analisis pengerasan permukaan dan struktur mikro baja aisi ...

Man 4 Proceeding Seminar Nasional Tahunan Teknik Mesin XI (SNTTM XI) &Thermofluid IV
Universitas Gadjah Mada(UGM), Yogyakarta, 16-17 Oktober 2012
OPTIMASI LAJU PENGERJAAN MATERIAL BENDA KERJA DAN KEKASARAN PERMUKAANPADA PROSES PEMESINAN WIRE – EDM DENGAN METODE TAGUCHI GREY FUZZY
Nuraini Lusia, B.O.P. Soepangkatb, B. Pramujatib, A. Mulyanab, Bachtiarc
aMahasiswa Program Pascasarjana Jurusan Teknik Mesin, Fakultas Teknologi IndustriInstitut Teknologi Sepuluh Nopember Surabaya
bLaboratorium Proses Manufaktur Jurusan Teknik Mesin, Fakultas Teknologi Industri InstitutTeknologi Sepuluh Nopember Surabaya
cLaboratorium Proses Manufaktur Politeknik Perkapalan Negeri SurabayaKampus ITS Keputih Sukolilo Surabaya 60111 Jawa Timur Indonesia
E-mail: [email protected], [email protected], [email protected]
Abstract
This paper presents the optimization of the wire electrical discharge machining (WEDM) processof SKD11 tool steel (AISI D2), with multiple performance characteristics based on the orthogonal arraywith Taguchi-fuzzy method. The experimental studies were conducted under varying WEDM processvariables, i.e., on time, open voltage, off time, servo voltage, wire feed and flushing pressure. Theoptimized multiple performance characteristics were material removal rate (MRR) and surfaceroughness. The quality characteristic of MRR was larger-is-better, while the quality characteristic ofsurface roughness was smaller-is-better. The factors studied had three levels, and the experimentdesign used L27 orthogonal array with replication. Experimental results have shown that machiningperformance in the WEDM process can be improved effectively through this method. The WEDM processvariables which significantly affected surface roughness and MRR are on time, wire feed, openvoltage, off time, and flushing pressure.
Keywords: SKD11 tool steel, material removal rate, surface roughness, Taguchi-fuzzy method,wire-EDM.
1.PENDAHULUANWire-Electrical Discharge Machining (WEDM)
merupakan proses pemesinan non-konvensional yang digunakan untukpemotongan material dengan konturyang kompleks serta tingkatkepresisian yang tinggi. Proses inibanyak digunakan pada prosespembuatan cetakan yang diproduksidengan material dengan kekerasan
yang tinggi, kepresisian geometriyang tinggi serta kekasaranpermukaan yang rendah.
