On the Surface Roughness of Al-4%Cu/B4C Metal Matrix ...
10
©Freund Publishing House Ltd. Science and Engineering of Composite Materials 15, 131-139 (2008) On the Surface Roughness of Al-4%Cu/B 4 C Metal Matrix Composites Machined by Milling Operation Mustafa Übeyli 1 " * Adem Acir 2 , M. Serdar Karaka? 3 , Teyfik Demir 1 x TOBB Economics and Technology University, Mechanical Engineering Sögütözü Caddesi No:43 06560 Ankara - Turkey E-mail: mubeyli@etu. edu. tr 2 Gazi University, Mechanical Education 06500 Teknikokullar, Ankara - Turkey 3 Middle East Technical University, Metallurgical and Materials Engineering Inönü Bulvari 06531 Ankara - Turkey ABSTRACT In this study, the influence of cutting speed, feed rate and type of cutting tools on the surface roughness of the boron carbide particle reinforced aluminum composites in the milling operation was investigated. For this purpose, the composite samples were produced using powder metallurgy route. And then, the milling operations were carried out by using three different cutting tools at various feed rates (0.15, 0.20 and 0.25 mm/z) and cutting speeds (100, 130, 169 and 220 m/min). Experimental results showed that the surface roughness of the composites decreased significantly by increasing the cutting speed for all tools. Moreover, it was gradually increased for all tools when the feed rate was increased at the cutting speeds of 169 and 220 m/min. Keywords: Surface roughness, metal matrix composites, machining, milling. 1. INTRODUCTION Metal Matrix Composites (MMCs), having high specific stiffness and strength, improved thermal and wear resistance compared to their metallic matrix materials, are classified as one of the advanced material groups. Three main components are available in these materials which are matrix material, reinforcement and interface between matrix and reinforcement. Reinforcements can be used as particulates, whiskers or continuous fibers in the MMCs. The physical and mechanical properties of these components as well as the volume fractions of the matrix and reinforcement materials determine the properties of the MMCs. Aluminum and its alloys, due to their relatively lower densities, have been used in the MMCs to get high specific stiffness, whereas ceramic reinforcements have been utilized to enhance the thermo-mechanical properties of matrix materials. Particulate metal matrix composites (PMMCs) show higher ductility and lower anisotropy compared to continuous fiber reinforced MMCs. Furthermore, they are much cheaper and can be processed more easily /l/. Net shaping and good surface finishing of the PMMCs are very important after their production. Therefore, they frequently require to be machined. Nevertheless, PMMCs exhibit poor machinability due to the fact that their hard * Corresponding author 131
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of On the Surface Roughness of Al-4%Cu/B4C Metal Matrix ...

©Freund Publishing House Ltd. Science and Engineering of Composite Materials 15, 131-139 (2008)
On the Surface Roughness of Al-4%Cu/B4C Metal Matrix Composites Machined by Milling Operation
Mustafa Übeyli1" * Adem Acir2, M. Serdar Karaka?3, Teyfik Demir1
xTOBB Economics and Technology University, Mechanical Engineering Sögütözü Caddesi No:43 06560 Ankara - Turkey
E-mail: mubeyli@etu. edu. tr 2Gazi University, Mechanical Education 06500 Teknikokullar, Ankara - Turkey
3Middle East Technical University, Metallurgical and Materials Engineering Inönü Bulvari 06531 Ankara - Turkey
ABSTRACT
In this study, the influence of cutting speed, feed rate and type of cutting tools on the surface roughness of the boron carbide particle reinforced aluminum composites in the milling operation was investigated. For this purpose, the composite samples were produced using powder metallurgy route. And then, the milling operations were carried out by using three different cutting tools at various feed rates (0.15, 0.20 and 0.25 mm/z) and cutting speeds (100, 130, 169 and 220 m/min). Experimental results showed that the surface roughness of the composites decreased significantly by increasing the cutting speed for all tools. Moreover, it was gradually increased for all tools when the feed rate was increased at the cutting speeds of 169 and 220 m/min.
Keywords: Surface roughness, metal matrix composites, machining, milling.
