
Precipitation phenomena in B4C-reinforced magnesium-based composite
9
Materials Science and Engineering, A157 (1992) 53-61 53 Precipitationphenomenain B4C-reinforcedmagnesium-based composite C. Badini Dipartimento di Scienza dei Materiali e Ingegneria Chimica, Politecnico di Torino, Cso. Duca degli Abruzzi 24, 10129 Torino (Italy) F. Marino Dipartimento di Ingegneria dei Materiali, Universitd di Trento, 38050 Mesiano- Trento (Italy) M. Montorsi Dipartimento di Scienza dei Materiali e Ingegneria Chimica, Politecnico di Torino, Cso. Duca degli Abruzzi 24, 10129 Torino (Italy) X. B. Guo Jinzhou Institute of Technology, Jinzhou (China) (Received August 15, 1991; in revised form February 18, 1992) Abstract The artificial aging characteristics at 177 °C of Mg-AI-Zn (AZ80A) alloy and its composite reinforced by B4C particles were compared. The morphology and the different distributions of the hardening precipitate (MglvAll2) were observed by optical microscopy in these two materials. The aging sequence was studied by differential scanning calorimetry. This technique coupled with X-ray diffraction analyses allowed us to evaluate both the precipitation kinetics and the amount of MglvAl~2 obtained as a function of the aging time. The mechanical characteristics were evaluated by hardness measurements. The ceramic reinforcement was found to increase the aging rate of the composite with respect to that of the unreinforced alloy. Furthermore B4C particles affect the precipitation mechanism and the precipitate-strengthening distribution. In fact the heterogeneous nucleation of Mg~TAllz close to the interface between ceramic and metal matrix is greatly enhanced in the composite. As a consequence the hardness increase is slightly lower for composite than for the alloy, because of the different precipitate distributions in the matrix. I. Introduction The final stages of the making of light metal matrix composites usually involve thermal treatments. Although these treatments affect only the metal matrix microstructure, the prescribed treatment conditions of the alloys generally are not the most ideal for compo- sites. In the case of treatments consisting of solution, quenching and artificial aging, generally the aging times necessary to achieve the peak hardness are significantly reduced for composites compared with those for the unreinforced alloys. This behaviour has been observed for several' aluminium alloys reinforced with particles or whiskers of ceramic material (B4C and SiC) [1-6]. This effect was attributed to the greater dislocation density found in the composite than in the unrein- forced alloy. In fact the increased dislocation density can facilitate the nucleation of strengthening precipi- tates [6-9]. These dislocations form because of the dif- ference between the thermal expansion coefficients of the ceramic and metal matrix, which results in stresses during cooling from the annealing or processing tem- peratures. Furthermore the fabrication processes can also affect the aging kinetics of light alloys and, con- sequently, the aging rate of the corresponding metal matrix composites. For instance Papazian [3] observed that some aluminium alloys made by powder metallurgy show an acceleration of some aging steps in comparison with the corresponding alloys made by casting. However, in the case of composites the kinetics of artificial aging are chiefly affected by the volume percentage and the size of the reinforcement [2, 3, 10, 0921-5093/92/$5.00 © 1992 - Elsevier Sequoia. All rights reserved
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Precipitation phenomena in B4C-reinforced magnesium-based composite

Materials Science and Engineering, A157 (1992) 53-61 53
Precipitation phenomena in B4C-reinforced magnesium-based composite
C. Badini Dipartimento di Scienza dei Materiali e Ingegneria Chimica, Politecnico di Torino, Cso. Duca degli Abruzzi 24, 10129 Torino (Italy)
F. Marino Dipartimento di Ingegneria dei Materiali, Universitd di Trento, 38050 Mesiano- Trento (Italy)
M. Montorsi Dipartimento di Scienza dei Materiali e Ingegneria Chimica, Politecnico di Torino, Cso. Duca degli Abruzzi 24, 10129 Torino (Italy)
X. B. Guo Jinzhou Institute of Technology, Jinzhou (China)
(Received August 15, 1991; in revised form February 18, 1992)
Abstract
The artificial aging characteristics at 177 °C of Mg-AI-Zn (AZ80A) alloy and its composite reinforced by B4C particles were compared. The morphology and the different distributions of the hardening precipitate (MglvAll2) were observed by optical microscopy in these two materials. The aging sequence was studied by differential scanning calorimetry. This technique coupled with X-ray diffraction analyses allowed us to evaluate both the precipitation kinetics and the amount of MglvAl~2 obtained as a function of the aging time. The mechanical characteristics were evaluated by hardness measurements. The ceramic reinforcement was found to increase the aging rate of the composite with respect to that of the unreinforced alloy. Furthermore B4C particles affect the precipitation mechanism and the precipitate-strengthening distribution. In fact the heterogeneous nucleation of Mg~TAllz close to the interface between ceramic and metal matrix is greatly enhanced in the composite. As a consequence the hardness increase is slightly lower for composite than for the alloy, because of the different precipitate distributions in the matrix.