WEDM adalah sebuah termo-elektrik proses yang menyebabkanbenda kerja terkikis karenapelepasan muatan listrik yangmengakibatkan serangkaian bunga apilistrik antara benda kerja danelektroda. Pada umumnya, elektroda
1
Man 4 Proceeding Seminar Nasional Tahunan Teknik Mesin XI (SNTTM XI) &Thermofluid IV
Universitas Gadjah Mada(UGM), Yogyakarta, 16-17 Oktober 2012
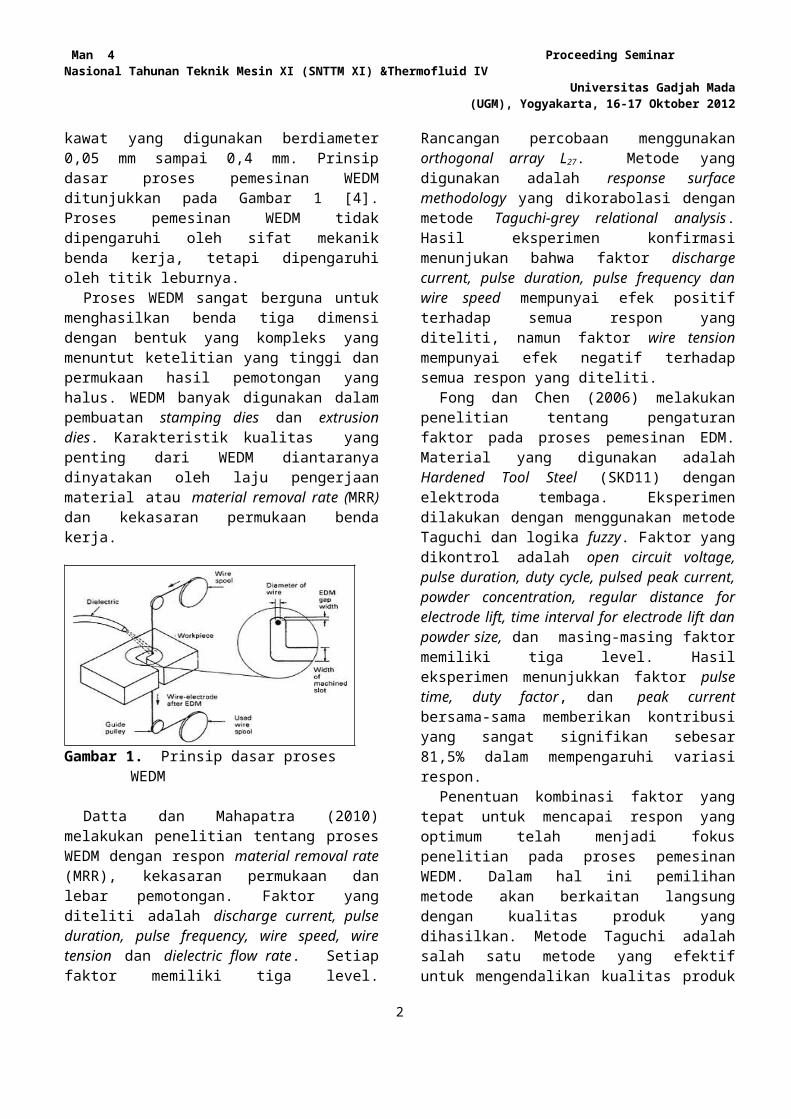
kawat yang digunakan berdiameter0,05 mm sampai 0,4 mm. Prinsipdasar proses pemesinan WEDMditunjukkan pada Gambar 1 [4].Proses pemesinan WEDM tidakdipengaruhi oleh sifat mekanikbenda kerja, tetapi dipengaruhioleh titik leburnya.
Proses WEDM sangat berguna untukmenghasilkan benda tiga dimensidengan bentuk yang kompleks yangmenuntut ketelitian yang tinggi danpermukaan hasil pemotongan yanghalus. WEDM banyak digunakan dalampembuatan stamping dies dan extrusiondies. Karakteristik kualitas yangpenting dari WEDM diantaranyadinyatakan oleh laju pengerjaanmaterial atau material removal rate (MRR)dan kekasaran permukaan bendakerja.
Gambar 1. Prinsip dasar proses WEDM
Datta dan Mahapatra (2010)melakukan penelitian tentang prosesWEDM dengan respon material removal rate(MRR), kekasaran permukaan danlebar pemotongan. Faktor yangditeliti adalah discharge current, pulseduration, pulse frequency, wire speed, wiretension dan dielectric flow rate. Setiapfaktor memiliki tiga level.
Rancangan percobaan menggunakanorthogonal array L27. Metode yangdigunakan adalah response surfacemethodology yang dikorabolasi denganmetode Taguchi-grey relational analysis.Hasil eksperimen konfirmasimenunjukan bahwa faktor dischargecurrent, pulse duration, pulse frequency danwire speed mempunyai efek positifterhadap semua respon yangditeliti, namun faktor wire tensionmempunyai efek negatif terhadapsemua respon yang diteliti.
Fong dan Chen (2006) melakukanpenelitian tentang pengaturanfaktor pada proses pemesinan EDM.Material yang digunakan adalahHardened Tool Steel (SKD11) denganelektroda tembaga. Eksperimendilakukan dengan menggunakan metodeTaguchi dan logika fuzzy. Faktor yangdikontrol adalah open circuit voltage,pulse duration, duty cycle, pulsed peak current,powder concentration, regular distance forelectrode lift, time interval for electrode lift danpowder size, dan masing-masing faktormemiliki tiga level. Hasileksperimen menunjukkan faktor pulsetime, duty factor, dan peak currentbersama-sama memberikan kontribusiyang sangat signifikan sebesar81,5% dalam mempengaruhi variasirespon.
