ria tec
50
INSTITUTO TECNOLÓGICO DE SALTILLO Requerimientos de la Industria Automotriz PLAN DE FABRICACIÓN DE LA BIELA EN MALHE COMPONENTES Equipo 2: Rodrigo Valdez, Victor Manuel Serrano, Yoseli Rubí Martínez, Luis Costilla Martinez Saltillo, Coahuila. 14 de mayo de 2013
Transcript of ria tec

INSTITUTO TECNOLÓGICO DE SALTILLO
Requerimientos de la Industria Automotriz
PLAN DE FABRICACIÓN DE LA BIELA EN MALHE COMPONENTESEquipo 2: Rodrigo Valdez, Victor Manuel Serrano,
Yoseli Rubí Martínez, Luis Costilla Martinez
Saltillo, Coahuila. 14 de mayo de 2013
ÍNDICE INTRODUCCIÓN 3 OBJETIVOS 4 TEORÍA DE LA PLANEACIÓN 5
PLAN DE CALIDAD 6 APQP 7 AMEF 8 PPAP 9 MSA 11PIEZA 12FICHA TÉCNICA 13PLAN DE CALIDAD 14APQP 17
MATRIZ DE RESPONSABILIDADES 18AMEF 30PPAP 34MSA 39
ALGUNAS RECOMENDACIONES 47 CONCLUSIONES 48 ÍNDICE FIGURAS 49
INTRODUCCIÓN
En el presente trabajo se plasman las distintas herramientas de control de la calidad, vistas en la materia de RIA (SPC, AMEF, PPAP, APQP Y MSA) conocidas como «CORE TOOLS».
Estas herramientas son procesos desarrollados conjuntamente por las grandes empresas, en especial las de la industria automotriz, para diseñar, desarrollar, prevenir, medir, controlar, registrar, analizar y aprobar productos y servicios de calidad que satisfagan las necesidades y expectativas del cliente. Estas herramientas son un requisito de la especificación técnica ISO/TS 16949.
OBJETIVOS•Analizar el proceso de fabricación de la biela en la planta de Mahle Componentes de motor ubicada en Ramos Arizpe.
•Visualizar un ejemplo de la vida real, para familiarizarse con nuestra inducción a nuestra próxima vida laboral.
•Establecer las bases que conduzcan al aprendizaje de la implementación de las herramientas de la calidad.
•Revisar y comparar la teoría aprendida en las aulas con la realidad de una empresa de clase mundial.
TEORÍA DE LA PLANEACIÓN
PLAN DE CALIDADDocumento que especifica qué procedimientos y recursos asociados deben aplicarse, quién debe aplicarlos y cuándo deben aplicarse a un proyecto, producto, proceso o contrato específico.Descripción del componente
La función del conjunto de biela es para convertir el movimiento axial del pistón en un movimiento de rotación del cigüeñal, a todas las velocidades del motor y bajo todas las condiciones de funcionamiento. Esta especificación se aplica tanto al conjunto de biela y la forja de acero del que está fabricado el conjunto biela.
APQP
Para definir y establecer los pasos necesarios para asegurar que el producto cumplirá con las expectativas del cliente.
¿En qué nos va a beneficiar?
• Orienta los esfuerzos para satisfacer al cliente.
• Identifica oportunamente los cambios requeridos.
• Evita cambios tardíos.• Se obtiene un producto de calidad a bajo costo.
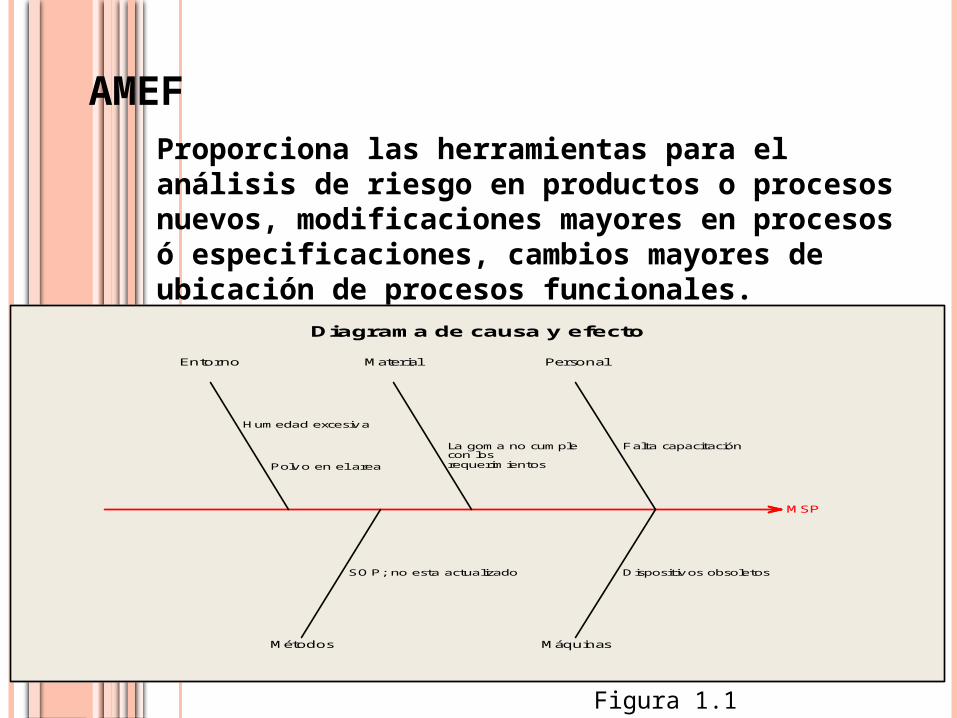
AMEFProporciona las herramientas para el análisis de riesgo en productos o procesos nuevos, modificaciones mayores en procesos ó especificaciones, cambios mayores de ubicación de procesos funcionales.
Biela
Figura 1.1
M SP
Entorno
M étodos
M aterial
M áquinas
Personal
Falta capacitación
D ispositivos obsoletos
requerim ientos con losLa gom a no cum ple
SO P; no esta actualizado
Polvo en el area
H um edad excesiva
Diagram a de causa y efecto
PPAP
El propósito del PPAP es asegurar que todos los registros y especificaciones de ingeniería del cliente sean entendidos con claridad. Aunque es similar al APQP, su enfoque está en la aprobación de un producto que ya ha pasado por el proceso de APQP.


MSA
MSA unifica criterios sobre la manera en que se acepta o libera un sistema de medición, se concentra principalmente en el estudio y control de la variabilidad de los sistemas de medición y su relación con los procesos de producción. Entre los términos más comunes de MSA está el de GR&R
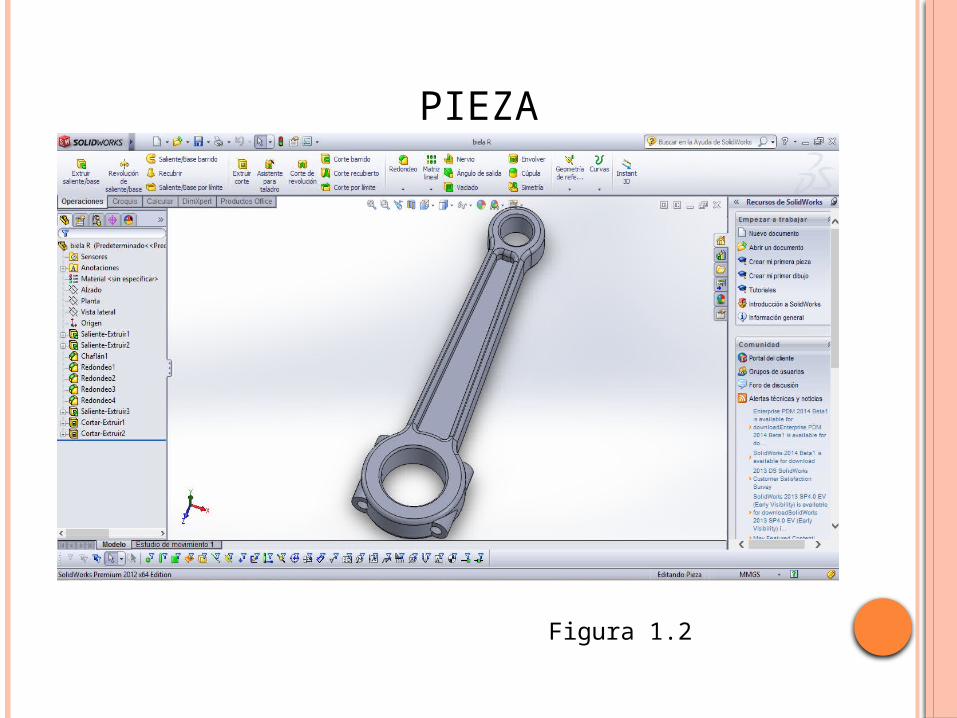
PIEZA
Figura 1.2
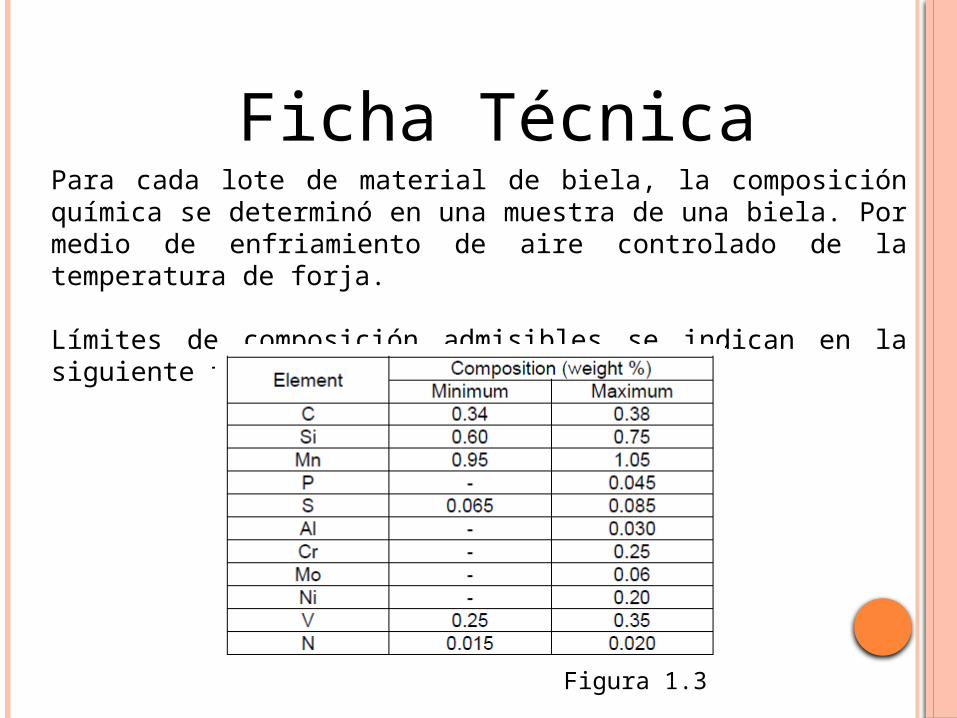
Para cada lote de material de biela, la composición química se determinó en una muestra de una biela. Por medio de enfriamiento de aire controlado de la temperatura de forja.
Límites de composición admisibles se indican en la siguiente tabla:
Ficha Técnica
Figura 1.3

PLAN DE CALIDADEn los siguientes formatos se presenta como llevan a cabo el plan de control en MAHLE, una tabla que contiene información específica de cada parte, por cuales procesos pasa, que método de control utilizan, etc.
