
SIMULATING CONVECTIVE HEATING WITH BENTONITE MODELS1
16
SIMULATING CONVECTIVE HEATING WITH BENTONITE MODELS KEMAL SANDIK, PbD. Formerly, Food Science & Human Nutrition Dept. NAN UNKLESBAY, Ph.D.2 Food Science & Human Nutrition Dept. University of Missouri-Columbia College of Agriculture, Food & Natural Resources 122 Eckles Hall Columbia,MO 652 I1 KENNETH UNKLESBAY, Ph.D. Electrical Engineering Dept. University of Missouri-Columbia College of Engineering 219 Electrical Engineering Columbia. MO 65211 ANDREW CLARKE, Ph.D. Food Science & Human Nutrition Dept. University of Missouri-Columbia College of Agriculture, Food & Natural Resources 21 Agriculture Building Columbia, MO 65211 Received for Publication February 1997 Accepted for Publication April 4, 1997 ABSTRACT Process parameters of an automated forced-air convection oven prototype were altered to explore the feasibility of developing eight feasible heating projZes for restructured beef roasts. Bentonite-water-glycerol (20- 70-1 0%) dispersions were used to model two sizes (1400g - size I; 4600 g - size 2) of roasts. The heating profiles (HPI to HP4) were designed to meet the criteria of having air temperatures rangingpom IOOC to l6OC in either 60 or 120 min. A 2 x4 factorial 'Contribution from the Missouri Agricultural Experiment Station. Journal Series Number 12,494. 'Address all correspondence: Phone: (573) 882-41 13; Fax: (573) 882-0596 Journal of Foodservice Systems 9 (1997) 229-244. AN Rights Reserved. Topyright 1997 by Food & Nutrition Press, Inc., Trumbull, CT 0661 1 229
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of SIMULATING CONVECTIVE HEATING WITH BENTONITE MODELS1

SIMULATING CONVECTIVE HEATING WITH BENTONITE MODELS
KEMAL SANDIK, PbD.
Formerly, Food Science & Human Nutrition Dept.
NAN UNKLESBAY, Ph.D.2
Food Science & Human Nutrition Dept. University of Missouri-Columbia
College of Agriculture, Food & Natural Resources 122 Eckles Hall
Columbia, MO 652 I 1
KENNETH UNKLESBAY, Ph.D.
Electrical Engineering Dept. University of Missouri-Columbia
College of Engineering 219 Electrical Engineering
Columbia. MO 65211
ANDREW CLARKE, Ph.D.
Food Science & Human Nutrition Dept. University of Missouri-Columbia
College of Agriculture, Food & Natural Resources 21 Agriculture Building Columbia, MO 65211
Received for Publication February 1997 Accepted for Publication April 4, 1997
ABSTRACT
Process parameters of an automated forced-air convection oven prototype were altered to explore the feasibility of developing eight feasible heating projZes fo r restructured beef roasts. Bentonite-water-glycerol (20- 70-1 0%) dispersions were used to model two sizes (1400g - size I ; 4600 g - size 2) of roasts. The heating profiles (HPI to HP4) were designed to meet the criteria of having air temperatures rangingpom IOOC to l6OC in either 60 or 120 min. A 2 x4 factorial
'Contribution from the Missouri Agricultural Experiment Station. Journal Series Number 12,494. 'Address all correspondence: Phone: (573) 882-41 13; Fax: (573) 882-0596
Journal of Foodservice Systems 9 (1997) 229-244. AN Rights Reserved. Topyright 1997 by Food & Nutrition Press, Inc., Trumbull, CT 0661 1 229