I. Introduction
The final stages of the making of light metal matrix composites usually involve thermal treatments. Although these treatments affect only the metal matrix microstructure, the prescribed treatment conditions of the alloys generally are not the most ideal for compo- sites. In the case of treatments consisting of solution, quenching and artificial aging, generally the aging times necessary to achieve the peak hardness are significantly reduced for composites compared with those for the unreinforced alloys. This behaviour has been observed for several' aluminium alloys reinforced with particles or whiskers of ceramic material (B4C and SiC) [1-6]. This effect was attributed to the greater dislocation density found in the composite than in the unrein-
forced alloy. In fact the increased dislocation density can facilitate the nucleation of strengthening precipi- tates [6-9]. These dislocations form because of the dif- ference between the thermal expansion coefficients of the ceramic and metal matrix, which results in stresses during cooling from the annealing or processing tem- peratures. Furthermore the fabrication processes can also affect the aging kinetics of light alloys and, con- sequently, the aging rate of the corresponding metal matrix composites. For instance Papazian [3] observed that some aluminium alloys made by powder metallurgy show an acceleration of some aging steps in comparison with the corresponding alloys made by casting. However, in the case of composites the kinetics of artificial aging are chiefly affected by the volume percentage and the size of the reinforcement [2, 3, 10,
0921-5093/92/$5.00 © 1992 - Elsevier Sequoia. All rights reserved

54 C. Badini et al. / Precipitation in B4C-reinforced Mg-based composite
11]. On the contrary, aging of composites at low tem- peratures is not accelerated with respect to that of metal matrix [10, 12, 13].
While much research has been devoted to the de- velopment of heat treating of aluminium matrix composites, to date the precipitation phenomena in magnesium matrix composites are not sufficiently known.
This paper is aimed at evaluating the effect of the reinforcement on the precipitation kinetics in a B4C- particle-reinforced AZ80A magnesium alloy.
As differential scanning calorimetry (DSC) studies have shown that the reinforcement does not alter the precipitation sequence of aluminium alloys used as a matrix for composites [3, 5, 14], it should be inferred that this also happens in the case of magnesium matrix composites. The AZ80A (Mg-AI-Zn) alloy is gener- ally hardened by solution, quenching and artificial aging treatment. During aging, a 7 phase, to which was attributed the formula MglTml12 [15-17] or the formula Al2Mg 3 (according to ref. 18), precipitates from the supersaturated solid solution and hardens the material. The precipitation path is very simple as it involves only a one-step formation of this not coherent phase [19].
Transmission electron microscopy (TEM) studies showed that there is no evidence for the formation of either Guinier-Preston zones or a transition lattice of 7 phase. Furthermore, orientation relationships between the b.c.c. 7 phase and the matrix lattice were observed [15, 16]. Because of the growth habit of the lamellae of precipitates the observed morphology of the latter depends on the orientation of the matrix crystals with respect to the plane of section [16, 20]. In the Mg-AI-Zn alloy, two different precipitation mechan- isms occur competitively: both continuous and hetero- geneous precipitations were observed. According to the continuous precipitation mechanism, ), phase plate- lets nucleate at dislocations while cellular or discon- tinuous precipitation involves lamellae formation at the grain boundaries. These two kinds of precipitate basi- cally show the same growth habit [15, 16].
On the basis of the amount of solute elements and hence of the available precipitate, marked age harden- ing should be expected. On the contrary, poor age hardening has been observed and attributed to the interaction between precipitate and dislocations. The plate interspacing is not small enough to require shear- ing of the precipitate for dislocation motion; the role of the 7 phase is to break up basal glide, causing cross-slip and producing dislocation tangles which harden the matrix [15]. During artificial aging of Mg-A1 alloys an increase in hardness of about 50% was observed. After a rapid increase in hardness, which occurs in the first part of aging for a period depending on the aging tem-
perature, the hardness remains nearly constant and overaging does not occur [15, 19].
2. Experimental details
A composite of AZ80A metal matrix reinforced with 28 vol.% B4C particles was supplied by DWA Composite Specialities. A billet 120 mm in diameter of composite was produced by powder metallurgy. A bar of AZ80A alloy (fabricated by casting and extrusion) 50 mm in diameter was used as a reference. The chemical composition for both the alloy and the com- posite matrix is shown in Table 1.
Discs of two different sizes were machined from the billet and the bar. The largest discs (diameter, 50 mm; thickness, 5 ram) were used for hardness measure- ments and microscopic observation. The smaller samples (diameter, 15 mm; thickness, 2 ram) were sub- mitted to X-ray diffraction. The surface of these speci- mens was metallographically polished before the thermal treating.
Samples were solution treated in the following con- ditions [21]: (a) they were loaded into a furnace and rapidly heated to 260°C; (b) the temperature was slowly raised to 405 °C over 2 h; (c) samples were kept at 405 °C for 15 h.
Solution-treated specimens were cold water quenched and aged for different periods up to 100 h at 177°C. Solution and aging were carried out under a carbon dioxide protective atmosphere. Solution- treated-and-quenched samples were stored in liquid nitrogen in order to avoid natural aging until the start of the analyses. Brinell hardness measurements (diameter of sphere indenter, 2.5 mm; load, 625 N) were carried out alohg the diameter of the discs (each hardness value being the average of at least 12 measurements). The results were confirmed by Vickers microhardness tests (load, 0.981 N). The morphology and distribution of the precipitates were observed using a metallographic microscope after etching with 2% Nital solution.
