Process engineering for bioflavour production with metabolically active yeast – a minireview
21
Special Issue Article Process engineering for bioflavour production with metabolically active yeasts – a mini-review Magnus Carlquist 1 , Brian Gibson 2 , Yonca Karagul Yuceer 3 , Adamantini Paraskevopoulou 4 , Mari Sandell 5 , Angel I. Angelov 6 , Velitchka Gotcheva 6 , Angel D. Angelov 6 , Marlene Etschmann 7 , Gustavo M. de Billerbeck 8,9,10,11 and Gunnar Lidén 12 * 1 Division of Applied Microbiology, Department of Chemistry, Lund University, Sweden 2 VTT Technical Research Centre of Finland, Espoo, Finland 3 Department of Food Engineering, Faculty of Engineering – Architecture, Canakkale Onsekiz Mart University, Terzioglu Campus, Canakkale, Turkey 4 Laboratory of Food Chemistry and Technology, Department of Chemistry, Aristotle University of Thessaloniki, Greece 5 University of Turku, Functional Foods Forum, Turku, Finland 6 Department of Biotechnology, University of Food Technologies, Plovdiv, Bulgaria 7 DECHEMA Research Institute, Frankfurt am Main, Germany 8 Université de Toulouse, INSA, UPS, INP, LISBP, Toulouse, France 9 INRA, UMR792 Ingénierie des Systèmes Biologiques et des Procédés, Toulouse, France 10 CNRS, UMR5504, Toulouse, France 11 INP-ENSAT, Castanet-Tolosan, France 12 Department of Chemical Engineering, Lund University, Sweden *Correspondence to: G. Lidén, Department of Chemical Engineering, Lund University, PO Box 124, SE-22100 Lund, Sweden. E-mail: [email protected] Received: 30 June 2014 Accepted: 1 September 2014 Abstract Flavours are biologically active molecules of large commercial interest in the food, cosmetics, detergent and pharmaceutical industries. The production of flavours can take place by either extraction from plant materials, chemical synthesis, biological conversion of precursor molecules or de novo biosynthesis. The latter alternatives are gaining importance through the rapidly growing fields of systems biology and metabolic engineering, giving efficient production hosts for the so-called ’bioflavours’, which are natural flavour and/or fragrance compounds obtained with cell factories or enzymatic systems. Yeasts are potential production hosts for bioflavours. In this mini-review, we give an overview of bioflavour production in yeasts from the process-engineering perspective. Two specific examples, production of 2-phenylethanol and vanillin, are used to illustrate the process challenges and strategies used. Copyright © 2014 John Wiley & Sons, Ltd. Purpose and scope of this review Flavours and fragrances are products of wide- spread use in food, detergents, cosmetics and phar- maceuticals. The world market was estimated to be close to $24 billion in 2013 (www.leffingwell. com), so the economic importance of these com- pounds is quite significant. The concept of flavour is complex and involves most of our senses (Barham et al., 2010). How- ever, the central components most often discussed are taste, which is sensed by receptors on the tongue distinguishing salt, sweet, bitter, sour and umami, and smell, which is detected by sometimes amazingly sensitive receptors in the olfactory sys- tem in the nose. The chemical diversity in flavour composition is quite large, but in order to generate a smell, the compound must be sufficiently volatile that it can reach the sensory system in the upper part of the nose (Buck and Axel, 1991; Lundström et al., 2011). Chemical synthesis and extraction from plant cells are the most common procedures for producing flavour compounds. Extraction- dependent production has disadvantages, such as Yeast Yeast 2014 Published online in Wiley Online Library (wileyonlinelibrary.com) DOI: 10.1002/yea.3058 Copyright © 2014 John Wiley & Sons, Ltd.
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Process engineering for bioflavour production with metabolically active yeast – a minireview

Special Issue Article
Process engineering for bioflavour production withmetabolically active yeasts – a mini-review
Magnus Carlquist1, Brian Gibson2, Yonca Karagul Yuceer3, Adamantini Paraskevopoulou4, Mari Sandell5,Angel I. Angelov6, Velitchka Gotcheva6, Angel D. Angelov6, Marlene Etschmann7,Gustavo M. de Billerbeck8,9,10,11 and Gunnar Lidén12*1Division of Applied Microbiology, Department of Chemistry, Lund University, Sweden2VTT Technical Research Centre of Finland, Espoo, Finland3Department of Food Engineering, Faculty of Engineering – Architecture, Canakkale Onsekiz Mart University, Terzioglu Campus, Canakkale, Turkey4Laboratory of Food Chemistry and Technology, Department of Chemistry, Aristotle University of Thessaloniki, Greece5University of Turku, Functional Foods Forum, Turku, Finland6Department of Biotechnology, University of Food Technologies, Plovdiv, Bulgaria7DECHEMA Research Institute, Frankfurt am Main, Germany8Université de Toulouse, INSA, UPS, INP, LISBP, Toulouse, France9INRA, UMR792 Ingénierie des Systèmes Biologiques et des Procédés, Toulouse, France10CNRS, UMR5504, Toulouse, France11INP-ENSAT, Castanet-Tolosan, France12Department of Chemical Engineering, Lund University, Sweden
*Correspondence to:G. Lidén, Department of ChemicalEngineering, Lund University, POBox 124, SE-22100 Lund,Sweden.E-mail: [email protected]
Received: 30 June 2014Accepted: 1 September 2014
AbstractFlavours are biologically active molecules of large commercial interest in the food,cosmetics, detergent and pharmaceutical industries. The production of flavours can takeplace by either extraction from plant materials, chemical synthesis, biological conversionof precursor molecules or de novo biosynthesis. The latter alternatives are gainingimportance through the rapidly growing fields of systems biology and metabolicengineering, giving efficient production hosts for the so-called ’bioflavours’, which arenatural flavour and/or fragrance compounds obtained with cell factories or enzymaticsystems. Yeasts are potential production hosts for bioflavours. In thismini-review, we givean overview of bioflavour production in yeasts from the process-engineering perspective.Two specific examples, production of 2-phenylethanol and vanillin, are used to illustratethe process challenges and strategies used. Copyright © 2014 John Wiley & Sons, Ltd.
Purpose and scope of this review
Flavours and fragrances are products of wide-spread use in food, detergents, cosmetics and phar-maceuticals. The world market was estimated to beclose to $24 billion in 2013 (www.leffingwell.com), so the economic importance of these com-pounds is quite significant.The concept of flavour is complex and involves
most of our senses (Barham et al., 2010). How-ever, the central components most often discussedare taste, which is sensed by receptors on the
tongue distinguishing salt, sweet, bitter, sour andumami, and smell, which is detected by sometimesamazingly sensitive receptors in the olfactory sys-tem in the nose. The chemical diversity in flavourcomposition is quite large, but in order to generatea smell, the compound must be sufficiently volatilethat it can reach the sensory system in the upperpart of the nose (Buck and Axel, 1991; Lundströmet al., 2011). Chemical synthesis and extractionfrom plant cells are the most common proceduresfor producing flavour compounds. Extraction-dependent production has disadvantages, such as
YeastYeast 2014Published online in Wiley Online Library(wileyonlinelibrary.com) DOI: 10.1002/yea.3058
Copyright © 2014 John Wiley & Sons, Ltd.

seasonal variation, risk of plant diseases, stabilityof the compound and trade restrictions. Chemicalsynthesis, on the other hand, will give compoundsthat, according to EU regulation (EC 1334/2008),will be termed ’flavouring substances’. The term’nature-identical’, which was used in EC Directive88/388 as a distinction from ’artificial’, no longerapplies. Since consumers typically favour ’natural’compounds, the price levels are substantially higherfor these (Schrader, 2007). The European COST Ac-tion Bioflavour (Yeast Flavour Production – NewBiocatalysts and Novel Molecular Mechanisms)was initiated to promote the development of biotech-nological and eco-efficient production of natural fla-vour compounds. This mini-review aims to providea background to bioflavour production in yeasts froman applied perspective, including flavour analysis andsensory evaluation aspects. Production of two spe-cific flavour compounds, 2-phenylethanol (2-PE)and vanillin, will be used to exemplify process chal-lenges and possible solutions from a process-engineering perspective.
The flavour chemistry of yeasts
Yeasts are microbes with large synthetic capacitythat are able to convert simple carbohydrates andnitrogen sources into many complex molecules, in-cluding many flavour compounds, via enzyme-catalysed reactions. Control of yeast-derivedflavour compounds as part of fermented beverageshas been of interest to producers of beer, wine,sake and other fermented beverages, as long asthese processes have existed. Tailoring of processconditions to develop specific organoleptic charac-teristics occurred over time through artisanal ob-servation and trial-and-error approaches. Latterly,more accurate analytical methods and an improvedunderstanding of the biochemical mechanisms thatdetermine flavour production have enabled morerapid development of process conditions, viahypothesis-driven research, to achieve desired fla-vour characteristics for particular products. A fla-vour compound can thus be an integrated part offermented liquors or food, but it can also be a ded-icated product in itself. Flavour and fragrancecompounds can be produced de novo, i.e. simplesugars and nutrients can be metabolized into
flavour and fragrance compounds via biochemicalpathways. Alternatively, bioconversion of a pre-cursor in a single-step (or a few steps) enzyme-catalysed process may also occur. Flavour andfragrance compounds that can be formed by yeastsinclude ketones, aldehydes, alcohols, carboxylicacids, esters, lactones and terpenoids (Figure 1).
Flavours as an integrated part of afermented product
The biological functions of flavours in food aremanifold. They may, for example, attract ani-mals to improve seed dispersal and propagation,or warn that the food is spoilt. Flavour com-pounds play an important role in consumer pref-erence and acceptance of food products, andconsumers typically prefer natural over syntheticflavour compounds. Odour- and taste-stimulatingcomponents can be classified in the followinggroups (Reineccius, 1999):
• Volatiles and non-volatiles formed during nor-mal plant metabolism and remaining in the plantafter harvest, e.g. essential oils, fruits and vege-table flavours.
• Flavour compounds produced by enzymaticreactions.
• Flavours developed by microorganisms and fer-mentation (wines and dairy products).
• Flavour compounds resulting from processing(heat treatment, cooking, etc.).
Fermentation processes provide wide varieties offlavour compounds in, for example, cheese, yogurt,kefir, beers, wines, soy sauce, sausages, sauerkraut,kimchi and fermented fish products. Flavour maybe generated by biochemical reactions of microbialmetabolism or by the activities of residual enzymesafter microorganisms have lysed (Reineccius,1999). The use of metabolically active yeasts forintegrated flavour production is exemplified belowby the production of alcoholic beverages, e.g. beerand wine.
Beverages
Yeast is historically linked to the production offermented beverages. One aspect is, of course, that
M. Carlquist et al.
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