Penentuan kombinasi faktor yangtepat untuk mencapai respon yangoptimum telah menjadi fokuspenelitian pada proses pemesinanWEDM. Dalam hal ini pemilihanmetode akan berkaitan langsungdengan kualitas produk yangdihasilkan. Metode Taguchi adalahsalah satu metode yang efektifuntuk mengendalikan kualitas produk
2

Man 4 Proceeding Seminar Nasional Tahunan Teknik Mesin XI (SNTTM XI) &Thermofluid IV
Universitas Gadjah Mada(UGM), Yogyakarta, 16-17 Oktober 2012
secara off-line, yaitu usahapengendalian atau perbaikankualitas yang dimulai dariperancangan hingga pemrosesanproduk. Metode Taguchi hanya bisamengoptimasi proses pada saturespon. Namun, adanya metodeseperti grey relational analysis dan fuzzylogic membuat metode Taguchi dapatdigunakan untuk melakukan optimasiterhadap beberapa respon secaraserentak. Metode ini sangat efektifuntuk mengadakan perbaikankualitas, pengurangan biaya dalampembuatan produk maupunpengembangan produk.
2.Metoda Eksperimen & FasilitasYang Digunakan
2.1 Bahan penelitian1. Benda kerja
Benda kerja yang digunakan dalampenelitian ini adalah Baja SKD-11(AISI D2). Kekerasan baja SKD-11berkisar antara 50 HRC hingga 62HRC. Dimensi benda kerja dapatdilihat pada Gambar 2.
2. Elektroda kawat yangdigunakan adalah Seiki Denko HSD-25P-5RT berbahan kuningan dengandiameter 0,25 mm.
Gambar 2. Dimensi material bendakerja dan skema prosespemotongan
2.2 Peralatan Penelitian1.Mesin WEDM yang digunakan pada
penelitian ini adalah CHMERCW32F, dengan spesifikasi: arahpergerakan lima sumbu (x, y, z,u, v), diameter kawat 0,15 hingga0,3 mm, kecepatan kawat maksimal250 mm/detik dan dimensi mejakerja 600 mm x 400 mm.
2.Peralatan ukur:1. Stopwatch
Stopwatch digunakan untukmenghitung waktu aktual prosesWEDM.
2. MikrometerMikrometer digunakan untukmengukur dimensi benda kerjadan elektroda. Mikrometer yangdigunakan adalah MITUTOYOdengan ketelitian 0.01 mm.
3. Surface roughness testerAlat ukur ini digunakan untukmengetahui angka kekasaranpermukaan produk yangdihasilkan dari suatu prosespemesinan. Surface roughness tester
3

Man 4 Proceeding Seminar Nasional Tahunan Teknik Mesin XI (SNTTM XI) &Thermofluid IV
Universitas Gadjah Mada(UGM), Yogyakarta, 16-17 Oktober 2012
yang digunakan dalam penelitianini adalah MITUTOYO SurfTest-401dengan kecermatan 0,1 mm.
2.3 Rancangan Penelitian Metode Taguchi Dalam penelitian ini dipilih
enam faktor atau variabel prosesyang masing-masing memiliki tigalevel. Pengaturan level padamasing-masing faktor ditunjukkanpada Tabel 1.
Rancangan penelitian dilakukanberdasarkan metode Taguchi, dimanaeksperimen dilakukan berdasarkanpada rancangan percobaan orthogonalarray L27 seperti ditunjukkan padaTabel 2. Percobaan kemudiandireplikasi sebanyak tiga kali.