X-ray diffraction analysi~ (Cu Ka radiation) was performed with an automatic computerized Philips PW 1710 equipment with monochromator and variable slit. A deconvolution program was used in order to
TABLE 1. Chemical analysis of materials
Material Chemical composition of metal matrix (wt.%)
AI Zn Mn Si
AZ80A alloy 8.1 0.55 0.65 0.06 AZ80A-B4C 8.0 0.63 0.60 0.06

C. Badini et al. / Precipitation in B4C-reinforced Mg-based composite 55
evaluate the area of the peaks. Small slices were cut off the specimens used for X-ray diffraction and analysed by DSC (DSC-7 Perkin-Elmer equipment). The base- line was obtained by loading both the reference and the sample cells with pure magnesium. Further correction of the DSC traces was carried out according to the Neumann-Koop rule. The thermal analysis was carried out under an argon atmosphere using pure magnesium as a reference. Scanning rates of 20, 30 and 50 K min- ~ were used.
3. Results
3.1. Morphology and precipitate distribution Figure 1 shows the beginning of the precipitation
process in the Mg-AI-Zn alloy. As is well known,
precipitation of Mg17A112 starts at the grain boundaries and then continues in the inner part of the grains. After aging for 30 h at 177 °C, precipitation is complete and the lamellae of Mgl7AI12 are distributed homogene- ously inside the grains of the matrix as shown in Fig. 2. As the precipitate crystals grow with a particular orien- tation relationship in respect to the matrix lattice, their morphology inside the different grains seems different owing to the different orientation of the matrix crystals.
In Fig. 3 a sample of composite AZ80A-B4C after solution treatment is shown. The particles of the rein- forcement are concentrated close to the grain bounda- ries of the metal matrix because of the fabrication method, and no evidence of reactions between re- inforcement and metal matrix is shown. After aging for 1 h it is possible to observe that the precipitation occurs chiefly around the particles of the reinforce-
Fig. 1. Alloy AZ80A after artificial aging (177 °C) for 1 h (2% Nital etch).
Fig. 3. Composite AZ80A-B4C solution treated and quenched (2% Nital etch).
Fig. 2. Alloy AZ80A after artificial aging (177 *C) for 30 h (2% Fig. 4. Composite AZ80A-B4C after artificial aging (177 °C) for Nital etch). 1 h (2% Nital etch).

56 C. Badini et al. / Precipitation in B4C-reinforced Mg-based composite
Fig. 5. Composite AZ80A-B4C after artificial aging (177 °C) for 1 h (heterogeneous precipitation at the grain boundaries; 2% Nital etch).
I I I I T - T I I I 30 33 36 39 42
m:~
• • : M~TAII2 •
, L _ _ .
~_ A _ _ 4
J L ,
I [ I I I 45 48 51
L 2
L I I I 1
54 57 60 2 e
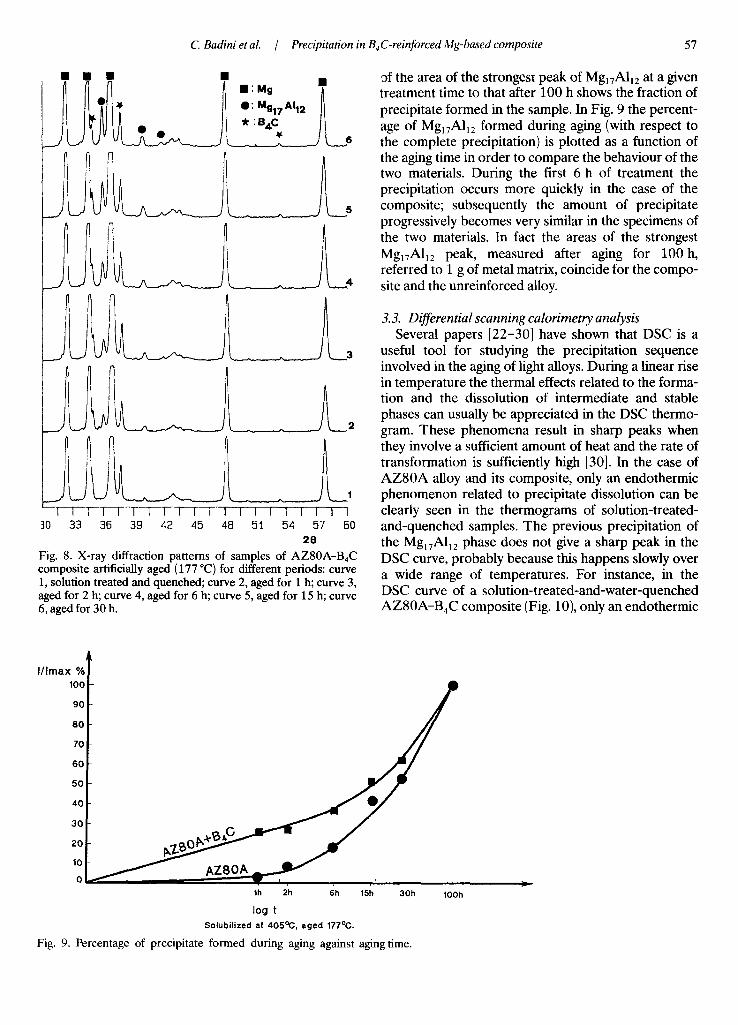
Fig. 7. X-ray diffraction patterns of samples of AZ80A alloy artificially aged (177 *C) for different periods: curve 1, solution treated and quenched; curve 2, aged for 1 h; curve 3, aged for 2 h; curve 4, aged for 6 h; curve 5, aged for 15 h; curve 6, aged for 30 h.