the fermentations give rise to ethanol in the bever-age – thereby preserving it. However, equally im-portant for the enjoyment of the beverage are theflavour compounds produced during the fermenta-tion. In fermented beverages, fusel alcohols formedthrough the Ehrlich pathway, schematically shownin Figure 2 (see e.g. Hazelwood et al., 2008), arecentral flavour compounds. While all of the aminoacids necessary for the formation of fusel alcoholscan be found in brewery worts and grape musts, iso-leucine, leucine, phenylalanine and valine may beconsidered to be the most important, due to the factthat their Ehrlich pathway-derived products are of-ten found at concentrations close to flavour thresh-olds, and small changes may therefore have asignificant impact on flavour perception (Christophand Bauer-Christoph, 2007; Meilgaard, 1975).An intimate relationship exists between amino
acid availability and yeast higher alcohol produc-tion during fermentation (Schulthess and Ettlinger,1978; Äyräpää, 1971). Yeast production of phenyl
ethanol and other fusel alcohols is determined notonly by the substrate concentration but also by thevarious factors that influence uptake and assimila-tion of the substrate. Utilization may, for example,be affected by the assimilable nitrogen matrix, thephysical conditions, such as temperature, that mayaffect uptake and the affinity of transporters forthe particular substrate. All of these factors may in-fluence flavour differentially and distinct differ-ences are observed, depending on the strain orspecies involved.When nitrogen supplementation is considered as
an option for control of the concentration of yeastvolatiles, the impact of the nitrogen matrix mustbe taken into account. Hernàndez-Orte et al.(2005) noted that an increase in available nitrogen,regardless of whether this was due to higher aminoacid or ammonium concentrations, resulted in lowerlevels of phenylethanol (as well as methionol andisoamylalcohol). The results suggest that a higherlevel of assimilable nitrogen may reduce the uptake
Figure 1. Flavour and fragrance compounds produced by yeast de novo from sugars, or via biotransformation of precursors(source: Wang et al., 2011b: 404–407)
Figure 2. Ehrlich pathway overview. The R group is different, depending on which amino acid is converted (source: Adleret al., 2011: 285–292)
Bioflavour production with yeasts – a mini-review
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

of certain individual amino acids, presumably dueto competition for transmembrane transport. A sim-ilar phenomenon is known to affect the levels of thevicinal diketone diacetyl during brewery fermenta-tion. The precursor of diacetyl is produced by yeastsas a by-product of valine metabolism, and anyincrease in amino acid concentration will reduceuptake of valine and have a direct influence on thediacetyl concentration of beer (and a corres-ponding influence on process efficiency) (Krogerusand Gibson, 2013).While specific amino acids may be added to fer-
mentation media to tailor the final aroma and fla-vour profile of the medium, in practice this maynot be feasible, due to the expense of purifiedamino acids. Other approaches that alter the aminoacid profile may be equally effective without a ma-jor effect on process cost. Process changes such asextended must maceration times can be used toraise the concentration and alter the relative pro-portions of amino acids available to yeasts duringwine fermentation (Guttart et al., 1997), a resultwhich may explain the improved aroma qualityof wines produced after extended maceration(Defranoux and Joseph, 1992). The amino acidprofile of brewery worts can be influenced throughselective hydrolysis of the available barley pro-teins. Wort contains, in particular, high levels ofthe glutelin and prolamin protein classes (Steineret al., 2011). The different protein types are knownto contain different concentrations of individualamino acids with, for example, hordein, a prolaminprotein, characterized by high levels of proline andglutamic acid and relatively low levels of lysine(Steiner et al., 2011). Different proteases and pep-tidases are known to differentially hydrolyse bar-ley proteins, with cysteine proteases particularlyeffective against the hordein proteins (Jones andBudde, 2005). A commercial enzyme preparationhas been shown to be particularly effective at liber-ating proline and glutamic acid from spent barleygrain, suggesting that the enzyme was specificallytargeting the hordein proteins present (Treimoet al., 2008). In this case, if the amino acids,glutamic acid and proline were made available, itwould be expected that the former, being a pre-ferred source of nitrogen, would promote yeastgrowth but possibly reduce the catabolism of otheramino acids via the Ehrlich pathway. By contrast,another commercial protease was found tospecifically liberate branched-chain amino acids
(Piddocke et al., 2011), with potential for in-creased synthesis of higher alcohols during fer-mentation. Different protein-solubilizing enzymesoperate maximally under different conditions(Swanston et al., 2014). Where multiple enzymesact in concert, such as in the case of brewerymalting or mashing, the amino acid profile willbe influenced by process conditions, such asmashing temperature or pH. Igyor et al. (2001),for example, found that changing the malting andmashing temperature significantly influenced wortnitrogen availability and resulted in beers with al-tered concentrations of important volatile com-pounds, including ethyl acetate, isobutanol andisoamyl alcohol (Igyor et al., 2001), thus providingfurther evidence that proteins in brewing may bemanipulated for the generation of free amino nitro-gen fractions with specific amino acid profiles andpotentially different functional properties. Thisfeature may be exploited to alter the amino acidprofile and hence the flavour of the beer.While substrate availability has an important
influence on concentrations of higher alcohols infermented beverages, ultimately it is the uptakeand assimilation of these substrates that deter-mines higher alcohol concentration. This fact hasbeen exploited to manipulate the levels of2-phenylethanol and other yeast-derived compound during fermentation. Evolutionary engi-neering of yeasts has been used to alter phenylal-anine metabolism and hence product level.Fukuda and colleagues have successfully appliedthis method to increase the production of2-phenylethanol and 2-phenylethylacetate byyeast during sake production (Akita et al.,1990; Fukuda et al., 1990a, 1990b). Yeastsresistant to toxic analogues of phenylalanine, suchas o-fluoro-D,L-phenylalanine or p-fluoro-D,L-phenylalanine, showed changes in the action ofphenylalanine-dependent DAHP synthase, thefirst step in production of aromatic amino acids.Concentrations of 2-phenylethanol producedcould be increased by as much as 40-fold inadapted mutants. A similar process has beenapplied to brewing yeast strains for increasing2-phenylethanol concentrations in lager beer(Lee et al., 1995).In addition to exploiting the potential genetic
diversity of Saccharomyces yeast strains, onemay also consider the feasibility of utilizingnon-Saccharomyces yeasts for manipulation of
M. Carlquist et al.
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

the concentration of 2-phenylethanol and otherimportant yeast-derived volatiles. Such anapproach may be more acceptable in the wineindustry, where traditional spontaneous fermenta-tions would be influenced to some extent by thelocal non-Saccharomyces microflora. Manyyeasts, such as Kluyveromyces spp., produce highlevels of 2-phenylethanol (Fabre et al., 1998) butare not suitable for use in anaerobic fermentations(Garavaglia et al., 2007). Mixed-culture winefermentations involvingHanseniaspora guilliermondiior Pichia anomala have been proposed by Rojaset al. (2003) as being suitable for increasing thelevels of certain volatiles in wine. In particular, H.guilliermondii was shown to increase the levels of2-phenylethyl acetate (although not 2-phenylethanol)in wines. Concentrations of individual volatiles inwine may be controlled by careful selection ofnon-Saccharomyces yeasts in co-culture fermenta-tions (Moreira et al., 2005, 2008, 2011; Viana et al.,2009). The brewing industry is, however, more con-servative than the wine industry in terms of the yeastemployed and considerable effort is put into eliminat-ing any possible source of wild yeast contamination.Lager beer is also characterized by a finely-balancedvolatile composition which would be detrimentally af-fected by a disproportionate increase in any one vola-tile compound. Adaptive evolution or carefulselection of brewing yeast strains may therefore bemore acceptable than utilization of wild yeasts for fla-vour control.Any flavour changes that can be made through sim-
ple adjustments to process conditions are preferable tomajor changes in raw material use or productionyeast. Disproportionate uptake of phenylalanine hasbeen observed at higher temperatures (Beltran et al.,2007) and this phenomenon may, to some extent,explain the higher concentrations of 2-phenylethanolin wine and beer fermented at higher temperatures(Molina et al., 2007; Saerens et al., 2008).
Bioflavour compounds from substrates inthe agricultural industry
The agricultural industry generates large volumesof plant material that typically contain importantprecursors for flavours, or flavour compoundsthemselves, and are thus an interesting source ofsubstrates for eco-efficient microbial flavour
production. Substrates from the agro-industry of-ten have low costs, and the closeness to the foodindustry in general leads to more easily obtainedconsumer acceptance as compared to syntheticflavours of petrochemical origin. A number ofstudies that focus on characterizing productspectra from the bioprocessing of agro-industrialbiomaterial by various yeast species have beenreported previously. These flavour-mapping studieshave often been based on the use of gas chro-matography (GC) analysis for the identificationand quantification of volatile compounds in theheadspace during fermentation of the substrates inlitre-scale bioreactors.Christen et al. (2000) characterized volatile com-
pounds produced viaRhizopus-catalysed bioprocessingof agro-industrial solid wastes, such as cassavabagasse, apple pomace, soya bean, amaranth grainand soybean oil. As can be expected, large differ-ences were found in the profiles of volatile com-pounds, depending on the specific substrate.Acetaldehyde, ethanol, 1-propanol, ethyl acetate,ethyl propionate and 3-methyl butanol were someof the volatiles determined in the samples. Theeffect of the substrate type and use of precursorson fruit flavour production in solid-state fermenta-tion by Ceratocystis fimbriata was also demon-strated (Christen et al., 1997). Cassava bagasse hasalso been studied as a substrate for production offlavour compounds by Kluyveromyces marxianusin an aerobic packed-bed column bioreactor(Medeiros et al., 2001). The main volatiles deter-mined by headspace GC analysis were ethyl acetate,ethanol and acetaldehyde.Coffee pulp and husk are generated in large
amounts in the food industry. Coffee husk was re-ported to be a good substrate for aroma productionby C. fimbriata (Medeiros et al., 2003); ethyl ace-tate, ethanol and acetaldehyde were identified asthe major volatiles. In a similar study on solid-statefermentation using coffee husk (Soares et al.,2000), acetaldehyde, ethanol, isopropanol, ethylacetate, ethyl isobutyrate, isobutyl acetate, isoamylacetate and ethyl-3-hexanoate were identified.Orange and citric pulps are other agro-industrial
substrates with high potential for yeast-based fla-vour production. According to the Statistical Data-base of the Food and Agriculture Organization ofthe United Nations (FAOSTAT), world orangeproduction in 2012 was estimated to be over 68million tons (FAOSTAT, 2012). About 50–60%
Bioflavour production with yeasts – a mini-review
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