1. INTRODUCTION
Metal Matrix Composites (MMCs), having high specific stiffness and strength, improved thermal and wear resistance compared to their metallic matrix materials, are classified as one of the advanced material groups. Three main components are available in these materials which are matrix material, reinforcement and interface between matrix and reinforcement. Reinforcements can be used as particulates, whiskers or continuous fibers in the MMCs. The physical and mechanical properties of these components as well as the volume fractions of the matrix and reinforcement materials determine the properties of the MMCs.
Aluminum and its alloys, due to their relatively lower densities, have been used in the MMCs to get high specific stiffness, whereas ceramic reinforcements have been utilized to enhance the thermo-mechanical properties of matrix materials. Particulate metal matrix composites (PMMCs) show higher ductility and lower anisotropy compared to continuous fiber reinforced MMCs. Furthermore, they are much cheaper and can be processed more easily /l / .
Net shaping and good surface finishing of the PMMCs are very important after their production. Therefore, they frequently require to be machined. Nevertheless, PMMCs exhibit poor machinability due to the fact that their hard
* Corresponding author
131
Vol. 15, No. 2, 2008 On the Surface Roughness ofAl-4%Cu/B4C Metal Matrix Composites Machined By Milling Operation
ceramic reinforcements lead to serious abrasive tool wear 12-51. Studies on the machinability of the MMCs in the available literature are mainly related to the turning operations 12-221. On the other hand the studies related to the milling of these materials are restricted /24-30/. The face milling of SiC reinforced aluminum composites using different tools was investigated by Coelho et al. /24/. They found that flank wear rate increased with increased cutting speed in milling operation even though it changed slightly in turning and drilling operations. Moreover, surface roughness increased at higher feed rates and became constant for milling speeds between 250 and 1000 m/min. Milling of particle and fiber reinforced MMC materials with polycrystalline diamond tools was studied 1251. They showed that surface roughness increased with increasing feed rate. Chandrasekaran and Johansson 1211 examined dry face milling of centrifugal cast tubes of Al/SiC composites. They obtained that the optimum SiC content in volume was 23% and feed rate was 0.18 mm/z for the best performance of polycrystalline diamond tool. Fanghong et al. /28/ studied the high speed milling of SiC particle reinforced aluminum composites. They found that surface roughness increased with increased cutting speed. In recent two studies, performance of different type of tools in milling of B4C particulate reinforced aluminum matrix composite at different cutting speeds and feed rates was investigated /29,30/. They concluded that the flank wear on tools decreased with decreased cutting speeds and coated tools showed better resistance to flank wear than uncoated tool.
