preferentially formed in the metalinterface.
Vanadium attack under oxidizing conditions was observedparticularly in the 304-type flame swirler as can be seen inFig. 10. The laminated structure of oxides is characteristic ofan accelerated degradation process typical of high temperaturevanadium attack[9].
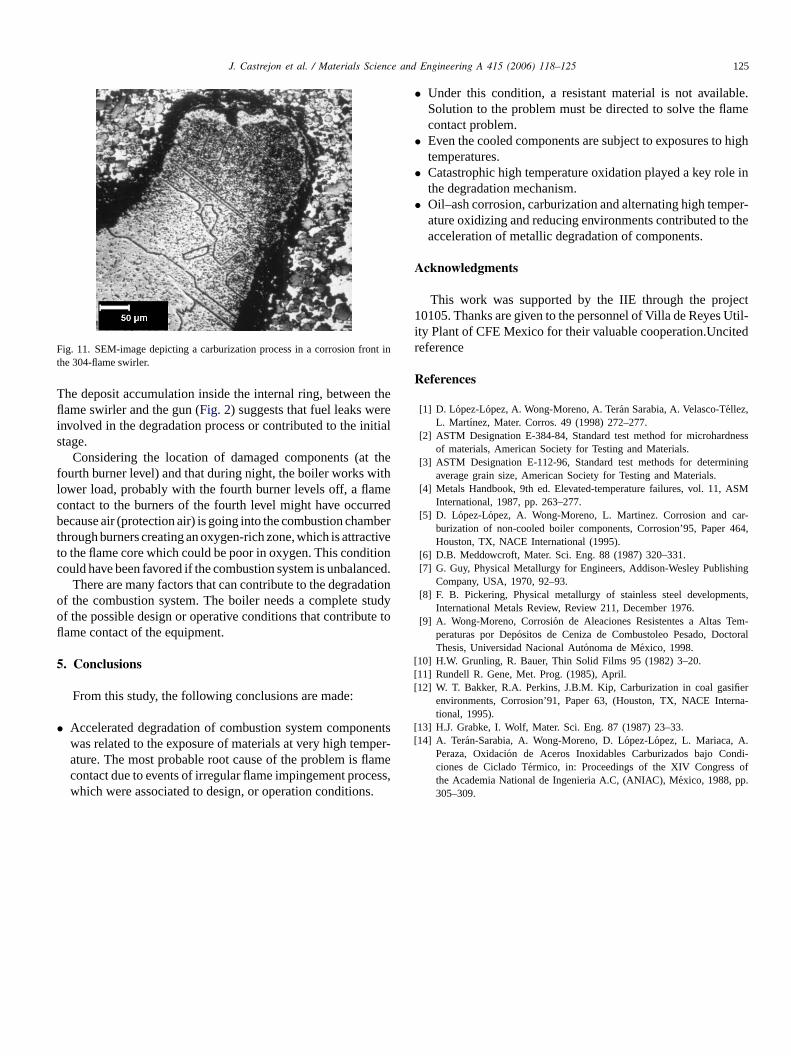
Evidence of carburization was observed in some cases butnot as frequently as the observed evidence of oxidation.Fig. 11shows a carburization front in the same sample that exhibitedvanadium attack (Fig. 10). The zones where both processesoccurred are approximately 1 cm distant. This sample showsclearly that oxidation and carburization conditions might alter-nate. In this figure, the grain size was near to 200�m (almost
F ed zo agnific( ating
ig. 6. Metallography of a 304-flame swirler blade, from the most corrod70×). These zones are 8 cm distant. A clear grain grow is observed indic
ne (left) and from the less corroded zone. Both images have the same mationexposition to high temperatures.
J. Castrejon et al. / Materials Science and Engineering A 415 (2006) 118–125 123
Fig. 7. Grain and phases growth in 446 steel air nozzle. Metallography of coolest zone: (a) shows a fine grain structure compared with grain size near to corrodedfront; in (b) images are at same magnification (70×); (c) is a metallography (70×) nearer than (b) from corroded front. (b) and (c) show precipitation of phases.Detail of one precipitate is shown in (d) (SEM image). EDX spectrum from the precipitate is shown in (d).
one order of magnitude bigger than that of the non-corrodedzone). This grain growth suggests that the material was exposedto temperatures higher than 1000◦C.