of the processed fruit turns into citrus peel waste,consisting of peels, seeds and membranes left overafter juice extraction (Wilkins et al., 2007).Volatile bio-ester production from orangepulp-containing medium using Saccharomycescerevisiae was investigated (Mantzouridou andParaskevopoulou, 2013). The results of this studyshowed that orange pulp stimulated the de novobiosynthesis of isoamyl acetate, 2-phenylethylacetate and ethyl esters, including hexanoate,octanoate, decanoate and dodecanoate, by S.cerevisiae. Similar results were also found byusing immobilization technology (Lalou et al.,2013). Immobilized cells of S. cerevisiae displayedbetter growth performance and produced a higheramount of volatile esters of ’fruity’ aroma(2-phenylethyl acetate, ethyl hexanoate, octanoate,decanoate and dodecanoate) than cells in suspen-sion. Rossi et al. (2009) studied fruit aromaproduction by C. fimbriata, using citric pulp in-cluding the addition of other carbon (sugar canemolasses, soya molasses) and nitrogen (soya branor urea) sources. The highest overall concentrationof volatile compounds was found when the citricpulp was supplemented with 50% soya bran, 25%
sugar cane molasses and mineral saline solution.The compounds identified from this investigationincluded acetaldehyde, ethanol, ethyl acetate, pro-pyl acetate, ethyl isobutyrate, 2-hexanone, 2-hexanol and isoamyl acetate.
Flavours as primary products
We have previously seen that flavours are naturallyproduced in many fermented foods, and that plantmaterial can also serve as a substrate for flavourproduction. Several specific flavour and fragrancecompounds have economic importance and areused to increase the sensory qualities of variousproducts, not only food but also cosmetics orperfumes. Yeasts are potential catalysts for the pro-duction of many of these compounds, either via denovo biosynthesis from sugars or by biotransfor-mation via one- or multistep whole-cell biocataly-sis from specific precursors (Serra et al., 2005).Table 1 summarizes different flavour productsderived from wild-type and recombinant yeastfermentation or whole-cell biotransformation. A
Table 1. Flavour compounds from wild-type or recombinant yeasts
Product Substrate Sensorial description Comments Reference
Alcohols2-Phenylethanol Phenylalanine Rose Fed-batch cultivation, phenylalanine
as sole nitrogen source, ISPREtschmann et al., 2003
2-Methylbutanol Leucine Fruit Isolated from fusel oil Schrader, 20073-Methylbutanol Isoleucine Fruit Isolated from fusel oil Schrader, 20072-Methylpropanol Valine Fruit Isolated from fusel oil Schrader, 2007EstersEthyl acetate Sugar Fruit De novo production from glucose
with Candida utilisSchrader, 2007
Lactonesγ-Decalactone Ricinoleic acid
(cator oil)Fruit, peach Bioconversion with Yarrowia lipolytica Pagot et al., 1997
γ-Dodecalactone 10-Hydroxystearicacid
Fruit, peach Batch bioconversionwith Waltomyces lipofer
An et al., 2013
Plant flavours –synthetic yeastValencene Glucose, galactose Citrus, orange Aerabic batch cultivation, defined
mineral medium with 20 g/lgalactose or glucose
Asadollahi et al., 2008
Vanillin Glucose Vanilla Vanillin glucoside was producedto avoid product toxicity
Brochado et al., 2010
p-Hydroxybenzalacetone(intermediate forraspberry ketone)
p-Coumaric acid Raspberry Batch bioconversion Beekwilder et al., 2007
M. Carlquist et al.
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

central pathway for the production of flavour com-pounds is the Ehrlich pathway (Hazelwood et al.,2008), which, in addition to the improvement oforganoleptic properties of alcoholic beverages, asmentioned above, is also exploited for the productionof specific flavour compounds. An example of in-dustrial interest is the conversion of L-phenylalanineto 2-phenylethanol, the main aroma compound ofrose flowers. This is covered more in detail below(see Process example – 2-phenylethanol). Otherimportant fusel alcohols are 2-methylbutanol,3-methylbutanol and 2-methylpropanol, which areused as fruit flavour ingredients and can be obtainedfrom fusel oil, a by-product from S. cerevisiaefermentation processes. Oleaginous yeast can beused to convert long-chain fatty acids into lactonesthat are characterized by their fruity peach flavour(Schrader et al., 2004); for example, γ-decalactoneis produced by Yarrowia lipolytica through conver-sion of ricinoleic acid, which is the main constituentof castor oil. Another example is the production ofγ-dodecalactone from 10-hydroxystearic acid byWaltomyces lipofer (An et al., 2013). Production ofboth γ-deca- and dodecalactones functions viarepeated β-oxidation into 4-hydroxydecanoic acidor 4-hydroxydodecanoic acid, followed by subse-quent spontaneous lactone formation facilitated inacidic media. S. cerevisiae has also been used as awhole-cell biocatalyst for asymmetrical synthesis ofvarious chiral flavour products (Serra et al., 2005).Most often the high capacity of baker’s yeast tocatalyse stereoselective reductions of prochiralcarbon–carbon double bonds or carbonyl groupshas been exploited. For example, baker’s yeast wasefficiently used for the preparation of chiral aerangislactones via whole-cell bioreduction, followed byspontaneous lactonization (Brenna et al., 2001).The emerging field of synthetic biology allows
for the production of a completely new set ofyeast-derived flavours. Efficient activity-basedand in silico-based enzyme-mining strategies,together with combinatorial and semi-rationalcloning approaches to assemble recombinantbiochemical pathways, have led to the rapid devel-opment of engineered yeast strains that are able toproduce a variety of different flavours. The devel-opment of an increasingly advanced synthetic biol-ogy toolbox will allow for the construction of yeaststrains with unprecedented ability to produce bothnatural and novel flavour molecules. In addition,with the development of new procedures for fast
and efficient high-throughput screening foroptimal process conditions and for engineeredyeast strains that are able to produce metabolites,the time to go from idea to assembling a functionalbiosynthetic route is decreasing yearly. There are anumber of examples where yeast has been geneti-cally engineered to express recombinant enzymesfor the biosynthesis of different industrially impor-tant flavour compounds. For example, de novoproduction of p-hydroxybenzaldehyde in recombi-nant S. cerevisiae overexpressing 4-coumarate-coenzyme A ligase and mutated chalcone synthasefrom raspberry plant Rubus idaeus has beenreported (Beekwilder et al., 2007). Other examplesof recombinantly produced flavour compounds inS. cerevisiae are vanillin (Brochado et al., 2010)and valencene (Asadollahi et al., 2008), whichare both on the verge of entering the sales market(Hayden, 2014). De novo production of vanillinwith engineered yeast and related processchallenges are covered in more detail below (seeProcess example – Vanillin).
Process design
General features
The overall key numbers in any biotechnologicalprocess are: product yield (i.e. moles of productformed/mole of substrate converted); degree ofsubstrate conversion (mole of substrateconverted/mole of substrate added); productivity(mole of product formed/mole of biomass/h, ormole of product formed/reactor volume/h) andproduct titre (g/l). The relative importance of thesefactors will vary, depending on the value of theproduct and the cost of the substrate. Forbioflavours, the product value can be quite high,meaning that the product yield is less critical(provided that expensive precursors are not used).Therefore, more important are the productivity(translating into capital cost for equipment) andproduct titres, which translate into operationalcosts (separation costs). Some specific features thatcharacterize bioflavour production by yeasts are:(a) the products formed are likely to be secondarymetabolites; (b) the flavour compound is likely tobe inhibitory, or even toxic, to the yeast – some-times this is true also for precursors in the pathwayor even the substrate used in the production; and
Bioflavour production with yeasts – a mini-review
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

(c) titres obtained are generally low, with finalconcentrations typically <100mg/l (Vandammeand Soetaert, 2002). More tolerant organismsmay allow slightly higher titres, but usually prod-uct removal is required to obtain titres in the g/lrange, as discussed below.From the points listed above, one can conclude
that a high biomass concentration is in generalfavourable (recirculation, immobilization) toobtain sufficient volumetric productivities. Toavoid substrate inhibition, fed-batch cultivation isneeded, whereas for overcoming product inhibi-tion, removal of products by in situ productremoval (ISPR) will be beneficial. A careful choiceof production strains is also important, sincetolerance may vary widely between strains.Furthermore, strain adaptation – or evolutionaryengineering – may be used to increase tolerance(Table 2). Process conditions must be chosen tokeep high physiological fitness and high catalyticactivity of the microbe and to simplify downstreamprocessing.
Immobilization
By immobilization, a higher cell density can beachieved, which may result in volumetric produc-tivity improvement. Moreover, the immobilizationof microbial cells has been shown to provide someprotection to the cells against physicochemicalchanges, inhibitory substances and contamina-tions, as well as enhanced substrate utilization,faster fermentation rates, prolonged activity and
stability (Nedović et al., 2010). The term mainlyrefers to the containment of cells within orthroughout a matrix that permits the bidirectionaldiffusion of nutrients and products, thereby mak-ing possible the growth and maintenance of activecells. Based on the physical mechanism employed,different immobilization techniques have beenused for immobilizing cells.With regard to bioflavour production, the most
widely used immobilization techniques are the en-trapment of cells within porous polymeric matricesand adsorption on various support materials. Thechoice of the carrier is always crucial throughoutthe immobilization process, as it can affect andeven control the flavour profile of the final product.Its suitability is governed by a number of require-ments, including maintenance of immobilized cellviability and metabolic activity, a large surfacewith functional groups for cells to adhere to,cost-effectiveness and easy handling, as well asfood-grade purity (Kourkoutas et al., 2010). Addi-tionally, since the nature of the carrier may alsoinfluence flavour production in a ’yeast strain-specific manner’, its dependence on the yeast strainused should also be taken into account (Virkajärviand Pohjala, 2000).The impact of immobilization of microbial cells
on the fermentation of alcoholic beverages, e.g.wine, beer and cider, has been assessed by manyresearchers and either positive or negative resultshave been reported. A great variety of support ma-terials has been proposed. Among these, alginateshave been successfully used for the secondaryfermentation of sparkling wines and apple juice(Fumi et al., 1988; Busova et al., 1994; Tataridiset al., 2005; Nedović et al., 2010), while food-grade natural immobilization supports, such asdelignified cellulosic materials, gluten pellets,brewer’s spent grains or fruit pieces, have beenfavourably used for ambient and low-temperaturewine making, resulting in improved aroma profiles(Bardi and Koutinas 1994; Bardi et al., 1996;Mallouchos et al., 2007). In the case of beer fer-mentation, immobilized cell technology hasproved able to accelerate fermentation process,promoting, however, modifications and lack ofbalance of the product’s sensory character(Brányik et al., 2005; Verbelen et al., 2006;Willaert and Nedovic, 2006). Likewise, beerflavour development was found to be affected bycarrier and strain choice when cells were attached
Table 2. Process engineering targets for improvedbioflavour production
Problem Solution
Low productivity, yield andproduct titre
Yeast strain engineeringImmobilizationCell recirculation
Substrate toxicity Feeding strategiesStrain engineeringImmobilization
Product toxicity ISPR/strain engineeringStrain adaptation
By-product formation(e.g. ethanol) givingincreased toxicity dueto synergy
Use Crabtree-negative yeastKeep glucose levels low
Slow yeast growth Media composition
M. Carlquist et al.
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