230 K. SANDIK, N. UNKLESBAY, K. UNKLESBAY and A. CLARKE
arrangement with model size and heating profile (HP) was used. Measurements included: air temperature, model surface and internal product temperatures, heat processing losses and energy consumption. Mean slope values were computed to analyze the rates of temperature changes for each HP. Significant diyerences (p <0.05) in mean slope values were found for model surface and internal temperatures, indicating that each of the eight HP had diferent time-temperature relationships. No significant diferences ($0.05) were found for yield or shrinkage. Significant diflerences ($0.05) were found in energy usage (k W) among the HP for both models, with HP3 being the most efficient (1.44 kW/g for model I; 0.85 kW/kg for model 2). Implications were given about the benefits of using bentonite models for foodrervice research.
INTRODUCTION
Food models can be used to predict how process parameters of ovens affect selected qualities, such as product yield. Due to their low cost, homogeneity, and similar thermal properties to foods, different formulae of bentonite-water and bentonite-water-glycerol dispersions have been used as food models for heat transfer applications (Jackson and Olson 1953; Ball and Olson 1957; Yamano et al. 1975; Peterson and Adams 1983; Darsch et al. 1979; Unklesbay et al. 1980; 1981; Unklesbay 1982; Niekamp et al. 1983; 1984). Yamano et al. (1975) found that the thermal diffhivity of a 40% bentonite-water dispersion was similar to values for fish and meat. Darsch et al. (1 979) used a 5% bentonite, 47.5% glycerol and 47.5% water dispersion to simulate solid foods during foodservice heating.
Unklesbay et al. (1 980) found no significant differences in energy usage between the bentonite models (70% water, 10% glycerol, 20% bentonite powder) and steaks during infiared heat processing. Unklesbay et al. (1 98 1) found that bentonite-water dispersions were an effective food model for pork sausage when a 17.3% bentonite-water dispersion was used. Unklesbay et al. (1988) reported the heat penetration curves of bentonite dispersions and turkey rolls were identical when a bentonite-glycerol-water dispersion was used in convection ovens. Tong and Lentz (1 993) suggested that 8% and 10% bentonite pastes could be used effectively as food models for studying microwave heating applications because they have dielectric constants, loss factors, and penetration depths similar to most foods with high moisture content.
The objectives of this research project were to: (1) develop feasible convective heating profiles with an automated convection oven, using two different sizes of bentonite models chosen to simulate restructured beef roasts; and (2) determine whether selected oven process parameters could be altered to develop different heating profiles within given times. Results of this study could then be used to optimize foodservice heat processing of restructured beef roasts.

CONVECTIVE HEATING WITH BENTONITE MODELS 23 1
MATERIALS AND METHODS
Bentonite Models
Bentonite dispersions were chosen with similar thermal properties to restructured roast beef (Niekamp et al. 1984). Bentonite powder (Volkay, Kwik Dispersing, American Colloid Co., Chicago, IL; 200 mesh) (20%), glycerol (Fisher Scientific Co., Fair Lawn, NJ) (1 O%), and tap water (70%) were placed into a paddle mixer (Leland Food 'Double Action' Model-L1 OODA, Detroit, MI) and continuously mixed for 2 h to ensure a homogenous dispersion. The mixture was placed into a hydraulic sausage stuffer (Model 128190, Robert Reiser Co., Inc., Boston, MA), and ca. 1400 g or 4600 g of dispersion were pumped into 5 cm diam (model 1) and 10 cm diam (model 2) of moisture-proof fibrous cellulose casings (Koch Supplies Inc., Kansas City, MO), respectively. The casings were clipped using a press tie clipper (Model PR465L, Tipper Tie Inc., Apex, NC). The approximate lengths of the model products were 44 cm and 38 cm for sizes 1 and 2, respectively. The model products were wrapped with plastic saran wrap and stored at (4C) until use.
Heating Profiles
Four heating profiles were designed to meet two criteria: (1) oven temperatures that ranged between IOOC and 160C; (2) internal product temperatures of the models reached 65C in the same heating time for the same model size. The desired temperatures for heat processing were based on previous studies which related oven temperatures and quality parameters of beef (Mielche 1992). Following preliminary experiments, four heating profiles (HPs) were chosen for investigation:
HPl. HP2. HP3.
HP4.
Rapid increase to lOOC, followed by a 7 step increase to 16OC. Rapid increase to 160C, followed by a 7 step decrease to 1OOC. Rapid increase to IOOC, followed by a 4 step increase to 160C and a 3 step decrease to 1 IOC. Rapid increase to 160C, followed by a 3 step decrease to lOOC and a 4 step increase to 15OC.
Convection Oven Prototype
A Lang forced-air convection oven (Model C-20, Lang Manufacturing Co., Redmond, Washington) controlled by a silicon controlled rectifier (SCR) proportional controller was equipped with thermocouples (Type K, 24 gauge, Kapton coating). An IBWAT computer operated the oven for power ranges from 0.1 to 10 kW by using a SCR proportional controller (Bai 1990). The computer measured oven air temperature and model surface and internal temperatures. A computer program monitored oven air temperature and enabled thermocouple

