CU 300 SMART - Bricosergio
169
CU 300 SMART code n° 0000511487B Ed. 06/11 COMBINATA UNIVERSALE COMBINED UNIVERSAL MACHINE UNIVERSALKOMBINIERTE-MASCHINE MACHINE COMBINEE UNIVERSELLE MAQUINA COMBINADA UNIVERSAL USO E MANUTENZIONE OPERATION AND MAINTENANCE BETRIEBS-UND WARTUNGSANLEITUNG FONCTIONNEMENT ET ENTRETIEN USO Y MANUTENCION www.bricosergio.it
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of CU 300 SMART - Bricosergio

CU 300 SMART
code n° 0000511487B Ed. 06/11
COMBINATA UNIVERSALECOMBINED UNIVERSAL MACHINE
UNIVERSALKOMBINIERTE-MASCHINEMACHINE COMBINEE UNIVERSELLEMAQUINA COMBINADA UNIVERSAL
USO E MANUTENZIONEOPERATION AND MAINTENANCE
BETRIEBS-UND WARTUNGSANLEITUNGFONCTIONNEMENT ET ENTRETIEN
USO Y MANUTENCION
www.bricose
rgio.it

Data modifi ca N°bolla modifi ca Indice modifi ca Data modifi ca N°bolla modifi ca Indice modifi ca
EmissioneS.M.C.
Data emissione01/09/2001
Codice0000511487B
Data modifi ca N°bolla modifi ca Indice modifi ca
SCM INDUSTRIA S.p.A
47892 Gualdicciolo - Rep.San Marinoe-mail: [email protected]
Prima Edizione / 00
Nel presente manuale, alcune informazioni ed illustrazioni, possono differire dalla macchina in vostro possesso in quanto sono descritte ed illustrate tutte le confi gurazioni inerenti alla macchina completa di tutti gli OPTIONAL; pertanto fare riferimento solo alle
informazioni strettamente legate alla confi gurazione della macchina da voi acquistata.Con questo libretto desideriamo fornirvi tutte le informazioni necessarie alla manutenzione e all'uso corretto della macchina.
La rete di distribuzione è da questo momento al vostro servizio per qualunque problema di assistenza tecnica, parti di ricambio e per qualunque nuova esigenza che possa far sviluppare la vostra attività.
Ogni vostra osservazione sul presente libretto è un contributo importante per il miglioramento dei servizi che l'azienda può offrire ai propri clienti.
ITALIANO
Some information and illustrations in this manual may differ from the machine in your possession, since all the confi gurations inherent in the machine complete with all the OPTIONS are described and illustrated. Therefore, refer only to that information strictly
connected with the machine confi guration you have purchased. With this manual we would like to provide the necessary information for maintenance and proper use of the machine.
The distribution network is at your service for any technical problem, spare parts or any new requirement you may have for the development of your activity.
Any observations you might wish to make on this handbook will be an important contribution to improve the services the company offers its customers.
ENGLISH
In dem vorliegenden Handbuch können einige Informationen und Illustrationen von der in Ihrem Besitz befi ndlichen Maschine abweichen, da sämtliche Konfi gurierungen der Maschine mit allen SONDERAUSSTATTUNGEN beschrieben werden; nehmen Sie
deshalb nur auf die Informationen Bezug, die sich auf die Konfi gurierung der von Ihnen erworbenen Maschine beziehen.Mit diesem Handbuch möchten wir Ihnen nützliche Informationen für die Wartung und korrekte Verwendung der Maschine geben.
Das Vertriebsnetz steht Ihnen ab sofort bei allen technischen Problemen, bei der Ersatzteilbeschaffung sowie in allen sonstigen Angelegenheiten zur Verfügung, die bei der Ausübung Ihrer Tätigkeit erforderlich sein könnten.
Jeder Ihrer Betrachtungen über dieses Heft ist ein wichtiger Beitrag zur Verbesserung der Serviceleistungen, die das Unternehmen seinen Kunden bieten kann.
DEUTSCH
Certaines informations et illustrations, se trouvant dans cette notice, peuvent différer de la machine que vous possédez car ce sont les confi gurations concernant la machine avec toutes les OPTIONS qui sont décrites et illustrées. Il faut donc voir uniquement les
informations strictement liées à la confi guration de la machine que vous avez achetée.Avec cette notice nous voulons vous fournir les informations nécessaires pour l’entretien et l’utilisation correcte de la machine.
Le réseau de distribution est dès à présent à votre entière disposition pour tout problème d’assistance technique, pièces détachées et pour toute nouvelle exigence pouvant vous aider à développer votre activité.
Toutes vos observations à propos de cette notice contribueront à l’amélioration des services que l’entreprise peut offrir à ses clients.
FRANÇAIS
En el presente manual, algunas de las informaciones e ilustraciones podrían diferir de las de la máquina que usted posee, ya que están de-scritas e ilustradas todas las confi guraciones inherentes a la máquina con todos los ELEMENTOS OPCIONALES; por consiguiente tomen
como referencia sólo la información estrechamente relacionada con la confi guración de la máquina que usted ha comprado.Con este manual deseamos brindarles la información necesaria para el mantenimiento y el uso correcto de la máquina.
A partir de este momento, la red de distribución queda a su servicio para cualquier problema de asistencia técnica, para suministrar las piezas de repuesto y para cualquier nueva exigencia que pueda contribuir al desarrollo de su actividad.
Cualquier observación que desee realizar sobre este manual representará una importante contribución a la mejora de los servicios que la compañía ofrece a sus clientes.
ESPAÑOL
Per qualsiasi problema o informazione siamo a vostra completa disposizione:Please do not hesitate to contact us for any help or information:
Pour tout problème, ou information, nous sommes à votre entière disposition :Bei jeglichen Problemen oder Informationen sehen wir Ihnen gern zur Verfügung:
Estamos a su completa composición para cualquier problema o información que desee consultarnos:
dall'Italia:from Italy:de l’Italie:Innerhalb Italiens:de Italia:
Tel.0549 / 876910 Telefax 0549 / 999604
dall'estero:from abroad:de l’étranger:Aus dem Ausland:del exterior:
Tel.00378 / 876912 Telefax 00378 / 999604
LIBRETTO USO E MANUTENZIONE CU 300 SMARTItaliano - Inglese - Tedesco - Francese - Spagnolo
861 01 20/09/02 1258 02 01/10/2010 2002 03 01 / 07 / 2010
2251 04 01 / 06 / 2011
www.bricose
rgio.it

- 3 -
INDICE ITALIANOINFORMAZIONI GENERALI1. 5. NORME DI MESSA A PUNTO
1.1 SCOPO DEL MANUALE .......................................................... 101.2 IDENTIFICAZIONE COSTRUTTORE E MACCHINA ............. 121.3 RACCOMANDAZIONI PER L'ASSISTENZA .......................... 12
2.1. DESCRIZIONE DELLA MACCHINA....................................... 162.2. CONDIZIONI PREVISTE D’UTILIZZO
E CONTROINDICAZIONI ........................................................ 182.3. CARATTERISTICHE TECNICHE ............................................ 202.4. POSTAZIONI DI LAVORO ....................................................... 322.5. LIVELLO DI RUMOROSITÀ .................................................... 322.6. POLVERI EMESSE .................................................................. 362.7. DISPOSITIVI DI SICUREZZA .................................................. 38
3.1. NORME DI SICUREZZA .......................................................... 403.2 RISCHI RESIDUI ...................................................................... 483.3. SEGNALI DI SICUREZZA E DI INFORMAZIONE .................. 50
4.1. SOLLEVAMENTO E SCARICO ............................................. 524.2. ZONA DI INSTALLAZIONE - CARATTERISTICHE ............... 544.3. INSTALLAZIONE PARTI SMONTATE - PREMESSA ............ 564.3.1. Ruote di spostamento - Montaggio .......................................... 564.3.2 Telaio di squadro - installazione .............................................. 584.3.3 Riga telescopica - Installazione ............................................... 584.3.4 Dispositivo tagli angolati - Installazione .................................. 604.3.5 Prolunga piano di lavoro - Installazione .................................. 624.3.6 Gruppo fermo legno (solo per vagone L=2250-2600-2800)
Installazione ............................................................................. 624.3.7 Pianetto a tenonare e Protezione Installazione ...................... 624.3.8 Supporto guida - Installazione ................................................. 644.3.9 Cavatrice - Installazione ........................................................... 644.3.10Protezioni - Installazione .......................................................... 664.3.11Gruppo incisore - Installazione ................................................ 684.4. COLLEGAMENTO ELETTRICO .............................................. 724.5. ASPIRAZIONE DEI TRUCIOLI ................................................ 76
5.1. UTENSILI - MONTAGGIO E REGISTRAZIONE..................... 805.1.1 Albero toupie intercambiabile - montaggio .............................. 805.1.2 Frese - montaggio .................................................................... 825.1.3 Frese (Versione per albero con pinza) - Montaggio ............... 845.1.4 Toupie - Sollevamento e inclinazione ...................................... 885.1.5 Sega circolare - montaggio ...................................................... 905.1.5.1 Versione standard .................................................................. 905.1.5.2 Versione con "DADO SET" .................................................... 925.1.6 Incisore-montaggio .................................................................... 965.1.7 Incisore - regolazione ............................................................... 965.1.8 Gruppo sega - sollevamento e inclinazione ............................ 985.1.9 Punte per mandrino - montaggio ............................................. 985.1.10Coltelli - montaggio ................................................................ 1005.2. PIANI A FILO - REGISTRAZIONE ........................................ 1025.3. PIALLA A SPESSORE - REGOLAZIONI .............................. 1045.4. GUIDA SEGA - REGOLAZIONE ........................................... 1065.5. GUIDA FILO - REGOLAZIONE ............................................. 1065.6. GUIDE TOUPIE - REGISTRAZIONE .................................... 1085.7. CAMBIO VELOCITÀ ALBERO TOUPIE ................................ 1125.7.1 Scelta della velocità dell’albero ............................................. 114
6.1. QUADRO COMANDI .............................................................. 1206.1.1 Funzioni di comando .............................................................. 1206.1.2 Avviamento macchina ............................................................ 1226.1.2.1Versione standard .................................................................. 1226.1.2.2 Versione USA e CANADA .................................................... 1246.1.3 Arresto macchina .................................................................. 1246.1.4 Arresto di emergenza ............................................................. 1246.2. PIALLATURA A FILO ............................................................. 1266.2.1 Protezione pialla ..................................................................... 1286.3. PIALLATURA A SPESSORE ................................................ 1306.4. SEGA CIRCOLARE ................................................................ 1346.4.1 Lavorazione con il vagone ..................................................... 1346.4.2 Lavorazione con la guida parallela ........................................ 1386.4.3 Uso corretto delle lame circolari ............................................ 1406.5. LAVORAZIONI ALLA TOUPIE ............................................... 1426.6. LAVORAZIONI CON LA CAVATRICE .................................. 152
7.1. CINGHIE TRAPEZOIDALI - SOSTITUZIONE ETENSIONAMENTO ................................................................ 156
7.1.1 Cinghia di comando albero pialla .......................................... 1587.1.2 Cinghie trasmissione sega e incisore .................................... 1587.1.3 Cinghia di comando albero toupie ......................................... 1607.2. VERIFICA DISPOSITIVI DI SICUREZZA ............................. 1607.3. PULIZIA GENERALE ............................................................. 1607.4. LUBRIFICAZIONE GENERALE ............................................. 1627.5. SOSTITUZIONE E SMALTIMENTO ...................................... 162
8.1. EVENTUALI INCONVENIENTI, CAUSE, RIMEDI ......... 166
2. SPECIFICHE TECNICHE
PRECAUZIONI PER LA SICUREZZA(PRATICHE DI LAVORO SICURO)3.
INSTALLAZIONE4.NORME DI FUNZIONAMENTO6.
7. ESIGENZE DI MANUTENZIONE
8. GUIDA ALLA RICERCA DEI GUASTI
www.bricose
rgio.it

- 4 -
INDEX ENGLISH GENERAL INFORMATION1. 5. SET - UP PROCEDURES
5.1. TOOL - ASSEMBLY AND ADJUSTMENT .............................. 805.1.1 Interchangeable moulder spindle - Assembly ......................... 805.1.2 Milling cutters - Assembly ........................................................ 825.1.3 Cutters (Version for spindle with collet) - assembly ............... 845.1.4 Router – Lifting and inclination ................................................ 885.1.5 Circular saw - adjustment ........................................................ 905.1.5.1 Standard Version .................................................................... 905.1.5.2 Version with "DADO SET" ...................................................... 925.1.6 Engraver - assembly .................................................................. 965.1.7 Scorer - adjustment .................................................................. 965.1.8 Saw assembly – lifting and inclination ..................................... 985.1.9 Spindle bits - assembly ............................................................ 985.1.10Cutters - assembly ................................................................. 1005.2. SURFACING TABLES - ADJUSTING ................................... 1025.3. THICKNESSING TABLES - ADJUSTING ............................. 1045.4. SAW UNIT FENCE - ADJUSTMENT .................................... 1065.5. BUZZ PLANER - ADJUSTMENT ........................................... 1065.6. MOULDER FENCE - ADJUSTING ........................................ 1085.7. MOULDER SHAFT SPEED CHANGING .............................. 1125.7.1 SELECTING THE SPINDLE SPEED ..................................... 114
6.1. CONTROL PANEL ................................................................. 1206.1.1 Control functions .................................................................... 1206.1.2 Starting the machine ............................................................. 1226.1.2.1 Standard version ................................................................... 1226.1.2.2 U.S.A. and CANADA version ............................................... 1246.1.3 Stopping the machine ............................................................ 1246.1.4 Emergency stop ...................................................................... 1246.2. SURFACING TABLES ........................................................... 1266.2.1 Planer protection .................................................................... 1286.3. THICKNESSING ..................................................................... 1306.4. CIRCULAR SAW .................................................................... 1346.4.1 Machining with the wagon ...................................................... 1346.4.2 Working with the parallel guide .............................................. 1386.4.3 Correct use for circular saw ................................................... 1406.5. WORKING WITH MOULDER UNIT ....................................... 1426.6. WORKING WITH SLOTTER .................................................. 152
7.1. V-BELT REPLACEMENT AND TIGHTENING ...................... 1567.1.1 Cutterblock driving belt .......................................................... 1587.1.2 Saw and engraver transmission belts ................................... 1587.1.3 Moulder shaft driving belt ....................................................... 1607.2. CHECKING THE SAFETY DEVICES .................................... 1607.3. OVERALL CLEANING ........................................................... 1607.4. GENERAL LUBRICATION ..................................................... 1627.5. REPLACEMENT AND DISPOSAL ........................................ 162
8.1. TROUBLES - CAUSES -WHAT TO DO .......................... 166
1.1. PURPOSE OF THIS MANUAL .............................................. 101.2. MANUFACTURER AND MACHINE IDENTIFICATION ........ 121.3. CUSTOMER SERVICE RECOMMENDATIONS .................. 12
2.1. DESCRIPTION OF THE MACHINE ........................................ 162.2. OPERATING CONDITIONS AND CONTRARY
DIRECTIONS ........................................................................... 182.3. SPECIFICATIONS OVER-ALL DIMENSIONS ........................ 202.4. WORKING PLACES ................................................................. 322.5. NOISE LEVEL .......................................................................... 322.6. DUST EMISSION ..................................................................... 362.7. SAFETY DEVICES ................................................................... 38
3.1. SAFETY REGULATIONS ........................................................ 403.2 RESIDUAL RISKS .................................................................... 483.3. SAFETY AND INFORMATION SIGNALS ............................... 50
4.1. LIFTING AND UNLOADING .................................................... 524.2. INSTALLATION AREA - CHARACTERISTICS ....................... 544.3. INSTALLATION OF DISASSEMBLED PARTS -
INTRODUCTION ...................................................................... 564.3.1 Displacing wheels - Assembly ................................................. 564.3.2. Square up frame Installation .................................................... 584.3.3 Telescopic ruler - Installation ................................................... 584.3.4 Angled cuts device - Installation .............................................. 604.3.5 Working table extension - Installation ..................................... 624.3.6 Wood stop unit - (only whit wagon L=2250-2600-2800)
Installation ................................................................................ 624.3.7 Tenoning table and Protection Installation .............................. 624.3.8 Fence support - Installation ..................................................... 644.3.9 Slotter - Installation .................................................................. 644.3.10Protection - Installation ............................................................ 664.3.11Scorer assembly - Installation ................................................. 684.4. ELECTRICAL CONNECTION .................................................. 724.5. CHIP SUCTION ........................................................................ 76
SPECIFICATIONS
SAFETY PRECAUTIONS(SAFE WORKING PRACTICES)3.
4. INSTALLATION
2.
OPERATING PROCEDURES6.
MAINTENANCE REQUIREMENTS7.
8. TROUBLE - SHOOTING GUIDE
www.bricose
rgio.it

- 5 -
VERZEICHNIS DEUTSCH
ALLGEMEINE ANGABEN1. 5. ANSETZUNG DER MASCHINE
1.1. ZWECK DES HANDBUCHS .................................................. 111.2. IDENTIFIZIERUNG VON HERSTELLER
UND MASCHINE .................................................................... 131.3. RATSCHLÄGE FÜR DEN KUNDENDIENST ....................... 13
2.1. MASCHINEN BESCHREIBUNG .............................................. 172.2. VORGESEHENE GEBRAUCHSBEDINGUNGEN UND
GEGENANWEISUNGEN ......................................................... 192.3. TECHNISCHE DATEN AUSMASSE ....................................... 212.4. ARBEITSSTELLUNGEN .......................................................... 332.5 GERÄUSCHPEGEL ................................................................. 332.6. STAUBEMISSION .................................................................... 372.7. SICHERHEITS-VORRICHTUNG ............................................. 39
3.1. SICHERHEITSMASSNAHMEN ............................................... 413.2 RESTRISIKOS.......................................................................... 493.3. SICHERHEITS- UND INFORMATIONSZEICHEN ................. 51
4.1. HEBEN UND ABLADEN .......................................................... 534.2. INSTALLATIONSORT - MERKMALE ...................................... 554.3. INSTALLATION DER AB-GENOMMENEN TEILE -
VORAUSSETZUNG ................................................................. 574.3.1 Versetzungsrad - Montage ....................................................... 574.3.2. Winkelrahmen Einbau .............................................................. 594.3.3 Teleskop-Lineal - Installation ................................................... 594.3.4 Winkelschnitt-vorrichtung - einbau .......................................... 614.3.5 Verlängerung der Arbeitsfläche - Installation .......................... 634.3.6 Holzhaltergruppe - (nur für Waggon L=2250-2600-2800)
Installation ................................................................................ 634.3.7 Zapfenschneidtisch und Schutz - Aufstellung ......................... 634.3.8 Führungs-halterung - Einbau ................................................... 654.3.9 Stossmaschine - Einbau .......................................................... 654.3.10Schutzvorrichtungen - Einbau .................................................. 674.3.11Vortrenngruppe - Einbau .......................................................... 694.4. ELEKTRISCHER ANSCHLUß ................................................. 734.5. SPÄNEABSAUGUNG .............................................................. 77
TECHNISCHE SPEZIFIKATIONEN2.
SICHERHEITSMASSNAHMEN(SICHERES ARBEITEN)3.
4. AUFSTELLUNG
5.1. WERKZEUGE - EINBAU UND EINSTELLUNG ...................... 815.1.1 Auswechselbare Oberfräsenwelle - Einbau ........................... 815.1.2 Fräse - Einbau .......................................................................... 835.1.3 Fräse (Version für Welle mit Spannfutter) - Einbau ................ 855.1.4 Toupie – Anheben und Neigen ................................................ 895.1.5 Kreissäge - Einstellung ............................................................ 915.1.5.1 Standardversion ...................................................................... 915.1.5.2 Version mit "SET DADO" ....................................................... 935.1.6 Gravurschneider-Einbau ............................................................ 975.1.7. Vortrennvorrichtung - Einstellung ............................................ 975.1.8 Sägegruppeanheben und Schrägstellen ................................. 995.1.9 Bohrer für Spindel - Einbau ...................................................... 995.1.10Messer - einbau ...................................................................... 1015.2. TISCHE DES ABRICHTHOBELS EINSTELLUNG ............... 1035.3. DICKENHOBELS - EINSTELLUNGEN ................................. 1055.4. SÄGENFÜHRUNG- EINSTELLUNG .................................... 1075.5. LANGFÜHRUNG-EINSTELLUNG ......................................... 1075.6. FRÄSANSCHLAGS - EINSTELLUNG ................................... 1095.7. ÄNDERUNG DER GESCHWINDIGKEIT DER
HOLZFRÄSENWELLE ........................................................... 1135.7.1 Wahl der Spindeldrehzahl ...................................................... 115
6.1. STEUERTAFEL ...................................................................... 1216.1.1 BETRIEBSFUNKTIONEN ...................................................... 1216.1.2 Maschinenanlauf .................................................................... 1236.1.2.1 Standardversion .................................................................... 1236.1.2.2 USA und CANADA - Version ............................................... 1256.1.3 Maschinenhalt ........................................................................ 1256.1.4 Nothalt ..................................................................................... 1256.2. ABRICHTHOBELN ................................................................. 1276.2.1 Hobelschutz ............................................................................ 1296.3. DICKENHOBELN ................................................................... 1316.4. BEARBEITUNG MIT KREISSÄGE ........................................ 1356.4.1 Arbeiten mit dem Waggon ..................................................... 1356.4.2 Arbeiten mit der Parallelführung ............................................ 1396.4.3 Verwendung der Kreissäge .................................................... 1416.5. BEARBEITUNG MIT FRÄSE ................................................. 1436.6. BEARBEITUNG MIT LANGLOCHBOHRER ......................... 153
7.1. KEILRIEMEN - AUSWECHSELN UND SPANNEN .............. 1577.1.1 Steuerriemen für die Hobelwelle ............................................ 1597.1.2 Antriebsriemen Säge und Gravurschneider .......................... 1597.1.3 Steuerriemen für die Holzfräswelle ........................................ 1617.2. ÜBERPRÜFUNG DER SICHERHEITS-VORRICHTUNGEN 1617.3. GENERALREINIGUNG .......................................................... 1617.4. GENERALSCHMIERUNG ...................................................... 1637.5. ERSETZUNG UND ENTSORGUNG ..................................... 163
8.1. STÖRUNGEN - URSACHEN - BESEITIGUNGEN ........167
BETRIEBSVORSCHRIFTEN6.
7. WARTUNGSARBEITEN
8. STÖRUNGSSUCHE
www.bricose
rgio.it

- 6 -
INDEX
INFORMATIONS GENERALES1. 5. NORMES POUR LA MISE AU POINT
1.1. BUT DU MANUEL .................................................................... 111.2. IDENTIFICATION DU FABRICANT ET DE
LA MACHINE ............................................................................ 131.3. RECOMMANDATIONS POUR L’ASSISTANCE ..................... 13
2.1. DESCRIPTION DE LA MACHINE ........................................... 172.2. CONDITIONS PREVUES D’EMPLOI ET CONTRE-
INDICATIONS .......................................................................... 192.3. DONNEES TECHNIQUES COTES D'ENCOMBREMENT ....... 212.4. POSTES DE TRAVAIL ............................................................. 332.5 NIVEAU DE BRUIT .................................................................. 332.6. POUSSIERES .......................................................................... 372.7. DISPOSITIFS DE SECURITE ................................................. 39
3.1. PRECAUTIONS DE SECURITE .............................................. 413.2 RISQUES RESIDUELS ............................................................ 493.3. SIGNALISATIONS DE SECURITE ET D’INFORMATION ..... 51
4.1. LEVAGE ET DECHARGEMENT ............................................. 534.2. EMPLACEMENT POUR L’INSTALLATION -
CARACTERISTIQUES ............................................................. 554.3. INSTALLATION PARTIES DÉMONTÉES
- INTRODUCTION.................................................................... 574.3.1 Roues de deplacement - Montage ........................................... 574.3.2. Bâti d’équerre Installation ........................................................ 594.3.3 Règle téléscopique - Installation .............................................. 594.3.4 Dispositif pour les coupes angulaires - installation ................. 614.3.5 Rallonge de la table de travail - Installation ............................ 634.3.6 Groupe blocage bois - (seulement chariot L=2250-2600-2800)
Installation ................................................................................ 634.3.7 Petite table à tenonner et Protection - Installation .................. 634.3.8 Support guide - Installation ...................................................... 654.3.9 Mortaiseuse - Installation ......................................................... 654.3.10Protections - Installation .......................................................... 674.3.11Ensemble inciseur - Installation ............................................... 694.4. BRANCHEMENT ELECTRIQUE ............................................. 734.5. ASPIRATION DES COPEAUX ................................................ 77
5.1. OUTILS - MONTAGE ET REGLAGE ...................................... 815.1.1 Arbre toupie interchangeable - Montage ................................. 815.1.2 Fraises - Montage .................................................................... 835.1.3 Fraises (version pour arbre à pince) - Montage ...................... 855.1.4 Toupie - Soulèvement et inclinaison ....................................... 895.1.5 Scie circulaire - réglage ........................................................... 915.1.5.1 Version standard ..................................................................... 915.1.5.2 Version avec " DADO SET " ................................................. 935.1.6 Graveur-montage ....................................................................... 975.1.7 Inciseur - réglage ...................................................................... 975.1.8 Groupe scie - montée et inclinaison ........................................ 995.1.9 Mèches pour mandrin - montage ............................................. 995.1.10 Couteaux - montage .............................................................. 1015.2. TABLES DE DEGAUCHIS-SAGE - REGLAGE .................... 1035.3. RABOTEUSE - REGLAGES .................................................. 1055.4. GUIDE SCIE - REGLAGE ...................................................... 1075.5. GUIDE BORD - REGLAGE .................................................... 1075.6. GUIDE TOUPIE - REGLAGE ................................................. 1095.7. CHANGEMENT DE LA VITESSE DE L’ARBRE TOUPIE .... 1135.7.1 Sélection de la vitesse de l'arbre ........................................... 115
6.1. TABLEAU DE COMMANDE .................................................. 1216.1.1 Fonctions de commande ........................................................ 1216.1.2 Mise en marche de la machine .............................................. 1236.1.2.1 Version standard ................................................................... 1236.1.2.2 Version U.S.A. et CANADA.................................................. 1256.1.3 Arret de la machine ................................................................ 1256.1.4 Arret d'urgence ....................................................................... 1256.2 DEGAUCHISSAGE ................................................................ 1276.2.1 Protection de la raboteuse ..................................................... 1296.3. RABOTAGE ............................................................................ 1316.4. USINAGE AVEC SCIE CIRCULAIRE ................................... 1356.4.1 Usinage avec le chariot .......................................................... 1356.4.2 Usinage avec guide parallèle ................................................. 1396.4.3 Utilisation correcte des lames ................................................ 1416.5. TRAVAIL AVEC TOUPIE ....................................................... 1436.6 TRAVAIL AVEC LA MORTAISEUSE .................................... 153
7.1. COURROIES TRAPEZOIDA-LES - REMPLACEMENTET MISE SOUS TENSION .................................................... 157
7.1.1 Courroie de commande de l’arbre porte-fers ........................ 1597.1.2 Courroies de transmission scie et inciseur ........................... 1597.1.3 Courroie de commande de l’arbre de la toupie ..................... 1617.2. VERIFICATION DES DISPOSITIFS DE SECURITE ............ 1617.3. NETTOYAGE GENERAL ....................................................... 1617.4 GRAISSAGE GENERAL ........................................................ 1637.5 REMPLACEMENT ET DESTRUCTION ................................ 163
8.1. DEFAUTS, CAUSE, REMEDES ........................................ 167
DONNEES TECHNIQUES2.
INSTALLATION4.
PRECAUTIONS DE SECURITE(TRAVAILLER EN SECURITE)3.
FRANÇAIS
6. NORMES POUR LE FONCTIONNEMENT
7. NORMES POUR L'ENTRETIEN
GUIDE POUR LA RECHERCHE DES ANOMALIES8.
www.bricose
rgio.it

- 7 -
5.1. HERRAMIENTAS - MONTAJE Y REGULACION ................... 815.1.1 Eje tupí intercambiable - Montaje ............................................ 815.1.2 Fresas- Montaje ........................................................................ 835.1.3 Fresas (versión para eje con pinza) - Montaje. ...................... 855.1.4 Buriladora – Elevación e inclinación ........................................ 895.1.5 Sierra circular - montaje ........................................................... 915.1.5.1 Versión estándar ..................................................................... 915.1.5.2 Versión con " DADO SET" ..................................................... 935.1.6 Tallador - montaje ...................................................................... 975.1.7 Tallador - ajuste ........................................................................ 975.1.8 Grupo sierra – elevación e inclinación .................................... 995.1.9 Brocas para mandril - montaje ................................................. 995.1.10.Cuchillas-montaje .................................................................. 1015.2. PLANOS A RAS - REGULACION .......................................... 1035.3. CEPILLO DE ESPESOR - REGULACION ............................ 1055.4. GUIA SIERRA - REGULACION ............................................. 1075.5. GUÍA HILO - REGULACION .................................................. 1075.6. GUÍAS TUPÍ - AJUSTE .......................................................... 1095.7. CAMBIO DE VELOCIDAD ÁRBOL TUPÍ .............................. 1135.7.1 Elección velocidad árbol ........................................................ 115
6.1. TABLERO DE MANDOS ........................................................ 1216.1.1 Funciones de control .............................................................. 1216.1.2 Arranque de la maquina ......................................................... 1236.1.2.1 Versión estándar ................................................................. 1236.1.2.2 Versión U.S.A. y CANADA ................................................... 1256.1.3 Parada de la maquina ............................................................ 1256.1.4 Parada de emergencia ........................................................... 1256.2. ACEPILLADURA CONTRA HILO .......................................... 1276.2.1 Protección cepillo ................................................................... 1296.3. ACEPILLADURA DE REGRUESAR ..................................... 1316.4. SIERRA CIRCULAR ............................................................... 1356.4.1 Elaboraciones con el vagón ................................................... 1356.4.2 Elaboración con guía paralela ............................................... 1396.4.3 Uso correcto de las hojas circulares ..................................... 1416.5. TRABAJOS EN LA TUPÍ ........................................................ 1436.6. TRABAJOS CON LA RANURADORA ................................... 153
7.1. CORREAS TRAPEZOIDALES - SUSTITUCIONY TENSION ............................................................................ 157
7.1.1 Correa de comando árbol cepillo ........................................... 1597.1.2 Correas de transmisión sierra y tallador ............................... 1597.1.3 Correa de comando árbol tupí ............................................... 1617.2. COMPROBACION DISPOSITIVOS DE SEGURIDAD ......... 1617.3. LIMPIEZA GENERAL ............................................................. 1617.4. LUBRICACION GENERAL .................................................... 1637.5. SUSTITUCION Y ELIMINACION ...................................... 163
8.1. POSIBLES INCONVENIENTES, CAUSAS, REMEDIOS ............................................................................................... 167
INDICE ESPAÑOL
1.1. FINALIDAD DEL MANUAL .................................................... 111.2. IDENTIFICACION DEL FABRICANTE Y DE LA MAQUIN .. 131.3. NOTAS IMPORTANTES SOBRE LA ASISTENCIA ............. 13
2.1. DESCRIPCION DE LA MAQUINA ........................................... 172.2. CONDICIONES DE UTILIZACION PREVISTAS Y
CONTRAINDICACIONES ........................................................ 192.3. CARACTERISTICAS TECNICAS DIMENSIONES
TOTALES ................................................................................. 212.4. PUESTO DE TRABAJO ........................................................... 332.5. NIVEL DE RUIDO ..................................................................... 332.6. POLVOS EMITIDOS ................................................................ 372.7. DISPOSITIVOS DE SEGURIDAD ........................................... 39
3.1. ADVERTENCIAS DE SEGURIDAD ........................................ 413.2 RIESGOS RESIDUOS ............................................................. 493.3. SEÑALES DE SEGURIDAD E INFORMACIÓN ..................... 51
4.1. ELEVACION Y DESCARGA .................................................... 534.2. ZONA DE INSTALACION - CARACTERISTICAS .................. 554.3. INSTALACION DE LAS PARTES DESMONTADAS -
INTRODUCCION ..................................................................... 574.3.1 Ruedas de desplazamiento - Montaje ..................................... 574.3.2. Bastidor en ángulo recto - Instalacion ..................................... 594.3.3 Regla telescópica - Instalación ................................................ 594.3.4 Dispositivo cortes angulados - instalacion .............................. 614.3.5 Extensión mesa de trabajo - Instalación ................................. 634.3.6 Grupo de retención madera (sólo con vagón de L=2250-2600-
2800) - Instalación .................................................................... 634.3.7 Plano para ensamble de espiga y caja y Protección -
Instalación ................................................................................ 634.3.8 Soporte guía - Instalacion ........................................................ 654.3.9 Mortajadora - Instalacion ......................................................... 654.3.10Protecciones - Instalación Protección cepillo ......................... 674.3.11Grupo tallador - Instalacion ...................................................... 694.4. CONEXION ELECTRICA ......................................................... 734.5. ASPIRACION DE VIRUTAS .................................................... 77
INFORMACIONES GENERALES1. 5. NORMAS PARA LA PUESTA A PUNTO
ESPECIFICACIONES TECNICAS2.
PRECAUCIONES DE SEGURIDAD(MEDIDAS PARA UN TRABAJO SEGURO)3.
4. INSTALACION
EXIGENCIAS PARA EL MANTENIMIENTO7.
8. GUIA PARA BUSCAR LAS AVERIAS
NORMAS DE FUNCIONAMIENTO6.
www.bricose
rgio.it

1.INFORMAZIONI GENERALI • GENERAL INFORMATION
ENGLISHITALIANO
- 8 -
Carefully consult this manualbefore doing any adjustment or
maintenance services.
1.1. PURPOSE OF THISMANUAL
This manual has been drawn upby the manufacturer and is en-closed with the machine(1).The information contained is in-tended for skilled operators(2).
This manual defines the purposefor which the machine has beenmanufactured and contains all thenecessary information for safe,correct use.
Constant observance of theinstructions contained in thismanual increases the level ofsafety of the operator and themachine, guaranteeing a longeroperating life.
To facilitate its reading, it has beendivided into sections pointing outthe most important operations. Fora quick research of the topics, it isrecommended to consult the index.
To better stress the importance ofsome basic passages, they havebeen written in heavy type andmarked by some precedingsymbols:
Indicates
imminent risks which may causeserious injury to the operator orother persons. Be careful andscrupulously follow theinstructions.
A statement
advising of the need to take carelest serious consequences resultin harm to material items such asthe asset or the product.
(1) La definizione macchina, sostituisce la deno-minazione commerciale a cui fa riferimento ilmanuale in oggetto (vedi copertina).
(2) Sono le persone in possesso di esperienza,preparazione tecnica, conoscenza normativa elegislativa, in grado di svolgere le attività neces-sarie ed in grado di riconoscere ed evitare pos-sibili pericoli nell'eseguire la movimentazione,l'installazione, l'uso e la manutenzione della mac-china.
(1) The word “machine” replaces the commercialdenomination which this manual refers to (seethe cover).
(2) Only experienced people having the propertechnical ability and knowledge of the regulationsand laws will be able to carry out the necessaryoperations and to identify and avoid possibledamages during handling, installation, operationand maintenance of the machine.
Consultare attentamente questomanuale prima di procedere a
qualsiasi intervento sullamacchina.
1.1. SCOPO DEL MANUALE
Questo manuale è stato redattodal Costruttore e costituisce parteintegrante del corredo della mac-china(1).Le informazioni contenute sono di-rette a personale qualificato(2).
Il manuale definisce lo scopo percui la macchina è stata costruita econtiene tutte le informazioni ne-cessarie per garantirne un uso si-curo e corretto.
La costante osservanza delle indi-cazioni in esso contenute aumen-ta il livello di sicurezza dell’uomoe della macchina, garantendo unapiù lunga durata di funzionamentodella macchina stessa.
Per facilitarne la consultazione,esso è stato suddiviso in sezioniche ne identificano i concetti prin-cipali; per una ricerca rapida degliargomenti consultare l'indice de-scrittivo.
I testi da non trascurare, sono sta-ti evidenziati in grassetto e prece-duti da simboli quì di seguitoillustrati e definiti.
Indica pe-
ricoli imminenti che potrebberoprovocare gravi lesioni all'operato-re o ad altre persone; è necessa-rio prestare attenzione e seguirescrupolosamente le indicazioni.
Indica che è
nesessario prestare attenzione alfine di non incorrere in serie con-seguenze che potrebbero portareal danneggiamento di beni mate-riali, quali le risorse o il prodotto.
www.bricose
rgio.it

- 9 -
1.ESPAÑOLFRANÇAISDEUTSCH
ALLGEMEINE INFORMATIONEN • INFORMATIONS GENERALESINFORMACIONES GENERALES
(1) Die Bezeichnung “Maschine” ersetzt die üblicheHandelsbezeichnung des Gegenstandes, auf den sichdieses Anleitungsheft bezieht (siehe Deckblatt).
(2) Dabei handelt es sich um Personal, das aufgrundvon Erfahrung, technischer Vorbereitung undKenntnissen der Gesetzesvorschriften in der Lage ist,die notwendigen Arbeiten durchzuführen und beimBetrieb, bei der Aufstellung, beim Gebrauch und beider Wartung der Maschine möglicheGefahrensituationen erkennt und vermeidet.
(1) La définition “machine” remplace celle commer-ciale à laquelle on fait référence dans ce manuel(voir couverture).
(2) Sont des personnes entraînées et avec une préparationtechnique, ainsi qu’une connaissance des normes et deslois à même d’accomplir les opérations nécessaires, deconnaître et donc d’éviter de possibles danger pendant lamanutention, l’installation, l’emploi et l’entretien de lamachine même.
(1) La definición “máquina” sustituye la denominacióncomercial a la cual hace referencia este manual (verla cubierta).
(2) Son las personas que poseen la experiencia,preparación técnica, conocimiento de las normas yleyes, que pueden efectuar las actividades necesariasy que pueden reconocer y evitar posibles peligrosdurante las operaciones de maniobra, instalación,uso y mantenimiento de la máquina.
Bevor man Eingriffe an derMaschine vornimmt, ist diesesHandbuch sorgfältig zu lesen.
1.1. ZWECK DES HANDBUCHS
Dieses Handbuch wurde vom Herstel-ler verfaßt und ist fester Bestandteilder Maschinenausstattung(1).Die in diesem Handbuch enthaltenenInformationen sind für den Fachmannbestimmt.
Das Handbuch legt den Bestimmungs-zweck der Maschine fest und enthältalle erforderlichen Informationen zuderen sicheren und richtigen Benutzung.
Die ständige Beachtung der in diesemHandbuch enthaltenen Hinweise gewähr-leistet die Sicherheit von Personen undder Maschine, einen wirtschaftlichenBetrieb sowie eine längere Lebensdauerder Maschine.
Zur besseren Übersichtlichkeit istdieses Handbuch in Abschnitte unter-teilt, in denen die wichtigsten Themenbehandelt werden. Das Inhaltsverzeich-nis erlaubt eine schnelle Übersicht zuden einzelnen Themen.
Wichtige Textstellen sind fett gedrucktund stehen hinter den folgendenSymbolen.
Zeigt Gefahren
an, die schwere Verletzungen desBenutzers sowie anderer Personenverursachen können; es muss mitVorsicht vorgegangen werden und dieAnweisungen müssen genau befolgtwerden.
Zeigt an, dass
man vorsichtig sein muss, um keineernsthaften Gefahren hervorzurufen,die zur Beschädigung von materiellenGütern wie den Rohmaterialien oderdem Produkt führen könnten.
Lire ce manuel avec attention avantd’effectuer n’importe quelleopération sur la machine.
1.1. BUT DU MANUEL
Ce manuel a été rédigé par la maisonconstructrice et fait partie intégrantedes pièces livrées avec la machine(1).Les renseignements y contenus s’adres-sent à du personnel qualifié(2).
Ce manuel indique le but pour lequelcette machine a été construite et donnetous les renseignements nécessairespour que son emploi soit sûr et cor-rect.
Le respect scrupuleux des normes ycontenues garantit la sécurité del’utilisateur et de la machine et permetd’obtenir une certaine économie deservice et une plus longue durée devie de la machine.
Pour en faciliter la consultation, cemanuel a été divisé en sections,identifiant les sujets principaux. Pourune localisation rapide des sujetsconsulter l’index.
Pour mettre en évidence les parties dutexte à ne pas oublier, on les a misesen gras et précédées par les symbolesmontrés et définis ci de suite.
Signale des
dangers imminents qui pourraientblesser gravement l’ouvrier ou àd’autres personnes. Il faut faireattention et suivre scrupuleusement lesindications.
Indique qu’il
est nécessaire de faire la plus grandeattention afin de ne pas courir desrisques pouvant entraîner de gravesconséquences, ainsi quel’endommagement des biens matériels,tels que les ressources ou le produit.
Consultar detenidamente estemanual antes de efectuar cualquier
intervención en la máquina.
1.1. FINALIDAD DELMANUAL
Este manual ha sido redactado por elfabricante y representa parte integran-te de la máquina(1).Las informaciones contenidas estándirigidas a personal cualificado(2).
Este manual define la finalidad parala cual se ha construido esa máquinay contiene todas las informacionesnecesarias para garantizar un usoseguro y correcto.
La constante observancia de las nor-mas contenidas en el manual garanti-za la seguridad de los operadores yde la máquina, la economía de trabajoy una duración de funcionamiento dela máquina misma más larga.
Para facilitar la lectura, el manual hasido dividido en secciones quesubrayan los conceptos principales.Para una búsqueda rápida de losvarios asuntos, se aconseja consul-tar el índice.
Con el fin de poner en mayor evidencialos pasajes más importantes, ellos hansido escritos en letra negrita y estáncaracterizados por algunos símbolos quese ilustran y explican a continuación:
Indica peligros
inminentes que podrían provocar graveslesiones al operador o a otras personas;es necesario prestar atención y seguirescrupulosamente las indicaciones.
Indica que es
necesario tener cuidado con el fin de noacarrear consecuencias graves quepodrían causar el daño de bienesmateriales, tales como los recursos o elproducto.
www.bricose
rgio.it

1.INFORMAZIONI GENERALI • GENERAL INFORMATION
ENGLISHITALIANO
- 10 -
Indicazio-
ni di particolare importanza.
1.2. IDENTIFICAZIONECOSTRUTTORE EMACCHINA
La targa di identificazione (fig.1) èfissata sul basamento della mac-china e riporta i seguenti dati:
A - Identificazione del costruttoreB - Marchio commercialeC - Tipo macchinaD - Anno di produzioneE - Numero di serieF - Peso in kilogrammiG - Tensione nominale in voltH - Numero fasi (corrente alterna-
ta)I - Corrente nominale in ampereL - Frequenza elettrica in hertzM - Potere di interruzione di corto
circuito del dispositivo di pro-tezione in kiloampere
N - Numero schema elettricoO - Modello macchinaP - Composizione macchinaQ - Riferimento internoR - Designazione
Questi dati devono esseresempre precisati al costruttore
per informazioni, richiestericambi, ecc.
Important
information.
1.2. MANUFACTURER ANDMACHINEIDENTIFICATION
The identification plate (fig. 1) isfixed to the base of the machine andcarries the following data:
A - ManufacturerB - Merchandise markC - Machine typeD - Production yearE - Serial numberF - Weight (kg)G - Rated voltage (volt)H - Phases number (alternate
current)I - Rated current (ampere)L - Frequency (hertz)M - Short circuit breaking capacity
of the protective device (kA)N - Wiring diagram numberO - Machine modelP - Machine versionQ - Internal referencesR - Designation
Always specify this data to themanufacturer for any
information, request of spareparts, etc.
11
REF.
YEARMARCAMAKE
TYPETIPO
ANNO
Kg
MODELLO
U
I w.d.
V
kA
I A F Hzn
cc
n
COMP.
SCM INDUSTRIA S.p.A.Via Valdicella, n°7
47892 Gualdicciolo - Repubblica San Marino
DESIGNAZIONEDESIGNATION
MODEL
SERIAL N°
BECOGMP
A
IHN
DF
L
1TargaCE2010.eps
Q
R
www.bricose
rgio.it

- 11 -
1.ESPAÑOLFRANÇAISDEUTSCH
ALLGEMEINE INFORMATIONEN • INFORMATIONS GENERALESINFORMACIONES GENERALES
Besonders
wichtige Anweisungen.
1.2. IDENTIFIZIERUNG VONHERSTELLER UNDMASCHINE
Das Typenschild (Abb. 1) ist amUnterbau der Maschine angebrachtund weist die folgenden Daten auf:
A - Identifizierung des HerstellersB - HandelsmarkeC - MaschinentypD - HerstellungsjahrE - SeriennummerF - Gewicht (kg)G - Nennspannung (volt)H - Anzahl Phasen (Wechselstrom)I - Nennstrom (ampere)L - Frequenz (hertz)M - Kurzschlus- Schaltvermögen der
Schutzvorrichtung (kA)N - SchaltplannummerO - MaschinenmodellP - MaschinenausrüstungQ - InnenreferenzR - Designation
Diese Daten müssen demHersteller bei Anfragen,
Ersatzteilbestellungen usw. stetsangegeben werden.
Indica-tions
d’importance particulière.
1.2. IDENTIFICATION DUFABRICANT ET DE LAMACHINE
La plaque signalétique (fig. 1) est fixéesur le socle de la machine et contientles informations suivantes:A - Identification du fabricantB - Marque commercialeC - Type machineD - Année de productionE - Numéro de matriculeF - Poids en kilogrammesG - Tension nominale en voltH - Nombre phases (courant alternatif)I - Courant nominal en ampèresL - Fréquence électrique en HertzM - Pouvoir d’interruption de court
circuit du dispositif de protectionen kiloampères
N - Numéro schéma électriqueO - Modèle machineP - Composition machineQ - Référence interneR - Designation
Ces renseignements doiventtoujours être fournis au fabricant
pour toute demande d’informationset de pièces détachées, etc.
Indica-
ciones de importancia relevante.
1.2. IDENTIFICACION DELFABRICANTE Y DE LAMAQUIN (fig. 1)
La placa de identificación (fig. 1) estáen la base de la máquina y en ella seencuentran los datos siguientes:
A - Identificación del fabricanteB - Marca comercialC - Tipo maquinaD - Año de producciónE - Numero de serieF - Peso en kilogramosG - Tensión nominal en voltH - Numero fases (corriente
alternada)I - Corriente nominal en ampereL - Frecuencia electrica en hertzM - Poder de interrupción de corto
circuito del dispositivo deprotección in kiloamper
N - Numero esquema electricoO - Modelo máquinaP - Composición máquinaQ - Referencia internaR - Designation
Es necesario detallar siempreestos datos al fabricante en caso
de informes, pedido de repuestos,etc.
www.bricose
rgio.it

1.INFORMAZIONI GENERALI • GENERAL INFORMATION
ENGLISHITALIANO
- 12 -
1.3. RACCOMANDAZIONIPER L’ASSISTENZA
Nel redigere questo libretto abbia-mo preso in considerazione tuttele operazioni che rientrano nellaconsuetudine della normale manu-tenzione.
Raccomandiamo di non eseguirealcuna riparazione o intervento nonindicati in questo manuale.Tuttequelle operazioni che richiedonosmontaggio di parti, vanno affida-te al personale tecnico autorizza-to.
Per l’impiego corretto della mac-china seguire le istruzioni di que-sto manuale.
Solo personale addestrato edautorizzato può usare la
macchina ed eseguireoperazioni di manutenzione,
dopo aver letto questomanuale.
Osservare le normeantinfortunistiche, le regole di
sicurezza generale e dellamedicina del lavoro.
Per informazioni riguardantispecificatamente l’impianto elettri-co fornire i dati riportati sullatarghetta di fig. 2 situata nella par-te interna dello sportello di acces-so al vano elettrico.
Legenda (fig. 2)
A - Ditta che ha eseguito l’impian-to elettrico.
B - Data di costruzione dellacentralina elettrica.
C - Numero distinta componentielettrici.
D - Numero schema elettrico.E - Tensione di rete alimentazio-
ne macchina (V).F - Tensione di alimentazione cir-
cuiti ausiliari (V).G - Tensione di alimentazione fre-
no motore (V).H - Frequenza elettrica in Hz.I - Potenza assorbita dalla mac-
china.L - Tipo macchina.
1.3. CUSTOMER SERVICERECOMMENDATIONS
Any operation concerning routinemaintenance has been taken intoaccount while compiling thismanual.
Never carry out any repair oroperations which have not beenmentioned in this manual. Applyto skilled and authorized technicalstaff to carry out any operationdealing with parts disassembly.
Keep to the instructions containedin this manual for the correct useof the machine.
Only skilled and authorizedstaff shall use and service the
machine after reading thismanual.
Respect the accident-prevention regulations and the
general safety and industrialmedicine rules.
As for information concerning theelectric system, detail the dataindicated on the plate of fig. 2,located inside the electric systemaccess door.
Legend (fig. 2)
A - Firm which carried out theelectric system
B - Electric control unitmanufacturing date.
C - Electrical components billnumber.
D - Wiring diagram number.E - Machine supply voltage (V).F - Auxiliary circuits supply
voltage (V).G - Motor brake supply voltage (V).H - Electric frequency in Hz.I - Power absorbed from the
machine.
L - Machine type.
A BC D
I LE F G H
2009_064_0.tifwww.bricose
rgio.it

- 13 -
1.ESPAÑOLFRANÇAISDEUTSCH
ALLGEMEINE INFORMATIONEN • INFORMATIONS GENERALESINFORMACIONES GENERALES
1.3. RATSCHLÄGE FÜR DENKUNDENDIENST
Bei der Erstellung dieses Handbuchswurden alle Vorgänge berücksichtigt,die zu den “normale Wartungsarbeiten”gehören.
Es dürfen keine Reparaturen und Ein-griffe vorgenommen werden, die nichtim vorliegenden Handbuch angeführtsind. Alle Eingriffe, die eineDemontage von Teilen erforderlichmachen, müssen technischem Fach-personal anvertraut werden.
Für den richtigen Gebrauch der Ma-schine müssen die Anleitungen die-ses Handbuchs befolgt werden.
Nur eingeschultes und autorisiertesFachpersonal darf - nach dem
Lesen des Handbuchs - dieMaschine verwenden und
Wartungsarbeiten ausführen.Beachten Sie die
Unfallverhütungsvorschriften sowiedie allgemeinen undarbeitsmedizinischen
Sicherheitsvorschriften.
Für Informationen bezüglich der elektri-schen Anlage müssen die auf demSchild (Abb. 2) aufgedruckten Datenangegeben werden. Das Schild befin-det sich auf der Innenseite der Zugangs-tür zum elektrischen Fach.
Legende (Abb. 2)
A - Firma, die die elektrische Anlagedurchgeführt hat.
B - Herstellungsdatum deselektrischen Steuergehäuses.
C - Nr. der Liste für elektrischeKomponenten.
D - Nummer des elektrischenSchaltplans.
E - Maschinenzufuhr-Netz spannung(V).
F - Hilfskreis-Zufuhr spannung (V).G - Motorbremsen Zufuhrspannung
(V).H - Elektrische Frequenz in Hz.I - Von der Maschine aufgenommene
Leistung.L - Maschinen-Typ.
1.3. RECOMMANDATIONS POURL’ASSISTANCE
Dans la rédaction de ce livret, on apris en considération toutes lesopérations faisant partie de l’entretiende routine.
Il est donc recommandé de n’effectueraucune réparation ni opération non-indiquées dans ce manuel. Toutes lesopérations demandant le démontagedes parties, doivent être effectuées pardu personnel technique autorisé.
Pour l’emploi correct de la machine,suivre attentivement les instructionsdonnées dans le présent livret.
Cette machine ne peut être utilisée nientretenue que par du personnel
spécialisé et autorisé, après avoir luce manuel.
Respecter les normes contre lesaccidents, les consignes générales
de sécurité et de la médecine dutravail.
Pour les informations concernantnotamment l’installation électrique,fournir les données sur la plaquette enfig. 2, située à l’intérieur de la ported’accès à l’armoire électrique.
Legende (fig. 2)
A - Entreprise qui a effectuél’installation électrique.
B - Date de fabrication du coffretélectrique.
C - N. de liste des composantsélectriques.
D - N. de schéma de câblage.E - Tension secteur pour
l’alimentation de la machine(V).
F - Tension d’alimentation circuitsauxiliaires (V).
G - Tension d’alimentation freinmoteur (V).
H - Fréquence électrique en Hz.I - Puissance absorbée.L - Modèle de machine
1.3. NOTAS IMPORTANTESSOBRE LA ASISTENCIA
Durante la redacción de este manualse han tomado en cuenta todas laoperaciones relativas al mantenimien-to rutinario.Se recomienda no efectuar cualquierreparación o operación no menciona-da en este manual. Solamente elpersonal técnico autorizado podrácuidar todas las operaciones relati-vas al desmontaje de las piezas.Para un uso correcto de la máquina,atenerse a las instrucciones indica-das en este manual.
Solamente el personal autorizadoy que tenga la formación
adecuada puede usar la máquinay prestar el servicio de
mantenimiento, después de haberleido este manual.
Observar las normas deprevención de accidentes, las
reglas de seguridad general y lasde la medicina del trabajo.
Para todos los informes relativos a lainstalación eléctrica, detallar los datosindicados sobre la placa (fig. 2) puestaen la parte interior del portillo deacceso a los componentes eléctricos.
Leyenda (fig. 2)
A. Empresa que ha efectuado lainstalación eléctrica.
B Fecha de fabricación de la caja demandos eléctricos.
C Número lista componentes eléc-tricos.
D Número del diagrama de conexio-nes.
E Tensión de alimentación máqui-na (V).
F Tensión de alimentación circuitosauxiliares (V).
G Tensión de alimentación freno mo-tor (V).
H Frecuencia eléctrica in Hz.I Potencia absorbida por la máqui-
na.L Tipo de máquina.
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 14 -
2.
2.1. DESCRIPTION OF THEMACHINE (fig. 1)
The machine is a universal com-bined 6-working cycle machine.Available in two different versionswith fixed or inclinable router,respectively, and sliding wagon of1600mm, 2250mm, 2600mm or2800mm (the 2800mm is onlyavailable in the tilting version).Upon requets, the saw unit is setup for mounting "dado set" typeblades.Main components:A - Surfacing tablesB - Thicknessing tablesC - SlotterD - Buzz planerE - Surface sawF - Saw assemblyG - Moulder unitH - Square up frameI - Reversible stopsL - Wagon-type aluminium slideM - Telescopic ruleN - PresserO - Control boardP - Wood thrustQ - Device for angled cutsR - Working table extensionS - Wood stop unitT - Router inclinationU - Router liftingV - Saw inclinationZ - Saw liftingY - "Dado set"
2.1. DESCRIZIONE DELLAMACCHINA (fig. 1)
La macchina è una combinata uni-versale a 6 lavorazioni. E' disponi-bile in due diverse versionirispettivamente con toupie fissa oinclinabile e vagone scorrevole da1600mm, 2250mm, 2600mm o2800mm (il 2800 mm e' disponibi-le solo nella versione inclinabile).Il gruppo sega su richiesta e' pre-disposto per il montaggio dellelame tipo "dado set".Organi principali:A - Pialla a filoB - Pialla a spessoreC - CavatriceD - Guida filoE - Guida segaF - Gruppo segaG - Gruppo toupieH - Telaio di squadroI - Battute reversibiliL - Carro vagone in alluminioM - Riga telescopicaN - PressoreO - Quadro comandiP - SpingilegnoQ - Dispositivo tagli angolatiR - Prolunga piano di lavoroS - Gruppo fermo legnoT - Inclinazione toupieU - Sollevamento toupieV - Inclinazione segaZ - Sollevamento segaY - "Dado set"
T N
1
U
P Q
M
HV
028_087_1.tif
P
F
S
R
O
GD C
B
U
EA
Z
I
I
L
Y
www.bricose
rgio.it

- 15 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
2.1. MASCHINENBESCHREIBUNG (Abb. 1)
Die Maschine ist eine Universalmaschi-ne, die 6 Bearbeitungsvorgängemöglich macht. Sie ist in zweiverschiedenen Versionen mit einerfester bzw. neigbarer Toupie und einem1600mm, 2250mm, 2600mm oder2800mm (mit 2800 mm nur in neigbarerVersion erhältlich), großem Gleitwagenerhältlich. Die Sägegruppe wird aufWunsch zur Montage der Klingen vomTyp "Set Dado" ausgestattet.Hauptsächliche Organe:A - AbrichthobelB - DickenhobelC - LanglochbohrerD - SägenführungE - ZusätzlicheF - SägengruppeG - FräsengruppeH - WinkelrahmenI - Reversible AnschlägeL - Aluminium-KastenwagenM - TeleskopschieneN - DruckstückO - SteuertafelP - HolzschieberQ - Vorrichtung für WinkelschnitteR - Arbeitsflächen-VerlängerungS - HolzfeststellgruppeT - Neigen der ToupieU - Anheben der ToupieV - Schrägstellen der SägeZ - Anheben der SägeY - "Set Dado"
2.1. DESCRIPTION DE LAMACHINE (fig. 1)
La machine est une machine combinéeuniverselle à 6 usinages.Disponible en deux versions différentes,respectivement avec toupie fixe ouinclinable et wagon coulissant de1600mm, 2250mm, 2600mm ou 2800mm (le 2800 mm est disponible dans laversion inclinable seulement).L'ensemble scie est prévu pour le mon-tage des lames du type " dado set " surdemande.Organes principaux:A - DégauchisseuseB - RaboteuseC - MortaiseuseD - Guide bordE - Guide scieF - Ensemble scieG - Groupe toupieH - Bâti d’équerreI - Butées réversiblesL - Chariot extractible en aluminiumM - Règle télescopiqueN - PresseurO - Tableau de commandeP - Pousse-boisQ - Dispositif des coupes d’angleR - Rallonge de la table de travailS - Groupe blocage boisT - Inclinaison toupieU - Soulèvement toupieV - Inclinaison scieZ - Montée scieY - "Dado set"
2.1. DESCRIPCION DE LAMAQUINA (fig. 1)
La máquina es una combinadauniversal con 6 ciclos de trabajo.Disponible en dos versionesdiferentes con buriladora fija oinclinable respectivamente, y vagóndeslizante de 1600 mm 2250mm,2600mm o 2800mm (el 2800 mm estádisponible sólo en la versióninclinable). A petición, el grupo sierraestá preparado para el montaje deljuego de hojas del tipo "dado set".Organos principales:A - Cepillo a rasB - Cepillo de espesorC - RanuradoraD - Guía hiloE - Guía sierraF - Grupo sierraG - Grupo tupíH - Bastidor en ángulo rectoI - Topes reversiblesL - Carro-vagón aluminioM - Regla telescópicaN - PrensadorO - Tablero de mandosP - Elemento de empujeQ - Dispositivo cortes angularesR - Extensión mesa de trabajoS - Grupo de retención maderaT - Inclinación de buriladoraU - Elevación de buriladoraV - Inclinación sierraZ - Elevación sierraY - "Dado set"
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 16 -
2.2.2. CONDIZIONI PREVISTE
D’UTILIZZO ECONTROINDICAZIONI
Questa macchina é stata proget-tata per tagliare, squadrare,fresare, tenonare, forare e piallareil legno massello, i pannelli di fi-bra, i truciolari, i compensati epaniforte rivestiti e non.
I materiali diversi da quelli citatiqui sopra non essendo assimilatial legno sono di conseguenza vie-tati; i danni provocati da una lorolavorazione vedrebbero come uni-co responsabile l’utilizzatore.
La macchina è stata progettata perimpiegare esclusivamente utensi-li conformi alla norma EN 847-1,adatti per il tipo di materiale usatoe per l’avanzamento manuale.
Collegare sempre la macchina al-l’impianto di aspirazione che deveessere sufficientementedimensionato (vedi cap.4).
E' vietato l'utilizzo della macchinasenza aver installato correttamen-te le protezioni.
E' vietato l'utilizzo di un trascinatorein quanto la macchina non è predi-sposta elettricamente.
Seguire scrupolosamente le pre-cauzioni per la sicurezza indicatenel capitolo 3.
E' vietato eseguire modifiche allamacchina.
Per i danni che ne derivano daun’uso improprio l’unico
responsabile è l’utilizzatore.
2.2. OPERATINGCONDITIONS ANDCONTRARY DIRECTIONS
This machine has been designedfor cutting, squaring, milling,tenoning, drilling and thicknessingsolid wood, fiber boards, chipboardpanels, ply-wood and laminboard,coated and non-coated.
Materials different from those quotedabove, since dissimilar to wood, arethus prohibited: the user is solelyresponsible for any damage causedby machining such materials.
The machine has been designedto be used exclusively with EN847-1 compliant tools, suitable forthe type of material used and formanual feeding.
Always connect the machine to asufficiently dimensioned suctionsystem (see Chapter 4).
It is prohibited to use the machinewithout having properly installedthe protections.
Use of a driver is prohibited since themachine is not electrically set up.
Scrupulously follow theprecautions for safety indicated inChapter 3.
It is prohibited to make anymodifications to the machine.
For damages deriving fromimproper use the user is solely
responsible.
www.bricose
rgio.it