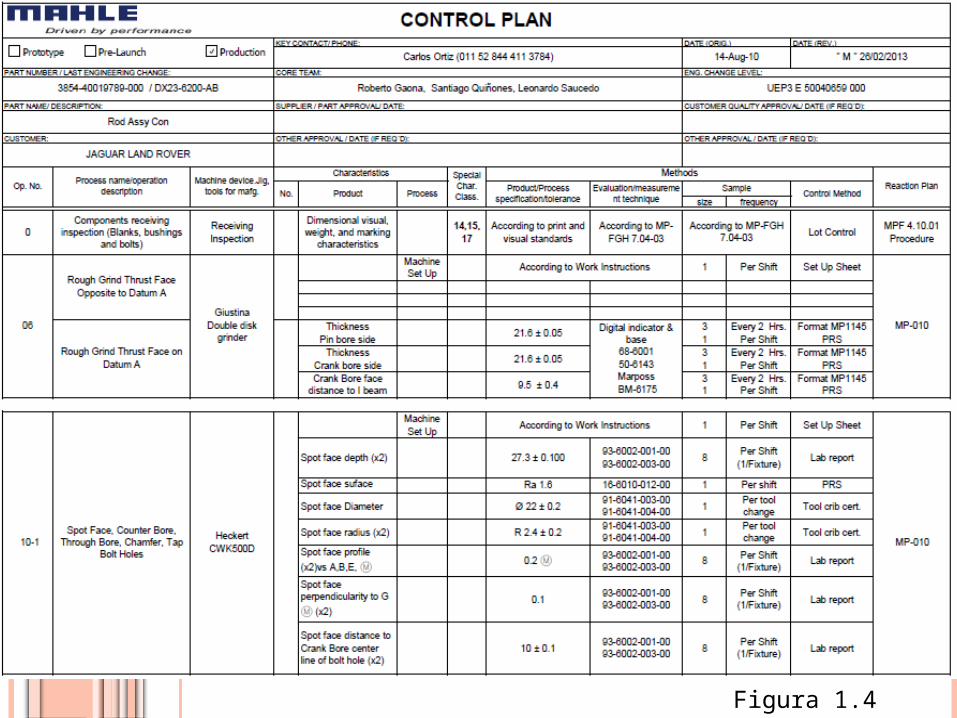
Figura 1.4
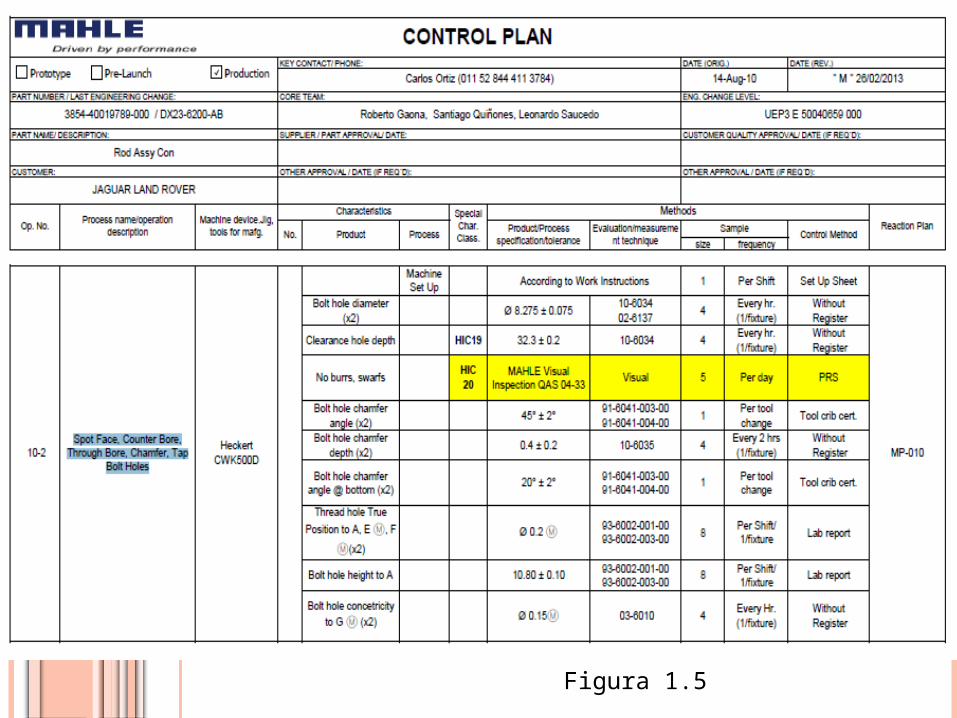
Figura 1.5
APQP PLANIFICACIÓN AVANZADA DE LA CALIDAD
DEL PRODUCTO
MATRIZ DE RESPONSABILIDADES. En nuestra matriz de responsabilidades se puede observar que todas las áreas de trabajo tienen responsabilidad en las fases con las que se cuenta en el proceso.
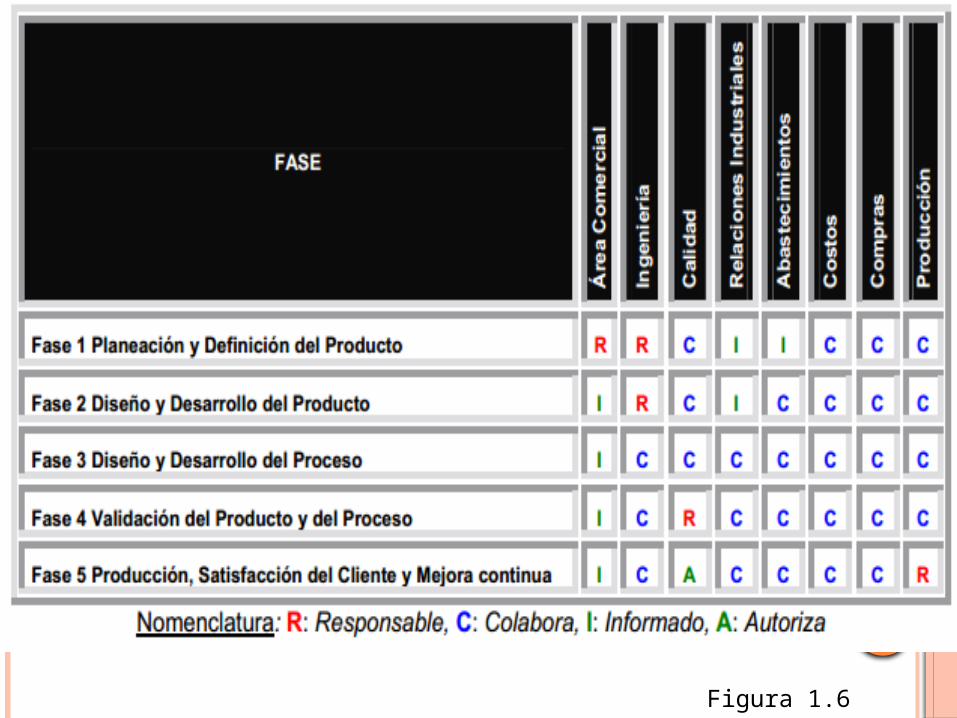
MATRIZ DE RESPONSABILIDADES
Figura 1.6
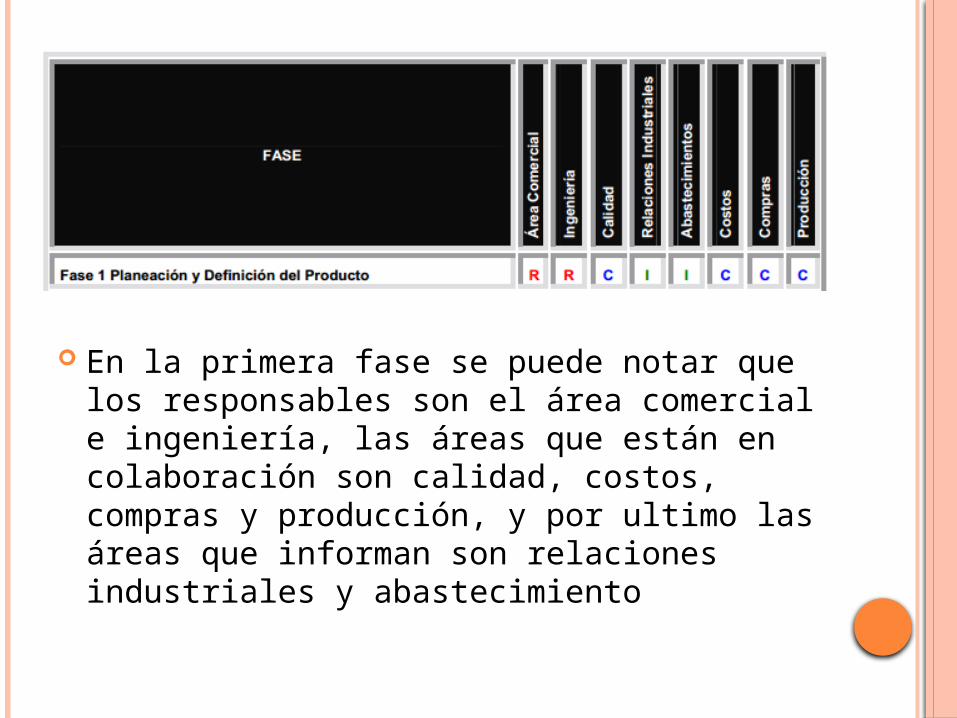
En la primera fase se puede notar que los responsables son el área comercial e ingeniería, las áreas que están en colaboración son calidad, costos, compras y producción, y por ultimo las áreas que informan son relaciones industriales y abastecimiento
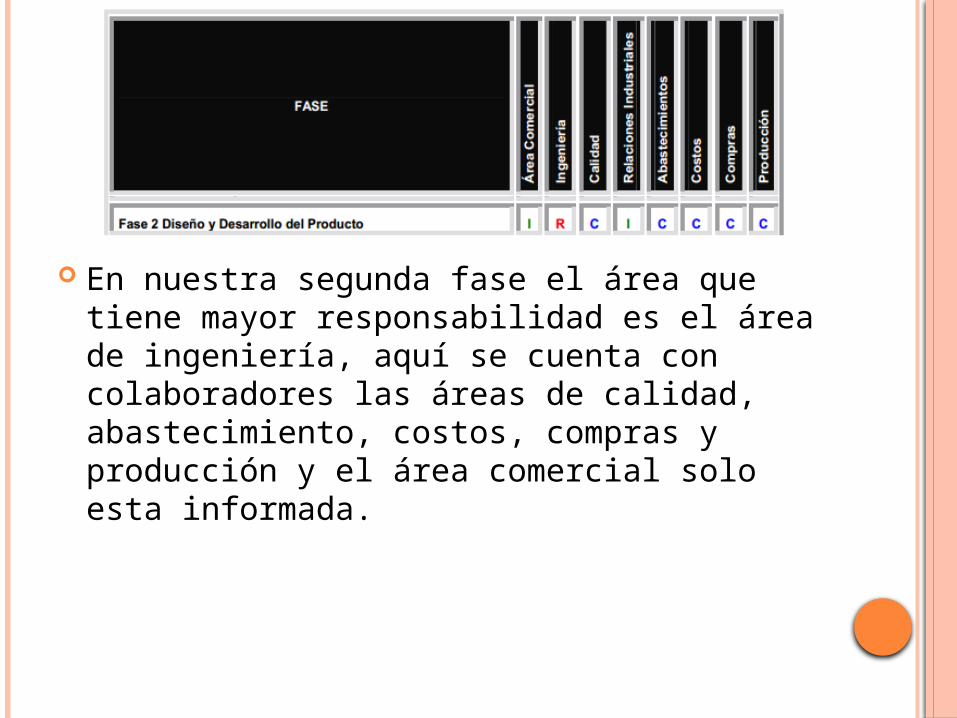
En nuestra segunda fase el área que tiene mayor responsabilidad es el área de ingeniería, aquí se cuenta con colaboradores las áreas de calidad, abastecimiento, costos, compras y producción y el área comercial solo esta informada.