Tabel 1. Faktor –faktor danlevelnya
Tabel 2. Rancangan percobaan orthogonal array L27
A (ON) B (OV) C (OFF) D (SV) E (W F) F (FP)1 1 1 1 1 1 12 1 1 2 2 2 23 1 1 3 3 3 34 1 2 1 2 2 35 1 2 2 3 3 16 1 2 3 1 1 27 1 3 1 3 3 28 1 3 2 1 1 39 1 3 3 2 2 110 2 1 1 2 3 211 2 1 2 3 1 312 2 1 3 1 2 113 2 2 1 3 1 114 2 2 2 1 2 215 2 2 3 2 3 316 2 3 1 1 2 317 2 3 2 2 3 118 2 3 3 3 1 219 3 1 1 3 2 320 3 1 2 1 3 121 3 1 3 2 1 222 3 2 1 1 3 223 3 2 2 2 1 324 3 2 3 3 2 125 3 3 1 2 1 126 3 3 2 3 2 227 3 3 3 1 3 3
No. Percobaan Faktor
3.SKEMA NUMERIKLangkah-langkah optimasi metode
Taguchi grey fuzzy yang digunakanuntuk penelitian ini adalahsebagai berikut:1.Menghitung rasio S/N untuk
Masing-Masing Respon. Rasio S/N (Signal to Noise) digunakan
untuk memilih faktor-faktor yangmemiliki kontribusi padapengurangan variasi suatu respon.Rasio S/N merupakan rancangan untukmelakukan transformasi pengulangandata ke dalam suatu nilai yangmerupakan ukuran dari variasi yangtimbul tergantung dari jeniskarakteristik kualitas.Karakteristik respon optimal yang
digunakan dalam eksperimen iniadalah semakin kecil semakin baik(smaller is better) yang berlaku untuk
4
Faktor level1
level2
level3
A On time (ms) 4 6 8B Open voltage
(Volt)2 3 4
C Off time (ms) 10 11 12D Servo voltage
(Volt)30 35 40
E Wire feed (mm/s) 8 9 10F Flushing Pressure
(kg/cm2)5 10 15

Man 4 Proceeding Seminar Nasional Tahunan Teknik Mesin XI (SNTTM XI) &Thermofluid IV
Universitas Gadjah Mada(UGM), Yogyakarta, 16-17 Oktober 2012
respon kekasaran permukaan dansemakin besar semakin baik (larger isbetter) untuk respon laju pengerjaanmaterial benda kerja. Rasio S/Ndapat dihitung dengan persamaansebagai berikut (Lin et al., 2002):a.Semakin kecil semakin baik (smaller
is better)
S/N = -10
(1)
b.Semakin besar semakin baik (larger is better)
S/N = -10
(2)
2.Normalisasi Data untuk Masing-Masing ResponPada penelitian ini, normalisasi
dilakukan pada rasio S/N dimanarasio S/N memiliki karakteristikkualitas semakin besar semakinbaik. Nilai S/N rasio dinormalkanmenjadi nilai yang besarnya antara0 dan 1. Proses untukmenormalisasikan S/N rasiomenggunakan persamaan sebagaiberikut (Lin et al., 2002):
a.Semakin kecil semakin baik (smaller is better)
(3
)
b.Semakin besar semakin baik (larger is better)
(4
)
3.Menentukan Deviation Sequence
Deviation sequence adalah
selisih absolut antara nilaimaksimum hasil normalisasi yangbesarnya 1 dengan data yang telahdinormalisasi. Penentuan deviationsequence dilakukan dengan menggunakanpersamaan berikut (Lin et al.,2002):
(5
)
4.Menentukan Grey Relational Coefficient
Grey relational coefficient (GRC)menunjukkan hubungan antara kondisiyang ideal (terbaik) dengan kondisiaktual dari respon yangdinormalisasi. GRC akan bernilaisatu apabila respon yangdinormalisasikan tersebut sesuaidengan kondisi yang ideal.Persamaan yang digunakan untukmendapatkan nilai tersebut (Lin etal., 2002) adalah:
(6)
5

Man 4 Proceeding Seminar Nasional Tahunan Teknik Mesin XI (SNTTM XI) &Thermofluid IV
Universitas Gadjah Mada(UGM), Yogyakarta, 16-17 Oktober 2012
5.Tahap Fuzzification
Fuzzification merupakan prosespengubahan GRC menjadi bilanganfuzzy dengan menggunakan fungsikeanggotaan. Bentuk dari fungsikeanggotaan yang digunakan adalahkurva segitiga.6.Mengaplikasikan Fuzzy Rules
Fuzzy rules merupakan suatu aturanyang menjelaskan hubungan antaraoutput dan nilai-nilai tertentu padamasing-masing variabel input. Selainitu, fuzzy rules juga merupakan alatpenarik kesimpulan akanmenghasilkan nilai fuzzy berdasarkanlogika fuzzy. Fuzzy rules yang digunakanadalah sebagai berikut:
1.If (MRR is low) and (SR islow) then (GFRG is very small)
2.If (MRR is low) and (SR ismedium) then (GFRG is small)
.
.
.9. If (MRR is high) and (SR is
high) then (GFRG is verylarge).