- 17 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
2.2. VORGESEHENEGEBRAUCHS-BEDINGUNGEN UNDGEGENANWEISUNGEN
Diese Maschine ist zum Schneiden undAbkanten von Massivholz, Faserplatten,Spanplatten, Sperrholz undbeschichteten oder nicht beschichtetenSpanholz-platten geplant worden.
Andere als die oben genannten Mate-rialien dürfen nicht bearbeitet wer-den, da sie nicht zur Gruppe derHolzwerkstoffe gehören. Für die beiihrer Bearbeitung entstehendenSchäden ist ausschliesslich derBenutzer verantwortlich.
Die Maschine darf ausschliesslich mitWerkzeugen ausgestattet werden,die der Norm EN 847-1 entsprechen,dem zu bearbeitenden Materialangemessen und für manuellenVorschub konzipiert sind.
Maschine stets an eine ausreichendbemessene Absauganlageanschliessen (siehe Kap.4).
Die Maschine darf ausschließlich mitnormgemäß installierten Schutzvorrich-tungen verwendet werden.
Die Benutzung eines Mitnehmers istuntersagt, da die Maschine elektrischnicht dafür ausgestattet ist.
Es sind unbedingt die im Kapitel 3angeführten Vorsichts-maßnahmenzu treffen.
Jedwede Änderungen an der Maschi-ne ist unzulässig.
Für die durch unsachgemässenGebrauch entstehenden Schädenist ausschliesslich der Benutzer
verantwortlich.
2.2. CONDITIONS PREVUESD’EMPLOI ET CONTRE-INDICATIONS
Cette machine a été conçue pour couperet équarrir le bois massif, les panneauxde fibres, les panneaux agglomérés decopeaux, les contre-plaqués, lespanneaux lamellés avec ou sansrevêtement.
Des matériaux différents de ceux énu-mérés ci-dessus, ne peuvent être assi-milés au bois et sont donc interdits; lesdétériorations causées par leur usinageseraient entièrement à la charge de l’utilisateur.
La machine a été conçue pour utiliserexclusivement des outils conformes à lanorme EN 847-1, adaptés pour le typede matériau utilisé et pour l’avancementen manuel.
Il faut toujours connecter la machine àl’installation d’aspiration qui doit êtresuffisamment dimensionnée (voirchap.4).
Il est interdit d’utiliser la machine si lesprotections ne sont pas installéescorrectement.
Il est interdit d’utiliser un systèmed’entraînement lorsque la machine n’estpas préparée électriquement.
Respecter scrupuleusement lesconsignes de sécurité figurant auchapitre 3.
Il est interdit d’effectuer des modifica-tions sur la machine.
Pour les dommages découlant d’unemauvaise utilisation, seul l’utilisateur
est responsable.
2.2. CONDICIONES DEUTILIZACION PREVISTAS YCONTRAINDICACIONES
Esta máquina ha sido proyectada paracortar, escuadrar, fresar, ejecutarensambles de espiga y caja, taladrar ycepillar duramen, paneles de fibra,tableros regenerados, maderacontrachapada y tableros enlistonadoscon o sin revestimiento.
Los materiales no mencionadosanteriormente, no siendo símiles a lamadera, están prohibidos para suelaboración con la máquina; el usua-rio es el único responsable de losdaños provocados por suelaboración.
La máquina ha sido proyectada parael uso exclusivo de herramientasconformes a la norma EN 847-1, aptaspara el tipo de material elaborado ypara el avance manual.
Conectar siempre la máquina alequipo de aspiración, que debe serde las dimensiones suficientes (véasecap.4).
Está prohibido el uso de la máquinasin haber instalado correctamente lasprotecciones.
Está prohibida la utilización de unarrastrador ya que la máquina no estápredispuesta eléctricamente.
Seguir escrupulo-samente lasprecauciones de seguridad indicadasen el capítulo 3.
Se prohibe aportar modificaciones ala máquina.
El usuario es el único responsablede los daños provocados por unuso inapropiado de la máquina.
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 18 -
2.
2.3. SPECIFICATIONS
(OPT) = Optional device
Over-all dimensions
Machine with aluminiumwagon:
1600 mm ............................ fig.22250 mm ............................ fig.32600 mm ............................ fig.42800 mm ............................ fig.5
Work-table height .......... 900 mm
2.3. CARATTERISTICHETECNICHE
(OPT) = Dispositivo a richiesta
Dimensioni d'ingombro
Macchina con vagone inalluminio:1600 mm ............................ fig.22250 mm ............................ fig.32600 mm ............................ fig.42800 mm ............................ fig.5
Altezza pianodi lavoro ........................ 900 mm
Legenda • Legend • Legende • Legende • Leyenda
Versione con toupie inclinabileVersion with inclinable routerVersion mit neigbarer ToupieVersion avec toupie inclinableVersión con buriladora inclinable
Versione con toupie fissaVersion with fixed routerVersion mit fester ToupieVersion avec toupie fixeVersión con buriladora fija
2 3
5
1600 2250
2600
028.115.0.tif
028.003.1.tif
2800
4
1635
740740
1100
6001935
400
200
130
480
580
950
800
270
900
1440
1040
414
0
3990
1635
740740
1100
6002585
400
200
130
480
580
950
800
270
900
1440
1040
414
0
3990
1635
740740
1100
6503135
400
130
480
580
950
270
1100
1840
1290
4740
760
725
760
725
760
725
1845 1835 3850 3885
2195 2090 5255 5195
1635
740740
1100
6502935
400
200
130
480
580
950
800
270
1100
1840
1290
474
0
4590
760
725
2385 2265 5920 5870 6165
2485
www.bricose
rgio.it

- 19 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
2.3. TECHNISCHE DATEN
(OPT) = Vorrichtung auf Kundenwunsch
Ausmasse
Maschine mitAluminiumwagen:1600 mm ......................... Abb.22250 mm ......................... Abb.32600 mm ......................... Abb.42800 mm ......................... Abb.5Höhe desArbeitstisches ............... 900 mm
2.3. DONNEES TECHNIQUES
(OPT) = Dispositif optionnel
Cotes d'encombrement
Machine avec plate-formeen aluminium:1600 mm ............................ fig.22250 mm ............................ fig.32600 mm ............................ fig.42800 mm ............................ fig.5Hauteur de latable du travail .............. 900 mm
2.3. CARACTERISTICASTECNICAS
(OPT) = Dispositivo bajo pedido
Dimensiones totales
Máquina con vagónen aluminio:1600 mm ............................ fig.22250 mm ............................ fig.32600 mm ............................ fig.42800 mm ............................ fig.5
Altura mesa de trabajo . 900 mm
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 20 -
2.Saw
Saw blade- Maximum diameter .. ø 315 mm- Minimum diameter ... ø 250 mm- Hole diameter
Standard .................... ø 30 mm(USA-CANADA) ............. ø 5/8"
- Blade stop time ............. 9 sec.
Rotation speed...... ~ 4000 r.p.m.
Maximum cutting widthat guide ......................... 820 mm
Saw blade tilting ............. 90÷45°
Maximum cutting heightwith protection:
Standard version:
- height at 90° with blade:
Ø 315 mm .................. ~ 94 mmØ 300 mm .................. ~ 90 mmØ 250 mm .................. ~ 65 mm
- height at 45° with blade:
Ø 315 mm .................. ~ 65 mmØ 300 mm .................. ~ 62 mmØ 250 mm .................. ~ 45 mm
version with saw blade onmachine set up for "DADOSET":
- height at 90° with blade:
Ø 315 mm .................. ~ 80 mmØ 300 mm .................. ~ 76 mmØ 250 mm .................. ~ 51 mm
- height at 45° with blade:
Ø 315 mm .................. ~ 57 mmØ 300 mm .................. ~ 54 mmØ 250 mm .................. ~ 37 mm
Saw protection
Saw protection suctioncoupling ....................... ø 60 mm
Saw suction systemcoupling ..................... ø 120 mm
Sega
Lama sega- Diametro massimo .... ø 315mm- Diametro minimo ....... ø 250mm- Diametro foro
Standard ..................... ø 30 mm(USA-CANADA) ............. ø 5/8"
- Tempo arresto lama ........ 9 sec.
Velocitàdi rotazione ............ ~4000 g/min
Massima larghezza di taglioalla guida- Versione con
toupie fissa ................. 820 mm- Versione con
toupie inclinabile ......... 900 mm
Inclinazione lama sega ... 90÷45°
Massima altezza di taglio con pro-tezione:
versione standard:
- a 90° con lama:
Ø 315 mm .................. ~ 94 mmØ 300 mm .................. ~ 90 mmØ 250 mm .................. ~ 65 mm
- a 45° con lama:
Ø 315 mm .................. ~ 65 mmØ 300 mm .................. ~ 62 mmØ 250 mm .................. ~ 45 mm
versione con lama sega su mac-china predisposta per il "DADOSET":
- a 90° con lama:
Ø 315 mm .................. ~ 80 mmØ 300 mm .................. ~ 76 mmØ 250 mm .................. ~ 51 mm
- a 45° con lama:
Ø 315 mm .................. ~ 57 mmØ 300 mm .................. ~ 54 mmØ 250 mm .................. ~ 37 mm
Protezione sega
Attacco aspirazioneprotezione sega ........... ø 60 mm
Attacco aspirazionealla sega .................... ø 120 mm
www.bricose
rgio.it

- 21 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
Säge
Sägeblatt ohne Vortrenn- Max. Durchmesser ... ø 315 mm- Mindestdurchmesser .. ø 250 mm- Lochdurchmesser
Standard ..................... ø 30 mm(USA-CANADA) .............. ø 5/8"
- Sägeblatt-Stillstandzeit ... 9 Sek
Umlauf-geschwindigkeit ........~4000 U/min
Maximale Schnittbreite an der Füh-rung .............................. 820 mm
Neigung des Sägeblatts .. 90÷45°
Maximale Schnitthöhe mit Schutz-abdeckung nach -Norm:
Standardversion:
- bei 90° mit Sägeblatt:
Ø 315 mm .................. ~ 94 mmØ 300 mm .................. ~ 90 mmØ 250 mm .................. ~ 65 mm
- bei 45° mit Sägeblatt:
Ø 315 mm .................. ~ 65 mmØ 300 mm .................. ~ 62 mmØ 250 mm .................. ~ 45 mm
Version mit Sägeblatt an Maschi-ne für "SET DADO "
- bei 90° mit Sägeblatt:
Ø 315 mm .................. ~ 80 mmØ 300 mm .................. ~ 76 mmØ 250 mm .................. ~ 51 mm
- bei 45° mit Sägeblatt:
Ø 315 mm .................. ~ 57 mmØ 300 mm .................. ~ 54 mmØ 250 mm .................. ~ 37 mm
Sägenschutz
AbsaugstutzenSägenschutz................ ø 60 mm
Absaugungsanschlußan der Säge ............... ø 120 mm
Scie
Lame de la scie- Diamètre maximum ...... ø315 mm- Diamètre minimum ...... ø 250 mm- Diamètre trou
Standard ........................ ø 30 mm(USA-CANADA)................. ø 5/8"
- Temps d'arrêt lame ................ 9 s.
Vitesse de rotation . ~4000 tr/min
Largeur maximum de coupeau guide ........................ 820 mm
Inclinaison de la lamede la scie ........................ 90÷45°
Hauteur maximale de coupe avec pro-tection scie:
version standard :
- à 90° avec lame:
Ø 315 mm .................. ~ 94 mmØ 300 mm .................. ~ 90 mmØ 250 mm .................. ~ 65 mm
- à 45° avec lame:
Ø 315 mm .................. ~ 65 mmØ 300 mm .................. ~ 62 mmØ 250 mm .................. ~ 45 mm
version avec lame scie sur machineprévue pour l' " DADO SET "
- à 90° avec lame:
Ø 315 mm .................. ~ 80 mmØ 300 mm .................. ~ 76 mmØ 250 mm .................. ~ 51 mm
- à 45° avec lame:
Ø 315 mm .................. ~ 57 mmØ 300 mm .................. ~ 54 mmØ 250 mm .................. ~ 37 mm
Protection de la scie
Fixation aspiration protection scieø 60 mm
Connexion de l’aspirationà la scie ..................... ø 120 mm
Sierra
Hoja sierra- Diámetro máximo.... ø 315 mm- Diámetro mínimo: ... ø 250 mm- Diámetro orificio
Standard ................... ø 30 mm(USA-CANADA) ............ ø 5/8"
- Tiempo de detención hoia 9 seg.
Velocidad derotación ............... ~4000 rev/min
Anchura de corte máxima sobre laguía .............................. 820 mm
Inclinación hoja sierra ..... 90÷45°
Altura máxima de cortecon protección:
versión estándar:
- a 90° con hoja de:
Ø 315 mm .................. ~ 94 mmØ 300 mm .................. ~ 90 mmØ 250 mm .................. ~ 65 mm
- a 45° con hoja de:
Ø 315 mm .................. ~ 65 mmØ 300 mm .................. ~ 62 mmØ 250 mm .................. ~ 45 mm
versión con hoja sierra en máquinapreparada para el juego de hojas"DADO SET":
- a 90° con hoja de:
Ø 315 mm .................. ~ 80 mmØ 300 mm .................. ~ 76 mmØ 250 mm .................. ~ 51 mm
- a 45° con hoja de:
Ø 315 mm .................. ~ 57 mmØ 300 mm .................. ~ 54 mmØ 250 mm .................. ~ 37 mm
Protección sierra
Conexión aspiración protecciónsierraprotection scie ..... ø 60 mm
Conexión aspiracióna la sierra ................... ø 120 mm
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 22 -
2.Lame "DADO SET" (OPT)
- Diametro massimo ......................................... ø 203,2mm (8")
- Diametroforo ................ ø 15,9mm (5/8")
- Spessore massimogruppo lame ..........19mm (3/4")
- Massima larghezza di taglioalla guida ............ 820 mm (35")
- Massima altezzadi taglio ............ 35 mm (1" 3/8)
Pialla a spessore
Rullo trascinamento inentrata a denti elicoidali .. 30 mm
Dimensione pianospessore............... 585x310 mm
Velocità ditrascinamento ............... 7 m/min
Asportazione massima ..... 4 mm
Altezza utile di lavoro:minima.............................. 3 mmmassima ....................... 230 mm
Lunghezza minimadi lavoro ........................ 140 mm
Attacco aspirazione ... ø 120 mm
Pialla a filo
Albero pialla(con 3 coltelli) .............. ø 72 mm
3 coltelli HSS ............. 300x30x3Altezza minima coltelli .... 18 mm
Albero pialla tipo TERSA(con 3 coltelli) (OPT). .. ø 72 mm
Velocità di rotazionealbero .....................~5200 g/min
Tempo di arrestoalbero ............................... 9 sec.
Asportazione massima ..... 4 mm
Inclinazione guida ......... 90°- 45°
Attacco aspirazione ... ø 120 mm
Protezione a boomerang
"DADO SET" Blades (OPT)
- Maximum diameter ....................................... ø 203,2mm (8")
- Hole diameter..................... ø 15,9mm (5/8")
- Maximum thicknessfor blade unit ....... 19mm (3/4")
- Maximum cutting widthat guide ..............900 mm (35")
- Maximum cuttingheight .............. 35 mm (1" 3/8)
Thicknessing tables
Helical teethinlet driving roller ............. 30 mm
Thicknessing tabledimensions ........... 585x310 mm
Driving speed ................ 7 m/min
Maximum removal ............ 4 mm
Work height:minimum ........................... 3 mmmaximum ...................... 230 mm
Minimum workinglength ........................... 140 mm
Suction systemcoupling .................. Ø 120 mm
Surfacing tables
Cutterblock(with 3 blades) ............. ø 72 mm
3 HSS cutters ............. 300x30x3Minimum blade height ..... 18 mm
Cutterblock TERSA-type(with 3 knives) (OPT). .. ø 72 mm
Cutterblock rotationspeed.....................~5200r.p.m.
Shaft stop time ................ 9 sec.
Maximum removal ............ 4 mm
Fence tilting ....................90°,45°
Suction systemcoupling .................... Ø 120 mm
Boomerang-type protection
www.bricose
rgio.it

- 23 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
Klingen "SET DADO" (OPT)
- Max. Durchmesser ......................................... ø 203,2mm (8")
- Lochdurchmesser...................... ø 15,9mm (5/8")
- Maximale StärkeKlingengruppe .......19mm (3/4")
- Maximale Schnittbreite an derFührung............... 900 mm (35")
- Maximale Schnittbreite an derFührung............ 35 mm (1" 3/8)
Dickenhobel
Mitnehmerrollen am Eingangmit Schrägzähnen ........... 30 mm
Abmessungen des Tischsdes Dickenhobels . 585x310 mm
Mitnahme-geschwindigkeit ............. 7 m/min
Maximal Abtragung ........... 4 mm
Nutzbare Arbeitshöhe:Minimum ........................... 3 mmMaximum ...................... 230 mm
Mindest-Arbeitslänge .... 140 mm
Absauganschluß ....... Ø 120 mm
Abrichthobel
Hobelwelle(mit 3 Hobelmessern) .. ø 72 mm
3 Hobelmesser HSS .. 300x30x3Mindest-Messerhöhe ...... 18 mm
Hobelwelle Typ TERSAmit 3 Hobelmessern (OPT).ø 72 mm
Umlaufgeschwindigkeitder Welle ............... ~5200 g/min
Wellen-Stillstandzeit ......... 9 Sek
Maximal Abtragung .......... 4 mm
Neigung des Anschlags . 90°,45°
Absaugeranschluß ... Ø 120 mm
Boomerang-Schutz
Lame " DADO SET " (OPT)
- Diamètre maximum ........................................ ø 203,2mm (8")
- Diamètre trou...................... ø 15,9mm (5/8")
- Epaisseur maximumGroupe lame .........19mm (3/4")
- Largeur maximum de coupeau guide .............. 900 mm (35")
- Hauteur maximumde coupe .......... 35 mm (1" 3/8)
Raboteuse
Rouleau d’entraînement à l’entrée àdents hélicoïdaux ............ 30 mm
Dimensions de la tablede rabotage ........... 585x310 mm
Vitesse d’entraînement . 7 m/min
Enlèvement maxi .............. 4 mm
Hauter utile de travail:mini ................................... 3 mmmaxi .............................. 230 mm
Longueur minimumd’usinage ...................... 140 mm
Connexion del’aspiration ................ Ø 120 mm
Dégauchisseuse
Arbre porte-fers(avec 3 couteaux) ........ ø 72 mm
3 couteaux HSS ........ 300x30x3Hauteur minimumcouteaux......................... 18 mm
Arbre rabot “TERSA”(à 3 couteaux) (OPT). .. ø 72 mm
Vitesse de rotationarbre ....................... ~5200 tr/mn
Temps d’arrêt arbre ............. 9 s.
Enlèvement maxi .............. 4 mm
Inclinaison guide............ 90°,45°
Connexionde l’aspiration ........... Ø 120 mm
Protection à boomerang
Juego de hojas "DADO SET" (OPT)
- Diámetro máximo ........................................... ø 203,2mm (8")
- Diámetro orificio...................... ø 15,9mm (5/8")
- Espesor máximo delgrupo de hojas ......19mm (3/4")
- Anchura de corte máximasobre la guía ....... 900 mm (35")
- Altura máximade corte............ 35 mm (1" 3/8)
Cepillo de espesor
Rodillo de arrastre en entradade dientes helicoidales.... 30 mm
Dimensionesplano espesor ....... 585x310 mm
Velocidad dearrastre ......................... 7 m/min
Extracción máxima ........... 4 mm
Altura de trabajomínima .............................. 3 mmmáxima ......................... 230 mm
Longitud mínimade trabajo ...................... 140 mm
Conexión aspiración ... ø 120 mm
Cepillo a ras
Arbol cepillo(con 3 cuchillas) .......... ø 72 mm
3 cuchillas HSS ......... 300x30x3Altura mínima cuchillas .. 18 mm
Arbol cepillo tipo TERSA(con 3 cuchillas) (OPT).ø 72 mm
Velocidad derotación árbol. ..... ~5200 rev/min
Tiempo de detención eje . 9 seg.
Extracción máxima ........... 4 mm
Inclinación guía ............. 90°,45°
Conexión aspiración .. ø 120 mm
Protección a boomerang
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 24 -
2.Toupie
- Diametro albero toupiesenza feritoia. ........... ø 30 mm,(OPT). ........ ø 35 mm, ø 40 mm,.. ø 50 mm, ø 1", ø 3/4", ø 1"1/4"
con feritoia (OPT).. .... ø 35 mm................... ø 40 mm ,ø 50 mm
- Sporgenza massimaalbero dal piano:fisso ............................ 155 mmfisso ø 3/4" ................. 100 mmintercambiabile ........... 155 mmintercambiabile ø 3/4" . 135 mm
- Lunghezza utile di lavorodell’albero:fisso ............................. 125mmfisso ø 3/4" .................... 70mmintercambiabile .............. 90mmintercambiabile ø 3/4" .... 70mm
Dimensione massima utensile rien-trante sotto il piano:.......................... Ø 210 x 85 mm
velocita' di rotazione alberotoupie:
Moulder
- Router spindle diameterwithout slot. ............. ø 30 mm, (OPT). ...... ø 35 mm, ø 40 mm, ø 50 mm, ø 1", ø 3/4", ø 1" 1/4"
with slot (OPT). ......... ø 35 mm.......................... ø 40, ø 50 mm
- Maximum spindle protrusionfrom table:fixed ........................... 155 mmfixed ø 3/4" ................ 100 mminterchangeable ...........155 mminterchangeable ø 3/4" 135 mm
- Working length of spindlefixed ........................... 125 mmfixed ø 3/4" .................. 70 mminterchangeable ............ 90 mminterchangeable ø 3/4" . 70 mm
Maximum dimensions of toolfolding away underthe table:.......................... Ø 210 x 85 mm
028.025.0.tif6
- 5°
0°45°
900
028.079.0.tif7
- 5° 0°
Router spindle rotation speed:
Moulder spindle reversal of rotation(OPT)Interchangeable moulder spindle(OPT)Router spindleinclination (OPT). .......... -5° / 45°
The 0° to -5° inclination (Fig.6)can only be carried out after
having removed the lockdescribed in paragraph 5.1.4.
To prevent harmful internalinterference with the saw
suction when working with therouter inclined at -5°, do not
lower the router spindle to below90 mm from the table (Fig. 7).
Inversione di rotazione dell'albe-ro toupie (OPT)albero toupieintercambiabile (OPT)Inclinazione alberotoupie (OPT). ................. -5° / 45°
L'inclinazione 0°/-5° (fig.6) puòessere eseguita solo dopo avertolto il bloccaggio descritto al
paragrafo 5.1.4.
Per non avere dannoseinterferenze interne con
l'aspirazione sega, quando silavora con la toupie inclinata a -5° non abbassare l'albero toupie
al di sotto di 90mm dal piano(fig.7).
50 Hz 60 Hz
~1400~3500~6000~8000
~1700~4000~7000~9000
giri/
min
50 Hz 60 Hz
~1400~3500~6000~8000
~1700~4000~7000~9000
r.p.m
.
www.bricose
rgio.it

- 25 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
Holzfräse
- Durchmesser Welle Oberfräseohne Schlitz. .............. ø 30 mm, (OPT). ....... ø 35 mm, ø 40 mm, ø 50 mm, ø 1", ø 3/4", ø 1" 1/4
mit Schlitz (OPT).. .. ø 35 mm ,.......................... ø 40, ø 50 mm
- Max. Ausladung derWelle vom Tisch:feste Welle ................. 155 mmfeste Welle ø 3/4" ....... 100 mmauswechselbare Welle .. 155 mmauswechselbareWelle ø 3/4" ............... 135 mm
- Arbeitslänge derauswechselbare Welle .. 125mmfeste Welle ø 3/4" .......... 70mmneigbaren Welle ............. 90mmneigbaren Welle ø 3/4" ... 70mm
Max. Schnittbreite an der FührungHöchstmaß des unter der Ebeneliegenden Werkzeugs:.......................... Ø 210 x 85 mm
Toupie
- Diamètre de l’arbre toupiesans lumière. ............. ø 30 mm, (OPT). ....... ø 35 mm, ø 40 mm, ø 50 mm, ø 1", ø 3/4", ø 1" 1/4
à lumière (OPT).. ..... ø 35 mm ,.......................... ø 40, ø 50 mm
- Saillie maxi de l’arbrede la table:fixe ............................. 155 mmfixe ø 3/4" ................... 100 mminterchangeable .......... 155 mminterchangeable ø 3/4" . 135 mm
- Longueur utile de travail del‘arbre:fixe .............................. 125mmfixe ø 3/4" ...................... 70mminterchangeable ............. 90mminterchangeable ø 3/4" ... 70mm
Dimension maximum outil rentrantsous le plan:.......................... Ø 210 x 85 mm
Tupí
- Diámetro árbol tupísin ranura. .................. ø 30 mm, (OPT). ....... ø 35 mm, ø 40 mm, ø 50 mm, ø 1", ø 3/4", ø 1" 1/4
con ranura (OPT). ... ø 35 mm ,.......................... ø 40, ø 50 mm
- Exposición máxima del árbolrespecto al plano:fijo ............................... 155 mmfijo ø 3/4" .................... 100 mmintercambiable ............ 155 mmintercambiable ø 3/4" .. 135 mm
- Longitud útil de trabajo del árbolfijo ................................ 125mmfijo ø 3/4" ....................... 70mmintercambiable ............... 90mmintercambiable ø 3/4"..... 70mm
Dimensiones máximas del plieguede la herramienta bajola mesa:.......................... Ø 210 x 85 mm
Rotationsgeschwindigkeit der Welleder Toupie:
Inversion der Rotation derOberfräsenwelle (OPT).Auswechselbare Oberfräsenwelle(OPT)Neigung WelleOberfräse (OPT). ........... -5°/45°
Die Neigung 0°/-5° (Abb.6) kann nurvorgenommen werden, nachdem
die in Abschnitt 5.1.4 beschriebeneSperre entfernt worden ist.
Um bei der Arbeit mit dem auf -5° geneigter Toupie schädliche
interne Interferenzen mit derSägeabsaugung zu vermeiden,darf die Welle der Toupie nichtmehr als 90 mm unterhalb der
Ebene abgesenkt werden (Abb. 7).
Vitesse de rotation arbre toupie:
Inversion de rotation arbre toupie(OPT).Arbre toupie interchangeable (OPT)Inclinaison de l’arbretoupie (OPT). ................... -5°/45°
L’inclinaison 0°/-5° (fig. 6) ne peutêtre exécutée qu’après avoir retiréle blocage décrit au paragraphe
5.1.4.
Afin d’éviter les interférencesdangereuses avec l’aspiration scie,en cas d’opérations avec la toupie
inclinée à -5°, ne pas abaisserl’arbre toupie en dessous de 90mm
par rapport au plan (fig.7).
Velocidad de rotación del eje de laburiladora:
Inversión de la rotación del árboltupí (OPT).Eje tupí intercambiable (OPT)Inclinación árboltupí (OPT). ..................... -5°/45°
La inclinación 0°/-5° (fig.6) puedeser efectuada sólo después de
haber quitado el bloqueo descritoen el punto 5.1.4.
Para prevenir interferenciasinternas dañinas con la succión
de la sierra al trabajar con laburiladora inclinada a –5º, nobaje el eje de la buriladora por
debajo de los 90 mm de la mesa(Fig. 7).
50 Hz 60 Hz
~1400~3500~6000~8000
~1700~4000~7000~9000
tr./m
in.
50 Hz 60 Hz
~1400~3500~6000~8000
~1700~4000~7000~9000
rev.
/min
50 Hz 60 Hz
~1400~3500~6000~8000
~1700~4000~7000~9000
U/m
in
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 26 -
2.Motori
Dati tecnici: vedi targa di identi-ficazione sul motore.
Tipo di servizio: S6 - 40%
Condizioni di servizio: vedi Par.4:2.
Potenza motori 50Hz:
trifase (OPT). .......4 KW - 5 KWmonofase ...................... 2,2 kW
Potenza motori 60Hz:
trifase (OPT). ................ 4,8 KWmonofase ...................... 4,8 KW
Cuffia guida toupie
- Registrazione micrometrica
- Diametro massimo utensile(fig.8):con albero perpendicolare........................ø max 210 mm
con albero inclinato........................ø max 150 mm
con albero ø 3/4"........................ø max 150 mm
- Peso massimoutensile .......................... 12 Kg
- Dimensioni di fresatura conpressatori (fig.9):minima: ......................8x8 mmmassima:.............................. h=115 mm...............................s=185 mm
- Diametro tubo attaccoaspirazione ............. ø 120 mm
Cuffia per tenonare (OPT)- Diametro massimo
utensile .................... ø 275mmcon albero ø 3/4" ..... ø 160mm
- Diametro tubo attaccoaspirazione ............. ø 120 mm
Gruppo incisore (OPT)
Diametro esterno ................ ø 80Diametro foro ...................... ø 20N° denti ................ Z 12 (conico)Velocitàdi rotazione ........... ~8000 g/min
028_088_0.tif 9
63_099_0.tif
MAX ø210
MAX ø150
8
MotorsTechnical details: see data plateon the motor.Duty cycle: S6 - 40%Conditions of service: see Sec.4:2.
Motor powers 50Hz:
three-phase (OPT).4 KW - 5 KWsingle-phase.................. 2,2 kW
Motor powers 60Hz:
three-phase (OPT). ........ 4,8 KWsingle-phase.................. 4,8 KW
Router fence hood- Micrometric adjustment;- Maximum tool diameter
(fig.8):with perpendicular spindle........................ø max 210 mm
with inclined spindle........................ø max 150 mm
with spindle ø 3/4"........................ø max 150 mm
- maximum tool weight ..... 12 Kg
- Milling dimensions with pressers(fig. 9):minimum: ..................8x8 mmmaximum:.............................. h=115 mm.............................. s=185 mm
- Suction coupling tubediameter ................. ø 120 mm
Tenoning hood (OPT)
- Maximum tooldiameter ................. ø 275 mmwith spindle ø 3/4" .. ø 160 mm
- Suction coupling tubediameter ................. ø 120 mm
Scorer assembly (OPT)
Outside diameter ................80 øHole diameter ..................... 20 øNo. of teeth ............. Z 12 (conic)Rotation speed ....... ~ 8000 rpm
www.bricose
rgio.it

- 27 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
MotorenTechnische Daten: SieheKennschild am Motor.Betriebsart: S6 - 40%Betriebsbedingungen: sieheAbschn. 4:2.
Motorleistung 50Hz:
Dreiphasig (OPT). 4 KW - 5 KWEinphasig ...................... 2,2 kW
Motorleistung 60Hz:
Dreiphasig (OPT). ......... 4,8 KWEinphasig ...................... 4,8 KW
Fräsenführungshaube
- Feineinstellung
- Max. Durchmesser Werkzeugø(Abb. 8):mit senkrechter Welle........................ø max 210 mm
mit schräger Welle........................ø max 150 mm
mit Welle ø 3/4"........................ø max 150 mm
- Höchstgewicht desWerkzeugs .................... 12 Kg
- Fräsabmessungen mitDruckschuhen (fig.9):Minimum: ..................8x8 mmMaximum:.............................. h=115 mm...............................s=185 mm
- Durchmesser Schlauch An-schluss Absaugung . ø 120 mm
Fräshaube zum Zapfen-schneiden(OPT)
- Max. DurchmesserWerkzeug ............... ø 275 mmmit Welle ø 3/4" ...... ø 160 mm
- Durchmesser Schlauch An-schluss Absaugung ... ø 120 mm
Vortrenner Gruppe (OPT)
Aussendurchmesser .......... ø 80Lochdurchmesser ............... ø 20Anzahl der ZähneZ 12 (konisch)Dreh-geschwindigkeit ... ~ 8000 g/min
MoteursCaractéristiques techniques: voirplaque d’identification sur le moteurType de service: S6 - 40%Conditions de service: voir Par. 4:2.
Puissance des moteurs 50Hz:
triphasé (OPT). ....4 KW - 5 KWmonophasé ................... 2,2 kW
Puissance des moteurs 60Hz:
triphasé (OPT). ............. 4,8 KWmonophasé ................... 4,8 KW
Protection guide toupie
- Réglage micrométrique
- Diamètre maximum outil (fig.8):avec arbre perpendiculaire....................... ø max 210 mm
avec arbre incliné....................... ø max 150 mm
avec arbre ø 3/4"........................ø max 150 mm
- Poids maximum outil ..... 12 Kg
- Dimensions de fraisage avecpresseurs (fig.9):minimum: .................. 8x8 mmmaximum:.............................. h=115 mm...............................s=185 mm
- Diamètre tuyau fixationaspiration ................ ø 120 mm
Protecteur à tenonner (OPT)
- Diamètre maximumoutil ......................... ø 275 mmavec arbre ø 3/4" .... ø 160 mm
- Diamètre tuyau de fixationaspiration ................ ø 120 mm
Ensemble inciseur (OPT)
Diamètre extérieur .............. ø 80Diamètre trou ...................... ø 20Nbr de dents ..... Z 12 (conique)Vitessede rotation ............. ~ 8000 t/min
MotoresDatos técnicos: véase la placa de
identificación en el motor.Tipo de servicio: S6 - 40%Condiciones de servicio: véase Pár.
4:2.
Potencia motores 50Hz:
trifásico (OPT). .. 4 KW - 5 KWmonofásico ................... 2,2 kW
Potencia motores 60Hz:
trifásico (OPT). ............ 4,8 KWmonofásico ................... 4,8 KW
Cabezal guía tupí
- Ajuste micrométrico- Diámetro máximo herramienta
(fig.8):con árbol perpendicular........................ø max 210 mm
con árbol inclinado....................... ø max 150 mm
con árbol ø 3/4"........................ø max 150 mm
- peso máximo de laherramienta ................... 12 Kg
- Dimensiones de fresado conprensas (fig. 9):.............................. h=115 mm...............................s=185 mm
- Diámetro tubo de entradaaspiración ............... ø 120 mm
Envoltura para ejecutar ensamblesde espiga y caja (OPT)
- Diámetro máximoherramienta ............ ø 275 mmcon árbol ø 3/4" ...... ø 160 mm
- Diámetro tubo de entradaaspiración ............... ø 120 mm
Grupo tallador (OPT)
Diámetro externo ................ø 80Diámetro orificio ................. ø 20N° dientes ............. Z 12 (cónico)Velocidadde rotación .......... ~ 8000 r.p.m.
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 28 -
2.Cavatrice (OPT)
Dimensione pianodi lavoro ................ 430x220 mm
Corsa piano di lavoro (fig.10):- x ................................. 155 mm- y ................................. 100 mm- z ................................. 115 mm
Mandrinoautocentrante ........... ø 3÷16 mm
Mandrino fisso ............. ø 16 mm
Attacco tubodi aspirazione ............. ø120 mm
Carri
Carro vagone in alluminioL=1600
Dimensioni ........... 270x1600 mm
Corsa al centrodell'albero toupie ............ 995 mm
Capacità di taglio al centrodella lama sega ........... 1680 mm
Carro vagone in alluminioL=2250 (OPT)
Dimensioni ........... 270x2250 mm
Corsa al centrodell'albero toupie .......... 1370 mm
Capacità di taglio al centrodella lama sega ........... 2330 mm
Carro vagone in alluminioL=2600 (OPT)
Dimensioni ........... 270x2600 mm
Corsa al centrodell'albero toupie .......... 1780 mm
Capacità di taglio al centrodella lama sega ........... 2680 mm
Carro vagone in alluminioL=2800 (OPT)
Dimensioni ........... 270x2800 mm
Corsa al centrodell'albero toupie ........ 1790 mm
Capacità di taglio al centrodella lama sega ........... 2800 mm
Slotter (OPT)
Working tablesize ..................... 430x220 mm
Work table travel (fig.10):- x ................................. 155 mm- y ................................. 100 mm- z ................................. 115 mm
Self-centeringspindle .................... ø 3+16 mm
Fixed spindle .............. ø 16 mm
Suction hose connection............................... ø 120 mm
Slides
Wagon-type aluminium slideL=1600
Dimensions .......... 270x1600 mm
Travel to centre ofrouter spindle ................. 995 mm
Squaring capability at the centreof the saw .................... 1680 mm
Wagon-type aluminium slideL=2250 (OPT)
Dimensions .......... 270x2250 mm
Travel to centre ofrouter spindle ............... 1370 mm
Squaring capability at the centreof the saw .................... 2330 mm
Wagon-type aluminium slideL=2600 (OPT)
Dimensions .......... 270x2600 mm
Travel to centre ofrouter spindle ............... 1780 mm
Squaring capability at the centreof the saw .................... 2680 mm
Wagon-type aluminium slideL=2800 (OPT)
Dimensions .......... 270x2800 mm
Travel to centre ofrouter spindle ............. 1790 mm
Squaring capability at the centreof the saw .................... 2800 mm
028.004.0.tif 10
www.bricose
rgio.it

- 29 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
Langlochbohrer (OPT)
Abmessungen desArbeitstischs ........... 430x220 mm
Lauf Arbeitsebene (Abb. 10):- x ................................. 155 mm- y ................................. 100 mm- z ................................. 115 mm
Spindelkopfselbstzentrierend .......ø 3÷16 mm
Fester Spindelkopf .........ø 16 mm
Absaugschlauch-anschluß..................... ø 120 mm
Wagen
Aluminium-KastenwagenL=1600
Abmessungen ......270x1600 mmLauf im Wellenzentrumder Toupie ..................... 995 mm
Winkelsägefähigkeit im Zentrumdes Sägeblattes .......... 1680 mm
Aluminium-KastenwagenL=2250 (OPT)
Abmessungen ......270x2250 mmLauf im Wellenzentrumder Toupie ................... 1370 mm
Winkelsägefähigkeit im Zentrumdes Sägeblattes .......... 2330 mm
Aluminium-KastenwagenL=2600 (OPT)
Abmessungen ......270x2600 mmLauf im Wellenzentrumder Toupie ................... 1780 mm
Winkelsägefähigkeit im Zentrumdes Sägeblattes .......... 2680 mm
Aluminium-KastenwagenL=2800 (OPT)
Abmessungen ......270x2800 mmLauf im Wellenzentrumder Toupie .................. 1790 mm
Winkelsägefähigkeit im Zentrumdes Sägeblattes .......... 2800 mm
Mortaiseuse (OPT)
Dimensions de latable de travail ..... 430x220 mm
Course plan de travail (fig.10):- x ................................. 155 mm- y ................................. 100 mm- z ................................. 115 mm
Mandrin à serrageautomatique ............. ø 3+16 mm
Mandrin fixe ................. ø 16 mm
Raccord du tuyaud’aspiration .. ............. ø 120 mm
Chariots
Chariot en aluminiumL=1600
Dimensions ..........270x1600 mm
Course au centre del’arbre toupie ................. 995 mm
Capacité à équarrir au centrede la lame scie ............ 1680 mm
Chariot en aluminiumL=2250 mm (OPT)
Dimensions .......... 270x2250 mm
Course au centre del’arbre toupie ................ 1370 mm
Capacité à équarrir au centrede la lame scie ............ 2330 mm
Chariot en aluminiumL=2600 (OPT)
Dimensions .......... 270x2600 mm
Course au centre del’arbre toupie ................ 1780 mm
Capacité à équarrir au centrede la lame scie ............ 2680 mm
Chariot en aluminiumL=2800 (OPT)
Dimensions .......... 270x2800 mm
Course au centre del’arbre toupie ................ 1790 mm
Capacité à équarrir au centrede la lame scie ............ 2800 mm
Ranuradora (OPT)
Dimensiones planode trabajo ............. 430x220 mm
Recorrido de la mesa de trabajo(Fig.10):- x ................................. 155 mm- y ................................. 100 mm- z ................................. 115 mm
Mandrilautocentrante ......... ø 3÷16 mm
Mandril fijo ................. ø 16 mm
Conexión tubode aspiración ............. ø 120 mm
Carros
Carro-vagón aluminioL=1600 mm
Vagón ................ 270 x1600 mm
Recorrido al centro deleje de la buriladorae ...... 995 mm
Capacidad de escuadrar al centro dela sierraa ..................... 1680 mm
Carro-vagón aluminioL=2250 mm (OPT)
Vagón ................ 270 x2250 mm
Recorrido al centro deleje de la buriladorae .... 1370 mm
Capacidad de escuadrar al centro dela sierraa ..................... 2330 mm
Carro-vagón aluminioL=2600 mm (OPT)
Vagón ................ 270 x2600 mm
Recorrido al centro deleje de la buriladorae .... 1780 mm
Capacidad de escuadrar al centro dela sierraa ..................... 2680 mm
Slede van aluminiumL=2800 mm (OPT)
Wagen .............. 270 x2800 mm
Slag naar het midden van dehoutfrees ................... 1790 mm
Kanrechtvermogen inhet middenvan de zaag ............... 2800 mm
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 30 -
2.Ruote di trasferimento (OPT)
Dispositivo tagli angolati conpianetto (OPT)
Battute reversibili (OPT)
Pesi
Peso netto macchina baseversione fissa ............... ~535 kg
Peso netto macchina baseversione inclinabile ....... ~580 kg
2.4. POSTAZIONIDI LAVORO (fig. 11)
La macchina è stata concepitaper essere utilizzata da un solo
operatore.
A - Piallatura filoB - Piallatura spessoreC - ForaturaD - Taglio paralleloE - Lavorazioni alla toupieF - Lavorazioni al carro
2.5. LIVELLO DIRUMOROSITÀ
I valori misurati per il rumore sonolivelli di emissione e non necessa-riamente livello di lavoro sicuro.Mentre vi è una correlazione tralivelli di emissione e livelli di espo-sizione, questa non può essereusata affidabilmente per determi-nare se siano richieste o no ulte-riori precauzioni. I fattori cheinfluenzano il reale livello di espo-sizione del lavoratore includono ladurata dell'esposizione, le carat-teristiche dell'ambiente, altre sor-genti di emissione, per es. ilnumero delle macchine e altre la-vorazioni adiacenti. Anche i livellidi esposizione permessi possonovariare da paese a paese. Questeinformazioni comunque mettono ingrado l'utilizzatore della macchinadi fare una migliore valutazionedei pericoli e dei rischi.Altri fattori che riducono l'esposi-zione del rumore sono:- corretta scelta dell'utensile- manutenzione degli utensili e
della macchina- utilizzo di sistemi di protezione
dell'udito (es. cuffie, tappi,...)
028.005.0.tif
A
A
F - E
D
B
C
11
Displacing wheels (OPT)
Device for angled cuts with at-tachment (OPT)
Reversible Stops (OPT)
Weights
Net weight of basic machine,fixed version ................. ~535 kg
Net weight of basic machine,inclinable version .......... ~580 kg
2.4. WORKING PLACES(fig. 11)
The machine has beendesigned to be used by a
single user.
A - Surfacing planerB - Thicknessing planerC - DrillingD - Parallel cuttingE - Moulder machiningF - Slide machining
2.5. NOISE LEVEL
The noise levels measured areemission levels and not necessar-ily the safe working level. Althoughthere is a correlation between theemission levels and the exposurelevels, this cannot be used reliablyto determine whether or not fur-ther precautions are required. Thefactors which affect the actual levelof operator exposure include theduration of exposure, the ambientcharacteristics and other sourcesof emission, for example, thenumber of machines and otheradjacent machining. The permit-ted exposure values may also varyfrom country to country. Neverthe-less, this information allows theuser of the machine to betterevaluate the dangers and risks.Other factors which reduceexposure to noise are:- correct tool choice- tool and machine maintenance- use of hearing protection
systems (e.g. headsets,earplugs,...)
www.bricose
rgio.it

- 31 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
Rouleaux de déplacement (OPT)
Dispositif coupes à angles avecpetit plan (OPT)
Butées réversibles (OPT)
Poids:
Poids net machine de base versionfixe ................................ ~535 kg
Poids net machine de base versioninclinable ....................... ~580 kg
2.4. POSTES DE TRAVAIL(fig. 11)
La machine a été conçue pourêtre utilisée par un seul
opérateur.
A - DégauchissageB - RabotageC - PerçageD - Coupe parallèleE - Usinages à la toupieF - Usinages au chariot
2.5 NIVEAU DE BRUIT
Les valeurs mesurées pour le bruitsont les niveaux d’émission et pasobligatoirement le niveau de travailen toute sécurité. Alors qu’il y a unecorrélation entre les niveaux d’émis-sion et les niveaux d’exposition, cettedernière ne peut être utilisée de ma-nière fiable pour déterminer s’il fautou pas prendre d’autres précautions.Les facteurs influençant le niveau réeld’exposition de l’ouvrier comprennentla durée de l’exposition, les caracté-ristiques de l’environnement, d’autressources de bruit, par exemple le nom-bre des machines et d’autres travauxadjacents. Les niveaux d’expositionpermis peuvent également varier depays à pays. Ces informations per-mettent quand même à l’utilisateurde la machine de mieux évaluer lesdangers et les risques.Les autres facteurs qui diminuent l’ex-position au bruit sont:- choix correct de l’outil- entretien des outils et de la ma-
chine- utilisation de systèmes de protec-
tion de l’ouïe (ex. casques, tam-pons,...)
Ruedas de desplazamiento (OPT)
Dispositivo para cortes de ángulocon accesorio (OPT)
Topes reversibles (OPT)
Pesos:
Peso neto de la máquina básicaversión fija .................... ~535 kg
Peso neto de la máquina básicaversión inclinable .......... ~580 kg
2.4. PUESTO DE TRABAJO(fig. 11)
La máquina ha sido proyectadapara la utilización por parte de un
solo operador.
A - Cepillo de eje verticalB - RegruesadoraC - TaladradoD - Corte paraleloE - Trabajo con tupíF - Trabajo con carro
2.5. NIVEL DE RUIDO
Los valores que se han medido de ruidoson niveles de emisión y no indicannecesariamente un nivel de trabajoseguro. Mientras que hay unacorrelación entre los niveles de emisióny los niveles de exposición, ésta no sepuede usar tranquilamente para deter-minar la necesidad o no de ulterioresprecauciones. Los factores que influyenen el nivel real de exposición deltrabajador incluyen la duración de laexposición, las características del lugar,otras fuentes de emisión, por ej. elnúmero de las máquinas y otraselaboraciones adyacentes. Los nivelesde exposición también pueden variarde país en país. De todos modos estasinformaciones hacen que el usuario dela máquina sea capaz de efectuar unavaloración mejor de los peligros y delos riesgos.Otros factores que reducen laexposición del ruido son:- selección correcta de la herramienta- mantenimiento de las herramientas
y de la máquina- empleo de sistemas de protección
para el oído (p.ej. auriculares,tapones, etc.)
Übertragungsrad (OPT)
Vorrichtung Winkelschnitte mitkleiner Ebene (OPT)
Reversibile Anschläge (OPT)
Gewichte:
Nettogewicht der Basismaschine inder festen Version ...... ~~535 kg
Nettogewicht der Basismaschine inder neigbaren Version ... ~580 kg
2.4. ARBEITSSTELLUNGEN(Abb.11)
Die Maschine ist nur für eineArbeitskraft geplant.
A - Abricht-HobelungB - DickenhobelungC - BohrungD - ParallelschnittE - Bearbeitungen an der FräseF - Bearbeitungen am Wagen
2.5 GERÄUSCHPEGEL
Die für den Lärm gemessenen Werte sindEmissionswerte und stellen nicht unbe-dingt Werte für ein sicheres Arbeiten dar.Es besteht eine Beziehung zwischen denEmissionswerten und den Aussetzungs-werten, aber diese Beziehung stellt keinezuverlässige Entscheidung für die Entschei-dung der Frage dar, zusätzliche Schutz-vorrichtungen erforderlich sind oder nicht.Die Faktoren, die die tatsächlichen Werteder Lärmaussetzung des Benutzers be-einflussen, sind die Dauer der Aussetzung,die Eigenschaften der Umgebung, weitereEmissionsquellen, zum Beispiel die An-zahl der Maschine sowie der Arbeitsvor-gänge in der Nähe. Die zulässigenAussetzungspegel können auch von Landzu Land unterschiedlich sein. Diese Infor-mationen setzen den Benutzer dennoch indie Lage, die Risiken und Gefahren besserzu beurteilen.Weitere Faktoren zur Verminderungdes Lärmpegels:- Auswahl des richtigen Werkzeugs- Wartung der Maschinen-werkzeuge- Verwendung von persönlichen
Schutzvorrichtungen (z.B.Ohrenschützer, Ohrstöpsel,...)
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 32 -
2.
www.bricose
rgio.it

- 33 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
Betriebsbedingungen – Profi lieren (nach Norm EN 848-1:2007+ A1:2009)* Condition de fonctionnement – Profi ling (selon la norme EN 848-1:2007+ A1:2009)*
Condiciones de funcionamiento – Perfi lado (según norma EN 848-1:2007+ A1:2009)*
Beschreibung der gemessenen GrößeDescription de la grandeur mesurée
Descripción dimensión medida
Lw: emittierter Schallleistungspegel dB (A)re 1pW
[mW (A)]Lw: niveau de la puissance sonore émise dB (A)
re 1pW [mW (A)]
Lw: nivel de potencia sonora emetida dB (A)re 1pW
[mW (A)]Max. gewogener Wert des augenblicklichen Schalldruckes unter 130 dB (C).
La valeur maximum de la pression acoustique instantanée, pondérée, est inférieure à 130 dB (C).El valor máximo de la presión acústica instantánea ponderada es inferior a 130 dB (C).
*Für die Analyse der angewandten Betriebsbedingungen, die von denjenigen der zuvor erwähnten Vorschriften abweichen, wird auf die Rdp 06158 verwiesen.*Consulter le Rdp 06158 pour l’analyse des conditions de fonctionnement utilisées différentes de celles prescrites par les normes susmentionnées.
*Véase Rdp 06158 para el análisis de las condiciones de funcionamiento empleadas diferentes con respecto a la descripción de las normas anteriormente citadas.
VSA : im Leerlauf ohne AbsaugungVSA : A vide sans aspiration - VSA : En vacio sin aspiración
LAV : unter LastLAV : En usinage - LAV : En trabajo
Lop: Schalldruckpegel am Bedienplatz dB (A) und Spitzenwert [dB(C)]
Lop: niveau de la pression sonore au poste opérateur dB (A) et niveau de pic [dB(C)]
Lop: nivel de la presión sonora en el lugar del operador dB (A) y nivel de pico [dB(C)]
Standorte BedienerPositions opérateurPosiciones operador
EINGANGENTREE
ENTRADA
BezugsnormNorme de référenceNorma de referencia
EN ISO11201:1995
EN ISO3744:1995
Unsicherheit K (Wahrscheinlichkeit 68.27%)
Incertitude K (probabilité 68.27%)
Incertidumbre K(probabilidad 68.27%)
2.5
2.0
Profi lierenProfi lingPerfi lado
VSA
83.8
89.1[0.8]
LAV
89.2[99.0]
93.9[2.4]
Betriebsbedingungen – Zapfenschneiden (nach Norm EN 1218-1:1999+ A1:2009)* Condition de fonctionnement – Ténonnage (selon la norme EN 1218-1:1999+ A1:2009)*
Condiciones de funcionamiento – Ensamble de espiga y caja (según norma EN 1218-1:1999+ A1:2009)*
Beschreibung der gemessenen GrößeDescription de la grandeur mesurée
Descripción dimensión medida
Lw: emittierter Schallleistungspegel dB (A)re 1pW
[mW (A)]Lw: niveau de la puissance sonore émise dB (A)
re 1pW [mW (A)]
Lw: nivel de potencia sonora emetida dB (A)re 1pW
[mW (A)]Max. gewogener Wert des augenblicklichen Schalldruckes unter 130 dB (C).
La valeur maximum de la pression acoustique instantanée, pondérée, est inférieure à 130 dB (C).El valor máximo de la presión acústica instantánea ponderada es inferior a 130 dB (C).
*Für die Analyse der angewandten Betriebsbedingungen, die von denjenigen der zuvor erwähnten Vorschriften abweichen, wird auf die Rdp 06158 verwiesen.*Consulter le Rdp 06158 pour l’analyse des conditions de fonctionnement utilisées différentes de celles prescrites par les normes susmentionnées.
*Véase Rdp 06158 para el análisis de las condiciones de funcionamiento empleadas diferentes con respecto a la descripción de las normas anteriormente citadas.
VSA : im Leerlauf ohne AbsaugungVSA : A vide sans aspiration - VSA : En vacio sin aspiración
LAV : unter LastLAV : En usinage - LAV : En trabajo
Lop: Schalldruckpegel am Bedienplatz dB (A) und Spitzenwert [dB(C)]
Lop: niveau de la pression sonore au poste opérateur dB (A) et niveau de pic [dB(C)]
Lop: nivel de la presión sonora en el lugar del operador dB (A) y nivel de pico [dB(C)]
Standorte BedienerPositions opérateurPosiciones operador
EINGANGENTREE
ENTRADA
BezugsnormNorme de référenceNorma de referencia
EN ISO11201:1995
EN ISO3744:1995
Unsicherheit K (Wahrscheinlichkeit 68.27%)
Incertitude K (probabilité 68.27%)
Incertidumbre K(probabilidad 68.27%)
2.5
2.0
ZapfenschneidenTénonnage
Ensamble de espiga y caja
VSA
77.5
85.5[0.4]
LAV
89.2[97.7]
98.4[7.0]
Betriebsbedingungen – Abrichthobeln (nach Norm EN 859:2007+ A1:2009)* Condition de fonctionnement – Dégauchissage (selon la norme EN 859:2007+ A1:2009)*
Condiciones de funcionamiento – Acepilladura de eje vertical (según norma EN 859:2007+ A1:2009)*
Beschreibung der gemessenen GrößeDescription de la grandeur mesurée
Descripción dimensión medida
Lw: emittierter Schallleistungspegel dB (A)re 1pW
[mW (A)]Lw: niveau de la puissance sonore émise dB (A)
re 1pW [mW (A)]
Lw: nivel de potencia sonora emetida dB (A)re 1pW
[mW (A)]Max. gewogener Wert des augenblicklichen Schalldruckes unter 130 dB (C).
La valeur maximum de la pression acoustique instantanée, pondérée, est inférieure à 130 dB (C).El valor máximo de la presión acústica instantánea ponderada es inferior a 130 dB (C).
*Für die Analyse der angewandten Betriebsbedingungen, die von denjenigen der zuvor erwähnten Vorschriften abweichen, wird auf die Rdp 06158 verwiesen.*Consulter le Rdp 06158 pour l’analyse des conditions de fonctionnement utilisées différentes de celles prescrites par les normes susmentionnées.
*Véase Rdp 06158 para el análisis de las condiciones de funcionamiento empleadas diferentes con respecto a la descripción de las normas anteriormente citadas.
VSA : im Leerlauf ohne AbsaugungVSA : A vide sans aspiration - VSA : En vacio sin aspiración
LAV : unter LastLAV : En usinage - LAV : En trabajo
Lop: Schalldruckpegel am Bedienplatz dB (A) und Spitzenwert [dB(C)]
Lop: niveau de la pression sonore au poste opérateur dB (A) et niveau de pic [dB(C)]
Lop: nivel de la presión sonora en el lugar del operador dB (A) y nivel de pico [dB(C)]
Standorte BedienerPositions opérateurPosiciones operador
EINGANGENTREE
ENTRADA
BezugsnormNorme de référenceNorma de referencia
EN ISO11201:1995
EN ISO3744:1995
Unsicherheit K (Wahrscheinlichkeit 68.27%)
Incertitude K (probabilité 68.27%)
Incertidumbre K(probabilidad 68.27%)
2.5
2.0
AbrichthobelnDégauchissage
Acepilladura de eje vertical
VSA
76.5
83.6[0.2]
LAV
90.6[101.5]
96.6[4.5]
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 34 -
2.
2.6. POLVERI EMESSE
Valore medio delle polveri emessecon pezzo in alimentazione:Piallatura a filo ....... 0,20 mg/m3
Piallatura a spessore 0,16 mg/m3
Foratura ................ 0,25 mg/m3
Taglio sega ............. 0,40 mg/m3
Lavorazioni alla toupie0,23 mg/m3
Valore medio delle polveri emessecon pezzo in uscita:Piallatura a filo ....... 0,19 mg/m3
Piallatura a spessore 0,18 mg/m3
Foratura ................ 0,22 mg/m3
Taglio sega ............. 0,14 mg/m3
Lavorazioni alla toupie0,20 mg/m3
2.6. DUST EMISSION
Average dust emission value withfed piece:Surfacing ............... 0,20 mg/m3
Thicknessing ......... 0,16 mg/m3
Drilling ................... 0,25 mg/m3
Saw cutting .............. 0,40 mg/m3
Moulder machining .. 0,23 mg/m3
Average dust emission value withoutgoing workpiece:Surfacing ............... 0,19 mg/m3
Thicknessing ......... 0,18 mg/m3
Drilling ................... 0,22 mg/m3
Saw cutting .............. 0,14 mg/m3
Moulder machining .. 0,20 mg/m3
Condizioni di funzionamento – Taglio sega (secondo EN 1870-1:2007+ A1:2009)*Operating conditions – Saw cutting (according to norm EN 1870-1:2007+ A1:2009)*
Descrizione grandezza misurataMeasured size description
Lw: livello della potenza sonora emessa dB (A)re 1pW
[mW (A)]Lw: sound power level dB (A)
re 1pW [mW (A)]
Il valore massimo della pressione acustica istantanea, ponderato C, è inferiore a 130 dB (C).The maximum istantaneus noise level pressure is under 130 dB (C).
*Si rimanda al Rdp 06158 per l’analisi delle condizioni di funzionamento impiegate differenti da quanto prescritto dalle norme sopra citate.*Refer to the test document N° 06158 (Rdp 06158) to analyse the actual operating conditions used to make the test, different from those operating conditions prescribed by the
norm mentioned above.
VSA : A vuoto senza aspirazioneVSA : Idle working without suction
LAV : In lavoroLAV : In operation
Lop: livello della pressione sonora al posto operatore dB (A) e livello di picco [dB(C)]
Lop: sound pressure level at operator station dB (A) and peak level [dB(C)]
Posizioni operatoreOperator station
ENTRATAINPUT
Norma di riferimentoReference norm
EN ISO11201:1995
EN ISO3744:1995
Incertezza K (probabilità 68.27%)
Uncertainity K (probability 68.27%)
2.5
2.0
Taglio segaSaw cutting
VSA
76.8
84.6[0.3]
LAV
85.8[99.0]
92.2[1.7]
Condizioni di funzionamento – Piallatura a spessore (secondo EN 860:2007+ A1:2009)* Operating conditions – Thicknessing machine (according to norm EN 860:2007+ A1:2009)*
Descrizione grandezza misurataMeasured size description
Lw: livello della potenza sonora emessa dB (A)re 1pW
[mW (A)]Lw: sound power level dB (A)
re 1pW [mW (A)]
Il valore massimo della pressione acustica istantanea, ponderato C, è inferiore a 130 dB (C).The maximum istantaneus noise level pressure is under 130 dB (C).
*Si rimanda al Rdp 06158 per l’analisi delle condizioni di funzionamento impiegate differenti da quanto prescritto dalle norme sopra citate.*Refer to the test document N° 06158 (Rdp 06158) to analyse the actual operating conditions used to make the test, different from those operating conditions prescribed by the
norm mentioned above.
VSA : A vuoto senza aspirazioneVSA : Idle working without suction
LAV : In lavoroLAV : In operation
Lop: livello della pressione sonora al posto operatore dB (A) e livello di picco [dB(C)]
Lop: sound pressure level at operator station dB (A) and peak level [dB(C)]
Posizioni operatoreOperator station
ENTRATAINPUT
USCITAOUTPUT
Norma di riferimentoReference norm
EN ISO11201:1995
EN ISO3744:1995
Incertezza K (probabilità 68.27%)
Uncertainity K (probability 68.27%)
2.5
2.0
Piallatura a spessoreThicknessing machine
VSA
73.0
70.2
84.3[0.3]
LAV
85.3[93.8]
85.5[93.0]
96.0[3.9]
www.bricose
rgio.it