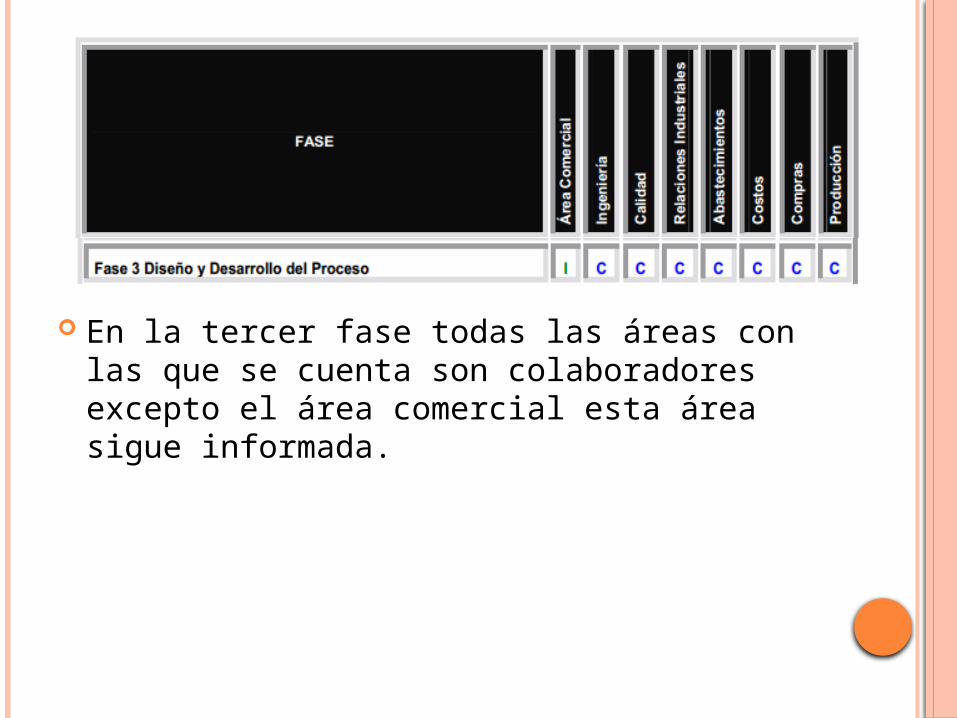
En la tercer fase todas las áreas con las que se cuenta son colaboradores excepto el área comercial esta área sigue informada.
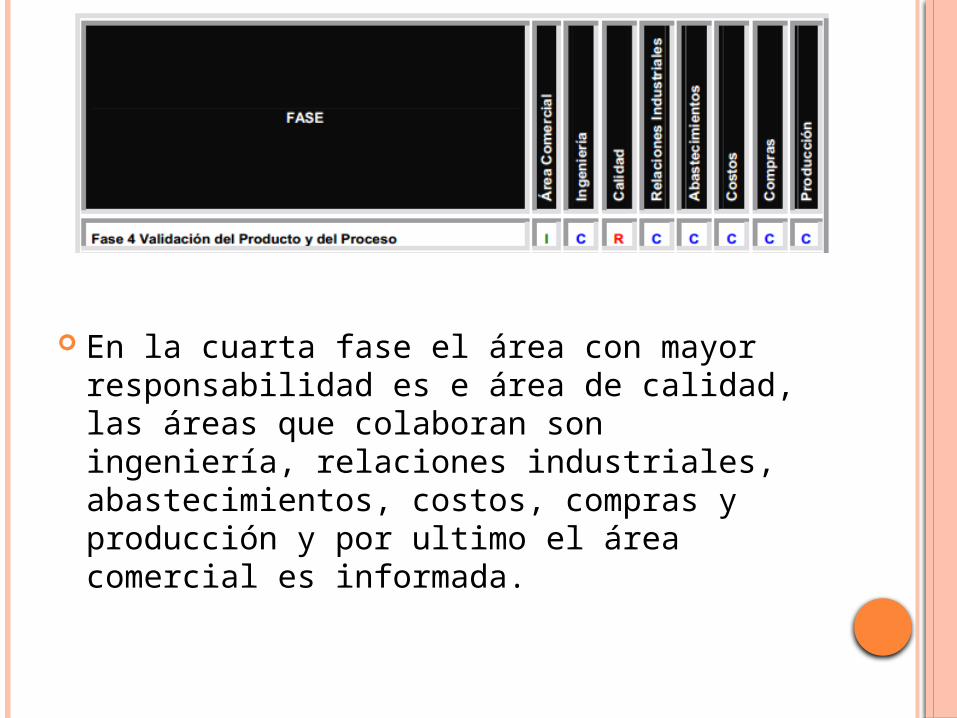
En la cuarta fase el área con mayor responsabilidad es e área de calidad, las áreas que colaboran son ingeniería, relaciones industriales, abastecimientos, costos, compras y producción y por ultimo el área comercial es informada.
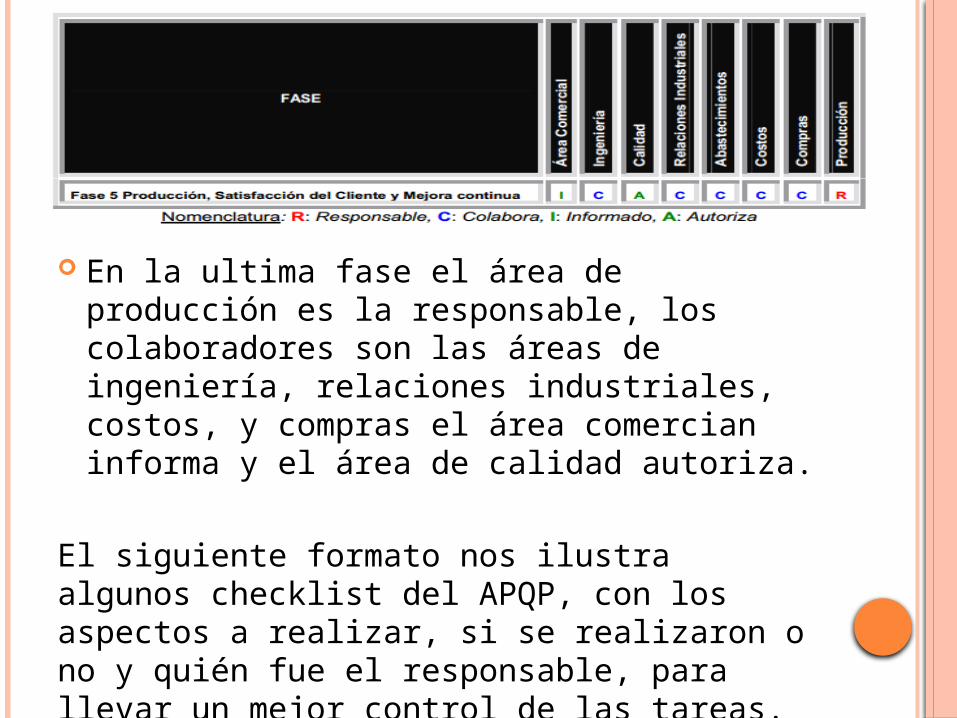
En la ultima fase el área de producción es la responsable, los colaboradores son las áreas de ingeniería, relaciones industriales, costos, y compras el área comercian informa y el área de calidad autoriza.
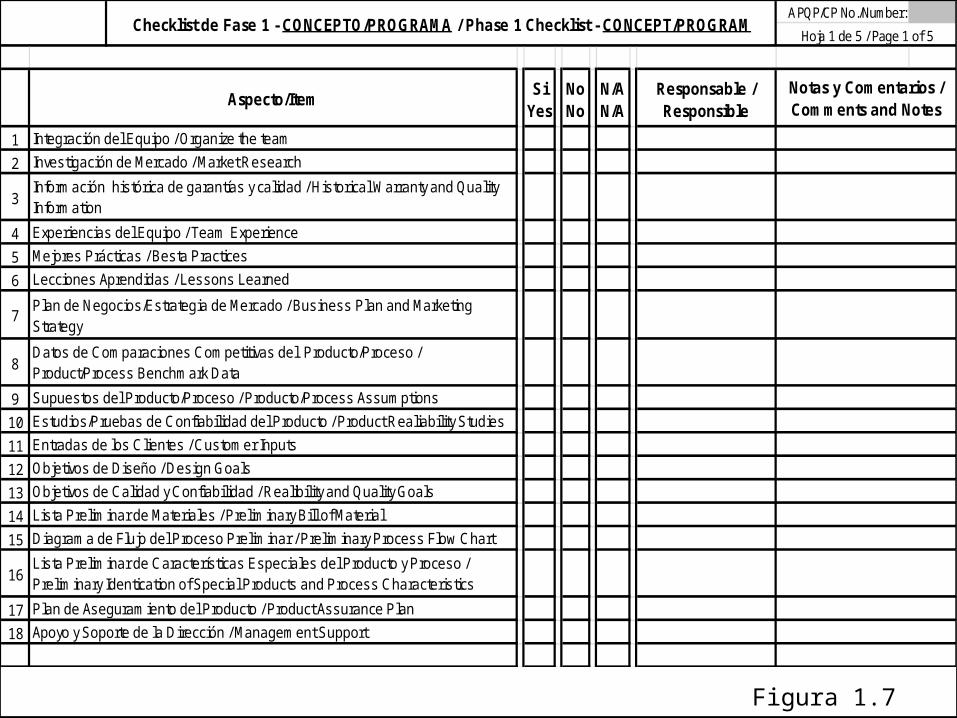
El siguiente formato nos ilustra algunos checklist del APQP, con los aspectos a realizar, si se realizaron o no y quién fue el responsable, para llevar un mejor control de las tareas.
