Proses Manufaktur - Benda Kerja Kaki Kursi
29
Laporan Praktikum Proses Manufaktur 2012 KATA PENGANTAR Puji syukur dipanjatkan kehadirat Allah Yang Maha Kuasa atas limpahan karunia-Nya sehingga laporan akhir praktikum proses produksi ini dapat diselesaikan dengan baik.P enulis mengucapkan terimakasih kepada semua pihak yang telah membantu untuk menyelesaikan laporan akhir ini. Pihak-pihak yang membantu dalam penyelesaian laporan, Co- assisten, teman-teman satu kelompok dan teman-teman Departemen Teknik Mesin. Penulis juga mengucapkan terimakasih kepada semua pihak yang terlibat secara tidak langsung, seperti orang tua, dosen teknik mesin, karyawan laboratorium teknologi mekanik, dan masih banyak pihak-pihak yang tidak bisa disebutkan satu persatu. Penulis memohon maaf ataskesalahan-kesalahan selama penulisan laporan ini, baik ucapan dan tingkah laku yang kurang berkenan di hati para pembaca.Begitu pula kesalahan-kesalahan yang terdapat dalam laporan akhir yang jauh dari sempurna ini, baik penulisan maunpun penyampain informasi yang tidak lengkap dan kurang informatif.Mudah- mudahan laporan ini bisa bermanfaat bagi banyak orang dan cukup sekian, terimakasih. Depok, 11 Mei 2012 Penulis Rizki Akhadiprasetyo (1006675000)
Transcript of Proses Manufaktur - Benda Kerja Kaki Kursi

Laporan Praktikum Proses Manufaktur 2012
KATA PENGANTAR
Puji syukur dipanjatkan kehadirat Allah Yang Maha Kuasa ataslimpahan karunia-Nya sehingga laporan akhir praktikum proses produksiini dapat diselesaikan dengan baik.P enulis mengucapkan terimakasihkepada semua pihak yang telah membantu untuk menyelesaikan laporanakhir ini. Pihak-pihak yang membantu dalam penyelesaian laporan, Co-assisten, teman-teman satu kelompok dan teman-teman Departemen TeknikMesin. Penulis juga mengucapkan terimakasih kepada semua pihak yangterlibat secara tidak langsung, seperti orang tua, dosen teknik mesin,karyawan laboratorium teknologi mekanik, dan masih banyak pihak-pihakyang tidak bisa disebutkan satu persatu.
Penulis memohon maaf ataskesalahan-kesalahan selama penulisanlaporan ini, baik ucapan dan tingkah laku yang kurang berkenan di hatipara pembaca.Begitu pula kesalahan-kesalahan yang terdapat dalamlaporan akhir yang jauh dari sempurna ini, baik penulisan maunpunpenyampain informasi yang tidak lengkap dan kurang informatif.Mudah-mudahan laporan ini bisa bermanfaat bagi banyak orang dan cukupsekian, terimakasih.
Depok, 11 Mei 2012
Penulis
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
DAFTAR ISI
Kata Pengantar ……………………………………………………………...2Daftar Isi.................................................3
Bab I Pendahuluan
I.1 Latar Belakang...................................4
I.2 Pembatasan Masalah...............................5
I.3 Maksud dan Tujuan Praktikum......................5
Bab II
Proses Manufaktur
II.1
Proses Detail Benda Kerja........................6
II.2
Gambar Benda Kerja (3D)..........................7
Bab III
Analisis
III.1
Analisis Alat........................................9
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
III.2
Analisis Bahan.......................................12
III.3
Analisis Chip........................................12
III.4
Analisis Proses, Hasil, dan Waktu....................13
BabIV Penutup
IV.1Kesimpulan.......................................17
IV.2Saran............................................17
Lampiran...................................................18
Bab IPendahuluan
I.1. Latar Belakang
Proses Manufaktur dan Pemilihan Material merupakan salah
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
satu mata kuliah wajib bagi mahasiswa S1 jurusan Teknik Mesindi Fakultas Teknik Universitas Indonesia. Mata kuliah inimemiliki bobot 6 SKS dan mewajibkan setiap mahasiswanya untukmelakukan praktikum saat mengambil mata kuliah tersebut.
Proses Manufaktur sendiri secara umum terbagi menjadi 4,yakni casting, joining, machining, dan forming. Pada prktikumProses Manufaktur kali ini, yang akan dilakukan hanya prosesmachining dan joining, yang diaplikasikan dalam proses pembuatanpenyangga kaki kursi. Penyangga kaki kursi yang akan dibuattersebut memiliki peran yang cukup penting agar kursi mampumenahan beban yang diberikan tanpa mengalami suatu kegagalan(deformasi). Penyangga kaki kursi tersebut akan dibuat daribatang-batang besi, yaitu dua buah silinder pejal dan satubuah silinder hollow. Untuk membentuk sebuah penyangga kakikursi yang diinginkan, material-material tersebut diolahdengan proses-proses manufaktur sehingga bahan mentahtersebut memiliki suatu nilai tambah dan dapat dipergunakanuntuk menyangga kaki-kaki kursi, sesuai dengan desain yangtelah ditentukan.