232 K. SANDIK, N. UNKLESBAY, K. UNKLESBAY and A. CLARKE
measurements every 0.05 min (Unklesbay et al. 1996). Energy use (kW) was determined using a Satec 270 energy measurement device (Model PS-2-57387, ACME Electric Corp., Cuba, NY) which was connected to the oven to give the energy usage in kW (Fig. 1).
FIG. 1. CONFIGURATION OF CONVECTION OVEN PROTOTYPE
Heat Processing Conditions
The time and temperature requirements (Table 1) for each product were entered into the computer program. The length and diameter of each model were measured using a metric ruler and a flexible metric tape. The model was weighed. One model was placed on a rack (44 x 26.5 x 2.5 cm) on a piece of glass (20 x 10 x 0.3 cm) located on an oven rack. The pan was 13 cm f?om the bottom and 20 cm from each side of the oven walls (Fig. 1). Thermocouples, attached to a computer board, were inserted into the surfaces and geometric centers of the models at depths of 0.5 cm and 1 cm (surface) and 3.0 and 6.0 cm (internal), for models 1 and 2, respectively. The oven doors were closed, the computer program to control the oven was activated, and the energy monitor was turned on.

TABL
E 1.
TI
ME-
TEM
PERA
TURE
CO
ND
ITIO
NS
FOR
TWO
SIZ
ES’ O
F M
OD
EL P
ROD
UCT
S W
ITH
FO
UR
HEA
TIN
G PR
OFI
LES
*
Hea
ting
Mod
el
Zone
’ Size’
1 1
2
Hea
ting
Prof
ilesZ
0
HPl
H
P2
Hp3
H
P4
0
Tim
e Te
mp
Tim
e Te
mp
Tim
e Te
mp
Tim
e Te
mp
z (m
in)
(-3
(min
) (“
C)
(min
) (“
C)
(min
) (“
C)
5 10
10
0 5
160
5 10
0 10
16
0 2
10
110
5 I50
5 12
0 10
14
0 is 3
10
120
5 14
0 5
140
5 12
0 5
130
5 13
0 5
160
5 10
0 5
140
10
120
10
150
5 5
150
10
I10
10
130
10
130
Q
5 16
0 10
10
0 10
11
0 10
15
0 e
110
2 2 10
22
10
22
10
22
10
22
1 20
10
0 10
I6
0 20
10
0 10
16
0 2
20
110
10
150
20
120
20
140
3 20
12
0 20
14
0 20
14
0 20
12
0 4
20
130
10
130
10
160
20
10
5 20
140
20
I20
10
150
20
110
6 10
15
0 20
11
0 20
13
0 20
13
0 7
10
160
20
100
20
110
10
150
8‘ 20
22
20
22
20
22
20
22
94
20
22
20
22
20
22
20
22
‘Mod
el 1
= 5
cm d
iam
; 2 =
10
cm d
iam
. ’H
eatin
g pr
ofile
s: HPI
= 1
00-1
6OC;
HP2
= 1
60-1
OO
C; H
P3 =
100
-160
-1 1O
C; H
P4 =
160
-100
-15O
C.
3Hea
ting z
ones
: the
ord
er o
f hea
ting
at g
iven
tim
e-te
mp.
cond
ition
s. 4P
ost h
eatin
g tim
es a
t am
bien
t tem
pera
ture
. N
W
W