APQP/CP No./Number:
Si Yes
No No
N/A N/A
Responsable / Responsible
12
3
456
7
8
9101112131415
16
1718
Lista Prelim inar de Características Especiales del Producto y Proceso / Prelim inary Identication of Special Products and Process CharacteristicsPlan de Aseguram iento del Producto / Product Assurance PlanApoyo y Soporte de la Dirección / Managem ent Support
Inform ación histórica de garantías y calidad / Historical W arranty and Quality Inform ation
Investigación de Mercado / Market Research
Objetivos de Diseño / Design GoalsEntradas de los Clientes / Custom er Inputs
Integración del Equipo / Organize the team
Mejores Prácticas / Besta PracticesExperiencias del Equipo / Team Experience
Plan de Negocios/Estrategia de Mercado / Business Plan and Marketing Strategy
Lecciones Aprendidas / Lessons Learned
Estudios/Pruebas de Confiabilidad del Producto / Product Realiability StudiesSupuestos del Producto/Proceso / Producto/Process Assum ptions
Datos de Com paraciones Com petitivas del Producto/Proceso / Product/Process Benchm ark Data
Diagram a de Flujo del Proceso Prelim inar / Prelim inary Process Flow ChartLista Prelim inar de Materiales / Prelim inary Bill of MaterialObjetivos de Calidad y Confiabilidad / Realibility and Quality Goals
Aspecto/Item
Hoja 1 de 5 / Page 1 of 5
Notas y Com entarios / Com m ents and Notes
Checklist de Fase 1 - CONCEPTO/PROGRAM A / Phase 1 Checklist - CONCEPT/PROGRAM
Figura 1.7
APQP/CP No./Number:
Si Yes
No No
N/A N/A
Responsable / Responsible
12
3
45
6
78910
11
12
13
14
15
16 Apoyo y Soporte de la Dirección / Managem ent Support
Características Especiales del Producto y el Proceso / Special Products and Process CharacteristicsRequerim ientos de Gages y Equipo de Prueba / Gages/Testing Equipm ent Requirem entsRevisión de Factibilidad y Aprobado por el Equipo Multifuncional / Team Feasibility Com m itm ent and Managem ent SupportFabricación de Prototipos (Corrida Prepiloto) / Prototype Fabrication (Prepilot Run)
Cam bios de Dibujos y Especificaciones / Drawing and Specification ChangesRequerim ientos de Nuevo Equipo, Herram ental e Instalaciones / New Equipm ent, Tooloing and Facilities Requirem ents
Especificaciones de Ingeniería / Engineering SpecificationsEspecificaciones de Materiales / Material Specifications
Plan de Control para Fabricación de Prototipo (APQP/CP) / Prototype Build - Control PlanDibujos de Ingeniería / Engineering Drawings
Verificaciones de Diseño / Design VerificationRevisiones de Diseño / Design Reviews
AMEF de Diseño (AMEFs/FMEA) / Design FMEA Diseño para Facilidad de Manufactura y Ensam ble / Design Failure Mode and Effects Analysis (DFMEA)
Aspecto/Item Notas y Com entarios / Com m ents and Notes
Integración del Equipo / Organize the team
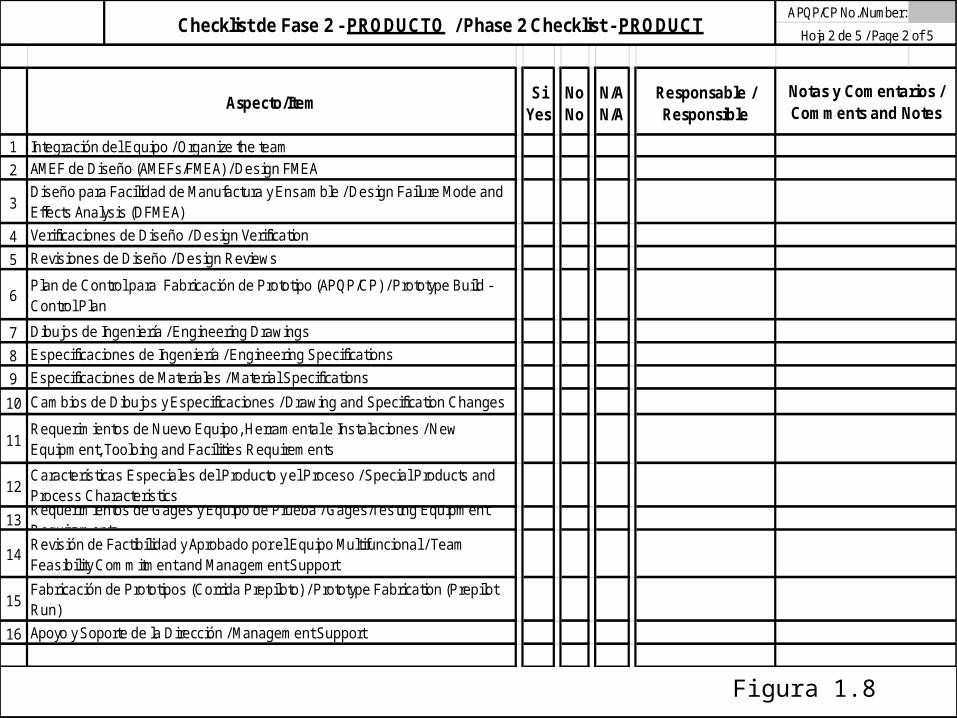
Checklist de Fase 2 - PRO DUCTO / Phase 2 Checklist - PRO DUCT Hoja 2 de 5 / Page 2 of 5
Figura 1.8
APQP/CP No./Number:
Si Yes
No No
N/A N/A
Responsable / Responsible
123
4
5
6789
10
11
12
Reducción Perm anente de las Variaciones/Reduced VariationsTS 2002 + APQP/CP + AMEF + MSA + SPC + PPAP + CSR
Monitoreo del 100% de entregas a Tiem po / 100% Delivery On Tim e Monitoring
Quejas, Reclam aciones, Devoluciones y Rechazos / Com plaints, Claim s, Returns and Rejections
Integración del Equipo / Organize the Team
Mejoram iento Perm anente en los Envíos, Entregas y Servicio / Im proved Delivery and Service
Mejoram iento Perm anente en la Satisfacción de los Clientes / Im proved Custom er Satisfaction
Uso Efectivo de Lecciones Aprendidas / Effective Use of Lessos LearnedUso Efectivo de Mejores Prácticas / Effective Use of Best Practices
Auditorias – Sistem as, Proceso, Producto y LPAs / System , Process, Product, and LPA Audits
Aplicación Encuestas a Clientes / Custom er Survey ApplicationProceso de Mejoram iento Continuo / Continual Im provem ent Process
Aspecto/Item
Hoja 5 de 5 / Page 5 of 5
Notas y Com entarios / Com m ents and Notes
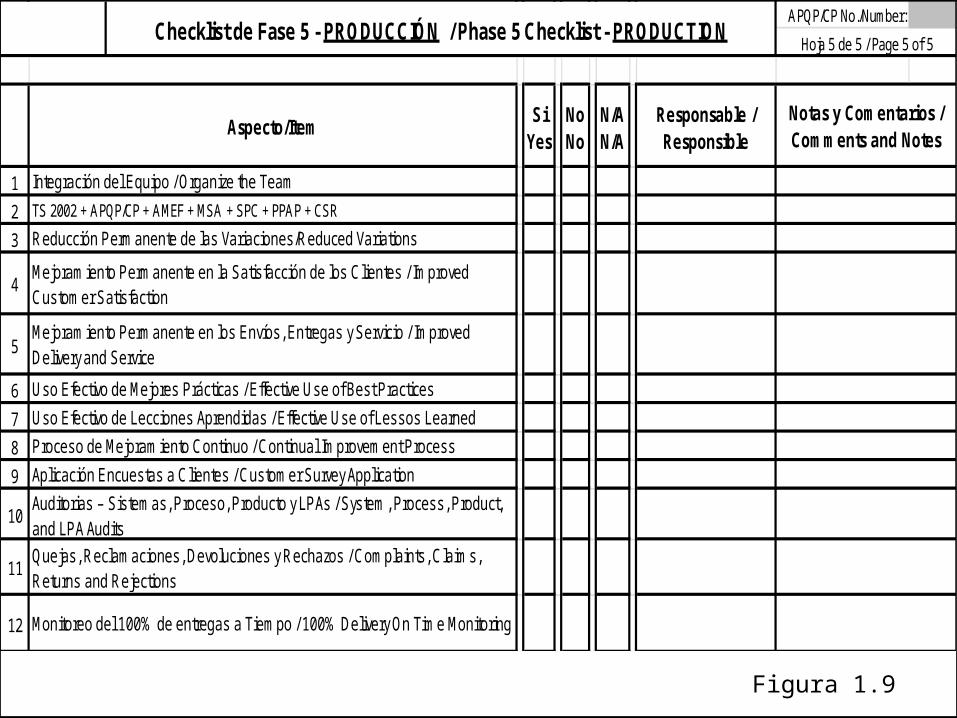
Checklist de Fase 5 - PRO DUCCIÓ N / Phase 5 Checklist - PRO DUCTIO N
Figura 1.9
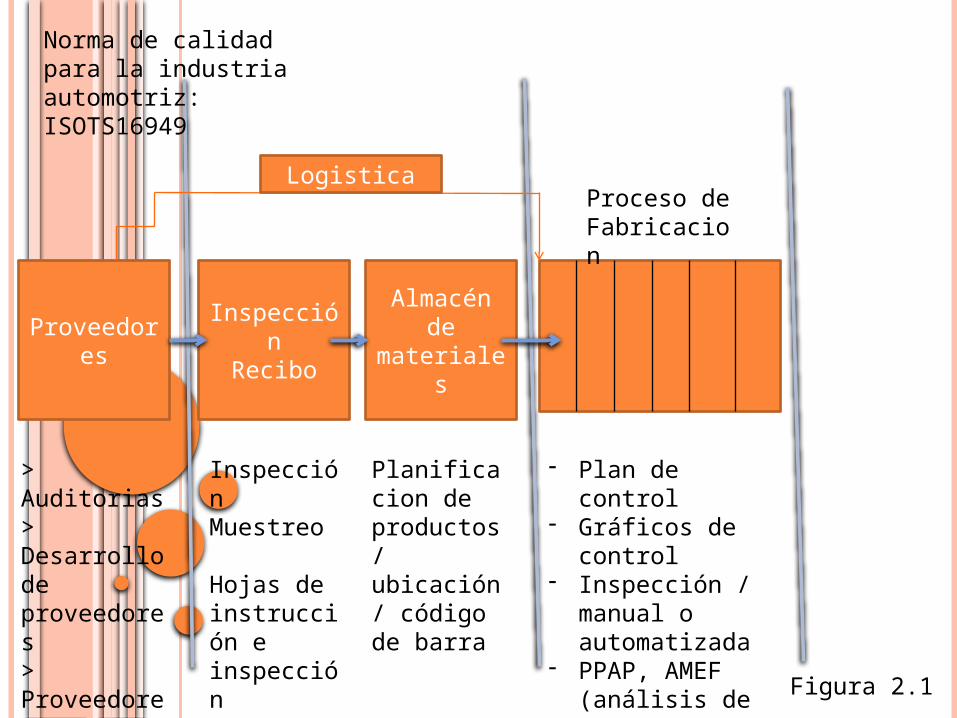
Proveedores
Inspección
Recibo
Almacén de
materiales
Proceso de Fabricacion
> Auditorias> Desarrollo de proveedores> Proveedores certificados
Logistica
InspecciónMuestreo
Hojas de instrucción e inspección
Registro
Norma de calidad para la industria automotriz: ISOTS16949
Planificacion de productos/ ubicación/ código de barra
- Plan de control
- Gráficos de control
- Inspección / manual o automatizada
- PPAP, AMEF (análisis de modo y «» de la falla)
Figura 2.1

Almacén producto terminado
Embarque Clientes
- Clasificación del producto/tipo ubicación/ código de barras
Auditoria de embarque
Medida de gradoSAITSY
Figura 2.2

AMEF ANÁLISIS DE MODO Y
EFECTO DE LA FALLA
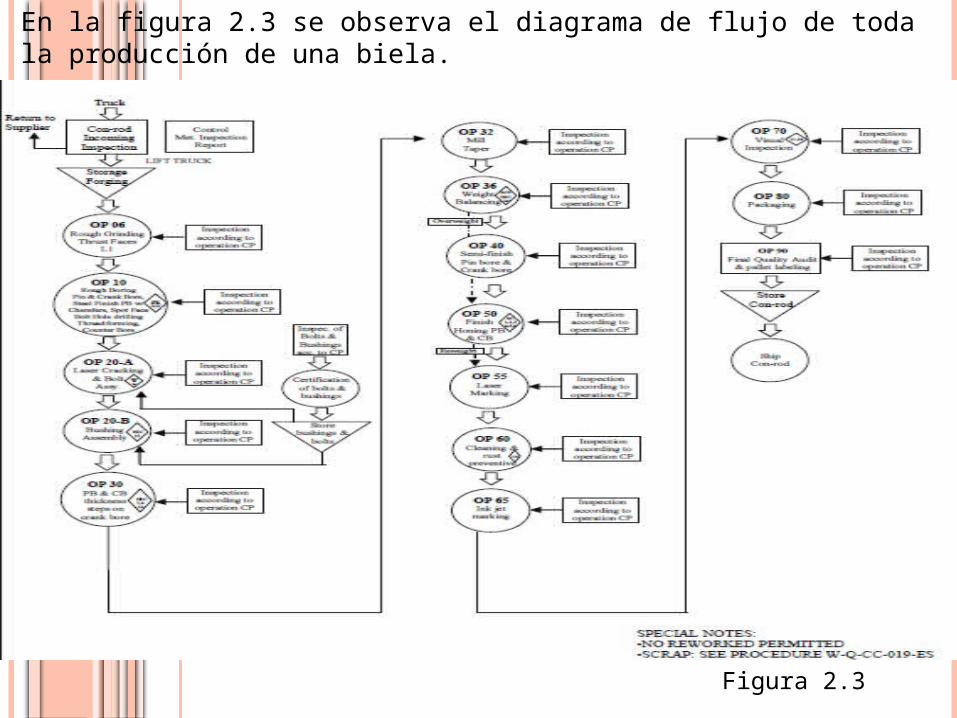
Figura 2.3
En la figura 2.3 se observa el diagrama de flujo de toda la producción de una biela.