to chamotte or hydroxylapatite tablets (Kregielet al., 2012). A similar result has been alsoobserved for cells immobilized on single-layercalcium alginate or double-layer alginate–chitosanfor mead production; the immobilized cells pro-duced meads containing more compounds withfruity notes, such as ethyl octanoate and ethylhexanoate, but also higher concentrations of unde-sirable molecules (Pereira et al., 2014).The high tolerance of immobilized cells to toxic
compounds has been stressed by many researchers.Lee et al. (1998) reported γ-decalactone production(peach-like aroma) by the yeast Sporidiobolussalmonicolor, using different kinds of immobiliza-tion (i.e. κ-carrageenan, chitosan, agarose, calciumalginate). A problem in this production is the toxic-ity of ricinoleic acid. By immobilization in algi-nate, the authors found a prolonged viability ofthe cells and increased γ-decalactone titres in com-parison to freely suspended cells. In another study,Braga and Belo (2013) compared different mate-rials for Y. lipolytica immobilization that could beused in the production of γ-decalactone from castoroil, in order to prevent the toxic effect of both thesubstrate and the aroma upon the cells. Accordingto their observations, the highest aroma concentra-tion was obtained with immobilized cells inDupUM® (a thermoplastic support), demonstrat-ing also the potential for producing the aroma com-pound at industrial level. Lalou et al. (2013) usedyeast cells immobilized in sodium alginate beadsin order to overcome the constraint of substrate(i.e. orange peel hydrolysate) toxicity due to thepresence of D-limonene and other hydrolysis by-products. Indeed, the immobilized cells showedbetter growth performance and increased abilityfor de novo synthesis of volatile esters of ’fruity’aroma (2-phenylethyl acetate, ethyl hexanoate,octanoate, decanoate and dodecanoate), as well asbioproduction efficiency, in repeated batch fer-mentations in comparison to free cells. Addition-ally, the potential for in situ generation offormulations containing a bioflavour mixture wasdemonstrated, similarly to the approach presentedby Kogan and Freeman (1994). In this study, theco-immobilization of microbial cells with naturalprecursors within beads made of food-grade poly-saccharides (e.g. alginate, gum arabic, locust beangum) resulted in the generation of bioflavour-retaining beads that could be employed as flavouradditives or enhancers in various food preparations.
Fed-batch
De novo fermentation processes can be improvedthrough bioconversion by supplying a precursorfor the desired molecule to the culture(Vandamme and Soetaert, 2002). However, theseprecursors (especially fatty acids, such asricinoleic acid, mentioned above) are inhibitoryto the producer strains. A classical way to over-come substrate inhibition is to use a fed-batch pro-cess, in which slow feeding enables continuousconversion of the substrate and thereby keeps theconcentration of the compound below criticalthreshold values.
In situ product removal
Many bioflavours are strongly inhibitory to metab-olism, as previously mentioned. The inhibitoryproperties have different molecular origins. How-ever, a first crude indication of potential inhibitioneffects can be found from the solubility in cellularmembranes. This, in turn, can be estimated fromthe hydrophobicity or the partitioning coefficientbetween, for example, octanol and water(Heipieper et al. 1994). In addition to choosingthe most tolerant strain and further adapting thisstrain to the product, one process option is to usein situ product removal (ISPR). The inhibitioncan in this way be controlled by continuouslyremoving the toxic end-product. Various methodscan be applied, such as adsorption on resins (e.g.Mirata et al., 2009, Wang et al., 2011b), strippingof volatile compounds, extraction in two-phase sys-tems (e.g. Rito-Palomares et al., 2001, Etschmannand Schrader, 2006) or pervaporation, i.e. the com-bination of membrane permeation and evaporation(reviewed by Vane, 2005). The ISPR technique,however, is additionally advantageous by minimiz-ing product degradation and also reducing the num-ber of downstream processing steps (Stark andStockar, 2003). In cases where the substrate andproduct have similar properties, both substraterelease and product removal can be obtained withthe same absorber – so-called substrate feedingproduct removal (SFPR). This was exemplified byBormann et al. (2012) for the conversion oflinalool to linalool oxide (lavender-like smell) withCorynespora cassiicola, using different hydropho-bic absorbers.
Bioflavour production with yeasts – a mini-review
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

Analyses and sampling techniques
A requirement in any process is to quantify theproduct formed. In the case of bioflavour produc-tion, this requires some specific consideration.Analytical difficulties may arise for the followingreasons (Parliament, 1997; Reineccius, 1999):
1. Low concentration levels.2. Matrix effect of the sample.3. Complexities of aroma compounds.4. Variation of volatility.5. Instability.6. Lower sensitivity of laboratory instrumentation
than the human olfactory system.
Isolation of aroma compounds from a matrix be-fore identification is a very important step. Isola-tion methods of aromatics can be classified as:
1. Headspace sampling:
a. Static headspace.b. Dynamic headspace.c. Purge and trap.
2. Solvent extraction and distillation.3. Solid phase microextraction.4. Direct thermal desorption.5. Headspace sorptive and stir bar sorptive extraction.
Headspace sampling techniques
This can be divided into three categories: staticheadspace, dynamic headspace and purge and trap(Wampler, 1997). The basic principle of all head-space techniques is based on an investigation ofvolatile compounds in the headspace vapoursabove a solid or liquid sample. In the static head-space technique, a small amount of the atmosphereabove the sample is injected to the GC columndirectly. However, in the dynamic headspace tech-nique, analytes from a large amount of sample arefirst concentrated, then transferred to the GC.Dynamic headspace is usually used for analysisof solid samples, while purge and trap refers tothe analysis of volatiles from liquids by bubblingthe purge gas through the samples. This techniquehas been used to isolate and identify volatiles indifferent varieties of food samples (Avsar et al.,
2004; Drake et al., 1999; Hakala et al., 2002,Bücking and Steinhart, 2002)
Solvent extraction and distillation
Most of the volatile compounds are soluble in or-ganic solvents, including diethyl ether, dichloro-methane and pentane (Reineccius, 1999). Solventextraction procedures can be applied to isolate vol-atile flavour compounds from non-fat-containingmatrices and aqueous distillates. However, a fat-containing matrix may be further treated by steamdistillation, molecular distillation or dialysis to iso-late volatiles. Solvent selection is an importantparameter for extraction. It is suggested thatnon-polar solvents, freons and hydrocarbons,should be used for samples containing alcohol(Parliament, 1997). Diethyl ether and methylenechloride are good solvents for general purposes.With respect to distillation techniques, efficienciesof separation depend upon the physical propertiesof the components and the type and design of dis-tillation procedures. Steam distillation is the mostcommon technique. This technique has someadvantages, including simplicity of operation, noneed for complex apparatus, reproducibility, rapidityand range of samples handled for isolation of vola-tiles from non-volatiles (Parliament, 1997). If a sam-ple has a large amount of lipid, high-vacuumdistillation is recommended for the isolation of vol-atiles. High-boiling and heat-sensitive compoundscannot be successfully separated at atmosphericpressure because of difficulties in heating the distil-lation equipment to very high temperatures, andbecause of thermolability of certain compounds(Majors, 1998). Application of higher temperaturesduring distillation may generate the formation ofartifacts or undesirable volatile compounds.Specifically, samples rich in free amino acids andsugars can interact during Maillard reaction andStrecker degradation to form additional compounds(Schieberle, 1995). High-vacuum transfer (HVT;molecular distillation) is commonly used for the iso-lation of volatile compounds from lipid-containingfoods. HVT includes the direct transfer of volatilesfrom a matrix to a cold condenser. This techniquerequires a short distance between the condenserand the sample and the use of high-vacuum systems(<10�3Torr). HVT decreases the formation ofartifacts and provides good recovery of volatiles(Reineccius, 1999).
M. Carlquist et al.
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

A fast and careful isolation of volatiles fromcomplex matrices was developed by Engel et al.(1999); this is called solvent-assisted flavour evap-oration (SAFE). The system is connected to a high-vacuum pump. It allows isolation of volatiles fromsolvent extracts, aqueous foods, food suspensionsand matrices with high oil content.
Solid phase microextraction (SPME)
This technique is a simple and solvent-free samplepreparation technique (Pawliszyn, 2001). It isbased on the adsorption of volatile compounds tothe polymeric stationary-phase coating of a fusedsilica fibre. The volatile compounds are then ther-mally desorbed in the injection port of a gas chro-matograph. This technique is successfully appliedfor the characterization of flavour compoundsfound in different varieties of foods, includingcheese, honey, wine, fruits and vegetables, etc.(Alissandrakis et al., 2005: Burbank and Qian,2005; Demyttenaere et al., 2003; Diaz et al.,2003; Guillot et al., 2006, Tiitinen et al., 2006).
Direct thermal desorption
This is a simple and rapid sample-preparation tech-nique. It does not require any solvent use. It isbased on sparging volatiles from sample matrixand transferring them onto the chromatographiccolumn. Heat treatment is usually applied to a ma-trix to extract volatile compounds from samples. Acryofocusing unit or cold trap can be used to focusthe volatiles at the head of the column (Grimmet al., 1997).
Headspace sorptive (HSSE) and stir bar sorptiveextraction (SBSE)
Both methods are solventless enrichment tech-niques. Volatile compounds are absorbed on athick film of poly(dimethylsiloxane) (PDMS)coated onto a magnet incorporated in a glassjacket. Gas phase extraction is called headspacesorptive extraction. Sampling of liquid sampleswas done by immersing a stir bar in the liquid(SBSE). Then the stir bar is thermally desorbedon-line with capillary gas chromatography (GC)or GC–mass spectrometry (MS) (Bicchi et al.,2002; Majors et al. 2009).
Sensory evaluation
The ultimate purpose of an industrially produced fla-vour compound is to induce a sensory effect, mostoften in humans. The human nose is a remarkablysensitive analysis instrument, and the perceived re-sponse is affected by not only one compound butthe complete composition, in a highly non-linearway. For this reason, merely instrumental analysesare not sufficient, but in addition it is necessary to as-sess the perceived intensity of a volatile compoundby using human senses and quantitative sensoryevaluation methods. Humans perceive smells usingchemical sense, focusing on odour compounds. Vol-atile compounds become aroma compounds or odor-ants when they activate the sense of smell viaolfactory or smell receptors in the nasal cavity and,moreover, in the olfactory epithelium (Buck andAxel, 1991; Lundström et al., 2011). Aroma com-pounds may be either orthonasal, when odorantsare sniffed, or retronasal when odorants are semi-volatile and transferred via mouth to nose. The odourperception process is complicated and, despite hav-ing been studied extensively in recent decades, it isstill not fully understood. Odorants may be also fla-vour components, but actual flavour is a combinationof retronasal smell, taste and chemaesthesis (such aschemical irritation or pungency) (Beauchamp andMennella, 2011; Breslin, 2013; Spence, 2013). Ingeneral, odorants are volatile compounds and tastemolecules are non-volatile compounds activatingthe sense of taste via taste receptors.When volatile compounds are analysed using
GC coupled to any headspace-sampling or othersample preparation techniques, it is not certainwhether detected compounds are actually contrib-uting to odour or to flavour. Moreover, the quantityof volatiles in the original sample is not directly re-lated to the intensity of the smell. One solution isto divide the GC eluent before the instrumental de-tector and steer it partly to the human nose (Hakalaet al., 2005). Using GC–olfactometry (GC–O), it ispossible to find both odour and volatile com-pounds (Delahunty et al., 2006). For the humannose this task may be laborious, as well as for re-searchers involved in data processing. An exampleof specific methods used to identify the key odor-ants is aroma extract dilution analysis (AEDA)(Schmid and Grosch 1986, Schieberle and Grosch1987, Zhou et al. 1999, Langos et al., 2013).
Bioflavour production with yeasts – a mini-review
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