234 K. SANDIK, N. UNKLESBAY, K. UNKLESBAY and A. CLARKE
Since the internal temperature of the models rose when they were removed from the oven, they were taken out of the oven when their internal temperatures were ca. 8-15C lower than their desired temperatures, depending on the size and heating profiles. These ending temperatures were: 57 and 50C for HPI, 60 and 57C for HP2, 58 and 56C for HP3, and 55 and 59C for HP4, for models 1 and 2, respectively. When the internal temperatures of the models reached these target temperatures, the heat process was aborted and temperatures were recorded until the temperature rise stopped. The postheating times are given in Table 1. Products were reweighed and measured.
Determination of Heat Processing Losses
The percentage cooking loss and shrinkages were calculated: Cooking Loss (YO) = [(Initial Weight - Final Weight)/Initial weight] * 100 Shrinkage Length (“A) = [(Initial Length - Final Length)/Initial Length]* 100 Shrinkage Diameter (%) = [(Initial Diameter - Final Diameter)/Initial Diameter]* 100
Statistical Analysis
All heat processing experiments were performed in random order. A completely randomized design with a 2 x 4 factorial arrangement with 2 sizes and 4 heating profiles was used. The rates of change of air temperature and model surface and internal temperatures were calculated. The HPs were divided into 20 min consecutive heating periods. Within each of these periods, the temperatures at 5 min intervals were used to compute the mean slope values. These values represented the rate of temperature change for a given time, (Wmin), and were used to analyze rates of heating for each of the heating profiles. Analysis of variance (ANOVA) procedures were used and mean differences were determined using Fisher’s least significant difference test (SAS 1989).
RESULTS AND DISCUSSION
Data in Fig. 2 and 3 give the mean oven air temperatures throughout heat processing for models 1 and 2, respectively. Due to the computer controls, each of the eight HPs subjected the models to different the-temperature conditions.
The mean heat processing losses in percent moisture loss and shrinkage for the HPs are given in Table 2. With model 1, each of the four HPs had similar levels of moisture and shrinkage. In model 2, the percent moisture loss in HP2 was significantly higher (p < 0.05) than those of HPI, HP3 and HP4, due to the rapid increase in surface temperature of the models (Fig. 4). This finding was not reflected, statistically, in the mean shrinkage losses (Table 2). For the two models, moisture loss (YO) ranged from 10.15 to 13.24%. The larger model had lower

CONVECTIVE HEATING WITH BENTONITE MODELS 235
..........
............................................................
0 4 I 0 5 10 1 5 20 2 5 30 35 40 4 5 50 5 5 6 0
Time (min)
FIG. 2. OVEN AIR TEMPERATURES FOR MODEL 1 WITH FOUR HEATING PROFILES (60 MIN)
--- 180 7- -
........... .....................
..............
FIG. 3. OVEN AIR TEMPERATURES FOR MODEL 2 WITH FOUR HEATMG PROFILES (150 MI")

N
W
o\
TAB
LE 2
. M
EAN
' MO
ISTU
RE
LOSS
ES A
ND
SH
RIN
KA
GES
FO
R M
OD
ELS2
1 AN
D 2
WIT
H F
OU
R H
EATI
NG
PRO
FILE
S',4
Moi
stur
e Los
s (%
) Sh
rinka
ge 1%
) M
odel
2 H
eatin
g M
ean
S.E.
Le
ngth
D
iam
eter
Pr
ofile
' M
ean
S.E.
M
ean
S.E.
1 12
.0gA
0.
15
4.25
A
0.32
4.
?3A
0.
11
13.2
4A
0.16
4.
17A
0.
18
5.40
A
0.09
12.0
7*
0.14
3.
85*
0.16
5.5
4A
0.17
12.6
gA
0.14
3.
82A
0.
18
6.0g
A
0.14
2 10
.26B
0.
12
2.55
A
0.15
6.
72A
0.
23
12.0
4A
0.12
2.
40A
0.
14
?.94A
0.
22
10.18B
0.14
2.
015~
0.
19
5.62
A
0.25
10.1
5' 0.
12
1 .92
A
0.29
5.
33A
0.
38
'Num
ber o
f rep
licat
ions
= 5.
2M
odel
1 = 5
ern d
im; 2
= 1
0 cm
dim
. 'H
eatin
g pr
ofile
s: H
Pl =
100
-16O
C; H
P2 =
160
-1O
OC;
HF3
= 1
00-1
60-ll
OC
; HF'4
= 1
60-1
00-1
5OC
. 4F
~r a m
odel
, val
ues with t
he sa
me s
uper
scrip
t in
a c
olum
n ar
e not
sign
ifica
ntly
diff
eren
t at t
he 5
% le
vel.
F 2: s j
P z P