4. Discussion
4.1. Exposure to extremely high temperatures
High temperatures due to flame contact, causing local fusion,probably caused the accelerated material degradation. Thesefused spots imply that temperatures in this zone were over1400◦C, causing severe oxidation, fusion and undesirable alloytransformation, due to segregation processes and absorption bythe alloy of foreign elements. Fused areas will be consumedquickly by corrosion during and after the flame contact.
Combustion components are cooled by the input of primaryor secondary air at temperatures near to 100◦C required bythe combustion system. When flame contact is happening bythe side of pieces facing the flame, flame swirler and air noz-zles are exposed to a very high thermal gradient, with zones attemperatures over 1000◦C (and probably over 1200◦C), graingrowth occurs. These conditions produce catastrophic corro-sion rates and alternate materials are not likely to resist theseconditions.
The deposits formed with this type of fuel oil in boilers arevery corrosive between 600 and 850◦C, above this temperaturem s anl r thed sis oc ides
as shown inTable 2, which is indicative that the main degrada-tion mechanism was high temperature oxidation[9], then thisbehavior is a consequence to the exposure to elevated tempera-tures, which is consistent with the flame contact hypothesis. Inaddition, when the temperature is excessively high, this alloyscould suffer catastrophic oxidation (in stainless steels this couldhappen above 1150◦C [11]).
4.2. Exposition to variable oxidizing–reducing conditions
The components are subject to variable oxidizing andreducing conditions, as was observed in the sample fromFigs. 10 and 11, which may result from the presence of a frequentflame impingement process. This type of process could explainthe existence of alternating environment and also gives place toa frequent thermal shock avoiding the formation of protectiveoxide scales[12–14].
4.3. Corrosion rate and operating conditions
The corrosion rates previously described are at least1.75 mm/yr for the flame swirlers, and 0.5 mm/yr for the airnozzles. It is clear that degradation was not continuous andthe corrosion rates could be negligible sometimes and higherfor portions of the operating period. Under conditions of flamecontact a piece of plate could probably be consumed in someh f thefi ate,s rapidc
ost of them are decomposed lowering its corrosiveneseaving the oxidation mechanism as the principal cause foegradation of the components. According to this the analyorrosion products revealed that these were principally ox
d
f,
ours or days. Most of the air nozzles and flame swirlers orst to third burner levels showed a negligible corrosion ruggesting that normal operating conditions do not causeorrosion.
124 J. Castrejon et al. / Materials Science and Engineering A 415 (2006) 118–125
Fig. 8. Metallography images from HH alloy air nozzle, c is a SEM image. Upper images show the microstructure from the less exposed zone to high temperatures.Below images shows microstructure from corroded zone, a (70×), b (280×) and c are 30 cm distant from corroded zone, d (70×) is 1.5 cm distant from corrosionfront, e (280×) is 0.5 cm and f (280×) is 0.1 cm distant from corrosion front. EDX spectra were obtained from phases in c (left) and e (right).
4.4. Operating conditions that favor the degradationprocess
Flame contact with the combustion system components canoccur if:
Fig. 9. SEM image of corrosion front in 446-air nozzle in the corroded zone. Thesteel developed a high temperature thin layer of silicon oxide. EDX-spectrumof SiO2 is shown.
1. A back movement of the flame due to the presence of anundesirable air recirculation zone in the burner. This prob-lem must be related to the combustion system design or tooperating conditions out of design conditions.
2. Fuel leaks in the burner gun that produces small tires in theflame swirler zone.
Fig. 10. SEM images of a corrosion front related to vanadium attack in the304-flame swirler blade. (b) Detail of the corrosion front in (a). Spectrum wasobtained from the deposit in (b).