This study presents the surface roughness of the boron carbide reinforced aluminum composites machined by milling operation at different cutting speeds and feed rates by using three different tools.
2. EXPERIMENTAL PROCEDURE
2.1. Production of the Composi te Samples
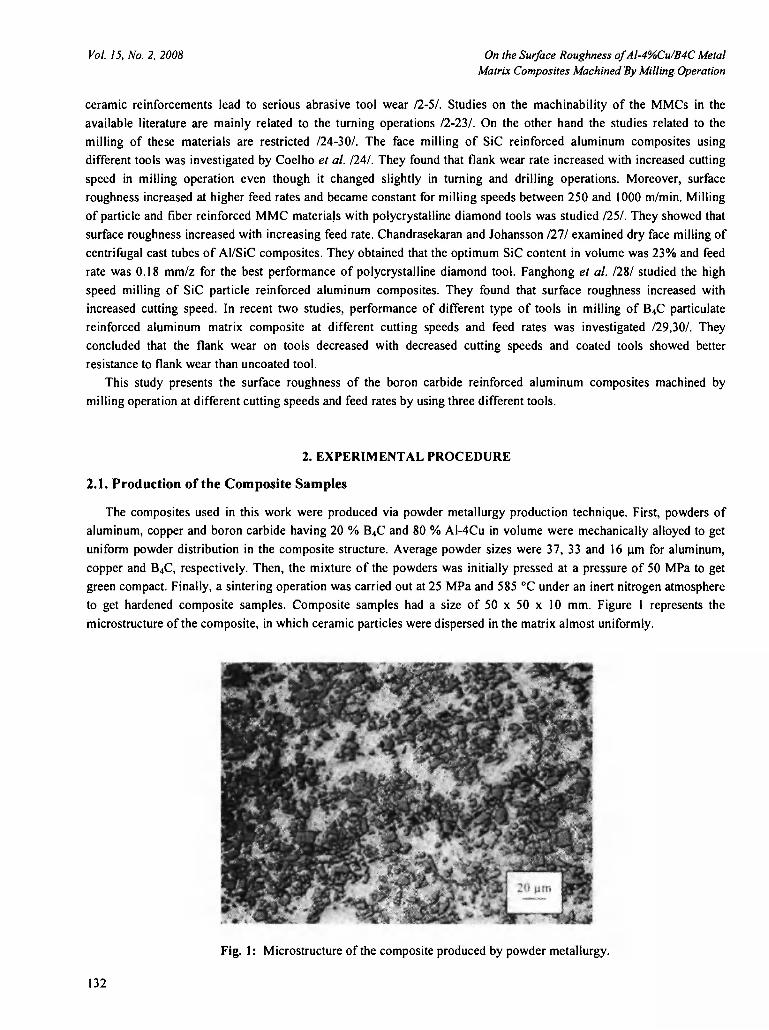
The composites used in this work were produced via powder metallurgy production technique. First, powders of aluminum, copper and boron carbide having 20 % B4C and 80 % Al-4Cu in volume were mechanically alloyed to get uniform powder distribution in the composite structure. Average powder sizes were 37, 33 and 16 μπι for aluminum, copper and B4C, respectively. Then, the mixture of the powders was initially pressed at a pressure of 50 MPa to get green compact. Finally, a sintering operation was carried out at 25 MPa and 585 °C under an inert nitrogen atmosphere to get hardened composite samples. Composite samples had a size of 50 χ 50 χ 10 mm. Figure 1 represents the microstructure of the composite, in which ceramic particles were dispersed in the matrix almost uniformly.
Fig. 1: Microstructure of the composite produced by powder metallurgy.
132
Μ Übeyli, A Acir, Μ. Karakaf, Τ. Demir Science and Engineering of Composite Materials
2.2. Milling Operation
Produced composite samples were machined by milling with the aid of a computer numerical controlled vertical machining center (Johnford VMC-550 Fanuc Series O-M). It has a power of 15 kW and is capable of a working speed of 3500 rev/min. In the milling experiments four various cutting speeds (100, 130, 169 and 220 m/min) and three different feed rates (0.15, 0.20 and 0.25 mm/z) were used to observe the effects of both cutting speed and feed rate on the surface roughness of the composites. Feed rate means that the linear distance advanced by each cutting edge of a tool in one pass that is shown by mm/z or mm/tooth while cutting speed is the distance per time that the entire tool advances. Table 1 gives cutting parameters and indexable insert characteristics. Furthermore, three different cutting tools namely, uncoated Tool A (cementide carbide), Tool Β (triple coated cementide carbide), and Tool C (double coated cementide carbide), which are commercially available inserts were used to see the effect of coating on the surface roughness. Table 2 gives the composition of these tools used in this study. Milling operation was performed for a constant depth of cut (DOC) of 1.5 mm and no liquid coolant was used.