Fig. 6. Composite AZ80A-B4C after artificial aging (177 °C) for 30 h (2% Nital etch).
ment (Fig. 4) and at the grain boundaries of the matrix (Fig. 5). As a consequence of the preferential precipita- tion in these zones the matrix is strongly depleted of alloying dements; then, at the end of the precipitation process, inside the composite metal matrix the concen- tration of MglTAI12 crystals (Fig. 6) is smaller with respect to the AZ80A magnesium alloy (Fig. 2).
3.2. X-ray diffraction The precipitation kinetics of Mgl7All2 can be
studied by means of X-ray diffraction analysis; in fact the main diffraction peaks for this phase are sharp in the diffraction spectra from the beginning of the process. As their intensities agree with the theoretical values [18], any preferred orientation is not observed
for this phase and the increase in the peak areas gives information about the kinetics of the precipitation process. The kinetics of MglTAll2 formation are different for the magnesium alloy and its composite. During the first hours of aging, the peak intensities for the precipitate in the diffraction spectra rise more quickly in the case of composite with respect to the matrix. Figures 7 and 8 show the X-ray spectra for the solution-treated samples and for specimens aged for 1, 2, 6, 15 and 30 h in the case of AZ80A alloy and AZ80A-B4C composite respectively. After an aging time of 100 h the areas of the peaks attributable to the precipitate reach the maximum value. As their intensi- ties do not increase with further aging treatment, these correspond to the complete precipitation. The amount of precipitate in the samples aged for different periods was evaluated by comparing the areas of the precipitate peaks in the corresponding X-ray patterns with those measured after aging for 100 h. In particular, the ratio
C. Badini et al. / Precipitation in B 4C-reinfOrced Mg-based composite 57
• :Mg •
II I ' tlA . /t , : . , c
- - - T - ~ - - T - T ~ - - T - - q - - 3 - - - I I I l I i i I 30 33 36 39 42 45 48 5"1 54
L1 I I I I
57 60 28
Fig. 8. X-ray diffraction patterns of samples of AZ80A-B4C composite artificially aged (177 °C) for different periods: curve 1, solution treated and quenched; curve 2, aged for 1 h; curve 3, aged for 2 h; curve 4, aged for 6 h; curve 5, aged for 15 h; curve 6, aged for 30 h.
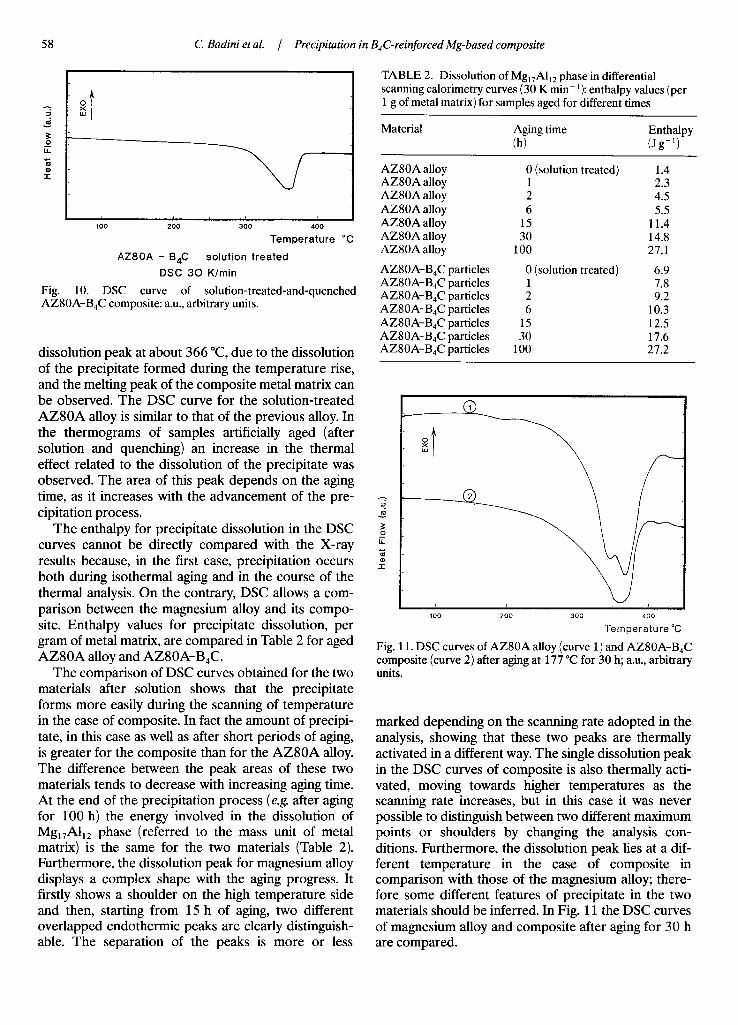
9f the area of the strongest peak of Mgl7All2 at a given treatment time to that after 100 h shows the fraction of precipitate formed in the sample. In Fig. 9 the percent- age of Mgl7All: formed during aging (with respect to the complete precipitation) is plotted as a function of the aging time in order to compare the behaviour of the two materials. During the first 6 h of treatment the precipitation occurs more quickly in the case of the composite; subsequently the amount of precipitate progressively becomes very similar in the specimens of the two materials. In fact the areas of the strongest Mg17Al12 peak, measured after aging for 100h, referred to 1 g of metal matrix, coincide for the compo- site and the unreinforced alloy.