Kegiatan praktikum Proses Manufaktur juga menjadi sebuahsarana bagi praktikan untuk lebih memahami materi yangdiajarkan dosen di kelas, karena praktikan dapat melihatsecara langsung bagaimana proses pembentukan material padabentuk awal (bahan baku) menjadi sebuah benda jadi yang dapatdipergunakan sesuai dengan fungsinya. Selain itu, praktikanjuga dapat melihat secara langsung cara kerja dari mesin-mesin yang digunakan dalam proses machining dan joining. Mesin-mesin tersebut di antaranya adalah:
Mesin Bubut Mesin Freis Mesin Las Listrik (SMAW) Mesin Bor, dan lain-lain.Pada kegiatan praktikum Proses Manufaktur ini, praktikan
dapat mempraktikkan secara langsung proses manufaktur,khususnya proses machining dan joining, dengan cara yangtepat, aman, serta efisien. Untuk itu, sebelum memulaikegiatan praktikum, praktikan diharuskan untuk membuatalokasi waktu pembuatan benda kerja yang ditentukan, yang
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
akan dicantumkan pada Laporan Awal ini. Selain itu, praktikanjuga diharuskan untuk membuat langkah-langkah atau alurpengerjaan, sehingga praktikan dapat memperkirakan langkah-langkah yang efisien untuk membuat benda kerja, dan jugadiharuskan untuk memakai perlengkapan keselamatan yang telahditentukan.
Setelah melakukan praktikum Proses Manufaktur,diharapkan praktikan dapat mengerti proses pembuatan suatubenda yang berasal dari bahan mentah hingga dapat digunakansesuai rancangan, dengan cara yang tepat, aman, dan efisien.Kegiatan praktikum ini juga diharapkan dapat memberikangambaran keadaan nyata yang akan dihadapi seorang MechanicalEngineer di lapangan kerja nantinya, khususnya mengenai nilai-nilai kedisiplinan, keselamatan kerja, kerja sama,ketelitian, dan lain-lain.
I.2. Batasan MasalahPada praktikum kali ini peralatan yang dibuat oleh kelompok praktikan adalah penyangga kaki kursi, sehingga pembatasan masalahnya adalah mengenai proses produksi Penyangga Kaki Kursi. Penyangga ini dibuat dari silinder hollow dan silinder pejal. Dimana batang silinder ini nantinya dimanufaktur sehingga terbentuk benda kerja yang diinginkan. Proses manufaktur tersebut terdiri dari cutting, turning, drilling, tapping dan welding
I.3 Maksud dan Tujuan PraktikumPraktikum proses manufaktur ini dilakukan dengan maksud
agar praktikan bisa dengan secara nyata (praktik) memahamiproses kerja manufaktur. Praktikum ini diadakan agarmahasiswa dapat mengetahui pengoperasian mesin-mesin anataralain : mesin bubut, mesin frais, mesin las listrik, mesinbor, dan lain-lain dan proses proses permesian antara lain :cutting, turning, drilling, tapping dan welding. Praktikandiharapkan memiliki kemampuan di bidang proses produksi dalam
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
batasan waktu yang telah ditetapkan dan mencapai kerjasamatim.Tujuan praktikum ini antara lain :
1. Mengetahui pengoperasian mesin-mesin dan karakteristiknya,seperti : 1. Mesin Bubut Harrison M. 300
2. Mesin Las Listrik
3. Peralatan Kerja Bangku
2. Mempelajari atau mengetahui dasar-dasar pembuatan elemen-elemen mesin fungsional.
3. Mempelajari pembuatan / pelaksanaan benda kerja.
4. Mengetahui kesalahan-kesalahan dan penyimpangan yangterjadi pada saat pelaksanaan praktikum.
5. Memupuk disiplin, tanggung jawab kerja, dan kerja samayang baik sebagai bekal yang cukup di kemudian hari.
Rizki Akhadiprasetyo (1006675000)
Laporan Praktikum Proses Manufaktur 2012
Bab IIProses Pengerjaan
2.1 Proses Detail Benda KerjaProses produksi batang penyangga kaki kursi dalam
praktikum ini adalah sebagai berikut:A. Proses pengerjaan batang silinder hollow
1. Pemotongan batang silinder hollow hingga mendekatiukuran yang diinginkan yaitu adalah 390 mm.
2. Menghaluskan hasil proses pemotongan silinder hollowyang telah dilakukan sebelumnya. Tahapan inibertujuan untuk membentuk boss yang akan dipasangke dalam silinder sehingga dapat masuk dengan mudahdan presisi.