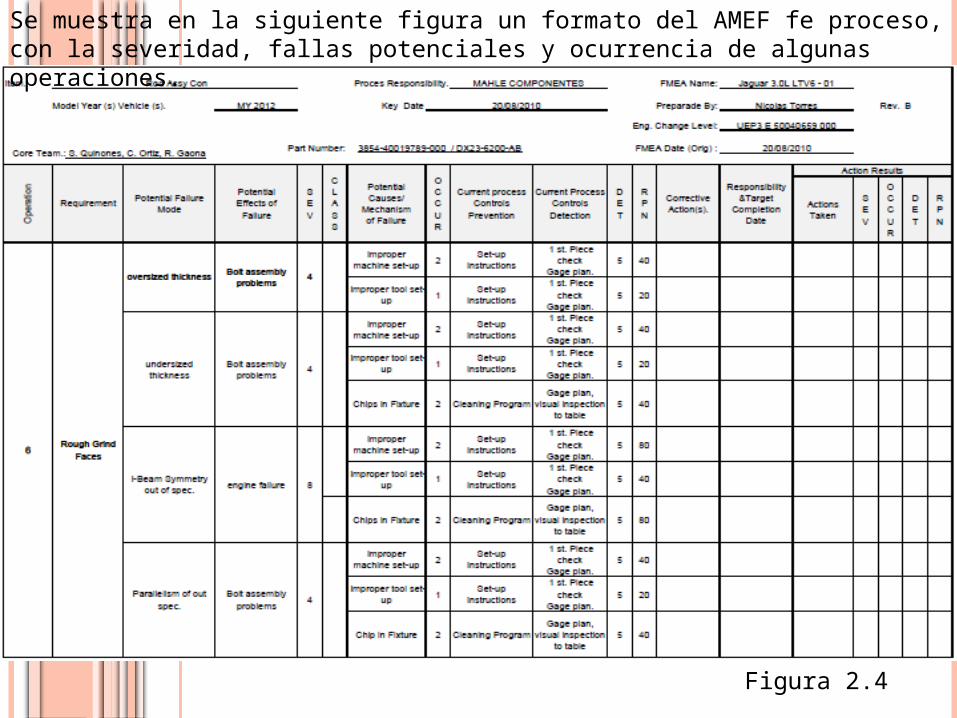
Figura 2.4
Se muestra en la siguiente figura un formato del AMEF fe proceso, con la severidad, fallas potenciales y ocurrencia de algunas operaciones.
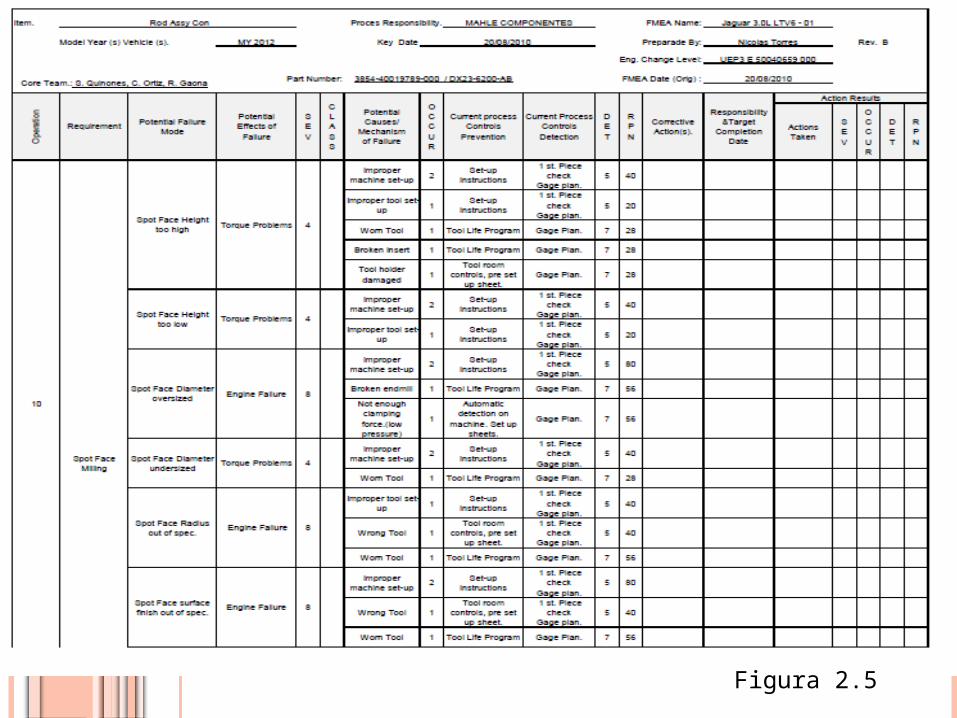
Figura 2.5
PPAP PROCESO DE APROBACIÓN DE PIEZAS DE PRODUCCIÓN
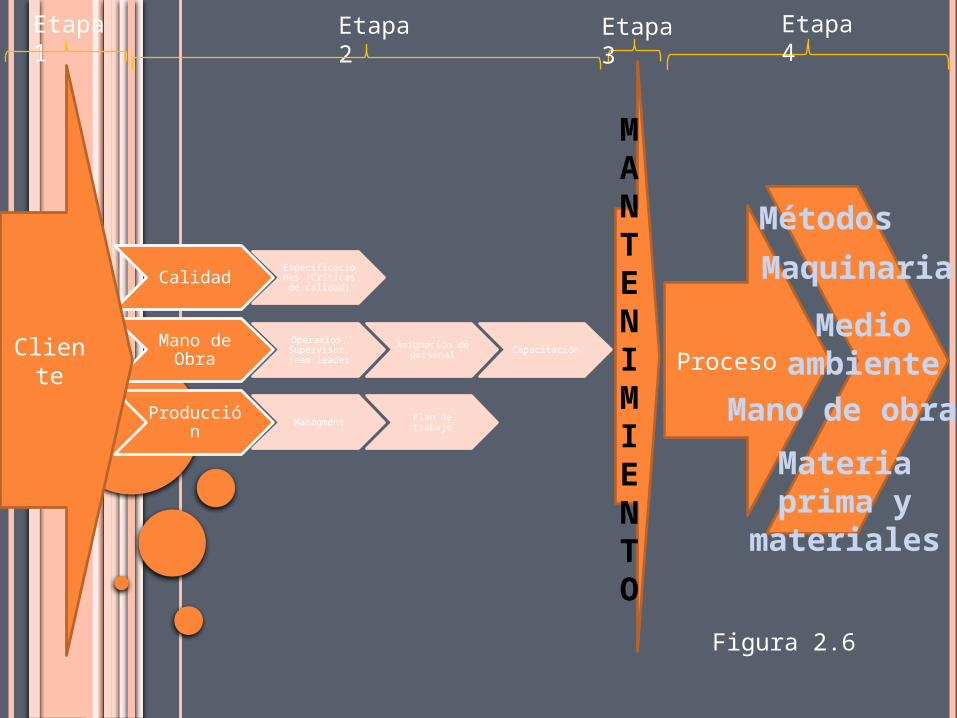
Calidad Especificaciones (Críticas de calidad)
Mano de Obra
Operarios, Supervisor, Team leader
Asignación de personal Capacitación
Producción Managment Plan de
trabajo
Cliente Proceso
Métodos
Materia prima y
materiales
MANTENIMIENTO
MaquinariaMedio
ambienteMano de obra
Etapa 1
Etapa 2
Etapa 3
Etapa 4
Figura 2.6
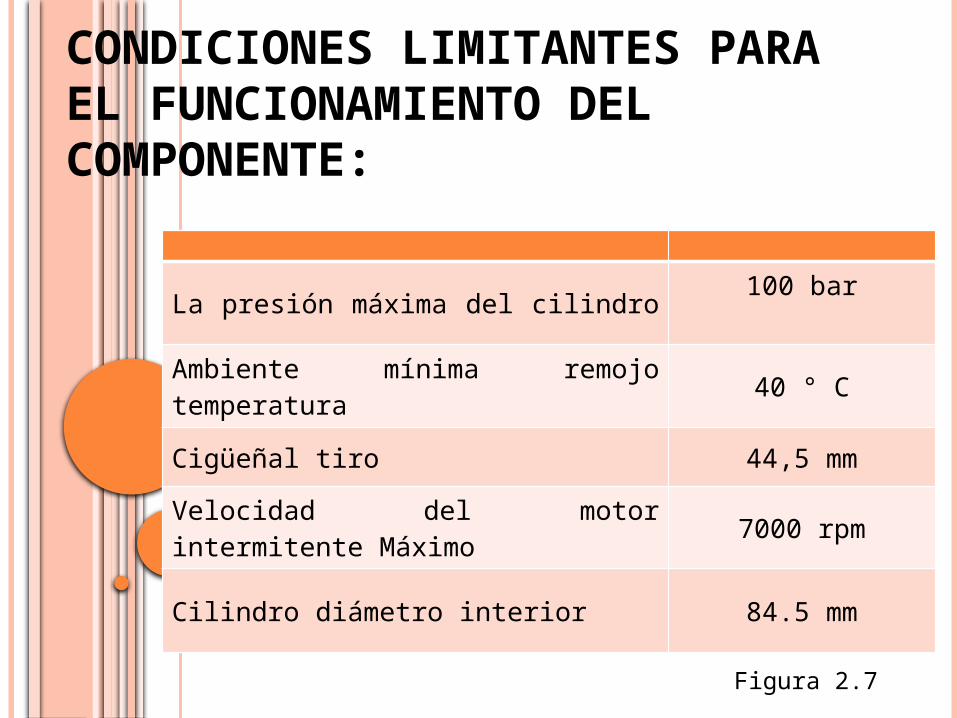
CONDICIONES LIMITANTES PARA EL FUNCIONAMIENTO DEL COMPONENTE:
La presión máxima del cilindro 100 bar
Ambiente mínima remojo temperatura 40 ° C
Cigüeñal tiro 44,5 mmVelocidad del motor intermitente Máximo 7000 rpm
Cilindro diámetro interior 84.5 mm
Figura 2.7
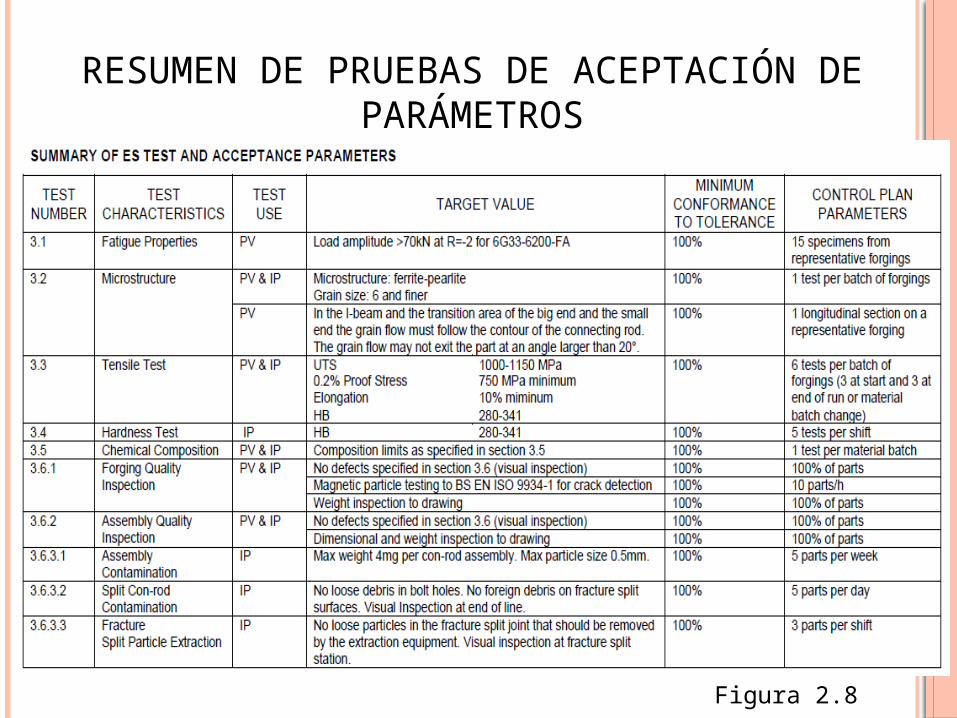
RESUMEN DE PRUEBAS DE ACEPTACIÓN DE PARÁMETROS
Figura 2.8
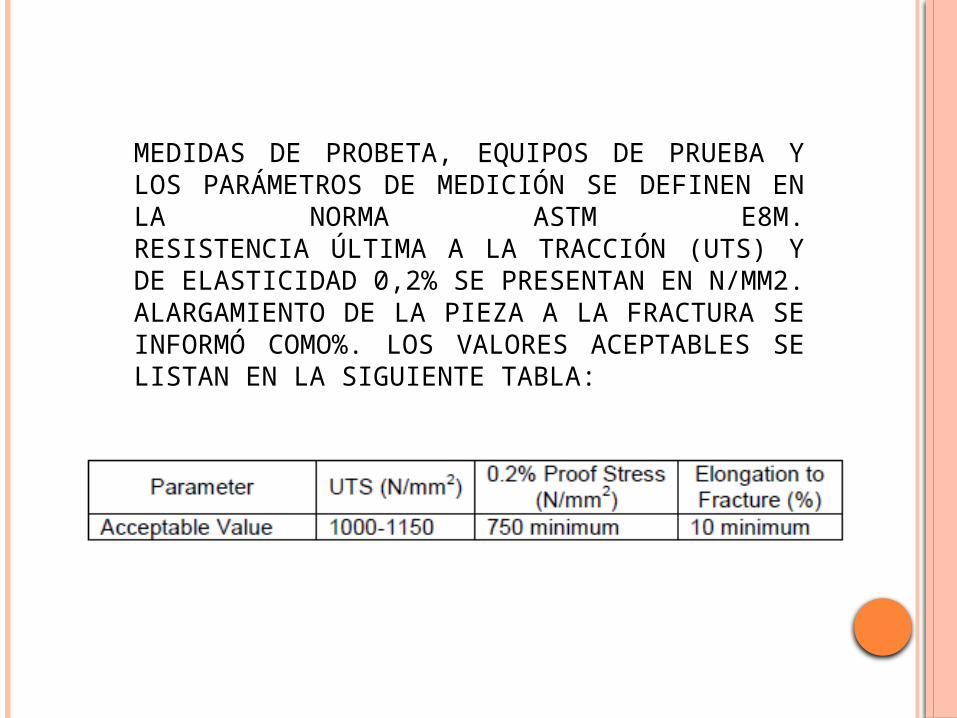
MEDIDAS DE PROBETA, EQUIPOS DE PRUEBA Y LOS PARÁMETROS DE MEDICIÓN SE DEFINEN EN LA NORMA ASTM E8M.RESISTENCIA ÚLTIMA A LA TRACCIÓN (UTS) Y DE ELASTICIDAD 0,2% SE PRESENTAN EN N/MM2. ALARGAMIENTO DE LA PIEZA A LA FRACTURA SE INFORMÓ COMO%. LOS VALORES ACEPTABLES SE LISTAN EN LA SIGUIENTE TABLA:
MSA ANÁLISIS DEL SISTEMA DE MEDICIÓN
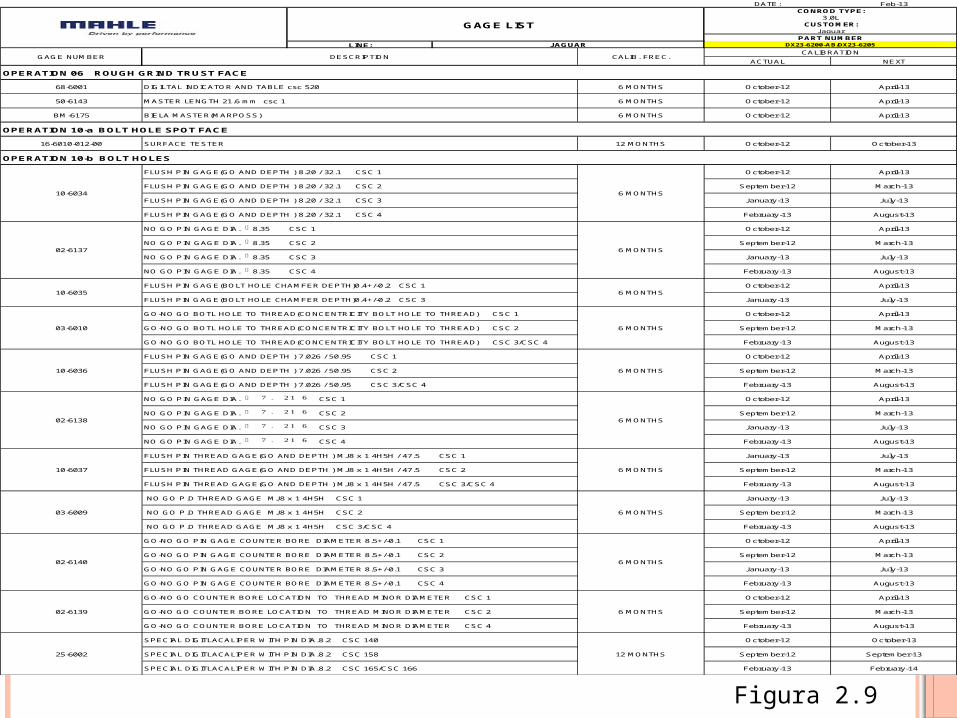
En los siguientes formatos se presentan varias listas con los lotes que se han medido, la información de cada lote, fecha de medición y si fue aprobado o no mediante el estudio R&R.
DATE: Feb-13
LINE:
ACTUAL NEXT
68-6001 6 M ONTHS October-12 April-13
50-6143 6 M ONTHS October-12 April-13
BM -6175 6 M ONTHS October-12 April-13
16-6010-012-00 12 M ONTHS October-12 October-13
October-12 April-13
Septem ber-12 M arch-13
January-13 July-13
February-13 August-13
October-12 April-13
Septem ber-12 M arch-13
January-13 July-13
February-13 August-13
October-12 April-13
January-13 July-13
October-12 April-13
Septem ber-12 M arch-13
February-13 August-13
October-12 April-13
Septem ber-12 M arch-13
February-13 August-13
October-12 April-13
Septem ber-12 M arch-13
January-13 July-13
February-13 August-13