3.3. Differential scanning calorimetry analysis Several papers [22-30] have shown that DSC is a
useful tool for studying the precipitation sequence involved in the aging of light alloys. During a linear rise in temperature the thermal effects related to the forma- tion and the dissolution of intermediate and stable phases can usually be appreciated in the DSC thermo- gram. These phenomena result in sharp peaks when they involve a sufficient amount of heat and the rate of transformation is sufficiently high [30]. In the case of AZ80A alloy and its composite, only an endothermic phenomenon related to precipitate dissolution can be clearly seen in the thermograms of solution-treated- and-quenched samples. The previous precipitation of the MglTAI12 phase does not give a sharp peak in the DSC curve, probably because this happens slowly over a wide range of temperatures. For instance, in the DSC curve of a solution-treated-and-water-quenched AZ80A-B4C composite (Fig. 10), only an endothermic
J I / Imax %
1 0 0
9O
8 0
70
6O
5O
40
30
2O
10
0 , , i
2h 6h lh 15h 3Oh lOOh
log t Solubilized at 405°C, aged 1 7 7 ° C .
Fig. 9. Percentage of precipitate formed during aging against aging time.
58 C. Badini et aL / Precipitation in B4C-reinforced Mg-based composite
B h
" r
i r 100 200 300 400
Temperature *C
AZ80A - B4C solution treated
DSC 30 K/rain
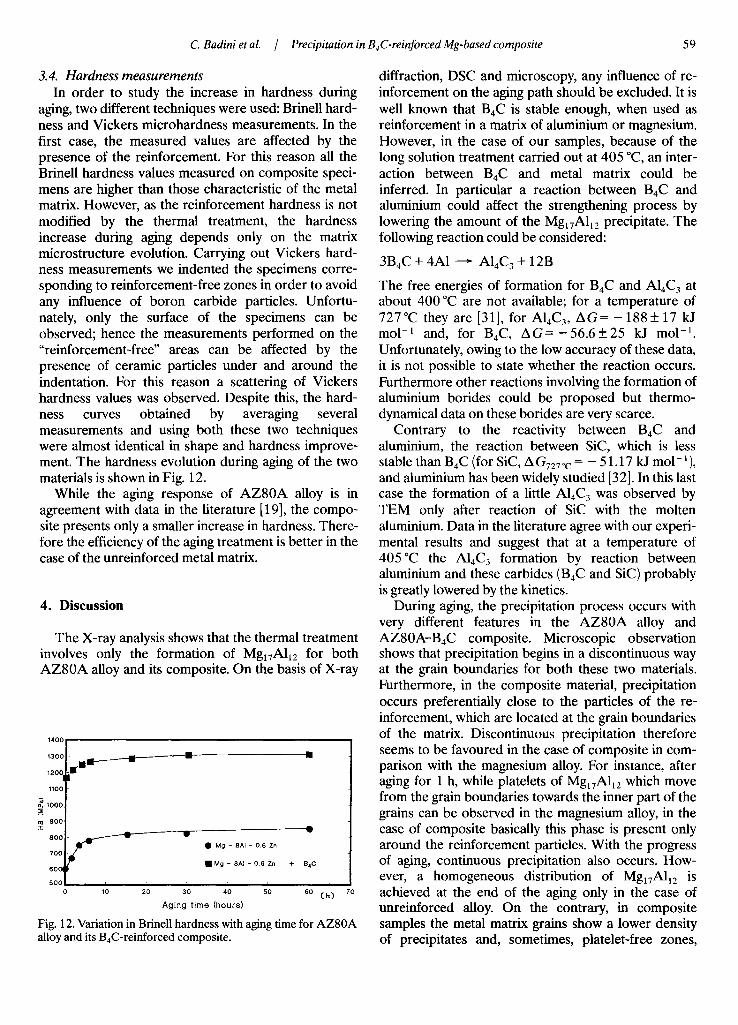
Fig. 10. DSC curve of solution-treated-and-quenched AZ80A-B4C composite: a.u., arbitrary units.
dissolution peak at about 366 °C, due to the dissolution of the precipitate formed during the temperature rise, and the melting peak of the composite metal matrix can be observed. The DSC curve for the solution-treated AZ80A alloy is similar to that of the previous alloy. In the thermograms of samples artificially aged (after solution and quenching) an increase in the thermal effect related to the dissolution of the precipitate was observed. The area of this peak depends on the aging time, as it increases with the advancement of the pre- cipitation process.
The enthalpy for precipitate dissolution in the DSC curves cannot be directly compared with the X-ray results because, in the first case, precipitation occurs both during isothermal aging and in the course of the thermal analysis. On the contrary, DSC allows a com- parison between the magnesium alloy and its compo- site. Enthalpy values for precipitate dissolution, per gram of metal matrix, are compared in Table 2 for aged AZ80A alloy and AZ80A-B4C.