Dalam penelitian ini fungsikeanggotaan untuk input respon lajupengerjaan material (MRR) dankekasaran permukaan (SR) dibagimenjadi tiga fuzzy subsets, yaitu small(S), medium (M) dan large (L).(seperti yang ditunjukkan padaGambar 4.)7. Defuzzification
Defuzzification merupakan pengubahannilai fuzzy menjadi grey fuzzy reasoninggrade (GFRG) dengan cara melakukanpemetaan himpunan fuzzy ke himpunantegas (crisp). Metode yang paling
sering digunakan pada prosesdefuzzification adalah metode Centroid.Pada metode ini, defuzzificationdilakukan dengan cara mengambiltitik pusat daerah fuzzy (z*). Metodeini dapat dirumuskan sebagaiberikut (Lin et al., 2002):
(
7)
Sebagai variabel output darisistem logika fuzzy adalah GFRG yangjuga diubah kedalam linguistic fuzzysubsets dengan menggunakan fungsikeanggotaan yang berbentuk segitiga(seperti yang ditunjukkan padaGambar 5). Secara uniform fungsikeanggotaan didefinisikan menjadilima fuzzy subsets, yaitu very small (VS),small (S), middle (M), large (L), danvery large (VL). 8.Melakukan prediksi GFRG untuk
kondisi respon optimalNilai prediksi GFRG berdasarkan
kombinasi level parameter untukmenghasilkan respon yang optimaldapat dirumuskan sebagai berikut(Lin et al., 2002):
(8)
9. Tahap Analisis Variansi (ANAVA)Analisis variansi (ANAVA)
digunakan untuk mengetahui variabelproses yang memiliki pengaruhsecara signifikan terhadap respondan besarnya kontribusi variabel
6

Man 4 Proceeding Seminar Nasional Tahunan Teknik Mesin XI (SNTTM XI) &Thermofluid IV
Universitas Gadjah Mada(UGM), Yogyakarta, 16-17 Oktober 2012
proses terhadap respon. Padapenelitian ini, analisis variansidilakukan pada GFRG yang merupakanrespon yang mewakili keseluruhanrespon.
Secara statistik, nilai F-testmenunjukkan keputusan faktor manayang mempunyai pengaruh besarterhadap respon. Semakin besarnilai F-value mengindikasikan bahwavariasi faktor tersebut akan sangatberpengaruh terhadap nilai respon.Faktor dikatakan berpengaruh secarasignifikan terhadap respon ketikamempunyai nilai F-value yang lebihbesar dibanding Fα, υ1, υ2 (nilai dapatdilihat pada tabel statistik.
Persen kontribusi menunjukkanporsi (kekuatan relatif) masing-masing faktor terhadap totalvariansi yang diamati. Jika persenkontribusi error kurang dari limabelas persen, maka tidak ada faktoryang berpengaruh terabaikan tetapijika persen kontribusi error lebihdari lima belas persenmengindikasikan ada faktor yangberpengaruh terabaikan sehingga erroryang terjadi terlalu besar. Jumlahderajat kebebasan error sangatdisarankan tidak melebihi darisetengah derajat kebebasan total(Soejanto, 2009). Pada kasus ini,jumlah derajat kebebasan errormasih kurang dari lima puluh persenuntuk setengah derajat kebebasandalam matriks ortogonal.
4.HASIL DAN PEMBAHASANHasil penelitian berupa nilai
laju pengerjaan material dankekasaran permukaan ditunjukkanpada Tabel 3.