Instrumentally-analysed volatile profiles mayalso be combined with sensory profiles. Usually,a trained sensory panel evaluates the most impor-tant sensory properties of a product in sensory lab-oratory (ISO 8589) conditions (Sandell et al.,2009; Tiitinen et al., 2005), e.g. following ageneral sensory profiling protocol. When the sen-sory profile is connected to instrumental analyses,it is important to keep the sample preparationmethod as similar as possible in both methods.Different data matrices are relatively easy tocombine, using multiregression statistical methodsto identify the key volatile compounds contribut-ing to smell or flavour (Pohjanheimo and Sandell,2009). However, it is necessary to determine thetarget, such as orthonasal odorants, retronasalodorants or flavour compounds, when selectingthe correct method of analysis for instrumentalmeasurement and human sensory evaluation.
Process example 1: 2-phenylethanol
One flavour compound that has attracted much in-terest is 2-phenylethanol (2-PE). This flavour mol-ecule has a rose-like smell and is commonly usedin perfumery, cosmetics, pharmaceuticals, foodsand beverages. It can also be used as a precursorfor the production of another important aromacompound, phenylethyl acetate. The world annualproduction of 2-PE was estimated to be approxi-mately 10 000 tons in 2010, most of which was ob-tained by chemical synthesis from benzene orstyrene, with a price of about US$5/kg (Hua andXu, 2011). Most of the natural 2-PE is probablyproduced by fermentation, as extraction from rosepetals is not economically feasible, at an estimatedprice of about US$1000/kg 2-phenylethanol in2002 (Etschmann et al., 2002).Kluyveromyces, Zygosaccharomyces, Saccharo-
myces, Clavispora and Pichia species of yeasts canall produce 2-PE de novo through the shikimatepathway, where erythrose-4-phosphate, resultingfrom the pentose phosphate pathway, and phos-phoenolpyruvate, resulting from glycolysis, areconverted to phenyl pyruvate. Phenyl pyruvate isthen decarboxylated to phenyl acetaldehyde anddehydrogenated to 2-PE (Figure 3).This route to 2-PE biosynthesis is inefficient,
since glycolysis and the pentose phosphate
pathway are utilized mainly for cell growth ratherthan for 2-PE formation, which is why the reportedamounts of de novo produced 2-PE are very small,even though 2-PE biosynthesis is typically growth-related (Fabre et al., 1996). The addition of L-Phehas been shown to increase the production of2-PE through the Ehrlich pathway (Etschmannet al., 2002, Garavaglia et al., 2007, Huang et al.,2000), in which L-Phe is transaminated to yieldphenylpyruvate, which is then decarboxylated anddehydrogenated to 2-PE. The last two stepsare identical to the de novo synthesis pathway(see Figure 3).Researchers have recognized yeasts as the most
promising producers of 2-PE, due to high catalyticactivity and cell resistance to high 2-PE concentra-tions. The presence of ethanol is undesirable be-cause it is involved in a synergistic interactionwith 2-PE, amplifying its cytotoxicity (Wanget al., 2011a). It is therefore preferable to run thebioprocess under aerobic conditions when theyeast is Crabtree-negative or, alternatively, tokeep the glucose concentration low to avoidoverflow metabolism for Crabtree-positive yeasts.Etschmann et al. (2003) identified four strains ofK. marxianus and one strain of Z. rouxii as thetop five producers of 2-PE. The strains wereidentified in a screening of 15 microorganisms,also including strains of S. cerevisiae, C.lusitaniae, P. anomala, P. membranaefaciens andSchizosaccharomyces pombe, all grown in amolasses-based medium. K. marxianus CBS 600produced 0.89g/l 2-PE after 41h and 3.03g/l whenthe ISPR technique was used. Pichia fermentansL5 has also been reported to produce up to300mg/l 2-PE with various carbon sources (Huanget al., 2000). S. cerevisiae BD produced 6.17g/l inthe presence of macroporous resin adsorbing 2-PEfrom the fermentation medium. K. marxianusstrains appear to be good candidates for industrialproduction of 2-PE, since they show good abilityto synthesize the compound and are Crabtree-negative. On the other hand, the resistance of K.marxianus to 2-PE is lower than that of S.cerevisiae (Etschmann and Schrader, 2002).Table 3 presents 2-PE production results by severalyeast strains, with and without ISPR. It is clear thatthe results achieved with the use of ISPR areseveral-fold greater than those without such an ap-proach, irrespective of the strain or culture condi-tions used (culture conditions are not presented in
M. Carlquist et al.
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

the table). This is to demonstrate the positive impactof ISPR on 2-PE production, underlining ISPR asthe top priority in the bioprocess design, with strainchoice and culture condition optimization as ameans for improvement of 2-PE production.We will now go through the example of 2-
phenylethanol and discuss the production processand the challenges in each step. Product inhibitionis recognized to be the major problem of 2-PE bio-synthesis for industrial scale-up. As discussed in theprevious section, 2-PE can completely inhibit cellgrowth at concentrations in the range 2.0–4.0g/l,
depending on the strain. This requires the use ofISPR techniques in the fermentation design to re-move 2-PE from the medium aqueous phase, thusallowing the microorganisms to continue to producethe flavour compound. To date, there are severalapproaches to ISPR of 2-PE that have been demon-strated in the literature.The use of organic solvents, such as oleic acid,
oleyl alcohol and polypropylene glycol 1200, inbiphasic fermentation systems has been reportedin the literature, which is summarized by Hua andXu (2011). Organic solvents provide good mass
Figure 3. Shikimate pathway for de novo synthesis of 2-phenyl ethanol (source: Hua and Xu, 2011: 654–660 )
Bioflavour production with yeasts – a mini-review
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

transfer of 2-PE, but their toxicity and viscositycan be problematic for the fermentation. The useof solvents directly in the bioreactor also decreasesits working volume available for the biosynthesisof 2-PE. Most organic solvents are, moreover,odourous, which can also affect the quality of theend-product. Another drawback of the use oforganic solvents for ISPR is their high boilingtemperature, which takes more energy to distilthem out of the aqueous phase. That would in-crease the expense of the downstream processingof 2-PE in a potential industrial set-up.2-PE can also be extracted in situ by immobilized
solvents, such as dibutyl sebacate entrapped insidealginate microcapsules, or inside a polyethylenematrix (Figure 4). ISPR through solvent immobili-zation provides efficient 2-PE removal without theneed for cell separation prior to extraction, and alsoavoids the toxic effect of the solvent on the culture.Berg et al. (2010) conducted a techno-economic
study of solvent-impregnated particles used forISPR in bioreactors. They linked the feasibility ofthis method to the solubility of the desired productin water. The more soluble the product is in water,the less efficient or feasible is the technique.Figure 4 also shows a unit containing polyoctylmethylsiloxane membrane for ISPR of 2-PEthrough organophilic pervaporation. The use ofthese techniques increased 2-PE production bynearly 100% (Hua and Xu, 2011).Another ISPR approach includes the use of
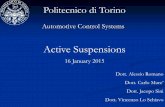
polypropylene-based microporous hollow fibresplaced in an extraction unit resulting in a double-walled system (Figure 5). In this set-up, the aqueousphase from the fermentation is pumped through thelumen of the fibres, while the organic phase ispumped through the shell of the module in a coun-tercurrent fashion (Adler et al., 2011). The use ofthis system increased the production of 2-PE by>300% relative to the conventional fermentation.
Table 3. Yeast strains producing 2-PE, with or without ISPR
Strain 2-PE production (g/l) ISPR used (Yes/No) Reference
K. marxianus CBS 600 26.5 Yes Etschmann and Schrader (2006)K. marxianus CBS 600 20.6 Yes Gao and Daugulis (2009)K. marxianus CBS 600 0.89 No Etschmann et al. (2003)S. cerevisiae BD 6.2 Yes Mei et al. (2009)Z. rouxii CBS 5717 0.8 No Etschmann et al. (2003)S. cerevisiae P-3 6.6 Yes Hua et al. (2010)P. fermentans L-5 0.5 No Huang et al. (2000)
Figure 4. Techniques and materials for solvent immobilization and organophilic pervaporation. Reprinted with permissionfrom Hua and Xu (2011)
M. Carlquist et al.
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

In situ product adsorption (ISPA) is a commontechnique used in biotechnology for avoiding sub-strate or product inhibition. Mei et al. (2009) usedmacroporous resin D101 in shaken-flask experi-ments for in situ 2-PE recovery. The total 2-PEconcentration after 24h of incubation at 30 °Creached 6.17g/l, of which 3.02g/l were adsorbedby the resin. This is approximately 50% of the to-tal 2-PE produced, which represents a relativelylow capacity of the resin. In a bioprocess configu-ration, which results in a larger 2-PE concentra-tion, this resin may not perform sufficiently toavoid product inhibition. The authors also stressthe importance of the initial pH in the medium,which affects the ionic state of the substrate andthus the adsorption capacity of the resin. Thehighest 2-PE concentration was achieved at initialpH6.8, which was found to be the optimal pH notonly for the adsorption of 2-PE by the resin butalso for the biotransformation with S. cerevisiaeBD itself. The carbon source in this case was su-crose with L-Phe as the precursor for the biosyn-thesis of 2-PE. The advantage, however, in usingthe adsorbent material directly in the fermentationmedium is the avoidance of cell removal prior toextraction, as opposed to situations where the ad-sorbent is contained in a module that bypasses thebioreactor. ISPA can also be conducted outside
the bioreactor, where the adsorbent is containedin a module. Figure 6 illustrates the continuousadsorption system proposed by Wang et al.(2011a), where the fermentation medium ispumped through a column packed with resinFD0816. The cell culture is removed by amicrofiltration unit prior to adsorption of 2-PEfrom the filtrate.This system could successfully maintain aque-
ous 2-PE concentration <2.7 g/l for 56 h, whichwas enough to keep the cells in the bioreactor ac-tive and producing 2-PE. The bioconversion wasconducted at 30 °C and pH5.0, with glucose asthe carbon source and L-Phe as precursor. Thefermentation had to be stopped at the 56th hourbecause of clogging of the microfiltration unit,which means that the fermentation could be main-tained for an even longer time if the unit wasreplaced with a new one (Wang et al., 2011a).The total space–time yield was 0.9 g/l/h.The use of 2-PE-adsorbing polymers for ISPA
is advantageous over organic solvents, becausethey are non-toxic, non-biodegradable, cheapand do not affect the quality of the final product.Of all ISPR techniques, fermentations that involveISPA hold the best potential for industrialscale-up of 2-PE (Hua and Xu, 2011; Wanget al., 2011b).
Figure 5. Fermentation/membrane system using polyethylene-based microporous hydrophobic hollow fibres. Reprintedwith permission from Adler et al. (2011)
Bioflavour production with yeasts – a mini-review
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