January-13 July-13
Septem ber-12 M arch-13
February-13 August-13
January-13 July-13
Septem ber-12 M arch-13
February-13 August-13
October-12 April-13
Septem ber-12 M arch-13
January-13 July-13
February-13 August-13
October-12 April-13
Septem ber-12 M arch-13
February-13 August-13
October-12 October-13
Septem ber-12 Septem ber-13
February-13 February-14
3.0L
PART NUM BERDX23-6200-AB/DX23-6205
FLUSH PIN GAGE(GO AND DEPTH ) 7.026 / 50.95 CSC 1
DIGILTAL INDICATOR AND TABLE csc 520
M ASTER LENGTH 21.6 m m csc 1
BIELA M ASTER(M ARPOSS)
OPERATION 10-a BOLT HOLE SPOT FACE SURFACE TESTER
OPERATION 10-b BOLT HOLES FLUSH PIN GAGE(GO AND DEPTH ) 8.20 / 32.1 CSC 1
NO GO PIN GAGE DIA. n 8.35 CSC 1
FLUSH PIN GAGE(BOLT HOLE CHAM FER DEPTH)0.4+/-0.2 CSC 1
GO-NO GO BOTL HOLE TO THREAD(CONCENTRICITY BOLT HOLE TO THREAD) CSC 1
10-6036
FLUSH PIN GAGE(GO AND DEPTH ) 7.026 / 50.95 CSC 3/CSC 4
6 M ONTHS
OPERATION 06 ROUGH GRIND TRUST FACE
DESCRIPTIONCALIBRATION
FLUSH PIN GAGE(GO AND DEPTH ) 8.20 / 32.1 CSC 3
NO GO PIN GAGE DIA. n 8.35 CSC 3
10-6034
FLUSH PIN GAGE(GO AND DEPTH ) 8.20 / 32.1 CSC 4
NO GO PIN GAGE DIA. n 7 . 2 1 6 CSC 1
FLUSH PIN THREAD GAGE(GO AND DEPTH ) M J8 x 1 4H5H / 47.5 CSC 1
NO GO P.D THREAD GAGE M J8 x 1 4H5H CSC 1
GO-NO GO PIN GAGE COUNTER BORE DIAM ETER 8.5+/-0.1 CSC 1
GO-NO GO COUNTER BORE LOCATION TO THREAD M INOR DIAM ETER CSC 1
SPECIAL DIGITLACALIPER W ITH PIN DIA.8.2 CSC 140
NO GO PIN GAGE DIA. n 7 . 2 1 6 CSC 2
NO GO PIN GAGE DIA. n 7 . 2 1 6 CSC 3
FLUSH PIN THREAD GAGE(GO AND DEPTH ) M J8 x 1 4H5H / 47.5 CSC 2
NO GO P.D THREAD GAGE M J8 x 1 4H5H CSC 2
02-6140
GO-NO GO PIN GAGE COUNTER BORE DIAM ETER 8.5+/-0.1 CSC 4
6 M ONTHS
02-6138
NO GO PIN GAGE DIA. n 7 . 2 1 6 CSC 4
6 M ONTHS
10-6037 6 M ONTHS
FLUSH PIN THREAD GAGE(GO AND DEPTH ) M J8 x 1 4H5H / 47.5 CSC 3/CSC 4
03-6009
NO GO P.D THREAD GAGE M J8 x 1 4H5H CSC 3/CSC 4
6 M ONTHS
6 M ONTHS
NO GO PIN GAGE DIA. n 8.35 CSC 4
6 M ONTHS02-6137
GO-NO GO BOTL HOLE TO THREAD(CONCENTRICITY BOLT HOLE TO THREAD) CSC 2
FLUSH PIN GAGE(GO AND DEPTH ) 8.20 / 32.1 CSC 2
NO GO PIN GAGE DIA. n 8.35 CSC 2
FLUSH PIN GAGE(BOLT HOLE CHAM FER DEPTH)0.4+/-0.2 CSC 36 M ONTHS10-6035
03-6010
GO-NO GO BOTL HOLE TO THREAD(CONCENTRICITY BOLT HOLE TO THREAD) CSC 3/CSC 4
6 M ONTHS
GAGE NUM BER CALIB. FREC.