The comparison of DSC curves obtained for the two materials after solution shows that the precipitate forms more easily during the scanning of temperature in the case of composite. In fact the amount of precipi- tate, in this case as well as after short periods of aging, is greater for the composite than for the AZ80A alloy. The difference between the peak areas of these two materials tends to decrease with increasing aging time. At the end of the precipitation process (e.g. after aging for 100 h) the energy involved in the dissolution of MglTAl12 phase (referred to the mass unit of metal matrix) is the same for the two materials (Table 2). Furthermore, the dissolution peak for magnesium alloy displays a complex shape with the aging progress. It firstly shows a shoulder on the high temperature side and then, starting from 15 h of aging, two different overlapped endothermic peaks are clearly distinguish- able. The separation of the peaks is more or less
TABLE 2. Dissolution of Mg 17A112 phase in differential scanning calorimetry curves (30 K min- l): enthalpy values (per 1 g of metal matrix) for samples aged for different times
Material Aging time Enthalpy (h) (Jg-~)
AZ80A alloy 0 (solution treated) 1.4 AZ80A alloy 1 2.3 AZ80A alloy 2 4.5 AZ80A alloy 6 5.5 AZ80A alloy 15 11.4 AZ80A alloy 30 14.8 AZ80A alloy 100 27.1
AZ80A-BaC particles 0 (solution treated) 6.9 AZ80A-B4C particles 1 7.8 AZ80A-BaC particles 2 9.2 AZ80A-B4C particles 6 10.3 AZ80A-BaC particles 15 12.5 AZ80A-B4C particles 30 17.6 AZ80A-BaC particles 100 27.2
5
o~
Q_._
100 2 0 0 3 0 0 4 0 0
Temperature "C
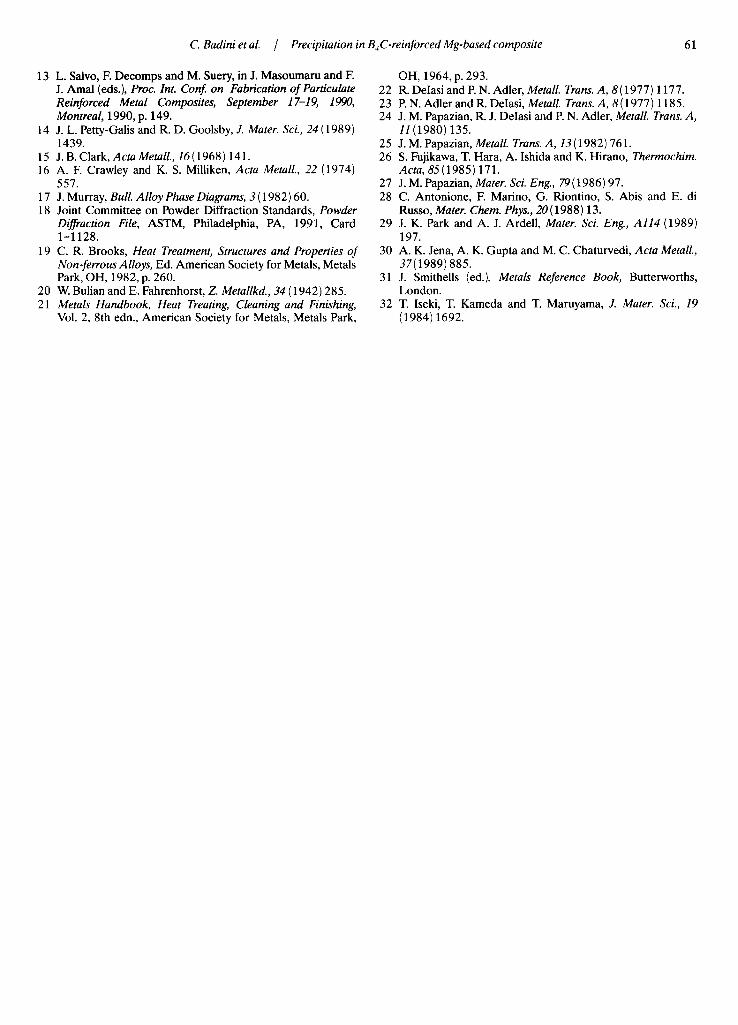
Fig. 11. DSC curves of AZ80A alloy (curve 1 ) and AZ80A-B4C composite (curve 2) after aging at 177 °C for 30 h; a.u., arbitrary units.
marked depending on the scanning rate adopted in the analysis, showing that these two peaks are thermally activated in a different way. The single dissolution peak in the DSC curves of composite is also thermally acti- vated, moving towards higher temperatures as the scanning rate increases, but in this case it was never possible to distinguish between two different maximum points or shoulders by changing the analysis con- ditions. Furthermore, the dissolution peak lies at a dif- ferent temperature in the case of composite in comparison with those of the magnesium alloy; there- fore some different features of precipitate in the two materials should be inferred. In Fig. 11 the DSC curves of magnesium alloy and composite after aging for 30 h are compared.
C Badini et al. / Precipitation in B 4C-reinforced Mg-based composite 59
3.4. Hardness measurements In order to study the increase in hardness during
aging, two different techniques were used: Brinell hard- ness and Vickers microhardness measurements. In the first case, the measured values are affected by the presence of the reinforcement. For this reason all the Brinell hardness values measured on composite speci- mens are higher than those characteristic of the metal matrix. However, as the reinforcement hardness is not modified by the thermal treatment, the hardness increase during aging depends only on the matrix microstructure evolution. Carrying out Vickers hard- ness measurements we indented the specimens corre- sponding to reinforcement-free zones in order to avoid any influence of boron carbide particles. Unfortu- nately, only the surface of the specimens can be observed; hence the measurements performed on the "reinforcement-free" areas can be affected by the presence of ceramic particles under and around the indentation. For this reason a scattering of Vickers hardness values was observed. Despite this, the hard- ness curves obtained by averaging several measurements and using both these two techniques were almost identical in shape and hardness improve- ment. The hardness evolution during aging of the two materials is shown in Fig. 12.