- 35 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
2.6. POLVOS EMITIDOS
Valor promedio de los polvosemitidos con pieza en alimentación:
Acepillado a ras ... 0,20 mg/m3
Acepillado deespesor ................ 0,16 mg/m3
Taladrado ............. 0,25 mg/m3
Corte sierra ............ 0,40 mg/m3
Trabajo con tupí ..... 0,23 mg/m3
Valor promedio de los polvosemitidos con pieza en salida:Acepillado a ras ... 0,19 mg/m3
Acepillado deespesor ................ 0,18 mg/m3
Taladrado ............. 0,22 mg/m3
Corte sierra ............ 0,14 mg/m3
Trabajo con tupí ..... 0,20 mg/m3
2.6. STAUBEMISSION
Mittlerer Wert der Staubemission beiWerkstück-Zufuhr:Abrichthobeln ......... 0,20 mg/m3
Dickenhobeln ......... 0,16 mg/m3
Bohren .................... 0,25 mg/m3
Sägenschnitt ........... 0,40 mg/m3
Änderungenan der Fräse ............. 0,23 mg/m3
Mittlerer Wert der Staubemission beiWerstück-Auslauf:Abrichthobeln ........ 0,19 mg/m3
Dickenhobeln ........ 0,18 mg/m3
Bohren ................... 0,22 mg/m3
Sägenschnitt ........... 0,14mg/m3
Änderungenan der Fräse ............ 0,20 mg/m3
2.6. POUSSIERES
Valeur moyenne des poussières avecpièce en alimentation:Dégauchissage ..... 0,20 mg/m3
Rabotage ............... 0,16 mg/m3
Perçage ................. 0,25 mg/m3
Coupe scie .............. 0,40 mg/m3
Usinages à la toupie 0,23 mg/m3
Valeur moyenne des poussières avecpièce en sortie:Dégauchissage ..... 0,19 mg/m3
Rabotage .............. 0,18 mg/m3
Perçage ................ 0,22 mg/m3
Coupe scie ............. 0,14 mg/m3
Usinages à la toupie0,20 mg/m3
Betriebsbedingungen – Dickenhobeln (nach Norm EN 860:2007+ A1:2009)* Condition de fonctionnement – Rabotage (selon la norme EN 860:2007+ A1:2009)*
Condiciones de funcionamiento – Acepilladura de regruesar (según norma EN 860:2007+ A1:2009)*
Beschreibung der gemessenen GrößeDescription de la grandeur mesurée
Descripción dimensión medida
Lw: emittierter Schallleistungspegel dB (A)re 1pW
[mW (A)]Lw: niveau de la puissance sonore émise dB (A)
re 1pW [mW (A)]
Lw: nivel de potencia sonora emetida dB (A)re 1pW
[mW (A)]Max. gewogener Wert des augenblicklichen Schalldruckes unter 130 dB (C).
La valeur maximum de la pression acoustique instantanée, pondérée, est inférieure à 130 dB (C).El valor máximo de la presión acústica instantánea ponderada es inferior a 130 dB (C).
*Für die Analyse der angewandten Betriebsbedingungen, die von denjenigen der zuvor erwähnten Vorschriften abweichen, wird auf die Rdp 06158 verwiesen.*Consulter le Rdp 06158 pour l’analyse des conditions de fonctionnement utilisées différentes de celles prescrites par les normes susmentionnées.
*Véase Rdp 06158 para el análisis de las condiciones de funcionamiento empleadas diferentes con respecto a la descripción de las normas anteriormente citadas.
VSA : im Leerlauf ohne AbsaugungVSA : A vide sans aspiration - VSA : En vacio sin aspiración
LAV : unter LastLAV : En usinage - LAV : En trabajo
Lop: Schalldruckpegel am Bedienplatz dB (A) und Spitzenwert [dB(C)]
Lop: niveau de la pression sonore au poste opérateur dB (A) et niveau de pic [dB(C)]
Lop: nivel de la presión sonora en el lugar del operador dB (A) y nivel de pico [dB(C)]
Standorte BedienerPositions opérateurPosiciones operador
EINGANGENTREE
ENTRADAAUSGANG
SORTIESALIDA
BezugsnormNorme de référenceNorma de referencia
EN ISO3744:1995
Unsicherheit K (Wahrscheinlichkeit 68.27%)
Incertitude K (probabilité 68.27%)
Incertidumbre K(probabilidad 68.27%)
2.0
DickenhobelnRabotage
Acepilladura de regruesar
EN ISO11201:1995 2.5
VSA
73.0
70.2
84.3[0.3]
LAV
85.3[93.8]
85.5[93.0]
96.0[3.9]
Betriebsbedingungen – Sägenschnitt (nach Norm EN 1870-1:2007+ A1:2009)* Condition de fonctionnement – Coupe scie (selon la norme EN 1870-1:2007+ A1:2009)*
Condiciones de funcionamiento – Corte sierra (según norma EN 1870-1:2007+ A1:2009)*
Beschreibung der gemessenen GrößeDescription de la grandeur mesurée
Descripción dimensión medida
Lw: emittierter Schallleistungspegel dB (A)re 1pW
[mW (A)]Lw: niveau de la puissance sonore émise dB (A)
re 1pW [mW (A)]
Lw: nivel de potencia sonora emetida dB (A)re 1pW
[mW (A)]Max. gewogener Wert des augenblicklichen Schalldruckes unter 130 dB (C).
La valeur maximum de la pression acoustique instantanée, pondérée, est inférieure à 130 dB (C).El valor máximo de la presión acústica instantánea ponderada es inferior a 130 dB (C).
*Für die Analyse der angewandten Betriebsbedingungen, die von denjenigen der zuvor erwähnten Vorschriften abweichen, wird auf die Rdp 06158 verwiesen.*Consulter le Rdp 06158 pour l’analyse des conditions de fonctionnement utilisées différentes de celles prescrites par les normes susmentionnées.
*Véase Rdp 06158 para el análisis de las condiciones de funcionamiento empleadas diferentes con respecto a la descripción de las normas anteriormente citadas.
VSA : im Leerlauf ohne AbsaugungVSA : A vide sans aspiration - VSA : En vacio sin aspiración
LAV : unter LastLAV : En usinage - LAV : En trabajo
Lop: Schalldruckpegel am Bedienplatz dB (A) und Spitzenwert [dB(C)]
Lop: niveau de la pression sonore au poste opérateur dB (A) et niveau de pic [dB(C)]
Lop: nivel de la presión sonora en el lugar del operador dB (A) y nivel de pico [dB(C)]
Standorte BedienerPositions opérateurPosiciones operador
EINGANGENTREE
ENTRADA
BezugsnormNorme de référenceNorma de referencia
EN ISO11201:1995
EN ISO3744:1995
Unsicherheit K (Wahrscheinlichkeit 68.27%)
Incertitude K (probabilité 68.27%)
Incertidumbre K(probabilidad 68.27%)
2.5
2.0
SägenschnittCoupe scieCorte sierra
VSA
76.8
84.6[0.3]
LAV
85.8[99.0]
92.2[1.7]
www.bricose
rgio.it

SPECIFICHE TECNICHE • SPECIFICATIONS
ENGLISHITALIANO
- 36 -
2.
2.7. DISPOSITIVI DISICUREZZA (fig. 12)
La macchina è dotata dei seguentidispositivi di sicurezza (è assoluta-mente vietato modificarli odisattivarli):A - Microinterruttore portello
gruppo toupie (Versione USAe CANADA).Arresta la macchina all’apertu-ra del portello P.
B - Microinterruttore pialla (Ver-sione USA e CANADA).Arresta la macchina al ribal-tamento del piano R o M.Riabilita la macchina qualoravenga ribaltata la cuffia S perlavorare allo spessore.
C - Microinterruttore grupposega (Versione USA eCANADA).Arresta la macchina qualora laprotezione L viene aperta pereffettuare operazioni allelame.
D - Protezione per lavorazionialla sega.
E - Protezioni per lavorazionialla pialla.
F - Protezione per lavorazionialla toupie
G - Protezione parabraccio perlavorazioni di tenonatura
H - Pulsanti di emergenza (n°3)
028_089_1.tif 12
A
P
C
L F
D
E
B
MRS
F
H
G
H
2.7. SAFETY DEVICES(fig. 12)
The machine is equipped with thefollowing safety devices (it isstrictly prohibited to modify themor deactivate them):A - Moulder unit door
microswitch (U.S.A. and CA-NADA version).
It commands the machine stopwhen the door P is open.
B - Plane microswitch (U.S.A.and CANADA version).
It commands the machine stopwhen the table R or M isrotated.
Resets the machine shouldthe hood S be tipped to workon the thickness.
C - Saw unit microswitch (U.S.A.and CANADA version).
Stops the machine if the guardL is opened to performoperations on the blade.
D - Guard for saw operations
E - Guard for planer operations
F - Guard for router operations
G - Arm guard for tenoningoperations
H - Emergency button (3)
www.bricose
rgio.it

- 37 -
2.ESPAÑOLFRANÇAISDEUTSCH
TECHNISCHE SPEZIFIKATIONEN • DONNEES TECHNIQUESESPECIFICACIONES TECNICAS
2.7. SICHERHEITS-VORRICHTUNG(Abb. 12)
Die Maschine ist mit den folgendenSicherheitsvorrichtungen ausgestattet(es ist strengstens verboten, sie zuverändern oder zu deaktivieren):A - Mikroschalter Fräsentür (USA
und CANADA-Version).Hält die Maschine beim Öffnender Tür P an.
B - Hobel-Mikroschalter (USA undCANADA-Version).Hält die Maschine beimZurückklappen des Tisches Roder M an.Reaktiviert die Maschine, wenndie Haube S umgedreht wird, uman der Stärke zu arbeiten.
C - Mikroschalter Sägengruppe(USA und CANADA-Version).Setzt die Maschine still, wenn dieSchutzvorrichtung L geöffnet wird,um Eingriffe an den Sägeblätternvorzunehmen.
D - Schutzvorrichtung fürBearbeitungen an der Säge.
E - Schutzvorrichtung fürBearbeitungen am Hobel.
F - Schutzvorrichtung fürBearbeitungen an der Toupie
G - PVorrichtung zum Schutz derArme fürZapfenschneidbearbeitungen
H - Nottasten (n°3)
2.7. DISPOSITIFS DE SECURITE(fig. 12)
La machine est équipée des dispositifsde sécurité suivants (il est strictementinterdit de les modifier ou de lesdésactiver):A - Minirupteur de la porte du groupe
toupie (version U.S.A. etCANADA)Il arrête la machine en cas d’ouver-ture de la porte P.
B - Minirupteur du rabot (versionU.S.A. et CANADA).Il arrête la machine au basculagede la table R ou M.Remettre la machine en fonctionau cas où le protecteur S est bas-culé pour travailler à l'épaisseur.
C - Minirupteur du groupe scie (ver-sion U.S.A. et CANADA).Il arrête la machine lorsque la pro-tection L est ouverte pour effec-tuer des opérations sur les lames.
D - Protection pour exécutionsavec la scie.
E - Protections pour exécutionsavec le rabot.
F - Protection pour exécutions àtenonner
G - Protection pour les bras pourexécutions avec la toupie
H - Poussoirs d’urgence (n°3)
2.7. DISPOSITIVOS DESEGURIDAD (fig. 12)
La máquina está equipada con lossiguientes dispositivos de seguridad(está terminantemente prohibidomodificarlos o desactivarlos):A - Microinterruptor salida grupo
tupí (versión U.S.A. y CANA-DA).Para la máquina cuando se pro-duce la abertura de la salida P.
B - Microinterruptor cepillo(versión U.S.A. y CANADA).Para la máquina cuando vuelcael plano R o M.Rehabilita la máquina en caso deque se vuelque la envoltura Spara trabajos de espesor.
C - Microinterruptor grupo sierra(versión U.S.A. y CANADA).Para la máquina cuando se abrela protección L para efectuaroperaciones en las hojas.
D – Dispositivo de seguridad paraoperaciones de sierra
E – Dispositivo de seguridad paraoperaciones de cepillado
F – Dispositivo de seguridad paraoperaciones de buriladora
G –Dispositivo de seguridad debrazo para operaciones desacar espigas
H – Botón de emergencia (3)
www.bricose
rgio.it

3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 38 -
3.1. SAFETY REGULATIONS
Read carefully the operationand maintenance manual
before starting, using,servicing and carrying out any
other operation on themachine.
The manufacturer disclaims allresponsibilities for damages topersons or things, which might
be caused by any failure tocomply with the above
mentioned safety regulations.
Read carefully the safety plateslocated on the machine and followall the instructions.
The machine operator shall haveall necessary prerequisites in oderto operate a complex machiery.
It is prohibited to use the machinewhen under the influence of alco-hol, drugs or medication.
All the operators must be suitablytrained for use, adjustment andoperation of the machine.
The operators must carefully readthe manual paying particular at-tention to the warning and safetynotes. Furthermore, they must beinformed on the dangers associ-ated with use of the machine andthe precautions to be taken, andmust be instructed to periodicallyinspect the guards and safety de-vices.
A suitable padlock must be pro-cured to lock the main powerswitch. The qualified and author-ised operator is responsible forsafekeeping of the key.
Before carrying out adjustment,repair or cleaning work, discon-nect the machine from the electricpower by setting the main switchto 0, and lock it with the padlock.
3.1. NORME DI SICUREZZA
Leggere attentamente ilManuale delle istruzioni per
l'uso e la manutenzione primadi procedere alle operazioni di
avviamento, impiego,manutenzione, o qualsiasi altro
intervento sulla macchina.Il Costruttore declina ogniresponsabilità per danni a
persone o cose, conseguentil’inosservanza delle norme di
sicurezza.
Esaminare attentamente le tar-ghette di sicurezza applicate sullamacchina e rispettarne le indica-zioni in esse contenute.
L'operatore deve possedere tutti irequisiti prescritti per l’utilizzo di unamacchina complessa.
E' vietato utilizzare la macchinasotto l'influenza di alcool, droghe,o medicine.
E' obbligatorio che tutti gli opera-tori siano adeguatamente formatiper l'utilizzazione, la regolazioneed il funzionamento della macchi-na.
Gli operatori devono leggere at-tentamente il manuale prestandoparticolare attenzione alle note eavvertenze di sicurezza; devonoinoltre essere informati sui pericoliassociati con l'uso della macchinae le precauzioni che devono esse-re osservate, e devono essereistruiti ad effettuare esami periodi-ci sui ripari e dispositivi di sicurez-za.
E' indispensabile procurarsi un luc-chetto idoneo al bloccaggio del-l ' interruttore generale dialimentazione elettrica. L'operato-re qualificato e autorizzato è re-sponsabile e custode della chiave.
Prima di effettuare interventi diregolazione, riparazione o pulizia,togliere tensione alla macchinamettendo l'interruttore generalesullo O e chiuderlo con l'aiuto diun lucchetto.
www.bricose
rgio.it

- 39 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
3.1. ADVERTENCIAS DESEGURIDAD
Leer atentamente el manual deinstrucciones para la operación y el
mantenimiento antes de lasoperaciones de arranque, empleo,
mantenimiento o cualquier otraoperación sobre la máquina.
El fabricante declina cualquierresponsabilidad por daños a las
personas o a las cosas, producto delincumplimiento de las normas deseguridad anteriormente citadas.
Examinar atentamente las tarjetas deseguridad aplicadas sobre lamáquina y respetar las indicacionesque contienen.
El operador de la máquina deberáposeer todos los requisitos prescri-tos para la utilización de una máquinacompleja.
Se prohibe manejar de la máquinabajo la influencia de bebidasalcohólicas, drogas o medicinas.
Es obligatorio que todos los opera-dores estén preparados apropiada-mente para el uso, la regulación y elfuncionamiento de la máquina.
Los operadores deben leer el ma-nual detenidamente, prestando sumaatención a las notas y advertenciasde seguridad; además deben estarinformados acerca de los peligrosasociados al uso de la máquina y delas precauciones que han deobservarse y estar formados paraefectuar exámenes periódicos de lasprotecciones y los dispositivos de se-guridad.
Es indispensable disponer de uncandado adecuado para bloquear elinterruptor general de alimentacióneléctrica. El operador cualificado yautorizado es el responsable deguardar de la llave.
Antes de efectuar intervenciones deregulación, reparación o limpieza,quitar la tensión a la máquina llevandoel interruptor general a la posición“0” y luego cerrarlo con candado.
3.1. SICHERHEITSMASSNAHMEN
Vor dem Start, Gebrauch, Wartungoder anderen Eingriffen auf die
Maschine müssen die Gebrauchs-und Wartungsanweisungen
sorgfältig durchgelesen werden.Der Hersteller lehnt jede Haftungfür Personen- oder Sachschaden,
die aus der Nichtbefolgung derSicherheitsvoschriften entstanden
sind, ab.
Die auf der Maschine angebrachtenSicherheitsschilder aufmerksamdurchlesen und die Angaben daraufbefolgen.
Der Bediener muß alle für denGebrauch der Maschine vorgeschrie-benen Anforderungen aufweisen.
Die Maschine darf nicht von unterAlkohol- Drogen- oderTablettenwirkung stehendenPersonen bedient werden.
Alle Bediener sind verpflichtet, sichin den Gebrauch, die Einstellung undden Betrieb der Maschine gründlicheinweisen zu lassen.
Die Bediener müssen das vorliegendeHandbuch und insbesondere die Warn-und Sicherheitsvorschriften sorgfältiglesen. Sie müssen ausserdem über diemit dem Gebrauch der Maschineverbundenen Gefahren und die zuergreifenden Vorsichtsmassnahmeninformiert sowie auf die Notwendigkeithingewiesen werden, die Sicherheits-und Schutzeinrichtungen regelmässigzu überprüfen.
Der Hauptschalter zurStromversorgung der Maschine mussunbedingt mit einemVorhängeschloss abschliessbar sein.Ein qualifizierter und autorisierterBediener ist für die Aufbewahrung desSchlüssels zuständig.
Vor sämtlichen Arbeiten zur Einstel-lung, Reparatur oder Reinigung istdie Maschine spannungslos zusetzen; hierzu den Hauptschalter auf“0” stellen und mit einem Vorhänge-schloß sperren.
3.1. PRECAUTIONS DE SECURITE
Lire attentivement le Manuel d’emploiet d’entretien avant de n’importe quelle
opération sur la machine (mise enmarche, emploi, entretien ou autre).
Le Constructeur décline touteresponsabilité en cas de dommage aux
personnes ou aux objets dûs au nonaccomplissement des susvisées
normes de sécurité.
De plus, il faut: contrôler attentivementles plaquettes de sécurité sur lamachine et observer les instructionsdonnées.
L’opérateur de la machine devra avoirtoutes les qualités prévues pour lamanoeuvre d’une machine-outilcomplexe.
Il est interdit d’utiliser la machine si l’onest sous l’influence de l’alcool, dedrogues ou de médicaments.
Il faut obligatoirement que tous lesouvriers soient formés pour l’utilisation,le réglage et le fonctionnement de lamachine.
Les ouvriers doivent lire attentivementla notice en faisant particulièrementattention aux remarques et auxavertissements de sécurité. En outre,ils doivent être informés sur les risquesassociés à l’utilisation de la machine,ainsi que sur les précautions qui doiventêtre prises et ils doivent être forméspour effectuer des contrôles périodi-ques sur les protections et les dispositifsde sécurité.
Il faut impérativement avoir un verrouapproprié pour le blocage del’interrupteur principal d’alimentationélectrique. L’ouvrier qualifié et autoriséest responsable et doit conserver laclé.
Avant toute intervention de réglage, deréparation ou de nettoyage, il faut couperl’alimentation électrique sur la machineen plaçant l’interrupteur général sur laposition 0, puis le verrouiller.
www.bricose
rgio.it

3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 40 -
After an initial bedding-in period ormany hours of operation, the driv-ing belts may slacken; this causesan increase in the tool stoppingtime (the stopping time must beless than 10 seconds). Immedi-ately tighten them as described inChap. 7.
The working area around the ma-chine must be kept always cleanand clear, in order to have an im-mediate and easy access to theswitchboard.
Never insert materials which aredifferent from those which are pre-scribed for the machine utilization.
The material to be machined mustnot contain any metal parts.
Never machine pieces which maybe too small or too wide ithrespectto the machine capacity.
Do not work wood which has evi-dent defects (cracks, knots, metalparts, etc.)
Use rollers or extension tableswhen machining very large pieces.
Never place hands among themoving parts and/or materials.
Keep hands clear from the tool;feed the piece with the aid of apusher.
Keep the tools tidy and far awayfrom those not authorized persons.
Never employ cracked nor uckled,neither not correctlyreground tools.
Only use tools in conformity withEN 847-1 standard.
Never use the tools beyond thespeed limit recommended bytheproducers.
Carefully clean the rest surfaces oftools and make surethat they findperfectly horizontally positioned, andwithno dents at all.
Always wear gauntlets when han-dling the tools.
Dopo un primo periodo di assesta-mento o molte ore di lavoro, puòverificarsi l'allentamento delle cin-ghie di trasmissione; questo pro-voca un aumento del tempo diarresto dell'utensile (il tempo di ar-resto deve essere inferiore a 10sec.). Provvedere subito al lorotensionamento come descritto nelcap.7.
La zona di lavoro attorno alla mac-china deve sempre essere man-tenuta pulita e sgombra per l’im-mediato e facile accesso aicomandi del quadro elettrico.
Non introdurre nella macchina ma-teriale diverso da quello previstoper il suo utilizzo.
Il materiale da lavorare non devecontenere parti metalliche.
Non lavorare mai pezzi troppo pic-coli o troppo grossi per la capacitàdella macchina.
Non lavorare legni che presenta-no difetti molto evidenti (spacca-ture, nodi, parti metalliche, etc.....)
Utilizzare rulliere o tavoli di esten-sione quando si lavorano pezzi didimensioni elevate.
Non mettere le mani tra le parti e/o materiali in movimento.
Non mettere le mani in prossimitàdell'utensile; eseguire l'avanza-mento del pezzo con l'aiuto di unospintore.
Custodire gli utensili in manieraordinata e lontano da persone nonaddette.
Non impiegare mai utensili incri-nati, deformati o non correttamen-te riaffilati.
Usare esclusivamente utensili con-formi alla norma EN 847-1.
Non usare gli utensili oltre il limitedi velocità indicato dai costruttori.
Pulire accuratamente le superficidi appoggio degli utensili ed assi-curarsi che siano perfettamentepiane e prive di ammaccature.
Maneggiare gli utensili utilizzandoi guanti di protezione.
www.bricose
rgio.it

- 41 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
Nach der ersten Einlaufphase oder nachvielen Betriebsstunden kann es zueinem Lockern des Übertragungs-riemens kommen, was zu einer Erhö-hung der Auslaufzeit des Werkzeugsführt (die Auslaufzeit muss unter 10 Se-kunden liegen). In diesem Fall hat derBediener sofort für das Nachspannendes Riemens zu sorgen (siehe Kap. 7).Die Arbeitszone muß immer frei undsauber gehalten werden, damit manleicht zu den Steuerungen des elektri-schen Schaltpults Zugang hat.Führen Sie in dieMaschine nurMaterialien ein, das für die Verwen-dung der Maschine vorgesehen ist.Das zu bearbeitende Material darfkeine Metallteile enthalten.Vermeiden Sie es, für die Maschi-nen-kapazität zu große oder zu kleineStücke zu bearbeiten.Verarbeiten Sie keine Holzteile mitsichtbaren Fehlern (Risse,Ästigkeiten, Metallteile, usw.)Für sehr große Werkstücke Rollen-tische oder Erweiterungs-plattenverwenden.Hände niemals in die Nähe von sichbewegenden Teilen und/oderMaterialien geben.Hände nicht in die Nähe des Werk-zeugs bringen. Das Vorschieben desWerkstückes darf nur mit demHolzschieber vorgenommen werden.Bewahren Sie die Werkzeuge immersorgfältig und fern von NIchtbefugtenauf.Verwenden Sie keine beschädigte,verformte oder nicht richtig geschlif-fene Werkzeuge.Ausschließlich Werkzeug benutzen,das der Norm EN 847-1 entspricht.Verwenden Sie die Werkzeuge nichtfür Geschwindigkeiten, die über jenevon der Herstellerfirma angegebenehinausgehen.Reinigen Sie die Auflageflächen derWerkzeuge immer sorgfältig undgeben Sie acht, daß diese immereben sind und keine Verbeulungenaufweisen.Zur Handhabung der Werkzeugestets Schutzhandschuhe anziehen.
Après une première période de mise enplace ou de nombreuses heures detravail, les courroies de transmissionpeuvent se détendre ; cela entraîneune augmentation du temps d’arrêt del’outil (le temps d’arrêt doit être inférieurà 10 sec.). Il faut immédiatement lesretendre comme indiqué au chapitre 7.
La zone de travail autour de la machinedoit toujours être propre et libre pour avoirun accès immédiat et facile auxcommandes du tableau de distribution.
Ne pas introduire dans la machine dumatériel différent de celui prévu pourson emploi.
Le matériau à usiner ne doit pas êtreconstitué par des parties métalliques.
Ne jamais usiner des pièces trop petitsou trop gros parrapport à la capacité dela machine.
Ne pas usiner des bois ayant des défautsparticulièrement évidents (fentes, noeuds,parties métalliques, etc.)
Utiliser des groupes rouleaux ou desplateaux de prolongement pourl’usinage de pièces d’importantesdimensions.
Ne jamais mettre les mains entre lesparties et/ou les matériaux enmouvement.
Ne pas approcher les mains de l’outil;effectuer l’avancement de la pièce àl’aide d’un pousseur.
Garder les outils d’une manière rangéeet loin des personnesqui ne sont pasautorisées.
Ne jamais employer des outils fêlés,déformés ou pascorrectement affilésde nouveau.
N’utiliser que des outils conformes à lanorme EN 847-1.
Ne jamais employer les outils au delàdes limites de vitesse indiquées par lesconstructeurs.
Nettoyer soigneusement les surfacesd’appui des outils ets’assurer qu’ellessoient parfaitement horizontales etsansbosses.
Utiliser les outils se servant des gantsprotecteurs.
Tras un primer período de asenta-miento o numerosas horas de traba-jo es posible que se aflojen lascorreas de transmisión, lo cual pro-voca un aumento del tiempo deparada de la herramienta (que debeser inferior a los 10 seg.). Procederenseguida a su tensión como se des-cribe en el cap.7.
Mantener siempre libre y limpia lazona de trabajo alrededor de lamáquina con el fin de facilitar unacceso simple e inmediato a losmandos del tablero de control.
No se introduzca en la máquinamaterial diferente del que está previ-sto para su utilización.
El material a elaborar no debe conte-ner componentes metálicos.
No trabajar nunca piezas demasiadopequeñas o demasiado gruesas parala capacidad de la máquina.
No elaborar maderas que presentendefectos muy evidentes (rajaduras,nudos, partes metálicas, etc.).
Utilizar grupos de rodillos o mesasde extensión cuando se trabaje conpiezas de grandes dimensiones.
No poner las manos en proximidadde la herramienta; realizar el avancede la pieza con el auxilio de una piezade empuje.
No se pongan las manos entre las partesy/o el material en movimiento.
Guardar las herramientas de mane-ra ordenada y lejos de personas noautorizadas.
No emplear nunca herramientas raja-das, deformadas o no correcta- mentereafiladas.
Usar exclusivamente herramientasconformes a la norma EN 847-1.
No utilizar las herramientas sobrepa-sando el límite de velocidad indi -cadopor los fabricantes.Limpiar esmeradamente las superfi-cies de apoyo de las herramientas yasegurarse de que estén perfecta-mente llanas y sinmachucaduras.
Manejar las herramientas utilizandolos guantes de protección.
www.bricose
rgio.it

3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 42 -
Montare gli utensili nel giusto ver-so di lavorazione
Non avviare la macchina senzaaver correttamente installato tuttele protezioni.
L’operatore deve assicurarsi chesia stata selezionata la velocità dirotazione adeguata, e che questasia appropriata all’utensile utiliz-zato sulla macchina.
Iniziare la lavorazione solo quan-do gli utensili hanno raggiunto lavelocita' di regime.
In tutti i lavori di fresatura in cui sipossono avere rinculi del pezzo,inparticolare fresature interrotte,sidevono impiegare dispositivi diprotezione antiritorno come de-scritto al cap.6.
A causa della grande varietà dilavori che si possono fare sulletoupie verticali utilizzando differentitipi di alberi, di portautensili e difrese, non è possibile considerareefficace un unico tipo di protettoreper tutti questi lavori.Ciascun lavoro deve essere con-siderato separatamente e deveessere usata la protezione piu'indicata(cuffia guida toupie,cuffiaper tenonare).
Utilizzare gli anelli toupie in dota-zione in modo da ridurre al minimol'apertura del foro sul piano toupie.
La protezione deve avvolgere ilpiù completamente possibile lafresa in funzione del tipo di lavoro.Lo spazio tra le due semiguidedeve essere il minimo indispensa-bile per fare girare la fresa senzainterferenze.
La macchina non e' predispostaper l'uso del trascinatore.
Usare i pressatori in dotazione re-gistrandoli in modo da formare untunnel nel quale il pezzo puo' es-sere introdotto.
Il pezzo seguente può essere uti-lizzato per spingere il pezzo pre-cedente, l’ultimo pezzo saràlavorato alla fine utilizzando unospingitore.
Mount the tools in the right ma-chining direction.
Never start the machine beforehaving correctly installed all theprotections.
The operator must ensure that theright rotation speed has beenselected and that the speedselected is proper for the tool fittedto the spindle.
Start machining only when thetools have reached their operatingspeed.
In all milling operations in whichthe piece may recoil, in particularinterrupted milling, anti-spring-back protection devices must beused as described in Chap. 6.
Because of the variety of workingswhich can be carried out on verticalspindle moulding machines byusing different spindles,toolholders and cutters, nosafeguard can be consideredeffective for all conditions.Each job must be consideredseparately and the most suitableprotection used (router guide hood,tenoning hood).
Use the router rings provided sothat the hole opening on the routertable is reduced to a minimum.
The guard shall enclose the cuttersto the greatest extent according tothe working.The distance between the fencehalves shall be so large only topermit the cutter rotation withoutcontact.
The machine is not set up for useof the driver.
Use the pressers provided,adjusting them in such a way as toform a tunnel in which the piececan be introduced.
The following piece may be usedto push the previous one; the lastpiece is milled at the end with theaid of a pusher.
www.bricose
rgio.it

- 43 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
Montieren Sie die Werkzeuge in derrichtigen Bearbeitungsrichtung.Die Maschine nicht benutzen ohneden korrekten Einbau der Schutzvor-richtungen.Das Bedienpersonal hat sich zuvergewissern, daß eineangemessene Drehzahl gewähltworden ist und diese für dasverwendete Werkzeug geeignet ist.Die Bearbeitung nur beginnen, wenndie Werkzeuge ihreBetriebsgeschwindigkeit erreichthaben.Bei sämtlichen Fräsarbeiten, beidenen das Werkstück rückgestoßenwerden kann, insbesondere beiaussetzenden Fräsvorgängen, mußein Rückschlagschutz wie im Kap. 6beschrieben verwendet werden.Aufgrund der Vielzahl derunterschiedlichen Bearbeitungen, die anvertikalen Tischfräsen unter Verwendungverschiedener Typen von Spindeln,Werkzeughaltern und Fräsern ausgeführtwerden können, ist es nicht möglich, nureine Schutzeinrichtungart für all dieseBearbeitungen für wirksam zu erachten.Jede Bearbeitung ist separat zubetrachten, und es ist die hierfürgeeignetste Schutzeinrichtung zuverwenden (Anschlagschutz-haubeder Tischfräse, Schutzhaube fürZapfenschneiden).Die mitgelieferten Ringe der Toupiederart verwenden, dass dieLochöffnung auf der Ebene derToupie möglichst klein ist.Die Schutzeinrichtung soll den Fräserin Abhängigkeit vom Bearbeitungstypmöglichst vollständig umgeben.Der Abstand zwischen den beidenAnschlaglinealen soll möglichstgering sein, um einen unbehindertenFräserbetrieb zu gewährleisten.Die Maschine ist nicht für denGebrauch des Mitnehmerseingerichtet.Die mitgeliefertenAndrückvorrichtungen verwendenund sie so einstellen, dass ein Tun-nel gebildet wird, in den dasWerkstück eingeführt werden kann.Das folgende Werkstück kann für denVorschub des vorangehendenWerkstücks verwendet werden, dasletzte Werkstück wird unterVerwendung eines Schiebeholzesbearbeitet.
Monter les outils dans le sens exactd’usinage.
Ne pas mettre en marche la machinesans avoir correctement installé toutesles protections.
L’opérateur doit s’assurer que la vitessede rotation adéquate ait étésélectionnée et que celle-ci soitappropriée à l’outil utilisé sur lamachine.
Commencer l’exécution uniquementlorsque les outils ont atteint la vitessede régime.
Pour tous les évidements, où des reculs dela pièce peuvent se produire, en particulierles évidements interrompus, il faut utiliserdes dispositifs de protection anti-retourcomme indiqué au chap. 6.
A cause de la grande variété d’usinagesque l’on peut faire sur les toupiesverticales en utilisant différents typesd’arbres, de porte-outils et de fraises,on ne peut considérer comme efficaceun seul type de protecteur pour tousces usinages.Chaque usinage doit être considéréséparément et il faut utiliser la protectionla plus indiquée (carter de protectionguidage toupie, carter de protectionpour tenonner).Utiliser les bagues toupie en dotationde façon à réduire au minimum l’ouver-ture de l’orifice sur le plan toupie.La protection doit entourer le pluscomplètement possible la fraise enfonction du type d’usinage.L'espace entre les deux semi-guidesdoit être le minimum indispensable pourfaire tourner la fraise sansinterférences.La machine n’est pas prédisposée pourl’utilisation du dispositif d’entraînement.Utiliser les presseurs en dotation enles réglant de façon à former un tunneldans lequel la pièce peut être introduite.La pièce suivante peut être utilisée pourpousser la pièce précédente, la dernièrepièce sera usinée à la fin en utilisant unpoussoir.
Montar las herramientas en el correctosentido de elaboración.
No arrancar la máquina sin instalarantes todas las protecciones.
El operador tiene que asegurar quese haya seleccionado la velocidadde rotación adecuada, y que seaadecuada al utensilio utilizado en lamáquina.
Iniciar el trabajo con la máquina sólocuando las herramientas hayanalcanzado su velocidad de trabajo.
En todos los trabajos de fresado dondepueden producirse retrocesos de lapieza, especialmente en fresadosinterrumpidos, se deben empleardispositivos de protección anti-retornocomo descrito en el cap. 6.
A causa de la gran variedad detrabajos que se pueden hacer con latupi vertical utilizando diferentes tiposde eje, de porta-utensilios y de fresas,no se puede considerar eficaz unúnico tipo de protección para todosestos trabajos.Cada trabajo debe ser consideradoen modo independiente y utilizar laprotección más apropiada para elmismo (protección para guía tupí,protección para ensamble de espiga).
Utilice los anillos de la buriladora quese facilitan de manera que la aberturadel orificio en la mesa de la buriladorase reduzca al mínimo.
La protección tiene que envolver lomás que se pueda la fresa en funcióndel tipo de trabajo.El espacio entre las dos semiguíastiene que ser el mínimo indispensablepara hacer rotar la fresa sininterferencias.
La máquina no está montada para eluso de la broca.
Utilice los resortes de presión que sefacilitan, ajustándolos de tal maneraque formen un túnel en el que sepueda insertar la pieza.
La pieza siguiente puede ser utilizadapara empujar la pieza precedente, laúltima pieza se trabajará al finalutilizando un empujador.
www.bricose
rgio.it

3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 44 -
Collegare le cappe di evacuazionepolveri ad un adeguato impianto diaspirazione attenendosi alle indi-cazioni del cap.4.; l'aspirazionedeve essere sempre avviata all'ac-censione della macchina.
Non aprire, in nessun caso, portellio protezioni con la macchina o l’im-pianto in movimento.
Spiacevoli e numerose esperien-ze hanno evidenziato che sullapersona vi possono essere sva-riati oggetti in grado di provocaregravi infortuni: prima di iniziare alavorare, togliersi monili, orologi oaltro.
Serrare bene attorno ai polsi, lemaniche dell’indumento da lavo-ro, abbottonandole in modo sicu-ro.
Togliersi gli indumenti che penzo-lando, potrebbero impigliarsi neiGRUPPI IN MOVIMENTO.
Utilizzare sempre le robuste calza-ture da lavoro, previste dalle normeantinfortunistiche di tutte le nazioni.
Adottare gli occhiali di protezione.Usare appropriati sistemi di prote-zione per l'udito (cuffie, tappi, etc.)e per la polvere (mascherine).
Non permettere alle persone nonautorizzate di riparare od esegui-re la manutenzione o di effettuarequalsiasi genere di intervento sullamacchina.
Modifiche arbitrarie sulla macchi-na, escludono ogni responsabilita'del costruttore, per i danni che nepossono derivare.
Effettuare le operazioni di traspor-to, installazione e montaggio, soloda addetti in possesso delle indi-spensabili competenze tecnicheed esperienza in ciascuno dei set-tori previsti.
L'operatore non deve mai lasciarela macchina incostudita durante ilfunzionamento.
Connect the dust suction hoods toan adequate suction system, fol-lowing the instructions in Chap. 4;suction must always be activatedwhen the machine is switched on.
Never open doors or protectionswhen the machine or the systemis operating.
Many unpleasant experiences haveshown that anybody may wear ob-jects which could cause seriousaccidents.Therefore, before starting working,take any bracelet, watch or ring off.
Button the working garment sleevewell around the wrists.
Take any garment off which, byhanging out, may get tangled inthe MOVING UNITS.
Always wear strong working foot-wear, as prescribed by the acci-dent-prevention regulations of allcountries.
Use protection glasses.Use appropriate hearing protec-tion systems (headsets, earplugs,etc.) and dust protection masks.
Never let unauthorized people re-pair, service or operate the ma-chine.
The manufacturer is not responsi-ble for any damage deriving fromarbitrary modifications made to themachine.
Any transport, assembly and dis-mantling is to be made only bytrained staff, who shall have spe-cific skill for the specified operation.
The operator must never leave themachine unattended duringoperation.
www.bricose
rgio.it

- 45 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
Staubabzugshauben an einegeeignete Sauganlage anschließen(diesbezügliche Anleitungen imKapitel 4); die Absaugung ist stetsbei Zuschalten der Maschine zustarten.
Wenn die Maschine läuft, dürfen dieSchutztafeln und -türen auf keinenFall geöffnet werden.
Zahlreiche bedauerliche Erfahrungenhaben gezeigt, daß Gegenständenan Personen, wie Ringe, Armbänder,etc. schwere Unfälle verursachenkönnen: Deshalb gilt: Vor der Arbeitmüssen Armbanduhren, Ringe, etc.abgenommen werden.
Ärmel der Arbeitsbekleidung nichtlose an den Handgelenken hängenlassen, sie müssen auf alle Fällezugeknöpft werden.
Außerdem müssen herabhängendeGegenstände, die in sich BEWEGEN-DE GRUPPEN geraten könnten,abgenommen werden.
Tragen Sie immer von den Unfallver-hütungsvorschriften vorgeschriebe-nes, festes Schuhwerk.
Schutzbrillen aufsetzen.Einen geeigneten Ohrenschutz(Hauben, Stöpsel o.a.) und Staub-schutzmasken tragen.
Unbefugte Personen dürfen keineReparaturen oder Wartungsarbeiten ander Maschine ausführen.
Der Hersteller haftet nicht für Folge-schäden, die durch eigenmächtigeÄnderungen der Maschine bewirktsind.
Der Transport, die Aufstellung und dieMontage der Maschine mußqualifiziertem Personal anvertrautwerden, die in Besitz der notwendigenAusrüstung und Fachkenntnisse sind.
Die Maschine darf während desBetriebs nie unbewacht stehen.
Raccorder les hottes d’évacuation despoussières à un système d’aspirationapproprié, en respectant les consignesfournies au chapitre 4. L’aspiration doittoujours être actionnée lors de la miseen fonction de la machine.
Ne jamais ouvrir les portes ou lesprotecteurs avec la machine ou l’instal-lation en mouvement.
Plusieurs expériences désagréablesont mis en évidence qu’il y a des objetsqui peuvent blesser gravementl’opérateur: avant de commencer lesopérations, ôter tout bracelet, montre,bague.
Serrer bien les manches de votrevêtement de travail autour de poignetset les boutonner d’une façon sûre.
Oter les vêtements qui, en pendant,pourraient s’accrocher aux GROUPESEN MOUVEMENT.
Utiliser toujours des chaussures detravail robustes, prévues par les normesde prévention contre les accidents dechaque pays.
Adopter des lunettes de protection.Utiliser des systèmes de protectionappropriés contre le bruit (casque,tampons, etc.) et contre la poussière(masque).
Ne pas permettre aux personnes nonautorisées de réparer ni d’entretenir lamachine, ni d’effectuer n’importe quelleopération sur la machine.
Le fabricant décline toute responsabi-lité en cas de dommages résultant demodifications arbitraires effectuées surla machine.
Les opérations de transport, d’in-stallation et de montage devraient êtreeffectuées par des opérateurs,compétents et experts dans tous lesdomaines prévus.
L’ouvrier ne doit jamais laisser lamachine sans surveillance pendant lefonctionnement.
Conectar las campanas de evacuaciónpolvo a un adecuado equipo deaspiración, siguiendo las indicacionesdel cap. 4; la aspiración debe iniciarcontemporáneamente al encendido dela máquina.
No abrir por ninguna razón los porti-llos o protecciones con la máquina o lainstalación en movimiento.
Desagradables y numerosas expe-riencias han evidenciado que en lapersona puede haber varios tipos deobjetos que pueden provocar gravesaccidentes: antes de empezar atrabajar, quitarse la pulsera,el reloj yel anillo.
Cerrar bien los puños del traje detrabajo, abrochandolos en modoseguro.
Quitarse las prendas que cuelgan,que podrían engancharse en losGRUPOS EN MOVIMIENTO.
Utilizar siempre calzado resistentepara el trabajo, previsto en las nor-mas antiaccidentes de todas lasnaciones.
Llevar gafas de protección.Usar apropiados sistemas deprotección para el oído (auriculares,tapones, etc.) y contra el polvo(mascarilla).
No se permita a las personas noautorizadas reparar o efectuar ma-nutenciones, ni cualquier tipo deoperaciones.
La responsabilidad del fabricante pordaños decade ante modificacionesarbitrarias efectuadas a la máquina.
Las operaciones de transporte,instalación y desmontaje, se recomiendasean hechas solo por un encargado queposea la competencia técnicaindispensable en cada uno de lossectores previstos.
El operador no debe descuidar porningún motivo la máquina enfuncionamiento.
www.bricose
rgio.it

3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 46 -
Durante la sosta in un ciclo opera-tivo spegnere la macchina.
In caso di soste protratte, scol-legare l'alimentazione elettrica ge-nerale.
3.2 RISCHI RESIDUI
Nonostante l'osservanza di tuttele norme di sicurezza, e l'impiegosecondo le regole descritte nel pre-sente manuale, si possono avereancora dei rischi residui fra i qualii piu' ricorrenti sono:
- contatto con l'utensile- contatto con le parti in movimen-
to (cinghie, pulegge, etc..)- rinculo del pezzo o parti di esso- infortuni dovuti a schegge o fram-
menti di legno- Eiezione di inserti di utensile- Folgorazione dovuta al contatto
con parti in tensione- Pericolo dovuto al montaggio
sbagliato dell'utensile- Rotazione inversa degli utensili
dovuta all'errato collegamentoelettrico
- pericolo dovuto all'inalazione dipolveri nel caso di lavoro senzaaspiratore.
Tenete presente che l'uso di qual-siasi macchina utensile implica deirischi.Affrontare ogni tipo di lavorazione(anche la piu' semplice) con la giu-sta attenzione e concentrazione.La maggiore sicurezza e' nellevostre mani.
During any working cycle break,switch the machine off.
In case of long working cyclebreaks, disconnect the generalpower supply.
3.2 RESIDUAL RISKS
Despite observance of all thesafety regulations, and use accord-ing to the rules described in thismanual, residual risks may still bepresent, among which the mostrecurring are:
- contact with tool- contact with moving parts (belts,
pulleys, etc..)- recoil of the piece or part of it- accidents due to wood splinters
or fragments- tool insert ejection- electrocution from contact with
live parts- danger due to incorrect tool in-
stallation- inverse tool rotation due to in-
correct electrical connection- danger due to dust inhalation in
case of working without vacuumcleaner.
Bear in mind that the use of anymachine tool carries risks.Use the appropriate care and con-centration for any type of machin-ing (also the most simple).The highest safety is in yourhands.
www.bricose
rgio.it

- 47 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
Durante la parada de un ciclo opera-tivo apagar la máquina.
En caso de paradas prolongadas,desconectar la alimentación eléctri-ca.
3.2 RIESGOS RESIDUOS
No obstante la observación de todaslas normas de seguridad y el empleode la máquina según las indicacionesdescritas en el presente manual, aúnpueden existir riesgos residuos entrelos cuales los más comunes son lossiguientes:
- contacto con la herramienta- contacto con las partes en
movimiento (correas, poleas, etc.)- retroceso de la pieza o partes de la
misma- accidentes debidos a astillas o
fragmentos de madera- expulsión de piezas de herramienta- fulguración debida al contacto con
piezas bajo tensión- peligro debido al montaje erróneo
de la herramienta- rotación inversa de las
herramientas debido a unaconexión eléctrica errónea
- peligros debidos a la inhalación depolvo en caso de trabajar sinaspirador
Tener en consideración que el usode cualquier máquina-herramientacomporta algunos riesgos.Afrontar todo tipo de trabajo (aun elmás sencillo) con la atención yconcentración debidas.La mayor seguridad se encuentraen vuestras manos.
Pendant l’arrêt d’un cycle de travail,arrêter la machine.
En cas d’arrêts prolongés du fonctionne-ment de la machine, déconnecterl’alimentation électrique générale.
3.2 RISQUES RESIDUELS
Même si l’on respecte toutes lesconsignes de sécurité et que l’utilisa-tion est conforme aux indicationsfournies dans cette notice, il restemalgré tout des risques résiduels quisont le plus souvent:
- le contact avec l’outil ;- contact avec les parties en mouve-
ment (courroies, poulies, etc.);- le recul de la pièce ou d’une partie de
cette dernière ;- les accidents provoqués par des
éclats ou des morceaux de bois;- éjection d’éléments d’outil- électrocution due au contact avec les
parties sous tension- danger dû au mauvais montage de
l’outil- rotation inverse des outils due au
mauvais branchement électrique- le danger de respirer de la poussière
si l’on travaille sans aspirateur.Ne jamais oublier que l’utilisation detoute machine outil implique des risquespour l’utilisateur.Tout type d’usinage doit être exécuté(même le plus simple) avec la plusgrande attention et concentration.Votre sécurité ne dépend que devous.
Während einer Pause in einemArbeitszyklus, Maschine abstellen.
Im Falle von längerer Pause, dieelektrische Zufuhr unterbrechen.
3.2 RESTRISIKOS
Selbst wenn sämtliche Sicherheits-vorschriften beachtet werden und dieMaschine vorschriftsgemäßverwendet wird, bestehen nochRestrisikos, die nachstehend aufge-listet sind:
- Berührung des Werkzeuges- Kontakt mit beweglichen Teilen
(Riemen, Riemenscheiben usw.)- Rückstoß des Werkstückes oder
der Werkstückteile- Verletzungen durch Holzsplitter- Auswurf von Werkzeugeinsätzen- Stromschlag durch Kontakt mit
stromführenden Teilen- Gefährdung durch falsche Monta-
ge des Werkzeugs- Umgekehrte Rotationsrichtung des
Werkzeugs durch fehlerhaftenElektroanschluß
- Einatmung von Staub beim Arbei-ten ohne Absaugung.
Es sei darauf hingewiesen, daß jedeWerkzeugmaschine Rest-risikosaufweist.Bei der Ausführung sämtlicher Ar-beitsgänge (auch der einfachsten) istgrößte Vorsicht walten zu lassen.Ein sicheres Arbeiten hängt vonIhnen ab. www.bric
oserg
io.it

3.PRECAUZIONI PER LA SICUREZZA • SAFETY PRECAUTIONS
ENGLISHITALIANO
- 48 -
A
B
C
028_073_0.tif 1
3.3. SEGNALI DI SICUREZZAE DI INFORMAZIONE
Questi segnali sono applicati sullamacchina; in alcuni casi indicanopossibili situazioni di pericolo, inaltri servono come indicazione.Prestare sempre la massima at-tenzione; a fianco di ognuno di essiè specificato il loro significato.
SEGNALI DI INFORMAZIONE(FIG.1)
A - Indica il punto dove inserire iganci per il sollevamento dellamacchina.
B - Indica il senso di rotazionedell'utensile.
C - Simbolo di bloccaggio.
SEGNALI DI SICUREZZA (FIG.2)
D- Segnale di avvertenzaUtilizzare i guanti per maneg-giare gli utensili.
E - Pericolo di taglio arti supe-riori (utensili in movimento):non introdurre le mani nellazona di taglio.
F - Pericolo di shock elettrico:non accedere alla zona conmacchina in tensione.
H - Targa di avvertenze: nell'uti-lizzo del DADO SET è rigoro-samente vietato inclinare lalama sega; la combinazionedelle lame utilizzate non devesuperare lo spessore massi-mo di 19 mm (3/4").
3.3. SAFETY ANDINFORMATION SIGNALS
This signals are applied on themachine; in some cases they indi-cate possible danger conditions,in others they serve as indication.Always take the utmost care; themeaning of each one of them isspecified next to it
INFORMATION SIGNALS (FIG.1)
A - Indicates the point where toinsert the hooks for lifting themachine.
B - Indicates the tool rotationdirection.
C - Locking symbol.
SAFETY SIGNALS (FIG.2)
D- Warning signal: Wear glovesto handle the tools.
E - Danger of cutting the upperlimbs (moving tools): do notinsert the hands in the cuttingarea.
F - Danger of electric shock: donot access the area when themachine is powered.
H - Warning plate: when usingthe DADO SET it is severelyprohibited to tilt the saw blade;the combination of blades usedmust never be thicker than 19mm (3/4").
D
E
F
G
2033_053_0.tif
H
www.bricose
rgio.it

- 49 -
3.ESPAÑOLFRANÇAISDEUTSCH
SICHERHEITSMASSNAHMEN • PRECAUTIONS DE SECURITEPRECAUCIONES DE SEGURIDAD
3.3. SEÑALES DE SEGURIDADE INFORMACIÓN
Estas señales se aplican a lamáquina; en algunos casos indicanposibles condiciones de peligro y enotros casos informan.Actúe siempre con la máximaprecaución; al lado de cada señal sedetalla su significado.
SEÑALES DE INFORMACIÓN(FIG. 1)
A- Indica el punto dónde se debeninsertar los ganchos para elevarla máquina.
B- Indica la dirección de rotación dela herramienta.
C- Símbolo de bloqueo.
SEÑALES DE SEGURIDAD (FIG.2)
D- Señal de advertencia:Ponerse guantes para manejar lasherramientas.
E - Peligro de corte de losmiembros superiores(herramientas móviles): nocoloque las manos en la zona decorte.
F - Peligro de shock eléctrico: noacceda al área cuando la máquinaesté encendida.
H- Placa de advertencias: duranteel uso del juego de hojas DADOSET está prohibido totalmenteinclinar la hoja sierra; lacombinación de las hojas utiliza-das no tiene que superar el espe-sor máximo de 19 mm (3/4”).
3.3. SIGNALISATIONS DESECURITE ETD’INFORMATION
Ces signalisations sont appliquées surla machine ; dans certains cas, ellesindiquent des situations de dangerpossible, dans d’autres elles serventd’indication.Prêter une attention particulière : leursignification est spécifiée à côté dechacune d’entre elles.
SIGNALISATIONS D’INFORMATION(FIG.1)
A - Indique le point où les crochetsdoivent être introduits pour le levagede la machine.
B - Indique le sens de rotation de l’outil.
C - Symbole de blocage.
SIGNALISATIONS DE SECURITE(FIG.2)
D- Signalisations d'avertissement:Utiliser les gants pour manipuler lesoutils.
E - Danger d’amputation desmembres supérieurs (outils enmouvement):ne pas introduire les mains dans lazone de coupe.
F - Danger d’électrocution: ne pas accéder à la zone avec lamachine sous tension.
H - Plaque d’instructions : quand onutil ise l’ DADO SET il eststrictement interdit d’incliner la lamescie ; la combinaison des lamesutilisées ne doit pas dépasser uneépaisseur maximum de 19 mm (3/4’’).
3.3. SICHERHEITS- UNDINFORMATIONSZEICHEN
Diese Zeichen befinden sich auf derMaschine. In einigen Fällen zeigensie mögliche Gefahrensituationen auf,in anderen Fällen dienen sie alsHinweis.Immer höchste Aufmerksamkeitwalten lassen. Neben jedem Zeichenist die jeweilige Bedeutungangegeben.
INFORMATIONSZEICHEN (ABB. 1)
A- Es gibt den Punkt an, an dem dieHaken für das Anheben derMaschine anzubringen sind.
B- Es gibt die Drehrichtung desWerkzeugs an.
C- Symbol der Blockierung.
SICHERHEITSZEICHEN (ABB. 2)
D- Hinweiszeichen:Beim Umgang mit denWerkzeugen Handschuhebenutzen.
E - Schnittgefahr für die oberenGliedmaßen (sich bewegendeWerkzeuge): Die Hände von demSchneidbereich fernhalten.
F - Gefahr eines Elektroschocks:Diesen Bereich nicht betreten,wenn die Maschine unterSpannung steht.
H- Warnschild: bei Verwendung desSET DADO ist es streng verbo-ten, das Sägeblatt zu neigen; dieKombination der verwendetenKlingen darf nicht die Maximal-stärke von 19 mm (3/4“) über-schreiten.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 50 -
4.1. LIFTING ANDUNLOADING
Lifting and handling shouldonly be carried out by skilledpersonnel specially trained to
execute this kind of operations.During loading and unloading,
avoid knocks to preventdamages to persons or things.Make sure no one is standing
under the overhung load and/orwithin the bridge crane working
range during machine liftingand handling.
Lifting may be carried out by bridgecrane or self-propelled lift truck.Before starting the manoeuvres,free the machine of all the partsused for transport or packagingthat have remained on themachine.Check that the capacity of thehoisting means is greater than thegross weight of the machineindicated in fig. 1.
– Provide a fork lift truck A havingsuitable carrying capacity;
– Insert the forks B as per the figu-re (keeping them alongside thetwo feet E) and check that theseprotrude at least 15 cm from therear part of the base.
If lifting with a hook, open theholes already prepared and
indicated by the plate as shownin the figure.
If a bridge crane or a crane is avail-able, proceed as follows:– arrange the three belts C of equal
length (about 2000 mm) withadequate capacity;
– fasten the slings to the bridgecrane D having adequate liftingpower;
– lift the slings and position themas is shown in the figure1;
– move the bridge crane by smallsteps to allow the slings C tosettle, until optimum stabilityconditions are reached;
4.1. SOLLEVAMENTO ESCARICO
Le operazioni di sollevamento emovimentazione devono essere
eseguite dal personalespecializzato ed addestrato a
questo tipo di manovre.Durante la fase di carico e scarico
occorre evitare urti al fine dievitare danni alla macchina e allepersone. Nessuna persona dovràtrovarsi in prossimità del carico
sospeso e/o comunque nel raggiod’azione del carro ponte durante
la fase di sollevamento emovimentazione della macchina.
Il sollevamento si puo' effettuaretramite carro ponte o carrelloelevatore semovente.Prima di co-minciare le manovre,liberare lamacchina di tutte le parti che,peresigenze di trasporto o imballag-gio risultino appoggiate su di essa.Controllare che la portata del mez-zo di sollevamento sia adeguata alpeso lordo della macchina indicatoin fig.1.
– Predisporre un carrello elevatoreA di portata adeguata;
– inserire le forche B come dafigura(tenendole accostate ai duepiedi E) e verificare che questefuoriescano di almeno 15 cm dal-la parte posteriore del basamento.
In caso di sollevamento congancio è necessario aprire le
forature già predisposte esegnalate dall'apposita targhetta,
come indicato in figura.
Qualora si disponga di carro ponteo gru procedere come segue:– predisporre di tre cinghie C di
ugual lunghezza (circa 2000 mm)aventi portata adeguata;
– agganciare le cinghie al carroponte D di portata adeguata;
– sollevare le cinghie e posizionar-le come rappresentato in figura1;
– procedere all’assestamento del-le cinghie C, muovendo il carroponte con brevi spostamenti finoal raggiungimento della condizio-ne di stabilità ottimale;
028.006.0.tif
B
E
A
E
D
CCC
1
Kg.750
www.bricose
rgio.it