CONROD TYPE:
CUSTOM ER:Jaguar
JAGUAR
G AG E LIST
25-6002 12 M ONTHSSPECIAL DIGITLACALIPER W ITH PIN DIA.8.2 CSC 158
SPECIAL DIGITLACALIPER W ITH PIN DIA.8.2 CSC 165/CSC 166
GO-NO GO PIN GAGE COUNTER BORE DIAM ETER 8.5+/-0.1 CSC 2
GO-NO GO PIN GAGE COUNTER BORE DIAM ETER 8.5+/-0.1 CSC 3
02-6139 6 M ONTHS
GO-NO GO COUNTER BORE LOCATION TO THREAD M INOR DIAM ETER CSC 4
GO-NO GO COUNTER BORE LOCATION TO THREAD M INOR DIAM ETER CSC 2
FLUSH PIN GAGE(GO AND DEPTH ) 7.026 / 50.95 CSC 2
Figura 2.9
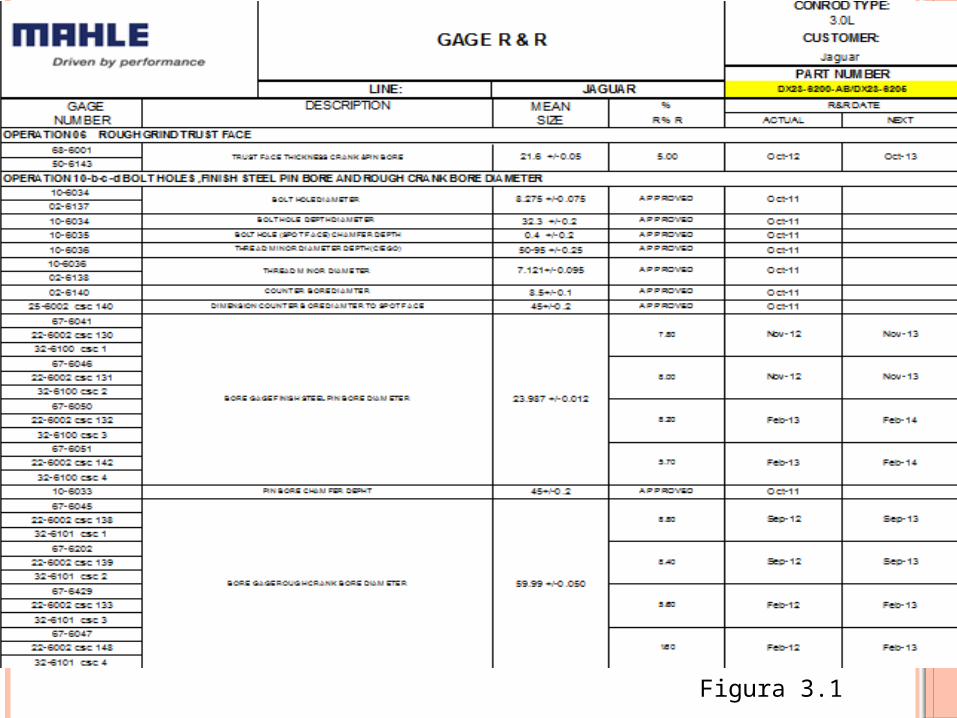
Figura 3.1
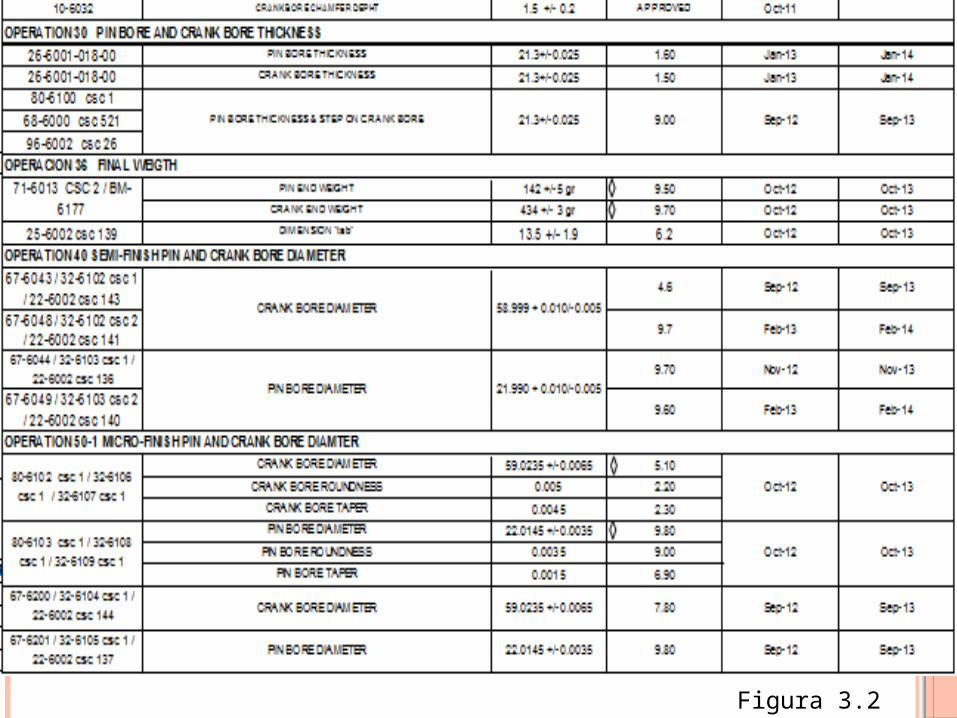
Figura 3.2
80-6102 12 M ONTHS October-12 October-13
32-6106 6 M ONTHS October-12 April-13
32-6107 6 M ONTHS October-12 April-13
80-6103 12 M ONTHS October-12 October-13
32-6108 6 M ONTHS October-12 April-13
32-6109 6 M ONTHS October-12 April-13
67-6200 6 M ONTHS October-12 April-13
32-6104 6 M ONTHS October-12 April-13
67-6201 6 M ONTHS October-12 April-13
32-6105 6 M ONTHS October-12 April-13
16-6006-001-00 12 M ONTHS M arch-12 M arch-13
16-6010-012-00 12 M ONTHS October-12 October-13
93-6002-001-00 12 M ONTHS M arch-12 M arch-13
93-6002-003-01 12 M ONTHS October-12 October-13
91-6041-003-00 12 M ONTHS April-12 April-12
91-6041-004-00 12 M ONTHS April-12 April-12
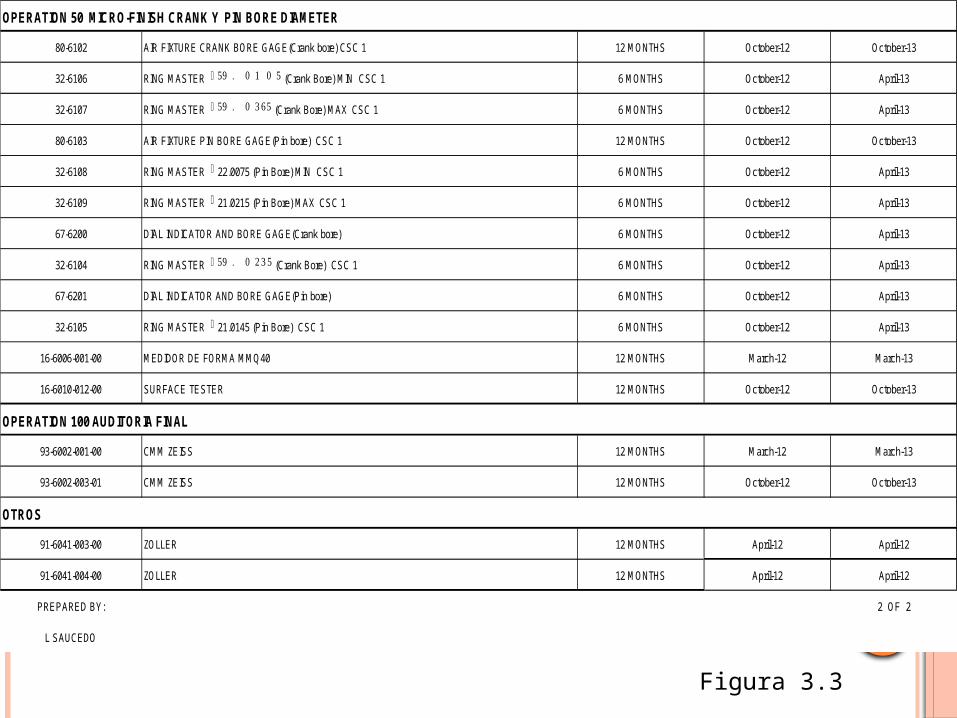
PREPARED BY: 2 OF 2
L SAUCEDO
CM M ZEISS
OTROSZOLLER
ZOLLER
RING M ASTER n 59 . 0 2 3 5 (Crank Bore) CSC 1
DIAL INDICATOR AND BORE G AG E(Pin bore)
RING M ASTER n 21.0145 (Pin Bore) CSC 1
M EDIDOR DE FORM A M M Q40
SURFACE TESTER
OPERATION 100 AUDITORIA FINAL
CM M ZEISS
DIAL INDICATOR AND BORE G AG E(Crank bore)
OPERATION 50 M ICRO-FINISH CRANK Y PIN BORE DIAM ETERAIR FIXTURE CRANK BORE GAGE(Crank bore) CSC 1
RING M ASTER n 59 . 0 1 0 5 (Crank Bore) M IN CSC 1
RING M ASTER n 59 . 0 3 65 (Crank Bore) M AX CSC 1
AIR FIXTURE PIN BORE GAGE(Pin bore) CSC 1
RING M ASTER n 22.0075 (Pin Bore) M IN CSC 1
RING M ASTER n 21.0215 (Pin Bore) M AX CSC 1
Figura 3.3
ESTUDIO R&R
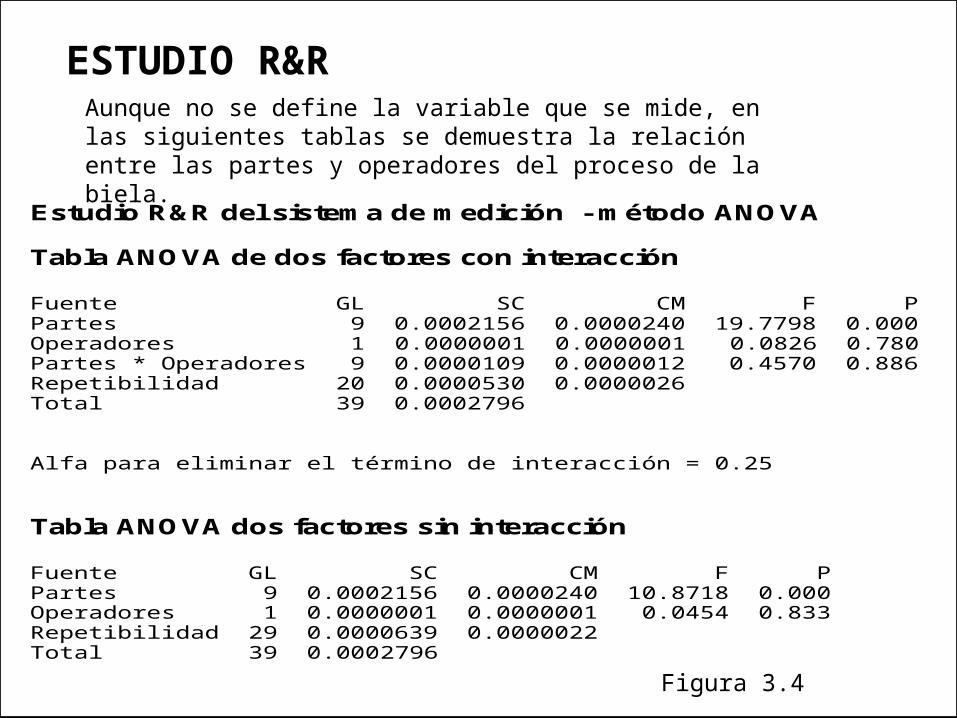
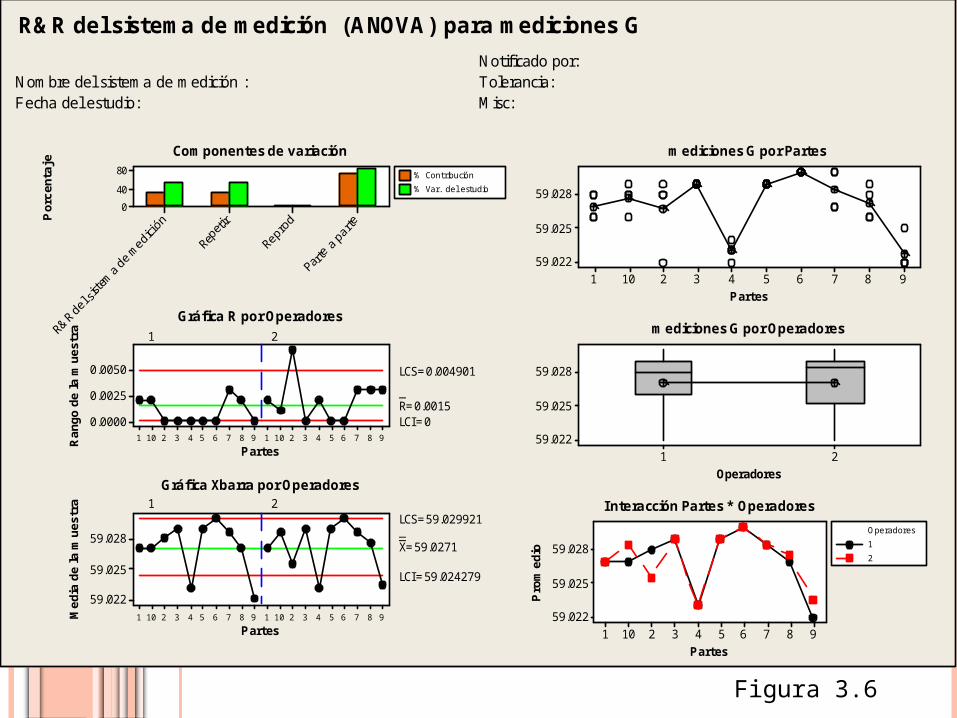
Estudio R&R del sistem a de m edición - m étodo ANOVA Tabla ANOVA de dos factores con interacción Fuente GL SC CM F P Partes 9 0.0002156 0.0000240 19.7798 0.000 Operadores 1 0.0000001 0.0000001 0.0826 0.780 Partes * Operadores 9 0.0000109 0.0000012 0.4570 0.886 Repetibilidad 20 0.0000530 0.0000026 Total 39 0.0002796 Alfa para eliminar el término de interacción = 0.25 Tabla ANOVA dos factores sin interacción Fuente GL SC CM F P Partes 9 0.0002156 0.0000240 10.8718 0.000 Operadores 1 0.0000001 0.0000001 0.0454 0.833 Repetibilidad 29 0.0000639 0.0000022 Total 39 0.0002796
Aunque no se define la variable que se mide, en las siguientes tablas se demuestra la relación entre las partes y operadores del proceso de la biela.
Figura 3.4
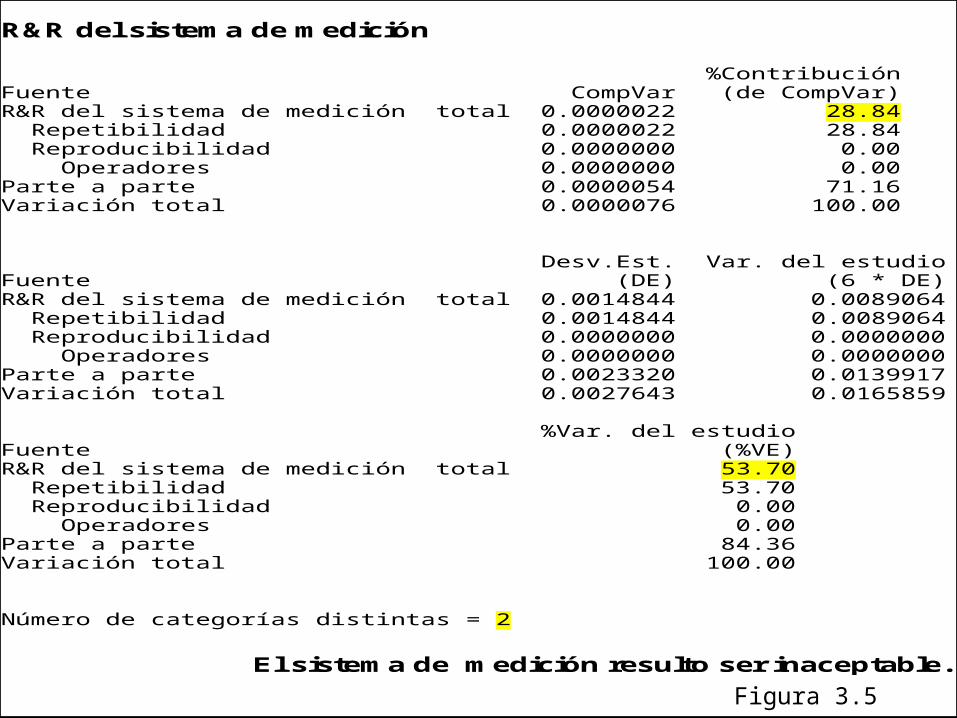