While the aging response of AZ80A alloy is in agreement with data in the literature [19], the compo- site presents only a smaller increase in hardness. There- fore the efficiency of the aging treatment is better in the case of the unreinforced metal matrix.
4. Discussion
The X-ray analysis shows that the thermal treatment involves only the formation of MglTAl~2 for both AZ80A alloy and its composite. On the basis of X-ray
1400
1300
120(
110( A
1ooo
m 900 :E
8 0 0
7 0 0
6ooi 5 0 0
jmm.__---m----- ~=
• Mg - 8AI - 0.6 Zn
• Mg - 8AI - 0.6 Zn
=
+ B4C
0 10 20 30 40 50 60 ( h ) 70
Aging time (hours)
Fig. 12. Variation in Brinell hardness with aging time for AZ80A alloy and its B4C-reinforced composite.
diffraction, DSC and microscopy, any influence of re- inforcement on the aging path should be excluded. It is well known that B4C is stable enough, when used as reinforcement in a matrix of aluminium or magnesium. However, in the case of our samples, because of the long solution treatment carried out at 405 °C, an inter- action between B4C and metal matrix could be inferred. In particular a reaction between B4C and aluminium could affect the strengthening process by lowering the amount of the Mgl7Al~2 precipitate. The following reaction could be considered:
3B4C -t- 4A1 ~ AI4C 3 + 12B
The free energies of formation for B4C and A14C 3 at about 400 °C are not available; for a temperature of 727°C they are [31], for A14C3, A G = - 1 8 8 + 17 kJ mol -~ and, for B4C , A G = - 5 6 . 6 + 2 5 kJ mo1-1. Unfortunately, owing to the low accuracy of these data, it is not possible to state whether the reaction occurs. Furthermore other reactions involving the formation of aluminium borides could be proposed but thermo- dynamical data on these borides are very scarce.
Contrary to the reactivity between BaC and aluminium, the reaction between SiC, which is less stable than B4C (for SiC, AG727 °c = - 51.17 kJ mol- l), and aluminium has been widely studied [32]. In this last case the formation of a little A14C 3 was observed by TEM only after reaction of SiC with the molten aluminium. Data in the literature agree with our experi- mental results and suggest that at a temperature of 405°C the AI4C3 formation by reaction between aluminium and these carbides (B4C and SiC) probably is greatly lowered by the kinetics.
During aging, the precipitation process occurs with very different features in the AZ80A alloy and AZ80A-B4C composite. Microscopic observation shows that precipitation begins in a discontinuous way at the grain boundaries for both these two materials. Furthermore, in the composite material, precipitation occurs preferentially close to the particles of the re- inforcement, which are located at the grain boundaries of the matrix. Discontinuous precipitation therefore seems to be favoured in the case of composite in com- parison with the magnesium alloy. For instance, after aging for 1 h, while platelets of Mgt7Al~2 which move from the grain boundaries towards the inner part of the grains can be observed in the magnesium alloy, in the case of composite basically this phase is present only around the reinforcement particles. With the progress of aging, continuous precipitation also occurs. How- ever, a homogeneous distribution of Mgl7All2 is achieved at the end of the aging only in the case of unreinforced alloy. On the contrary, in composite samples the metal matrix grains show a lower density of precipitates and, sometimes, platelet-free zones,

60 C. Badini et aL / Precipitation in B4C-reinforced Mg-based composite
owing to the prevalence of discontinuous precipitation and the corresponding depletion of solute content in the matrix.
DSC analyses also show different characteristics for precipitates in the two materials. The precipitate disso- lution peak, in the thermograms of AZ80A magnesium alloy, results from the overlapping of two different peaks which display their maximum respectively at about 345 °C and 366 °C. In addition, the second of these peaks becomes stronger with the progress in precipitation. On the contrary, the dissolution peak in the DSC curves of composite always shows a maximum only (at about 364-366 °C). It should be inferred that the aging of magnesium alloy involves the formation of two kinds of precipitate with different thermal stabili- ties, while such an effect is absent in composite samples. Furthermore the dissolution peak for compo- site samples is shifted towards a higher temperature. This feature agrees with the increased stability of pre- cipitates in some metal matrix composites, described in previous papers [5, 13]. On the contrary, the lattice parameter of Mg17AI12, measured by X-ray diffraction, was the same for all the samples of the two materials. Complete comprehension of DSC results would require further TEM studies. Both X-ray diffraction and DSC measurements carried out on samples aged for different periods provide information about preci- pitation kinetics. The evolution with aging time of the intensity of precipitate peaks in the diffraction patterns shows that during the first 6 h of treatment the MglTA112 phase forms more quickly in the composite samples. This result agrees with the DSC measurements of the enthalpy involved in precipitate dissolution. Furthermore, solution-treated samples submitted to a linear rise in temperature in the calori- meter show that a greater dissolution effect occurs fo~ the composite. This can only be due to a higher pre- cipitation which occurred in composite specimens during the scanning before reaching the dissolution temperature. The high rate of precipitation in the composite during the first stage of aging can be attributed to a high dislocation density close to the cer- amic-metal interface, in agreement with the general features of metal matrix composites [1-6]. On the contrary, the increased Mg17AI12 formation rate in AZ80A-B4C composite does not result in a more rapid hardness increase, as shown by the slope of the curves of hardness against aging time. Furthermore Brinell analyses show that the aging response of com- posite is less satisfactory than that of the unreinforced magnesium alloy, in the first case the hardness increase being lower at the hardness peak. As discontinuous precipitation is very important for composites and causes a depletion of alloying elements in the metal matrix, the interspacing between lamellae of con-
tinuous precipitate is larger than for unreinforced alloy. According to the age-hardening mechanism proposed by Clark [15] this results in a lower aging efficiency.