B. Proses pengerjaan batang silinder pejal.1. Memotongan silinder pejal berdiameter 20 mm sepanjang300 mm sesuai dengan ukuran panjang yangdiinginkan.
2. Potongan silinder pejal yang telah jadi kemudiandilakukan proses pembubutan dengan melakukan prosesturning pada kedua ujungnya dengan tujuan reduksidiameter yang baru. Ukuran diameter tereduksi yangdiinginkan adalah 18 mm dan panjang pembubutan 10mm. Proses pembubutan ini dilakukan denganmenggunakan mesin bubut Harrison M.300. Benda kerjadiletakkan pada penjepit tengah dan dilakukancentering agar benda kerja yang dibubut tepat padapusat lingkarannya. Kemudian benda kerja yang telahdi-centering selanjutnya diatur posisi cutting tool-nyayaitu pahat kasar lengkung dengan tujuan agarmemakan diameter silinder pejal dan mencapaidiameter baru yang diinginkan. Pembubutan terusdilakukan hingga mencapai posisi 10 mm dari ujung
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
silinder pejal. Proses ini dilakukan pada keduaujung silinder pejal. Pada saat pembubutan bendakerja, cutting tool diberikan pelumas dengan tujuanagar peralatan tidak cepat aus.
3. Silinder pejal yang telah dibubut kemudian dilakukanpengeboran (drilling) tepat di center-nya (tengah)dengan kedalaman 15 mm dan diameter lubang sebesar5 mm. Pengeboran dilakukan dengan menggunakan mesinHarrison M 300. Proses pengeboran ini jugadilakukan pada kedua ujung benda kerjanya.
4. Melepaskan silinder pejal dari mesin bubut selanjutnyamemotong kedua ujung batang silinder yang telahdibubut dan menjadi tirus. Pemotongan dilakukandengan gergaji besi dan sejauh 15 mm dari setiapujungnya untuk membuat boss.