J. Castrejon et al. / Materials Science and Engineering A 415 (2006) 118–125 125
Fig. 11. SEM-image depicting a carburization process in a corrosion front inthe 304-flame swirler.
The deposit accumulation inside the internal ring, between theflame swirler and the gun (Fig. 2) suggests that fuel leaks wereinvolved in the degradation process or contributed to the initialstage.
Considering the location of damaged components (at thefourth burner level) and that during night, the boiler works withlower load, probably with the fourth burner levels off, a flamecontact to the burners of the fourth level might have occurredbecause air (protection air) is going into the combustion chambethrough burners creating an oxygen-rich zone, which is attractiveto the flame core which could be poor in oxygen. This conditioncould have been favored if the combustion system is unbalanced
There are many factors that can contribute to the degradatioof the combustion system. The boiler needs a complete studof the possible design or operative conditions that contribute toflame contact of the equipment.
5. Conclusions
From this study, the following conclusions are made:
• Accelerated degradation of combustion system componentwas related to the exposure of materials at very high temperature. The most probable root cause of the problem is flamecontact due to events of irregular flame impingement processwhich were associated to design, or operation conditions.
• Under this condition, a resistant material is not available.Solution to the problem must be directed to solve the flamecontact problem.
• Even the cooled components are subject to exposures to hightemperatures.
• Catastrophic high temperature oxidation played a key role inthe degradation mechanism.
• Oil–ash corrosion, carburization and alternating high temper-ature oxidizing and reducing environments contributed to theacceleration of metallic degradation of components.
Acknowledgments
This work was supported by the IIE through the project10105. Thanks are given to the personnel of Villa de Reyes Util-ity Plant of CFE Mexico for their valuable cooperation.Uncitedreference
References
[1] D. Lopez-Lopez, A. Wong-Moreno, A. Teran Sarabia, A. Velasco-Tellez,L. Martınez, Mater. Corros. 49 (1998) 272–277.
[2] ASTM Designation E-384-84, Standard test method for microhardnessof materials, American Society for Testing and Materials.
[3] ASTM Designation E-112-96, Standard test methods for determiningaverage grain size, American Society for Testing and Materials.
[4] Metals Handbook, 9th ed. Elevated-temperature failures, vol. 11, ASM
ar-464,
hing
ents,
em-toral
[[[ ifier
rna-
[[ .
ndi-of
.
r
.ny
s-
,
International, 1987, pp. 263–277.[5] D. Lopez-Lopez, A. Wong-Moreno, L. Martinez. Corrosion and c
burization of non-cooled boiler components, Corrosion’95, PaperHouston, TX, NACE International (1995).
[6] D.B. Meddowcroft, Mater. Sci. Eng. 88 (1987) 320–331.[7] G. Guy, Physical Metallurgy for Engineers, Addison-Wesley Publis
Company, USA, 1970, 92–93.[8] F. B. Pickering, Physical metallurgy of stainless steel developm
International Metals Review, Review 211, December 1976.[9] A. Wong-Moreno, Corrosion de Aleaciones Resistentes a Altas T
peraturas por Depositos de Ceniza de Combustoleo Pesado, DocThesis, Universidad Nacional Autonoma de Mexico, 1998.
10] H.W. Grunling, R. Bauer, Thin Solid Films 95 (1982) 3–20.11] Rundell R. Gene, Met. Prog. (1985), April.12] W. T. Bakker, R.A. Perkins, J.B.M. Kip, Carburization in coal gas
environments, Corrosion’91, Paper 63, (Houston, TX, NACE Intetional, 1995).
13] H.J. Grabke, I. Wolf, Mater. Sci. Eng. 87 (1987) 23–33.14] A. Teran-Sarabia, A. Wong-Moreno, D. Lopez-Lopez, L. Mariaca, A
Peraza, Oxidacion de Aceros Inoxidables Carburizados bajo Cociones de Ciclado Termico, in: Proceedings of the XIV Congressthe Academia National de Ingenieria A.C, (ANIAC), Mexico, 1988, pp305–309.