- 51 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.1. HEBEN UND ABLADEN
Das Heben und Bewegen derMaschine muß von
entsprechendem Personal, das aufdiese Art von Arbeiten eingeschult
ist, durchgeführt werden. BeimAuf- und Abladen der Maschine
muß sehr vorsichtig vorgegangenund Schläge vermieden werden,
um Personen- und Sachschäden zuverhindern. Beim Heben und
Bewegen der Maschine dürfen sichkeine Personen in der Nähe der
hängenden Last oder imArbeitsbereich des Krans befinden.
Zum Anheben kann einBrückenwagen oder einselbstfahrender Gabelstaplerverwendet werden. Bevor dieMaschine angehoben wird, sind alleTeile, die aus Transport- oderVerpackungszwecken auf siegestapelt wurden, abzunehmen.Versichern Sie sich, dass die Tragkraftdes Hebewerkzeugs höher als das inAbb.1 angegebene Bruttogewicht derMaschine ist.
– Hubwagen A mit entsprechenderTragfähigkeit vorbereiten;
– Die Gabeln des Gabelstaplers Bgemäß Bild einschieben (neben denbeiden Füßen E) und sichvergewissern, daß diese wenigstens15 cm vom hinteren Teil desMaschinengestells hervorstehen
Beim Anheben mit Haken sind diebereits vorgefertigten und von demeigens dazu vorgesehenen Schild
angezeigten Bohrungen wie auf derAbbildung dargestellt zu öffnen.
Falls man die Möglichkeit hat, miteinem Kran oder ähnlichem zu arbei-ten, geht man folgendermaßen vor:– drei gleich lange (etwa 2000 mm)
Riemen C, die über eineangemessene Tragkraft verfügen,vorbereiten;
– Riemen am Kran D (mitausreichender Tragkraft) anhängen;
– Riemen heben und wie auf derAbbildung 1 dargestellt,positionieren;
– Riemen C richtig anordnen, indemder Kran jeweils etwas versetzt wird,bis man die optimale Stabilitäterreicht hat;
4.1. LEVAGE ETDECHARGEMENT
Les opérations de levage et demanutention de la machine doivent
être effectuées par du personnelqualifié et entraîné à ce genre de
manoeuvres.Pendant la phase de chargement etde déchargement de la machine il
faut éviter tout choc pouvantendommager la machine ou blesserdes personnes. Personne ne devra
se trouver près de la chargesuspendue et/ou en tout cas dans le
rayon d’action du pont roulantpendant la phase de levage et de
manutention de la machine.
Le levage peut s’effectuer à l’aide d’unpont roulant ou d’un chariot élévateurmotorisé. Avant de commencer lesmanoeuvres, il faut dégager la machinede tous les éléments, qui pour letransport ou l’emballage, se trouvent surcette dernière.Contrôler que la capacité de l’engin delevage est supérieure au poids brut dela machine, indiqué à la fig.1.
– Préparer un chariot élévateur A ayantune capacité de charge convenable;
– introduire les fourches B comme lemontre la figure (elles doivent êtreprès des deux pieds E ) , puiscontrôler qu’elles dépassent d’aumoins 15 cm sur l’arrière du bâti.
En cas de levage avec crochet, il estnécessaire ouvrir les ouvertures déjà
présentes et signalées par la plaquettesignalétique appropriée, comme
indiqué sur la figure.
En cas de pont roulant ou de grue,procéder de la façon suivante:– préparer trois courroies C de longueur
identique (environ 2000 mm), decapacité adéquate;
– accrocher les élingues au pont roulantD ayant une capacité de chargeconvenable;
– soulever les élingues et les positionnercomme le montre la figure 1;
– régler les élingues C, en bougeant lepont roulant par de brefsdéplacements jusqu’à ce qu’onatteigne la condition optimum destabilité;
4.1. ELEVACION Y DESCARGA
Las operaciones de elevación ydesplazamiento deben serefectuadas por personal
especializado, que tenga laformación idónea para este tipo de
maniobras.Durante la fase de carga y
descarga es necesario manejar lamáquina evitando choques, con elfin de prevenir daños a la máquina
o a la personas. Nadie debeencontrarse cerca de la carga
colgada y/o en el radio de accióndel puente-grúa durante la fase deelevación y desplazamiento de la
máquina.La elevación puede efectuarse medianteuna grúa de puente o carretilla elevadorasemoviente. Antes de comenzar lasmaniobras, extraer de la máquina todasaquellas partes que, por exigencias detransporte o embalaje, resultenapoyadas sobre la misma.Controlar que la capacidad del mediode elevación sea superior al peso bru-to de la máquina, indicado en la fig.1 .
– Preparar una carretilla elevadora Aque tenga una capacidadadecuada;
– introducir las horcas B como estáindicado en la figura (mantenién-dolas a los lados de los dos pies E) ycontrolar que las mismassobresalgan al menos 15 cm de laparte trasera de la base.
Si se eleva mediante un gancho,abrir los orificios ya preparados eindicados por la placa tal y como
se muestra en la figura.
En caso de puente-grúa o grúa, obrarcomo está indicado a continuación:– coloque las tres correas C de igual
longitud (sobre los 2000 mm) con lacapacidad adecuada;
– enganchar las correas al puente-grúa D de capacidad idónea;
– elevar las correas y colocarlascomo está ilustrado en la figura 1;
– ajustar las correas C desplazandoel puente-grúa por medio demovimientos breves hasta alcanzarla estabilidad óptima;
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 52 -
– lift carefully and slowly, withoutcausing the load to swing, andplace the machine in theselected setting;
– remove the protective wax coatfrom all tables and unpaintedsurfaces, using kerosene or itsderivative products.Do not use any solvent, petrol orgas oil, which might dull the paintor oxidate machine parts.
4.2. INSTALLATION AREA -CHARACTERISTICS(fig. 2)
It is prohibited to install themachine in explosive
environments.
The installation zone must be selectedevaluating the work space requireddepending on the dimension of thepieces to be machined, and taking intoaccount that a free space of at least800 mm must be left around themachine.
It is also necessary to check the floorcapacity and its surface, so that themachine base is evenly resting on itsfour supports.
A power outlet and a chip-suctionsystem connection shall be close to theselected machine setting and it mustbe conveniently lighted (luminousintensity: 500 LUX).
Working enviroment.The machine can work under theseconditions:Max. humidity 90%Temperature: Min. +1° C Max. +40° CMax. altitudine sea level: 1000 m (incase of higher altitude apply to themachine manufacturer)Always connect the machine to thesuction system.The machine may not be used in theopen air.The machine was designed for industrialuse.The machine may not operate inexplosive rooms.
– sollevare lentamente e movi-mentare con la massima caute-la evitando le oscillazioni ancheminime e posizionare la mac-china nella zona di lavoroprestabilita;
– rimuovere dai piani e da tutte lesuperfici non verniciate, lo stratodi cera protettiva, utilizzando so-lamente kerosene o derivati.Non utilizzare solventi, benzinao gasolio, che possono intacca-re la vernice opacizzandola oprodurre ossidazione nelle diver-se parti.
4.2. ZONA DI INSTALLAZIO-NE - CARATTERISTICHE(fig. 2)
E' vietato installare la macchinain ambienti esplosivi.
La zona di installazione deve esserescelta valutando lo spazio di lavoro infunzione delle dimensioni dei pezzi dalavorare e tenendo presente che at-torno alla macchina deve rimanere unospazio di almeno 800 mm
Verificare inoltre la portata del solaio ela superficie del pavimento, affinché ilbasamento possa appoggiare unifor-memente in piano sui quattro punti.
La zona prestabilita dovrà disporre diuna presa di distribuzione dell’energiaelettrica, di un raccordo dell’impiantodi aspirazione dei trucioli e dovrà es-sere adeguatamente illuminata (inten-sità luminosa: 500 LUX).
Ambiente.La macchina può lavorare nelle se-guenti condizioni ambientali.Umidità: max. 90%.Temperatura: Min. +1 grado Max. +40gradi.Altitudine: max. 1000 m s.l.m. (oltrequesta quota consultare il costruttore).Collegare sempre la macchina all’impian-to d’aspirazione che deve essere suffi-cientemente dimensionato.La macchina può lavorare solo in am-bienti chiusi.La macchina è destinata ad essere uti-lizzata in un ambiente industriale.Questa macchina non può lavorare inambienti esplosivi.
028.007.0.tif 2
800800
800
www.bricose
rgio.it

- 53 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
– Maschine langsam und mit größterVorsicht anheben, wobei größereSchwingungen vermieden werdensollten; dann die Maschine amvorher festgelegten Ort abstellen;
– Die schützende Wachsschicht mitKerosin oder Derivaten von denTischen und von allen nichtlackierten Oberflächen entfernen.Es dürfen keine Lösungsmittel oderBenzin verwendet werden, da derLack dadurch angegriffen undmattiert werden könnte bzw.verschiedene Teile zu rostenbeginnen könnten.
4.2. INSTALLATIONSORT -MERKMALE (Abb. 2)
Es ist verboten, die Maschine inEx-Bereichen zu installieren.
Der Installationsbereich muss unterBerücksichtigung der Abmessungen derzu verarbeitenden Werkstücke gewähltwerden; dabei ist zu beachten, dass umdie Maschine ein Freiraum von zumindest800 mm bestehen muss.
Die Tragfähigkeit der Decke und desBodens prüfen, damit derMaschinensockel gleichmäßig auf seinenvier Auflagepunkten aufliegen kann.
Der vorher festgelegte Ort für dieAufstellung der Maschine muß über einenNetzanschluß und einen Anschluß für dieSpan-Absauganlage verfügen und mußauf geeignete Weise beleuchtet sein(Lichtstärke: 500 LUX).
UmgebungDie Maschine kann unter folgendenUmweltbedingungen arbeiten:Feuchtigkeit: max. 90%Umgebungstemperatur: min.+1°C max. +40°CHöhe: max. 1000 m über Meeresspiegel(bei grösserer Höhe sich an denMaschinenhersteller wenden).Die Maschine darf im Freien nicht verwendetwerden.Die Maschine wurde zurIndustrieverwendung entwickeltDie Maschine darf inexplosionsgefährdeten Räumen nichtarbeiten.
– soulever lentement etmanutentionner la charge en faisanttrès attention et en évitant jusqu’auxmoindres oscillations, puis posi-tionner la machine dans la zone detravail établie;
– enlever la couche de cire deprotection des surfaces non laquéesutilisant du kérosène ou dérivés.Ne pas utiliser de solvants, d’essenceou de gazole, qui peuvent manger lapeinture en la rendant mate ou produirel’oxidation des différentes parties.
4.2. EMPLACEMENT POURL’INSTALLATION -CARACTERISTIQUES (fig. 2)
Il est interdit d’installer la machinedans des endroits où il y a des
risques d’explosion.
La zone d’installation doit être choisieen évaluant l’espace de travail enfonction des dimensions des pièces àusiner, sans oublier qu’autour de lamachine il faut qu’il y ait un espaced’au moins 800 mm.
Vérifier aussi la capacité de charge duplancher, ainsi que la surface du sol,afin que la base de la machine puisseappuyer uniformément à plat sur lesquatre points.
La zone susmentionnée devra avoirune prise de distribution de l'energieélectrique, un raccord de l'installationd'aspiration des coupeaux et elle devraêtre éclairée de manière adéquate(min.intensité lumineuse recomman-dée: 500 LUX).
EnvironnementLa machine peut travailler dans lesconditions d’environnement suivantes.Humidité: max. 90%Température: Min. +1° C Max. +40° CAltitude: max. 1000 m au-dessus duniveau de la mer (au-delà de cettecote consulter le constructeur).La machine peut travailleruniquement en milieux fermés.La machine est destinée à être utiliséeen milieu industriel.Cette machine ne peut travailler enmilieux explosifs.
– elevar lentamente y desplazar lacarga con mucho cuidado evitandolas oscilaciones, aunque mínimas,y colocar la máquina en la zona detrabajo elegida;
– remover de los planos y de todaslas superficies no pintadas, la capade cera protectora, utilizandoúnicamente queroseno o productosderivados.No utilizar solventes, gasolina o gas-oil, que pueden corroer la pinturaopacándola o producir la oxidaciónde las distintas partes.
4.2. ZONA DE INSTALACION -CARACTERISTICAS(fig. 2)
Está prohibido instalar la máquinaen lugares explosivos.
La zona de instalación debe serseleccionada considerando elespacio de trabajo en base a lasdimensiones de las piezas a elabo-rar y teniendo presente que alrededorde la máquina debe quedar unespacio de al menos 800 mm.
Controlar la capacidad del pavimentoy de la superficie del piso, ya que labase debe apoyar uniformementesobre los cuatro puntos.
La zona elegida debe tener una tomade distribución eléctrica cerca de unaconexión de la instalación de aspira-ción virutas y deberá tener una ilumi-nación idónea (intensidad luminosa:500 LUX).
AmbienteLa máquina puede trabajar en lassiguientes condiciones ambientales:Humedad: max. 90%Temperatura: Min. +1 grado Max.+40 gradosAltitud: max 1000 m s.n.m. (más alláde esta cota consulta al constructor)
La máquina puede trabajar sola-mente en ambientes cerrados.La máquina tiene que ser utilizadaen un ambiente industrial.Esta máquina no puede trabajar enambientes con peligro de explosión.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 54 -
4.3. INSTALLAZIONE PARTISMONTATE -PREMESSA
Togliere le staffe C (fig. 3) chebloccano i piani a filo per le
operazioni di trasporto.
Alcuni elementi risulteranno smon-tati dalla struttura principale dellamacchina, per esigenze di imbal-laggio e trasporto.Procedere alla loro installazionecome descritto di seguito.
4.3.1. Ruote di spostamento -Montaggio
Il gruppo ruote è composto da(fig.4):– 2 ruote fisse (A)– 2 supporti (B)– 1 ruota mobile (D).
Per il montaggio e l'utilizzo delleruote fare riferimento alla fig.5 perla versione con toupie fissa e fig.6per la versione con toupieinclinabile.
– Smontare il carter pannello elet-trico e il carter lato spessore(solo nella versione con TOUPIEINCLINABILE).
– montare le ruote fisse A e i sup-porti B.
Per l'utilizzo delle ruote procederein questo modo:– inserire l'attrezzo D nel suppor-
to B dal lato 1 e utilizzarlo comeleva per il sollevamento dellamacchina;
– abbassare le ruote fisse A eserrarle mediante le maniglie C;
– spostare l'attrezzo D dalla parteopposta della macchina (lato 2),inserirlo nell'attacco B e proce-dere alla movimentazione dellamacchina.
4.3. INSTALLATION OFDISASSEMBLED PARTS- INTRODUCTION
Remove the bracket C (fig. 3)fastening the surface tablesduring transport operations.
A few machine elements will bedisassembled from the machinemain structure due to packagingand shipping requirements.These loose parts should be in-stalled as follows.
4.3.1 Displacing wheels -Assembly
The unit is composed by (fig. 4):– 2 fixed wheels A– 2 mounts B– 1 caster wheel D
For assembly and use of thewheels, refer to Fig. 5 for the fixedrouter version and Fig. 6 for theinclinable router version.
– Disassemble the electric panelcover and the cover on the shimside (only for the version withINCLINABLE ROUTER).
– mount the fixed wheels A andthe supports B.
To use the wheels, proceed asfollows:– fit the jack D into the support B
from the side 1 and use it as alever to lift the machine;
– lower the fixed wheels A andtighten them by the handles C;
– push the jack D toward theopposite side of the machine(side 2). Attach it to the mount Band then start moving themachine.
028.024.0.tif3
C
028.075.0.tif 5
028.076.0.tif 6
028.045.0.tif 4
A
B
D
B
A
A
A B
A
1
1 2
2
B
C
B
www.bricose
rgio.it

- 55 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3. INSTALLATION DER AB-GENOMMENEN TEILE -VORAUSSETZUNG
Die Schrauben C (Abb. 3), die dieTische des Abrichthobels während
des Transports blockieren,abnehmen.
Einige Maschinenteile wurden ausTransport- und Verpackungs gründenabmontiert. Nachfolgend finden Sie dieBeschreibung für die Montage dieserTeile.
4.3.1 Versetzungsrad -Montage
Die Gruppe besteht aus (Abb. 4):– 2 feste Räder A– 2 Halterungen B– 1 bewegliches Rad D.
Für die Montage und den Gebrauchder Räder wird für die Version mitfester Toupie auf die Abb. 5 und fürdie Version mit neigbarer Toupie aufdie Abb. 6 verwiesen.
– Das Gehäuse der Schalttafel unddas Gehäuse auf der Seite derDicke abmontieren (nur bei derVersion mit NEIGBARERTOUPIE).
– die festen Räder A und dieHalterungen B montieren.
Zur Anwendung der Räder geht manwie folgt vor:– das Werkzeug D in die Halterung
B von der Seite 1 einsetzen und esals Hebel zum Anheben derMaschine benutzen;
– Die festen Räder A herabsetzen unddurch die Handgriffe C festziehen;
– Das Werkzeug D gegen die entge-gengesetzten Seite der Maschine(Seite 2) verstellen, es in die Kupp-lung B einfügen und die Maschine inBewegung setzen.
4.3. INSTALLATION PARTIESDÉMONTÉES -INTRODUCTION
Enlever les vis C (fig. 3) bloquant lestables de dégauchissage pour les
opérations de transport.
Pour des raisons d’emballage et detransport, quelques pièces sont démon-tées de la structure principale de lamachine.Procéder à leur installation commedécrit ci de suite.
4.3.1 Roues de deplacement -Montage
L’ensemble est composé comme suit(fig. 4):– Deux roues fixes A– Deux supports B– Une roue pivotante D
Pour le montage et l’utilisation desroues, consulter la fig. 5 pour la versionavec toupie fixe et fig. 6 pour la versionavec toupie inclinable.
– Démonter le carter du panneauélectrique ainsi que le carter côtéépaisseur (uniquement sur la versionavec TOUPIE INCLINABLE).
– monter les roues fixes A et lessupports B.
Pour utiliser les roues, procéder de lamanière suivante:– Introduire l’outil D dans le support B
du côté 1 en l’utilisant comme levierpour le levage de la machine;
– abaisser les roues fixes A et lesserrer avec les poignées C;
– déplacer le cric D sur la côté opposéde la machine (côté 2), l’appliquer ausupport B et procéder au déplace-ment de la machine.
4.3. INSTALACION DE LASPARTES DESMONTADAS -INTRODUCCION
Sacar los tornillos C (fig. 3) quesujetan los planos de eje vertical
para las operaciones detransporte.
Algunos elementos de la máquinaserán desmontados de la estructuraprincipal de la máquina por exigenciasde embalaje y de transporte.Instalar los elementos desmontadoscomo se explica a continuación.
4.3.1 Ruedas de desplazamiento -Montaje
El grupo consta de (fig. 4):– 2 ruedas fijas A– 2 soportes B– 1 rueda móvil D
Para el ensamblado y uso de lasruedas, refiérase a la Fig. 5 para verla versión fija de la buriladora y a laFig. 6 para su versión inclinable.
– Desmonte la cubierta del paneleléctrico y la cubierta en el lado dechapa de relleno (sólo para laversión de BURILADORAINCLINABLE).
– monte las ruedas fijas A y lossoportes B.
Para utilizar las ruedas proceder deesta manera:– introducir la herramienta D en el
soporte B en el lado 1 y utilizarlacomo palanca para elevar lamáquina.
– bajar las ruedas fijas A y ajustarlemediante las manillas C;
– desplazar la herramienta D por laparte opuesta de la máquina (lado2), colocarla en el enganche B ymover la máquina.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 56 -
4.3.2. Square up frameInstallation (fig. 7)
– Insert the support B in the grooveof the wagon A.
– Place the frame C on the supportB and on the pin D, and insert thetwo pads H in the wagon groove.
The screw D must sit perfectlyin the special hole underneath
the frame C.If necessary, level the table C by
acting on the pin D.
– Tighten the knobs E.
– Insert the stud bolt L with thepresser M in the groove of thewagon A and turn it clockwise tolock it.
– When the wagon A is not used,lock it with the lever N.
4.3.3 Telescopic ruler -Installation (fig. 8)
– Place the telescopic ruler on theframe, inserting the fulcrum C inthe hole R and the fulcrum S inthe slot T.
– Position the telescopic ruler insuch a way that the pin C fits intoplace against the gib L. The gib Lis adjusted by our technicians andis used to rapidly position the tel-escopic ruler at the right distancefrom the saw blade (only at a 90°position).
– For use, position the rulerreferring to the plate P and tightenthe knobs F and E.
The ruler is fitted with an extractabletelescopic extension H, which maybe lengthened as required afterloosening the knob G.When the clip guard M is worn, bringit up against the saw blade byturning the blocking screws.On request the telescopic ruler issupplied with the end-stops B.These have a larger supportsurface and can be positionedquickly for bearing or thrustmachining by simply turning themover.
4.3.2 Telaio di squadro -installazione (fig.7)
– Inserire il supporto B nella sca-nalatura del carro vagone A.
– Appoggiare il telaio C sul sup-porto B e sul perno D, e inserirei due pattini H nella scanalaturadel vagone.
La vite D deve alloggiareperfettamente nell'apposito foro
presente sotto al telaio C.Se necessario livellare il piano
C, agendo sul perno D.
– Serrare i pomelli E.
– Inserire la colonnetta L con ilpressore M nella scanalatura delcarro vagone A e ruotarla in sen-so orario per bloccarla.
– Quando non si utilizza il vagoneA bloccarlo con il pomello N.
4.3.3 Riga telescopica -Installazione (fig. 8)
– Appoggiare la riga telescopica sultelaio inserendo il fulcro C nel foroR e il fulcro S nell’asola T.
– Posizionare la riga telescopicain modo da mandare il perno Cin battuta contro il lardone L; illardone L è registrato dai nostritecnici, e serve per posizionarevelocemente la riga telescopicaalla giusta distanza dalla lamasega (solo nella posizione a 90°).
– Per l'uso posizionare la riga fa-cendo riferimento alla targhettaP, e serrare i pomelli F ed E.
La riga è dotata di una estensioneestraibile a canocchiale H la qualese necessita si può allungare dopoaver allentato il pomello G.Quando il paraschegge M si usu-ra, avvicinarlo alla lama sega agen-do sulle viti di bloccaggio.Su richiesta la riga telescopica vie-ne fornita con le battute B.Questehanno una superficie d'appoggiomaggiore e si possono velocemen-te posizionare per lavorazioni inappoggio o in spinta semplicemen-te ribaltandole.
028.008.1.tif
B
D
H H
E
CM L
7
N
028.026.1.tif8
H
C
E
S
DR
F
P
T
M
L
GA
B
A
Mwww.bricose
rgio.it

- 57 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3.2. WinkelrahmenEinbau (Abb. 7)
– Halterung B in die Rille des Wag-gons A einsetzen.
– Rahmen C auf Halterung B und StiftD auflegen und die beidenGleitschuhe H in die Rille desWaggons einschieben.
Die Schraube D muss perfekt indem entsprechenden Sitz unter
dem Rahmen C sitzen.Falls notwendig, Fläche C durch
Betätigen des Stiftes D ausrichten.– Die Knäufe E anziehen.– Schraubenbolzen L mit dem Druck-
stück M in die Rille des Waggons Aeinsetzen und zum Festziehen imUhrzeigersinn drehen.
– Wenn Waggon A nicht benutzt wird,ist dieser mittels Ballengriff Nfestzustellen.
4.3.3 Teleskop-Lineal -Installation (Abb. 8)
– Teleskopschiene auf den Rahmenauflegen und dabei den DrehzapfenC in das Loch R und den DrehzapfenS in den Schlitz T einstecken.
– Teleskopschiene so auflegen, daß derStift C an der Stelleiste L anschlägt.Die Stelleiste L ist von unserenTechnikern eingestellt und dient zurschnellen Positionierung derTeleskopschiene im richtigen Abstandvom Sägeblatt (nur in 90°-Position).
– Zum Gebrauch ist die Schienegemäß den Angaben auf dem SchildP aufzulegen; Kugelgriffe F und Eanziehen.
Das Lineal weist einen Teleskop-auszugH auf, der falls erforderlich nach demLösen des Knaufes G ausgezogenwerden kann.Wenn der Splitterschutz M abgenutztist, diesen an das Sägeblatt annähern,indem man auf die Blockierschraubenwirkt.Auf Antrage wird die Teleskopschienemit den Anschlägen B geliefert. Diesehaben eine größere Auflageflächeund sind zur Bearbeitung vonWerkstücken, die aufliegend oder imSchub bearbeitet werden, durcheinfaches Umkippen raschpositionierbar.
4.3.2. Bâti d’équerreInstallation fig. 7)
– Insérer le support B dans la canne-lure du chariot mobile A.
– Poser le bâti C sur le support B et surle goujon D, puis introduire les deuxpatins H dans la cannelure du chariot.
La vis D doit être parfaitementinstallée dans l’orifice se trouvant
sous le bâti C.S’il faut mettre le plan à niveau C,
agir sur le goujon D.– Serrer les pommeaux E.– Introduire la colonnette L avec le
presseur M dans la cannelure duchariot mobile A et la tourner dans lesens horaire pour la bloquer.
– Lorsqu’on n’utilise pas le chariot A lebloquer avec le pommeau N.
4.3.3 Règle téléscopique - Installa-tion (fig. 8)
– Poser la règle télescopique sur lebâti en insérant l’ergot C dans le trouR et l’ergot S dans la fente T.
– Positionner la règle télescopique demanière à amener le goujon C contrele lardon L; le lardon L est réglé par nostechniciens et permet de positionnerrapidement la règle télescopique à ladistance exacte de la lame scie(seulement dans la position à 90°).
– Pour l’utilisation positionner la règleen se référant à la plaque P, puisserrer les pommeaux F et E.
La règle est munie d’une extensionextractible en longue vue H qui si c’estnécessaire peut être allongée aprèsavoir desserrer la poignée G.Quand le pare-éclats M tend à s'user,le rapprocher de la lame scie enagissant sur les vis de blocage.La règle télescopique est fournie enoption avec les taquets de blocage B.Ilsont un plan d’appui supérieur et peuventse placer rapidement, pour desusinages en appui ou en poussée, enles basculant.
4.3.2. Bastidor en ángulo recto -Instalacion (fig. 7)
– Introducir el soporte B en la ranuradel carro vagón A.
– Apoyar el bastidor C sobre elsoporte B y sobre el perno D, eintroducir los dos patines H en laranura del vagón.
El tornillo D debe entrarperfectamente en el orificio
correspondiente situado debajodel bastidor C.
Si es necesario, nivelar el plano Cutilizando el perno D.
– Ajustar las perillas E.– Introducir el espárrago L con la
prensa M en la ranura del carrovagón A y girarlo en el sentido delas agujas del reloj para bloquearlo.
– Cuando no se utilice el vagón Abloquearlo con la perilla N.
4.3.3 Regla telescópica -Instalación (fig. 8)
– Apoyar la regla telescópica sobreel bastidor, introduciendo el fulcroC en el orificio R y el fulcro S en laranura T.
– Colocar la regla telescópica demanera que el perno C no hagatope contra el estabilizador de guíaL; este último ha sido registradopor los técnicos de la firma y sirvepara ubicar rápidamente la reglatelescópica a la distancia exacta dela hoja sierra (sólo en la posición a90°).
– Para el uso, colocar la reglatomando como referencia la placaP y ajustar las perillas F y E
La regla cuenta con una extensiónextraíble telescópica H que, en casode ser necesario, puede alargarseaflojando previamente para ello elpomo G.Cuando se desgasta el protector Mcontra astillas, es necesario acercarloa la hoja sierra mediante los tornillosde bloqueo.A pedido, la regla telescópica sesuministra con los topes B. Los mismosposeen una mayor superficie de apoyoy se pueden colocar rápidamente paratrabajos en apoyo o en empujesimplemente volcándolos.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 58 -
4.3.4 Angled cuts device -Installation (fig. 9-10)
– Insert the stud bolt N with thepresser E into the groove of thewagon C;
– Mount the ruler assembly A in-serting the gib R in the groove ofthe wagon C;
– Tighten the lever G;
– Loosen handles F and H;– Position the ruler assembly at
the right distance from the sawblade; at a 90o angle send theruler assembly to stop up againstthe gib L; the gib L is adjustedby our technicians and serves toquickly position the rulerassembly at the right distancefrom the saw blade.
– To make angular cuts pull knobR and turn the ruler assembly Ausing index D as a reference;
– Block by tightening handles F andH.
– Position the presser up againstthe ruler assembly ensuring thatthe washer Q is inserted into thegroove.
– Rotate the stud bolt N clockwiseto block.
On request the telescopic ruler issupplied with the end-stops B.These have a larger supportsurface and can be positionedquickly for bearing or thrustmachining by simply turning themover.
When the clip guard M is worn,bring it up against the saw bladeby turning the blocking screws.
4.3.4 Dispositivo tagli angolati- Installazione (fig. 9-10)
– Inserire la colonnetta N con ilpressore E nella scanalatura delcarro vagone C;
– Montare il gruppo riga A inseren-do il lardone R nella scanalaturadel vagone C;
– Serrare le leve G;
– Allentare le maniglie F ed H;– Posizionare il gruppo riga alla giu-
sta distanza dalla lama sega;nella posizione a 90° mandare ilgruppo riga in battuta contro illardone L; il lardone L è registra-to dai nostri tecnici, e serve perposizionare velocemente il grup-po riga alla giusta distanza dal-la lama sega .
– Per l'esecuzione di tagli angolatitirare il perno R e ruotare il grup-po riga A facendo riferimento allascala D;
– Bloccare serrando le maniglie Fed H.
– Posizionare il pressore contro ilgruppo riga accertandosi che larosetta Q si inserisca nella sca-nalatura;
– Ruotare la colonnetta N in sensoorario per bloccarla.
Su richiesta la riga telescopica vie-ne fornita con le battute B.Questehanno una superficie d'appoggiomaggiore e si possono velocemen-te posizionare per lavorazioni in ap-poggio o in spinta semplicementeribaltandole.
Quando il paraschegge M si usu-ra, avvicinarlo alla lama sega agen-do sulle viti di bloccaggio.
033_005_0.TIF10
033.004.0.tif9
A
R
N
C
G
G
E
F
H
R
A
D
L
B
P
Q
N
M
Mwww.bricose
rgio.it

- 59 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3.4 Winkelschnitt-vorrichtung- einbau (Abb. 9-10)
– Die Säule N mit dem Andrücker Ein die Rille des Schlittenwagens Ceinsetzen;
– Schienengruppe A durch Einsetzender Stelleiste R in die Rille desWaggons C montieren;
– Die Hebel G festziehen;
– Henkel F und H lösen;– Zeilengruppe im richtigen Abstand
vom Sägeblatt positionieren; in 90°-Stellung die Zeilengruppe gegen dieFührungsleiste L zum Anschlagbringen; die Führungsleiste L wurdevon unseren Technikernausgerichtet und dient zumschnellen Positionieren derZeilengruppe im richtigen Abstandvom Sägeblatt.
– Zur Durchführung vonWinkelschnitten am Stift R ziehenund die Zeilengruppe A drehen unterBezug auf die Skala D;
– Blockieren durch Festziehen derHenkel F und H;Andrücker gegen die Zeilengruppepositionieren und sich vergewissern,dass die Rosette Q in die Rilleeingeführt ist;
– Säule N im Uhrzeigersinn drehen,um diese zu blockieren.
Auf Antrage wird die Teleskopschienemit den Anschlägen B geliefert. Diesehaben eine größere Auflagefläche undsind zur Bearbeitung vonWerkstücken, die aufliegend oder imSchub bearbeitet werden, durcheinfaches Umkippen raschpositionierbar.
Wenn der Splitterschutz M abgenutztist, diesen an das Sägeblatt annähern,indem man auf die Blockierschraubenwirkt.
4.3.4 Dispositivo cortesangulados - instalacion(fig. 9-10)
– Introducir el espárrago N con laprensa E en la ranura del carrovagón C;
– Montar el grupo regla Aintroduciendo el estabilizador deguía R en la ranura del vagón C;
– Ajustar las palancas G;
– Aflojar las manillas F y H;– Situar el grupo regla a la distancia
correcta de la hoja sierra; en laposición de 90º mandar el gruporegla hasta el tope contra elestabilizador de guía L; elestabilizador de guía está registradopor nuestros técnicos y sirve parasituar rápidamente el grupo regla ala distancia correcta de la hojasierra.
– Para la ejecución de cortesangulares estirar el perno R y girarel grupo regla A haciendo referenciaa la escala D;
– Bloquear apretando las manillas Fy H.
– Situar el prensador contra el gruporegla verificando que la arandela Qse inserte en la ranura;
– Girar el espárrago N en sentidohorario para bloquearla.
A pedido, la regla telescópica sesuministra con los topes B. Los mismosposeen una mayor superficie de apoyoy se pueden colocar rápidamente paratrabajos en apoyo o en empujesimplemente volcándolos.
Cuando se desgasta el protector Mcontra astillas, es necesario acercarloa la hoja sierra mediante los tornillosde bloqueo.
4.3.4 Dispositif pour les coupesangulaires - installation(fig. 9-10)
– insérer le doigt N avec le presseur Edans la rainure du chariot wagon C;
– Monter le groupe règle A en introdui-sant le lardon R dans la cannelure duchariot C;
– Serrer les leviers G;
– Desserrer les manilles F et H ;– Positionner le groupe ligne à la bonne
distance de la lame scie ; dans laposition à 90 ° envoyer le groupe ligneen butée contre le lardon L ; le lardonL est programmable par nostechniciens, et sert à positionnerrapidement le groupe ligne à la bonnedistance de la lame scie.
– Pour l’exécution de coupesanguleuses tirer le goujon R et tournerle groupe ligne A en se référant àl’échelle D ;
– Bloquer en serrant les manilles F etH.
– Positionner le presseur contre legroupe ligne en s’assurant que la ron-delle Q s’insère bien dans la rainure ;
– Faire tourner le doigt N dans le sensdes aiguilles d’une montre pour lebloquer.
La règle télescopique est fournie enoption avec les taquets de blocage B.Ilsont un plan d’appui supérieur et peuventse placer rapidement, pour desusinages en appui ou en poussée, enles basculant.
Quand le pare-éclats M tend à s’user,le rapprocher de la lame scie enagissant sur les vis de blocage.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 60 -
4.3.5 Prolunga piano dilavoro - Installazione(fig. 11)
– Montare il piano A mediante leviti B.
– Eseguire il livellamento del pia-no agendo sui grani C.
4.3.6 Gruppo fermo legno(solo per vagoneL=2250-2600-2800)Installazione (fig. 12)
– Allentare la maniglia A.– Inserire il lardone C nello scavo
del vagone.– Portare la battuta B nella posi-
zione desiderata.– Serrare a fondo la maniglia A a
regolazione ultimata.
La conformazione del dispositivoB consente di effettuare battute diprecisione anche di pezzi aventiuna superficie di battuta non rego-lare.
4.3.7 Pianetto a tenonare eProtezioneInstallazione (fig. 13)
– Inserire il lardone A nella scana-latura del vagone B.
– Fissare il pianetto a tenonare Csul piano D o F , mediante le vitiE.
4.3.5 Working table extension- Installation (fig. 11)
– Mount the table A using thescrews B.
– Carefully level the table byadjusting the dowel pins C.
4.3.6 Wood stop unit -(only whit wagonL=2250-2600-2800)Installation (fig. 12)
– Loosen handle A;– Insert the gib C in the wagon
groove.– Move stop B to the required
position;– Tighten handle A hard after
adjustment.
The structure of device B permitsto perform precision stops also inpieces having an irregular stopsurface.
4.3.7 Tenoning table andProtectionInstallation (fig. 13)
– Insert the gib A in the groove ofthe wagon B.
– Fit the tenoning attachment Cto the table D or F by means ofthe screws E.
028.012.0.tif11
C
A B
026_014_0.tif 12
C A
B
A
033.007.0.tif
C
D
E
B
A
13
F
www.bricose
rgio.it

- 61 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3.5 Verlängerung der Arbeits-fläche - Installation (Abb.11)
– Den Tisch A mit den Schrauben Bmontieren.
– Durch Einwirken auf die Stifte Cden Tisch ausrichten.
4.3.6 Holzhaltergruppe -(nur für Waggon L=2250-2600-2800) Installation(Abb. 12)
– Griff A lockern.– Stelleiste C in die Rille des Wag-
gons einsetzen.– Anschlag B in die gewünschte
Position bringen.– Nach der Einstellung Griff A wieder
fest anziehen.
Die Übereinstimmung der VorrichtungB ermöglicht Präzisions-Anschlägeauch mit Stücken, die keine einheitli-che Anschlag-oberfläche haben,auszuführen.
4.3.7 Zapfenschneidtisch undSchutz -Aufstellung (Abb. 13)
– Stelleiste A in die Rille desWaggons B einsetzen.
– Ansatzflügel zum Zapfenschneiden Cauf der Fläche D oder F mit denSchrauben E befestigen.
4.3.5 Rallonge de la tablede travail - Installation (fig.11)
– Monter la table A moyennant les visB.
– Effectuer la mise à niveau de la tableau moyen des goujons C.
4.3.6 Groupe blocage bois -(seulement chariot L=2250-2600-2800)Installation (fig. 12)
– Desserrer la poignée A.– Introduire le lardon C dans l’encoche
du chariot.– amener la butée B jusqu’à la position
choisie.– serrer à fond la poignée A, le réglage
achevé.
Le dispositif B a été conçu pour assurerla précision de butée même quand lespièces ont une surface de butéeirrégulière.
4.3.7 Petite table à tenonner etProtection -Installation (fig. 13)
– Introduire le lardon A dans la canneluredu chariot B.
– Fixer le plateau à tenonner C sur leplan D ou F, à l’aide des vis E.
4.3.5 Extensión mesa de trabajo- Instalación(fig. 11)
– Montar el plano A mediante lostornillos B.
– Nivelar el plano ajustando lospasadores C.
4.3.6 Grupo de retención made-ra (sólo con vagón deL=2250-2600-2800) -Instalación (fig.12)
– Aflojar la manija A.– Introducir el estabilizador de guía
C en la ranura del vagón.– Colocar el tope B en la posición
deseada.– Apretar a fondo la manija A des-
pués de la regulación.La conformación del dispositivo B per-mite también obtener topes de preci-sión de piezas con una superficie detope no regular.
4.3.7 Plano para ensamble deespiga y caja y Protección -Instalación (fig. 13)
– Introducir el estabilizador de guíaA en la ranura del vagón B.
– Fijar el plano para el ensamble dela espiga C sobre el plano D o Fmediante los tornillos E.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 62 -
In the version with reversiblestops, the ruler assembly isequipped with central chip guardC which is not indicated fortenoning work.In this case two gibs are providedfor mounting an appropriate sizechip guard (fig. 14).For tenoning operations:– Remove the chip guard C;– Build two wooden dowels A of
the same thickness and tightenthem with the gibs B;
4.3.8 Fence support -Installation (fig. 15)
– Loosen the handles D and fit thesliding fence C.
– Tighten the handles D.
4.3.9 Slotter - Installation(fig.16)
Weight of the element: 35 kg
Prepare the screws A and the re-lative grommets on the base ofthe machine.Raise the mortiser B and fit thedovetail slide C on the heads ofscrews A.Secure the two mortiser movementlevers.Screw down the screws A untiljoining the mortising machine tothe base and adjust the parallelismof the table with respect to the bitE acting on the screws D and onthe four grub screws F.Check proper adjustment by movingthe working table transversally,and tighten the screws A.Ensure that the four grub screwsF rest on the base.
Nella versione con battute rever-sibili, il gruppo riga e' dotato delparaschegge centrale C che none' indicato per le lavorazioni ditenonatura.In questo caso vengono forniti duelardoni per il montaggio di unparaschegge di dimensioni ade-guate (fig.14).Per l'operazione di tenonatura:– Togliere il paraschegge C;– Costruire due tasselli di legno A
dello stesso spessore e serrarlitramite i lardoni B;
4.3.8 Supporto guida -Installazione (fig. 15)
– Allentare le maniglie D e monta-re la guida di scorrimento C.
– Serrare le maniglie D.
4.3.9 Cavatrice -Installazione (fig. 16)
Peso dell'elemento: 35 kgPredisporre le viti A e relative ron-delle sul basamento della mac-china.Sollevare la cavatrice B e inserirela slitta C a coda di rondine sulleteste delle viti A.Fissare le due leve dimovimentazione della cavatrice.Avvitare le viti A fino ad unire lacavatrice al basamento e registra-re il parallelismo del piano rispettola punta E agendo sulle viti D e suiquattro grani F.Verificare la corretta registrazionespostando il piano trasversalmen-te e serrare le viti A.Assicurarsi che i quattro grani Fsiano in appoggio sul basamento.
028.013.0.tif
D
D
C
15
033.008.0.tif 14
A
B
C
028.027.0.tif
DB
C
16
A
E
Fwww.bricose
rgio.it

- 63 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
In der Version mit reversiblenAnschlägen ist die Zeilengruppe mitzentralem Splitterschutz Causgestattet, der nicht zumZapfenschneiden angezeigt ist.In diesem Fall werden zweiFührungsschienen zur Montageeines Splitterschutzes inentsprechenden Maßen geliefert(Abb. 14).Zum Zapfenschneiden:– Splitterschutz C abnehmen;- Zwei Holzdübel A von gleicher
Stärke anfertigen und diese mittelsder Führungsschienen Bfestziehen;
4.3.8 Führungs-halterung -Einbau (Abb.15)
– Den Handgriff D lockern und dieFührungsschienen C einbauen.
– Den Handgriff D anziehen.
4.3.9 Stossmaschine - Einbau(Abb. 16)
Gewicht des Elements: 35 kg
Schrauben A mit den dazugehörigenUnterlegscheiben auf dem Sockel derMaschine vorbereiten.
Die Stemmmaschine B anheben undden Schwalbenschwanz-schlitten Can den Köpfen der Schrauben Aeinsetzen.
Die beiden Bewegungshebel derStemmmaschine befestigen.
Die Schrauben A anziehen, bis dieKehlmaschine mit dem Unterbauverbunden ist, und dann die Parallelitätdes Tisches mit Bezug auf den BohrerE an den Schrauben D und den vierBolzen F einstellen.
Überprüfen, ob die Einstellungordnungsgemäß vorgenommen wurde:hierzu die Fläche seitlich verstellen undhiernach die Schrauben A festziehen.
Sicherstellen, dass die vier Bolzen Fauf dem Unterbau aufliegen.
Dans la version avec butéesréversibles, le groupe ligne est munidu pare-éclats central C qui n’est pasindiqué pour les usinages detennonage.Dans ce cas deux lardons sont fournispour le montage d’un pare-éclats dedimensions appropriées (fig.14).Pour l’opération de tennonage :– Oter le pare-éclats C ;– Construire deux chevilles en bois A
de la même épaisseur et les serrerau moyen des lardons B;
4.3.8 Support guide - Installation(fig. 15)
– Desserrer les poignées D et monterle guide coulissant C.
– Serrer les poignées D.
4.3.9 Mortaiseuse - Installation(fig. 16)
Poids de l’élément: 35 kg
Prédisposer les vis A et le rondellesrelatives sur la base de la machine.
Soulever la mortaiseuse B et introduirele coulisseau C à queue d’aronde surles têtes des vis A.
Fixer les deux leviers d’actionnementde la mortaiseuse.
Visser les vis A de manière à accouplerla mortaiseuse au socle et régler leparallélisme du plan par rapport à lapointe E en agissant sur les vis D etsur les quatre boulons F.
Contrôler que le réglage est exact, endéplaçant le plateau horizontalement,puis serrer les vis A.
S’assurer que les quatre boulons Freposent sur le socle.
En la versión con topes reversibles,el grupo regla está dotado delprotector contra astillas central Cque no está indicado para los trabajosde ensamble de espiga y caja.En este caso se proporcionan dosestabilizadores de guía para el montajede un protector contra astillas de tamañoadecuado (fig. 14).Para la operación de ensamble deespiga y caja:– Sacar el protector contra astillas
C;– Construir dos tacos de madera A
del mismo espesor y apretarlosmediante los estabilizadores deguía B;
4.3.8 Soporte guía - Instalacion(fig. 15)
– Aflojar las manijas D y montar laguía de deslizamiento C.
– Apretar las manijas D.
4.3.9 Mortajadora - Instalacion(fig. 16)
Peso del elemento: 35 kg
Preparar los tornillos A y lasarandelas correspondientes sobre labase de la máquina.
Levantar la ranuradora B e introducirla corredera C a cola de milano sobrelas cabezas de los tornillos A.
Fijar las dos palancas de movimientode la ranuradora.
Atornillar los tornillos A hasta que seuna la mortajadora a la bancada y ajustarel paralelismo del plano respecto a lapunta E mediante los tornillos D y loscuatro pasadores F.
Comprobar que la registración seacorrecta desplazando transversal-men-te la superficie y ajustar los tornillos A.
Asegurarse de que los cuatropasadores F apoyen sobre labancada.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 64 -
4.3.10Protection - Installation
The protections must always bemounted and be positioned insuch as way as to completely
cover the tools.
Saw guard (fig. 17)– Lift the saw assembly using the
handwheel A.– Fit in the protection B and tighten
the handle D.
Moulder hood (fig. 18)
In the version with inclinable router,move the hood into the holes Bwhen working with the inclinedspindle.
Position the hood on the workingtable and screw the two knobs Hinto their special holes.
Tenoning shaper hood (fig.19)
Position the hood B on theworkbench and fix it through theknobs D
4.3.10 Protezioni -Installazione
Le protezioni devono sempre es-sere montate,e devono essereposizionate in modo da coprire
al massimo gli utensili.
Protezione sega (fig. 17)– Sollevare il gruppo sega me-
diante il volantino A.– Inserire la protezione B serran-
do la maniglia D.
Cuffia toupie (fig.18)
Posizionare la cuffia sul piano dilavoro e avvitare i due pomelli Hnei rispettivi fori.
Nella versione con toupieinclinabile spostare la cuffia neifori B quando si lavora con l'albe-ro inclinato.
Cuffia toupie per tenonare(fig. 19)
Posizionare la cuffia B sul piano dilavoro e fissarla mediante i pomel-li D.
H H
028.091.0.tif 18
B
033.022.0.tif
BD
17
A
028.029 .0.tif19
D
B
D
www.bricose
rgio.it

- 65 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.3.10Schutzvorrichtungen -Einbau
Die Schutzabdeckungen müssenstets montiert und so positoniert
sein, daß die Werkzeugeweitestgehend abgedeckt sind.
Sägeschutz (Abb. 17)– Die Sägegruppe durch Drehen des
Handrades A anheben.– Die Schutzvorrichtung B anbringen
und Drehstift D anziehen.
Fräsenhaube (Abb.18)
Die Haube auf dem Arbeitstischpositionieren und die zwei BallengriffeH in den vorgesehenen Öffnungenfestschrauben.
Bei der Version mit neigbarer Toupieden Kasten in die Löcher Bverschieben, wenn mit geneigterWelle gearbeitet wird.
Schlitzhaube für Zapfen-schnei-den (Abb.19)
Die Haube B am Arbeitstischpositionieren und mit den KugelgriffenD befestigen.
4.3.10Protections - Installation
Les protections doivent toujoursêtre montées et placées de manière
à couvrir au maximum les outils.
Protecteur scie (fig. 17)– Soulever l’ensemble scie au moyen
du volant à main A.– Introduire le protecteur B en serrant
la manette D.
Protecteur de la toupie (fig. 18)
Positionner le protecteur sur la tablede travail et visser les deux boutons Hdans les trous prévus.
Pour la version avec toupie inclinable,déplacer la protection dans les orificesB en cas d’exécution avec l’arbreincliné.
Protecteur toupie pour tenonner(fig.19)
Positionner le protecteur B sur la tablede travail et le fixer au moyen desboutonùs D.
4.3.10Protecciones - Instalación
Las protecciones deben estarsiempre montadas y posicionadasde modo que cubran al máximo los
utensilios.
Protección de la sierra (fig. 17)– Elevar el grupo sierra mediante la
manivela A.– Introducir la protección B
apretando la manija D.
Cabezal tupí (fig. 18)
Colocar el cabezal sobre la mesa detrabajo y atornillar los dos botonesesféricos H en los agujeroscorrespondientes.
En la versión con buriladorainclinable, mueva la caperuza en losorificios B cuando trabaje con el ejeinclinado.
Cabezal tupi para ensamble deespiga y caja (fig. 19)
Colocar el cabezal B sobre la mesade trabajo y sujetarlo mediante losbotones esféricos D.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 66 -
Protezione pialla (fig. 20)
– Posizionare la protezione Acome da figura.
– Avvitare la vite B di fissaggio.
4.3.11 Gruppo incisore- Installazione (fig. 21÷27)
Il gruppo incisore può essere ri-chiesto anche in un secondo tem-po.Descriviamo quindi le operazionidi assemblaggio da eseguire perpoterlo installare sul gruppo sega:- togliere la lama sega seguendo
le istruzioni del paragrafo 5.1.4;- smontare il coltello divisore N;- togliere il convogliatrucioli sega
P svitando le tre viti che lo fissa-no al supporto B (fig. 21-22);
- fissare il supporto incisore A alsupporto sega B;
Posizionare la molla V comeindicato in figura.
Serrare completamente le viti Zaccertandosi che le viti di registroH siano siano perfettamente cen-trate con i fori sul piano sega.
Planer protection (fig. 20)
– Fit the protection A into place asshown in the picture.
– Tighten the fastening screw B.
4.3.11 Scorer assembly -Installation (fig. 21÷27)
IThe scorer assembly may be ordered later.We are therefore describing herebelow theassembly operations to be executed forscorer installation on the saw assembly:- Remove the saw blade following the
instructions in par. 5.1.4.- Disassemble the dividing knife
N;- Remove the saw wood-shaving conveyor
by unscrewing the three screws P whichfasten it to the support B (fig. 21-22).
- Lock the scorer support A to thesaw support B;
Position the spring V asindicated in the figure.
Fully tighten the screws Z ensuringthat the adjusting screws H areperfectly centred on the holes onthe saw table.
028_083_0.tif
P
028.015.0.tif
21
22
N
A
B
ZV
H
A
B
028_092_0.TIF20
www.bricose
rgio.it

- 67 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
Protección cepillo (fig. 20)
– Colocar la protección A como seilustra en la figura.
– Atornillar el tornillo B de sujeción.
4.3.11 Grupo tallador -Instalacion (fig. 21÷27)
El grupo tallador puede ser pedido inclu-so en un segundo momento.Describimos por lo tanto las operacionesde ensamblaje a realizar para poderloinstalar en el grupo sierra:– Quitar la hoja de la sierra siguiendo las
instrucciones del punto 5.1.4.– desmontar la cuchilla divisora N– Quitar el transportador de virutas P
extrayendo los tres tornillos que lo fijanal soporte B (fig. 21-22);
– fijar el soporte tallador A al soportesierra B.
Coloque el resorte V como seindica en la figura.
Apriete completamente los tornillosZ asegurándose de que los tornillosde ajuste H están perfectamentecentrados en los orificios sobre lamesa de sierra.
Protection de la raboteuse (fig.20)
– Positionner la protection A comme lemontre la figure.
– Serrer la vis B de fixation.
4.3.11 Ensemble inciseur -Installation (fig. 21÷27)
L’ensemble inciseur peut être aussicommandé successivement.Nous donnons ci de suite les opérationsd’assemblage à exécuter pour pouvoirl’installer sur l’ensemble scie:– Enlever la lame scie en suivant les
instructions du parag. 5.4.1;– Démonter le couteau séparateur N;– Enlever le dispositif d’acheminement des
copeaux P de la scie en dévissant lestrois vis qui le fixent au support B (fig. 21-22);
– Fixer le support inciseur A au supportscie B.
Positionner le ressort V commeindiqué sur la figure.
Serrer complètement les vis Z envérifiant que les vis de réglage H sontparfaitement centrées avec les orificessitués sur le plan scie.
Hobelschutz (Abb.20)
– Schutzvorrichtung A, wie auf derAbbildung, aufsetzen.
– Befestigungsschraube B anziehen.
4.3.11 Vortrenngruppe - Einbau(Abb. 21÷27)
Die Vortrenngruppe kann auch nach-träglich bestellt werden. Nachstehendwerden die für den Einbau in die Säge-gruppe auszuführenden Montagearbei-ten beschrieben:– Sägeblatt gemäß den Anleitungen
aus Abschnitt 5.1.4 ausbauen– Trennmesser N demontieren– Spanförderer P durch Lösen der drei
Schrauben, die diesen an der Halte-rung B befestigen, ausbauen (Abb.21-22);
– die Vorritzerhalterung A auf derSägenhalterung B befestigen;
Die Feder V wie auf der Abbildunggezeigt positionieren.
Die Schrauben Z komplett anziehen.Dabei sicherstellen, dass dieEinstellschrauben H perfekt mit denLöchern auf der Sägeebene zentriertsind.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 68 -
- montare la puleggia C nell’albe-ro sega D;
- montare la puleggia E e il grup-po staffa - puleggia F interpo-nendo, se necessita, i distanzialiG in modo che le pulegge E e Fsiano perfettamente allineatecon la puleggia C;
- avvitare la vite H fino a battuta;- inserire i due distanziali L e la
puleggia M;- serrare i componenti tramite il
dado N.
- Agganciare la molla R nei fori S;- ruotare il supporto P come indi-
cato in figura e serrare il dado T.
- Montare la cinghia Q e allentareil dado T.
028.017.0.tif
- Install the pulley C in the sawshaft D;
- Fit the pulley E and the bracket-pulley unit F into place fitting, ifnecessary, the spacers G insuch a way that the pulleys Eand F are perfectly aligned withthe pulley C.
- fully tighten the screw H;- insert the two spacers L and the
pulley M;- tighten the components with the
nut N.
- hook the spring R into the holesS;
- turn the support P as indicatedin the figure and tighten the nutT.
- Mount the belt Q and loosen thenut T.
24
L
H N
M
028.019.0.tif26
Q
T
028.018.0.tif25
S
SR
P
T
028.016.0.tif23
G
F
E
C
D A
B
www.bricose
rgio.it