5. Menghaluskan sisa-sisa pemotongan dari boss dengantujuan agar boss dapat masuk dengan presisi kedalam batang silinder hollow.
6. Laludilakukan proses tapping pada boss untukmenghasilkan dimensi ulir M6x1 melalui prosespenguliran, dimulai dari mata ulir yang lebih tajamsecara perlahan-lahan dan hati-hati.
C. Proses tahapan pemasangan (Assembly)Tahapan pemasangan ketiga parts dilakukan dengan caramengelas dua batang boss yang telah jadi ke dalamsilinder hollow dengan menggunakan mesin las listrik..Pengelasan dilakukan pada 3 titik sejauh 21 mm darikeliling lingkaran tiap ujung silinder hollow.
2.2
Gambar Benda Kerja (CAD)Untuk desain penyangga kaki kursi, disediakan bahan
Rizki Akhadiprasetyo (1006675000)
Laporan Praktikum Proses Manufaktur 2012
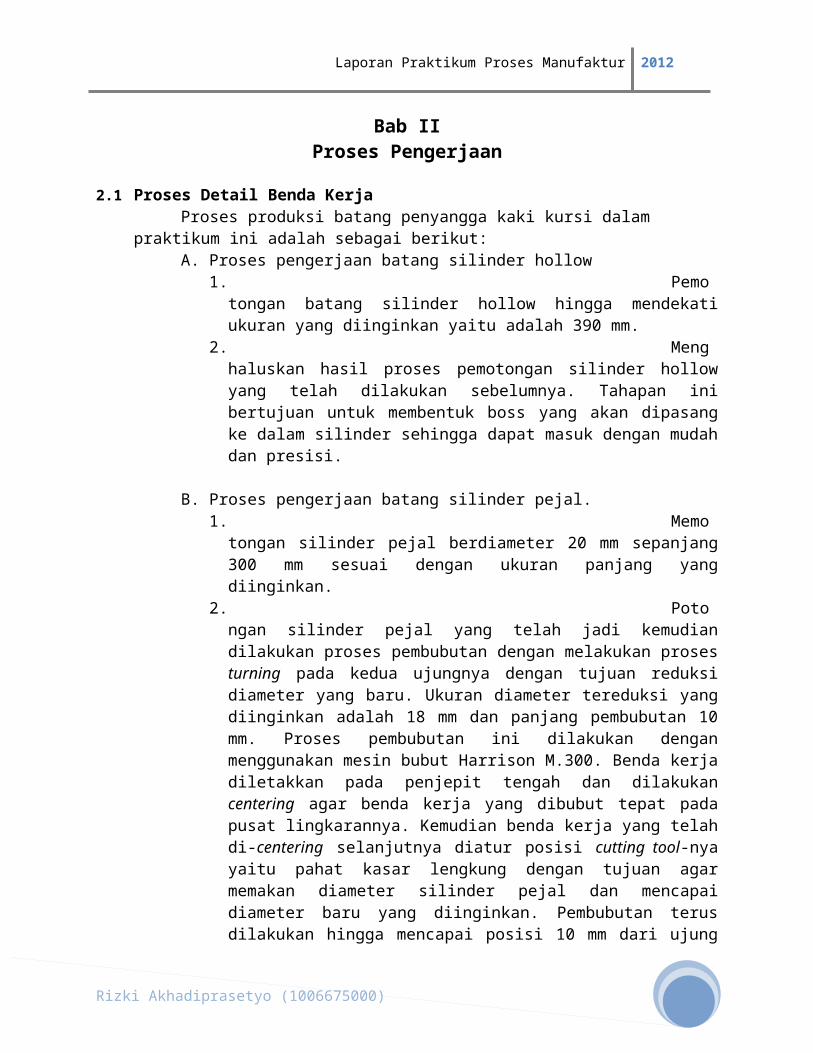
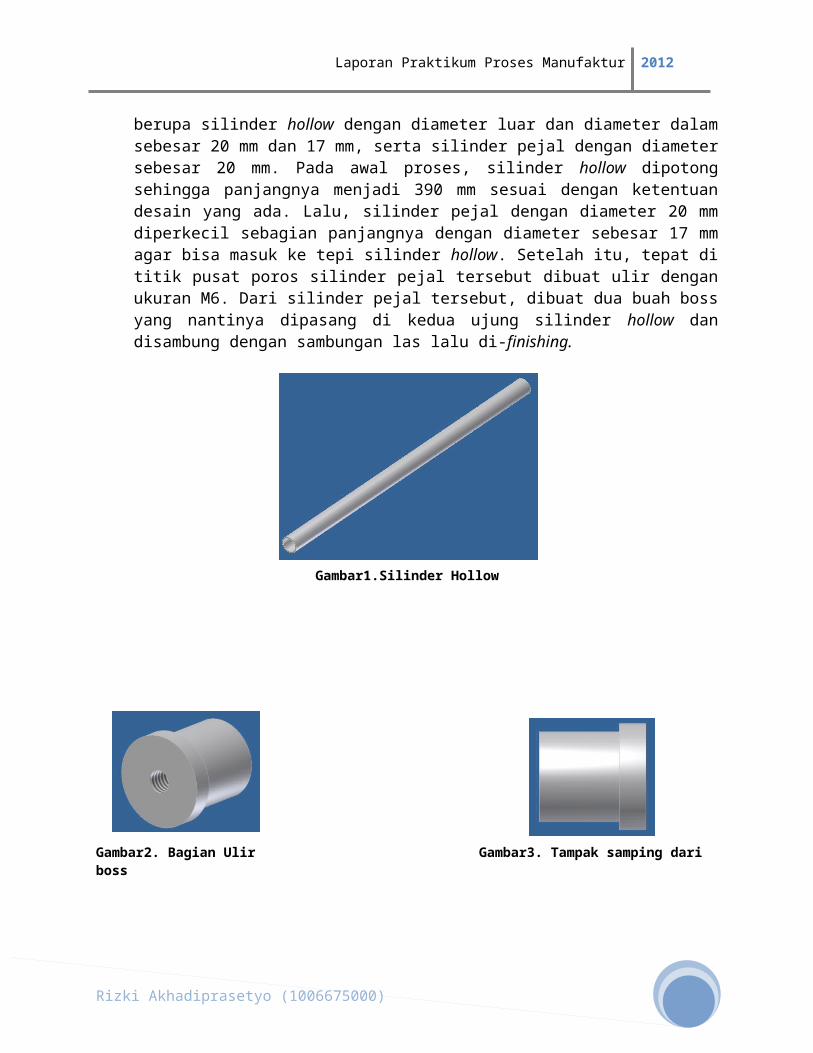
berupa silinder hollow dengan diameter luar dan diameter dalamsebesar 20 mm dan 17 mm, serta silinder pejal dengan diametersebesar 20 mm. Pada awal proses, silinder hollow dipotongsehingga panjangnya menjadi 390 mm sesuai dengan ketentuandesain yang ada. Lalu, silinder pejal dengan diameter 20 mmdiperkecil sebagian panjangnya dengan diameter sebesar 17 mmagar bisa masuk ke tepi silinder hollow. Setelah itu, tepat dititik pusat poros silinder pejal tersebut dibuat ulir denganukuran M6. Dari silinder pejal tersebut, dibuat dua buah bossyang nantinya dipasang di kedua ujung silinder hollow dandisambung dengan sambungan las lalu di-finishing.