Thus, contrary to what happens in aluminium metal matrix composites, in the case of AZ80A-B4C particu- lates not only kinetics but also artificial aging efficiency are modified by the presence of ceramic reinforcement.
5. Conclusions
The ceramic reinforcement affects the artificial aging behaviour of AZ80A-B4C composite with respect to unreinforced alloy as follows.
(a) It increases the aging rate at the beginning of the precipitation process.
(b) It favours the heterogeneous precipitation mechanism of Mg 17A112, enhancing its nucleation at the reinforcement-matrix interface.
As a consequence of the peculiar strengthening mechanism of the Mg~7A112 in this alloy, the hardness increase due to the artificial aging is slightly lower in the composite than in the magnesium alloy. For this reason it would be worthwhile to develop thermal treatments suitable to reduce precipitation at the ceramic-metal matrix interfaces.
Acknowledgments
The authors wish to thank Professor P. Appendino of the Politecnico di Torino for the helpful and con- strucfive comments and Dr. A. Tomasi (IRSI, Trento) for help with the DSC measurements.
References
1 T.G. Nieh and R. E Karlak, Scr. Metall., 18(1984) 25. 2 I. Dutta, D. L. Bourell and D. Latimer, J. Compos. Mater., 22
(1988) 829. 3 J. M. Papazian, Metall. Trans. A, 19(1988) 2945. 4 S. Suresh, T. Christman and Y. Sugimura, Scr. Metall., 23
(1989) 1599. 5 C. Badini, E Marino and A. Tomasi, Mater. Chem. Phys., 25
(1990) 57. 6 I. Dutta and D. L. Bourell, Acta Metall. Mater., 38 (1990)
2041. 7 M. Vogelsang, R. J. Arsenault and R. M. Fisher, Metall.
Trans. A, 17(1986) 379. 8 R.J. Arsenault, Scr. Metall., 17(1983) 67. 9 T. Christman and S. Suresh, Acta Metall., 36 (1988) 1691.
10 C. Badini, E Marino and A. Tomasi, Mater. Sci. Eng., A136 (1991)99.
11 C. Badini, E Marino and A. Tomasi, J. Mater. Sci., 26 (1991) 6279.
12 H. J. Rack, Proc. 6th Int. Conf. on Composite Materials, London, July 1987, Vol. II, Elsevier Applied Science, London, 1987, p. 382.
C. Badini et al. / Precipitation in B4C-reinforced Mg-based composite 61
13 L. Salvo, E Decomps and M. Suery, in J. Masoumaru and E J. Amal (eds.), Proc. Int. Conf. on Fabrication of Particulate Reinforced Metal Composites, September 17-19, 1990, Montreal, 1990, p. 149.
14 J. L. Petty-Galis and R. D. Goolsby, J. Mater. Sci., 24 (1989) 1439.
15 J. B. Clark, Acta Metall., 16(1968) 141. 16 A. E Crawley and K. S. Milliken, Acta Metall., 22 (1974)
557. 17 J. Murray, Bull. Alloy Phase Diagrams, 3 (1982) 60. 18 Joint Committee on Powder Diffraction Standards, Powder
Diffraction File, ASTM, Philadelphia, PA, 1991, Card 1-1128.
19 C. R. Brooks, Heat Treatment, Structures and Properties of Non-ferrous Alloys, Ed. American Society for Metals, Metals Park, OH, 1982, p. 260.
20 W. Bulian and E. Fahrenhorst, Z. Metallkd., 34 (1942) 285. 21 Metals Handbook, Heat Treating, Cleaning and Finishing,
Vol. 2, 8th edn., American Society for Metals, Metals Park,
OH, 1964, p. 293. 22 R. Delasi and E N. Adler, Metall. Trans. A, 8(1977) 1177. 23 P.N. Adler and R. DeIasi, Metall. Trans. A, 8(1977) 1185. 24 J. M. Papazian, R. J. DeIasi and P. N. Adler, Metall. Trans. A,
11 (1980) 135. 25 J.M. Papazian, Metall. Trans. A, 13(1982) 761. 26 S. Fujikawa, T. Hara, A. Ishida and K. Hirano, Thermochim.
Acta, 85(1985) 171. 27 J.M. Papazian, Mater. Sci. Eng., 79(1986) 97. 28 C. Antonione, E Marino, G. Riontino, S. Abis and E. di
Russo, Mater. Chem. Phys., 20(1988) 13. 29 J. K. Park and A. J. Ardell, Mater. Sci. Eng., Al14 (1989)
197. 30 A. K. Jena, A. K. Gupta and M. C. Chaturvedi, Acta Metall.,
37(1989) 885. 31 J. Smithells (ed.), Metals Reference Book, Butterworths,
London. 32 T. Iseki, T. Kameda and T. Maruyama, J. Mater. Sci., 19
(1984) 1692.




