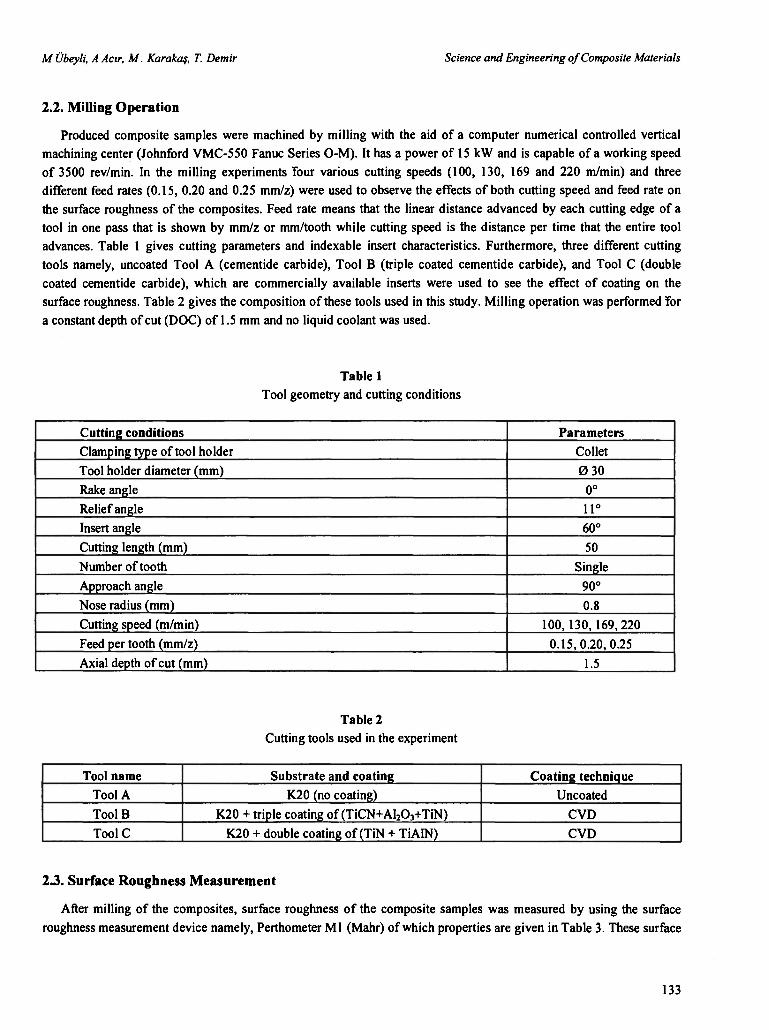
Table 1 Tool geometry and cutting conditions
Cutting conditions Parameters Clamping type of tool holder Collet Tool holder diameter (mm) 0 30 Rake angle 0° Relief angle 11° Insert angle 60° Cutting length (mm) 50 Number of tooth Single Approach angle 90° Nose radius (mm) 0.8 Cutting speed (m/min) 100, 130, 169, 220 Feed per tooth (mm/z) 0.15,0.20,0.25 Axial depth of cut (mm) 1.5
Table 2 Cutting tools used in the experiment
Tool name Substrate and coating Coating technique Tool A K20 (no coating) Uncoated Tool Β K20 + triple coating of (TiCN+AI203+TiN) CVD Tool C K20 + double coating of (TiN + TiAIN) CVD
2.3. Surface Roughness Measurement
After milling of the composites, surface roughness of the composite samples was measured by using the surface roughness measurement device namely, Perthometer Ml (Mahr) of which properties are given in Table 3. These surface
133
Vol. 15, No. 2, 2008 On the Surface Roughness of Al-4%Cu/B4C Metal Matrix Composites Machined By Milling Operation
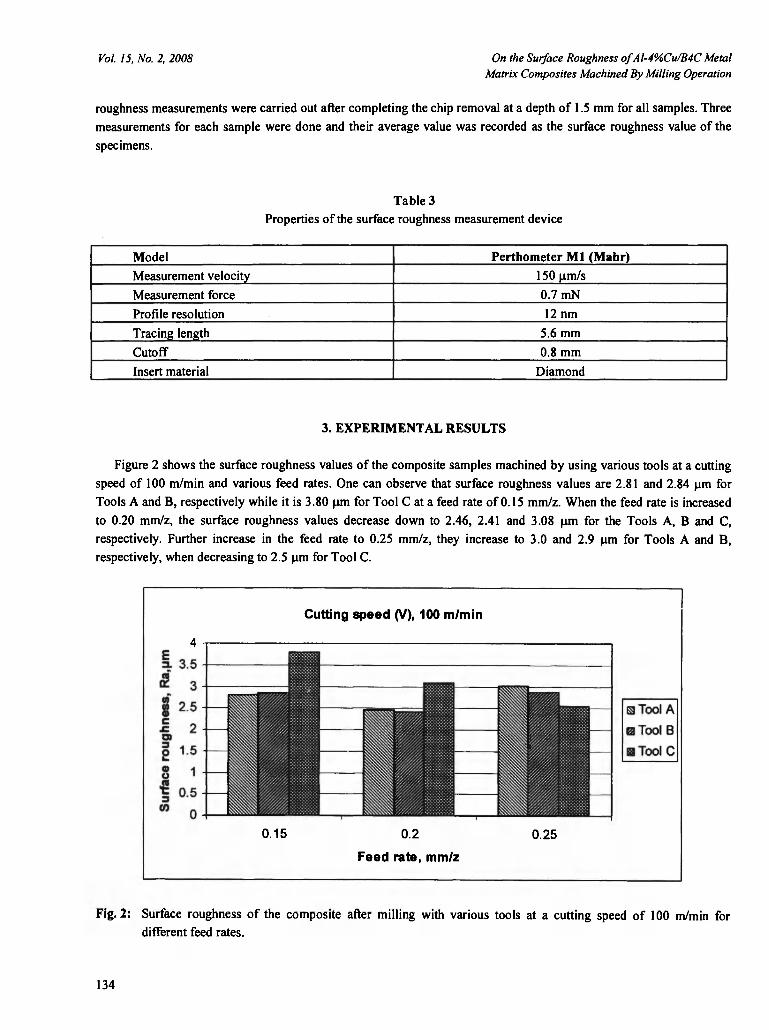
roughness measurements were carried out after completing the chip removal at a depth of 1.5 mm for all samples. Three measurements for each sample were done and their average value was recorded as the surface roughness value of the specimens.