Gambar1.Silinder Hollow
Gambar2. Bagian Ulir Gambar3. Tampak samping dari boss
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
Gambar 4. Assembly Benda Kerja
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
BAB III
ANALISA
3.1 Analisa alat
Alat : Penyangga kaki kursi
Produk benda kerja untuk praktikum proses produksiadalah alat tambahan batang penguat kaki kursi yang ada diFakultas Teknik Universitas Indonesia. Batang penguat kakikursi terletak pada bagian kaki dari kursi. Alat tersebutberfungsi sebagai penguat tambahan sehingga kursi menjadi lebihkuat dan tidak mudah rusak.
3.2 Analisa Bahan
Pada praktikum pembuatan batang penguat kaki kursi,
Materialnya:
Boss : Medium-carbon steel ST 45 Silinder hollow : low-carbon steel 45
3.3 Analisa Chip(geram)
Jenis-jenis chip pada saat praktikum di laboratorium teknologimekanik DTM FTUI:
Rizki Akhadiprasetyo (1006675000)
Laporan Praktikum Proses Manufaktur 2012
Geram PenggergajianBentuk : kecil, seragam, halus seperti pasir.Suhu benda kerja: panas pada saat penggergajian
Geram PembubutanBentuk : tidak seragam, ada yang serpih, ada yangpanjang.
Suhu benda kerja: tidak terlalu panas(tergantung dari kecepatanputar)
Geram DrillingBentuk : tidak seragam, ada yang serpih, ada yangpanjangSuhu benda kerja : panas pada saat penge-drill-anKeteranngan : - Geram bentuk panjang terjadi pada saat
benda kerja terpasang tidak center - Geram bentuk serpih terjadi pada saat
benda kerja terpasang center padachuck(alat pemegang yang ada di spindle)
3.4 Analisa Proses Hasil dan Waktua) Pemotongan
Terdapat 3 jenis pemotongan:1. Pemotongan silinder silinder hollow2. Pemotongan silinder pejal yang kemudian dibubut3. Pemotongan silinder pejal yang baru saja di lubangidengan mesin bubut
Rizki Akhadiprasetyo (1006675000)
Laporan Praktikum Proses Manufaktur 2012
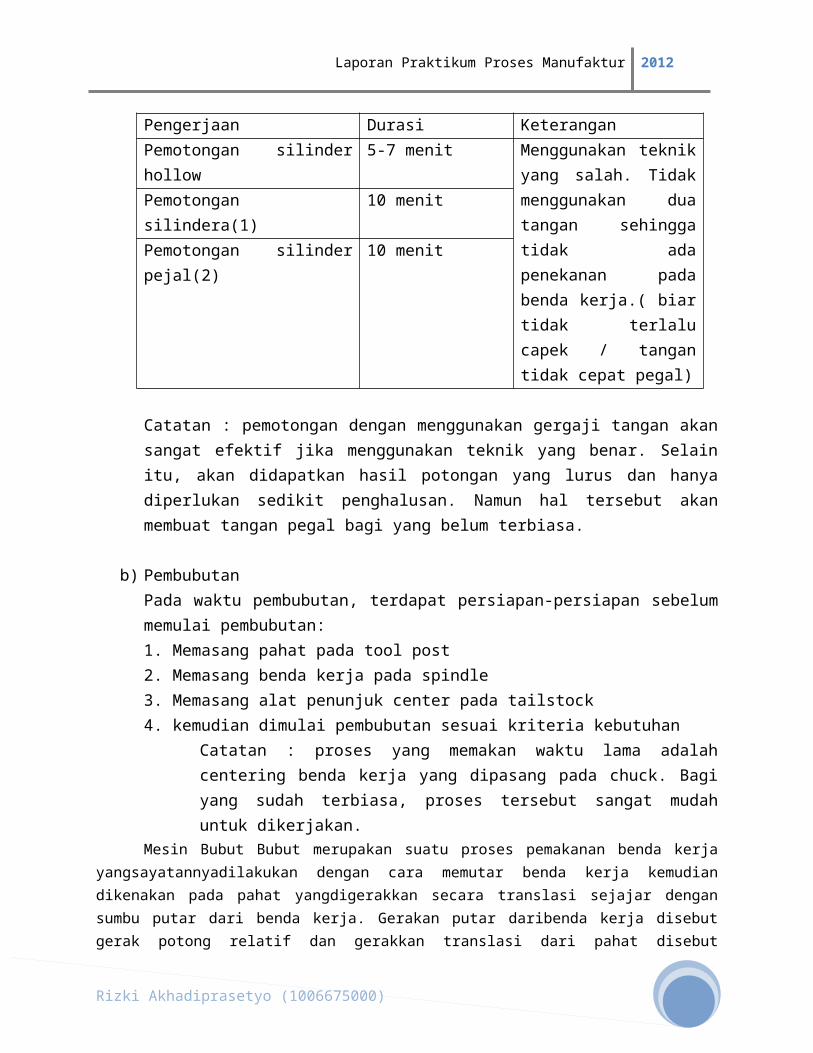
Pengerjaan Durasi KeteranganPemotongan silinderhollow
5-7 menit Menggunakan teknikyang salah. Tidakmenggunakan duatangan sehinggatidak adapenekanan padabenda kerja.( biartidak terlalucapek / tangantidak cepat pegal)
Pemotongansilindera(1)
10 menit
Pemotongan silinderpejal(2)
10 menit
Catatan : pemotongan dengan menggunakan gergaji tangan akansangat efektif jika menggunakan teknik yang benar. Selainitu, akan didapatkan hasil potongan yang lurus dan hanyadiperlukan sedikit penghalusan. Namun hal tersebut akanmembuat tangan pegal bagi yang belum terbiasa.