CONVECTIVE HEATING WITH BENTONITE MODELS 237
levels of moisture losses. If these findings also occurred in restructured beef roasts, this would be a desirable finding with respect to acceptable product yields.
Changes in Oven Air Temperature
Data in Fig. 2 and 3 show the changes in oven air temperature for model 1 and 2, respectively. Mean slope values of oven air temperatures (Tables 3 and 4) were significantly (p < 0.05) different for model 1 . These values refer to the mean rate of air temperature increase or decrease for 20 rnin of heat processing. Given differences in mass (g), the rates of air temperature change for model 1 were programmed to occur more rapidly than those for model 2. The mean slope values for oven air temperatures ranged from 6.37 to -6.24, and 5.85 to -8.34, for models 1 and 2, respectively. The fastest air temperature increase for both models occurred during the first heating periods. With model 2, the mean slope values were not significantly (p < 0.05) different from each other.
Changes in Model Temperatures
Bengston et ul. (1976) found greater evaporation losses when there were large temperature differences between the oven air temperature and the food product surface. This condition occurred with both HP2 and HP4 which had oven temperatures of 160C after 10 rnin of heating. Data in Fig. 4 show the mean time- temperature conditions for the four HPs. For both models, the surface temperatures tended to follow the air oven temperatures. As heat was transferred by conduction, the internal model temperatures rose.
Surface Temperatures. Significant differences (p <0.05) were found among the first and third periods of the four HPs (Table 3) for mean slope values for the surface temperatures of model 1 . The mean slope values ranged from 2.85 to - 1.43. The highest rate of surface temperature increase occurred during period 1 of HP3. The high mean slope values in heating period 1 corresponded with the oven air temperature values (Table 3). No significant differences (p < 0.05) were found among the four HPs with respect to the heating periods from 21 rnin to 40 min for model 1 . The highest surface temperatures attained with HP1, HP3 and HP4 exceeded 87C while the surface temperature of model 1 did not exceed 77C with HP2 (Fig. 4).
With respect to surface temperature increases, significant differences (p < 0.05) were found among the four HPs and seven of the eight heating periods for model 2. The mean slope values for surface temperatures of model 2 ranged from 2.47 to - 1.70, with the highest increases occurring during the first 20 min of heating. This occurred even though the oven air temperature for HP1 and HP3 attained 160C during the heating periods (Table 1). The introduction of increased levels of relative humidity into the oven, caused by the moisture losses, had an effect on

238 K. SANDIK, N. UNKLESBAY, K. UNKLESBAY and A. CLARKE
, . . . . . . . . . . . . . . . . . , . . . . . . . . . . . . . . 01
. .
0 D O D O 0 . " l m n 0 -
. ::
CONVECTIVE HEATING WITH BENTONITE MODELS 239
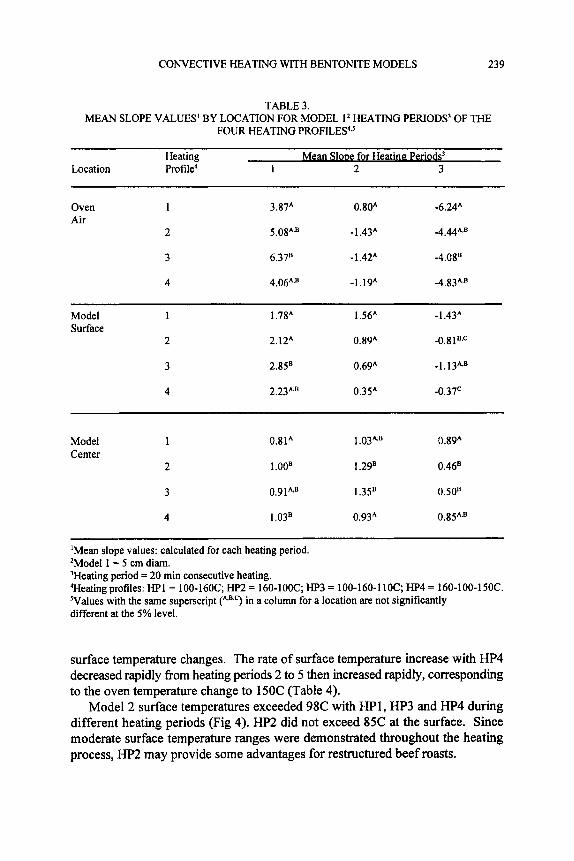
TABLE 3. MEAN SLOPE VALUES' BY LOCATION FOR MODEL 1 * HEATING PERIODS' OF THE
FOUR HEATING PROFILES"'
Heating Mean Slow for Heatine Periods3 Location Profile4 1 2 3
Oven 1 Air
L
3
4
~
3.87A 0.80A -6.24"
5.08"' -1 .43" -4.44A.B
6.37' -1 .42A -4.08'
4.06"t' -1.19" -4.83A.B
Model 1 Surface
2
3
4
1 .78" 1 .56A -1 .43"
2.12" 0.89" -0.8 1 'S
2.85B 0.69" -1.13""
2.23"' 0.35" -0.37'
Mode1 1 Center
2
3
4
0.81" 1 .03he 0.89"
1.00' 1.29' 0.46'
0.91",' 1.35' 0.508
1.03' 0.93" 0.8P'
'Mean slope values: calculated for each heating period. 'Model 1 = 5 cm d i m . 3Heating period = 20 min consecutive heating. 'Heating profiles: HPl = 100-16OC; HP2 = 160-1OOC; HP3 = 100-160-1 1OC; HP4 = 160-100-15OC. Wdues with the same superscript (A*Bic) in a column for a location are not significantly different at the 5% level.
surface temperature changes. The rate of surface temperature increase with HP4 decreased rapidly fiom heating periods 2 to 5 then increased rapidly, corresponding to the oven temperature change to 15OC (Table 4).
Model 2 surface temperatures exceeded 98C with HPl , HP3 and HP4 during different heating periods (Fig 4). HP2 did not exceed 85C at the surface. Since moderate surface temperature ranges were demonstrated throughout the heating process, HP2 may provide some advantages for restructured beef roasts.