Table 3 Properties of the surface roughness measurement device
Model Perthometer Ml (Mahr) Measurement velocity 150 μ m/s Measurement force 0.7 mN Profile resolution 12 nm Tracing length 5.6 mm Cutoff 0.8 mm Insert material Diamond
3. EXPERIMENTAL RESULTS
Figure 2 shows the surface roughness values of the composite samples machined by using various tools at a cutting speed of 100 m/min and various feed rates. One can observe that surface roughness values are 2.81 and 2.84 μηι for Tools A and B, respectively while it is 3.80 μηι for Tool C at a feed rate of 0.15 mm/z. When the feed rate is increased to 0.20 mm/z, the surface roughness values decrease down to 2.46, 2.41 and 3.08 μπι for the Tools A, Β and C, respectively. Further increase in the feed rate to 0.25 mm/z, they increase to 3.0 and 2.9 μηι for Tools A and B, respectively, when decreasing to 2.5 μηι for Tool C.
Cutting speed (V), 100 m/min
4 ,
0.15 0.2 0.25
Feed rate, mm/z
Fig. 2: Surface roughness of the composite after milling with various tools at a cutting speed of 100 m/min for different feed rates.
134
Μ Obey Ii, A Acir, Μ. Karakaf, Τ. De mir Science and Engineering of Composite Materials
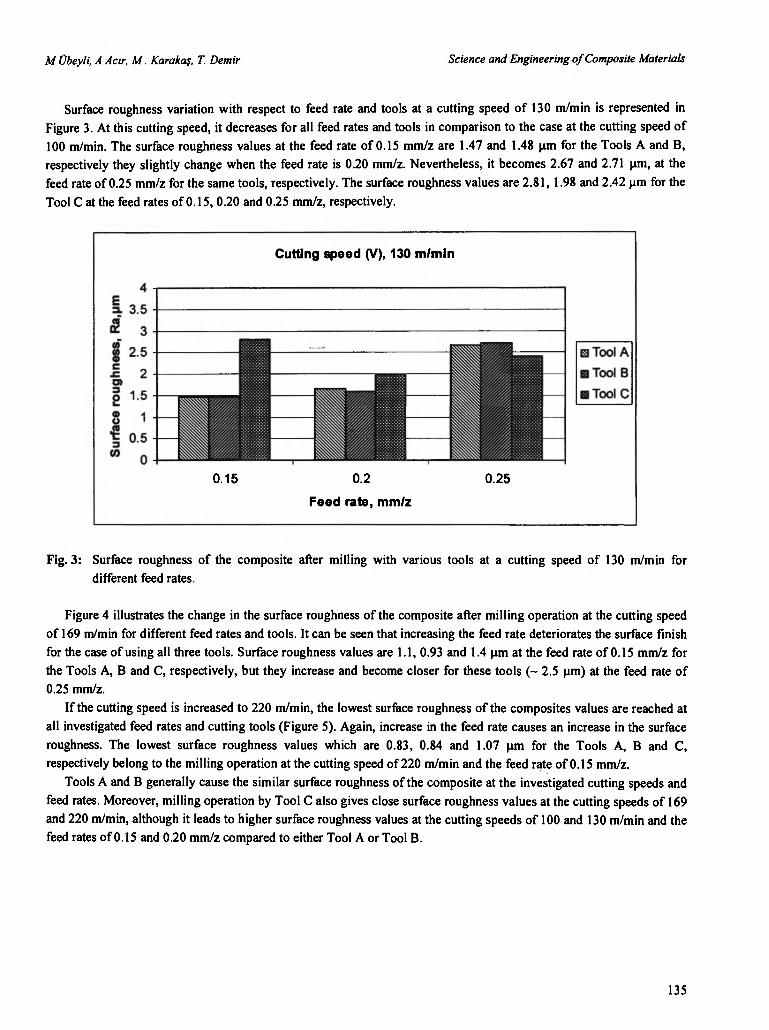
Surface roughness variation with respect to feed rate and tools at a cutting speed of 130 m/min is represented in Figure 3. At this cutting speed, it decreases for all feed rates and tools in comparison to the case at the cutting speed of 100 m/min. The surface roughness values at the feed rate of 0.15 mm/z are 1.47 and 1.48 μπι for the Tools A and B, respectively they slightly change when the feed rate is 0.20 mm/z. Nevertheless, it becomes 2.67 and 2.71 μηι, at the feed rate of 0.25 mm/z for the same tools, respectively. The surface roughness values are 2.81, 1.98 and 2.42 μπι for the Tool C at the feed rates of 0.15, 0.20 and 0.25 mm/z, respectively.
Cutting speed (V), 130 m/min
0.15 0.2 0.25
Feed rate, mm/z
Fig. 3: Surface roughness of the composite after milling with various tools at a cutting speed of 130 m/min for different feed rates.