b) PembubutanPada waktu pembubutan, terdapat persiapan-persiapan sebelummemulai pembubutan:1. Memasang pahat pada tool post2. Memasang benda kerja pada spindle 3. Memasang alat penunjuk center pada tailstock4. kemudian dimulai pembubutan sesuai kriteria kebutuhan
Catatan : proses yang memakan waktu lama adalahcentering benda kerja yang dipasang pada chuck. Bagiyang sudah terbiasa, proses tersebut sangat mudahuntuk dikerjakan.
Mesin Bubut Bubut merupakan suatu proses pemakanan benda kerjayangsayatannyadilakukan dengan cara memutar benda kerja kemudiandikenakan pada pahat yangdigerakkan secara translasi sejajar dengansumbu putar dari benda kerja. Gerakan putar daribenda kerja disebutgerak potong relatif dan gerakkan translasi dari pahat disebut
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
gerakumpan (feeding). Dengan mengatur perbandingan kecepatan rotasibenda kerja dankecepatan translasi pahat maka akan diperoleh berbagaimacam ulir dengan ukuran kisaryang berbeda. Hal ini dapat dilakukandengna jalan menukar roda gigi translasi (changegears) yangmenghubungkan poros spindel dengan poros ulir (lead screw).
Roda gigipenukar disediakan secara khusus untuk memenuhikeperluan pembuatan ulir.Jumlah gigipada masing-masing roda gigipenukar bervariasi besarnya mulai dari jumlah 15 sampaidengan jumlahgigi maksimum 127.roda gigi penukar dengan jumlah 127 mempunyaikekhususan karena digunakan untuk monversi dari ulir metrik ke ulirinchi.
Prinsip KerjaMesin Bubut Poros spindel akan memutar benda kerjamelalui piringan pembawa sehinggamemutar roda gigi pada poros spindel.Melalui roda gigi penghubung, putaran akandisampaikan ke roda gigiporos ulir.Oleh klem berulir, putaran poros ulir tersebutdiubahmenjadi gerak translasi pada eretan yang membawa pahat.Akibatnyapada benda kerjaakan terjadi sayatan yang berbentuk ulir.
Bagian-Bagian Mesin Bubut Mesin bubut terdiridari meja (bed) dankepala tetap (head stock). Di dalam kepala tetap terdapat roda-rodagigitransmisi penukar putaran yang akan memutar poros spindel. Porosspindel akan menmutarbenda kerja melalui cekal (chuck). Eretan utama(appron) akan bergerak sepanjang mejasambil membawa eretan lintang(cross slide) dan eretan atas (upper cross slide) dandudukan pahat.Sumber utama dari semua gerakkan tersebut berasal dari motor listrikuntukmemutar pulley melalui sabuk (belt). Mesin Freis Freis merupakansuatu proses memakananbenda kerja yang sayatannya dilakukan denganmenggunakan pahat yang diputar olehporos spindel mesin. Pahat Freis (millingcutter) termasuk jenis pahat bersisi potong banyak(multiple point tool).
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
Gambar mesin bubut yang digunakan
c) PenguliranAlat : tapper tangan M6 x1Terdapat tiga jenis tap. Dimulai dari yang paling keci, barukemudian yang ukuran sedang, kemudian yang terakhir berukuranbesar.
Disela-sela pengerjaan, lubang diberi pelumas oli untukmelancarkan jalannya taper.