- 69 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
– Riemenscheibe C in dieSägenwelle D einbauen;
– Riemenscheibe E und die GruppeBügel-Riemenscheibe F einbauen,dabei die Abstandstücke G, fallserforderlich, so zwischenlegen, daßdie Riemenscheiben E und Fperfekt auf die Riemenscheibe Causgerichtet sind;
– Die Schraube H bis zum Anschlagfestschrauben;
– die beiden Distanzstücke L und dieRiemenscheibe M einsetzen;
– die Komponenten mit Hilfe derMutter N anziehen.
– Die Feder R in die Löcher Seinhängen;
– die Halterung P wie auf derAbbildung dargestellt drehen unddie Mutter T anziehen.
– Den Riemen Q montieren und dieMutter T lösen.
– Monter la poulie C dans l’arbre de lascie D;
– Monter la poulie E et l’ensemble bride-poulie F en interposant si nécessaireles entretoises G de façon que lespoulies E et F soient parfaitementalignées avec la poulie C.
– visser la vis H à fond ;– introduire les deux entretoises L et la
poulie M;– serrer les composants à l’aide de
l’écrou N.
– Accrocher le ressort R dans lesorifices S;
– tourner le support P comme indiquésur la figure et serrer l’écrou T.
– Monter la courroie Q et desserrerl’écrou T.
– montar la polea C en el árbol sierraD;
– Montar la polea E y el grupoabrazadera-polea F interponiendosi es necesario los distanciadoresG de modo que las poleas E y F seencuentren perfectamentealineadas con la polea C;
– Apriete completamente el tornilloH;
– Inserte los dos espaciadores L y lapolea M;
– Apriete los componentes con latuerca N.
– Enganche el resorte R en losorificios S;
– Gire el soporte P como se indica enla figura y apriete la tuerca T.
– Monte la correa Q y afloje la tuercaT.
www.bricose
rgio.it
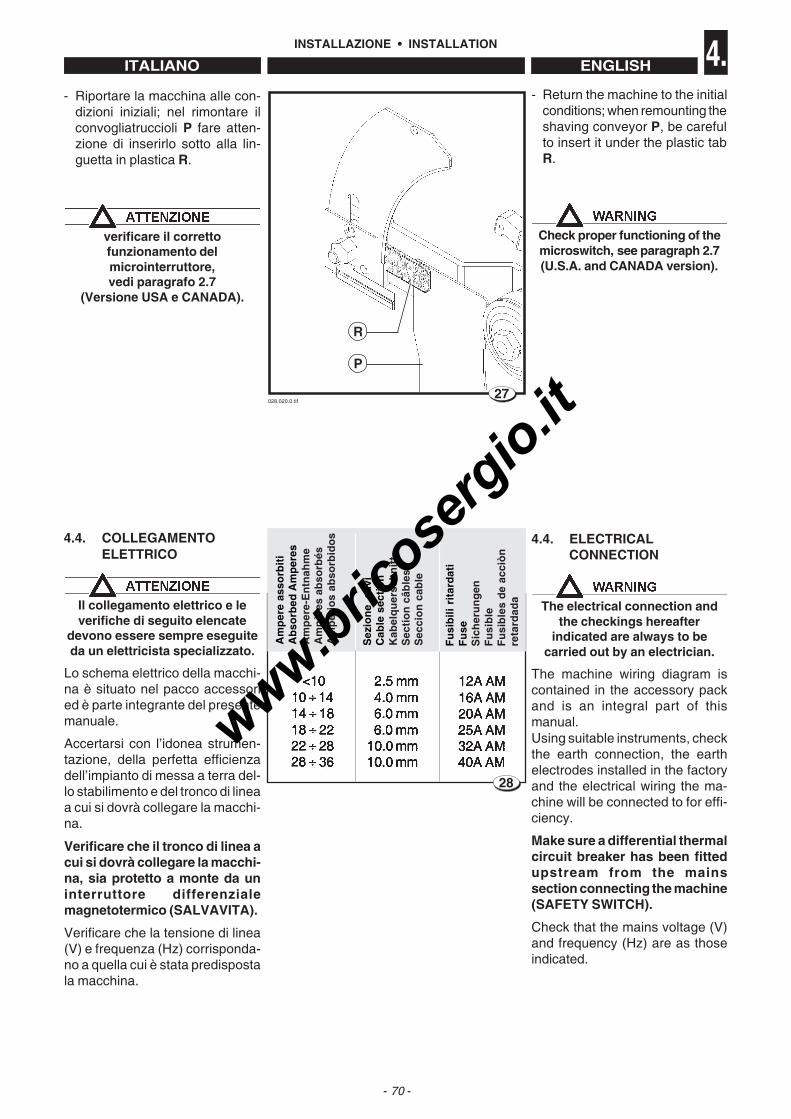
4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 70 -
- Riportare la macchina alle con-dizioni iniziali; nel rimontare ilconvogliatruccioli P fare atten-zione di inserirlo sotto alla lin-guetta in plastica R.
verificare il correttofunzionamento delmicrointerruttore,vedi paragrafo 2.7
(Versione USA e CANADA).
4.4. COLLEGAMENTOELETTRICO
Il collegamento elettrico e leverifiche di seguito elencate
devono essere sempre eseguiteda un elettricista specializzato.
Lo schema elettrico della macchi-na è situato nel pacco accessoried è parte integrante del presentemanuale.
Accertarsi con l’idonea strumen-tazione, della perfetta efficienzadell’impianto di messa a terra del-lo stabilimento e del tronco di lineaa cui si dovrà collegare la macchi-na.
Verificare che il tronco di linea acui si dovrà collegare la macchi-na, sia protetto a monte da uninterruttore differenzialemagnetotermico (SALVAVITA).
Verificare che la tensione di linea(V) e frequenza (Hz) corrisponda-no a quella cui è stata predispostala macchina.
028.020.0.tif27
R
P
12
Sez
ione
cav
iC
able
sec
tion
Kab
elqu
ersc
hnitt
Sec
tion
câbl
esS
ecci
on c
able
Am
pere
ass
orbi
tiA
bsor
bed
Am
pere
sA
mpe
re-E
ntna
hme
Am
père
s ab
sorb
ésA
mpe
rios
abs
orbi
dos
Fusi
bili
rita
rdat
iFu
seS
iche
rung
enFu
sibl
eFu
sibl
es d
e ac
ciòn
reta
rdad
a
28
- Return the machine to the initialconditions; when remounting theshaving conveyor P, be carefulto insert it under the plastic tabR.
Check proper functioning of themicroswitch, see paragraph 2.7(U.S.A. and CANADA version).
4.4. ELECTRICALCONNECTION
The electrical connection andthe checkings hereafter
indicated are always to becarried out by an electrician.
The machine wiring diagram iscontained in the accessory packand is an integral part of thismanual.Using suitable instruments, checkthe earth connection, the earthelectrodes installed in the factoryand the electrical wiring the ma-chine will be connected to for effi-ciency.
Make sure a differential thermalcircuit breaker has been fittedupstream from the mainssection connecting the machine(SAFETY SWITCH).
Check that the mains voltage (V)and frequency (Hz) are as thoseindicated.
www.bricose
rgio.it

- 71 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
– Vuelva a colocar la máquina ensus condiciones iniciales; al volvera montar el transportador dedesbarbe P, tenga cuidado alinsertarla bajo la pestaña deplástico R.
Controlar que el microinterruptorfuncione correctamente, véaseapartado 2.7( versión U.S.A. y
CANADA).
4.4. CONEXION ELECTRICA
La conexión eléctrica y loscontroles detallados a continuaciónserán efectuadas siempre por un
electricista especializado.
El esquema eléctrico de la máquina seencuentra en el paquete de acceso-rios y es parte integrante del presentemanual.Comprobar, mediante losinstrumentos oportunos, la eficienciaperfecta de la instalación de puesta atierra de la nave y del tramo de línea ala cual tendrá que acoplarse lamáquina.Controlar que el tramo de línea alcual se debe conectar la máquinaesté protegido desde el principio me-diante un interruptor diferencialmagnetotérmico.
Verificar que la tensión de línea (V) yla frecuencia Hz correspondan conaquella para la cual la máquina fuepredispuesta.
– Reporter la machine dans lesconditions initiales ; lors duremontage du convoyeur copeaux Pfaire attention de l’introduire sous lalanguette en plastique R.
Contrôler le bon fonctionnement dumicro-interrupteur, voir paragraphe
2.7(version U.S.A. et CANADA).
4.4. BRANCHEMENTELECTRIQUE
La connexion électrique et lescontrôles cités ci-bas doiventtoujours être effectués par un
électricien spécialisé.
Le schéma électrique de la machine setrouve dans l’emballage accessoireset est une partie intégrante de cemanuel.
Contrôler au moyen des instrumentsappropriés le bon état de l’installation dela prise de terre de l’usine et du tronçonde ligne auquel on devra connecter lamachine.
Vérifier que le tronçon de ligne auquel lamachine devra être connectée, soitprotégé en amont par un déclencheurdifférentiel magnétothermique(DISJONCTEUR).
Contrôler que la tension de la ligne (V)et la fréquence Hz correspondent bienà ce qui a été prévu pour la machine.
– Die Maschine wieder in denAnfangszustand bringen. BeimWiedereinbau desSpänetransporteurs P daraufachten, ihn unterhalb derPlastiklasche R einzusetzen.
Funktionstüchtigkeit desMikroschalters überprüfen, sieheAbschnitt 2.7(USA und CANADA -
Version ).
4.4. ELEKTRISCHER AN-SCHLUß
Die elektrischen Verbindungen unddie nachfolgend aufgeführten
Nachprüfungen müssen immer voneinem spezialisierten Elektriker
ausgeführt werden.
Der Schaltplan der Maschine befin-det sich im Zubehörpaket und ergänztdas vorliegende Handbuch.
Mit einem geeignetem Instrumentkontrollieren, ob sich die Erdungsan-lage des Werks sowie der Leitungs-abschnitt, an dem man die Maschineanschließt, in einwandfreiem Zustandbefinden.
Sich vergewissern, daß der Leitungs-abschnitt, an dem die Maschine an-geschlossen wird, durch einenmagnetothermischen Differential-schalter geschützt wird (SCHUTZ-SCHALTER).
Kontrollieren, ob die Leitungs-spannung (V) sowie die Frequenz Hzden Werten entsprechen, für die dieMaschine ausgelegt ist.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 72 -
La condizione di lavoro ottimaleper la macchina è quella di fornirel'esatta tensione riportata sullatarghetta di identificazione tuttaviapuò adeguarsi a tensioni di lavorosuperiori o inferiori in un campo ditolleranza di +/- 5%.Al di fuori di questo campo provve-dere alla regolazione della tensio-ne di alimentazione.
Leggere sulla targhetta di identifi-cazione macchina (B fig.29), il va-lore della corrente totale assorbita(Amp.)
Consultare la tabella di fig. 28 perusare la giusta sezione di cavi, eper installare a monte della mac-china fusibili del tipo "AD INTER-VENTO RITARDATO"
Predisporre il cavo di alimentazio-ne in prossimità della morsettieraA (fig. 29).
Introdurre il cavo all’interno dellamorsettiera e collegare le fasi aimorsetti R-S-T, il neutro (versionemonofase) al morsetto N e il cavodi messa a terra al morsetto con-trassegnato con il simbolo (fig.30).
ATTENZIONE ALCOLLEGAMENTO ELETTRICOL'errata rotazione dell'utensilecausa pericolo all'operatore e
danni al prodotto.Avviare per una frazione disecondo il gruppo sega e
verificare che il disco ruoti insenso orario; nel caso la
rotazione non sia corretta,togliere immediatamente
tensione ed invertire due delletre fasi sui morsetti (R-S-T).
028.031.0.tif 29
••
S
••
N
•
R T
63_064_0.tif30
B
A
The machine works under idealconditions when the supplied linevoltage is the same voltage speci-fied in the machine data plate; how-ever, higher or lower workingvoltage values are also acceptablewithin a tolerance range of +/- 5% .If this tolerance range is exceeded,input voltage must be corrected.
Check total absorbed power (Amp)in the machine data plate (B fig.29).
Check table fig. 28 to choose ca-bles having an appropriate crosssection and to install “DELAYEDOPERATION” fuses upstreamfrom the machine.
Prearrange the feeding cable nearthe terminal board A (fig. 29).
Drive the cable inside the terminalboard and connect the phases tothe terminals R-S-T, the neutralwire to the terminal N (single-faseversion) and the earthing cable tothe terminal marked by the symbol
(fig. 30).
CAREFUL WITH THEELECTRICAL CONNECTIONIncorrect rotation of the tool
causes danger to the operatorand damage to the product.
Activate the saw assembly for afraction of a second and checkthat the disc turns clockwise.Should rotation be incorrect,
immediately switch off the powerand invert two of the three
phases on the terminals (R-S-T).
009.072.0.tif 31
www.bricose
rgio.it

- 73 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
La condición de trabajo óptima de lamáquina es la que permite suministrarel valor de tensión detallado sobre laplaca de identificación. Sin embargo,es posible establecer valores detensión de trabajo superiores oinferiores dentro de un límite detolerancia que corresponde a +/- 5%.Para los valores de tensión que nocorresponden a dicho límite detolerancia, hace falta ajustar latensión de la red.
Leer el valor de la corriente total absor-bida (amperios) sobre la placa de iden-tificación de la máquina (B fig. 29).
Consultar la tabla en la fig. 28 para eluso de los cables con sección idóneay para instalar encima de la máquinafusibles de “ACCION RETARDADA”.
Predisponer el cable de alimentacióncerca de la caja de los bornes A (fig.29).
Introducir el cable en el tablero debornes y conectar las fases a losbornes R-S-T, el neutro al borne N(versión monofásica) y el cable detierra al borne señalado con elsímbolo (fig.30).
CUIDADO CON LA CONEXIÓNELÉCTRICA
Si la herramienta gira incorrectamentepuede ser causa de peligro para el
operador, causando daños alproducto.
Arranque por una fracción desegundo el grupo de la sierra y
compruebe que el disco gire en elsentido de las agujas del reloj; si la
rotación es incorrecta, corteinmediatamente la corriente e inviertados de las tres fases en los bornes (R-
S-T).
La condition de travail optimale pour lamachine est celle de recevoir la ten-sion exacte indiquée sur la plaquetted’identification. Elle peut cependants’adapter à des tensions de travailsupérieures ou inférieures, dans unemarge de tolérance de +/- 5%.Au-delà de cette marge, il faut régler latension d’alimentation.
Lire sur la plaquette d’identification dela machine (B fig. 29), la valeur ducourant absorbé total (ampère).
Consulter le tableau dans la fig. 28 pourutiliser la section appropriée de câbleet pour installer en amont de la machinedes fusibles du type “AACTIONNEMENT RETARDE”
Disposer le câble d’alimentation auprèsde la boîte à bornes A (fig. 29).
Placer le câble dans la boîte à borneset connecter les phases aux bornesR-S-T-, le neutre à la borne N (varian-te monofasée) et le câble de mise à laterre à la borne (fig. 30).
ATTENTION AU BRANCHEMENTELECTRIQUE
La mauvaise rotation de l’outilentraîne des risques pour l’ouvrier et
détériore le produit.Démarrer pendant une fraction de
seconde le groupe scie, puiscontrôler que le disque tourne dansle sens horaire; si la rotation n’est
pas correcte, couper immédiatementle courant et inverser deux des trois
phases sur les bornes (R-S-T).
Die optimale Arbeitsbedingung für dieMaschine wäre ein Spannung mit ge-nau dem Wert, der auf dem Daten-schild angeführt ist, dennoch kann dieMaschine Spannungsschwankungenmit einem Toleranzbereich von +/- 5%aushalten .Wenn die Spannung über diese Tole-ranz hinausgeht, muß die Zufuhr-spannung entsprechend eingestelltwerden.
Auf dem Datenschild der Maschineden Wert für die entnommeneGesamt-Strommenge (Amp) ablesen(B Abb. 29).
Tabelle auf Abb. 28 zu Hilfe nehmen,um den richtigen Kabeldurchschnittherauszufinden und um vor derMaschine eine Sicherung mit“verzögertem Eingriff” einzubauen.Ein Anschlußkabel soll in der NäheKlemmbretts A (Abb. 29) vorhandensein.
Das Kabel ins Innere der Klemm-leiste einführen und die Phasen andie Klemmen R-S-T anschließen, derNullleiter an die Klemme N(Einphasenversion) und den Erdleiteran die Klemme, die mit dem Symbol
gekennzeichnet ist (Abb. 30).
ACHTUNG BEIM ELEKTRISCHENANSCHLUSS
Eine falsche Rotationsrichtung desWerkzeug führt zu Gefahr für den
Bediener sowie zuBeschädigungen des Produkts.
Das Sägeaggregat für denBruchteil einer Sekunde
einschalten und überprüfen, ob dieScheibe sich in Uhrzeigerrichtungdreht; anderenfalls die Spannung
sofort abschalten und zwei der dreiPhasen an den Klemmen (R-S-T)
vertauschen.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 74 -
4.5. ASPIRAZIONE DEITRUCIOLI
Lavorare sempre conl'aspirazione attivata.
L’impianto d’aspirazione devesempre essere avviato
contemporaneamente al motoredel gruppo operatore in
funzione.
Una corretta aspirazione elimina irischi di inalazione polveri e favori-sce un migliore funzionamento del-la macchina.
Nelle tabelle sono riportati i valoriminimi di portata e velocita' del-l'aria riferiti ad ogni singola aspira-zione.
Assicurarsi che l’impianto d’aspi-razione garantisca questi valori nelpunto di collegamento con le boc-che delle cuffie.
Velocita' minima dell'aria 20 m/s
Segacuffia
superiorecuffia
inferiore
Velocita' minima dell'aria 20 m/s Portata 170 m3/h 750 m3/h
Velocita' minima dell'aria 20 m/s Portata 750 m3/h 750 m3/h
Piallafilo
Piallaspessore
Velocita' minima dell'aria 20 m/s Portata 750 m3/h
Cavatrice
Toupie
Portata 750 m3/hMinimum air speed 20 m/s
SawUpper hood Lower hood
Minimum air speed 20 m/s Air flow 170 m3/h 750 m3/h
Minimum air speed 20 m/s Air flow 750 m3/h 750 m3/h
Surfacingplaner
Thicknessingplaner
Minimum air speed 20 m/s Air flow 750 m3/h
Mortising machine
Routers
Air flow 750 m3/h
4.5. CHIP SUCTION
Always work with the suctionsystem on.
Always start the suction systemand the operator assembly
motor at the same time.
Proper suction eliminates therisks of dust inhalation and aidsbetter functioning of the machine.
The tables list the minimum airflow and speed values referencedto each single suction operation.
Ensure that the suction systemguarantees these values at thehood-mouth connection point.
www.bricose
rgio.it

- 75 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
4.5. SPÄNEABSAUGUNG
Bei der Arbeit muß die Saug-vorrichtung immer in Betrieb sein.
Die Absauganlage muß stetsgleichzeitig mit dem Motors der
eingesetzten Bearbeitungsgruppeeingeschaltet werden.
Eine ordnungsgemäße Absaugungverhindert die Einatmung von Staubund trägt zu einem besserenMaschinenbetrieb bei.
In den Tabellen sind die Mindestwertedes Luftdurchsatzes und derLuftströmungs-geschwindigkeit fürjede einzelne Saugvorrichtungangegeben.
Sicherstellen, daß die Sauganlage amAnschlußpunkt derSchutzabdeckungsöffnungen dieseWerten gewährleistet.
4.5. ASPIRACION DE VIRUTAS
Trabajar siempre con la aspiraciónactivada.
La instalación de aspiración debeser puesta en marcha
contemporáneamente al motor delgrupo operador en función.
Una aspiración correcta elimina todoriesgo de inalación de polvo yfavorece el buen funcionamiento dela máquina.
En las tablas se indican los valoresmínimos de caudal y velocidad delaire con recpecto de cada una de lasaspiraciones.
Asegurarse de que el equipo deaspiración garantice estos valores enlos puntos de conexión con las bocasde las envolturas.
Min. Luftströmungsgeschw. 20 m/Sek
SägeOberer
AbdeckungUnterer
Abdeckung
Min. Luftströmungsgeschw. 20 m/SekLeistung 170 m3/h 750 m3/h
Min. Luftströmungsgeschw. 20 m/SekLeistung 750 m3/h 750 m3/h
Abrichthobel Dickenhobel
Min. Luftströmungsgeschw. 20 m/SekLeistung 750 m3/h
Aushöhlmaschine
Fräse
Leistung 750 m3/hVitesse mini. de l’air 20 m/s
ScieProtectionsupérieure
Protectioninférieure
Vitesse mini. de l’air 20 m/sCapacité 170 m3/h 750 m3/h
Vitesse mini. de l’air 20 m/sCapacité 750 m3/h 750 m3/h
Raboteuse Raboteused’épaisseur
Vitesse mini. de l’air 20 m/sCapacité 750 m3/h
Mortaiseuse
Toupie
Capacité 750 m3/hVelocidad mínima del aire 20 m/seg
SierraEnvolturasuperior
Envolturainferior
Velocidad mínima del aire 20 m/seg Caudal 170 m3/h 750 m3/h
Velocidad mínima del aire 20 m/seg Caudal 750 m3/h 750 m3/h
Cepillo a ras Cepilloespesor
Velocidad mínima del aire 20 m/seg Caudal 750 m3/h
Ranuradora
Tupí
Caudal 750 m3/h
4.5. ASPIRATION DESCOPEAUX
L’aspiration doit toujours être activependant l’usinage.
Toujours mettre en marchel’installation d’aspiration en mêmetemps que le moteur de l’ensemble
opérateur.
Une parfaite aspiration élimine lesrisques de respirer la poussière etoptimise le fonctionnement de lamachine.
Les valeurs minimums de capacité etde vitesse de l’air, par rapport à chaqueaspiration, sont indiquées dans lestableaux.
Vérifier que le système d’aspirationassure ces valeurs au point deraccordement avec les aérateurs desprotections.
www.bricose
rgio.it

4.INSTALLAZIONE • INSTALLATION
ENGLISHITALIANO
- 76 -
Diametro bocche d'aspirazione(fig.32):
A - cuffia toupie ........... ø120mmB - cuffia toupie
per tenonare ........ ø 120 mmC - protezione sega ..... ø 60 mmD - aspirazione sega . ø 120 mmE - cuffia pialla filo ..... ø 120 mmF - cuffia spessore .... ø 120 mmG - aspirazione
cavatrice .............. ø 120 mm
Collegare le bocche all'impiantodi aspirazione con tubi flessibili didiametro adeguato.Serrare confascette.
Il tubo deve essere posizionato inmaniera tale da non ostacolarel'operatore durante la lavorazio-ne.Si consiglia un'aspirazione a sof-fitto.
Suction mouth diameter (fig.32):
A - router hood ............. ø120mmB - tenoning shaper
hood .................... ø 120 mmC - Saw protection ...... ø 60 mmD - Saw suction ......... ø 120 mmE - Surfacing planer
hood .................... ø 120 mmF - Thicknessing planer
hood .................... ø 120 mmG - Mortising machine
suction ................. ø 120 mm
Connect the mouths to the suctionsystem with flexible tubes ofadequate diameter. Tighten withclamps.
The tube must be positioned insuch a way so as not to obstructthe operator during machining.
028.021.0.tif 32
F
G
E
D
C
BAH
www.bricose
rgio.it

- 77 -
4.4.ESPAÑOLFRANÇAISDEUTSCH
AUFSTELLUNG • INSTALLATIONINSTALACION
Durchmesser der Saugöffnungen(Abb. 32)
A - Toupie-Abdeckung . ø120mmB - Schlitzhaube für
Zapfen-schneiden ø 120 mmC - Sägenschutz ......... ø 60 mmD - Absaugung Säge. ø 120 mmE - Abdeckung
Abrichthobel ........ ø 120 mmF - Abdeckung
Dickenhobel ........ ø 120 mmG - Absaugung
Kehlwerkzeug...... ø 120 mm
Die Saugöffnungen an derSauganlage mit Schläuchengeeigneten Durchmessersbefestigen. Mit Zwingen festmachen.
Der Schlauch ist so zu positionieren,daß er während der Bearbeitung nichtim Wege ist.
Diamètre orifices d’aspiration (fig. 32):
A - protection toupie .. ø120 mmB - Protecteur toupie
pour tenonner ...... ø 120 mmC - protection scie ....... ø 60 mmD - aspiration scie ..... ø 120 mmE - aspiration
raboteuse ............ ø 120 mmF - aspiration
épaisseur ............. ø 120 mmG - aspiration mortaiseuseø 120 mm
Raccorder les orifices au systèmed’aspiration à l’aide de tuyaux souplesayant un diamètre approprié. Serrer àl’aide des colliers de serrage.
Le tuyau doit être placé de manière àne pas gêner l’ouvrier pendantl’usinage.
Diámetro bocas de aspiración(fig. 32):
A - Envoltura tupí ....... ø120 mmB - Cabezal tupi para ensamble
de espiga y caja ... ø 120 mmC - Protección sierra ... ø 60 mmD - Aspiración sierra . ø 120 mmE - Envoltura cepillo
a ras .................... ø 120 mmF - Envoltura
cepillo espesor .... ø 120 mmG - Aspiración
mortajadora ......... ø 120 mm
Conectar las bocas al equipo deaspiración con tubos flexibles dediámetro adecuado. Ajustar conabrazaderas.
El tubo debe estar ubicado en modoque no obstaculice al operador du-rante el trabajo.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 78 -
5.1. TOOL - ASSEMBLY ANDADJUSTMENT
Handle the tools with protectivegloves.
5.1.1 Interchangeable moulderspindle - Assembly (fig.1)
Options include interchangeablemoulder spindle.
To change the spindle, proceedas follows:
– Move the moulder hood to freethe worktable.
– Loosen the lock A.
– Lift the moulder shaft by turningthe handwheel B.
– Open the door P.
– Lock rotation of the routerspindle moving it manually untilmanaging to lock it by turningthe lever C.
– Using the accessory spanner,loosen the ring nut Q by turninganticlockwise and remove thecountershaft.
– Before inserting the newcountershaft, ensure that themortising threads and cones areperfectly clean. Manually checkthat the ring nut Q is completelyscrewed into place on the gasketR and countershaft S.
– Fit the new countershaft andtighten the ring nut Q by turningclockwise.
– Ensure the moulder spindle canrotate freely by moving lever Cto its original position.
Then proceed with mounting thetools and adjusting the router hoodas described in the followingparagraphs.
5.1. UTENSILI - MONTAGGIOE REGISTRAZIONE
Maneggiare gli utensiliutilizzando i guanti di protezione.
5.1.1 Albero toupieintercambiabile -montaggio (fig.1)
Su richiesta la macchina puo' es-sere dotata di albero toupieintercambiabile.
Per il cambio procedere nel se-guente modo:
– Spostare la cuffia toupie per la-sciare libero il piano.
– Allentare il bloccaggio A.
– Sollevare l’albero toupie, ruotan-do il volantino B.
– Aprire il portello P.
– Bloccare la rotazione dell'alberotoupie muovendo manualmentequest'ultimo fino a riuscire a bloc-carlo ruotando la leva C.
– Svitare in senso antiorario laghiera Q con chiave accessoriafino ad ottenere l'estrazione delcontralbero.
– Prima di inserire il nuovocontralbero accertarsi che i fi-letti e i coni di calettamento sia-no ben puliti.Verificaremanualmente che la ghiera Qsia completamente avvitata inbattuta sulla guarnizione R econtralbero S.
– Inserire il contralbero e stringe-re la ghiera Q avvitandola in sen-so orario.
– Sbloccare la rotazione dell’al-bero toupie, portando la leva Calla condizione iniziale .
Procedere poi al montaggio degliutensili e alla regolazione della cuf-fia toupie come indicato nei para-grafi che seguono.
028.094.0.tif
Q
R
Q
S
1
A
BC
P
www.bricose
rgio.it

- 79 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1. WERKZEUGE - EINBAUUND EINSTELLUNG
Beim Umgang mit den Werkzeugensind Schutzhandschuhe zu tragen.
5.1.1 AuswechselbareOberfräsenwelle - Einbau(Abb.1)
Auf Anfrage kann die Maschine miteiner auswechselbaren Ober-fräsenwelle ausgestattet werden.
Gehen Sie beim Auswechseln wiefolgt vor:– Die Haube der Oberfräse
verschieben, um den Arbeitstischfreizumachen.
– Sperre A lockern– Die Holzfräsenwelle unter Drehen
des Handrads B anheben.– Klappe P öffnen.– Die Rotation der Oberfräsen-welle
blockieren, indem sie von Handbewegt wird, bis sie durch Drehendes Hebels C blockiert werdenkann.
– Die Nutmutter Q mit dem mitge-lieferten Schlüssel in Gegenuhr-zeigerrichtung herausschrauben, bisdie Gegenwelle frei ist.
– Vor Einsetzen der neuenGegenwelle ist zu überprüfen, obdie Gewinde und die Aufziehkeilerein sind. Überprüfen (von Hand),ob die Nutmutter Q auf der DichtungR und auf der Gegenwelle S bis zuihrem Anschlag angedreht ist.
– Die neue Gegenwelle einsetzen unddie Nutmutter Q durch Drehen inUhrzeigerrichtung anziehen
– Die Rotation der Oberfräsen-welleentsperren, indem der Hebel C indie Ausgangsstellung gebrachtwird.
Hiernach die Werkzeuge montierenund die Toupie-Abdeckung gemäßBeschreibung in den folgendenKapiteln regulieren.
5.1. OUTILS - MONTAGE ETREGLAGE
Manipuler les outils en mettant desgants de protection.
5.1.1 Arbre toupie interchangeable- Montage (fig.1)
En option la machine peut être équipéed’un arbre toupie interchangeable.
Pour le remplacement procédercomme suit :
– Déposer le capot toupie pour libérerle plan.
– Desserrer le blocage A.
– Soulever l’arbre toupie en tournant levolant B.
– Ouvrir la porte latérale P.
– Bloquer la rotation de l’arbre toupieen bougeant manuellement cedernier, afin de réussir à le bloqueren tournant le levier C.
– Dévisser la frette Q dans le sens anti-horaire, à l’aide de la clé, pour pouvoirextraire le contre-arbre.
– Avant d’introduire le nouveau contre-arbre s’assurer que les filets et lescônes d’assemblage sont bienpropres. Contrôler, manuellement, quele manchon Q est complètement vissécontre le joint R et sur le contre-arbreS.
– Introduire le nouvel contre-arbre, puisserrer la frette Q en la vissant dans lesens horaire.
– Débloquer la rotation de l’arbre toupie,en plaçant le levier C dans la positioninitiale.
Ensuite, monter les outils et régler laprotection de la toupie comme indiquédans le paragraphe suivant.
5.1. HERRAMIENTAS -MONTAJE Y REGULACION
Manejar las herramientas utilizandoguantes de protección.
5.1.1 Eje tupí intercambiable -Montaje (fig. 1)
Bajo pedido, la máquina puede sersuministrada con árbol tupíintercambiable.
Para el cambio, proceder delsiguiente modo:
– Desplazar la protección del tupípara liberar el plano.
– Aflojar el bloqueo A.
– Elevar el árbol tupí, girando la ma-nivela B.
– Abrir el portillo P.
– Bloquear la rotación del eje tupímoviendo manualmente esteúltimo hasta que se bloquee giran-do la palanca C.
– Aflojar en sentido antihorario lavirola Q con llave accesoria hastaextraer el contraárbol.
– Antes de introducir el nuevocontraárbol, cerciorarse de que lasroscas y los conos de empalme seencuentren bien limpios. Controlarmanualmente que el casquillo Qse encuentre ajustado hasta el topecontra la junta R y el contraárbol S.
– Insertar el contraárbol nuevo y ajustaren sentido horario la virola Q.
– Desbloquear la rotación del árboltupí, colocando la palanca C en suposición inicial.
Luego proceder al montaje de lasherramientas y a la regulación de laenvoltura tupí como indicado en lossiguientes párrafos.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 80 -
5.1.2 Frese - montaggio– Allentare il bloccaggio A.– Sollevare l’albero toupie, ruotan-
do il volantino B.– Aprire il portello P.– Bloccare la rotazione dell'albero
toupie muovendo manualmentequest'ultimo fino a riuscire a bloc-carlo ruotando la leva C.
– Svitare il pomello D.– Sollevare lo sportello L della cuf-
fia toupie.– Se sulla macchina è installata la
cappa a tenonare (fig.3) per mon-tare le frese togliere lo sportelloL.
– Sbloccare con chiave accesso-ria la vite R.
– Estrarre gli anelli distanziatori E.– Estrarre, se necessario, gli anel-
li S sul piano della macchina.– Inserire le frese F sull’albero toupie
utilizzando gli anelli distanziatoripiù adatti, fra un utensile e l’altro.
Montare le frese nel punto piùbasso possibile dell’albero
evitando al massimo eventualivibrazioni.
E' vietato montare utensili condiametro e peso superiore a
quello indicato nel cap.2.– Serrare bene la vite R.– Sbloccare la rotazione dell’albe-
ro toupie, portando la leva C allacondizione iniziale.
II posizionamento verticaledell’albero va effettuato sempre
dal basso verso l’alto pereliminare l’effetto di eventuali
giochi meccanici.
– Riportare la protezione toupie(fig.2-3) alle condizioniiniziali(serrare lo sportello L).
Prima di procedere allalavorazione registrare la cuffia
toupie come indicatonel par. 5.6. Verificare di aver
selezionato la giusta velocità dirotazione dell'albero toupie,
attenendosi scrupolosamentealle indicazioni del par.5.7.1.
5.1.2 Cutters - Assembly
– Loosen the lock A.– Lift the moulder shaft by turning
the handwheel B.– Open the door P.– Lock rotation of the router spindle
moving it manually untilmanaging to lock it by turningthe lever C.
– Loosen knob D.– Raise door L of the spindle-
moulder hood.– If the tenoning hood (Fig.3) is
installed on the machine, removethe door L to mount the cutters.
– Loosen the screw R by means ofthe accessory wrench.
– Remove spacer rings E.– Remove if necessary rings S
from the machine table.– Mount milling cutters F on the
moulder shaft using the specialspacer rings between one tooland another.
Fit the cutters as low as possibleon the spindle, taking every
precaution to avoid vibrations.It is prohibited to mount tools witha diameter and weight exceeding
that indicated in Chap. 2.
– Tighten screw R.– Unlock the moulder shaft
rotation, moving the handle C toits starting conditions .
The shaft vertical positioningshould always be executed
starting from its lower part, tocounteract the effect of anypossible mechanical slack.
– Return the router guard (Figs. 2-3) to the initial conditions (tightenthe door L).
Before proceeding with work,adjust the spindle-moulder hoodas indicated in para. 5.6. Check
you have selected the rightspindle moulder rotation speed,
being careful to follow theinstructions in para. 5.7.1
R
E
F
028.096.0.tif2
A
BC
P
S
LD
028_084_0.tif3
•Lwww.bricose
rgio.it

- 81 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1.2 Fresas- Montaje
– Aflojar el bloqueo A.– Elevar el árbol tupí, girando la ma-
nivela B.– Abrir el portillo P.– Bloquear la rotación del eje tupí
moviendo manualmente esteúltimo hasta que se bloquee giran-do la palanca C.
– Aflojar la manilla D.– Levantar la portezuela L de la
protección del tupí.– Si la caperuza de sacar espigas
(Fig.3) se instala en la máquina,quita la puerta L para montar losburiles
– Aflojar el tornillo R con la llaveaccesoria.
– Extraer los anillos distanciadores E.– Extraer, si resulta necesario, los anillos
S sobre el plano de la máquina.– Introducir las fresas F en el árbol
tupí util izando los anillosdistanciadores más adecuados,entre una herramienta y la otra.
Montar las fresas en el punto másbajo posible del árbol, evitando al
máximo las vibraciones.Está prohibido montar herramientascon un diámetro y peso superiores a
los indicados en el Capítulo 2.
– Apretar bien el tornillo R.– Desbloquear la rotación del árbol
tupí llevando la manija C a laposición inicial.
El posicionamiento vertical del árboldebe ser efectuado siempre desdeabajo hacia arriba para eliminar el
efecto de posibles juegosmecánicos.
– Vuelva a colocar el dispositivo deseguridad de la buriladora (Figs. 2-3) en sus condicionesiniciales(apriete la puerta L).
Antes de iniciar la elaboración,regular la protección del tupí según
las indicaciones del pár. 5.6. Controlarla correcta regulación de la velocidadde rotación del árbol tupí, siguiendoescrupulosamente las indicaciones
del pár. 5.7.1
5.1.2 Fraises - Montage– Desserrer le blocage A.– Soulever l’arbre toupie en tournant le
volant B.– Ouvrir la porte latérale P.– Bloquer la rotation de l’arbre toupie
en bougeant manuellement cedernier, afin de réussir à le bloqueren tournant le levier C.
– Dévisser la manette D.– Soulever la porte L du couvre-toupie.– Si la machine est équipée de la hotte
à tenonner (fig.3), enlever la porte Lpour monter les fraises.
– Débloquer avec clé fournie la vis R.– Retirer les bagues-entretoises E.– Extraire, le cas échéant, les bagues S
sur la table de la machine.– Introduire entre un outil et l’autres, les
fraises F sur l’arbre toupie en utilisantles bagues-entretoises les plusindiquées.
Monter les fraises le plus bas possiblesur l’arbre en évitant au maximum
d’éventuelles vibrations.Il est interdit de monter l’outil avec un
diamètre et un poids supérieurs à celuiindiqué au chap. 2.
– Bien serrer la vis R .– Débloquer la rotation de l’arbre de la
toupie, en mettant la poignée C dansl’état initial.
Le positionnement vertical de l’arbredoit toujours être
effectué du bas vers le haut etcela afin d’éliminer l’effet des
jeux mécaniques.
– Repositionner la protection toupie(fig.2-3) dans les conditionsinitiales(serrer la porte L) .
Avant de commencer l’usinage régler lecouvre-toupie comme indiqué au par.5.6. Contrôler que c’est bien la vitesseexacte de rotation de l’arbre toupie qui
a été sélectionnée, en respectantscrupuleusement les informations
fournies au par. 5.7.1
5.1.2 Fräse - Einbau– Sperre A lockern– Die Holzfräsenwelle unter Drehen
des Handrads B anheben.– Klappe P öffnen.– Die Rotation der Oberfräsen-welle
blockieren, indem sie von Handbewegt wird, bis sie durch Drehendes Hebels C blockiert werden kann.
– Den Griff D abschrauben.– Die Klappe L der
Oberfräsenabdeckung öffnen.– Falls auf der Maschine die
Zapfenschneidhaube (Abb.3)montiert ist, ist zur Montage derFräsen die Klappe L abzunehmen.
– Die Schraube R mit demmitgelieferten Schlüssel lösen.
– Die Distanzringe E herausziehen.– Falls notwendig die auf dem
Maschinentisch befindlichen RingeS herausziehen.
– Die Fräse F in die Holzfräsenwelleeinbauen, wobei zwischen den Werk-zeugen die am besten geeignetenDistanzringe zu verwenden sind.
Die Fräse an dem niedrigsten möglichenPunkt der Welle montieren und eventuelle
Vibrationen so weit wie möglichvermeiden.
Es ist untersagt, Werkzeuge zumontieren, deren Durchmesser undGewicht die im Kap. 2 gemachten
Angaben überschreiten.
– Die Schraube R gut anziehen.– Die Wellendrehung der Fräse durch
Stellen des Handgriffs C auf dieAusgangsstellung, blockieren.
Das Positionieren in Vertikalrichtungder Welle ist stets von unten nach obenvorzunehmen, um die Wirkung etwaiger
vorhandener Spiele auszuschalten.– Die Schutzvorrichtung der Toupie
(Abb. 2-3) wieder in denAnfangszustand bringen(die KlappeL anziehen).
Vor Arbeitsbeginn dieOberfräsenabdeckung wie in Abschnitt
5.6. angegeben einstellen.Sicherstellen, dass die richtigeRotationsgeschwindigkeit der
Fräsenwelle gewählt worden ist unddabei die Angaben von Abschnitt
5.7.1 genau einhalten
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 82 -
5.1.3 Cutters (Version forspindle with collet)- Assembly (fig.4).
This version features a collet forfitting the cutters to the head of thespindle. Depending on workrequirements, the cutters can befitted in two different ways or (fig. 4):
– Loosen the lock A.
– Lift the moulder shaft by turningthe handwheel B.
– Open the door P.
– Lock rotation of the router spindlemoving it manually untilmanaging to lock it by turningthe lever C.
– Loosen knob N.
– Raise door L of the spindle-moulder hood.
– Using the accessory spanner,loosen the nut and lock nut D.
– Remove spacer rings E.
– Remove if necessary rings Sfrom the machine table.
Assembly :
– Mount milling cutters G on themoulder shaft using the specialspacer rings between one tooland another.
Fit the cutters as low as possibleon the spindle, taking every
precaution to avoid vibrations.It is prohibited to mount tools witha diameter and weight exceeding
that indicated in Chap. 2.
– Tighten the nut and lock nut D.
5.1.3 Frese (Versione per albe-ro con pinza)- Montaggio (fig.4).
Questa versione è dotata di unapinza che permette il montaggiodelle frese in testa all'albero.In basealle esigenze di lavoro possiamomontare le frese in due modi diver-si o (fig.4):
– Allentare il bloccaggio A.
– Sollevare l’albero toupie, ruotan-do il volantino B.
– Aprire il portello P.
– Bloccare la rotazione dell'alberotoupie muovendo manualmentequest'ultimo fino a riuscire a bloc-carlo ruotando la leva C.
– Svitare il pomello N.
– Sollevare lo sportello L della cuf-fia toupie.
– Svitare con chiave accessoriadado e controdado D.
– Estrarre gli anelli distanziatori E.
– Estrarre, se necessario, gli anel-li S sul piano della macchina.
Montaggio :
– Inserire le frese G sull’alberotoupie utilizzando gli anellidistanziatori più adatti, fra unutensile e l’altro.
Montare le frese nel punto piùbasso possibile dell’albero
evitando al massimo eventualivibrazioni.
E' vietato montare utensili condiametro e peso superiore a
quello indicato nel cap.2.
– Serrare dado e controdado D.
028.097.0.tif4
G
E
F
D
HL
M
A
BC
P
S
LN
www.bricose
rgio.it

- 83 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1.3 Fräse (Version für Welle mitSpannfutter)- Einbau (Abb.4).
Diese Version ist mit einem Spannfutterausgestattet, das die Montage derFräse am Kopf der Welle gestattet.Jenach Arbeitserfordernis können zweiverschiedene Fräsenmodelle und
montiert werden (Abb.3).– Sperre A lockern– Die Holzfräsenwelle unter Drehen
des Handrads B anheben.– Klappe P öffnen.– Die Rotation der Oberfräsen-welle
blockieren, indem sie von Handbewegt wird, bis sie durch Drehendes Hebels C blockiert werdenkann.
– Den Griff N abschrauben.– Die Klappe L der
Oberfräsenabdeckung öffnen.– Mit dem mit gelieferten Schlüssel
Mutter und Kontermutter D lösen.– Die Distanzringe E herausziehen.– Falls notwendig die auf dem
Maschinentisch befindlichen RingeS herausziehen.
Montage :– Die Fräse G in die Holzfräsenwelle
einbauen, wobei zwischen den Werk-zeugen die am besten geeignetenDistanzringe zu verwenden sind.
Die Fräse an dem niedrigstenmöglichen Punkt der Wellemontieren und eventuelle
Vibrationen so weit wie möglichvermeiden.
Es ist untersagt, Werkzeuge zumontieren, deren Durchmesser undGewicht die im Kap. 2 gemachten
Angaben überschreiten.
– Mutter und Kontermutter Danziehen.
5.1.3 Fraises(version pour arbre à pince)- Montage (fig.4).
Cette version est équipée d’une pincefavorisant le montage des fraises enbout d’arbre. En fonction des exigencesde travail il est possible de monter lesfraises de deux manières ou (fig.3) :
– Desserrer le blocage A.
– Soulever l’arbre toupie en tournant levolant B.
– Ouvrir la porte latérale P.
– Bloquer la rotation de l’arbre toupieen bougeant manuellement cedernier, afin de réussir à le bloqueren tournant le levier C.
– Dévisser la manette N.
– Soulever la porte L du couvre-toupie..
– Dévisser, à l’aide de la clé, l’écrou etle contre-écrou D.
– Retirer les bagues-entretoises E.
– Extraire, le cas échéant, les bagues Ssur la table de la machine.
Montage :
– Introduire entre un outil et l’autres,les fraises G sur l’arbre toupie enutilisant les bagues-entretoises lesplus indiquées.
Monter les fraises le plus bas possiblesur l’arbre en évitant au maximum
d’éventuelles vibrations.Il est interdit de monter l’outil avec un
diamètre et un poids supérieurs à celuiindiqué au chap. 2.
– Serrer l’écrou et le contre-écrou D.
5.1.3 Fresas(versión para eje con pinza)- Montaje (fig.4).
Esta versión está provista de unapinza que permite montar las fresasen el extremo del eje. Según lasexigencias de trabajo, es posiblemontar las pinzas de dos modosdiferentes o (fig. 3):– Aflojar el bloqueo A.– Elevar el árbol tupí, girando la ma-
nivela B.– Abrir el portillo P.– Bloquear la rotación del eje tupí
moviendo manualmente este últimohasta que se bloquee girando lapalanca C.
– Aflojar la manilla N.– Levantar la portezuela L de la
protección del tupí.– Aflojar con la llave accesoria la
tuerca y la contratuerca D.– Extraer los anillos distanciadores E.– Extraer, si resulta necesario, los
anillos S sobre el plano de la má-quina.
Montaje :– Introducir las fresas G en el árbol
tupí util izando los anillosdistanciadores más adecuados,entre una herramienta y la otra.
Montar las fresas en el punto másbajo posible del árbol, evitando al
máximo las vibraciones.Está prohibido montar herramientascon un diámetro y peso superiores a
los indicados en el Capítulo 2.
– Ajustar la tuerca y la contratuerca D.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 84 -
Montaggio :
– Avvitare con le mani il dado F .
– Avvitare con le mani il dado Hcompreso di pinza L.
– Inserire nella pinza il gambo del-l'utensile M e serrare il dado H.
– Bloccare con chiave accessoriail dado F in battuta contro il dadoH .
– Sbloccare la rotazione dell’albe-ro toupie, portando la leva C allacondizione iniziale.
II posizionamento verticaledell’albero va effettuato sempre
dal basso verso l’alto pereliminare l’effetto di eventuali
giochi meccanici.
– Riportare la protezione toupiealle condizioni iniziali .
Prima di procedere allalavorazione registrare la cuffia
toupie come indicatonel par. 5.6. Verificare di aver
selezionato la giusta velocità dirotazione dell'albero toupie,
attenendosi scrupolosamentealle indicazioni del par.5.7.1.
Assembly :
– Tighten nut F manually
– Tighten nut H manually,including collet L
– Insert the tool shank M in thecollet and tighten nut H
– Using the accessory spanner,secure nut F against nut H.
– Unlock the moulder shaftrotation, moving the handle C toits starting conditions .
The shaft vertical positioningshould always be executed
starting from its lower part, tocounteract the effect of anypossible mechanical slack.
– Return the router guard to theinitial conditions .
Before proceeding with work,adjust the spindle-moulder hoodas indicated in para. 5.6. Check
you have selected the rightspindle moulder rotation speed,
being careful to follow theinstructions in para. 5.7.1
028.097.0.tif4
G
E
F
D
HL
M
A
BC
P
S
LN
www.bricose
rgio.it

- 85 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
Montage :
– Mutter F von Hand anziehen.
– Mutter H und das Spannfutter L vonHand anziehen.
– Das Werkzeug M in den Fuß desSpannfutters einsetzen und dieMutter H anziehen.
– Die Mutter F mit dem mitgeliefertenSchlüssel gegen die KontermutterH ziehen .
– Die Wellendrehung der Fräse durchStellen des Handgriffs C auf dieAusgangsstellung, blockieren.
Das Positionieren in Vertikalrichtungder Welle ist stets von unten nach obenvorzunehmen, um die Wirkung etwaiger
vorhandener Spiele auszuschalten.
– Die Schutzvorrichtung der Toupiewieder in den Anfangszustandbringen.
Vor Arbeitsbeginn dieOberfräsenabdeckung wie in Abschnitt
5.6. angegeben einstellen.Sicherstellen, dass die richtigeRotationsgeschwindigkeit der
Fräsenwelle gewählt worden ist unddabei die Angaben von Abschnitt
5.7.1 genau einhalten
Montage :
– Visser l’écrou F à la main.
– Visser l’écrou H, quipé de la pince L,à la main.
– Introduire le pied de l’outil M dans lapince et serrer l’écrou H.
– Bloquer à l’aide de la clé l’écrou F surla butée de l’écrou H .
– Débloquer la rotation de l’arbre de latoupie, en mettant la poignée C dansl’état initial.
Le positionnement vertical de l’arbredoit toujours être
effectué du bas vers le haut etcela afin d’éliminer l’effet des
jeux mécaniques.
– Repositionner la protection toupiedans les conditions initiales .
Avant de commencer l’usinage régler lecouvre-toupie comme indiqué au par.5.6. Contrôler que c’est bien la vitesseexacte de rotation de l’arbre toupie qui
a été sélectionnée, en respectantscrupuleusement les informations
fournies au par. 5.7.1
Montaje :
– Ajustar manualmente la tuerca F.
– Ajustar manualmente la tuerca Hprovista de pinza L.
– Insertar el mango del utensilio Men la pinza y ajustar la tuerca H.
– Bloquear con la llave accesoria latuerca F haciendo tope contra latuerca H.
– Desbloquear la rotación del árboltupí llevando la manija C a laposición inicial.
El posicionamiento vertical del árboldebe ser efectuado siempre desdeabajo hacia arriba para eliminar el
efecto de posibles juegosmecánicos.
– Vuelva a colocar el dispositivo deseguridad de la buriladora en suscondiciones iniciales .
Antes de iniciar la elaboración, regularla protección del tupí según las
indicaciones del pár. 5.6. Controlar lacorrecta regulación de la velocidad de
rotación del árbol tupí, siguiendoescrupulosamente las indicaciones
del pár. 5.7.1
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 86 -
5.1.4 Toupie - Sollevamento einclinazione
Sollevamento:– Allentare il pomello C.– Inserire il volantino A nel perno
B e ruotarlo per regolare l'altez-za della toupie.
– Serrare il pomello C.
Inclinazione:– Allentare il pomello D.– Inserire il volantino A nel perno
E e ruotarlo per regolarel'inclianzione della toupie.
– Serrare il pomello D.
Nella versione con Toupieinclinabile è consentita la
regolazione dell'inclinazionedell'albero toupie da 0°a -5°.
Per ottenere questa regolazione ènecessario togliere il bloccaggio
H (fig.5).Il bloccaggio H è posizionato
all'interno della macchina sullavite d'inclinazione E.
Per non avere dannoseinterferenze interne con
l'aspirazione sega, quando silavora con la toupie inclinata a -5° non abbassare l'albero toupie
al di sotto di 90 mm dal piano(fig.6).
5.1.4 Router – Lifting andinclination
Lifting:– Loosen the knob C.– Fit the handwheel A on the pin B
and turn it to adjust the height ofthe router.
– Tighten the knob C.
Inclination:– Loosen the knob D.– Fit the handwheel A on the pin E
and turn it to adjust the inclinationof the router.
– Tighten the knob D.
In the version with inclinablerouter, the router spindle
inclination may be adjusted from0° to -5°.
To obtain this adjustment the lockH (Fig. 5) must be removed.
The lock H is positioned insidethe machine on the inclination
screw E .
When inclining the saw bladefrom 90° to 45°, first lower the
engraving blade to preventinterference with the wagon
and saw table.
028.065.0.tif5
EH
C E B
D A
028.079.0.tif6
- 5° 0°
www.bricose
rgio.it

- 87 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1.4 Toupie – Anheben undNeigen
Anheben:– Den Knauf C lösen.– Das Handrad A in den Bolzen B
einsetzen und es drehen, um dieHöhe der Toupie einzustellen.
– Den Knauf C feststellen.
Neigen:– Den Knauf D lösen.– Das Handrad A in den Bolzen E
einsetzen und es drehen, um dieNeigung der Toupie einzustellen.
– Den Knauf D feststellen.
Bei der Version mit neigbarer Toupiekann die Wellenneigung der Toupievon 0° bis –5° eingestellt werden.
Für diese Einstellung muss die SperreH (Abb. 5) entfernt werden.
Die Sperre H befindet sich im Innernder Maschine auf derNeigungsschraube E.
Um bei der Arbeit mit dem auf -5°geneigter Toupie schädlicheinterne Interferenzen mit der
Sägeabsaugung zu vermeiden,darf die Welle der Toupie nichtmehr als 90 mm unterhalb der
Ebene abgesenkt werden (Abb. 6).
5.1.4 Toupie - Soulèvement etinclinaison
Soulèvement:– Desserrer la poignée C– Introduire le volant A dans l’axe B et
le tourner pour régler la hauteur de latoupie.
– Serrer la poignée C.
Inclinaison:– Desserrer la poignée D.– Introduire le volant A dans l’axe E et
le tourner pour régler l’inclinaison dela toupie.
– Serrer la poignée D.
Sur la version avec Toupie inclinable,il est possible de régler l’inclinaison de
l’arbre toupie de 0°à -5°.Pour obtenir ce réglage il faut retirer le
blocage H (fig. 5).Le blocage H est placé à l’intérieur dela machine sur la vis d’inclinaison E.
Afin d’éviter les interférencesdangereuses avec l’aspiration scie,en cas d’opérations avec la toupie
inclinée à -5°, ne pas abaisserl’arbre toupie en dessous de 90mm
par rapport au plan (fig. 6).
5.1.4 Buriladora – Elevación einclinación
Elevación:– Afloje el botón C.– Ajuste el volante manual A en la
clavija B y gírelo para ajustar laaltura de la buriladora.
– Apriete el botón C.
Inclinación:– Afloje el botón D.– Ajuste el volante manual A en la
clavija E y gírelo para ajustar laaltura de la buriladora.
– Apriete el botón D.
En la versión con buriladorainclinable, la inclinación del eje de laburiladora se puede ajustar desde 0º
hasta -5º.Para obtener esta regulación es
necesario quitar el bloqueo H (fig. 5).
El bloqueo H está situado dentrode la máquina, en el tornillo de
inclinación E.
Para prevenir interferencias internasdañinas con la succión de la sierra
al trabajar con la buriladorainclinada a –5º, no baje el eje de la
buriladora por debajo de los 90 mmde la mesa (Fig. 6).
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 88 -
5.1.5 Circular saw - adjustment
5.1.5.1 Standard Version
– Disconnect input power.– Position the saw assembly at
90º and lift it as far as possible.– Position the squaring frame A
as shown in the figure andtranslate the wagon Hcompletely to the right.
– Lift the nut M upwards and openthe guard N; opening activatesa microswitch which preventsthe motor from starting (U.S.A.and CANADA version).
– Fit pin B into the saw shaft pulleyhole.
The locking nut C of the sawblade is counter-clockwise; tounscrew it turn it clockwise.
– Loosen the lock nut C using a24 mm hex wrench and removeflange D.
– In sequence mount the saw E,the flange D and the nut C (toprevent any vibration, thoroughlyclean the flanges before mount-ing the saw blade).
– Tighten the nut using the24 mm wrench and the pin B.
– Adjust dividing knife F height byunloosing nut G. (fig. 8).
The position of the dividing knifeF varies on the basis of the saw
blade diameter;adjust its position so that its
distance from the saw blade isbetween 3 and 8 mm (see
example Fig.9).The dividing knife is in the right
position when the saw guardcovers a part of the cutting edge
of the saw blade.
5.1.5 Sega circolare- montaggio
5.1.5.1 Versione standard
– Disinserire la tensione di alimen-tazione.
– Posizionare il gruppo sega a 90°e sollevarlo al massimo.
– Posizionare il telaio di squadroA come in figura e traslare il car-ro vagone H tutto a destra.
– sollevare verso l'alto il dado M eaprire la protezione N; l'apertu-ra agisce su un micro che impe-disce l'aviamento del motore(Versione USA e CANADA).
– Inserire il perno B nel foro dellapuleggia albero sega.
Il dado di bloccaggio C della lamasega è sinistrorso; per svitarlo
occorre ruotarlo in senso orario.– Allentare il dado di bloccaggio C
con chiave esagonale da 24 mm,ed estrarre la flangia D.
– Montare in sequenza la sega E,la flangia D e il dado C (per evita-re eventuali vibrazioni, prima dimontare la lama sega pulire ac-curatamente le flange).
– Serrare il dado con la chiave da24 mm utilizzando il perno B.
– Regolare la posizione in altezzadel coltello divisore F allentandoil dado G (fig. 8).
La posizione del coltello divisoreF varia in base al diametro della
lama sega; regolare la suaposizione in modo che la suadistanza dalla lama sega sia
compresa fra 3 e 8 mm(vedi esempio fig.9).
Il coltello divisore è nella giustaposizione quando la protezione
sega copre una parte del taglientedella lama sega.
026_023_0.TIF 7
A
H
N
B
C DE
M
026_017_0.TIF 8
F
G
F
024_049_0.tif 9
F
www.bricose
rgio.it

- 89 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1.5 Sierra circular - montaje
5.1.5.1 Versión estándar
– Desconectar la tensión de la red.– Colocar el grupo sierra a 90° y le-
vantarlo al máximo.– Colocar el bastidor de escuadra A
como en la figura y desplazar elcarro vagón H completamente ha-cia la derecha.
– Levantar la tuerca M hacia arriba yabrir la protección N; la aperturaacciona un microinterruptor queimpide la puesta en marcha delmotor ( versión U.S.A. y CANA-DA).
– Introducir el perno B en el agujerode la polea árbol sierra.
La tuerca de bloqueo C de la hojasierra se ajusta hacia la izquierda, por
tanto, para aflojarla es necesariogirarla en el sentido de las agujas del
reloj.
– Aflojar la tuerca de bloqueo C conuna llave hexagonal de 24 mm, yextraer el soporte D.
– Montar en secuencia la sierra E, labrida D y la tuerca C (para evitarvibraciones, antes de montar la hojasierra limpiar muy bien las bridas).
– Ajustar la tuerca con la llave de 24mm utilizando el perno B.
– Regular la altura de la cuchillaseparadora F aflojando la tuercaG (fig. 8).
La posición de la cuchilla divisoria Fvaría en base al diámetro de la hoja
sierra; regular su posición de maneraque su distancia respecto de la hojasierra esté comprendida entre 3 y 8
mm (véase ejemplo fig. 9).La cuchilla divisoria se encuentra en
la posición correcta cuando laprotección de la sierra cubre una
parte del filo de la hoja sierra.
5.1.5 Scie circulaire - réglage
5.1.5.1 Version standard
– Déconnecter la tension d’alimentation.– Positionner le groupe scie à 90° et le
soulever au maximum.– Positionner le bâti d’équerre A comme
indiqué sur la figure et déplacer hori-zontalement le chariot H complète-ment à droite.
– soulever vers le haut l’écrou M etouvrir la protection N; l’ouverture agitsur un contact qui empêche le démar-rage du moteur (version U.S.A. etCANADA).
– Introduire le goujon B dans le trou dela poulie de l’arbre de la scie.
L’écrou de blocage C de la lame scieest sénestrorsum; pour le dévisser il
faut le tourner dans le sens desaiguilles d’une montre (horaire).
– Desserrer l’écrou de blocage C àl’aide d’une clé à six pans 24 mm, etextraire la bride D.
– Monter en séquence la scie E, la brideD et l’écrou C (pour éviter d’éventuel-les vibrations, avant de monter la lamescie nettoyer minutieusement lesbrides).
– Serrer l’écrou à l’aide d’une clé 24 mm,tout en utilisant le pivot B.
– Régler la position en hauteur ducouteau diviseur F en desserrantl’écrou G (fig. 8).
La position du couteau diviseur F varieen fonction du diamètre de la lamescie; régler sa position pour que sa
distance de la lame scie soit compriseentre 3 et 8 mm (voir exemple fig. 9).
Le couteau diviseur est dans laposition exacte lorsque la protection
scie couvre une partie du tranchantde la lame scie.
5.1.5 Kreissäge - Einstellung
5.1.5.1 Standardversion
– Zufuhrspannung ausschalten.– Sägegruppe auf 90° einstellen und
auf maximale Höhe bringen.– Positionieren Sie den Winkelrahmen
A wie in der Abbildung gezeigt wirdund schieben Sie den Waggon-schlitten H ganz nach rechts.
– Heben Sie die Mutter M an und öff-nen Sie die Schutzvorrichtung N;die Öffnung der Schutzvorrichtungwirkt auf einen Mikroschalter, derein unbeabsichtigtes Starten desMotors verhindert (USA und CANA-DA -Version ).
– Den Bolzen B in das Loch auf derRiemenscheibe der Sägenwelle ein-setzen.
Die Feststellmutter C desSägeblattes hat ein linksgängiges
Gewinde und ist zumHerausschrauben nach rechts zu
drehen.– Die Feststellmutter C mit dem 24-
mm-Inbusschlüssel lösen und denFlansch D entfernen.
– Montieren Sie hintereinander fol-gende Teile: Säge E, Flansch D,Mutter C (zur Vermeidung vonVibrationen sind die Flansche vorMontage des Sägeblattes gründlichzu säubern).
– Die Mutter mit dem 24-mm-Schlüsselunter Verwendung des Zapfens Banziehen.
– Die Höheneinstellung des Zerteiler-messers F durch lockern der Mutter-schraube G einstellen (Abb. 8).
Die Position des Spaltkeils F verändertsich je nach Durchmesser des
Sägeblattes. Stellen Sie die Position soein, daß das Messer 3 bis 8 mm vomSägeblatt entfernt ist (siehe Beispiel
Abb. 9).Der Spaltkeil ist richtig positioniert,
wenn die Sägeschutzvorrichtung einenTeil der Schneide des Sägeblattes
bedeckt.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 90 -
5.1.5.2 Versione con "DADO SET"(fig.10)
Sega circolare
– Disinserire la tensione di alimen-tazione.
– Togliere la protezione A allentan-do la maniglia F.
– Procedere allo smontaggio erimontaggio della lama segacome descritto nel paragrafo5.1.5.1; per estrarre la lama to-gliere il copriforo Q e rimontarloprima del serraggio.
– Rimontare la protezione A.
Lame "DADO SET" (fig.11- 13)
E' vietato eseguire questalavorazione con
la lama sega inclinata.Eseguire l'avanzamento del
pezzo facendo usoobbligatoriamente di uno
spingilegno.E' vietato montare lame con
diametro superiore a8" (203,2 mm); la combinazionedelle lame utilizzate non devesuperare lo spessore massimo
di 3/4" (19 mm).Escludere l'incisore
abbassandolosotto al piano sega.
033_060_0.TIF 10
H
N
M
AF
QL
033_062_0.TIF 11
5.1.5.2 Version with "DADOSET"(fig.10)
Circular saw
– Disconnect input power.– Remove protection A by
loosening handle F.– Proceed with assembling and
disassembling the saw blade as described in paragraph 5.1.5.1;
to extract the blade remove the hole cover Q and remount it
before tightening.– Remount protection A.
“DADO SET” blades (fig. 11-13)
This machining cannot becarried out with a tilted sawblade. The piece must be
moved forward using a woodpusher. Blades with a diameterof more than 8" (203,2 m) must
not be mounted; thecombination of blades used
must not exceed a thickness of3/4" (19 mm). Exclude the
engraver by lowering it underthe saw table.www.bric
oserg
io.it