Figure 4 illustrates the change in the surface roughness of the composite after milling operation at the cutting speed of 169 m/min for different feed rates and tools. It can be seen that increasing the feed rate deteriorates the surface finish for the case of using all three tools. Surface roughness values are 1.1, 0.93 and 1.4 μπι at the feed rate of 0.15 mm/z for the Tools A, Β and C, respectively, but they increase and become closer for these tools (~ 2.5 μιη) at the feed rate of 0.25 mm/z.
If the cutting speed is increased to 220 m/min, the lowest surface roughness of the composites values are reached at all investigated feed rates and cutting tools (Figure 5). Again, increase in the feed rate causes an increase in the surface roughness. The lowest surface roughness values which are 0.83, 0.84 and 1.07 μπι for the Tools A, Β and C, respectively belong to the milling operation at the cutting speed of 220 m/min and the feed rate of 0.15 mm/z.
Tools A and Β generally cause the similar surface roughness of the composite at the investigated cutting speeds and feed rates. Moreover, milling operation by Tool C also gives close surface roughness values at the cutting speeds of 169 and 220 m/min, although it leads to higher surface roughness values at the cutting speeds of 100 and 130 m/min and the feed rates of 0.15 and 0.20 mm/z compared to either Tool A or Tool B.
135

Vol. 15, No. 2. 2008 On the Surface Roughness of Al-4%Cu/B4C Metal Matrix Composites Machined By Milling Operation
Cutting speed (V), 169 m/min
0 . 1 5 0 .2
Feed rate, mm/z
0 . 2 5
S Tool A
Η Tool Β
Ξ Tool C
Fig. 4: Surface roughness of the composi te after milling with various tools at a cutting speed of 169 m/min for
different feed rates.
Cutting speed (V), 220 m/min
0 . 1 5
Β Tool A
Ξ Tool Β
ea Tool c
0.2
Feed rate, mm/z
0 . 2 5
Fig. 5: Surface roughness of the composi te after milling with various tools at a cutting speed of 220 m/min for
different feed rates.