Process example 2: vanilllin
Vanillin (4-hydroxy-3-methoxybenzaldehyde) isone of the most-sold flavour and fragrance com-pounds, and it is also used as starting material forsynthesis of other fine chemicals and pharmaceuti-cals. Vanillin extracted from the vanilla orchidplant Vanilla planifolia is not enough to sustainthe entire market demand (Ramachandra Rao andRavishankar, 2000). Synthetic vanillin is producedvia chemical synthesis from fossil-derivedguaiacol and glyoxilic acid, or from breakdownof lignin, e.g. via oxidative depolymerization oflignosulphonate in a high-temperature (120–160°C),high-pressure (10bar) alkaline process with Cu2+
as catalyst (Pacek et al., 2013). Chemical synthesisfrom guaiacol and glyoxylic acid is rather straight-forward and the overall process yields a pureproduct in a cost-efficient way; however, the petro-chemical origin of the substrates is a drawback.Vanillin derived from lignin is renewable, and thedepolymerization process is cheap and relatively en-vironmentally benign. However, the downstreamprocess to obtain pure vanillin from the resulting
heterogeneic mixture of aromatic monomers maybe costly. Furthermore, neither vanillin producedfrom guaiacol nor vanillin from catalytic depoly-merization of lignin is classified as natural, andthe market price for synthetic vanillin is signifi-cantly lower than that of plant-derived vanillin(see reviews by Priefert et al., 2001; RamachandraRao and Ravishankar, 2000; Walton et al., 2003).To meet the market demand for natural vanillin,various biotechnological methods have beendeveloped, e.g. biocatalytic conversion of ligninpolymer to vanillin catalysed by geneticallyengineered Rhodococcus jostii (Sainsbury et al.,2013), or bioconversion of eugenol and/orisoeugenol to vanillin (Rabenhorst and Hopp,1991), or via de novo synthesis from glucose bymetabolically engineered yeast (Hansen et al.,2009), which will be discussed here. For in-formation about other chemical and biotechnolog-ical methods for the production of vanillin, thereader is referred to a number of reviews (see e.g.Priefert et al., 2001; Ramachandra Rao andRavishankar, 2000).Vanillin is not a naturally occurring intermediate
in wild-type yeast metabolism. However, vanillinbiosynthesis has previously been demonstrated inrecombinant yeast, e.g. in S. cerevisiae and Sz.pombe (Hansen et al., 2009). Hansen and co-workers connected an artificial recombinantvanillin pathway to the native shikimate pathwayused for biosynthesis of aromatic amino acids(Figure 3). The artificial pathway consisted of a3-dehydroshikimate dehydratase from Podosporapauciseta, an aromatic carboxylic acid reductase(ACAR) from a bacterium of the Nocardia genus,an O-methyltransferase from Homo sapiens and,additionally, a phosphopantetheinyl transferasefrom Corynebacterium glutamicum for activiationof ACAR in the case for S. cerevisiae, but not forSz. pombe. In this way, titres of ca. 45–65mg/lvanillin were achieved in aerobic batch cultiva-tions in rich media in shake flasks. The Sz. pombestrain was chosen based on low vanillin reductaseand vanillin oxidation activities, thus displaying alow level of further conversion of vanillin tovanillic alcohol and/or vanillic acid. In the caseof S. cerevisiae, the reductase level was decreasedby knocking out the gene coding for alcoholdehydrogenase 6 (ADH6), which is mainly re-sponsible for reduction of vanillin. Another strat-egy may be to overexpress recombinant vanillyl
Figure 6. Outline of adsorptive process for 2-PE produc-tion. Reprinted with permission from Wang et al. (2011b)
M. Carlquist et al.
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

alcohol oxidase that redirects the alcohol back tovanillin. However, hindrance of vanillic alcoholformation is one of the main engineering targetsthat remains to be solved. Another issue is therelatively high inhibitory effect of vanillin onyeast metabolism and cell growth, already at con-centrations around 0.5 g/l (Hansen et al., 2009).Cell robustness and physiological fitness duringthe production process remain major issues forthe efficient production of vanillin. An interestingstrategy to reduce vanillin toxicity that has beenstudied was to convert vanillin to vanillin gluco-side, which is significantly less inhibitory to cellgrowth at concentrations up to 25g/l (Brochadoet al., 2010). The non-toxic vanillin glucosidecould be produced at high titres, hence reducingdownstream purification process costs. Vanillincould then be obtained from the glucoside via a sim-ple hydrolysis reaction. Conversion of vanillin to theglucoside can be achieved by overexpressing a gly-cosyltransferase from Arabidopsis thaliana, as hasbeen reported previously (Brochado et al., 2010).The latter authors made further strain engineeringof the vanillin-producing S. cerevisiae strain de-veloped by Hansen et al., and studied productionunder different cultivation conditions in batchand continuous mode. It was found that continu-ous cultivation at a low dilution rate resulted in aproduct titre of 500mg/l vanillin glucoside, whichwas significantly higher than previously reportedfor vanillin in batch mode. Interestingly, it wasalso observed that the genetic modifications thatled to vanillin production also led to a loweringof the critical dilution rate (D) at which respiro-fermentative metabolism occurs. Already atD =0.015 h�1, respiro-fermentative metabolismand ethanol formation was observed, which issignificantly lower than what is normally thecase during aerobic cultivation in continuousmode (D =0.28h�1; Van Hoek et al., 1998). Thismeans that efficient biomass production withoutyield-lowering overflow metabolism needs to becontrolled at D <0.015h�1. Overflow metabolismcan be omitted in fed-batch mode at feeding ratebelow Dcrit; however, this also leads to a lowspace–time yield. A commercial process basedon yeast fermentation has, however, beendeveloped, and genetically engineered yeast van-illin will soon be available in supermarkets(Hayden, 2014).
Concluding remarks
This review provides an overview of the most im-portant bioprocess design challenges related toyeast-based production of natural flavour and fra-grance compounds. To reach process objectives, en-gineering of reaction conditions needs to be madewith consideration of the specific operationalboundaries of the whole-cell biocatalyst. In general,high catalytic activity under process conditions andhigh tolerance to the specific flavour compound andsubstrate precursor are important properties to inte-grate into the design criteria. Depending on the out-come of the interactions between yeast strain andthe specific environment during bioprocessing, thecontrol parameters are modified accordingly. Insome cases, both the substrate and products aretoxic to the cell, which has led to a multitude of dif-ferent procedures with the aim of limiting the con-centrations to which cells are exposed, while atthe same time allowing a high product titre forrecovery. In particular, various materials for ISPRand/or controlled fed-batch substrate feedingprofiles are powerful tools to maintain high cellviability and activity under process conditions.Flavour compounds are important in many prod-
ucts where their production is integrated in theproduct itself, e.g. in alcoholic beverages. In addi-tion to choosing the right yeast species/strain, con-trol of flavour profiles can be made by controllingamino acid composition in the fermentation broth,either via targeted hydrolysis of the starting mate-rial (i.e. of the grapes or malt) or via the externaladdition of specific amino acids.Fermentation, or whole-cell biotransformation,
of crude agroindustrial substrates can be an eco-nomically viable and eco-efficient way to producespecific flavour compounds from cheap and readilyavailable raw materials. A challenge to consider inmany of these processes is the complexity of thesubstrate matrix in which the product ends up. Of-ten the product has similar physicochemical prop-erties to other compounds in the crude substrate,which might make downstream processing diffi-cult and expensive. Depending on product qualityspecifications, the cost for downstream purificationdetermines the economic viability of the process.For this reason, a high concentration of the productand a high space–time yield are the main targetsfor bioprocess engineering.
Bioflavour production with yeasts – a mini-review
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

De novo synthesis from sugars is suitable for fla-vour products with high economic value and withrequirements for high purity. The continuousdevelopment of genetic engineering and systemsbiology tools, in combination with improved pro-cess design, will enable more bioflavours to beproduced in this manner in the future.
References
Adler P, Hugen T, Wiewiora M, Kunz B. 2011. Modeling of anintegrated fermentation/membrane extraction process for theproduction of 2-phenylethanol and 2-phenylethylacetate. EnzymeMicrob Technol 48: 285–292.
Akita O, Ida T, Obata T, Hara S. 1990. Mutants of Saccharomycescerevisiae producing a large quantity of β-phenethyl alcohol andβ-phenethyl acetate. J Ferment Bioeng 69: 125–128.
Alissandrakis E, Tarantilis PA, Harizanis PC, Polissiou M. 2005.Evaluation of four isolation techniques for honey aroma com-pounds. J Sci Food Agric 85: 91–97.
An JU, Joo YC, Oh DK. 2013. New biotransformation process forproduction of the fragrant compound γ-dodecalactone from10-hydroxystearate by permeabilized Waltomyces lipofer cells.Appl Environ Microbiol 79: 2636–2641.
Asadollahi MA, Maury J, Möller K, et al. 2008. Production of plantsesquiterpenes in Saccharomyces cerevisiae: effect of ERG9repression on sesquiterpene biosynthesis. Biotechnol Bioeng 99:666–677.
Avsar YK, Karagul-Yuceer Y, Drake MA, et al. 2004. Characteri-zation of nutty flavor in cheddar cheese. J Dairy Sci 87:1999–2010.
Äyräpää T. 1971. Biosynthetic formation of higher alcohols byyeast. Dependence on the nitrogenous nutrient level of themedium. J Inst Brewing 77: 266–276.
Bardi EP, Bakoyianis V, Koutinas AA, Kanellaki M. 1996. Roomtemperature and low temperature wine making using yeastimmobilized on gluten pellets. Process Biochem 31: 425–430.
Bardi EP, Koutinas AA. 1994. Immobilization of yeast ondelignified cellulosic material for room temperature and low-temperature wine making. J Agric Food Chem 42: 221–226.
Barham P, Skibsted LH, Bredie WLP, et al. 2010. Molecular gas-tronomy: a new emerging scientific discipline. Chem Rev 110:2313–2365.
Beauchamp GK, Mennella JA. 2011. Flavor perception in humaninfants: development and functional significance. Digestion 83:1–6.
Beekwilder J, Van Der Meer IM, Sibbesen O, et al. 2007. Microbialproduction of natural raspberry ketone. Biotechnol J 2: 1270–1279.
Beltran G, Rozes N, Mas A, Guillamon J. 2007. Effect of low-temperature fermentation on yeast nitrogen metabolism. WorldJ Microbiol Biotechnol 23: 809–815.
Berg C, Boon F, Roelands M, et al. 2010. Techno-economic evalu-ation of solvent impregnated particles in a bioreactor. Sep PurifTechnol 74: 318–328.
Bicchi C, Iori C, Rubiolo P, Sandra P. 2002. Headspace sorptive ex-traction (HSSE), stir bar sorptive extraction (SBSE), and solidphase microextraction (SPME) applied to the analysis of roasted
Arabica coffee and coffee brew. J Agric Food Chem 50:449–459.
Bormann S, Etschmann MMW, Mirata MA, Schrader J. 2012. Inte-grated bioprocess for the stereospecific production of linalool ox-ides from linalool with Corynespora cassiicola DSM 62475. JInd Microbiol Biotechnol 39: 1761–1769.
Braga A, Belo I. 2013. Immobilization of Yarrowia lipolytica foraroma production from castor oil. Appl Biochem Biotechnol169: 2202–2211.
Brányik T, Vicente AA, Dostálek P, Teixeira JA. 2005. Continuousbeer fermentation using immobilized yeast cell bioreactor sys-tems. Biotechnol Progr 21: 653–663.
Brenna E, Dei Negri C, Fuganti C, Serra S. 2001. Baker’s yeast-mediated approach to (�)-cis- and (+)-trans-aerangis lactones.Tetrahedr Asymm 12: 1871–1879.
Breslin PAS. 2013. An evolutionary perspective on food and humantaste. Curr Biol 23: R409–418.
Brochado AR, Matos C, Moller BL, et al. 2010. Improved vanillinproduction in baker’s yeast through in silico design. Microb CellFact 9: 84.
Bücking M, Steinhart H. 2002. Headspace GC and sensory analysischaracterization of the influence of different milk additives on theflavor release of coffee beverages. J Agric Food Chem 50:1529–1534.
Buck L, Axel R. 1991. A novel multigene family may encode odor-ant receptors: a molecular basis for odor recognition. Cell 65:175–187.
Burbank HM, Qian MC. 2005. Volatile sulfur compounds in ched-dar cheese determined by headspace solid-phase microextractionand gas chromatograph-pulsed flame photometric detection. JChromatogr A 1066: 149–157.
Busova K, Magyar I, Janky F. 1994. Effect of immobilized yeastson the quality of bottle-fermented sparkling wine. Acta Aliment23: 9–23.
Christen P, Meza JC, Revah S. 1997. Fruity aroma production insolid state fermentation by Ceratocystis fimbriata: influence ofthe substrate type and the presence of precursors. Mycol Res101: 911–919.
Christen P, Bramorski A, Revah S, Soccol CR. 2000. Characteriza-tion of volatile compounds produced by Rhizopus strains grownon agro-industrial wastes. Bioresource Technol 71: 211–215.
Christoph N, Bauer-Christoph C. 2007. Flavour of spirit drinks: rawmaterials, fermentation, distillation, distillation, and ageing. InFlavours and Fragrances: Chemistry, Bioprocessing and Sustain-ability, Berger RG (ed.). Springer-Verlag: Berlin; 219–239.
Defranoux C, Joseph P. 1992. Une décennia consacrée àlaconnasiance du potential aromatique du Chardonnay. RevOenol 65S: 27–29.
Delahunty CM, Eyres G, Dufour JP. 2006. Gas chromatographyand olfactometry. J Sep Sci 29: 2107–2125.
Demyttenaere JCR, Dagher C, Sandra P, et al. 2003. Flavour anal-ysis of Greek white wine by solid-phase microextraction–capillary gas chromatography–mass spectrometry. J ChromatogrA 985: 233–246.
Diaz P, Ibanez E, Senorans FJ, Reglero G. 2003. Truffle aromacharacterization by headspace solid-phase microextraction. JChromatogr A 1017: 207–214.
Drake MA, Karagül-Yüceer Y, Chen XQ, Cadwallader KR.1999. Characterization of desirable and undesirablelactobacilli from cheese in fermented milk. Lebenson WissTechnol 32: 433–439.
M. Carlquist et al.
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