- 91 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1.5.2 Version mit "SET DADO"(abb.10)
Kreissäge
– Zufuhrspannung ausschalten.– Den Schutz A durch Entfernen des
Henkels F abnehmen.– Das Sägeblatt abbauen und
wiedereinbauen wie in Paragraph5.1.5.1 beschrieben; zur Entnahmedes Blatts Lochabdeckung Qentfernen und vor dem Festziehenwieder einsetzen.
– Schutz A wiedereinbauen.
Klingen “SET DADO”(Abb. 11-13)
Diese Operation darf nicht beigeneigter Klinge durchgeführtwerden. Vorschub des Teils
ausschließlich mit Hilfe einesHolzschiebers vornehmen.Es ist verboten, Klingen mit
einem Durchmesser von über 8“(203,2 mm) zu verwenden; dieKombination der verwendeten
Klingen darf nicht die maximaleStärke von 3/4“ (19mm)
überschreiten. DenGravurschneider durch Absenken
unter die Sägeflächeausschließen.
5.1.5.2 Version avec " DADO SET "(fig.10)
Scie circulaire
– Déconnecter la tension d’alimentation.– Oter la protection A en desserrant la
manille F.– Procéder au démontage et au
remontage de la lame scie commedécrit au paragraphe 5.1.5.1 ; pourextraire la lame, enlever le cache-trou Q et le remonter avant le serrage.
– Remonter la protection A.
Lames “ DADO SET ” (Fig. 11-13)
Il est interdit d’effectuer cet usinageavec la lame scie inclinée. Effectuer
l’avance de la pièce en utilisantobligatoirement un pousse-bois. Il
est interdit de monter des lamesayant un diamètre supérieur à 8’’(203,2 mm) ; la combinaison des
lames utilisées ne doit pasdépasser une épaisseur maximum
de 3 / 4 ‘’ (19 mm). Exclure legraveur en le baissant sous le plan
scie.
5.1.5.2 Versión con " DADOSET"(fig.10)
Sierra circular
– Desconectar la tensión de la red.– Sacar la protección A aflojando la
manilla F.– Desmontar y montar de nuevo la
hoja sierra como se describe en elapartado 5.1.5.1.; para extraer lahoja es necesario sacar elcubreagujero Q y montarlo denuevo antes del ajuste.
– Montar de nuevo la protección A.
Juego de hojas “DADO SET” (fig.11-13)
Está prohibido realizar estetrabajo con la hoja sierra
inclinada.Realizar el avance de la piezausando obligatoriamente un
elemento de empuje.Está prohibido montar hojas conun diámetro superior a 8” (203,2
mm); la combinación de las hojasutilizadas no tiene que superar elespesor máximo de ¾” (19 mm).
Excluir el tallador situándolo bajola mesa de sierra.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 92 -
– Disinserire la tensione di alimen-tazione.
– Posizionare il gruppo sega a 90°e sollevarlo al massimo.
– Togliere la protezione A allentan-do la maniglia F.
– Traslare il carro vagone H tutto adestra.
– Allentare il dado R; smontare ilcoltello divisore L e ribloccare ildado.
– sollevare verso l'alto il dado M eaprire la protezione N; l'aperturaagisce su un micro che impedi-sce l'aviamento del motore (Ver-sione USA e CANADA).
– Inserire il perno B nel foro dellapuleggia albero sega.
Il dado di bloccaggio C dellalama sega è sinistrorso; persvitarlo occorre ruotarlo in
senso orario.
– Allentare il dado di bloccaggio Ccon chiave esagonale da 24 mm,ed estrarre la flangia D .
– Togliere il copriforo Q.– Togliere la lama sega G.– Montare il copriforo P.– Montare in sequenza le lame E,
la flangia D e il dado C (per evi-tare eventuali vibrazioni pulire ac-curatamente le lame "DADOSET" e la flangia D).
I taglienti G devono essereposizionati all'interno delle
lame R e ruotatirispettivamente di 45°.E' vietato eseguire la
lavorazione senza le lameesterne R.
– Serrare il dado con la chiave da24 mm utilizzando il perno B.
– Abbassare completamentel'incisore O come descritto nelparagrafo 5.1.7.
033_060_0.TIF 12
H
N
F
QL
GR
A
M
033_061_0.TIF13
C
B
O
E
P
D
G
R
– Disconnect input power.– Position the saw assembly at 90º
and lift it as far as possible.– Remove protection A by
loosening handle F.– Translate the wagon H.– Loosen the nut R; remove the
dividing knife L and block thenut again.
– Lift the nut M upwards and openthe guard N; opening activates amicroswitch which prevents themotor from starting (U.S.A. andCANADA version).
– Fit pin B into the saw shaft pulleyhole.
The locking nut C of the sawblade is counter-clockwise; tounscrew it turn it clockwise.
– Loosen the lock nut C using a24 mm hex wrench and removeflange D.
– Remove the hole cover Q.– Remove the saw blade G.– Mount the hole cover P.– Mount the blades E, the flange
D and the nut C in sequence (toavoid possible vibrationscarefully clean the “DADO SET”blades and the flange D).
The cutters G must bepositioned inside the blades R
and rotated 45o respectively.Machining without external
blades R is prohibited.
– Tighten the nut using the24 mm wrench and the pin B.
– Lower the engraver Ocompletely, as described inparagraph 5.1.7.
www.bricose
rgio.it

- 93 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
– Zufuhrspannung ausschalten.– Sägegruppe auf 90° einstellen und
auf maximale Höhe bringen.– Den Schutz A durch Entfernen des
Henkels F abnehmen.– Schlitten H verschieben.– Mutter R lösen; Trennmesser L
abbauen und Mutter wiederfestziehen.
– Heben Sie die Mutter M an und öffnenSie die Schutzvorrichtung N; dieÖffnung der Schutzvorrichtung wirkt aufeinen Mikroschalter, der einunbeabsichtigtes Starten des Motorsverhindert (USA und CANADA-Version).
– Den Bolzen B in das Loch auf derRiemenscheibe der Sägenwelleeinsetzen.
Die Feststellmutter C desSägeblattes hat ein linksgängiges
Gewinde und ist zumHerausschrauben nach rechts zu
drehen.– Die Feststellmutter C mit dem 24-
mm-Inbusschlüssel lösen und denFlansch D entfernen.
– Lochabdeckung Q entfernen– Sägeblatt G entfernen– Lochabdeckung P wiedereinsetzen– Nacheinander Klinge E, Flansch D
und Mutter C einbauen (umeventuelle Vibrationen zuvermeiden, sorgfältig die Klingen„SET DADO “ und den Flansch Dreinigen)
Die Schneiden G sind im Innerender Klinge R zu positionieren und
je um 45° zu drehen. Es istverboten, die Arbeiten ohne die
äußere Klingen R durchzuführen
– Die Mutter mit dem 24-mm-Schlüsselunter Verwendung des Zapfens Banziehen.
– Den Gravurschneider O vollständigabsenken wie in Paragraph 5.1.7beschrieben
– Déconnecter la tension d’alimentation.– Positionner le groupe scie à 90° et le
soulever au maximum.– Oter la protection A en desserrant la
manille F.– Transférer le wagon H.– Desserrer l’écrou R ; démonter le
couteau diviseur L et rebloquerl’écrou.
– soulever vers le haut l’écrou M etouvrir la protection N; l’ouverture agitsur un contact qui empêche ledémarrage du moteur (version U.S.A.et CANADA).
– Introduire le goujon B dans le trou dela poulie de l’arbre de la scie.
L’écrou de blocage C de la lamescie est sénestrorsum; pour le
dévisser il faut le tourner dans lesens des aiguilles d’une montre
(horaire).– Desserrer l’écrou de blocage C à
l’aide d’une clé à six pans 24 mm, etextraire la bride D.
– Enlever le cache-trou Q.– Enlever la lame scie G.– Monter le cache-trou P.– Monter en séquence les lames E, la
bride D et l’écrou C (pour éviter desvibrations éventuelles, nettoyer leslames « DADO SET » et la bride D).
Les tranchants G doivent êtrepositionnés à l’intérieur des lames
R et tournés respectivement de 45 °.Il est interdit d’effectuer l’usinage
sans les lames externes R
– Serrer l’écrou à l’aide d’une clé 24 mm,tout en utilisant le pivot B.
– Baisser complètement le graveur Ocomme décrit dans le paragraphe5.1.7.
– Desconectar la tensión de la red.– Colocar el grupo sierra a 90° y
levantarlo al máximo.– Sacar la protección A aflojando la
manilla F.– Desplazar el vagón H.– Aflojar la tuerca R; desmontar el
cuchillo separador L y bloquear denuevo la tuerca.
– Levantar la tuerca M hacia arriba yabrir la protección N; la aperturaacciona un microinterruptor queimpide la puesta en marcha delmotor (versión U.S.A. y CANA-DA).
– Introducir el perno B en el agujerode la polea árbol sierra.
La tuerca de bloqueo C de la hojasierra se ajusta hacia la izquierda,
por tanto, para aflojarla esnecesario girarla en el sentido de
las agujas del reloj.
– Aflojar la tuerca de bloqueo C conuna llave hexagonal de 24 mm, yextraer el soporte D.
– Sacar el cubreagujero Q.– Sacar la hoja sierra G.– Montar el cubreagujero F.– Montar las hojas E, la brida D y la
tuerca C en secuencia (para evitareventuales vibraciones limpiar conmucho cuidado el juego de hojas“DADO SET” y la brida D).
Los filos G tienen que estarsituados en la parte interna de las
hojas R y se tienen que girarrespectivamente 45º.
– Ajustar la tuerca con la llave de 24mm utilizando el perno B.
– Bajar completamente el tallador Ocomo se describe en el apartado5.1.7.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 94 -
5.1.6 Engraver - assembly(fig. 14):
– Disconnect input power.– Lift the nut A upwards and open
the guard N; opening activates amicroswitch which prevents themotor from starting (U.S.A. andCANADA version).
– Insert pin B in the blade-holdingflange hole.
– Loosen lock nut C using a 13mm hex wrench and removeflange D.
– Assemble, by following this se-quence, these parts: blade Ewith the teeth opposed to theones of the saw, flange D andnut C.
– Tighten the nut using a 13 mmwrench and pin B.
In the U.S.A. and CANADA ver-sion, the scoring unit is set for usewith double blade. If the simple(single) blade is needed, positionthe supplied thickness L betweenflange M and the blade.
5.1.7 Scorer - adjustment(fig. 15-16)
For cutting panels coated withfinishingmaterial you have to
use the scorer A (fig. 15);position the scoring saw inorder to have an engraving
equal to 1-1,5 mm.
Proceed as follows if it is neces-sary to adjust scorer positioningwith respect to the saw:
– Loosen the fastening dowel byintroducing the hex wrench intohole M;
– Regulate the alignment of thescoring unit with the saw byturning the setting eccentricthrough hole N;
– Adjust the height of the scorerby introducing the hexagonalwrench into hole L (fig. 16).
– Tighten the locking dowel Mwhen the adjustment is over.
5.1.6 Incisore-montaggio(fig. 14):
– Disinserire la tensione di alimen-tazione.
– sollevare verso l'alto il dado A eaprire la protezione N ; l'aperturaagisce su un micro che impedi-sce l'aviamento del motore (Ver-sione USA e CANADA).
– Inserire il perno B nel foro dellaflangia portalama.
– Allentare il dado di bloccaggio Ccon chiave esagonale da 13 mm,ed estrarre la flangia D.
– Montare in sequenza la lama E coni denti contrapposti a quelli dellasega, la flangia D e il dado C.
– Serrare il dado con la chiave da13 mm utilizzando il perno B.
Nella versione U.S.A. e CANADAl'incisore viene registrato per l'uti-lizzo con lama doppia.Nel caso incui si volesse utilizzare con lamasemplice (singola) è necessario po-sizionare lo spessore L, in dota-zione , fra la flangia M e la lamastessa.
5.1.7 Incisore - regolazione(fig. 15-16)
Nel taglio del pannello nobilitato èindispensabile l’utilizzo
dell’incisore A (fig. 15) per evitarepossibili scheggiature.
L’incisore va posizionato in modoche produca un taglio di 1-1,5 mm.
Qualora si rendesse necessario re-golare l’incisore rispetto alla sega,procedere nel seguente modo:
– Allentare il grano di bloccaggiotramite chiave esagonale nel foroM;
– Registrare l’allineamento dell’in-cisore alla sega ruotando l'ec-centrico di registrazioneattraverso il foro N;
– Registrare l’incisore in altezzatramite chiave esagonale nel foroL (fig. 16);
– Serrare il grano di bloccaggio Ma registrazione ultimata.
A
23_033_0.tif
028.035.0.tif
B
E
D
028_098_0.TIF14
C
NL
M
15
16
L
M
N
A
www.bricose
rgio.it

- 95 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1.6 Gravurschneider-Einbau(abb. 14):
– Zufuhrspannung ausschalten.– Heben Sie die Mutter A an und öffnen
Sie die Schutzvorrichtung N; die Öffnungder Schutzvorrichtung wirkt auf einenMikroschalter, der ein unbeabsichtigtesStarten des Motors verhindert (USA undCANADA-Version).
– Stift B in die Öffnung des Sägeblatt-Halterflansches einfügen.
– Feststellmutter C mit 13-mm-Inbusschlüssel lösen und FlanschD abnehmen.
– In der Reihenfolge das Blatt E mitden Zähnen in Gegenrichtung zurSäge, den Flansch D und dieMutterschraube C einbauen.
– Mutter mit 13-mm-Schlüsselanziehen, indem der Stift Bverwendet wird.
Bei der USA und CANADA -Versionwird der Vorritzer für die Verwendungmit doppeltem Sägeblatt eingestellt.Wenn man nur eine einfache(einzelne) Klinge verwenden möchte,muß die mitgelieferteAusgleichscheibe L zwischenFlansch M und Klinge gelegt werden.
5.1.7 Vortrennvorrichtung -Einstellung (Abb. 15-16)
Bei mit Finishmaterialbeschichteten Platten wird der
Ritzer A (Abb. 15) eingesetzt. DieRitzsäge soll ein Vorritzen von 1-
1.5 mm erzeugen.
Wenn Einstellungen an der Trennvor-richtung notwendig werden, geht manfolgendermaßen vor:
– Den Feststellstift mit Hilfe desInbus-schlüssels in der Bohrung Mlösen;
– Den Vorritzer mit der Sägeausrichten, indem derEinstellexzenter mit der Bohrung Ngedreht wird;
– Höheneinstellung des Schneidersmittels Sechskantschlüssel im LochL vornehmen (Abb. 16);
– Nach der Regulierung Stift Mfestdrehen.
5.1.6 Graveur-montage(fig. 14):
– Déconnecter la tension d’alimentation.– soulever vers le haut l’écrou A et ouvrir
la protection N; l’ouverture agit sur uncontact qui empêche le démarrage dumoteur (version U.S.A. et CANADA).
– Introduire le pivot B dans le trou de labride porte-lame.
– Desserrer l’écrou de blocage C parune clé à six pans de 13 mm, retirerensuite la bride D.
– Monter dans cet ordre la lame E avecles dents opposées à celles de lascie, la bride D et l’écrou C.
– Serrer l’écrou avec la clé de 13 mmen utilisant le pivot B.
Sur la version U.S.A. et CANADA legraveur est réglé pour être utilisé avecune lame double.En cas d’utilisation de lame simple(unique), il est nécessaire de positionnerla rondelle d’épaisseur L fournie entre labride M et la lame même.
5.1.7 Inciseur - réglage(fig. 15-16)
Pour couper les panneaux revêtusde matériau de finition on doit
employer l’inciseur A (fig. 15) réglépour obtenir une incision de 1-1,5
mm. L’inciseur doit être positionnéde façon qu’il produise une coupe
de 1-1,5 mm.
S’il est nécessaire de régler l’inciseurpar rapport à la scie, procéder de lafaçon suivante:
– Desserrer le goujon de blocage àl’aide de la clé à six pans dans le trouM;
– Régler l’alignement de l’inciseur parrapport à la scie en tourant la camede réglage grâce à l’orifice N;
– Régler le dispositif de coupe enhauteur à l’aide de la clé hexagonaledans l’orifice L (fig. 16);
– Serrer le goujon de blocage M lorsquele réglage est achevé.
5.1.6 Tallador - montaje ù(fig. 14):
– Desconectar la tensión de la red.– Levantar la tuerca A hacia arriba y
abrir la protección N; la aperturaacciona un microinterruptor queimpide la puesta en marcha delmotor (versión U.S.A. y CANA-DA).
– Introducir el perno B en el agujerodel soporte portahoja.
– Aflojar la tuerca de bloqueo C me-diante llave de cubo de 13 mm ysacar el soporte D.
– Montar en secuencia la hoja E conlos dientes opuestos a los de lasierra, la brida D y la tuerca C.
– Apretar la tuerca mediante la llavede 13 mm utilizando el perno B.
En la versión U.S.A. y CANADA seregula el grabador para el uso conhoja doble.En caso de utilización con hoja sim-ple (única), es necesario colocar elespesor L suministrado entre el so-porte M y la hoja.
5.1.7 Tallador - ajuste(fig. 15-16)
Durante el corte del tablero noblees necesario utilizar el entallador A
(fig. 15) con el fin de evitarposibles astillados.
El entallador debe colocarse demanera que se produzca un corte
de 1 - 1,5 mm.
Si fuese necesario ajustar el talladorcon respecto a la sierra, obrar comoestá explicado a continuación:
– Afloja el pasador de bloqueo me-diante una llave hexagonal en elorificio M;
– Registrar la alineación delcincelador a la sierra girando laexcéntrica de registración a travésdel orificio N;
– Regular el tallador en altura me-diante la llave hexagonal en elorificio L (fig. 16);
– Apretar el pasador de bloqueo Mdespués de la regulación.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 96 -
5.1.8 Gruppo sega -sollevamento e inclina-zione (fig. 17)
Sollevamento:– Inserire il volantino E nel perno
F e ruotarlo per regolare l’altez-za del gruppo sega.
Inclinazione:
Quando si inclina la lama segada 90° a 45° abbassare prima la
lama incisore; questo perevitare interferenze con il
vagone e piano sega.– Inserire il volantino E nel perno
H.– Allentare il pomello G e ruotare
il volantino per regolare l’incli-nazione del gruppo sega-incisore.
– Leggere nell'indice I il valore diinclinazione della lama sega.
5.1.9 Punte per mandrino -montaggio (fig. 18)
E' proibito l'uso di mole abrasive.Fra due utilizzi della cavatrice
smontare la punta, poichè la suarotazione è comune all’albero di
piallatura a filo e la punta non puòessere protetta.
Le punte devono essere bloccateper tutta la lunghezza utile del
mandrino.
La macchina puo' essere dotata dimandrino fisso o mandrinoautocentrante.
Mandrino fisso
Monta punte sinistre da 16 mm lequali vengono serrate tramite dueviti. Per l'installazione agire sulleviti con la chiave in dotazione at-traverso il foro A del coprimandrino.
Mandrino autocentrante
Monta punte sinistre da 3 a 16 mmle quali vengono serrate tramiteuna vite. Per l'installazione agiresulla vite con la chiave in dotazio-ne attraverso il foro A delcoprimandrino.
5.1.8 Saw assembly – liftingand inclination (Fig. 17)
Lifting:– Fit the handwheel E on the pin F
and turn it to adjust the height ofthe saw assembly.
Inclination:
When inclining the saw bladefrom 90° to 45°, first lower the
engraving blade to preventinterference with the wagon
and saw table.– Fit the handwheel E on the pin
H.– Loosen the knob G and turn the
handwheel to adjust the inclina-tion of the saw-engraver assem-bly.
– Read the saw blade inclinationvalue on the index I.
5.1.9 Spindle bits - assembly(fig. 18)
It is prohibited to use abrasivegrinding wheels.
When the slotter is not in use, it isnecessary to disassemble the bit,
as it rotates jointly with thesurfacing table shaft and it cannot
be protected.The bits must be locked over the
entire useful length of the spindle.
The machine may be equippedwith a fixed or self-centeringspindle.
Fixed spindle
Mounts 16 mm left bits which arelocked by two screws. For theinstallation, act on the screws withthe wrench supplied through thehole A of the spindle cover .
Self-centering spindle
Mounts from 3 to 16 mm left bitswhich are locked by a screw. Forthe installation, act on the screwwith the wrench supplied throughthe hole A of the spindle cover .18030.029.0.tif
A
H
028.036.1.tif
F
G E
17
I
www.bricose
rgio.it

- 97 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1.8 Sägegruppeanheben undSchrägstellen (Abb. 17)
Anheben:– Handrad E auf den Stift F aufstek-
ken und drehen, um die Höhe derSägegruppe einzustellen.
Schrägstellung:
Wenn das Sägeblatt der Säge von 90°auf 45° geneigt wird, erst das
einschneidende Sägeblatt absenken.Dieser Vorgang dient dazu,
Interferenzen mit dem Wagen undder Sägeebene zu vermeiden.
– Handrad E auf den Stift H aufstek-ken.
– Kugelgriff G lockern und Handraddrehen, um die Schrägstellung der Säge-Schneidergruppe einzustellen.
– Am Zeiger I die Schrägstellung desSägeblatts ablesen.
5.1.9 Bohrer für Spindel - Einbau(Abb. 18)
Die Verwendung von Schleifscheibenist verboten.
Nach zweimaligem Benutzen derStoßmaschine Einsatz ausbauen, da
seine Drehung entsprechend demHobelwellenanstz vorgeht und die
Spitze nicht geschützt werden kann.Die Bohrer müssen auf der gesamten
Länge der Spindel blockierenwerden.
Die Maschine mit eine feststehendenSpindel oder mit einerselbstzentrierenden Spindelausgestattet sein.
Feststehende Spindel
Trägt linksdrehende Bohrer von 16mm, die mit zwei Schraubenfestgezogen werden. Bei derInstallation die Schrauben mit demmitgelieferten Schlüssel durch dieBohrung A der Spindelabdeckungdrehen.
Selbstzentrierende Spindel
Trägt linksdrehende Bohrer von 3 bis16 mm, die mit einer Schraubefestgezogen werden. Bei derInstallation die Schraube mit demmitgelieferten Schlüssel durch dieBohrung A der Spindelabdeckungdrehen.
5.1.8 Groupe scie - montée etinclinaison (fig. 17)
Montée:– Insérer le volant E dans le goujon F
et le tourner pour régler la hauteur dugroupe scie.
Inclinaison:
Lorsque la lame scie est inclinée de90° à 45°, abaisser tout d’abord la
lame graveur ; ceci afin d’éviter lesinterférence avec le wagon et le
plan scie.– Insérer le volant E dans le goujon H.– Desserrer le pommeau G et tourner
le volant pour régler l’inclinaison dugroupe scie-dispositif de coupe.
– Lire sur l’index I la valeur d’inclinai-son de la lame scie.
5.1.9 Mèches pour mandrin -montage (fig. 18)
Il est interdit d’utiliser des meulesabrasives.
Entre deux utilisations de lamortaiseuse démonter la mèche, carsa rotation est comune à l'arbre de
dégauchisseuse et la mèche ne peutêtre protégée.
Les pointes doivent être bloquées surtoute la longueur utile du mandrin.
La machine peut être équipée d’unmandrin fixe ou d’un mandrin à centrageautomatique.
Mandrin fixe
Monte des mèches gauches de 16 mm,qui sont serrées à l’aide de deux vis.Pour l’installation agir sur les vis, à l’aidede la clé fournie, par l’orifice A du cache-mandrin.
Mandrin à centrage automatique
Monte des mèches gauches de 3 à 16mm, qui sont serrées à l’aide d’une vis.Pour l’installation agir sur la vis, à l’aidede la clé fournie, par l’orifice A du cache-mandrin.
5.1.8 Grupo sierra – elevación einclinación (fig. 17)
Elevación:– Introducir el volante E en el perno
F y girarlo para regular la altura delgrupo sierra.
Inclinación:
Al inclinar la cuchilla de la sierrade 90º a 45º, bajar primero la
cuchilla de grabado para prevenirinterferencias con el vagón y la
mesa de sierra.– Introducir el volante E en el perno
H.– Aflojar la perilla G y girar el volante
para regular la inclinación del gru-po sierra-tallador.
– Leer el valor de inclinación de lahoja sierra en el índice I.
5.1.9 Brocas para mandril - mon-taje (fig. 18)
Está prohibido usar muelasabrasivas.
Entre dos ciclos de trabajo con lamortajadora hace falta desmontar
la punta, ya que su rotación escomún para el árbol de
acepilladura de eje vertical y lapunta no puede ser protegida.
Las puntas deben de bloquearseen toda la longitud útil del
mandril.
La máquina puede estar dotada demandril fijo o de autocentrado.
Mandril fijo
Lleva brocas izquierdas de 16 mm, lascuales se ajustan mediante dos tornillos.Para la instalación, colocar los tornillo através del orificio A en la protección delmandril sirviéndose de la llave que seentrega con el equipamiento.
Mandril de autocentrado
Lleva brocas izquierdas de 3 a 16mm, las cuales se ajustan medianteun tornillo. Para la instalación,colocar el tornillo a través del orificioA en la protección del mandrilsirviéndose de la llave que se entregacon el equipamiento.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 98 -
5.1.10 Coltelli - montaggio
Maneggiare i coltelli utilizzando iguanti di protezione.
Montare esclusivamente coltellidella stessa serie (aventi la stessa
altezza) per evitare squilibri.Altezza minima
consentita 18 mm.
Albero pialla con 3 coltelli(fig.19-20)
Prima di sollevare le piane a filotogliere il volantino M e inserirlonell'apposita sede N; questo per
evitare interferenze con iltubolare P
– Allentare le leve A (fig.19) e sol-levare le piane filo entrata e usci-ta (l'apertura delle piane azionaun micro che impediscel'aviamento della macchina, Ver-sione USA e CANADA);
– Inserire il coltello nell' appositasede D (fig.20) rispettandol'orientamento dell'angolo diaffilatura relativamente al sensodi rotazione dell'albero pialla E.
– Verificare l’efficienza delle mol-le di contrasto esercitando unaleggera pressione sui coltelli:questi devono rientrare nelle sediper poi tornare nella posizioneiniziale.
– Verificare che i coltelli siano cen-trati rispetto all’albero pialla E.
– Posizionare il registracoltelli Fcome in fig.20;
Per una buona registrazioneoccorre che i quattro punti diappoggio del registracoltelli
aderiscano in manierauniforme all’albero pialla
(fig.20).In questo modo viene garantita
la giusta sporgenza delcoltello dall'albero pialla
(massimo 1 mm).
– Serrare le viti di bloccaggio conapposita chiave C esercitando unacerta pressione sul registracoltelli.
5.1.10 Cutters - assembly
Handle the knives wearingprotective gloves.
Exclusively mount knives ofthe same series (with the sameheight) to prevent unbalancing.
Minimum permitted height:18 mm
Three-cutters cutterblock(fig. 19-20)
Before lifting the surfacingtables, remove the handwheel
M and insert it in its housing Nto prevent interference with the
tubular piece P.
– Loosen the lever A (Fig. 19) andlift the inlet and outlet surfacingtables(opening the tablesactuates a micro which preventsthe machine from starting)(U.S.A. and CANADA version);
– Insert the knife in the specialhousing D (fig. 20) respecting thesharpening angle orientation withreference to the rotation directionof the planer spindle E.
– Make sure springs are in goodworking order by exerting a lightpressure on cutters: these shouldgo deeper into their seats and thengo back to their initial position.
– Make sure cutters are centeredin relation to cutterblock E.
– Position the cutter adjuster F asshown in fig. 20.
For a correct adjustment, checkthat the four supports of the
cutter adjuster evenly stick to thecutterblock (fig. 20).
In this way proper projection ofthe knife from the planer
spindle is guaranteed(maximum 1 mm).
– Tighten the locking screws us-ing the special wrench C and ex-erting pressure on the cutteradjuster.
028_099_0.tif20
D E CF
028.038.1.tif 19
AA
M
M
P
N
www.bricose
rgio.it

- 99 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.1.10 Messer - einbau
Bei der Handhabung der MesserSchutzhandschuhe tragen.Ausschließlich Messer der
gleichen Serie (mit der gleichenHöhe) montieren, um eine
Unwuchtigkeit zu vermeiden.Erlaubte Mindesthöhe 18 mm
Hobelwelle mit drei Hobelmessern(Abb.19-20)
Vor dem Anheben der Langebenendas Handrad M abnehmen und es inden eigens dazu vorgesehenen Sitz
N einsetzen. Dieser Vorgang dientdazu, Interferenzen mit demSchlauch P zu vermeiden.
– Die Hebel A lösen (Abb. 19) undden Abrichttisch des Eingangs unddes Ausgangs anheben (das Öffnender Tisch betätigt einenMikroschalter, der das Starten derMaschine verhindert, USA und CA-NADA-Version);
– Das Messer in den Sitz D (Abb. 20)einsetzen und dabei den Winkel desSchliffs mit der Rotationsrichtung derHobelwelle E beachten.
– Die Leistungsfähigkeit derAnschlag federn überprüfen, indemman einen leichten Druck auf dieHobelmesser ausübt. Diese müssenin ihren Sitz zurücktreten und dann inIhre Ausgangsposition zurückkehren.
– Überprüfen, ob die Hobelmessergegenüber der Holzfräsewelle Ezentriert sind.
– Die Messereinstellvorrichtung F wiein Abb. 20 positionieren.
Für eine gute Regulierung ist es notwendig,daß die vier Ansatzpunkte des Messerreglers
einheitlich an der Hobelwelle anliegen (Abb. 20).
Auf diese Weise wird der richtigeÜberstand des Messers der Hobelwelle
(max. 1 mm) gewährleistet.
– Die Feststellschrauben mit Hilfe desspeziellen Schlüssels C anziehen,wobei auf Messereinstellvorrichtungein gewisser Druck auszuüben ist.
5.1.10 Couteaux - montage
Manipuler les couteaux en utilisantdes gants de protection.
Monter exclusivement des couteauxde la même série (ayant la même
hauteur)pour éviter des déséquilibres.
Hauteur minimale consentie 18 mm
Arbre rabot à trois couteaux(fig.19-20)
Avant de lever les rabots à bord,enlever le volant M et l’introduire
dans le logement N approprié, ceciafin d’éviter des interférence avec le
tubulaire P
– desserrer le levier A (fig. 19) etsoulever les plateaux bord entrée etsortie(l’ouverture des plateauxactionne un microcontact qui empêchele démarrage de la machine, versionU.S.A. et CANADA);
– Insérer le couteau dans le logementprévu D (fig.20) en respectantl’orientation de l’angle d’affilage parrapport au sens de rotation de l’arbrerabot E.
– Vérifier le fonctionnement correct desressorts de pression en exerçant unepetite pression sur les couteaux: cesderniers doivent rentrer dans leurs siègeset revenir sur leur position de départ.
– Vérifier si les couteaux sont centrés parrapport à l’arbre rabot E.
– Positionner le dispositif de réglage descouteaux F selon la fig. 20.
Pour un bon réglage, il faut que lesquatre points d’appui du dispositif de
réglage des couteaux adhérent à l’arbrerabot d’une façon uniforme (fig. 20).
De cette manière le dépassement exactdu couteau de l’arbre rabot est assuré
(maximum 1 mm).
– Serrer les vis de blocage à l’aide de laclé C fournie en dotation tout enexerçant une certaine pression sur ledispositif de réglage des couteaux.
5.1.10 Cuchillas-montaje
Manejar las cuchillas utilizandoguantes de protección.
Montar exclusivamente cuchillasde la misma serie (que tengan la
misma altura) para evitardesequilibrios.
Altura mínima permitida 18 mm.
Arbol cepillo con tres cuchillas(fig.19-20)
Antes de elevar las mesas derevestimiento, quitar el volante
manual M e insertarlo en su bastidorN para prevenir interferencias con la
pieza tubular P
– Aflojar las palancas A (fig. 19) yelevar las viguetas filo entrada ysalida(la abertura de las viguetasacciona un microinterruptor queimpide la puesta en marcha de lamáquina, versión U.S.A. y CANA-DA);
– Introducir la cuchilla en el respectivoalojamiento D (fig.20), respetandola orientación del ángulo deafilamiento respecto del sentido derotación del árbol del cepillo E.
– Verificar la eficiencia de los resor-tes de contraste haciendo una lige-ra presión sobre las cuchillas: éstasdeben entrar en los espacios paradespués volver a la posición inicial.
– Verificar que las cuchillas esténcentradas con respecto al árbolcepillo E.
– Posicionar los regulacuchillas Fcomo en la fig. 20.
Para una regulación correcta, loscuatro puntos de apoyo del
regulador de cuchillas deben adherirde manera uniforme con el árbol
cepillo (fig. 20).De este modo se garantiza el
adecuado saliente de la cuchilladel árbol cepillo (máximo 1 mm).
– Ajustar los tornillos de bloqueo conla llave C haciendo una cierta pre-sión sobre los regulacuchillas.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 100 -
Montare allo stesso modo tutti icoltelli.
A operazione ultimata predisporrela macchina per la piallatura a filoo spessore seguendo le indicazio-ni riportate nel cap. 5 e 6.
Albero pialla tipo TERSA con 3coltelli (fig. 21)
– Inserire i coltelli E nell'albero Fattraverso il foro A.
– Verificare che i coltelli siano cen-trati rispetto all’albero pialla F.
– Avviare il gruppo operatore pial-la per bloccare i coltelli.
– Piallare per qualche minuto unpezzo di legno duro su tutta lalunghezza dell'albero per otte-nere un miglior bloccaggio delgruppo lardone-coltello.
– Per lo smontaggio percuotere illardone e sfilare il coltello.
5.2. PIANI A FILO -REGISTRAZIONE (fig. 22)
Piano d’entrata
Allentare la leva A.
Agire sulla maopola B per posizio-nare il piano D in funzione del-l’asportazione desiderata: leggerelo spostamento sulla targhetta C.
A regolazione eseguita serrare laleva A.
Piano d’uscita
Il piano a filo in uscita E deve es-sere perfettamente a filo con i col-telli montati.
Per verificare il corretto allinea-mento, posizionare un quadrottoben piallato fra piano e albero pial-la; ruotare manualmente l’alberopialla e verificare che i coltelli sfio-rino il quadrotto.
Se si rende necessario un even-tuale allineamento, allentare la levaF e la vite H. Allineare il piano Eagendo sulla manopola G.
Serrare la vite H e la leva F aregolazione ultimata.
In the same way mount all theknives.
When the operation has beencompleted, set up the machine forbuzz planing or thicknessingfollowing the instructions inChapters 5 and 6.
TERSA-type 3-cutters cutter-block (fig. 21)
– Insert the knives E in the spindleF through the hole A.
– Check if the knives are centeredwith reference to the cutterblockF .
– Start the planer working unit tolock the cutters.
– Take a piece of hard wood andplane it on its whole length for afew minutes, in order to get abetter locking of the cutter-gibunit.
– To remove the cutters, strike thegib and pull out the cutter.
5.2. SURFACING TABLES -ADJUSTING (fig. 22)
Inlet table
Loosen the lever A.
Operate on the handle B in orderto place the table D depending onthe chosen removal: read the tra-verse on the data plate C.
When the adjustment is over,tighten the lever A.
Outlet table
The outlet surface table E must beperfectly aligned with the mountedknives.
To make sure it is correct, place awell planed workpiece between thesurface and the cutterblock;manually turn the cutterblock andmake sure the cutters skim theworkpiece.
If it is necessary to carry out anew alignment, loosen the lever Fand the screw H. Get the table Ealigned by operating the handleG.
Tighten the screw H and the leverF when the adjustment is over.
F
E
E
F
21030.028.0.tif
A
030.030.0.tif
A
F
H GE
B
22
D
C
www.bricose
rgio.it

- 101 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
Auf die gleiche Weise alle Messermontieren.
Nach Abschluss der Operation dieMaschine für das Abricht- undDickenhobeln einrichten und dabei die inden Kap. 5 und 6 wiedergegebenenAnweisungen beachten.
Hobelwelle Typ TERSA mit 3Hobelmessern (Abb. 21)
– Die Messer E durch die Bohrung Ain die F Welle einsetzen.
– Prüfen, ob die Messer zurHobelwelle F zentriert sind.
– Hoblergruppe starten, um dieMesser zu blockieren.
– Für einige Minuten auf der ganzenWellenlänge ein Hartholzstückbehobeln, um eine bessereBlockierung der Leiste-Messer-Gruppe zu erhalten.
– Für den Ausbau auf die Leisteschlagen und das Messerherausziehen.
5.2. TISCHE DESABRICHTHOBELSEINSTELLUNG (Abb. 22)
Einlauftisch
Hebel A lockern.
Auf den Hebel B einwirken zur Ein-stellung des Tisches D für die ge-wünschte Abtragung: Versetzung aufdem Schild C ablesen.
Nach der Regulierung Hebel Aanziehen.
AuslauftischDer Abrichtungs-Auslauftisch E mußgenau mit den eingebauten Messernausgerichtet sein.
Um die richtige Ausrichtung zu über-prüfen, ein einwandfrei gehobeltes Teilzwischen Tisch und Hobelwelle legen;die Hobelwelle von Hand drehen undüberprüfen, ob die Messer den Blockleicht berühren.
Wenn eine eventuelle Ausrichtungnötig wird, Hebel F und Schraube Hlockern. Tisch E durch Einwirken aufHandgriff G ausrichten.
Schraube H und Hebel F nach Beendi-gung der Ausrichtung anziehen.
Monter de la même façon tous lescouteaux.
Après l’opération préparer la machinepour le rabotage du bord ou del’épaisseur en suivant les indicationsfournies aux chapitres 5 et 6.
Arbre rabot type TERSA à 3 couteaux(fig. 21)
– Insérer les couteaux E dans l’arbre Fà travers le trou A.
– Vérifier que les couteaux soientcentrés par rapport à l’arbre rabot F.
– Mettre en marche le groupe du rabotpour bloquer les couteaux.
– Raboter une pièce de bois dur surtoute la longueur de l’arbre pendantquelques minutes afin d’obtenir unmeilleur blocage du groupe lardon-couteau.
– Pour le démontage, frapper le lardonet enlever le couteau.
5.2. TABLES DE DEGAUCHIS-SAGE - REGLAGE (fig.22)
Table d’entrée
Relâcher le levier A.
Agir sur la poignée B afin de position-ner la table D en fonction de l’enlève-ment souhaité: lire le déplacement surla plaquette C.
Lorsque le réglage est terminé, serrerle levier A.
Table de sortieLa table de dégauchissage en sortie Edoit être parfaitement alignée avec lescouteaux montés.
Pour vérifier si l’alignement est correct,positionner une pièce à sectionparfaitement carrée entre la table etl’arbre porte-fers; tourner manuellementl’arbre porte-fers et vérifier que lescouteaux touchent la pièce carrée.
S’il est nécessaire d’effectuer unalignement, desserrer le levier F et lavis H. Aligner la table E en ageant surla poignée G.
Serrer la vis H et le levier F lorsque leréglage est achevé.
Montar todas las cuchillas siguiendoel mismo procedimiento.
Una vez terminada la operaciónpreparar la máquina para lacepilladura de eje vertical o deregruesar siguiendo las indicacionesdel cap. 5 y 6.
Arbol cepillo tipo TERSA con 3cuchillas (fig. 21)
– Introducir las cuchillas E en el árbolF a través del orificio A.
– Comprobar que las cuchillas esténcentradas respecto al árbol de laacepilladora F.
– Poner en funcionamiento el grupooperador cepillo para bloquear lascuchillas.
– Acepillar por algunos minutos unapieza de madera dura a lo largo detodo el árbol para obtener un mejorbloqueo del grupo listón-cuchilla.
– Para el desmontaje, golpear ellistón y remover la cuchilla.
5.2. PLANOS A RAS -REGULACION (fig.22)
Plano de entrada
Soltar la palanca A.
Ajustar la manopla B para colocar elplano D según la extracción desea-da: leer el desplazamiento sobre laplaca C.
Después de la regulación bloquearla palanca A.
Plano de salida
El plano a ras en salida E debe estara la misma altura de las cuchillasmontadas.
Para verificar la correcta alineación,ubicar un cuadrado bien cepilladoentre el plano y el árbol cepillo; girarmanualmente el árbol cepillo yverificar que los cuchillos rocen elcuadrado.
Si fuese necesaria una alineaciónadicional, aflojar la palanca F y eltornillo H. Alinear el plano E median-te la manopla G.
Apretar el tornillo H y la palanca Fdespués de la regulación.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 102 -
5.3. PIALLA A SPESSORE -REGOLAZIONI
Predisporre la macchina per lavo-razioni allo spessore seguendo leistruzioni indicate di seguito:
Prima di sollevare le piane a filotogliere il volantino M e inserirlonell'apposita sede N; questo per
evitare interferenzecon il tubolare P.
– Allentare le leve di bloccaggio Ae B.
– Sollevare la piana filo C e D(l'apertura delle piane aziona unmicro che impedisce l'aviamentodella macchina) (Versione USAe CANADA);
– Ribaltare la cuffia convo-gliatruccioli E assicurandola tra-mite la molla F nella protezioneG (la rotazione della cuffia agi-sce nuovamente sul microriattivando la macchina) (Versio-ne USA e CANADA).
Registrare il piano spessore in fun-zione dell’asportazione desidera-ta, operando in questo modo:
– allentare il bloccaggio H;– ruotare il volantino, facendo rife-
rimento all’indice I;– serrare il bloccaggio H.
Per azionare i rulli di trascinamen-to, alzare la leva L.
Per regolare la pressione dei rullidi traino, agire sui grani Q (i granisono da entrambi le parti).
Si consiglia di aumentare la pres-sione per legni duri e/o di grossedimensioni.
Prima di abbassare i piani a filo,ricordarsi di rimettere la cuffia E
nella posizione iniziale, diabbassare il piano spessore in
modo da non danneggiare alcunelemento e di riportare la leva L in
posizione di riposo per nonrovinare la frizione.
5.3. THICKNESSING TABLES- ADJUSTING
Set up the machine forthicknessing following theinstructions and then:
Before lifting the surfacingtables, remove the handwheel
M and insertit in its housing N to preventinterference with the tubular
piece P.
– Release the locking lever A andB.
– Lift the surfacing tables C and D(opening the tables actuates amicro which prevents themachine from starting) (U.S.A.and CANADA version).
– Turn over the shaving conveyorhood E securing it with the springF in the protection G (the hoodrotation again actuates the microre-activating the machine)(U.S.A. and CANADA version).
Adjust the thicknessing tables toobtain the required stock removal.Proceed as follows:
– loosen the knob H;– turn the handwheel watching the
scale I;– tighten the knob H.
To control the driving rollers, liftlever L.
To adjust the driving rollerpressure, turn dowels Q (on bothsides).
Pressure should be increased tomachine hard wood and/or largesized workpieces.
Before lowering the thicknessingtables, remember to return the
protection E to its originalposition, to lower the
thicknessing table in such a wayas to avoid damaging any partand to return lever L to rest
position so as not to damagethe clutch.
028.041.1.tif24
FG
Q
E
LI
H
C D
A
BM
028.117.0.tif 23
M
M
N
P
www.bricose
rgio.it

- 103 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.3. DICKENHOBELS -EINSTELLUNGEN
Die Maschine für dieDickenbearbeitung folgender-maßenvorbereiten:
Vor dem Anheben derLangebenen das Handrad M
abnehmen und es in den eigensdazu vorgesehenen Sitz N
einsetzen. Dieser Vorgang dientdazu, Interferenzen mit demSchlauch P zu vermeiden.
– Die Arretierhebeln A und B lösen.– Den Abrichttisch C und D anheben
(das Öffnen der Tische betätigteinen Mikroschalter, der das Startender Maschine verhindert) (USA undCANADA -Version ).
– Die Haube der Spanabsaugung Eumklappen und mit der Feder F inder Schutzvorrichtung G sichern(die Rotation der Haube betätigterneut den Mikroschalter undschaltet die Maschine wieder ein)(USA und CANADA -Version ).
Den Tisch des Dickenhobels inAbhängigkeit von dem gewünschtenSpanabtrag einstellen, wobeifolgendermaßen vorzugehen ist:– Den Kugelgriff H lockern;– Das Handrad drehen, wobei auf den
Zeiger I Bezug zu nehmen ist;– Den Kugelgriff H anziehen.
Um die Mitnehmerrollen zu betätigen,den Hebel L heben.
Um den Druck der Zugrollen zuregeln, sind die Stifte Q zu verstellen(die Stifte liegen auf beiden Seiten).Bei hartem Holz bzw. großen Stückenempfiehlt es sich, den Druck zuerhöhen.
Bevor die Flächen mit Kante gesenktwerden, muß man die Haube Ewieder in ihrer Anfangsposition
aufsetzen (Abb. 19), die Dickenflächeso senken, daß keine Element
beschädigt wird und den Hebel L inRuhestellung bringen, damit die
Kupplung keinen Schaden nimmt.
5.3. RABOTEUSE - REGLAGES
Préparer la machine pour des usinagesde l’épaisseur en procédant commesuit:
Avant de lever les rabots à bord,enlever le volant M et l’introduire
dans le logement N approprié, ceciafin d’éviter des interférence avec le
tubulaire P.
– desserrer les manettes de blocage Aet B;
– Soulever le plateau bord C et D (l’ou-verture des plateaux actionne unmicrocontact qui empêche ledémarrage de la machine) (versionU.S.A. et CANADA);
– faire pivoter le capot du convoyagedes copeaux E en l’assurant à l’aidedu ressort F dans la protection G (larotation du capot agit de nouveau surle microcontact et réactive lamachine) (version U.S.A. et CANA-DA).
Régler la table de rabotage selonl’enlèvement désirée, en opérant de lamanière suivante:– desserrer le bouton H;– tourner le volant, en se référant au
repère I ;– serrer le bouton H.
Pour actionner les rouleauxd’entraînement, soulever le levier L.
Pour régler la pression des rouleauxd’entraînement, agir sur le goujons Q (lesgoujons sont positionnés des deux côtés).Il est conseillé d’augmenter la pressionpour les bois durs ou de grosse taille.
Avant d’abaisser les tablesd’épaisseur, remettre la calotte E(fig. 19) dans sa position initiale,abaisser la table d’épaisseur defaçon à ne pas endommager les
éléments et remettre le levier L enposition de repos pour ne pas
abîmer l’embrayage.
5.3. CEPILLO DE ESPESOR -REGULACION
Preparar la máquina paraelaboraciones sobre el espesorprocediendo de la siguiente manera:
Antes de elevar las mesas derevestimiento, quitar el volante
manual M e insertarlo en subastidor N para prevenir
interferencias con la piezatubular P (Fig.15).
– Aflojar las palancas de bloqueo Ay B.
– Elevar la vigueta filo C y D (la aberturade las viguetas acciona unmicrointerruptor que impide la puestaen marcha de la máquina) ( versiónU.S.A. y CANADA);
– volcar la envoltura transportador devirutas E fijándola con el resorte Fen la protección G (la rotación dela envoltura actúa de nuevo sobreel microinterruptor volviendo aactivar la máquina) ( versión U.S.A.y CANADA).
Regular el plano de espesor enfunción de la extracción deseada,actuando del siguiente modo:– aflojar el botón esférico H;– girar la manivela, haciendo
referencia al índice I ;– ajustar el botón esférico H.
Para accionar los rodillos de arrastre,elevar la palanca L.Para regular la presión de los rodillosde remolque, utilizar los pasadoresQ (los pasadores se encuentran enambas partes).
Se aconseja aumentar la presiónpara las maderas duras y/o degrandes dimensiones.
Antes de bajar los planos al mismonivel, acordarse de volver a
colocar el sombrerete E (fig. 19)en la posición inicial, de bajar el
plano espesor para no dañarningún elemento y poner
nuevamente la palanca L enposición de reposo para no
arruinar el embrague.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 104 -
5.4. GUIDA SEGA -REGOLAZIONE
Il gruppo guida viene utilizzato pertagli paralleli con sega circolaree può assumere due posizioni(fig.25):
A - per tagli di pezzi di grandi di-mensioni
B - per tagli di pezzi bassi e stretti.
Allentare le maniglie C per portarela guida nelle posizioni sopracitate.
Per allontanare o avvicinare la gui-da alla lama sega operare comeindicato di seguito:– allentare la leva F e il pomello D;– far scorrere manualmente il
gruppo guida L facendo riferi-mento alla riga metrica E.
Eseguire la regolazione micro-metrica procedendo nel seguentemodo:– bloccare il pomello D;– agire sul pomello G per regolare
micrometricamente la guida;– serrare la leva F a registrazione
avvenuta.
5.5. GUIDA FILO -REGOLAZIONE
Posizionare la guida filo A nellaposizione desiderata e serrare ilpomello D.
Per inclinare la guida da 90° a 45°allentare il bloccaggio C e proce-dere facendo riferimento all'indiceE.
A regolazione eseguita portare ilfermo guida P in battuta sulla gui-da filo A e serrare il pomello B.
Le protezioni H e L devono esseresempre posizionate sull’alberopialla durante la lavorazione.
5.4. SAW UNIT FENCE -ADJUSTMENT
The fence unit is used for parallelcutting with circular saw. It can befit into two positions (fig. 25):
A - for cutting large piecesB - to cut low and narrow pieces
Loosen the handles C in order toplace the fence in the abovementioned positions.
To increase or decrease thedistance between the fence andthe saw blade operate as indicatedbelow:
– release the lever F and theknob D;
– manually slide the fence unit Lwith reference to the metric rulerE.
Carry out the micrometricadjustment proceeding as follows:– lock the knob D;– operate the knob G to adjust the
fence micrometrically;– tighten the lever F when the
adjustment has been made
5.5. BUZZ PLANER -ADJUSTING
Position the planing fence A at thedesired point and tighten the knobD.
To angle the fence from 90° to 45°loosen the locking device C andadjust the fence, observing thevalue on the index E.
As soon as the adjustment hasbeen carried out, bring the fencelock P to the stop on the surfaceunit fence A and tighten knob B.
During the machining, theprotections H and L must
always be positioned on thecutterblock.
028.042.0.itf
GC
FDC
GC
FD
C
25
A
B
L
L
E
E
028_116_0.tif
CDH
26
B
EA
P
L
www.bricose
rgio.it

- 105 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.4. GUIDE SCIE - REGLAGE
Le groupe guide est utilisé pour faire descoupes parallèles au moyen d’une sciecirculaire et il peut avoir deux positions(fig. 25):
A - pour les coupes de pièces degrandes dimensions
B - pour coupes de pièces basses etétroites.
Desserrer les poignées C pour porter leguide dans les positionssusmentionnées.
Pour écarter ou rapprocher la glissièrede la lame scie, agir comme indiqué ci-après :
– desserrer la manette F et le pommeauD;
– faire glisser manuellement le groupeguide L en faisant référence au règlemétrique E.
Effectuer le réglage micrométrique enprocédant comme suit :– bloquer le bouton D;– agir sur le bouton G pour ajuster le
guide micrométriquement;– une fois le réglage effectué resserrer
la manette F.
5.5. GUIDE BORD - REGLAGE
Placer le guidage dégauchissage Adans la position souhaitée et serrer lebouton D.
Pour incliner le guidage de 90° à 45°,desserrer le blocage C et incliner leguidage en contrôlant sur l'indicateur E.
A la fin du réglage, amener l’arrêt duguide P à la butée sur le guide dedégauchissage A et serrer le pommeauB.
Pendant l’usinage, les protections Het L doivent être toujours
positionnées sur l’arbre rabot.
5.4. SÄGENFÜHRUNG -EINSTELLUNG
Die Führungsgruppe wird für Parallel-schnitte mit der Kreissäge benutzt undkann zwei Stellungen annehmen (Abb.25):
A - Sägen von großen HolzteilenB - Zum Schneiden von niedrigen und
schmalen Stücken.
Die Griffe C lockern, um die Führungin die oben beschriebene Stellung zubringen.
Zum Annähern oder Entfernen desSägeblatts wie folgt vorgehen:
– Den Hebel F und den Knauf Dlockern;
– Die Führungsgruppe L mit der Handgleiten lassen und sich auf dasLineal E beziehen.
Die Feineinstellung wie folgtvornehmen:– Kugelgriff D blockieren;– Zur mikrometrischen Einstellung der
Führung auf Kugelgriff G einwirken;– Den Hebel F nach erfolgter
Einstellung wieder festspannen.
5.5. LANGFÜHRUNG -EINSTELLUNG
Den Fügeanschlag A in der gewünsch-ten Position anbringen und mit demGriff D festziehen.
Um die Führung von 90° auf 45° zuneigen, die Blockierung C lösen, undauf die Skala E Bezug nehmen.
Nach der Einstellung die Sicherung P biszum Anschlag auf der Abrichtführung Abewegen und den Knauf B anziehen.
Die Schutzvorrichtung H und Lmüssen während der Arbeit stets
auf der Hobelwelle liegen.
5.4. GUIA SIERRA -REGULACION
El grupo guía se utiliza para cortesparalelos con sierra circular y puedetener dos posiciones (fig. 25):
A - Para cortes de grandesdimensiones
B - para cortes de piezas bajas yestrechas.
Aflojar las manijas C (fig. 8-9) paradesplazar la guía a las posicionescitadas anteriormente.
Para alejar o acercar la guía a lacuchilla de la sierra proceder de lasiguiente manera:
– Aflojar la palanca F y la perilla D;– hacer deslizar manualmente el
grupo guía L haciendo referenciaa la regla métrica E.
Efectuar la regulación micrométricaprocediendo de la siguiente manera:– bloquear el botón esférico D;– actuar sobre el botón esférico G
para regular la guíamicrométricamente;
– Ajustar la palanca F una vezefectuada la regulación.
5.5. GUÍA HILO - REGULACION
Colocar la guía A en la posicióndeseada y apretar el pomo D.
Para inclinar la guía de 90° a 45°aflojar el bloqueo C y procederhaciendo referencia al índice E.
Después de haber efectuado laregulación, llevar el retén de la guíaP a su tope mecánico sobre la guíade eje vertical A y apretar el pomo B.
Las protecciones H y L debensiempre colocarse sobre el árbol
cepillo durante el trabajo.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 106 -
5.6. GUIDE TOUPIE -REGISTRAZIONE
Il posizionamento e la registrazio-ne della guida toupie varia col tipodi lavorazione.
Quando si esegue un profilo sututto il lato del pezzo la guida inuscita (B) deve essere allineataall’utensile (fig. 27).
Se la profilatura non viene esegui-ta su tutto il lato, ma solo su partedi esso le due guide A e B devonoessere allineate (fig. 28).
Per registrare la posizione dellacuffia e delle guide toupie, agirenel modo seguente (fig.29):
– Posizionare la cuffia sul piano dilavoro e avvitare i due pomelli Ce G nei rispettivi fori ;
– registrare la guida A tramite po-mello E previo allentamento delpomello C.
– registrare la guida B tramite po-mello E previo allentamento delpomello G.
Leggere lo scostamento fra le duetavolette sull'indice H.Quando l'indice è posizionato sul-lo 0 le guide sono allineate fra diloro.
Le due guide vanno registrate inmodo che il pezzo abbia un sicuroappoggio sia in ingresso che inuscita.
A regolazione eseguita serrare ipomelli C e G (fig.29).
5.6. MOULDER FENCE -ADJUSTING
The positioning and adjustment ofthe spindle moulder fence changesaccording to the type of operationto be carried out.
When profiling the entire side ofworkpiece half-fence (B) shall bealignad with tool (fig. 27).
If profiling is not done on the entireside, but only on a part, the twofences A and B must be aligned(fig. 28)
For adjusting the hood and thefence proceed as follows (fig.29):
– Position the hood on the workingtable and screw the two knobs Cand G into their special holes;
– adjust fence A by means of knobE after loosening knob C.
– adjust fence B by means of knobE after loosening knob G.
Read the deviation between thetwo tables on index H.When the index is positioned on 0,the fences are aligned.
The two fences must be adjustedso the workpiece is stable at bothinfeed and outfeed.
When the adjustment has beencompleted, tighten the knobs C andG (Fig.29).
021_039.tif
B A
28
021_039.tif
B A
27
GB
•
C
EH
028_101_0.tif
A
•
29
•
www.bricose
rgio.it