4. C O N C L U S I O N S A N D D I S C U S S I O N
Experimental results brought out that the cutting speed and the feed rate had a significant influence on the surface
roughness of the composi tes machined by milling operation with different cutting tools. The general tendency was that
136

Μ Übeyli, A Acir, Μ. Karaka$, Τ. Demir Science and Engineering of Composite Materials
when the cutting speed was increased surface roughness was decreased significantly for all investigated tools. This was most probably due to the extent of formation of built-up-edge (BUE), which was mainly affected by the cutting speed. BUEs are the particles of work-piece material adhered on tool during milling operation. A typical BUE formation on Tool C observed by scanning electron microscope (SEM) is depicted in Figure 6.
b)
Fig. 6: A typical BUE formation on Tool C after being used at a cutting speed of 169 m/min and a feed rate of 0.25 mm/z observed by SEM a) X50, b) XI00.
Higher cutting speeds cause higher temperatures in the cutting zone where softening and removing of adhered material on tool occurs easily. Nevertheless, the temperature in the cutting zone will drop at lower cutting speeds. In this case, strain hardening of aluminum particles takes place and the removal of BUEs becomes very difficult /29,30/.
137

Vol. 15, No. 2, 2008 On the Surface Roughness ofAl-4%Cu/B4C Metal Matrix Composites Machined By Milling Operation
Furthermore, if the feed rate was increased, surface roughness was gradually increased for the investigated tools at higher cutting speeds. This was considered to be caused by the feed marks 1221. Although the Tool C caused worse surface finish than the other tools at the cutting speeds of 100 and 130 m/min and the feed rates of 0.15 and 0.20 mm/z, the performance of all three cutting tools with respect to surface finish was found to be very similar at higher cutting speeds (169 and 220 m/min). This was most probably due to higher BUE formation on the Tool C and adhesion between the chips removed from the work-piece and the coating material of the Tool C (TiN + TiAIN) compared to other tools. As mentioned before, the BUE formation increases the surface roughness remarkably. At higher cutting speeds, the performance of the investigated tools with respect to surface roughness becomes closer due to the reduction in the BUE formation caused by high temperature between tool and work-piece. In conclusion, the experimental results gained in this study indicated that the cutting speed and feed rate were very effective on the surface finish. The best surface finish could be attainable by using a cutting speed of 220 m/min and a feed rate of 0.15 mm/z with all three tools for the milling of investigated composite.
REFERENCES
1. M. J. Koczak, S.C. Khatri, J.E. Allison and M.G. Bader, Metal-matrix composites for ground vehicle, aerospace and industrial applications, in: Fundamentals of Metal-Matrix Composites, (Editors): S. Suresh, A. Mortensen and A. Needleman, 1993.
2. O. Quigley, J. Monaghan and P. O'Reilly, Factors affecting the machinability of an Al/SiC metal-matrix composite, Journal of Materials Processing Technology 43,21-36 (1994).
3. N.P. Hung, F.Y.C. Boey, K.A. Khor, Y.S. Phua and H.F. Lee, Machinability of aluminum alloys reinforced with silicon carbide particulates, Journal of Materials Processing Technology 56, 966-77 (1996).
4. A.R. Chambers, The machinability of light alloy MMCs, Composites Part A 27A, 143-147 (1996). 5. M. El-Gallab and M. Sklad, Machining of Al/SiC particulate metal-matrix composites Part I: Tool performance,
Journal of Materials Processing Technology 83, 151-158 (1998). 6. Y. §ahin, The effects of various multilayer ceramic coatings on the wear of carbide cutting tools when machining
metal matrix composites, Surface & Coatings Technology 199,112-117 (2005). 7. J.P. Davim, Diamond tool performance in machining metal-matrix composites, Journal of Materials Processing
Technology 128. 100-105 (2002). 8. Y. §ahin and G. Sur, The effect of A1203, TiN and Ti(C,N) based CVD coatings on tool wear in machining metal
matrix composites, Surface Coatings & Technology 179, 349-355 (2004). 9. C.J.E. Andrewes, Η-Y Feng and W.M. Lau, Machining of an aluminum/SiC composite using diamond inserts,
Journal of Materials Processing Technology 102,25-29 (2000). 10. I. Ciftifi, M. Türker and U. §eker, Evaluation of tool wear when machining SiCp-reinforced Al-2014 alloy matrix
composites, Materials & Design 25, 251-255 (2004). 11. Y.M. Quan, Z.H. Zhou and B.Y. Ye, Cutting process and chip appearance of Al matrix composites reinforced by
SiC particles, Journal of Materials Processing Technology 91, 231-235 (1999). 12. C.B. Lin, Y.W. Hung, W-C Liu, S-W Rang, Machining and fluidity of 356Al/SiC(p) composites, Journal of
Materials Processing Technology 110, 152-159 (2001). 13. I. C»ft9i, M. Türker and U. §eker, CBN cutting tool wear during machining of particulate reinforced MMCs, Wear
257,1041-1046(2004). 14. N. Tomac and K. Tonnesson, Machining of particulate Al matrix composites. Ann. CIRP 41, 55-58 (1992). 15. L. Cronjager and D. Meister, Turning of MMCs, in: Proceedings of the Second European Conference on
Advanced Materials and Processes, Cambridge, vol.2, 1982, pp. 73-80.