TAB
LE 4.
M
EAN
SLO
PE V
ALU
ES' B
Y L
OC
ATI
ON
FOR
MO
DEL
2' F
OR
HEA
TIN
G P
ERIO
DS'
OF
FOU
R H
EATI
NG
PR
OFI
LES4
>
w
P 0
Hea
ting
Mea
n Sl
ow V
alue
s for
Hea
tine
Perio
ds4
Loca
tion
Prof
ile3
1 2
3 4
5 6
76 86
Ove
n 1
3.21
" 0.
00"
0.00"
0.00
" 0.00"
0.00"
0.00"
0.O
P
Air
2 5.
85"
0.O
P
0.O
P
0.01
" 0.
00"
-0.0
7"
-0.1
6"
-0.0
1"
3 4.
34"
0.O
P
0.00
" -0
.28"
-0
.56"
-0
.08"
-6
.28"
0.00"
4 5.
85"
0.W
-0
.40"
-0
.76A
0.
01"
0.O
P
-8.3
4"
O.OOA
Mod
el
Surfa
ce
1 1.
60"
0.71
" 0.64-
0.58
" 0.
47-
0.57
" 0.
40"
-1.7
0B
2 2.
47-
0.86
- 0.44-
0.21
" -O
.OIB
-0
.03'
-0.1
IA
-1.18
" 3
1.86
" 1.
03'
0.97
" -0
.02-
-0
.18B
-0
.27'
-1.3
1"
-0.8
1"
4 2.
41B
0.
71"
0.10
8 -0
.198
0.64"
0.48
- -1
.21"
-1
.22-
Mod
el
Cen
ter
1 0.
04"
0.26
B
0.39
8 0.
48B
0.
57"
0.5
9
0.61
" 0.
22"
2 0.
03"
0.4W
0.
66"
0.6
F
0.58
" 0.
43"
0.26'
0.05
" 3
0.05
" 0.
31"
0.5o
he
0.71
" 0.
66"
0.5P
0.3
8"
0.00
" 4
0.03
" 0.3
8"
0.58
" 0.
63-
0.48
" 0.
42-
0.50
" 0.
3P
'Mea
n sl
ope v
alue
s: ca
lcul
ated
for e
ach
heat
ing
perio
d.
2Mod
el 2:
10 cm d
im.
'Hea
ting
perio
ds: 2
0 m
in c
onse
cutiv
e hea
ting.
'H
eatin
g pr
ofile
s: H
PI =
100
-16O
C; H
P2 =
160
-IOO
C; H
P3 =
100
-160
-llW
; H
P4 =
160
-100
-15O
C.
Wal
ues w
ith th
e sa
me s
uper
scrip
t (")
in a
column
for a
loca
tion are n
ot si
gnifi
cant
ly di
ffer
ent a
t the
5%
lev
el.
6Ref
ers to
am
bien
t temperature a
fter h
eat p
roce
ssin
g.
7: 2 E
m v1 UJ "% 7: s F s ?