- 107 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.6. FRÄSANSCHLAGS -EINSTELLUNG
Die Positionierung und die Einstellungder Fräsenführung ist von der Art derArbeit abhängig.
Beim Profilieren an der ganzen Seitedes Werkstückes Anschlaghälfte (B)mit Werkzeug ausrichten (Abb. 27).
Falls das Profil nicht auf der gesamtenSeite ausgeführt wird, sondern nur aufeinem Teil derselben, so müssen dieFührungen A und B miteinanderausgerichtet werden (Abb. 28).
Um den fräsanschlag einstellen zukönnen, muß man (Abb.29):– Die Haube auf dem Arbeitstisch
positionieren und die zweiBallengriffe C und G in denvorgesehenen Öffnungenfestschrauben;
– Die Führung A mit dem Knauf Eeinstellen, nachdem der Knauf Cgelöst worden ist.
– Die Führung B mit dem Knauf Eeinstellen, nachdem der Knauf Ggelöst worden ist.
Die Verschiebung zwischen denbeiden Tischen auf der Anzeige Heinstellen.Wenn die Anzeige auf 0 steht, sinddie beiden Führungen miteinanderausgerichtet.
Die beiden Führungen werden soeingestellt, dass das Werkstücksowohl am Eingang, als auch amAusgang eine sichere Auflage hat.
Nach der Einstellung die Knäufe Cund G (Abb.29) anziehen.
5.6. GUIDE TOUPIE - REGLAGE
La mise en place et le réglage des railsde la toupie varient en fonction du typed’usinage.
Pour l’exécution d’un profil sur toute lalargeur de la piece le demi-guide (B)doit être alignéavec l’outil (fig. 27).
Si le profilage n’est pas exécuté surtout le côté, mais uniquement sur unepartie de ce dernier, les deux rails A etB doivent être alignés (fig. 28).
Pour régler le guide toupie il faut (fig.29):– Positionner le protecteur sur la table
de travail et visser les deux boutonsC et G dans les trous prévus;
– régler le rail A, à l’aide du pommeauE, en ayant d’abord desserrer lepommeau C.
– régler le rail B, à l’aide du pommeauE, en ayant d’abord desserrer lepommeau G.
Lire l’écart entre les deux tablettes surl’index H.Lorsque l’index est placé sur 0 les deuxrails sont alignés entre eux.
Les deux rails doivent être réglés pourque la pièce ait un appui sûr, à l’entréecomme à la sortie.
Après le réglage serrer les pommeauxC et G (fig. 29).
5.6. GUÍAS TUPÍ - AJUSTE
El posicionamiento y el registro de laguía tupí varía según el tipo deelaboración.
Cuando se efectúa un perfil sobretodo el lado de la pieza, la guía ensalida (B) debe estar alineada a laherramienta (fig. 27).
Si el perfilado no se realiza sobretodo el lado sino sólo sobre una par-te del mismo, las dos guías A y Bdeben estar alineadas (fig. 28).
Para el ajuste de la posición de la caja yde las guías tupí, actuar como estáexplicado a continuación (fig.29):– Colocar el cabezal sobre la mesa
de trabajo y atornillar los dosbotones esféricos C y G en losagujeros correspondientes;
– Aflojando antes la perilla C, regi-strar la guía A mediante la perillaE.
– Aflojando antes la perilla G, regi-strar la guía B mediante la perillaE.
Leer la diferencia entre las dos tablasen el índice H.Las guías están alineadas entre sícuando el índice se encuentra sobreel 0.Las dos guías deben ser registradasen modo que la pieza cuente con unapoyo seguro tanto en la entradacomo en la salida.Una vez efectuada la regulación,ajustar las perillas C y G (fig. 29).
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 108 -
– Allentare le due maniglie D(fig.30) e avvicinare all'utensilele due guide A e B;
– Serrare le maniglie D.
Le guide devono essere sempreregolate in modo da essere il più
vicino possibile alla fresa.
REGOLAZIONE PRESSATORI
Regolare la posizione delpressatore orizzontale E e verti-cale F in appoggio sul pezzo dalavorare procedendo come segue(fig.31):
– allentare la maniglia G e rego-lare trasversalmente ilpressatore E in base alla lar-ghezza del legno da lavorare.
– Serrare la maniglia aregolazione eseguita.
– Allentare i pomelli L e M e posi-zionare il pressatore verticale Fsul legno mantenendolo il piu'vicino possibile alla fresa.
– Serrare i pomelli L e M aregolazione avvenuta.
Regolare i pressatori in manieratale che il legno da lavorare pos-sa scorrere con facilita'.
– Loosen the two handles D (fig.30) and move the two fences Aand B close to the tool.
– Tighten handles D.
The fences must always beadjusted in order to be as close
as possible to the millingcutter.
PRESSER ADJUSTMENT
Adjust the position of the horizontalpresser E and the vertical presserF resting it on the piece to bemachined and proceed as follows(fig. 31):
– Loosen the handle G andtransversally adjust the presserE on the basis of the width of thewood to be machined.
– Lock the handle whenadjustment has been completed.
– Loosen the knobs L and M andposition the vertical presser Fon the wood maintaining it isclose as possible to the cutter.
– Lock the knobs L and M whenthe adjustment has beencompleted.
Adjust the pressers in such a waythat the wood to be machined canslide easily.
B
A
028_102_0.tif 30
D
D
F
E
M L G
028_103_0.tif31
www.bricose
rgio.it

- 109 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
– Die beiden Griffe D (Abb. 30) lösenund die beiden Führungen A und Ban das Werkzeug annähern.
– Die Griffe D anziehen.
Die Führungen müssen immer soreguliert sein, daß sie so nahe wie
möglich an der Fräse sind.
EINSTELLUNG DERANDRÜCKVORRICHTUNGEN
Die Position des horizontalenNiederhalter E und des vertikalenNiederhalter F wie folgt auf dasWerkstück einstellen (Abb.31):
– Den griff G lockern und denNiederhalter E in Abhängigkeit vonder Länge des zu bearbeitendenHolzstücks in Querrichtungverschieben.
– Den Griff nach der Einstellung wiederfestziehen.
– Die Knäufe L und M lockern undden vertikalen Niederhalter F auf dasHolz einstellen, dass so nahe wiemöglich an die Fräse gehalten wird.
– Nach der Einstellung die Knäufe Lund M einstellen.
Die Niederhalter so einstellen, dassdas zu bearbeitende Holz sich leichtbewegen kann.
– Desserrer les deux poignées D (fig.30) et approcher les deux rails A et Bde l’outil.
– Serrer les poignées D.
Les guides doivent être toujours réglésde façon à être toujours rapprochés le
plus possible de la fraise.
REGLAGE PRESSEURS
Régler la position du presseur,horizontal E et vertical F, en appui surla pièce à usiner en agissant commesuit (fig. 31):
– Desserrer la poignée G et régler lepresseur E transversalement, enfonction de la largeur du bois à usiner.
– Une fois le réglage effectué, resserrerla poignée.
– Desserrer les pommeaux L et M, puisplacer le presseur vertical F sur lebois en le maintenant le plus prèspossible de la fraise.
– Une fois le réglage effectué, resserrerles pommeaux L et M.
Régler les presses de sorte que le boisqui doit être travaillé puisse glisserfacilement.
– Aflojar las dos manillas D (fig.30)y acercar las dos guías A y B a laherramienta.
– Ajustar las manillas D.
Las guías deben estar siemprereguladas de modo que estén lo
más cerca posible de la fresa.
AJUSTE DEL RESORTE DEPRESIÓN:
Regular la posición de la prensahorizontal E y vertical F hasta queapoyen sobre la pieza a trabajar. Paraello, proceder de la siguiente manera(fig. 31):
– Aflojar la manilla G y regulartransversalmente la prensa Esegún el ancho de la madera atrabajar.
– Una vez efectuada la regulación,ajustar la manilla.
– Aflojar las perillas L y M y colocarla prensa vertical F sobre lamadera, manteniéndola lo máscercana posible a la fresa.
– Una vez efectuada la regulación,ajustar las perillas L y M.
Regular las prensas de manera quela madera a trabajar se deslice confacilidad.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 110 -
5.7 CAMBIO VELOCITÀALBERO TOUPIE
– Aprire lo sportello G.
– Allentare la maniglia a ripresa A .
– Spingere sul motore B avvici-nando le pulegge. La cinghia Cè ora allentata e, quando ne-cessita, si può sostituire.
– Cambiare sede alla cinghia spo-standola sulle diverse gole del-le pulegge, in funzione dellavelocità desiderata.
– Agire sul motore allontanandole due pulegge e serrare la ma-niglia A.
Non eccedere nel tensionamentodella cinghia per non
sovraccaricare i cuscinetti.
L'eccessivo tensionamento, pro-voca lo stiramento delle cinghie,surriscaldamento e la rapida di-struzione delle stesse.
Posizioni e relative velocità sonoillustrate sulla targhetta (fig.33).
T1 - Versione motorizzazione 50 HzT2 - Versione motorizzazione 60 Hz
028.114.0.tif32
A
G
C
5.7 MOULDER SHAFT SPEEDCHANGING
– Open the door G.
– Loosen the handle A.
– Operate the motor support B andbring the pulleys near. The beltC is now loosened and, if it isnecessary, it can be replaced.
– Move the belt from its seat to thedifferent pulley races, accordingto the required speed.
– Operate the motor moving thepulleys apart and tighten thehandle A
Do not overstretch the belt not tooverload the bearings.
Excessive tension causes the beltsto stretch, overheating and rapiddestruction of the belts.
Positions and speed values areshown on the data plate (fig. 33).
T1 - 50 Hz motor versionT2 - 60 Hz motor version
T1
14003500
60008000
295.038.001
T2
17004000
70009000
33
B
www.bricose
rgio.it

- 111 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.7 CAMBIO DE VELOCIDADÁRBOL TUPÍ
– Abrir la puerta G.
– Aflojar la manija A .
– Obrar sobre el soporte motor Bacercando las poleas. La correa Cestá aflojada; sustituirla cuandonecesario.
– Cambiar de lugar la correaubicándola en las distintas ranurasde las poleas, en función de lavelocidad deseada.
– Obrar sobre el motor alejando lasdos poleas y apretar la manija A.
No excederse en la tensión de lacorrea para no sobrecargar los
cojinetes.
El tensado excesivo provoca elestiramiento de las correas, conconsiguiente recalentamiento ydestrucción de las mismas.
Posiciones y velocidadescorrespondientes se ilustran en laplaqueta (fig. 33).
T1 - Versión motorización 50 HzT2 - Versión motorización 60 Hz.
5.7. CHANGEMENT DE LAVITESSE DE L’ARBRETOUPIE
– Ouvrir la porte G.
– Desserrer la poignée A.
– Régler le support du moteur B enapprochant les poulies. La courroie Cn’est maintenant plus en tension et,si cela est nécessaire, on peut laremplacer.
– Changer la siège de la courroie en ladeplaçant sur les différentescannelures des poulies, en fonctionde la vitesse souhaitée.
– Régler le moteur en écartant les deuxpoulies et serrer la poignée A.
La courroie ne devra pas être miseexcessivement sous tension, pour ne
pas surcharger les paliers.
Une tension excessive entraînel’étirement des courroies, unéchauffement et une usure rapide deces dernières.
Les positions et les vitesses y relati-ves sont indiquées dans la plaque(fig.33).
T1 - Modèle avec moteur 50 HzT2 - Modèle avec moteur 60 Hz
5.7. ÄNDERUNG DERGESCHWINDIGKEIT DERHOLZFRÄSENWELLE
– Die vordere Tür öffnen G.
– Den Griff A lockern.
– Die Riemenscheiben durchVerstellen der Motoraufnahme Bannähern. Der Riemen C ist jetztgelockert und man kann ihnauswechseln.
– Den Sitz des Riemens ändern,indem er je nach gewünschterGeschwindigkeit in dieunterschiedlichen Rillen derRiemenscheibe versetzt wird.
– Die beiden Riemenscheiben durchVerstellen des Motors voneinanderentfernen und den Griff Afestziehen.
Den Riemen nicht übermäßigspannen, um die Lager nicht
überzubelasten.
Eine zu starke Spannung führt zurDehnung und Überhitzung der Riemensowie zu einem schnellen Verschleißderselben.
Die Positionen mit den entsprechen-den Geschwindigkeiten sind auf demSchild (Abb. 33).
T1 - Version mit Motorantrieb zu 50 HzT2 - Version mit Motorantrieb zu 60 Hz
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 112 -
MATERIALE SRR m/sec. HM m/sec.
Legni teneri 42-60 45-70Legni duri 50-70 50-70Pannelli truciolari 50-70Pannelli in fibra (MDF) 35-50
MATERIAL SRR m/sec. HM m/sec.
Soft wood 42-60 45-70Hard wood 50-70 50-70Chipboard 50-70Fiber board (MDF) 35-50
63_055_1.tif
24000 giri/min.- r.p.m. - U./min. - TR./min.
18000 giri/min.- r.p.m. - U./min. - TR./min.
12000 giri/min.- r.p.m. - U./min. - TR./min.
10000 giri/min.- r.p.m. - U./min. - TR./min.
8000 giri/min.- r.p.m. - U./min. - TR./min.
6000 giri/min.- r.p.m. - U./min. - TR./min.
5000 giri/min.- r.p.m. - U./min. - TR./min.
4500 giri/min.- r.p.m. - U./min. - TR./min.
3500 giri/min.- r.p.m. - U./min. - TR./min.
2500 giri/min.- r.p.m. - U./min. - TR./min.
1800 giri/min.- r.p.m. - U./min. - TR./min.
1200 giri/min.- r.p.m. - U./min. - TR./min.
1000 giri/min.- r.p.m. - U./min. - TR./min.
VE
LOC
ITA
' PE
RIF
ER
ICA
mt/s
ec.
SU
RFA
CE
SP
EE
D m
/sec
.U
MLA
UFG
ES
CH
WIN
DIG
KE
IT m
/Sek
.V
ITE
SS
E P
ER
IPH
ER
IQU
E m
/sec
VE
LOC
IDA
D P
ER
IFE
RIC
A m
/seg
DIAMETRO mm.DIAMETER mm.
DURCHMESSER mm.DIAMETRE mm.
5.7.1 Scelta della velocitàdell’albero
La scelta della velocità dell’alberodipende dal tipo di utensile, dal tipodi legno che si lavora e dal tipo dilavorazione.
La lavorazione di tenonatura vaeseguita esclusivamente con lavelocità di rotazione dell'albero
di 3500/4000 giri/min.Nel diagramma di fig. 34 vieneriportato un esempio di come sce-gliere il numero di giri in funzionedella velocità periferica e del dia-metro dell’utensile (con utensileø150 e velocità periferica di 60m/s la velocità da impostare è 8000giri).Nella tabella vengono riportati deivalori orientativi della velocità peri-ferica in funzione del tipo di mate-riale da lavorare.
34
5.7.1 Selecting the spindlespeed
The spindle speed selectiondepends on the tool, the wood kindof workpiece as well as on theworking.
Tenoning must exclusively becarried out with a spindle
rotation speed of 3500/4000rpm.
Diagram of fig. 34 shows anexample for selecting the speed(r.p.m.) according to the rim speedand the tool diameter (with toolø150 and surface speed 60 m/s,the speed to be set is 8000 rpm).The table indicates theapproximate values of the rimspeed in accordance with thematerial and the tool.
www.bricose
rgio.it

- 113 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
5.7.1 Wahl der Spindeldrehzahl
Die Wahl der Frässpindeldrehzahl hängtvom Werkzeug, von der Holzart sowievon der Bearbeitung ab.
Das Zapfen wird ausschließlichmit einer Rotationsgeschwindig-keit der Welle von 3.500/4000 U/
min durchgeführt.Diagramm (Abb. 34) gibt ein Beispielzur Wahl der Drehzahl nach derUmlaufgeschwindigkeit und demWerkzeugdurchmesser (mit Werk-zeugØ 150 und Randgeschwindig-keit von60 m/s beträgt die einzustellendeGeschwindigkeit 8.000 U/min.).In der Tabelle werden die Richtwerteder Umlaufgeschwindigkeit nach demzu bearbeitenden Material und demWerkzeug angegeben.
5.7.1 Elección velocidad árbol
La elección de la velocidad del árboldepende del tipo de herramienta, deltipo de madera y del tipo de trabajo.
El espigado debe ser efectuadoexclusivamente con una
velocidad de rotación del árbolde 3500/4000 r.p.m.
En el esquema de la fig. 34 se detallaun ejemplo sobre como elegir el númerode revoluciones según la velocidadperiférica y el diámetro de laherramienta (con herramienta ∅ 150 yvelocidad periférica de 60 m/seg, lavelocidad que se debe programar esde 8000 vueltas).La ficha detalla los valores indicativosde la velocidad periférica según eltipo de material a trabajar y del tipode herramienta.
MATERIAL SRR m/sec. HM m/sec.
Weichholz 42-60 45-70Hartfolz 50-70 50-70Spannplatte 50-70Faserplatte (MDF) 35-50
MATERIAL SRR m/sec. HM m/sec.
Bois tendres 42-60 45-70Bois durs 50-70 50-70Panneaux agglomérésde copeaux, de particules 50-70Panneaux de fibres (MDF) 35-50
MATERIAL SRR m/sec. HM m/sec.
Maderas blandas 42-60 45-70Maderas duras 50-70 50-70Tableros de virutas 50-70Taberos de fibra (MDF) 35-50
5.7.1 Sélection de la vitesse del'arbre
La sélection de la vitesse de l'arbredépend du type d'outil, du type de bois àtravailler et du type d'opération à réaliser.
Le tenonnage doit être effectuéexclusivement avec la vitesse de
rotation de l’arbre à3500/4000 tours/min.
Le diagramme (fig.34) montre un exemplede sélection di nombre de tours enfonction de la vitesse périphérique et dudiamètre de l'outil (avec l’outil Ø 150 etune vitesse périphérique de 60 m/s., lavitesse à sélectionner est 8000 tours).Le tableau ci-après indiqueapproximativement la vitessepèriphérique en fonction du type de boiset du type d'outil.
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 114 -
Nei diagrammi di fig. 36-37-38 siricava il numero massimo di giriche l'albero toupie può fare in fun-zione di (fig.35):- posizione in altezza della fresa
(L o L1)- spessore della fresa (S)- diametro della fresa (Ø)
Nella scelta del diagramma tenerepresente che L si riferisce ad albe-ri fissi e L1 ad alberi intercambiabiliPer posizioni in altezza della fresadiverse da L o L1 fare riferimento aldiagramma che piu' si avvicina perdifetto alla misura reale. Per esem-pio con una fresa in posizioneL=120 mm fare riferimento al dia-gramma di fig.36.
E' vietato superare la velocitàricavata dal diagramma.
Nel diagramma di fig.36, con unafresa Ø=190,S=55, montata al-l'estremità superiore dell'alberotoupie (L=125 o L1=90), la velocitàmassima di lavorazione e' ~7500giri/min. Impostare la velocità chepiu' si avvicina in difetto e mai ineccesso (6000 giri/min. 50 Hz; 7000giri/min. 60 Hz).
The diagrams in fig. 36-37-38 in-dicate the maximum number ofrevolutions possible for the routershaft depending on (fig. 36):- the cutter height position (L o L1)- the cutter thickness (S)- the cutter diameter (Ø)
When selecting the diagram, bearin mind that L refers to the fixedshafts and L1 to the interchangeableshafts.For cutter height positions differentfrom L or L1 , refer to the diagramwith the nearest whole numberbelow the true measurement. Forexample, with a cutter in positionL=120 mm refer to the diagram infig. 36.
It is prohibited to exceed thespeed obtained from the diagram.
In the diagram in fig. 36, with acutter Ø=190, S=55 mounted at theupper end of the router shaft (L=125or L1=90), the maximum operatingspeed is ~7500 rpm. Set the speedto the nearest whole number belowbut never above (6000 rpm 50 Hz;7000 rpm 60 Hz).
L - L
1
S
Ø
009_065_0.tif35
L=125 L1=90
grafico-125 / 009_066_0.tif36
7500
Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø
L =
125
L 1=90
S
Ø
giri/min.r.p.m.U/minTR/min
www.bricose
rgio.it

- 115 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
In den Kurvenbildern 36-37-38 wirddie max. Drehzahl der Toupie-Welledargestellt, die diese in Abhängigkeitder folgenden Faktoren ausführen kann(Abb. 35):- Höhenlage der Fräse (L o L1)- Fräsenstärke (S)- Fräsendurchmesser (Ø)
Es ist zu beachten, daß sich L auffeste Wellen und L1 auf austauschba-re Wellen bezieht.Bei anderen Höhenlagen der Fräse alsL oder L1 ist das Kurvenbild in Betrachtzu ziehen, das sich in Abrundung ammeisten dem Istwert nähert. Beispiel:mit einer Fräse in Position L=120 mmbezieht man sich auf das Kurvenbild36.
Die aus dem Kurvenbild ermittelteGeschwindigkeit darf auf keinen
Fall überschritten werden.
Im Kurvenbild 36 mit Fräse Ø=190,S=55, die am oberen Ende der Toupie-Welle montiert ist (L=125 oder L1=90),beträgt die höchst zulässigeBearbeitungs-geschwindigkeit ca.7500UpM. Stets die Geschwindigkeiteinstellen, die sich in Abrundung undnie in Aufrundung dem Istwert nähert.(6000 UpM 50 Hz; 7000 UpM 60 Hz).
A l’aide des diagrammes des fig.36-37-38 on peut avoir le nombre de toursmaximum que l’arbre toupie peut faireen fonction de (fig.35):- la position en hauteur de la fraise (L
et L1) ;- l’épaisseur de la fraise (S);- du diamètre de la fraise (Ø).
Pour le choix du diagramme il faut savoirque L se réfère aux arbres fixes et L1 auxarbres interchangeables.Pour des positions en hauteur de la fraise,différentes de L ou L1, il faut se reporterau diagramme qui se rapproche le plus,par défaut, de la mesure réelle. Par exem-ple avec une fraise en position L=120mm se reporter au diagramme de la fig.36.
Il est interdit de dépasser les vitessesobtenues à partir du diagramme.
Sur le diagramme de la fig. 36, avecune fraise Ø=190, S=55, montée surl’extrémité supérieure de l’arbre toupie(L=125 ou L1=90), la vitesse maximumd’usinage est 7500 tours/min. Sélection-ner la vitesse qui se rapproche le plus,par défaut, mais jamais par excès (6000tours/min. 50 Hz; 7000 tours/min. 60Hz).
En los diagramas relativos a las fig.36-37-38 se encuentra indicado elnúmero máximo de vueltas que pue-de hacer el eje tupí según los siguien-tes parámetros (fig.35):- Posición en altura de la fresa (L o
L1)- Espesor de la fresa (S)- Diámetro de la fresa (Ø)
Cuando se elige el diagrama, tener encuenta que L se refiere a ejes fijos yL1 a ejes intercambiables.Para posiciones en altura de la fresaque no sean L o L1, tomar como refe-rencia el diagrama que más se acercapor defecto a la medida real. Por ejem-plo, con una fresa en posición L=120mm, tomar como referencia el diagra-ma de la fig. 36.
Está prohibido superar lavelocidad indicada en el
diagrama.
En el diagrama de fig. 36, con unafresa Ø=190 S=55, montada en el ex-tremo superior del eje tupí (L=125 oL1=90), la velocidad máxima de traba-jo es de ~7500 giros/min. Programarla velocidad que más se acerca pordefecto, nunca por exceso (6000 gi-ros/min. 50 Hz; 7000 giros/min. 60Hz).
www.bricose
rgio.it

5.NORME DI MESSA A PUNTO • SET-UP PROCEDURES
ENGLISHITALIANO
- 116 -
L=110 L1= 75
grafico-110 / 009_067_0.tif37
L= 90 L1= 55
grafico-90 / 009_068_0.tif38
15
S
Ø
35
S
Ø
Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø
Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø Ø
L =
110
L 1= 7
5L
= 90
L 1= 5
5
giri/min.r.p.m.U/minTR/min
giri/min.r.p.m.U/minTR/min
www.bricose
rgio.it

- 117 -
5.ESPAÑOLFRANÇAISDEUTSCH
ANSETZUNG DER MASCHINE • NORMES POUR LA MISE AU POINTNORMAS PARA LA PUESTA A PUNTO
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 118 -
6.1. QUADRO COMANDI
Legenda:
Versione standardVersione USA e CANADA
Il quadro elettrico è costituito daiseguenti dispositivi:
6.1.1 Funzioni di comando(fig. 1)
A - Pulsante di emergenzaPremendo il pulsante di emer-genza A si disattivano tutti icircuiti elettrici della macchi-na.Il pulsante è a ritenuta mecca-nica. Per il ripristino tirare ilpulsante.
B - MagnetotermicoInserisce (posizione I) edisinserisce (posizione O) latensione di alimentazione.
C - Pulsantiera di avviamento earresto motore(versione USA E CANADA)Avvia (premendo su I) o arre-sta (premendo su O) il motoredel gruppo operatore selezio-nato nel selettore F.
D - Pulsante di avviamento(versione USA E CANADA)Avvia il motore pialla (solo seselezionato nel selettore F).
E - Pulsante di avviamento(versione USA E CANADA)Avvia il motore sega (solo seselezionato nel selettore F).Premere per avviare.
F - Selettore a 5 posizioniAbilita e arresta il motore delgruppo operatore selezionato.
- gruppo sega abilitato- gruppo pialla abilitato- gruppo toupie abilitato
O - gruppi operatori disabilitati
G - Selettore a 3 posizioni"opzionale"
Imposta il senso di rotazione dellatoupie orario o antiorario:1 - Senso di rotazione toupie
antiorario .0 - Gruppi operatori disabilitati2 - Senso di rotazione toupie ora-
rio .
6.1. CONTROL PANEL
Legend:
Standard versionU.S.A. and CANADA version
The electric board consists of thefollowing devices:
6.1.1 Control functions(fig. 1)
A - Emergency pushbuttonAll the electric circuits are dis-connected by pushing theemergency button A.It is a mechanically-operatedpush-button. To reset pull thebutton.
B - Thermal switchConnects (position I) anddisconnects (position O) thepower.
C - Motor start and stoppushbutton panel(U.S.A. andCANADA version)Starts (by pressing on I) orstops (by pressing on O) themotor of the working unitselected in selector F.
D - Start button (U.S.A. and CA-NADA version)Starts the planer motor (only ifselected using selector F).
E - Start button (U.S.A. and CA-NADA version)Starts the saw motor (only ifselected in selector F).
F - Five-position selectorswitchIt starts and stops the chosenoperating unit motor.
- saw unit enabled- planer unit enabled- moulder unit enabled
O - operating units discon-nected.
G - 3-position switch "optional"Sets direction of spindle moulderrotation / clockwise oranticlockwise1 - Anticlockwise direction of
spindle moulder rotation 0 - operating units discon-
nected2 - Clockwise direction of spindle
moulder rotation
1028_095_1.tif
B
A
D
B
A
E
A
F
F
C
A
G
www.bricose
rgio.it

- 119 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.1. STEUERTAFEL
Legende:
StandardversionUSA und CANADA -Version
Die elektrische Schalttafel bestehtaus folgenden Vorrichtungen:
6.1.1. Betriebsfunktionen (Abb.1)
A - Not-Aus-SchalterDurch Druck auf den Notschalter Awerden alle Stromkreisläufe der Ma-schine unterbrochen.Bei dem Schalter handelt es sichum einen Schalter mit mechani-schem Rückhalt. Zur Widerher-stellung am Knopf ziehen.
B - WärmemagnetDient zum Einschalten (Position I)und Ausschalten (Position O) derVersorgungsspannung.
C - Tastatur zum Starten undStoppen des Motors(USA undCANADA-Version )Startet (Drücken auf I) oder stoppt(Drücken auf O) den Motor deram Wählschalter F gewähltenBedienergruppe.
D - Starttaste (USA und CANADA-Version )
Sie startet den Hobelmotor (nur wennmit dem Wählschalter F gewählt).E - Starttaste (USA und CANADA-
Version )Sie startet den Sägemotor (nur wennmit dem Wählschalter F gewählt ).F - Drehwählschalter mit 5
PositionenBefähigt und hält den Motor dergewählten Bearbeitungs-gruppen an.
- Sägengruppe befähigt- Hobelgruppe befähigt- Fräsengruppe befähigt
O - Bearbeitungsgruppenunbefähigt.
G - 3-Stel lungs-Wählschalter"Sonderausstattung"
Gestattet die Wahl derRotationsrichtung der Ober-fräsenwelle, Uhrzeigerrichtung oderGegenuhrzeigerrichtung.1 - Rotationsrichtung Oberfräse in
Gegenuhrzeigerrichtung 0 - Bearbeitungsgruppen unbefähigt.2 - Rotationsrichtung Oberfräse in
Uhrzeigerrichtung .
6.1. TABLEAU DE COMMANDE
Legende:
Version standardVersion U.S.A. et CANADA
Le tableau de distribution se composedes dispositifs suivants:
6.1.1 Fonctions de commande(fig.1)
A - Bouton d’urgenceEn appuyant le bouton d’urgenceA, tous les circuit électriques de lamachine sont désactivés.Ce bouton est à retenue mécanique.Pour le rétablissement tirer lebouton.
B - Déclencheur magnétothermiqueActive (position I) et désactive (po-sition O) la tension d’alimentation.
C - Tableau de commande de miseen marche et d'arrêt du moteur(version U.S.A. et CANADA)Met en marche (en appuyant sur I)ou arrête (en appuyant sur O) lemoteur du groupe opérateursélectionné sur le sélecteur F.
D - Poussoir de démarrage(version U.S.A. et CANADA)Permet de démarrer le moteur ra-bot (uniquement si sélectionné surle sélecteurF).
E - Poussoir de démarrage(version U.S.A. et CANADA)Permet de démarrer le moteur scie(uniquement si sélectionné sur lesélecteurF).
F - Sélecteur rotatif à 5 positionsIl met en marche et arrêt le moteur dugroupe d’usinage voulu.
- groupe scie actionné- groupe rabot actionné- groupe toupie actionné
O - groupes d’usinagedéconnectés
G - Sélecteur à 3 positions "option"Définit le sens de rotation de la toupie:sens des aiguilles d’une montre ou sensinverse.1 - Sens de rotation toupie sens in-
verse des aiguilles d’une montre.
0 - groupes d’usinagedéconnectés
2 - Sens de rotation toupie sens desaiguilles d’une montre .
6.1. TABLERO DE MANDOS
Leyenda:
Versión standardVersión U.S.A. y CANADA
El cuadro eléctrico está constituidopor los siguientes dispositivos:
6.1.1 Funciones de control(fig. 1)
A - Pulsador de emergenciaApretando el pulsador deemergencia A se desactivantodos los circuitos eléctricos dela máquina.Pulsador de retención mecánica.Para el restablecimiento estirarel pulsador.
B - MagnetotérmicoConecta (posición I) y desconec-ta (posición O) la tensión de ali-mentación.
C - Panel de mandos de arranquey detención del motor( versión U.S.A. y CANADA)Arranca (pulsando sobre I) o de-tiene (pulsando sobre O) el motordel grupo operador seleccionadoen el selector F.
D - Botón de inicio( versión U.S.A. y CANADA)Inicia el motor de la cepilladora(sólo si está seleccionado en elseleccionador F).
E - Botón de inicio( versión U.S.A. y CANADA)Inicia el motor de la sierra (sólo siestá seleccionado en el seleccio-nador F).
F - Selector rotativo a 5 posicionesHabilita y para el motor del grupooperador seleccionado.
- grupo sierra habilitado- grupo cepillo habilitado- grupo tupí habilitado
O - grupo operadoresdesabilitados.
G - Selector de 3 posiciones"opcional"
Establece el sentido de rotación ho-rario o antihorario del tupí.1 - Sentido de rotación antihorario
del tupí .0 - grupo operadores desabilitados.2 - Sentido de rotación horario del
tupí .
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 120 -
Fusibili (versione USA ECANADA)
Sono posizionati all'interno delquadro elettrico e proteggono il cir-cuito ausiliario di comando dai so-vraccarichi termici e l'avvolgimentoprimario del trasformatore.
6.1.2 Avviamento macchina
Prima di accendere la macchinaassicurarsi che tutti gli utensili
siano ben serrati, che la velocitàdi rotazione albero impostata sia
corretta (vedi par. 5.7.1) e chesulla macchina sia montata laprotezione toupie idonea alla
lavorazione da eseguire.Se la macchina è dotata di
inversione di rotazioneassicurarsi che sia commutata
per lavorare nel senso dirotazione desiderato.
6.1.2.1 Versione standard
A) Versione base
– Portare il selettore F nella posi-zione di lavoro desiderata.
– Ruotare il selettore B in posizio-ne I per avviare il gruppo opera-tore.
B) Versione con inversione dirotazione alla toupie
– Portare il selettore F nella posi-zione di lavoro desiderata.
– Per abilitare i gruppi operatoriruotare il selettore G verso sini-stra (posizione 1 ). Per av-viare la toupie in senso orario(a favore avanzamento)ruotare il selettore G verso de-stra (pos.2 ).
– Ruotare il selettore B in posizio-ne I per avviare il gruppo opera-tore.
– Portarsi nella relativa postazio-ne di lavoro.
Fuses(U.S.A. and CANADAversion)
They are fitted inside the cubicleand they protect the auxiliarycontrol circuit from thermaloverloads and the transformerprimary winding.
6.1.2 Starting the machine
Before switching on the machine,ensure that all the tools are welltightened, that the set spindle
rotation speed is correct (see Par.5.7.1) and that the router
protection suitable for the type ofmachining has been installed.
If the machine features reversal ofrotation, make sure this is set for
desired operating rotationdirection.
6.1.2.1 Standard version
A) Basic version
– Move the selector switch F inthe chosen working position.
– Set selector B to position I tostart the machining head.
B) Version with spindle moulderinverted direction of rotation
– Move the selector switch F inthe chosen working position.
– To enable the machining heads,turn selector G to the left (posi-tion 1 ). To start the spindlemoulder clockwise movement(for feed) turn selector G to theright (pos. 2 ).
– Set selector B to position I tostart the machining head.
– Move in the relevant working site.
2028_095_1.tif
B
A
D
B
A
E
A
F
F
C
A
G
www.bricose
rgio.it

- 121 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Sicherungen(USA und CANADA -Version )
Sie befinden sich auf der elektrischenSchalttafel und schützen den Steuer-Hilfskreislauf und die erste Wicklungdes Transformators vor Überhitzun-gen.
6.1.2 Maschinenanlauf
Vor dem Einschalten der Maschinesicherstellen, dass alle Werkzeuge gut
angezogen sind, dass, die einstellteRotationsgeschwindigkeit der Welle
richtig ist (siehe Abb. 5.7.1) und, dass aufder Maschine die Schutzvorrichtung der
Oberfräse montiert ist, die für dieauszuführende Arbeit geeignet ist.
Stellen Sie sicher, daß die gewünschteRotationsrichtung eingestellt ist, falls die
Maschine mit Inversion derRotationsrichtung ausgestattet ist.
6.1.2.1 Standardversion
A) Basisversion
– Wählschalter F in die gewünschteArbeitsposition bringen.
– Den Wählschalter B in die StellungI drehen, um das Arbeitsaggregatzu starten.
B) Version mit Umkehrung derDrehrichtung der Toupie
– Wählschalter F in die gewünschteArbeitsposition bringen.
– Zur Befähigung derArbeitsaggregate den Wähler Gnach links drehen (Stellung 1 ).Zum Starten der Tischfräse imUhrzeigersinn (für denVorschub) den Wählschalter Gnach rechts drehen (St.2 ).
– Den Wählschalter B in die StellungI drehen, um das Arbeitsaggregatzu starten.
– Sich in die entsprechende Arbeits-stellung begeben.
Fusibles(version U.S.A. et CANADA)
Logés dans le tableau de distribution,ils protègent ils protègent le circuit auxi-liaire de commande des surchargesthermiques et le bobinage primaire dutransformateur.
6.1.2 Mise en marche de lamachine
Avant d’allumer la machine, s’assurer quetous les outils sont bien serrés, que la vi-
tesse de rotation de l’arbre est exacte (voirpar. 5.7.1) et que sur la machine le carter de
protection toupie est monté et appropriépour l’usinage à exécuter.
Si la machine est équipée d’une inver-sion de rotation, s’assurer qu’elle estréglée pour l’usinage dans le sens de
rotation voulu.
6.1.2.1 Version standard
A) Version de base
– Mettre le sélecteur F dans la positiond’usinage voulue.
– Tourner le sélecteur B sur la positionI pour démarrer le groupe d’usinage.
B) Version avec inversion derotation de la toupie
– Mettre le sélecteur F dans la positiond’usinage voulue.
– Pour activer les groupes d’usinage,tourner le sélecteur G vers la gauche(position 1 ). Pour faire démarrerla toupie dans le sens horaire(facteur avance), tourner lesélecteur G vers la droite (pos.2
).
– Tourner le sélecteur B sur la positionI pour démarrer le groupe d’usinage.
– Se mettre dans la position de travail.
Fusibles (versión U.S.A. y CANA-DA)
Se encuentran en la parte interior deltablero eléctrico y protegen el circui-to auxiliar de mando contra sobre-cargas térmicas y el devanadoprimario del transformador.
6.1.2 Arranque de lamaquina
Antes de encender la máquina,cerciorarse de que todas las
herramientas se encuentren bienajustadas, que la velocidad de
rotación del árbol esté programadacorrectamente (véase punto 5.7.1) y
que en la máquina se encuentreinstalada la protección de tupí
apropiada en base a la elaboraciónque se va a realizar.
Si la máquina está provista deinversión de la rotación, comprobar
que esté conmutada para trabajar en elsentido de rotación deseado.
6.1.2.1 Versión estándar
A) Versión base
– Llevar el selector F a la posición detrabajo deseada.
– Girar el selector B en posición Ipara poner en marcha el grupooperador.
B) Versión con inversión derotación en el tupí
– Llevar el selector F a la posición detrabajo deseada.
– Para habilitar los gruposoperadores, girar el selector Ghacia la izquierda (posición 1 ).Para poner en marcha la tupí ensentido horario (a favor del avan-ce) girar el selector G hacia laderecha (pos.2 ).
– Girar el selector B en posición Ipara poner en marcha el grupooperador.
– Llevarse al relativo puesto de tra-bajo.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 122 -
6.1.2.2 Versione USA eCANADA
A) Versione base– Ruotare il selettore del magne-
totermico B in posizione I .– Portare il selettore F nella posi-
zione di lavoro desiderata.– Premere il pulsante I della
pulsantiera C per avviare il grup-po operatore (la pialla o la segaè possibile avviarla anche pre-mendo rispettivamente il pulsan-te D o E );
B) Versione con inversione dirotazione alla toupie
– Ruotare il selettore del magne-totermico B in posizione I .
– Portare il selettore F nella posi-zione di lavoro desiderata.
– Per abilitare i gruppi operatoriruotare il selettore G verso sini-stra (posizione 1 ). Per av-viare la toupie in senso orario(a favore avanzamento) ruotareil selettore G verso destra (pos.2
).– Premere il pulsante I della
pulsantiera C per avviare il grup-po operatore (la pialla o la segaè possibile avviarla anche pre-mendo rispettivamente il pulsan-te D o E );
– Portarsi nella relativa postazio-ne di lavoro.
6.1.3 Arresto macchina (fig. 3)
– Premere il pulsante O dellapulsantiera C (versione USA ECANADA) .
– Ruotare il selettore del magne-totermico B in posizione O.
– Portare il selettore F in posizio-ne O
– Portare il selettore G in posizio-ne O (opzionale)
6.1.4 Arresto diemergenza (fig. 3)
– Premere il pulsante A
6.1.2.2 U.S.A. and CANADAversion
A) Basic version– Turn the magnetothermal switch
selector B to position I .– Move the selector switch F in
the chosen working position.– Press the button I on pushbutton
panel C to start the working unit(the planer or saw can also bestarted by pressing the buttonsD or E, respectively);
B) Version with spindle moulderinverted direction of rotation
– Turn the magnetothermal switchselector B to position I .
– Move the selector switch F inthe chosen working position.
– To enable the machining heads,turn selector G to the left(position 1 ). To start thespindle moulder clockwisemovement (for feed) turnselector G to the right (pos. 2
).– Press the button I on pushbutton
panel C to start the working unit(the planer or saw can also bestarted by pressing the buttonsD or E, respectively);
– Move in the relevant workingsite.
6.1.3 Stopping themachine (fig. 3)
– Press the button O onpushbutton panel C (U.S.A. andCANADA version).
– Set the selector of themagnetothermal switch B toposition O.
– Move the selector F to positionO.
– Move the selector G to positionO(optional).
6.1.4 Emergencystop (fig. 3)
– Press pushbutton A.
3028_095_1.tif
B
A
D
B
A
E
A
F
F
C
A
G
www.bricose
rgio.it

- 123 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.1.2.2 USA und CANADA - Versi-on
A) Basisversion– Drehen Sie den magneto-thermi-
schen Wählschalter B auf PositionI .
– Wählschalter F in die gewünschteArbeitsposition bringen.
– Knopf I der Tastatur C zum Startender Bedienergruppe drücken(DerHobel oder die Säge kann auchdurch Drücken der Taste D bzw. Egestartet werden);
B) Version mit Umkehrung derDrehrichtung der Toupie
– Drehen Sie den magneto-thermischen Wählschalter B aufPosition I .
– Wählschalter F in die gewünschteArbeitsposition bringen.
– Zur Befähigung derArbeitsaggregate den Wähler Gnach links drehen (Stellung 1 ).Zum Starten der Tischfräse imUhrzeigersinn (für den Vorschub)den Wählschalter G nach rechtsdrehen (St.2 ).
– Knopf I der Tastatur C zum Startender Bedienergruppe drücken(DerHobel oder die Säge kann auchdurch Drücken der Taste D bzw. Egestartet werden);
– Sich in die entsprechendeArbeitsstellung begeben.
6.1.3 Maschinenhalt (Abb. 3)
– Knopf O der Tastatur C (USA undCANADA - Version).
– Den Wahlschalter des thermo-magnetischen Schutzschalters B inPosition O bringen.
– Den Wählschalter F auf Position Obringen.
– Wählschalter G auf Position Obringen (optional).
6.1.4 Nothalt (Abb. 3)
– Knopf A drücken.
6.1.2.2 Version U.S.A.et CANADA
A) Version de base– Tourner le sélecteur du
magnétothermique B sur la positionI.
– Mettre le sélecteur F dans la positiond’usinage voulue.
– Appuyer sur le bouton I du tableaude commande C pour mettre en mar-che le groupe opérateur (il est aussipossible de démarrer le robot ou lascie en appuyant respectivement surle poussoir D ou E );
B) Version avec inversion derotation de la toupie
– Tourner le sélecteur dumagnétothermique B sur la positionI.
– Mettre le sélecteur F dans la positiond’usinage voulue.
– Pour activer les groupes d’usinage,tourner le sélecteur G vers la gauche(position 1 ). Pour faire démarrerla toupie dans le sens horaire(facteur avance), tourner lesélecteur G vers la droite (pos.2
).– Appuyer sur le bouton I du tableau
de commande C pour mettre en mar-che le groupe opérateur (il est aussipossible de démarrer le robot ou lascie en appuyant respectivement surle poussoir D ou E );
– Se mettre dans la position de travail.
6.1.3 Arret de la machine(fig. 3)
– Appuyer sur le bouton O du tableaude commande C(Version U.S.A.et CANADA).
– Placer le sélecteur de l’interrupteurmagnétique et thermique B sur laposition O.
– Mettre le sélecteur F sur la positionO.
– Amener le sélecteur G à laposition O (optionnel).
6.1.4 Arret d'urgence (fig. 3)
– Appuyer sur le bouton A.
6.1.2.2 Versión U.S.A.y CANADA
A) Versión base– Llevar el selector del magnetotérmico
B a la posición I.
– Llevar el selector F a la posición detrabajo deseada.
– Apretar el pulsador I del panel demandos C para poner en marcha elgrupo operador (la buriladora o sierratambién se puede iniciar pulsandolos botones D o E respectivamente);
B) Versión con inversión derotación en el tupí
– Llevar el selector del magne-totérmico B a la posición I.
– Llevar el selector F a la posición detrabajo deseada.
– Para habilitar los gruposoperadores, girar el selector Ghacia la izquierda (posición 1 ).Para poner en marcha la tupí ensentido horario (a favor del avan-ce) girar el selector G hacia laderecha (pos.2 ).
– Apretar el pulsador I del panel demandos C para poner en marcha elgrupo operador (la buriladora o sierratambién se puede iniciar pulsandolos botones D o E respectivamente);
– Llevarse al relativo puesto detrabajo.
6.1.3 Parada de la maquina(fig. 3)
– Apretar el pulsador O del panel demandos C(Versión U.S.A.y CANADA).
– Poner el selector delmagnetotérmico B en la posiciónO.
– Colocar el selector F en posiciónO.
– Colocar el selector G en posición O(opcional).
6.1.4 Parada de emergencia (fig.3)
– Apretar el pulsador A.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 124 -
6.2. PIALLATURA A FILO
Serve per raddrizzare, con una opiù passate, legno massiccio e fareil refilo sul lato lungo di un pannel-lo.Queste operazioni consentono unprimo piano di riferimento per tuttele successive fasi di lavorazione(fig. 4).Dopo aver raddrizzato un lato dellistello 1 piallare a filo il lato conti-nuo 2, a 90°, per eseguire le suc-cessive piallature a spessore ericavare un quadrotto finito su tut-te e quattro le faccie.Prima di procedere alla lavorazio-ne leggere attentamente nei para-grafi che seguono, i consigli disicurezza e le regolazioni della pro-tezione pialla.
Consigli di sicurezza
Lavorare sempre con la protezio-ne albero pialla montata.
Conservare i bordi della macchinapuliti e sgombri. Adottare una po-sizione stabile durante tutto il la-voro.
Il pressaggio del legno si effettuasui piani a filo e mai in corrispon-denza dell'albero pialla.Nell'ultimo tratto la mano deve es-sere sempre posizionata dopo l'al-bero pialla, sul piano di uscita.
Utilizzare lo spintore di fine pas-saggio in particolare modo per ipiccoli pezzi di piccola sezione.
Presentare la parte concava delpezzo di legno verso i piani edevitare di lavorare legni che ab-biano archi ed altri difetti troppoevidenti (fessure, spaccature ecc).
In particolare fare attenzione ainodi che potrebbero fuoriusciredalla propria sede costituendo unpericolo.
La velocità di avanzamento del le-gno deve essere sempre propor-zionata allo spessore da asportare.
Assicurarsi della perfetta stabilitàdei pezzi ed utilizzare un supportoposizionato dietro il piano di uscitaper reggere i pezzi lunghi.
6.2. SURFACING TABLES
This operation is carried out forstraightening a wood piece andfor trimming the long side of apanel.In this way you get a referenceplan for the next working steps (fig.4).After straightening a ledge side 1surface side 2 at 90° in order tocarry out the thicknessing: in thisway it is possible to obtain afinished piece planned on all 4sides.Before proceeding with machining,carefully read the advice on safetyand planer-protection adjustmentin the following paragraphs.
Safety recommandations
Always work with the plane arborguard fitted.
Keep the edges of the machineclean and clear. Keep a steadyposition while working.
The wood piece should always bepressed on the thicknessing tablesand never near the plane arbor.When working the last part, thehand should always be positionedafter the plane arbor, on the exittable.
Use the pushing device, in orderto safely machine smallworkpieces with small sections.
Rest the wood piece with its hollowside towards the tables; avoid theworking of wood blocks withbendings and other very evidentflaws (cracks, splits, etc.).
In particular, be careful of knotswhich could jump out andrepresent a hazard.
The feed speed of the wood mustalways be proportionate to thethickness to be removed.
Always check that the pieces aresteady and use a support, to bepositioned behind the outlet table,to hold long workpieces.
040.064
1 21
4
www.bricose
rgio.it

- 125 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.2. ABRICHTHOBELN
Diese Bearbeitung wird durchgeführtum Werkstücke aus Massivholzauszurichten und die lange Seite einerPlatte zu besäumen.Das Abrichthobeln erzeugt eineBezugfläche für die anderenArbeitsvorgänge (Abb. 4).Nach dem Abrichthobeln derLeistenseite 1 die Seite 2abrichthobeln um die Bearbeitung mitDickte vorzunehmen; auf diese Weisewird ein Holzkantel mit allen 4gehobelten Seiten erreicht.Vor der Bearbeitung sind die folgendenAbschnitte, Sicherheits-vorschriftenund Anweisungen zur Einstellung desHobelschutzes, aufmerksam zu lesen.
Ratschläge für die Sicherheit
Bei der Arbeit muß dieSchutzvorrichtung der Hobelwelleimmer montiert sein.
Maschinenränder frei und sauberhalten. Während der ganzen Arbeiteinen festen Standpunkt annehmen.
Die Holzpressung erfolgt auf denFlächen mit Kante und nie gegenüberder Hobelwelle.Auf dem letzten Streckenabschnittmuß die Hand immer hinter derHobelwelle liegen, auf derAusgangsfläche.
Das Schiebeholz besonders für dieBearbeitung von Endstücken undkleinen Stücken benutzen.
Den ausgehöhlten Teil des Holzstücksgegen den Tisch anlegen; dieBearbeitung von Holzstücken mit Bogenund anderen zu deutlichen Fehlernvermeiden (Risse, Brüche usw.).
Man passe vor allem auf die Knotenauf, diese könnten herausspringen,was gefährlich sein kann.
Die Vorrückgeschwindigkeit desHolzes muß immer proportional zurDicke sein, die entfernt werden soll.
Sich versichern über die Haltbarkeitder Stücke und eine Stütze hinter demAusgangstisch anbringen zum Haltvon langen Stücken.
6.2. DEGAUCHISSAGE
Le dégauchissage est exécuté pourredresser une pièce de bois massif etpour exécutér le dressage sur le côtélong d’un panneau.Cette opération donne un plan de répèrepour les autres phases d’usinage (fig.4).Après le dressage d’un côté de la pièce1 dégauchir le côté continu 2 à 90°pour obtenir avec le rabotage une pièceà section parfaitement carrée.Avant de commencer l’usinage lireattentivement, dans les paragraphessuivants, les consignes de sécurité etles réglages de la protection de laraboteuse.
Conseil de sécurité
Toujours travailler avec la protectionarbre porte-lames montée.
Conserver les abords de la machinepropres et dégagés. Adopter uneposition stable tout au long du travail.
Le pressage du bois s’effectue sur destables d’épaisseur et jamais à la hauteurde l’arbre porte-lames.Dans la dernière partie, la main doittoujours être positionnée après l’arbreporte-lames, sur la table de sortie.
Utiliser le poussoir de fin de passenotamment pour les pièces de petitesection.
Appuyer la pièce à usiner avec son côtéconcave vers les tables et éviterl’usinage de pièces de bois avec desdéfauts très évidents (fentes, crevasses,etc.).
En particulier, faire attention aux loupesqui peuvent sortir de leur siège etreprésenter une source de danger.
La vitesse d’avance du bois doittoujours être proportionnée àl’épaisseur à tirer
Veiller à la borne stabilité des pièces etutiliser une servante pour soutenir lespièces longues derrière la table desortie.
6.2. ACEPILLADURA CONTRAHILO
Sirve para enderezar mediante una omás pasadas, la madera maciza yrecortar a lo largo del lado largo deun panel.Estas operaciones permiten un primerplano de referencia para todas lasucesivas fases de trabajo (fig. 4).Después de haber enderezado unlado del listón 1, cepillar contra hilo ellado continuo 2, a 90°, para efectuarlas acepilladuras siguientes deespesor y obtener un cuadradoacabado en las cuatro caras.Antes de proceder al trabajo, leeratentamente los consejos deseguridad y las regulaciones de laprotección cepillo indicados en lossiguientes párrafos.
Consejos para la seguridad
Trabajar siempre con la proteccióndel eje del cepillo montada.
Mantener los bordes de la máquinalimpios y libres. Mantener unaposición estable durante todo eltrabajo.
El prensado de la madera se efectúaen los planos al mismo nivel y nuncaen correspondencia del eje del cepillo.En el último tramo, la mano debe estarposicionada siempre después del ejedel cepillo, en el plano de salida.
Utilizar el empujador de fin de pasada,en particular para las piezaspequeñas con secciones reducidas.
Situar la parte cóncava de la pieza demadera hacia los planos y evitar ela-borar las piezas de madera con arcosu otros defectos muy evidentes (porejemplo hendeduras, etc.).
Especialmente, prestar atención a losnudos, que podrían salirse y provo-car accidentes.
La velocidad de avance de la maderasiempre debe ser proporcional alespesor que debe quitarse.
Asegurarse de la estabilidad perfectade las piezas y utilizar un soporte aposicionar detrás del plano de salidapara soportar las piezas largas.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 126 -
Pulire i trucioli rimasti sui piani conun pezzo di legno piuttosto checon le mani.
In caso di intasamento dei trucioliall'interno della macchina o dellabocca, intervenire solo con la mac-china ferma ed interruttore gene-rale lucchettato.
Paraffinare i piani o utilizzare qual-siasi altro prodotto simile per mi-gliorare lo scorrimento dei pezzi.
6.2.1 Protezione pialla
La macchina è dotata di due pro-tezioni alla pialla:
A - protezione dietro la guida piallaB - protezione a boomerang
Protezione dietro la guida piallaE' una protezione snodata che co-pre sempre l'albero pialla in en-trambe le posizioni della guidarispettivamente a 90° e 45°.
Protezione a boomerang BProtegge l'albero pialla quando silavora a filo.Mediante una molla contenuta nelmozzo,la protezione preme co-stantemente contro la guida filo.Introducendo il pezzo da lavorarecontro la guida,la protezione sisposta ruotando sul suoperno,rimanendo aderente al le-gno fino alla fine dellalavorazione,mantenendo copertala porzione di albero pialla che nonviene utilizzata.Appoggiare il pezzo da lavorarecontro la guida spingere con unmano ed esercitare pressione conl’altra.
ATTENZIONE
Le mani non devono mai esserein corrispondenza dell’albero
pialla.
Clear the chips left on the tablesusing a wood piece, not with yourhands.
In case the chips have blockedthe inside of the machine or theinlet area, do clear them only afterstopping the machine and lockingthe main switch.
In order to have a better gliding ofthe pieces to be machined, applysome paraffin onto the tables, oruse a similar product.
6.2.1 Planer protection
The machine is equipped with twoprotections on the planer:
A - protection behind the planer guideB - bridge-type protection
Protection behind the planerguideThis is an articulated protectionwhich always covers the planershaft in both the guide positions,90º and 45º respectively.
Boomerang-type protection BIt protects the cutterblock whilesurfacing.By means of a spring in the hub,the protection constantly pressesagainst the surface fence.By introducing the piece to beworked against the fence, theprotection moves and turns on itspivot, remaining fast against thewood until the operation terminatesand keeping the unused part of thecutterblock covered.Rest the piece to be machinedagainst the fence, pushing it withone hand and pressing it with theother hand.
WARNING
Never put your hands near thecutterblock.
030_033_0.TIF
B
5
A
www.bricose
rgio.it

- 127 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Den Tisch nicht mit den Händen vonSpänen reinigen, sondern einHolzstück benutzen.
Falls eine Verstopfung der Maschineoder des Eingangs durch Spänevorliegt, nur bei Maschinenstillstandund bei verschlossenemHauptschalter eingreifen.
Den Tisch paraffinieren oder irgendeinanderes, ähnliches Mittel benutzen,um die Gleitfähigkeit der Stücke zuverbessern.
6.2.1 Hobelschutz
Die Maschine ist mit zwei Schutzvor-richtungen für den Hobel ausgestattet:
A - Schutz hinter der HobelführungB - Schutzbrücke
Schutz hinter der HobelführungDies ist eine Schutzvorrichtung mitGelenk, die die Hobelwelle in beidenPositionen abdeckt, sowohl bei 90°,als auch bei 45°.
Boomerangschutz B.Hobelwelle schützen, wenn man indirekter Nähe arbeitet.Mit der Feder in der Nabe drückt dieSchutzvorrichtung ständig gegen dieFührung.Wenn ein Werkstück gegen dieFührung geschoben wird, dreht dieSchutzvorrichtung sich um denBolzen, liegt bis zum Ende derBearbeitung stets auf dem Holz aufund deckt so den Teil der Hobelwelleab, der nicht verwendet wird.Werkstück an der Führung anlegen,mit einer Hand drückend und mit deranderen schiebend
ACHTUNG
Die Hände dürfen nie auf der Höheder Hobelwelle sein.
Nettoyer les copeaux restés sur lestables avec une chute de bois plutôtqu'avec les mains.
En cas de bourrage des copeaux àl'intérieur de la machine où de la buse,n'intervenir que machine à l'arrêt et sec-tionneur cadenassé.Cette dernière précaution est à prendreégalement lors du remplacement deslames du porte-outils.
Utiliser des lames correctement affû-tées et veiller à leur bon réglage.Paraffiner les tables ou utiliser toutautre produit similaire afin d'améliorerle glissement des pièces.
6.2.1 Protection de la raboteuse
La machine est équipée de deuxprotections sur le rabot:
A - protection derrière la glissière rabot.B - protection a pont
Protection derrière la glissière rabotC’est une protection articulée quicouvre toujours l’arbre rabot pour lesdeux positions de la glissièrerespectivement à 90° et 45°.
Protection à boomerang B.Protège l’arbre porte-lames lors dudégauchissage.A l’aide d’un ressort, se trouvant dansle moyeu, la protection appuie enpermanence sur la glissière fil.En introduisant la pièce à usiner contrela glissière, la protection tourne surson pivot, tout en restant contre le boisjusqu’à la fin de l’usinage, et maintientla partie plane de l’arbre qui n’est pasutilisée.Appuyer la pièce à usiner contre leguide, en la poussant avec une mainet en exércitant une pression avecl’autre.
ATTENTION
Ne jamais tenir les mains près del’arbre rabot.
Eliminar las virutas que quedan sobrelos planos con una pieza de madera,y no con las manos.
En caso de atascamiento de las virutasen la parte interior de la máquina o dela boca, obrar solamente con máquinaparada y con interruptor generalcerrado con llave.
Parafinar los planos o bien utilizarcualquier otro producto parecido paramejorar el deslizamiento de laspiezas.
6.2.1 Protección cepillo
La máquina cuenta con dosprotecciones para el cepillo:
A - protección detrás de la guíacepillo.
B - protección a puente
Protección detrás de la guía cepilloSe trata de una protección articuladaque cubre siempre el eje cepillo enlas dos posiciones de la guía (a 90º y45º).
Protección a boomerang B .Proteger el árbol cepillo durante eltrabajo contra hilo.La protección aprieta constantementecontra la guía hilo gracias a un muellecontenido en el cubo.Colocando la pieza a elaborar contrala guía, la protección se desplaza ro-tando sobre su perno,permaneciendo adherida a la maderahasta el final de la elaboración,manteniendo cubierta la porción deeje del cepillo que no se utiliza.Apoyar la pieza a elaborar contra laguía, empujar con una mano yejecercer presión con la otra.
ATENCION
No poner nunca las manos cercadel árbol cepillo.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 128 -
6.3. PIALLATURA ASPESSORE
Serve per portare allo spessore de-siderato dei listelli, dopo la piallaturaa filo.Controllare con un calibro la misu-ra del quadrotto da piallare .L’asportazione massima per ognipassata è di 5 mm.
Per eseguire la piallatura a spes-sore predisporre la macchina(fig.6) seguendo le istruzioni delcap. 5.
Utilizzare dei supporti per pezzilunghi.
Avviare la macchina e procederealla lavorazione seguendo atten-tamente le indicazioni del para-grafo che segue.
Prima di abbassare i piani a filo,ricordarsi di rimettere la cuffia D(fig. 6) nella posizione iniziale, diabbassare il piano spessore in
modo da non danneggiare alcunelemento e di riportare la leva Hin posizione di riposo per non
rovinare la frizione.
6.3. THICKNESSING
This operation is carried out forobtaining the required thickness ofa given workpiece after surfacing.Measure the workpiece thicknessby means of a gauge.Max. stock removal after eachstroke: 5 mm.
To execute thicknessing set up themachine (fig. 6) following theinstructions in Chap. 5.
Use supports for longerworkpieces.
Start the machine and proceedwith machining, carefully followingthe instructions in the paragraphbelow.
Before lowering thethicknessing tables, rememberto return the protection D (fig.6)to its original position, to lowerthe thicknessing table in such
a way as to avoid damagingany part and to return lever Hto rest position so as not to
damage the clutch.
028.041.1.tif6
D
H
www.bricose
rgio.it