138
Μ Übeyli, A Acir, Μ. Karaka$, Τ. Demir Science and Engineering of Composite Materials
16. Y. §ahin, M. Kok and H. £elik, Tool wear and surface roughness of A1203 particle-reinforced aluminum alloy composites, Journal of Materials Processing Technology 128, 280-291 (2002).
17. S.S. Joshi, N. Ramakrishnan and P. Ramakrishnan, Analysis of chip breaking during orthogonal machining of Al/SiCp composites, Journal of Materials Processing Technology 88, 90-96 (1999).
18. G. Sur, M.Sc. Thesis, Machinability and production of aluminum alloy composites, Institute of Science and Technology of Gazi University, Ankara - Turkey, January 2002.
19. Q. Yanming and Z. Zehna, Tool wear and its mechanism for cutting SiCp reinforced Al matrix composites, Journal of Materials Processing Technology 100, 194-199 (2000).
20. K. Weinert and W. König, A consideration of tool wear mechanism when machining metal matrix composites (MMC), Annals of the CIRP 42, 95-98 (1993).
21. M.K. Brun, Μ. Lee and F. Gorsler, Wear characteristics of various hard materials for machining SiC-reinforced aluminum alloy, Wear 104. 21-29 (1985).
22. K. Palanikumar and R. Karthikeyan, Assessment of factors influencing surface roughness on the machining of Al/SiC particulate composites, Materials & Design, 28, 1584-1591 (2007).
23. E. Kiliikap, O. £akir, M. Aksoy, A. inan, Study of tool wear and surface roughness in machining of homogenized SiC-p reinforced aluminum metal matrix composite, Journal of Materials Processing Technology, 164-165, 862-867 (2005).
24. R.T. Coelho, S. Yamada, T. IeRoux, D.K. Aspinwall and M.L.H. Wise, Conventional machining of an aluminum based SiC reinforced metal matrix composite (MMC) alloy, Proc. of the 3C/h MATADOR, Manchester 1993, p.125-133.
25. L. Cronjager and D. Meister, Machining of fibre and particle-reinforced aluminum, Annals of CIRP 41,63-66 (1992). 26. C.T. Lane, The effect of different reinforcement on PCD tool life for aluminum composites, Machining of Composite
Materials, Proc. of the ASM/TMS Materials Week Symposium, Chicago, Illinois, USA 1-5 Nov.: 1992, p. 17-27. 27. H. Chandrasekaran and J-O. Johansson, On the behaviour of fibre/particle reinforced aluminum alloy matrix composites
in milling and grinding. 2nd Int. Conf. on Machining of Advanced Materials (MAM) Aachen, Germany 1996. 28. S. Fanghong, W. Zhenyu, Z. Jingwen and C. Ming, High speed milling of SiC particle reinforced aluminum-based
MMC with coated carbide inserts, Key Engineering Materials, 274-276,457-462 (2004). 29. M.S. Karaka?, A. Acir, M. Übeyli and B. Ögel, Effect of cutting speed on tool performance in milling of B4Cp
reinforced aluminum metal matrix composites, Journal of Materials Processing Technology 178, 241-246 (2006). 30. M. Übeyli, M.S. Karaka§, A. Acir and B. Ögel, On the performance of uncoated and coated tools in milling of Al-
4%Cu/B4C metal matrix composites, Materials Science and Technology, 23(8), 945-950 (2007).
139