Tabel 3. Hasil Percobaan berdasarkan rancangan Orthogonal array L27
A (ON) B (OV) C (OFF) D (SV) E (W F) F (FP) M ean S/N M ean S/N1 1 1 1 1 1 1 17,27 24,74428 1,608 -4,12382 1 1 2 2 2 2 14,37 23,14896 1,788 -5,08603 1 1 3 3 3 3 12,87 22,19165 2,056 -6,27024 1 2 1 2 2 3 16,05 24,10647 2,153 -6,67605 1 2 2 3 3 1 15,09 23,57167 2,151 -6,65366 1 2 3 1 1 2 17,61 24,91434 2,238 -7,00007 1 3 1 3 3 2 16,44 24,31061 1,981 -5,94978 1 3 2 1 1 3 16,90 24,55738 1,958 -5,85379 1 3 3 2 2 1 15,24 23,65449 2,244 -7,026610 2 1 1 2 3 2 21,42 26,61194 2,392 -7,618711 2 1 2 3 1 3 19,84 25,95068 2,113 -6,508312 2 1 3 1 2 1 21,42 26,61655 2,232 -6,976013 2 2 1 3 1 1 21,63 26,70151 1,735 -4,788414 2 2 2 1 2 2 23,97 27,59361 2,252 -7,050515 2 2 3 2 3 3 21,22 26,53338 2,389 -7,573116 2 3 1 1 2 3 22,11 26,88885 2,481 -7,892217 2 3 2 2 3 1 22,07 26,87451 2,136 -6,592918 2 3 3 3 1 2 20,84 26,37411 2,377 -7,544719 3 1 1 3 2 3 28,19 29,00083 2,407 -7,628620 3 1 2 1 3 1 28,89 29,21563 2,796 -8,933321 3 1 3 2 1 2 29,05 29,26115 2,658 -8,509622 3 2 1 1 3 2 21,81 26,77305 2,632 -8,408123 3 2 2 2 1 3 26,52 28,47046 2,438 -7,741824 3 2 3 3 2 1 25,06 27,97767 2,813 -8,985025 3 3 1 2 1 1 28,29 29,03284 2,769 -8,849526 3 3 2 3 2 2 27,60 28,81535 2,547 -8,128727 3 3 3 1 3 3 27,41 28,75769 2,998 -9,5513
Exp.Faktor M RR SR
Gambar 4. Fungsi keanggotaan responMRR dan SR
7

Man 4 Proceeding Seminar Nasional Tahunan Teknik Mesin XI (SNTTM XI) &Thermofluid IV
Universitas Gadjah Mada(UGM), Yogyakarta, 16-17 Oktober 2012
Gambar 5. Fungsi keanggotaan untuk GFRGTabel 4. Nilai normalisasi rasio
S/N dan deviation sequence
Exp. X*(M RR) X*(SR) (M RR) (SR)1 0,3611 1 0,6389 02 0,1354 0,8227 0,8646 0,17733 0 0,6045 1 0,39554 0,2709 0,5298 0,7291 0,47025 0,1952 0,5339 0,8048 0,46616 0,3851 0,4701 0,6149 0,52997 0,2997 0,6636 0,7003 0,33648 0,3346 0,6813 0,6654 0,31879 0,2069 0,4652 0,7931 0,534810 0,6253 0,3561 0,3747 0,643911 0,5317 0,5607 0,4683 0,439312 0,6259 0,4745 0,3741 0,525513 0,6379 0,8776 0,3621 0,122414 0,7641 0,4608 0,2359 0,539215 0,6141 0,3645 0,3859 0,635516 0,6644 0,3057 0,3356 0,694317 0,6624 0,5451 0,3376 0,454918 0,5916 0,3697 0,4084 0,630319 0,9632 0,3542 0,0368 0,645820 0,9936 0,1139 0,0064 0,886121 1 0,1919 0 0,808122 0,6481 0,2106 0,3519 0,789423 0,8882 0,3334 0,1118 0,666624 0,8184 0,1043 0,1816 0,895725 0,9677 0,1293 0,0323 0,870726 0,9369 0,2621 0,0631 0,737927 0,9288 0 0,0712 1
Tabel 5. Nilai koefisien grey-relational dan GFRG
M RR SR1 0,4390 1,0000 0,75 -2,49882 0,3664 0,7382 0,5389 -5,36983 0,3333 0,5584 0,4484 -6,96674 0,4068 0,5153 0,4542 -6,85515 0,3832 0,5175 0,4442 -7,04846 0,4485 0,4855 0,4654 -6,64357 0,4166 0,5978 0,5072 -5,89648 0,4291 0,6107 0,5199 -5,68169 0,3867 0,4832 0,4327 -7,276310 0,5716 0,4371 0,5047 -5,939311 0,5164 0,5323 0,5229 -5,631612 0,5720 0,4876 0,5367 -5,405413 0,5800 0,8033 0,6509 -3,729714 0,6795 0,4811 0,5824 -4,695615 0,5644 0,4403 0,5026 -5,975616 0,5984 0,4186 0,5085 -5,874217 0,5969 0,5236 0,5596 -5,042418 0,5504 0,4424 0,4958 -6,093919 0,9314 0,4364 0,6484 -3,763120 0,9873 0,3607 0,6599 -3,610421 1,0000 0,3822 0,681 -3,337122 0,5869 0,3878 0,4878 -6,235223 0,8172 0,4286 0,5994 -4,445724 0,7336 0,3583 0,5337 -5,454125 0,9393 0,3648 0,6239 -4,097726 0,8880 0,4039 0,6086 -4,313427 0,8753 0,3333 0,5739 -4,8233
grey relational coefficientExp. GFRG Rasio S/N
Nilai GFRG ini dianalisis sebagaivariabel respon baru (multirespon)yang mewakili variabel lajupengerjaan material dan kekasaranpermukaan benda kerja.