CONVECTIVE HEATING WITH BENTONITE MODELS 24 1
Internal Temperatures. Data in Tables 3 and 4 and Fig. 4 show the changes in internal temperatures for the models. The mean slope values for internal temperature changes ranged from 0.46 to 1.35 and 0.03 to 0.71 for models 1 and 2, respectively. Significant (p < 0.05) differences were found among the mean slope values of the four HPs for the same heating periods for both models (Tables 3 and 4). When HP1 and HP2 were compared for model 1, the mean slope values tended to follow the changes in air temperature during the first and last heating periods. As the air temperature in HP1 went from 120C to 140C during 21 to 40 min of heating, and from 140C to 120C during this period in HP2, no significant differences (p 10.05) were found between these two heating profiles. This analysis indicated that the internal rates of heating can not be directly correlated to air temperature changes. The homogeneous nature of the bentonite models enabled this observation.
Energy Consumption
Data in Table 5 give the mean energy consumption for the oven prototype when empty, and for models 1 and 2 with the four HPs. Significant (p < 0.05) differences were found for energy usage among heating profiles for both models (Table 5) . When the oven was running empty for each of the eight HPs, different levels of energy (kW) efficiencies were observed. Once loaded, each of the eight HPs consumed significantly (p < 0.05) different levels of energy (kW), with HP3 being the most efficient for both models. When expressed in terms of kWkg, which is appropriate for foodservice applications, these differences were not as pronounced. HP2 was the second most efficient heating profile. However, given that the range in kW for models 1 and 2 were .43 and .68, respectively, energy costs are only one factor to be considered when heat processing decisions are made.
CONCLUSIONS AND FOODSERVICE IMPLICATIONS
For both models, significant (p < 0.05) differences were found among the four HPs for surface and internal temperatures. Thus, the objective of developing different heating profiles for the models was achieved. These temperature differences were not reflected in the model shrinkage and moisture losses, indicating the effect of relative humidity in the oven. These findings lead to the conclusion that heat processing of two sizes of restructured beef products could be achieved by these eight different heating profiles, within the time constraints of 60 and 120 min.
When the mean slope values were analyzed, significant differences (p <0.05) in values could be somewhat related to oven air temperature changes. More importantly, mean slope values could be used to demonstrate surface and internal temperature differences for each of the eight heating profiles.

242 K. SANDIK, N. UNKLESBAY, K. UNKLESBAY and A. CLARKE
TABLE 5. MEAN’ ENERGY CONSUMPTION FOR MODELS 1 AND 22 WITH FOUR HEATING
PROFILES’~4
Heating rev Consumotion Model2 Profile3 kW5 kW S.E. kWkg S.E.
1 1 2.13 2.41” 0.06 1.778 0.05 2 I .69 2.19c 0.05 1.52‘ 0.05 3 1.89 2.16” 0.05 1.440 0.05 4 1.93 2.59A 0.07 1 .86A 0.07
2 1 3.46 4.63A 0.08 0 . 9 P 0.07 2 2.99 4.15” 0.11 0.888 0.09 3 3.17 3.99‘ 0.10 0.85” 0.08 4 3.40 4.67A 0.04 0.9P 0.04
‘Number of replications = 5. 2Model: 1 = 5 cm diam.; 2 = 10 cm diam. ’Heating profiles: HP1= 100-16OC; HP2 = 160-IOOC; HP3 = 100-160-IlOC; HP4 = 160-100-15OC. 4For a model, values with the same superscript (AB,c.D) in a column are not significantly different at the 5% level. SRefers to oven energy consumption with no load; N = 1.
Significant (p < 0.05) differences were found for energy consumption among four HPs for both models. Significantly (p < 0.05) lower energy consumption with HP3, followed by HP2, could provide cost advantages if this heating profile also offered significant advantages in quality parameters. With HP2, the significantly (p < 0.05) lower model surface temperatures throughout the heating process, and lower internal temperatures during the later heating periods, could provide some advantages for the foodservice industry.
In these experiments, the use of bentonite models enabled the economical development of eight HPs for two sizes of restructured beef products, commonly used throughout the foodservice industry. Due to their homogeneity and simulation of the thermal properties of restructured beef roasts, the rates of heat transfer and energy consumption were able to be analyzed. Given that these findings can now be transferred to the more expensive heat processing of restructured beef roasts, more informed choices can be made before given heating profiles are selected by the foodservice operator. Further, this information, including that for the development of the prototype, can be used for the design of more efficient models of foodservice convection ovens.