Engel W, Bahr W, Schieberle P. 1999. Solvent-assisted flavor evap-oration – a new and versatile technique for the careful and directisolation of aroma compounds from complex food matrices. EurFood Res Technol 209: 237–241.
Etschmann MM, Bluemke W, Sell D, Schrader J. 2002. Biotechno-logical production of 2-phenylethanol. Appl MicrobiolBiotechnol 59: 1–8.
Etschmann MM, Sell D, Schrader J. 2003. Screening of yeasts forthe production of the aroma compound 2-phenylethanol in amolasses-based medium. Biotechnol Lett 25: 531–536.
Etschmann MM, Schrader J. 2006. An aqueous-organic two-phasebioprocess for efficient production of the natural aroma chemicals2-phenylethanol and 2-phenylethylacetate with yeast. ApplMicrobiol Biotechnol 71: 440–443.
Fabre CE, Blanc PJ, Goma G. 1996. Production of benzaldehyde byseveral strains of Ischnoderma benzoinum. Sci Aliment 16:61–68.
Fabre CE, Blanc PJ, Goma G. 1998. Production of 2-phenylethylalcohol by Kluyveromyces marxianus. Biotechnol Progr 14:270–274.
FAOSTAT. 2012. http://faostat.fao.org/site/567/DesktopDefault.aspx?PageID=567#ancor [accessed 2 April 2014].
Fukuda K, Watanabe M, Asano K. 1990a. Altered regulation of ar-omatic amino acid biosynthesis in β-phenylethyl-alcohol-overproducing mutants of sake yeast Saccharomyces cerevisiae.Agric Biol Chem 54: 3151–3156.
Fukuda K, Watanabe M, Asano K, et al. 1990b. Breeding ofbrewing yeast producing a large amount of β-phenylethyl alcoholand β-phenylethyl acetate. Agric Biol Chem 54: 269–271.
Fumi MD, Trioli G, Colombi MG, Colagrande O. 1988. Immobili-zation of Saccharomyces cerevisiae in calcium alginate gel andits application to bottle-fermented sparkling wine production.Am J Enol Viticult 39: 267–272.
Gao F, Daugulis J. 2009. Bioproduction of the Aroma Compound 2-Phenylethanol in a Solid–Liquid Two-Phase Partitioning Biore-actor System by Kluyveromyces marxianus. Biotechnol Bioeng104: 332–339
Garavaglia J, Flôres SH, Pizzolato TM, et al. 2007. Bioconversionof L-phenylalanine into 2-phenylethanol by Kluyveromycesmarxianus in grape must cultures. World J Microb Biotechnol23: 1273–1279.
Grimm CC, Lloyd SW, Miller JA, Spanier AM. 1997. The analysisof food volatiles using direct thermal desorption. In Techniquesfor Analyzing Food Aroma, Marsili R (ed.). Marcel Dekker:New York; 58–77.
Guillot S, Peytavi L, Bureau S, et al. 2006. Aroma characterizationof various apricot varieties using headspace–solid phasemicroextraction combined with gas chromatography–mass spec-trometry and gas chromatography–olfactometry. Food Chem96: 147–155.
Guttart A, Hernandez-Orte P, Cacho J. 1997. Effects of macerationon the amino acid content of Chardonnay musts and wines. Vitis36: 43–48.
Hakala M, Heinonen A, Sjövall OHK. 2005. Effect of oxidationof flavour of oat and linseed products. In State of the Art in FlavourChemistry and Biology, Hofmann T, Rothe M, Schieberle P (Eds.).Deutsche Forschungsanstalt für Lebensmittelchemie: Garching;190–196.
Hakala M, Lapvetelainen A, Kallio H. 2002. Volatile compounds ofselected strawberry varieties analyzed by purge-and-trap head-space GC–MS. J Agric Food Chem 50: 1133–1142.
Hansen EH, Moller BL, Kock GR, et al. 2009. De novo biosynthe-sis of vanillin in fission yeast (Schizosaccharomyces pombe) andbaker’s yeast (Saccharomyces cerevisiae). Appl EnvironMicrobiol 75: 2765–2774.
Hayden EC. 2014. Synthetic-biology firms shift focus. Nature 505:598–598.
Hazelwood LA, Daran JM, van Maris AJA, et al. 2008. The Ehrlichpathway for fusel alcohol production: a century of research onSaccharomyces cerevisiae metabolism. Appl Environ Microbiol74: 2259–2266.
Heipieper HJ, Weber FJ, Sikkema FJ, et al. 1994. Mechanisms ofresistance of whole cells to toxic organic solvents. TrendsBiotechnol 12: 409–415.
Hernàndez-Orte P, Ibarz MJ, Cacho J, Ferreira V. 2005. Effect ofthe addition of ammonium and amino acids to musts of Airenvariety on aromatic composition and sensory properties of theobtained wine. Food Chem 89: 163–174.
Hua D, Lin S, Li Y, et al. 2010. Enhanced 2-phenylethanol produc-tion from L-phenylalanine via in situ product adsorption. BiocatalBiotransform 28: 259–266.
Hua D, Xu P. 2011. Recent advances in biotechnological produc-tion of 2-phenylethanol. Biotechnol Adv 29: 654–660.
Huang CJ, Lee CJ, Chou CC. 2000. Production and molar yield of2-phenylethanol by Pichia fermentans L-5 as affected by somemedium components. J Biosci Bioeng 90: 142–147.
Igyor MA, Ogbonna AC, Palmer GH. 2001. Effect of malting tem-perature and mashing methods on sorghum wort composition andbeer flavour. Process Biochem 36: 1039–1044.
Jones BL, Budde AD. 2005. How various malt endoproteinase clas-ses affect wort soluble protein levels. J Cereal Sci 41: 95–106.
Kogan N, Freeman A. 1994. Development of macrocapsules con-taining bioflavors generated in situ by immobilized cells. ProcessBiochem 29: 671–677.
Kourkoutas Y, Manojlović V, Nedović VA. 2010. Immobilizationof microbial cells for alcoholic and malolactic fermentation ofwine and cider. In Encapsulation Technologies for Active FoodIngredients and Food Processing, Nedović VA, Zuidam NJ(eds). Springer: London; 327–343.
Kregiel D, Berlowska J, Ambroziak W. 2012. Adhesion of yeastcells to different porous supports, stability of cell-carrier systemsand formation of volatile by-products. World J Microb Biot 28:3399–3408.
Krogerus K, Gibson BR. 2013. Influence of valine and other aminoacids on total diacetyl and 2,3-pentanedione levels duringfermentation of brewer’s wort. Appl Microbiol Biotechnol 97:6919–6930.
Langos D, Granvogl M, Schieberle P. 2013. Characterization of thekey aroma compounds in two Bavarian wheat beers by means ofthe sensomics approach. J Agric Food Chem 61: 11,303–11,311.
Lalou S, Mantzouridou F, Paraskevopoulou A, et al. 2013.Bioflavour production from orange peel hydrolysate usingimmobilized Saccharomyces cerevisiae. Appl MicrobiolBiotechnol 97: 9397–9407.
Lee SL, Cheng HY, Chen WC, Chou CC. 1998. Production ofγ-decalactone from ricinoleic acid by immobilized cells ofSporidiobolus salmonicolor. Process Biochem 33: 453–459.
Lee S, Villa K, Patino H. 1995. Yeast strain development forenhanced production of desirable alcohols/esters in beer. J AmSoc Brew Chem 53: 153–156.
Lundström JN, Boesveldt S, Albrecht J. 2011. Central processing ofthe chemical senses: an overview. ACS Chem Neurosci 2: 5–16.
Bioflavour production with yeasts – a mini-review
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