.Tabel 6. Hasil ANAVA untuk GFRG
Sum ber variasi DF Sum of square M ean of Square F P-value % K ontribusi
A 2 11,246 5,623 14,57 0,002 25,86B 2 4,462 2,2309 5,78 0,028 9,11C 2 3,288 1,6439 4,26 0,055 6,21E 2 5,231 2,6156 6,78 0,019 11,01F 2 2,056 1,028 2,66 0,13 3,17A*B 4 7,681 1,9204 4,98 0,026 15,15A*C 4 3,446 0,8616 2,23 0,155 4,7Eror 8 3,088 0,386 24,78Total 26 40,499
Hasil ANAVA pada Tabel 6mengindikasikan bahwa faktor on time,open voltage, off time, wire feed danflushing pressure mempengaruhimultirespon karakteristik kualitas.On time memiliki pengaruh yang
8

Man 4 Proceeding Seminar Nasional Tahunan Teknik Mesin XI (SNTTM XI) &Thermofluid IV
Universitas Gadjah Mada(UGM), Yogyakarta, 16-17 Oktober 2012
terbesar, yaitu sebesar 25, 86%.Peringkat kedua dimiliki oleh wirefeed dengan persen kontribusisebesar 11.01%, open voltage memilikikontirbusi sebesar 9,11%, off time danflushing pressure memiliki kontribusisebesar 6,21% dan 3,17%. Nilai Flima faktor lebih besar dibandingFα, υ1, υ2, yang berarti variasi darilima faktor sangat mempengaruhikedua respon.
Analisa secara serentakmenyatakan bahwa seting untukmendapatkan respon MRR dankekasaran permukaan yang optimaladalah sesuai dengan Gambar 6,yaitu saat faktor A diatur padalevel 3 (0.8 µs), faktor B padalevel 1 (75 volt), faktor C padalevel 1 (10 µs), faktor D padalevel 1 (30 volt), faktor E padalevel 1 (8 mm/s)dan faktor F padalevel 1 (5 kg/cm2).
Gambar 6. Plot seting kombinasi faktor untuk respon optimal
Perhitungan rata-rata nilai GFRGpada masing-masing level dari
variabel proses ditunjukkan padaTabel 7.
Tabel 7. Rata-rata nilai GFRG untuksetiap level variabel proses
Faktor level 1 level 2 level 3 DeltaA 0,5068 0,5405 0,6018 0,0951B 0,5879 0,5245 0,5367 0,0634C 0,5706 0,5595 0,5189 0,0517D 0,5649 0,5441 0,54 0,0249E 0,5899 0,5382 0,5209 0,069F 0,5768 0,5413 0,5309 0,0459
4.1 Eksperimen KonfirmasiSeting faktor untuk kondisi
optimal telah didapatkan danlangkah akhir dalam eksperimenadalah melakukan eksperimenkonfirmasi sesuai dengan level danseting yang telah didapatkan,yaitu A3B1C1 D1E1F1. Berdasarkannilai-nilai respon yang didapatdari eksperimen konfirmasidilakukan perhitungan rasio S/Nuntuk masing-masing respon.Perbandingan rasio S/N padakombinasi awal dan kombinasi faktoroptimum hasil eksperimen konfirmasiditunjukkan pada Tabel 8.Tabel 8 menunjukkan bahwa nilai
GFRG berdasarkan eksperimenkonfirmasi besarnya adalah 0,583dan nilai GFRG pada kombinasi awaladalah sebesar 0,444, sehingganilai GFRG berdasarkan ekperimenkonfirmasi mengalami peningkatansebesar 31,37 % dibandingkan dengannilai GFRG pada kombinasi awal.