R&R del sistem a de m edición %Contribución Fuente CompVar (de CompVar) R&R del sistema de medición total 0.0000022 28.84 Repetibilidad 0.0000022 28.84 Reproducibilidad 0.0000000 0.00 Operadores 0.0000000 0.00 Parte a parte 0.0000054 71.16 Variación total 0.0000076 100.00 Desv.Est. Var. del estudio Fuente (DE) (6 * DE) R&R del sistema de medición total 0.0014844 0.0089064 Repetibilidad 0.0014844 0.0089064 Reproducibilidad 0.0000000 0.0000000 Operadores 0.0000000 0.0000000 Parte a parte 0.0023320 0.0139917 Variación total 0.0027643 0.0165859 %Var. del estudio Fuente (%VE) R&R del sistema de medición total 53.70 Repetibilidad 53.70 Reproducibilidad 0.00 Operadores 0.00 Parte a parte 84.36 Variación total 100.00 Número de categorías distintas = 2
El sistem a de m edición resulto ser inaceptable. Figura 3.5
80400
Porcentaje
% Contribución% Var. del estudio
9876543210198765432101
0.0050
0.0025
0.0000
PartesRango de la m
uestra
_R=0.0015
LCS=0.004901
LCI=0
1 2
9876543210198765432101
59.028
59.025
59.022
Partes
Media de la m
uestra
__X=59.0271
LCS=59.029921
LCI=59.024279
1 2
98765432101
59.028
59.025
59.022
Partes
21
59.028
59.025
59.022
Operadores
98765432101
59.028
59.025
59.022
Partes
Prom
edio 1
2
O peradores
Nom bre del sistem a de m edición : Fecha del estudio:
Notificado por: Tolerancia: M isc:
Com ponentes de variación
Gráfica R por Operadores
Gráfica Xbarra por Operadores
m ediciones G por Partes
m ediciones G por Operadores
Interacción Partes * Operadores
R& R del sistem a de m edición (ANOVA) para m ediciones G
Figura 3.6
ALGUNAS RECOMENDACIONES
Usar lista de gages adjuntos Hacer pruebas de torque Cursos de capacitación para ensamble Inspecciones visuales para revisar buen lavado
CONCLUSIONES
Al finalizar el análisis del presente trabajo, se pudo observar y comprender la planeación, el diseño, la implementación y las mejoras del producto; con la finalidad de fabricar productos que cumplan con los requerimientos y exigencias que la industria automotriz establece y aún más una empresa tan importante como lo es Jaguar, que desea productos de excelente calidad, que reflejen el gran prestigio con el que se han caracterizado sus vehículos
INDICE 1.1 Diagrama Causa-Efecto……………………………8 1.2 Dibujo…………………………………………………12 1.3 Ficha Tecnica………………………………………..13 1.4 Plan de Calidad……………………………………..15 1.5 Plan de Control………………………………………16 1.6 Matriz de Responsabilidades………………………19 1.7 Checklist de fase 1…………………………………..25 1.8 Checklist de fase 2…………………………………..26 1.9 Checklist de fase 3…………………………………..27 2.1 Logistica………………………………………………28 2.3 Diagrama de Proceso……………………………….31 2.4 AMEF…………………………………………………32 2.5 AMEF…………………………………………………33 2.6 PPAP………………………………………………….35
2.7 Funcionamiento del Componente…………36
2.8 Resumen de pruebas de aceptación de parámetros………………………………………..37
2.9 MSA……………………………………………40 3.1 MSA……………………………………………41 3.2 MSA……………………………………………42 3.3 MSA……………………………………………43 3.4 Estudio R&R………………………………….44 3.5 Estudio R&R………………………………….45 3.6 Gráficas………………………………………..46