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
Gambar proses tapping
d) PengelasanAlat : Mesin las listrik
Penyambungan dengan metode las titik sebanyak 4 kali disetiap sambungan.Silinder hollow akan berlubang jikaelektroda terlalu panas.Elektroda akan lengket ke bendakerja jika belum cukup panas dan harus digoreskan ke mejalas.Hasil pengelasan belum bisa dikatakan baik untuk pemulakarena terdapat lapisan kerak pada sambungan las yangmenyebabkan terlihat tidak rata.
Pada pengelasan listrik berkas elektron, sambungan terjadikarena benda kerja di hujani oleh berkas elektron berkecepatansangat tinggi, akibatnya pinggiran benda yang akan dilas mencairatau dapat dikatakan oleh adanya penetrasi dari elektron.Biasanya tidak digunakan filler dan proses ini baik digunakantidak saja untuk logam biasa, tetapi juga digunakan untuk logamkeras yang tahan api, termasuk logam-logam yang sulit di lasmenggunakan pengelasan biasa.
Untuk lebih jelas, perhatikan gambar berikut ini.
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
Senapan elektron berada dalam ruang hampa yang di atursedemikian rupa, sehingga dapat ditarik ke atas maupun ke bawahataupun bergerak dalam bidang datar. Ruang hampa biasanya
mencapai tekanan dimana serangkaian berkas dipasangkandan di arah kan secara terpusat dan fixed (stasioner), kemudianbenda kerjanya yang bergerak. Karena panasnya berkas elektrontersebut, sehingga mampu membuat wolfram menjadi uap, bahkanbahan-bahan dengan titik didih yang tinggin sekali pun mampudijadikan uap.
Proses pengelasan listrik berkas elektron ini dapatdikendalikan secara numerik khususnya untuk komponen elektronikadan tercatat mempunyai kecepatan pengelasan sedemikian tinggi(misal: untuk Al-alloy 2024 T-4 setebal 12 mm, kecepatanpengelasan nya = 800 mm/menit), sehingga komposisi metalurgi ke-2logam induk tidak sempat terpengaruh.
Berkas elektron terbentuk di dalam ruang hampa, lalumengalir melintasi lubang khusus dan menembus gas Argon atau
Rizki Akhadiprasetyo (1006675000)
Laporan Praktikum Proses Manufaktur 2012
Helium, lalu mengenai benda kerja (logam induk). Kecepatannyamasih dapat ditingkatkan, namun menjadi tidak bebas darikontaminasi.
e) PenghalusanPenghalusan dengan menggunakan kikir persegi.Dilakukandengan menggunakan metode yang tepat.Tidak terdapatkesulitan bagi pemula. Selainitu juga menggunakan gerinda. Mesin Gerinda adalah suatu alat yang ekonomis untukmenghasilkan permukaan yang halus dan dapatmencapai ketelitianyang tinggi. Alasan mesin gerinda dapat mengerjakan benda kerjadengan ketelitianyang tinggi dikarenakan depth of cut (DOC) dalampenggerindaan dapat diatur sekecil mungkin, yaitusebesar 2-5mikron.Penyebab mesin gerinda dapat menghasilkan permukaan yangsangat halus karena Roda gerinda yangdigunakan dalampenggerindaan mempunyai sisi potong yang sangat banyak danpemotongannyasedikit demi sedikit (proses finishing) sehinggalebih tepatnya disebut pengikisan. Sisi potong padaroda gerindaterbentuk oleh butiran-butiran bahan asah dalam Roda gerindatersebut. Seperti pisaufrais apabila semakin banyak sisipotongnya maka hasil permukaannya semakin halus.Keuntungan danKerugianKeuntungan mesin gerinda :
1. Dapat mengerjakan benda kerja yang telah dikeraskan.2. Dapat menghasilkan permukaan yang sangat halus (N6).3. Dapat mengerjakan benda kerja dengan tuntutan ukuran
yang sangat presisi.
Kerugian mesin gerinda :1.Depth of cut harus kecil.2.Waktu proses pengerjaan cukup lama.3.Biaya pengerjaan cukup mahal
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
Gambar alat gerinda
Rizki Akhadiprasetyo (1006675000)
Laporan Praktikum Proses Manufaktur 2012
Gambar alat kikir
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
BAB IV
PENUTUP
4.1 Kesimpulan
Untuk melakukan proses produksi yang efektif dan efisien, harusmempunyai pengetahuan:
- Alat-alat kerja- Pembagian tim kerja- Pengetahuan material atau bahan- Alat kerja manual membutuhkan tenaga lebih banyak
dibandingkan alat kerjaotomatis- Kami mendapatkan 4 batang penguat kaki kursi. Bisa
dikatakan kerjasama tim berjalan dengan cukup solid.