CONVECTIVE HEATING WITH BENTONITE MODELS 243
REFERENCES
BAI, M.Y.B. 1990. IBM PC Based Oven System Control. MS Thesis. Department of Electrical and Computer Engineering. University of Missouri- Columbia, Columbia, MO.
BALL, C.O. and OLSON, F.C.W. 1957. Mechanics of heat transfer. Ch. 9 In Sterilization in Food Technology, pp. 258 -277, McGraw-Hill Book Company, New York.
BENGSTON, N.E., JAKOBSSON, B. and DAGERSKOY, M. 1976. Cooking of beef by oven roasting: A study of heat and mass transfer. J. Food Sci. 4 I, 1047- 1053.
DARSCH, G.A., SCHAW, C.P. and TUOMY, J.M. 1979. Examination of patient tray food service equipment: An evaluation of the Sweetheart food service cart. Technical Report Natick/TR-79/026. Food Engineering Laboratory, U.S. Army Natick Research and Development Command, Natick, MA.
JACKSON, J.M. and OLSON, F.C.W. 1953. Thermal processing of canned foods in tin containers, IV, Studies of the mechanisms of heat transfer within the container. In Sterilization of Canned Fooak, Theoretical Considerations in the Sterilization of Canned Fooak, pp. 35-47, American Can Company, Barrington, IL.
MIELCHE, M.M. 1992. Effect of different temperature control methods on heating time and certain quality parameters of oven-roasted beef. J. Food Process Engineering 15, 13 1 - 142.
NIEKAMP, A., UNKLESBAY, K., UNKLESBAY, N. and ELLERSIECK, M. 1 984. Thermal properties of bentonite-water dispersions used for modeling foods. J. Food Sci. 49,28-3 1.
NIEKAMP, A., UNKLESBAY, N., UNKLESBAY, K. and ELLERSIECK, M. 1983. Bentonite-water dispersions-an effective dietetic research tool. J. Am. Diet. Assoc. 82, 516-520.
PETERSON, W.R. and ADAMS, J.P. 1983. Water velocity effect on heat penetration parameters during institutional size retort pouch processing. J. Food Sci. 48,457-459,464.
SAS, 1989. User’s Guide: Statistics. Sas Institute, Statistical Analysis System, Cary, NC.
TONG, C.H. and LENTZ, R.R. 1993. Dielectric properties of bentonite pastes as a function of temperature. J. Food Processing and Preservation 17, 139-145.
UNKLESBAY, K., BOZA-CHACON, A. and UNKLESBAY, N. 1997. Air temperature transfer function of a convection oven. Food Control 8 (l) , 39-43.
UNKLESBAY, N. 1982. Overview of foodservice energy research: Heat processing. J. Food Prot. 45,984-992.

244 K. SANDIK, N. UNKLESBAY, K. UNKLESBAY and A. CLARKE
UNKLESBAY, N., BIEDRZYCKI, K. and UNKLESBAY, K. 1988. Bentonite models of turkey rolls enable energy comparisons of electric and gas convection ovens. Int. J. Hospitality Management 7, 13 1 - 13 8.
UNKLESBAY, N., UNKLESBAY, K., BUERGLER, D. and STRINGER, W. 198 1. Bentonite-water dispersions simulate foodservice energy consumption of sausage patties. J. Food Sci. 46, 1808- 1809, 18 16.
UNKLESBAY, N., UNKLESBAY, K. and HENDERSON, J. 1980. Simulation of energy used by foodservice infrared heating equipment with bentonite models of menu items. J. Food Protect. 43, 789-794.
YAMANO, Y., E M , K., ENDO, T. and SENDA, M. 1975. Heat penetration into flexible packages with food simulated materials. Jap. J. Food Sci. Technol. 22, 199-204.




