Majors RE. 1998. Distillation as a sample preparation and separa-tion technique. LC GC 16: 1072–1079.
Majors RE, Bicchi C, Liberto E, et al. 2009. Stir bar sorptive extrac-tion (SBSE) and headspace sorptive extraction (HSSE): an over-view. LC GC N Am 27: 376.
Mallouchos A, Loukatos P, Bekatorou A, et al. 2007. Ambient and lowtemperature wine-making by immobilized cells on brewer’s spentgrains: effect on volatile composition. Food Chem 104: 918–927.
Mantzouridou F, Paraskevopoulou A. 2013. Volatile bio-esterproduction from orange pulp-containing medium using Saccha-romyces cerevisiae. Food Bioprocess Technol 6: 3326–3334.
Medeiros ABP, Christen P, Roussos S, et al. 2003. Coffee residuesas substrates for aroma production by Ceratocystis fimbriata insolid state fermentation. Braz J Microbiol 34: 245–248.
Medeiros ABP, Pandey A, Christen P, et al. 2001. Aromacompounds produced by Kluyveromyces marxianus in solid statefermentation on a packed bed column bioreactor.World J MicrobBiotechnol 17: 767–771.
Mei JF, Min H, Lü ZM. 2009. Enhanced biotransformation ofL-phenylalanine to 2-phenylethanol using an in situ productadsorption technique. Process Biochem 44: 886–900.
Meilgaard MC. 1975. Flavor chemistry of beer: Part II: flavor andthreshold of 239 aroma volatiles. MBAA Techn Qu 12: 151–168.
Mirata MA, Heerd D, Schrader J. 2009. Integrated bioprocess forthe oxidation of limonene to perillic acid with Pseudomonasputida DSM 12264. Process Biochem 44: 764–771.
Molina AM, Swiegers JH, Varela C, et al. 2007. Influence of winefermentation temperature on the synthesis of yeast-derived vola-tile aroma compounds. Appl Microbiol Biotechnol 77: 675–687.
Moreira N, Mendes F, Guedes de Pinho P, et al. 2008. Heavy sul-phur compounds, higher alcohols and esters production profileof Hansensiaspora uvarum and Hansensiapora guilliermondiigrown as pure and mixed cultures in grape must. Int J FoodMicrobiol 124: 231–238.
Moreira N,Mendes F, Hogg T, Vasconcelos I. 2005. Alcohols, estersand heavy sulphur compounds production by pure and mixed cul-tures of apiculate wine yeasts. Int J FoodMicrobiol 103: 285–294.
Moreira N, Pina C, Mendes F, et al. 2011. Volatile compounds con-tribution of Hanseniaspora guilliermondii and Hanseniasporauvarum during red wine vinifications. Food Control 22: 662–667.
Nedović VA, Manojlovic V, Bugarski B, Willaert R. 2010. State ofthe art in immobilized/encapsulated cell technology in fermenta-tion processes. In Encapsulation Technologies for Active FoodIngredients and Food Processing, Nedović VA, Zuidam NJ(eds). Springer: London; 119–146.
Pacek AW, Ding P, Garrett M, et al. 2013. Catalytic conversion ofsodium lignosulfonate to vanillin: engineering aspects. Part 1. Ef-fects of processing conditions on vanillin yield and selectivity.Ind Eng Chem Res 52: 8361–8372.
Pagot Y, Endrezzi A, Nicaud JM, Belin JM. 1997. Utilization ofan auxotrophic strain of the yeast Yarrowia lipolytica to improveg-decalactone production yields. Lett Appl Microbiol 25: 113–116.
Parliament TH. 1997. Solvent extraction and distillation techniques.In Techniques for Analyzing Food Aroma, Marsili R (ed.).Marcel Dekker: New York; 1–26.
Pawliszyn J. 2001. Solid phase microextraction. In HeadspaceAnalysis of Food and Flavors: Theory and Practice, Rouseff RL,Cadwallader KR (eds). Kluwer Academic/Plenum: New York.
Pereira AP, Mendes-Ferreira A, Oliveira JM, et al. 2014. Effect ofSaccharomyces cerevisiae cells immobilisation on mead produc-tion. LWT- Food Sci Technol 56: 21–30.
Piddocke MP, Fazio A, Vongsangnak W, et al. 2011. Revealingthe beneficial effect of protease supplementation to high gravitybeer fermentations using ’-omics’ techniques. Microb Cell Fact10: 27.
Pohjanheimo TA, Sandell MA. 2009. Headspace volatiles contrib-uting to flavour and consumer liking of wellness beverages. FoodChem 115: 843–851.
Priefert H, Rabenhorst J, Steinbuchel A. 2001. Biotechnologi-cal production of vanillin. Appl Microbiol Biotechnol 56:296–314.
Rabenhorst J, Hopp R. 1991. Process for production of natural van-illin. Germany, Patent Appl DE3920039A1.
Ramachandra Rao S, Ravishankar GA. 2000. Vanilla flavour: pro-duction by conventional and biotechnological routes. J Sci FoodAgr 80: 289–304.
Reineccius G. 1999. The flavor industry. In Sourcebook of Flavors.Aspen Publications: Gaithersburg, MD; 1–23.
Rito-Palomares M, Negrete A, Miranda L, Celia Flores C, Galindo E,Serrano-Carreón L. 2001. The potential application of aqueous two-phase systems for in situ recovery of 6-pentyl-a-pyrone produced byTrichoderma harzianum. Enzyme Microb Technol 28: 625–631.
Rojas V, Gil JV, Pinaga F, Manzanares P. 2003. Acetate ester for-mation in wine by mixed cultures in laboratory fermentations.Int J Food Microbiol 86: 181–188.
Rossi SC, Vandenberghe LPS, Pereira BMP, et al. 2009. Improvingfruity aroma production by fungi in SSF using citric pulp. FoodRes Int 42: 484–486.
Saerens SMG, Verbelen PJ, Vanbeneden N, et al. 2008. Monitoringthe influence of high-gravity brewing and fermentation tempera-ture on flavour formation by analysis of gene expression levelsin brewing yeast. App Microbiol Biotechnol 80: 1039–1051.
Sainsbury PD, Hardiman EM, Ahmad M, et al. 2013. Breakingdown lignin to high-value chemicals: the conversion of lignocel-lulose to vanillin in a gene deletion mutant of Rhodococcus jostiiRHA1. ACS Chem Biol 8: 2151–2156.
Sandell M, Laaksonen O, Jarvinen R, et al. 2009. Orosensory profilesand chemical composition of black currant (Ribes nigrum) juiceand fractions of press residue. J Agr Food Chem 57: 3718–3728.
Schieberle P. 1995. Quantitation of important roast-smellingodorants in popcorn by stable isotope dilution assays and modelstudies on flavor formation during popping. J Agr Food Chem43: 2442–2448.
Schieberle P, Grosch W. 1987. Evaluation of the flavour of wheatand rye bread crusts by aroma extract dilution analysis.Z Lebensm Unters Forsch 185: 111–113.
Schmid W, Grosch W. 1986. Identification of volatile odorantsshowing high odor activities in cherries (Prunus cerasus L).Z Lebensm Unters Forsch 182: 39–44.
Schrader J. 2007. Microbial flavour production. In Flavours andfragrances, Berger RG (ed.). Springer-verlag: Berlin; 507–574.
Schrader J, EtschmannMM, Sell D, et al. 2004. Applied biocatalysisfor the synthesis of natural flavour compounds – current industrialprocesses and future prospects. Biotechnol Lett 26: 463–472.
Schulthess D, Ettlinger L. 1978. Influence of the concentration ofbranched chain amino acids on the formation of fusel alcohols.J Inst Brewing 84: 240–243.
Serra S, Fuganti C, Brenna E. 2005. Biocatalytic preparation of nat-ural flavours and fragrances. Trends Biotechnol 23: 193–198.
Soares M, Christen P, Pandey A, Soccol CR. 2000. Fruity flavorproduction by Ceratocystis fimbriata grown on coffee husk insolid-state fermentation. Process Biochem 35: 857–861.
M. Carlquist et al.
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea

Spence C. 2013. Multisensory flavour perception. Curr Biol 23:R365–369.
Stark U, Stockar V. 2003. In situ product removal (ISPR) in wholecell biotechnology during the last 20 years. In Process Integrationin Biochemical Engineering. Springer-verlag: Berlin.
Steiner E, Gastl M, Becker T. 2011. Protein changes during maltingand brewing with focus on haze and foam formation: a review.Eur Food Res Technol 232: 191–204.
Swanston JS, Wilhelmson A, Ritala A, Gibson BR. 2014. Malting,brewing and distilling. In Barley: Chemistry and Technology.AACC Monograph Series. St. Paul: Minnesota.
Tataridis P, Ntagas P, Voulgaris I, Nerantzis ET. 2005. Productionof sparkling wine with immobilized yeast fermentation. ElectronJ Sci Technol 1: 1–21.
Tiitinen KM, Hakala MA, Kallio HP. 2005. Quality components ofsea buckthorn (Hippophae rhamnoides) varieties. J Agr FoodChem 53: 1692–1699.
Tiitinen K, Hakala M, Kallio H. 2006. Headspace volatiles fromfrozen berries of sea buckthorn (Hippophae rhamnoides) varie-ties. Eur Food Res Technol 223: 455–460.
Treimo J, Aspmo SI, Eijsink VGH, Horn SJ. 2008. Enzymaticsolubilization of proteins in brewer’s spent grain. J Agr FoodChem 56: 5359–5365.
Van Hoek PIM, Van Dijken JP, Pronk JT. 1998. Effect of specificgrowth rate on fermentative capacity of baker’s yeast. ApplEnviron Microbiol 64: 4226–4233.
Vandamme EJ, Soetaert W. 2002. Bioflavours and fragrances viafermentation and biocatalysis. J Chem Technol Biotechnol 77:1323–1332.
Vane LM. 2005. A review of pervaporation for product recoveryfrom biomass fermentation processes. J Chem TechnolBiotechnol 80: 603–629.
Verbelen PJ, De Schutter DP, Delvaux F, et al. 2006. Immobilizedyeast cell systems for continuous fermentation applications.Biotechnol Lett 28: 1515–1525.
Viana F, Gil JV, Vallés S, Manzanares P. 2009. Increasing thelevels of 2-phenylethyl acetate in wine through the use of a mixedculture of Hanseniaspora osmophila and Saccharomycescerevisiae. Int J Food Microbiol 135: 68–74.
Virkajärvi I, Pohjala N. 2000. Primary fermentation withimmobilized yeast: some effects of carrier materials on theflavour of the beer. J Inst Brewing 106: 311–318.
Walton NJ, Mayer MJ, Narbad A. 2003. Vanillin. Phytochemistry63: 505–515.
Wampler PW. 1997. Analysis of food volatiles using headspace–gaschromatographic techniques. In Techniques for Analyzing FoodAroma, Marsili R (ed.). Marcel Dekker: New York; 27–58.
Wang H, Dong Q, Guan A, et al. 2011a. Synergistic inhibitioneffect of 2-phenylethanol and ethanol on bioproduction of natural2-phenylethanol by Saccharomyces cerevisiae and processenhancement. J Biosci Bioeng 112: 26–31.
WangH, DongQ,Meng C, et al. 2011b. A continuous and adsorptivebioprocess for efficient production of the natural aroma chemical 2-phenylethanol with yeast. Enzyme Microb Technol 48: 404–407.
Wilkins MR, Suryawati L, Maness NO, Chrz D. 2007. Ethanol pro-duction by Saccharomyces cerevisiae and Kluyveromycesmarxianus in the presence of orange-peel oil. World J MicrobiolBiotechnol 23: 1161–1168.
Willaert R, Nedovic VA. 2006. Primary beer fermentation byimmobilized yeast – a review on flavour formation and controlstrategies. J Chem Technol Biot 81: 1353–1367.
Zhou M, Robards K, Glennie-Holmes M, Helliwell S. 1999.Analysis of volatile compounds and their contribution to flavorin cereals. J Agric Food Chem 47: 3941–3953.
Bioflavour production with yeasts – a mini-review
Copyright © 2014 John Wiley & Sons, Ltd. Yeast 2014DOI: 10.1002/yea