4.2 Saran
Ada beberapa saran membangun yang bisa coba diaplikasikan:
- Menghimbau agar praktikan untuk perencanaan kerja sehingga mendapatkan batang penguat yang banyak.
- Praktikan dilarang melakukan pengerjaan di luar prosedur, seperti tidak memakai kacamata pada saat mengelas. Hal tersebut akan membuat kerusakan mesin dan membahayakan keselamatan praktikan.
-
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
DAFTAR PUSTAKA
- Assoc Prof Zainal Abidin Ahmad. Dept ofManufacturing&Industrial Engineering Faculty of MechanicalEngineering University Teknologi Malaysia
- DeGarmo, E. Paul. Et al. 1997. Materials and Process inManufacuring. Upper Saddle River. Prentice Hall InternationalInc
- Schey, John A. 1987. Introduction to Manufacturing Processes. NewYork: mcGraw-Hill Book Company
- Ullman, D.G., The Mechanical Design Process, McGraw-Hill, 1997
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
LAMPIRAN
Tabel 1. Petunjuk OxyAsetilena Welding
Continued
Rizki Akhadiprasetyo (1006675000)
Laporan Praktikum Proses Manufaktur 2012
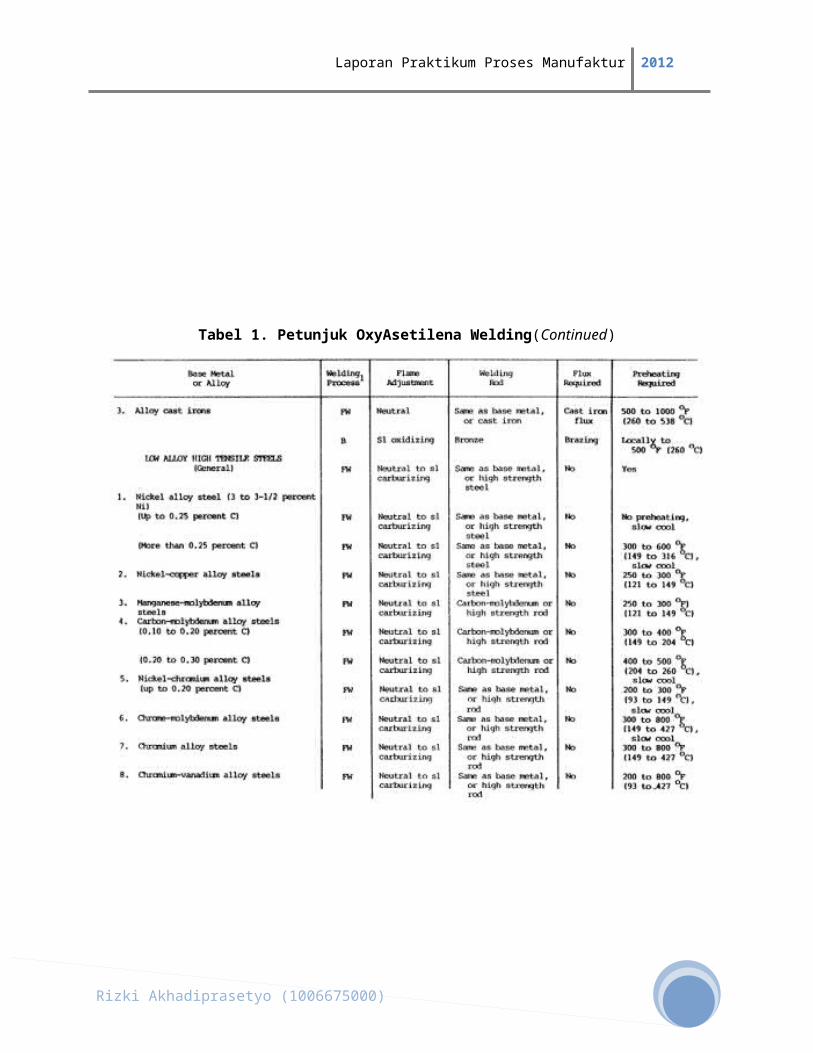
Tabel 1. Petunjuk OxyAsetilena Welding(Continued)
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
Tabel 2. Rekomendasi Operasi Pembubutan
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
Tabel 3. Kisaran Kekasaran Permukaan
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
Tabel 4. Toleransi Dimensi proses permesinan
Tabel 5. Fluida Pemotongan untuk Proses Pemesinan
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
Tabel 6. Rekomendasi untuk proses Miling
Tabel 7. Sudut Pahat dalam Proses Pembubutan
Rizki Akhadiprasetyo (1006675000)

Laporan Praktikum Proses Manufaktur 2012
Rizki Akhadiprasetyo (1006675000)