9

Man 4 Proceeding Seminar Nasional Tahunan Teknik Mesin XI (SNTTM XI) &Thermofluid IV
Universitas Gadjah Mada(UGM), Yogyakarta, 16-17 Oktober 2012
Tabel 8. Hasil eksperimen konfirmasi
Prediksi EksperimenSeting level pada faktor A2B2C2D 2E2F2 A3B1C1D1E1F1 A3B1C1D1E1F1Laju pengerjaan material (mm3/min) 17,89 20.49kekasaran permukaan (µs) 2,51 1,91Rasio S/N M RR 25,0518 26, 2268Rasio S/N SR -7, 9840 -5,6123GFRG 0,444 0,715 0,583Peningkatan GFRG 31,37%peningkatan Rasio S/N M RR 4,70%peningkatan Rasino S/N M RR 42,26%
Kombinasi optimumKombinasi awal
Karakteristik kualitas semakinbesar semakin baik dari respon lajupengerjaan material telahterpenuhi, dan karakteristikkualitas semakin kecil semakin baikdari respon kekasaran permukaanjuga telah terpenuhi. Hal iniditunjukkan dengan penurunan nilaidari masing-masing respon tersebutpada kombinasi optimum. Besarnyakenaikan pada laju pengerjaanmaterial adalah 14,53% danbesarnya penurunan pada responkekasaran permukaan adalah 23,89%.Hal ini menunjukkan bahwa optimasidengan menggunakan metode Taguchigrey fuzzy, karakteristik kualitasdari proses WEDM dapat meningkatsecara signifikan.
5.KESIMPULANHasil penelitian menunjukkan
bahwa besarnya laju pengerjaanmaterial dan kekasaran permukaanbenda kerja hasil pemotongan WEDMsangat dipengaruhi oleh variabelproses on time, off time, dan wire feed.Penelitian ini menghasilkanpengaturan variabel-variabel prosesyang tepat agar dapat menghasilkan
MRR yang maksimal dan kekasaranpermukaan benda kerja yang minimal.Hasil tersebut diperoleh padapengaturan variabel on time 0.8 µs,open voltage 75 volt, off time 10 µs,servo voltage 30 volt, wire feed 8 mm/sdan flushing pressure 5 kg/cm2. MRR yangtinggi menyebabkan proses berjalanlebih cepat yang berpengaruhterhadap waktu penyelesaian produk,sehingga akan mengurangi biayaproduksi. Nilai kekasaran permukaanyang rendah mendukung tercapainyakinerja yang diinginkan pada prosespengerjaan benda kerja denganmenggunakan WEDM.
UCAPAN TERIMA KASIHPenulis mengucapkan terima kasih
kepada seluruh pihak yang telahbanyak membantu atas selesainyamakalah ini, terutama kepadaLaboratorium Proses ManufakturJurusan Teknik Mesin FTI ITS yangtelah membantu menyediakan materialdan fasilitas pada penelitian ini.
NOMENKLATUR
= nilai terbesar dari
= nilai terkecil dari
= nilai target dari
= distinguish coefficient
10

Man 4 Proceeding Seminar Nasional Tahunan Teknik Mesin XI (SNTTM XI) &Thermofluid IV
Universitas Gadjah Mada(UGM), Yogyakarta, 16-17 Oktober 2012
= nilai rata-ratadari keseluruhan GFRG
= rata-rata GFRG pada level optimal = jumlah
parameter yangmempengaruhi respon secarasignifikan
Referensi
[1] Fong, T. Y. and Chen, C. F.,Multi-objective optimisation onhigh-speed electrical dischargemachining process using Taguchifuzzy-based approach, Journal ofMaterials and Design, Vol. 28,pp. 1159-1168 (2007).
[2] Lin, C.L., Lin, J.L., and Ko,T.C., Optimisation of the EDMProcess Based on the OrthogonalArray with Fuzzy Logic and GreyRelational Analysis Method, TheInternational Jurnal of AdvancedManufacturing Technology, Vol.19, pp. 271-277 (2002).
[3] Mahapatra, S. S. and Datta,S., Modeling simulation andparametric optimization of wireEDM process using responsesurface methodology coupled withgrey-Taguchi technique,International Journal ofAdvanced ManufacturingTechnology, Vol. 2, pp. 162–183(2010).
[4] Puri, Y.M. and Deshpande,N.V., Simultaneous Optimizationof Multiple QualityCharacteristics of WEDM Based onFuzzy Logic and TaghuciTechnique, Proceedings of theFifth Asia Pacific Industrial
Engineering and ManagementSystems Conference, pp. 14.18.1-14.18.12 (2004).
[5] Soejanto, I. Desain Eksperimendengan Metode Taguchi. GrahaIlmu, Yogyakarta (2009).
11
Copyright © 2022 FDOKUMEN