- 129 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.3. DICKENHOBELN
Zum Erreichen der gewünschten Dickeeines Werkstückes nach demAbrichthobeln.Werkstückdicke mit Lehre messen.Max. Spanabtrag je Arbeitsgang5 mm.
Bei der Verwendung als Dicktenhobel(Abb. 6) wird die Maschine wie inKapitel 5 beschrieben vorbereitet.
Für lange Stücke Stützen benutzen.
Die Maschine anlassen und die Arbeitunter aufmerksamer Befolgung derAngaben des folgenden Abschnittseinstellen.
Bevor die Flächen mit Kante gesenktwerden, muß man die Haube D
wieder in ihrer Anfangspositionaufsetzen (Abb. 6), die
Dickenfläche so senken, daß keineElement beschädigt wird und denHebel H in Ruhestellung bringen,
damit die Kupplung keinenSchaden nimmt.
6.3. RABOTAGE
Cette opération est exécutée pourobtenir l’épaisseur désirée de la pièceaprès le dégauchissage.Mesurer l’épaisseur de la pièce avecpied à coulisse .Enlèvement max pour chaque passe:5 mm.
Pour effectuer le rabotage del’épaisseur préparer la machine (fig.6) en suivant les instructions figurantau chap. 5.
Utiliser des supports pour pièceslongues.
Actionner la machine et effectuerl’usinage en suivant scrupuleusementles indications fournies dans leparagraphe suivant.
Avant d’abaisser les tablesd’épaisseur, remettre la calotte D(fig. 6) dans sa position initiale,
abaisser la table d’épaisseur de façonà ne pas endommager les éléments etremettre le levier H en position de
repos pour ne pas abîmerl’embrayage.
6.3. ACEPILLADURA DEREGRUESAR
Sirve para definir el espesor de loslistones después de la acepilladuracontra hilo.Controlar mediante un calibre lamedida del cuadro a cepillar .El corte máximo por cada pasada esde 5 mm.
Para efectuar la cepilladura deregruesar, preparar la máquina (fig.6) siguiendo las instruciones que seencuentran en el cap.5.
Utilizar algunos soportes para laspiezas más largas.
Poner la máquina en funcionamientoy proceder al trabajo siguiendoatentamente las indicaciones delsiguiente punto.
Antes de bajar los planos al mismonivel, acordarse de volver a colocar
el sombrerete D (fig. 6) en la posicióninicial, de bajar el plano espesorpara no dañar ningún elemento yponer nuevamente la palanca Hen posición de reposo para no
arruinar el embrague.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 130 -
Protezioni di sicurezza dellapiallatriceDei martelletti di ritenuta a funzio-namento automatico adeguabili aqualsiasi spessore di legno, evita-no che il pezzo in lavorazione pos-sa essere proiettato control’operatore, garantendo quindi unaprotezione attiva efficace.Prima di qualsiasi lavorazione,controllare che tutti i martelletti diritenuta possano muoversi conflessibilità intorno al proprio albe-ro di supporto e che ricadano cor-rettamente in posizione bassa.Per evitare l’eventuale indurimentoo bloccaggio dei martelletti di rite-nuta, è necessario mantenerli co-stantemente puliti, togliendo truciolio pezzetti di legno con un gettoenergico di aria compressa.Togliere i residui di resina, lavan-do tutto il gruppo con un pennelloe acqua ragia, asciugando suc-cessivamente con aria compres-sa.
Qualora il pezzo da lavorare sibloccasse, arrestare completa-mente l'albero pialla, abbassareil piano spessore ed estrarre il
pezzo.Evitare di trovarsi con l'albero piallain movimento, col viso di fronte alpiano dove potrebbero fuoriusciredei residui di legno.Evitare di lavorare legno con difet-ti troppo rilevanti (fessure,nodi......).Lavorare un solo pezzo per volta.Verificare periodicamente che i rullidi trascinamento abbiano sempreuna corretta sospensione (oscilla-zione verso l’alto). Pulire regolar-mente l’albero portautensili e i rullidi trascinamento legno (con ariacompressa-petrolio).Effettuare la pulizia della macchi-na facendo uso di un'aspiratore;usare l'aria compressa solo quan-do è strettamente necessario, fa-cendo uso di occhiali di protezionee mascherina.
Planer safety protectionsSome automatically working pawls,which fit to wood pieces ofwhichever thickness, avoid that thepiece being machined may bethrown against the user, assuringin this way an active and effectivekind of protection.Before whichever kind ofmachining, check the correct andeasy movement of the pawlsaround its own support shaft, andthat they correctly fall down to theirlow position.To avoid any hardening or blockingof the pawls, it is necessary tokeep them constantly clean,clearing away chips and woodsplinters by means of a powerfuljet of compressed air.Remove any resine spot cleaningthe whole unit with some turpentine(to be applied with a brush) anddrying then it up with somecompressed air.
In case of jamming of theworkpiece, completely stop
the cutterblock, lower thethicknessing table and pull out
the workpiece.Never remain with your face in frontof the table when the plane arboris operating. Danger of woodshavings flying out.Do not machine wood pieces withtoo evident flaws (cracks, knots...).Machine one piece at a time.Periodically check that the drivingrollers are correctly suspended,i.e. that they oscillate in the rightway. Regularly clean the shaft andthe wood driving rollers (usingcompressed air or some oil).Clean the machine using a vacuumcleaner. Use compressed air onlywhen strictly necessary, usingprotective glasses and a mask.
www.bricose
rgio.it

- 131 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Sicherheitsschutz der Hobel-maschineKleine Haltungshammer im automati-schen Betrieb jeder Holzdicke anpaß-bar, vermeiden, daß das Werkstückgegen den Bediener geschleudert wirdund garantieren somit wirksamenSchutz.Vor jederart von Bearbeitung kontrol-lieren, ob alle Haltungshammer sichbiegsam um ihre Halterungswelle be-wegen können und ob sie korrekt inihre untere Stellung zurückfallen.Um ein eventuelles Verhärten odereine Blockierung der Haltungs-hammer zu vermeiden, ist es nötig,sie ständig sauber zu halten durchEntfernen von Spänen oder Holz-stückchen mit einem nergischenDruckluftstrahl.Harzreste durch Waschen der ganzenGruppe mit einem Pinsel undTerpentin entfernen undanschließend mit Druckluft trocknen.
Falls sich das Arbeitsstückblockiert, die Hobelwelle ganz
anhalten, den Stärketisch senkenund das Arbeitsstück
herausziehen.Wenn die Hobelwelle in Bewegungist, darf man sich mit dem Gesichtnicht der Fläche nähern,dennHolzsplitter könnten heraus-springen.Vermeiden, Holz mit zu erheblichenFehlern (Rissen, Knoten...) zubearbeiten.Jeweils nur ein Werkstück bearbeiten.Regelmäßig prüfen, ob die Schlepp-walzen immer die richtige Aufhängunghaben (Schwingung nach oben).Regelmäßig die Werkzeugwelle unddie Holzschleppwalzen säubern(mitDruckluft-Petrolium).Bei der Durchführung der Reinigungder Maschine einen Staubsaugerverwenden; Druckluft nur benutzen,wenn es unbedingt erforderlich ist unddabei Schutzbrille und –maske tragen.
Protections de sécurité de la rabo-teuseDes doigts anti-reculs à fonctionnementautomatique, qui peuvent être ajustés àn’importe quel épaisseur de bois, évitentque la pièce soit lancée vers l’opérateurpendant l’usinage, en assurant ainsi uneprotection active et efficace.Avant de toute usinage, vérifier quetous les doigts anti-recul bougentaisément autour de leur arbre desupport et qu’ils tombent en positionbaisse d’une façon correcte.Pour éviter tout durcissement oublocage des doigts anti-recul, il faut lesgarder toujours propres, en nettoyanttous coupeaux et morceaux de bois àl’aide d’un jet énergique d’air comprimé.Oter les résidus de résine, en nettoyanttout l’ensemble avec un pinceau et del’essence de térébenthine, et enl’essuyant ensuite avec de l’aircomprimé.
Si la pièce à usiner se bloque,arrêter complètement l’arbre rabot,
abaisser la table d’épaisseur ettirer la pièce.
Eviter de se tourner avec le visagevers la table, lorsque l’arbre porte-lames est en mouvement, étant donnéque des résidus de bois pourraient êtreprojetés.Eviter de travailler des bois présentantde trop gros défauts (fentes, noeuds...).N’usiner qu’une seule pièce à la fois.Vérifier périodiquement que le rou-leaux d'entraînement aient toujours unesuspension correcte (débat-tement enhauteur). Nettoyer régulièrement l'arbreporte-outils et les rouleaux d'entraîne-ment des bois (air comprimé-pétrole.).Nettoyer la machine à l’aide d’unaspirateur. N’utiliser de l’air compriméque lorsque c’est strictementnécessaire et en portant des lunettesde protection et un masque.
Protecciones para la seguridad delcepilloLa presencia de algunos pestillos defuncionamiento automático ajustablesa cualquier espesor de madera, evitanque la pieza a elaborar puedaproyectarse contra el operador, garan-tizando por lo tanto una protección muyeficaz.Antes de efectuar cualquier trabajo,controlar que todos los pestillospuedan moverse fácilmentealrededor del eje de soporte y quepuedan caer correctamente enposición baja.Para evitar el endurecimiento obloqueo de los pestillos, es necesariomantenerlos constantemente limpios,sacando virutas o piezas de manderacon un chorro de aire comprimido.Eliminar los residuos de resina conun pincel y aguarrás, luego secar conaire comprimido.En caso de bloqueo de la pieza atrabajar, parar completamente el
árbol cepillo, bajar el planoespesor y sacar la pieza.
No aproximar el rostro frente al planodel eje del cepillo cuando está enmovimiento, ya que podrían salirvirutas de madera.Evitar elaborar la madera que tengadefectos muy visibles (fisuras, nu-dos, etc.).Elaborar las piezas de una en una.Controlar periódicamente la suspen-sión correcta de los rodillos de arras-tre (oscilación hacia arriba). Limpiarregularmente el árbolportaherramienta y los rodillos dearrastre madera (con aire comprimi-do - petróleo).Efectuar la limpieza de la máquinautilizando un aspirador; usar airecomprimido sólo cuando seaverdaderamente necesario, utilizandogafas de protección y mascarilla.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 132 -
6.4. SEGA CIRCOLARE
Quando si lavora alla segachiudere completamente il forodella toupie tramite gli anelli in
dotazione. A fine lavoroabbassare completamente laprotezione sega in appoggio
sul piano.
La scelta del metodo per eseguireun taglio con la sega circolare di-pende dalle dimensioni del legnoda lavorare e dal tipo di lavorazio-ne da eseguire.Nel taglio del pannello nobilitato èindispensabile l’util izzodell’incisore per evitare possibilischeggiature.Quando l'incisore non serve ab-bassarlo completamente sotto ilpiano.Regolare il gruppo sega e incisorecome descritto nel cap.5.
6.4.1 Lavorazione con ilvagone
Nelle lavorazioni di pannelli di gran-di dimensioni, posizionare la rigatelescopica e il telaio di squadro inspinta (vedi fig.7); con questa po-sizione si ottiene la massima lun-ghezza di taglio.
1) primo taglio (fig.7)
- far scorrere il vagone tutto adestra e bloccarlo ruotando laleva A;
- appoggiare il pannello C controla riga in alluminio E e bloccarlocon il braccio stringipezzo D ;
- sbloccare il vagone agendo sul-la leva A e procedere al tagliofacendo avanzare il vagonecontro la lama sega.
2) secondo taglio (fig.8)- ruotare il pannello di 90°, ap-
poggiare il lato precedentemen-te rifilato contro la guida E eripetere le operazioni come alpunto 1.
6.4. CIRCULAR SAW
When working with the sawcompletely close the router
hole using the rings provided.After finishing work,
completely lower the sawprotection res
The choice of the method to useto make a cut with the circular sawdepends on the dimensions of thewood to be machined and the typeof machining to be carried out.For cutting ennobled wood, use ofthe engraver is indispensable toprevent chipping.When the engraver is not needed,lower it completely underneath thetable.Adjust the saw and engraver as-sembly as described in Chap. 5.
6.4.1 Machining with thewagon
When machining large panels,position the telescopic ruler andthe squaring frame for thrust ma-chining (see Fig. 7; with this posi-tion maximum cutting length isobtained.
1) first cut (Fig. 7)
- Slide the wagon completely tothe right and lock it by turningthe lever A;
- Place the panel C against thealuminium ruler E and lock itwith the piece gripping arm D;
- release the wagon by operatingthe lever A and proceed withcutting by moving the wagonforward against the saw blade.
2) second cut (Fig. 8)- Turn the panel by 90°, place the
side previously trimmed againstthe guide E and repeat the op-erations as in point 1.
D
E
D
E
028.050.1.tif 7
028.051.1.tif 8
2
1
C
A
www.bricose
rgio.it

- 133 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.4. BEARBEITUNG MITKREISSÄGE
Bei der Arbeit an der Säge dieÖffnung der Oberfräse mit den
mitgelieferten Ringe vollständigverschließen. Bei Arbeitsende die
Schutzvorrichtung der Sägevollständig auf den Tisch
aufsetzen.
Die Arbeitsweise zur Ausführung ei-nes Schnittes mit der Kreissäge hängtvon den Abmessungen des zu sä-genden Holzteiles und von der Artdes auszuführenden Schnittes ab.Beim Sägen einer Edelholzplatte istder Einsatz des Schneidersunerläßlich, um ein Splittern desHolzes zu vermeiden.Wenn der Schneider nicht benutztwird, kann er vollständig unter die Ar-beitsfläche versenkt werden.Stellen Sie die Sägegruppe und denSchneider wie in Kap.5 beschriebenein.
6.4.1 Arbeiten mit demWaggon
Bei der Bearbeitung großer Holz-platten sind die Teleskopschiene undder Winkelrahmen auf Stoß zupositionieren (siehe Abb.7). In dieserPosition wird die höchste Schnittlängeerzielt.
1) Erster Schnitt (Abb.7)
- Lassen Sie den Waggon ganz nachrechts gleiten und blockieren Sieihn durch Anziehen des Hebels A;
- Legen Sie das Paneel C an dieAluminiumschiene E an und blok-kieren Sie es mit dem Preßarm D ;
- Entsperren Sie den Waggon mitHilfe des Hebels A und führen Sieden Sägeschnitt durch Vorschie-ben des Waggons gegen das Sä-geblatt aus.
2) Zweiter Schnitt (Abb.8)- Drehen Sie die Platte um 90°, legen
Sie die zuvor gesägte Seite an dieFührung E an und wiederholen Siedie unter Punkt 1 beschriebenenOperationen.
6.4. USINAGE AVEC SCIECIRCULAIRE
Quand on travaille sur la scie fermercomplètement l’orifice de la toupie
à l’aide des bagues fournies enéquipement. Après l’usinagedescendre complètement la
protection scie en appui sur le plan.
Le choix de la modalité, pour exécuterune coupe avec la scie circulaire,dépend des dimensions du bois àusiner et du type d’usinage à effectuer.Dans la coupe du panneau en stratifié,il est indispensable d’utiliser le dispositifde coupe pour éviter des éclats.Lorsque le dispositif de coupe ne sertpas le baisser complètement sous leplan.Régler le groupe scie et le dispositif decoupe comme indiqué au chap.5.
6.4.1 Usinage avec lechariot
Lors des usinages de panneaux degrandes dimensions, positionner larègle télescopique et le bâti d’équerreen poussée (voir fig.7); avec cetteposition on obtient la longueur de coupemaximum.
1) première coupe (fig.7)
- faire coulisser le chariot complète-ment à droite et le bloquer entournant le levier A;
- poser le panneau C contre la règleen aluminium E et le bloquer avec lebras serre-pièce D ;
- débloquer le chariot en agissant surle levier A et effectuer la coupe enfaisant avancer le chariot contre lalame scie.
2) deuxième coupe (fig.8)- tourner le panneau de 90°, poser le
côté précédemment ébarbé contrele guide E et répéter les opérationscomme indiqué au point 1.
6.4. SIERRA CIRCULAR
Cuando se trabaja con la sierracerrar completamente el agujero
tupí mediante los anillos endotación. Al terminar el trabajohacer que la protección de la
sierra descienda completamentehasta que se apoye al plano.
La elección del método para efectuarun corte con la sierra circular dependede las dimensiones de la madera aelaborar y del tipo de elaboración aefectuar.Cuando se cortan de paneles reves-tidos, es indispensable el empleo deltallador para evitar posibles astillados.Cuando el tallador no sirve, bajarlocompletamente debajo del plano.Regular el grupo sierra y talladorcomo se indica en el capítulo 5.
6.4.1 Elaboraciones con elvagón
Cuando se elaboran paneles de gran-des dimensiones, colocar la reglatelescópica y el bastidor de escuadraen empuje (véase fig. 7); con estaposición se obtiene la máximalongitud de corte.
1) Primer corte (fig. 7)
- Desplazar el vagón completamen-te hacia la derecha y trabarlogirando la palanca A.
- Apoyar el panel C contra la reglade aluminio E y trabarlo con elbrazo de ajuste pieza D.
- Destrabar el vagón mediante lapalanca A y proceder al cortehaciendo avanzar el vagón contrala hoja sierra.
2) Segundo corte (fig.8)- Girar el panel a 90°, apoyar el lado
anteriormente recortado contra laguía E y repetir las operacionesindicadas en el punto 1.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 134 -
3) terzo taglio (fig.9)- ribloccare il vagone come al pun-
to 1;- posizionare la battuta F in fun-
zione della larghezza di taglioda eseguire;
- ruotare il pannello di 90°- appoggiare il lato rifilato contro
la riga in alluminio E e contro labattuta F e bloccare il pannellocon il braccio stringipezzo D;
- sbloccare il vagone e procede-re al taglio.
4) quarto taglio- ripetere le operazioni come al
punto 3.
Per tagli di pannelli con dimensio-ni più contenute, è più agevole la-vorare con la riga telescopica inappoggio (vedi fig.10).
Il taglio di pannelli di piccole di-mensioni si può effettuare anchecon il dispositivo tagli angolati illu-strato in fig.11 (fornibile a richie-sta).
Per tagli inclinati rispetto alla cor-sa del carro, occorre posizionarela guida telescopica D (fig.10) o ildispositivo tagli angolati E (fig. 11)in funzione dell’inclinazione desi-derata facendo riferimento rispet-tivamente alla scala G o H.
Bloccare sempre il pezzoutilizzando il pressore quando si
usa il carro scorrevole.
La lavorazione in appoggio sullaguida, con incisore inserito, deveessere eseguita con particolarecautela in quanto la rotazione
dell'incisore coincide conl'avanzamento del pezzo
provocandone iltrascinamento.
3) third cut (fig. 9)- Relock the wagon as in point 1;- Position the stop F according
to the cutting width to be ex-ecuted;
- Turn the panel by 90°- Place the trimmed side against
the aluminium ruler E andagainst the stop F and lock thepanel with the piece grippingarm D;
- Release the wagon and proceedwith cutting.
4) Fourth cut- Repeat the operations as in
point 3.
To cut smaller panels it is easierto work with the telescopic rulerpositioned for bearing machining(see Fig. 10).
Small panels may also be cut withthe device for angled cuts illus-trated in Fig. 11 (supplied on re-quest).
For cuts at an angle with respectto slide stroke, position thetelescopic fence D (fig. 10) or thedevice for angled cuts E (fig. 11)according to the required tilt (referto the scales G or H - respectively).
Always lock the workpiece usingthe presser when the slide is
used.
Always remove any trimmingsproduced during machining
because trimmings interposedbetween the blade and the saw
table might damage themachine or be a source of
danger for the operator.
D
E
F
028.052.1.tif 9
3
D
G
028.053.1.tif 10
028.118.0.tif 11
E H
www.bricose
rgio.it

- 135 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
3) Dritter Schnitt (Abb.9)- Blockieren Sie den Waggon wieder
wie unter Punkt 1 beschrieben;- Positionieren Sie den Anschlag F
je nach Länge des auszuführen-den Schnittes;
- Drehen Sie die Platte um 90°- Legen Sie die zuvor gesägte Seite
an die Aluminiumschiene E und anden Anschlag F an und blockierenSie das Paneel mit dem PreßarmD;
- Entsperren Sie den Waggon undführen Sie den Sägeschnitt aus.
4) Vierter Schnitt- Wiederholen Sie die unter Punkt 3
beschriebenen Operationen.
Beim Sägen von kleineren Platten istes angebracht, mit der aufgelegtenTeleskopschiene zu arbeiten (sieheAbb.10).
Kleinere Platten können auch mit derin Abb.11 gezeigten Winkelsägevor-richtung (auf Anfrage lieferbar) gesägtwerden.
Für Schnitte mit Schrägstellungbezüglich des Schlittenlaufs ist dieTeleskopführung D (Abb. 10) oder dieWinkelschnittvorrichtung E (Abb. 11)je nach gewünschtem Neigungsgradanzubringen. Hierzu sind auch dieSkalen G oder H zu benutzen.
Wenn der Schiebewageneingesetzt wird, muß das Stück
immer mit dem Druckstückblockiert werden.
Die Bearbeitung mit eingeschaltetemVorritzer und Auflage auf derFührung muß mit besonderer
Vorsicht durchgeführt werden, da dieDrehung des Vorritzers mit dem
Vorschub des Stückszusammenfällt und dessen
Mitnahme bewirkt.
3) troisième coupe (fig9)- rebloquer le chariot comme indiqué
au point 1;- positionner la buttée F en fonction
de la largeur de coupe à effectuer;- tourner le panneau de 90°- poser le côté ébarbé contre la règle
en aluminium E et contre la butée F,puis bloquer le panneau avec le brasserre-pièce D;
- débloquer le chariot et effectuer lacoupe.
4) quatrième coupe- répéter les opérations comme
indiqué au point 3.
Pour les coupes de panneaux ayantdes dimensions plus petites, il est plusfacile d’usiner avec la règle télescopiqueen appui (voir fig.10).
La coupe de panneaux de petitesdimensions peut également s’effectueravec le dispositif de coupes d’anglesillustré à la fig.11 (peut être fourni enoption).
Pour des coupes inclinées par rapportà la course du chariot, il faut positionnerle guide télescopique D (fig. 10) ou ledispositif des coupes d’angle E (fig.11)en fonction de l’inclinaison voulueet en se référant respectivement àl’échelle G ou H.
En cas d’utilisation du chariotcoulissant, bloquer toujours la pièce à
l’aide du presseur.
L’usinage en appui sur le guide,avec inciseur inséré, doit être
effectué avec précautionparticulière, car la rotation de
l’inciseur coïncide avec l’avance dela pièce en l’entraînant.
3) Tercer corte (fig. 9)- Trabar nuevamente el vagón como
en el punto 1.- Ubicar el tope F en base al ancho
del corte a efectuar.- Girar el panel a 90°.- Apoyar el lado recortado contra la
regla de aluminio E y contra el topeF y trabar el panel con el brazo deajuste pieza D.
- Destrabar el vagón y proceder alcorte.
4) Cuarto corte- Repetir las operaciones indicadas
en el punto 3.
Para cortes de paneles de medianasdimensiones, es más fácil trabajarcon la regla telescópica apoyada(véase fig. 10).
El corte de paneles de pequeñas di-mensiones puede ser efectuado tam-bién con el dispositivo de cortesangulares ilustrado en la fig.11(accesorio opcional).
Para efectuar cortes inclinados res-pecto del recorrido del carro, esnecesario ubicar la guía telescópica D(fig. 10) o el dispositivo para cortesangulares E (fig. 11) en base a lainclinación deseada, tomando comoreferencia la escala G o H respectiva-mente.
Sujetar siempre la pieza mediante elprensador cuando se usa el carro
corredizo.
Durante el trabajo sobre la guía contallador activado es necesario
tener especial cuidado, ya que larotación del tallador coincide conel avance de la pieza causando el
movimiento de arrastre.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 136 -
6.4.2 Lavorazione con la guidaparallela
Nell'esecuzione di tagli paralleliusare la guida A (fig.12).
Per il suo posizionamento e rego-lazioni seguire le istruzioni riporta-te nel cap.5.
Posizionare il carro vagone comein fig.12 e bloccarlo tramite il po-mello B.
Nel posizionamento del pezzo con-tro la guida A (fig. 12) l’operatorefa riferimento alla scala millimetrataC.
L'estremità della riga A (fig.13)deve essere posizionata
longitudinalmente lungo una lineaimmaginaria (B) che inizia a meta'della lama e scivola avanti di 45°Questo per evitare che i denti in
salita della sega afferrino il pezzoe lo lancino contro l'operatore.
Non mettere mai le mani inprossimità delle lame sega-incisore; usare sempre uno
spintore.
La macchina viene fornita con lospintore A (fig.14) e con la mano-pola B (fig.15).La manopola B può essere appli-cata a spintori di diverse dimen-sioni avvitandola con le viti indotazione.A seconda delle dimensioni delpezzo da lavorare scegliere il tipodi spintore più idoneo.
6.4.2 Working with theparallel guide
To perform parallel cuts use fenceA (fig.12).
To position and adjust, follow theinstructions in chap.5.
Position the wagon as shown inFig.12 and lock it with the knob B.
For positioning the workpieceagainst fence A (fig. 12) refer toscale C.
The end of fence A (fig. 13) mustbe positioned lengthwise along
an imaginary line (B) which startshalf way down the blade and slips
forward by 45°.This is to prevent that when thesaw lifts, the teeth grip the piece
and launch it against theoperator.
Never put the hands near the sawblade-engraver; always use a
pusher.
The machine is supplied with apusher A (Fig. 14) and with a knobB (Fig.15).The knob B may be applied topushers of different size, screw-ing it on with the screws provided.Depending on the dimensions ofthe piece to be machined, selectthe most suitable type of pusher.
A
B
7028.056.0.tif 13
009_049_0.tif 14
A
B
715
009_047_0.tif12
B
009_050_0.tif
A
C
www.bricose
rgio.it

- 137 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.4.2 Arbeiten mit der Parallel-führung
Bei der Ausführung vonParallelschnitten die Führung Averwenden (Abb. 12)
Bei der Positionierung und derEinstellung die Anweisungen vonKapitel 5 beachten.
Positionieren Sie den Waggonschlittenwie in Abb.12 gezeigt und blockierenSie ihn mit dem Kugelgriff B.
Die Positionierung des Werk-stückesgegen Parallelanschlag A (Abb. 12)erfolgt mit Bezug auf Skala C.
Das Ende der Führung A (Abb. 13)muss in Längsrichtung entlang der
gedachten Linie (B) positioniertwerden, die von der Mitte des
Sägeblatts ausgeht und sich imWinkel von 45° nach vorne erstreckt.
Damit wird vermieden, daß dieaufsteigenden Sägezähne das
Werkstück erfassen und gegen denBediener schleudern.
Hände niemals an Sägeblatt/Schneider heranführen! Benutzen Sie
stets den Schieber.
Die Maschine wird mit dem SchieberA (Abb.14) und dem Drehknopf B(Abb.15) geliefert.Der Drehknopf B kann auf Schiebernunterschiedlicher Abmessungangebracht werden. Benutzen Siehierzu die mitgelieferten Schrauben.Je nach Größe des zu bearbeitendenWerkstückes ist der am besten ge-eignete Schieber zu verwenden.
6.4.2 Usinage avec guide parallèle
Lors des coupes parallèles utiliser leguide A (fig. 12).
Pour la mise en place et les réglagessuivre les instructions figurant auchapitre 5.
Positionner le chariot extractiblecomme indiqué sur la fig.12 et lebloquer à l’aide du pommeau B.
Positionner la pièce contre le guide A(fig. 12) avec répère à l’échelle C.
L‘extrémité du guide A (fig. 13) doitêtre placée longitudinalement sur une
ligne imaginaire (B) partant de lamoitié de la lame et descendant en
avant de 45°.Ceci pour éviter que les dents de la
scie, en montée, n’accrochent lemorceau et le lancent contre l’ouvrier.
Ne jamais mettre les mains à proximitédes lames scie- dispositif de coupe; il
faut toujours utiliser un pousseur.
La machine est fournie avec le pous-seur A (fig.14) et avec la manette B(fig.15).La manette B peut être appliquée surdes pousseurs de différentes dimen-sions en la vissant à l’aide des vis four-nies en équipement.
En fonction des dimensions de la pièceà usiner sélectionner le type de pous-seur le plus approprié.
6.4.2 Elaboración con guíaparalela
Para la realización de cortes paralelosutilizar la guía A (fig. 12).
Para su posicionamiento y regulaciónseguir las instrucciones del cap. 5.
Colocar el carro vagón como en lafig.12 y trabarlo mediante la perilla B.
Durante el posicionamiento de lapieza contra la guía A (fig. 12), eloperador hace referencia a la escalamilimétrica C.
El extremo de la guía A (fig. 13) debeubicada longitudinalmente respecto
de una línea imaginaria (B) quecomienza en la mitad de la cuchilla y
avanza a 45º.De este modo se evita que los
dientes de la sierra en subida aferrenla pieza y la lancen contra el
operador.
Nunca acercar las manos a las hojassierra-tallador; servirse siempre de
una pieza de empuje.
La máquina se suministra con la pie-za de empuje A (fig. 14) y con laperilla B (fig.15).La perilla B puede ser aplicada a pie-zas de empuje de diferentes dimen-siones, atornillándola con los tornillosque se entregan con la máquina.Seleccionar el tipo de pieza de em-puje más adecuada según las dimen-siones de la pieza.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 138 -
6.4.3 Uso corretto delle lamecircolari
Assicurarsi che la macchina siaben piazzata in modo da evitaredannose vibrazioni.Evitare di ritirare il materiale quan-do il taglio è già iniziato; procede-re con un avanzamento continuosenza strappi.
La velocità di avanzamento delpezzo contro la lama, specialmen-te in corrispondenza dei nodi, nondeve essere veloce e deve essererapportata allo spessore dello stes-so.
Non fare sostare i pezzi fra guidasega e lama
Rimuovere sempre i rifili che sicreano durante la lavorazione inquanto potrebbero inserirsi fra la
lama e il piano sega creandodanni alla macchina o pericolo
per l'operatore.Prima di eseguire la rimozione
spegnere la macchina e attendereche la lama sega sia ferma.
Non urtare le placchette contro og-getti metallici.Quando i taglienti perdono il filo,riaffilare subito la lama.Pulire spesso il corpo d’acciaio ele placchette dalle incrostazioniusando gli appositi liquidi in com-mercio. Lasciare a bagno la lama,poi pulire con spazzola vegetale.Non usare spazzole metalliche.
Scegliere la dentatura ricordandoche per avere un buon taglio è ne-cessario che almeno 2-3 taglientilavorino nello stesso tempo A (fig.16). Se lavora un solo tagliente B(fig.16) non si ottiene un buon ta-glio.
È inoltre importante, quando è pos-sibile, sollevare la lama fino a faresporgere dallo spessore del legnotutto il tagliente del dente.
024_057_0.tif 16
A
B
6.4.3 Correct use for circularsaw
First make sure that the machinedoes not vibrate.Do not try to take off the materialwhen the cut has already started;proceed with a continuous anduniform speed.
Workpiece feeding towards theblade (especially where there areknots) should not be too fast(feeding speed should be inaccordance with workpiecethickness).
Do not let workpieces stopbetween the saw fence and theblade.
Always remove any trimmingsproduced during machining
because trimmings interposedbetween the blade and the hole
covers might damage the machineor be a source of danger for the
operator.
Avoid contact of the tips againstmetallic objects.When necessary sharpen the sawblade.Often clean the steel body andthe tips with proper liquid products.Let the saw blade in the bath, thenclean it with brush: don’t usemetallic brushes.
As regards the toothing at least2-3 teeth shall cut at the sametime A (fig. 16).If only one tooth cuts B (fig. 16)you don’t get a good cutting.
Whenever this is possible, it isalso critical to lift the blade untilthe whole tooth cutting partprotrudes from the woodthickness.
www.bricose
rgio.it

- 139 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.4.3 Verwendung der Kreissäge
Sich vergewissern, daß die Maschinevibrationsfrei arbeitet.Holzstück nicht entnehmen wenn derSchneidevorgang schon begonnen hat;mit einem gleichförmigen Vorschubund ruckfrei vorgehen
Die Vorschubgeschwindigkeit desStücks hin zum Sägeblatt darf vorallem bei Ästigkeiten nicht schnell seinund sie muß der Stärke des Stücksentsprechen.
Die Stücke nicht zwischen derSägeführung und dem Sägeblattanhalten.
Späne, die während der Bearbeitungentstehen, müssen immer entfernt
werden, denn sie können zuBeschädigungen an der Maschineführen oder den Benutzer in Gefahr
bringen, wenn sie zwischen dasSägeblatt und die Abdeckung der
Öffnung geraten.
Die Plättchen der Kreissäge sollennicht auf metallische Gegenständestoßen. Nur mit scharfem Sägeblattarbeiten.Stammblatt und Plättchen mitgeeigneter Flüssigkeit reinigen.Sägeblatt in Bad lassen; dann diesesmit Bürste reinigen. NiemalsMetallbürste verwenden!
Was die Wahl der Verzahnung betrifft,sollen mindestens 2-3 Zähnegleichzeitig schneidenA (Abb. 16). Schneidet nur ein Zahn,so kann kein guter Schnitt erzieltwerden B (Abb. 16).
Es ist außerdem wichtig, daß, wenndies möglich ist, das Sägeblatt so weitangehoben wird, daß die gesamteKlinge des Zahnes aus dem Holzstückherausragt.
6.4.3 Utilisation correcte deslames
S’assurer de la bonne stabilité de lamachine, afin d’éviter toutes vibrations.Eviter d’enlever le matériau lorsque lesciage est en cours; l’avance doit êtrecontinue et exempte d’àcoup.
La vitesse d’avance de la pièce contrela lame, pariculièrement sur les noeuds,doit être modérée et comparée àl’épaisseur la pièce-même.
Ne jamais écarter les pièces entre gui-de scie et lame.
Toujours enlever les ébarburesformées pendant l’usinage, car ellespourraient s’introduire entre lame etdispositif de couverture du trou, cequi endommagerait la machine oucréerait des situations de danger
pour l’opérateur.
Les plaquettes ne doivent jamais veniren contact avec des objets métalliques.Lorsque les arrêtes tranchantesperdent le fil, réaffûter im-médiatementla lame.Débarasser la lame d’acier et lesplaquettes des incrustations avec desdissolvants vendus en commerce. Laissertremper la lame et la nettoyer à l’aide d’unebrosse végétale. Ne jamais utiliser debrosse métallique.
Choisir la denture en tenant compte quepour obtenir un bon sciage au moin 2-3tranchants doivent travaillersimultanément A (fig. 16).Si seule una arête tranchante travaille B(fig. 16) la coupe n’est pas bonne.
Il est aussi important, lorsque possible,de soulever la lame jusqu’à faire sortirde l’epaisseur du bois tout le tranchantde la dent.
6.4.3 Uso correcto de las hojascirculares
Asegurarse de que la máquina estéposicionada correctamente, con el fin deevitar vibraciones peligrosas.Evitar el retiro del material durante laoperación de corte; es necesariò se-guir con un avance continuo sin tirones.
La velocidad de avance de la piezacontra la hoja, especialmente dondese hallan los nudos, no debe serveloz, ni debe depender del espesorde la pieza.
No dejar las piezas detenidas entrela guía sierra y la hoja.
Eliminar siempre los recortes que seforman durante el trabajo, ya que
podrían colocarse entre la hoja y laprotección del agujero causando
daños a la máquina o situaciones depeligro para el operador.
No chocar las placas con objetosmetálicos.Cuando los filos cortantes pierden elhilo, reafilar inmediatamente la hoja.Limpiar a menudo las incrustacionesdel cuerpo de acero y de las placasempleando los líquidos disponibles encomercio. Dejar la hoja en el líquido,luego limpiar con una escobilla vegetal.No utilizar escobillas de alambre.
Durante la elección del dentado,recordar que con el fin de obtener uncorte correcto, es necesario el trabajode 2-3 filos cortantes a la vez A (fig.16).En caso de trabajo de un sólo filocortante B (fig. 16), el corte no seráperfecto.
Además es muy importante, cuandosea posible, elevar la hoja hastacuando toda la parte cortante deldiente sobresale desde el espesorde la madera.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 140 -
6.5. LAVORAZIONI ALLATOUPIE
Con l’albero toupie si eseguonooperazioni di:
- Tenonatura- Sbattentatura- Profilatura- Profilatura con l'albero incli-
nato (solo per versione contoupie inclinabile)
- Levigatura
Montare sempre la protezionetoupie idonea per la lavorazioneda eseguire, come indicato nei
paragrafi che seguono.E' vietato montare utensili con
diametro superiore a quelloindicato nel cap.2.
Verificare di aver selezionato lagiusta velocità di rotazione
dell'albero toupie, attenendosiscrupolosamente alle indicazioni
del par.5.7.1.La macchina (su richiesta) puòessere dotata di inversione di
rotazione (l'albero gira anche insenso orario).
In questo caso assicurarsi che siacommutata per lavorare nel senso
di rotazione desiderato, e che ilpezzo da lavorare sia fatto
avanzare nel senso opposto aquello di rotazione dell'albero.
Le lavorazioni con la cuffiaguida toupie devono essere
eseguite tenendo i due piani diappoggio il più chiusi possibile
per evitare che l'utensile sitrascini il pezzo.
Prima di procedere allalavorazione registrare la cuffia
toupie e i pressatori comeindicato nel cap.5.
Quando si eseguono lavoriripetitivi o di esecuzione
particolare si consiglia di crearsiuna controguida da fissare alla
cuffia toupie, aprendola incorrispondenza dell'utensile.La controguida deve essere
fissata ai due piani di appoggiomediante 2 viti testa bombata e 2
dadi M8 (fig.17).
028.104.0.tif17
6.5. WORKING WITHMOULDER UNIT
With the moulder it is possible tocarry out the following operations:
- Tenoning- Rabbeting- Profiling- Profiling with tilted shaft (only
for version with inclinablerouter)
- Sanding
Always mount the router guardsuited to the machining operationto be carried out, as indicated in
the following paragraphs.It is prohibited to mount tools witha diameter greater than indicated
in Chap. 2.Check you have selected the rightspindle moulder rotation speed,
being careful to follow theinstructions in para. 5.7.1
The machine can be equipped(optional) with reversal of rotation(the spindle also turns clockwise)In this case, make sure it is set tooperate in the desired direction ofrotation and that the workpiece is
fed in the opposite direction tothat of spindle rotation.
Machining with the router fencehood should be carried out whilekeeping the two support tables intheir closest possible position, toprevent the tool from carrying the
workpiece along.Before proceeding with
machining, adjust the router hoodand the pressers as indicated in
Chap. 5.When repetitive or special
operations must be carried out, itis recommended to make a
counterfence to be applied tothe router hood, opened to let
the tool through.The counterguide must be
secured to the two tables bymeans of the 2 convex-head
screws and 2 m8 nuts (fig. 17).
www.bricose
rgio.it

- 141 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.5. BEARBEITUNG MIT FRÄSE
Mit der Fräse können dieseBearbeitungen durchgeführt werden:- Zapfenschneiden- Umfälzen- Profilieren- Profilieren bei geneigter Welle
(nur für die Version mit neigbarerToupie)
- Schleifen
Die für die auszuführendeBearbeitung geeignete
Schutzvorrichtung für die Toupieimmer wie in den folgenden
Abschnitten aufgezeigt montieren.Es dürfen keinesfalls Werkzeuge mit
einem höheren als dem in Kap. 2angegebenen Durchmesser montiert
werden.Sicherstellen, dass die richtigeRotationsgeschwindigkeit der
Fräsenwelle gewählt worden ist unddabei die Angaben von Abschnitt
5.7.1 genau einhalten.Die Maschine kann (auf Anfrage) mit
Inversion der Rotationsrichtungausgestattet werden (Die Welle drehtsich auch in Uhrzeigerrichtung.).Stellen Sie in diesem Fall sicher, daß
die gewünschte Rotationsrichtungeingestellt ist und, daß das
Werkstück in der derRotationsrichtung der Welleentgegengesetzten Richtung
vorbewegt wird.Bei Bearbeitungen mit der Haube derFräsenführung muß darauf geachtetwerden, daß die zwei Auflagetische
so gut wie möglich geschlossensind, um zu vermeiden, daß dasWerkzeug das Stück mitnimmt.
Vor Beginn der Bearbeitung sind dieToupie-Haube und die Druckstücke
wie in Kap.5 angegeben einzustellen.Wenn Arbeiten wiederholt
durchgeführt werden oder beibesonderen Ausführungen, wirdempfohlen, eine Gegenführung
herzustellen, die auf derFräsenhaube befestigt und inÜbereinstimmungen mit dem
Werkzeug geöffnet wird.Die Gegenführung mit 2
Linsenschrauben und 2 MutternM8 an den beiden Auflageflächen
befestigen (Abb.17).
6.5. TRAVAIL AVEC TOUPIE
Avec l’arbre toupie on peut exécuterles opérations suivantes:- Ténonnage- Chantournement- Profilage- Profilage avec arbre incliné
(uniquement pour la version avectoupie inclinable)
- Ponçage
Toujours monter la protection toupieadaptée au travail à exécuter, comme
indiqué aux paragraphes suivants.Il est interdit de monter des outils
ayant un diamètre supérieur à celuiindiqué au chap.2.
Contrôler que c’est bien la vitesseexacte de rotation de l’arbre toupie qui
a été sélectionnée, en respectantscrupuleusement les informations
fournies au par. 5.7.1Sur demande, la machine peut être
équipée d’inversion de rotation(l’arbre tourne également dans le sens
des aiguilles d’une montre).Dans ce cas, s’assurer qu’elle soit
commutée pour travailler dans le sensde rotation désiré et que la pièce à
usiner avance dans le sens opposé àcelui de rotation de l’arbre.
Les usinages avec protecteur guidetoupie doivent être effectués en
gardant les deux surfaces d’appui lesplus fermés possible pour éviter que
l’outil entraîne la pièce.Avant d’effectuer l’usinage régler laprotection toupie et les presseurs
comme indiqué au chapitre 5.Lorsqu’on effectue des travaux
répétitifs ou demandant une exécutionparticulière, il est conseillé de créer un
contre-guide à fixer au protecteurtoupie, en l’ouvrant à la hauteur de
l’outil.Le contre-guide doit être fixè aux deuxplans d'appui au moyen des deux vis atête bombêe et des deux êcrous M8
(fig. 17).
6.5. TRABAJOS EN LA TUPÍ
Mediante el árbol tupí se efectúanlas operaciones de:- Ensamble de espiga y caja- Perfiladura exterior- Perfiladura- Perfiladura con árbol inclinado
(sólo para la versión inclinablede la buriladora)
- Lijado
Monte siempre la guía de laburiladora correspondiente a la
operación de máquina que se va arealizar, tal y como se indica en los
siguientes párrafos.Se prohibe montar herramientas dediámetro superior al indicado en el
cap. 2.Controlar la correcta regulación de lavelocidad de rotación del árbol tupí,
siguiendo escrupulosamente lasindicaciones del pár. 5.7.1
Bajo pedido, la máquina puede serprovista de inversión de la rotación
(el árbol también rota en sentidohorario).
En este caso, comprobar que lamisma esté conmutada para trabajaren el sentido de rotación deseado, y
que se haga avanzar la pieza aelaborar en el sentido opuesto al de
rotación del árbol.Cualquier trabajo con la envoltura
guía tupí se debe efectuarmanteniendo los dos planos de
apoyo cerrados lo más posible, conel fin de evitar que la herramienta
arrastre la pieza.Antes de proceder a la elaboración,
calibrar la protección tupí y lasprensas como se indica en el cap. 5.
En caso de trabajos repetitivos oparticulares, se aconseja prepararuna contra guía a sujetar sobre elcabezal tupí, abriéndola donde se
halla la herramienta.La contraguia debe fijarse a las dos
superficies de apoyo mediante 2tornillos de cabeza curva y 2 tuercas
M8 (fig. 17).
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 142 -
TenonaturaLa tenonatura è una fresatura ditesta (a traverso di vena) che vie-ne effettuata per ottenere incastrifra tenone maschio M (fig. 18) etenone femmina F.
Eseguire questa operazione con ilcarro scorrevole, montando l’ap-posito pianetto a tenonare A(fig. 19).Utilizzare l'apposita cuffia pertenonare C.Agire sui pomelli D e regolare leprotezioni E e F in modo da copri-re al massimo l'utensile.
Nella versione con battute revesibili(fig.20) sostituire il paraschegge Hcome descritto nel cap.4 "montag-gio pianetto a tenonare".
Bloccare sempre il pezzoutilizzando il pressore in
dotazione.La lavorazione di tenonatura vaeseguita esclusivamente con lavelocità di rotazione dell'albero
di 3500/4000 giri/min.
Per un migliore assemblaggio nel-lo strettoio occorre:
– regolare la profondità dei tenonimaschio 0,5 mm inferiori alla lar-ghezza del montante (fig. 21);
– regolare la profondità dei tenonifemmina 0,5 mm inferiori alla lar-ghezza del traverso (fig. 21).
TenoningTenoning is a head mill ingoperation (against the grain) whichis carried out to obtain jointsbetween male tenons M (Fig. 18)and female tenons F.
Carry out this operation with slidingtable after fitting additional table A(fig. 19).Use the appropriate tenoning hoodC.Act on the knobs D and adjust theprotections E and F so that theycover the tool as much aspossible.
In the version with reversible stops(fig. 20) substitute the chip guardH as described in chapter 4“tenoning and table assembly".
Always lock the piece using thepresser provided.
Tenoning must exclusively becarried out with a spindle rotation
speed of 3500/4000 rpm.
For a better assembly:
– adjust the tenon depth 0,5 mmless than the jamb width (fig. 21);
– adjust the slot depth 0,5 mm lessthan the crosspiece width(fig. 21).
40_071_0.tif18
2163_067_0.tif
033.008.0.tif 20
H
033.040.0.tif
•
•
E
•
D
C
A
F
19
www.bricose
rgio.it

- 143 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
ZapfenschneidenDas Zapfenschneiden ist eineKopffräsung (durch eine Ader), dieausgeführt wird, um Einspannungenzwischen dem Zapfenstecker M (Abb.18) und der Zapfenbuchse F zuerhalten.
Für diese Bearbeitung den Schiebetischverwenden: Zu diesem ZweckZusatztisch A (Abb. 19).Zum Zapfenschneiden C dievorgesehene Haube benutzen.Die Knaufe D betätigen und dieSchutzabdeckungen E und F soeinstellen, daß sie das Werkzeugeinwandfrei abdecken.
In der Version mit reversiblenAnschlägen (Abb. 20) Splitterschutz Haustauschen, wie in Kap. 4 („MontageZapfenschneidfläche“) beschrieben.
Werkstück stets mit Hilfe dermitgelieferten Druckstücke
festklemmen.Das Zapfen wird ausschließlich
mit einer Rotationsgeschwindig-keit der Welle von 3500/4000 U/
min durchgeführt.
Zum Erleichtern der Montage in derRahmenpresse:
– Zapfentiefe 0,5 mm geringer als dieBreite des Fensterstiels(Abb. 21) einstellen;
– Schlitztiefe 0,5 mm geringer als dieBreite der Sprosse(Abb. 21) einstellen.
TénonnageLe tenonnage est un fraisage de tête(en travers le la veine) qui doit êtreeffectué pour obtenir desencastrements entre tenon mâle M (fig.18) et tenon femelle F.
Exécuter le ténonnage avec lechariot, la table à ténonner A (fig.19).Utiliser le protecteur à tenonner Capproprié.Agir sur les pommeaux D et régler lesprotections E et F de manière àrecouvrir l’outil au maximum.
Dans la version avec butéesréversibles (fig. 20) remplacer le pare-éclats H comme décrit dans le chap. 4« montage petite table à tenonner ".
Bloquer toujours la pièce en utilisant lepresseur fourni en équipement.
Le tenonnage doit être effectuéexclusivement avec la vitesse de
rotation de l’arbre à 3500/4000tours/min.
Pour faciliter l’assemblage:
– régler la profondeur du ténon 0,5 mm.inférieure à la largeur du montant(fig.21);
– régler la profondeur de la mortaise0,5 mm. inférieure à la largeur de la1.ère traverse (fig. 21).
Ensamble de espiga y cajaSacar espigas es una operación defresado principal (contra el grano) quese realiza para obtener articulacionesentre espigas macho M (Fig.18) yespigas hembra F.
Efectuar esta operación con el carrodeslizante, montando el planocorrespondiente a espigar A (fig. 19).Usar la apropiada envoltura paraensamblar C.Servirse de las perillas D y regularlas protecciones E y F para cubrir laherramienta lo máximo posible.
En la versión con topes reversibles(fig. 20) sustituir el protector contraastillas H como se describe en el cap.4 “montaje plano para ensamble deespiga y caja”.
Bloquear siempre la piezautilizando la prensa que se
entrega con la máquina.El espigado debe ser efectuado
exclusivamente con unavelocidad de rotación del árbol de
3500/4000 rev/min.
Para un mejor montaje en la prensa,hacer lo siguiente:
– regular la profundidad de lasespigas macho 0,5 mm inferiores ala anchura del montante (fig. 21);
– regular la profundidad de las espigashembra 0,5 mm inferiores a la anchuradel través (fig. 21).
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 144 -
Sbattentatura
La sbattentatura è la profilaturaesterna P di un telaio (fig. 22).Questa operazione si può eseguirecon il pezzo appoggiato sul pianodella macchina e contro la guidatoupie o serrato sul carro scorrevo-le.
E’ preferibile partire da un traver-so e ruotare ogni volta il telaio di90° per recuperare la scheggiaturaprodotta nella precedente passa-ta e finire quindi sul montante afavore di vena dove lascheggiatura è molto minore(fig.23).
ProfilaturaLa profilatura è una fresatura cheavviene lungovena su pezzi diritti(fig. 24).Durante l’avanzamento il pezzodeve essere a contatto, per tuttala sua lunghezza, con i piani dellaguida toupie. Prima di procederealla lavorazione registrare la cuf-fia toupie e i pressatori come indi-cato nel cap.5.
L’avanzamento del pezzo inlavorazione deve essere eseguito
utilizzando sempre unospingilegno (A fig.24).
Avviare la macchina e passare unpezzo campione;Verificare con un calibro il profiloin altezza e in profondità.Per una buona finitura, eseguirela fresatura con avanzamento co-stante.
63_069_0.tif25
Rabbeting
It is the external profiling P of aframe (fig. 22).This operation may be carried outwith the workpiece on the machinetable and against the moulderfence or clamped to the slidingtable.
It is better to begin from acrosspiece then turn the frame 90°every time in order to eliminate thechipping obtained in the previousstroke, then work the jamb in thewood grain direction (fig. 23).
ProfilingIt is carried out along the woodgrain on straight pieces (fig. 24)During the feed motion the entireworkpiece shall be in contact withboth half-fences of the moulderfence. Before proceeding withmachining, adjust the router hoodand the pressers as indicated inChap. 5.
The piece being machined mustalways be fed using a wood
thrust (A fig.24).
Start the system and machineasample workpiece;Check the profile height and depthusing a gauge.A good finishing requires a millingwith constant feed.
10_005.tif 22
029_025_0.tif23
033.067.0.tif24
A
www.bricose
rgio.it

- 145 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Umfälzen
Das ist das Außenprofilieren P einesRahmens (Abb. 22)Diese Bearbeitung kann mit demWerkstück auf dem Maschinentischund gegen den Fräsanschlagvorgenommen werden. DasWerkstück kann auf dem Schiebetischfestgespannt werden.
Es ist ratsam aus einer Sprosse zubeginnen, dann jedesmal denRahmen um 90° drehen um dieSplitterung, die durch den vorherigenArbeitsgang erzeugt wurde, zubeseitigen. Die Bearbeitung auf demFensterstiel in der Richtung derHolzmaserung beenden (Abb. 23).
ProfilierenDiese Bearbeitung erfolgt in derRichtung der Holzmaserung aufgeraden Teilen (Abb. 24).Während des Vorschubs soll dieganze Werkstücklänge in Kontakt mitdem Fräsanschlag sein.Vor Beginn der Bearbeitung sind dieToupie-Haube und die Druckstückewie in Kap.5
Das zu bearbeitende Teil muß stetsunter Verwendung des
mitgelieferten Holzschiebers nachvorn geschoben werden (A
Abb.24).
Die Maschine starten und einProbestück durchlaufen lassen;Mit einer Meßlehre die Höhe und dieTiefe des Profils überprüfen.Schiebestock immer verwenden.Das Fräsen mit konstantem Vorschubvornehmen.
Chantournement
Le chantournement est le profilageextérieur P d’un chassis (fig. 22).Cette opération peut être exécutéeavec la pièce sur la table de la machineet contre le guide toupie ou serrée surle chariot.
On recommande de commencer parune traverse, de tourner chaque fois lechassis 90° pour eliminer la brisureproduite pendant la passe précedenteet de finir sur le montant (fig. 23).
ProfilageLe profilage est un fraisage long de laveine du bois sur pièces droites(fig. 24).Pendant l’avance toute la pièce doit êtreen contact avec les 2 demi-guides de latoupie.Avant d’effectuer l’usinage régler laprotection toupie et les presseurscomme indiqué au chapitre 5.
Die Maschine starten und einEl avance de la pieza en
elaboración debe ser efectuadoutilizando siempre un elemento de
presión para madera (A fig.24).
Mettre en marche la machine et passerune pièce échantillon;Contrôler à l’aide d’une gauge lahauteur et la profondeur du profil.Utiliser toujours le poussoir.Exécuter le fraisage avec avance con-stante.
Perfiladura exterior
Es la perfiladura exterior P de unbastidor (fig. 22).La perfiladura exterior puedeefectuarse con una pieza apoyadasobre la mesa de la máquina y contrala guía tupí o bien sobre el carrodeslizante.
Se aconseja partir de un través ygirar cada vez el bastidor de 90° conel fin de recuperar el astillado que seha producido en la pasada anterior yacabar sobre el montante en la vena,donde el astillado es menor (fig. 23).
PerfiladuraLa perfiladura es un fresado que seefectúa al costado de la vena sobrelas piezas derechas (fig. 24).Durante el avance, la pieza debe estaren contacto, por toda su longitud, conlas mesas de la guía tupí. Antes deproceder a la elaboración, calibrar laprotección tupí y las prensas comose indica en el cap. 5.
Poner en marcha la máquina yL’avancement de la pièce en
usinage doit toujours être effectuéen utilisant un pousse-bois
(A fig.24).
Poner en marcha la máquina y pasaruna pieza de muestra;Verificar con un calibre el perfil enaltura y en profundidad.Para un buen acabado, efectuar elfresado con avance constante.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 146 -
Profilatura con albero inclinato(fig. 26)La macchina può essere dotata dialbero inclinabile da 0° a 45°. Que-sto permette la produzione di profilidiversi utilizzando gli stessi utensi-li.Preparare la macchina alla lavo-razione nel seguente modo:
– montare la cuffia G;– estrarre, se necessario, gli anel-
li sul piano che impediscono l’in-clinazione dell’albero;
– montare gli utensili sull’albero(cap. 5);
La lavorazione con l'alberoinclinato, deve essere eseguitaesclusivamente con utensile di
diametro massimo 150 mm.
– regolare l'altezza e l'inclinazio-ne dell'albero toupie (cap. 5);nel caso ci siano interferenze fral'utensile e la cuffia G, svitare ipomelli A e spostare in avanti lacuffia toupie nei fori B;
– regolare la profondità di lavora-zione agendo sulle guide toupie(cap. 5);
Fra la applicazioni pratiche più dif-fuse troviamo le seguenti:
Inclinazione +45°: profilo dellapiattabanda (K) nelle antine.
Con albero perpendicolare al pia-no e con apposito utensilesagomato U (fig.27) si verifica:
– la velocità periferica dell’utensi-le nel punto B è molto maggioreche nel punto A, poiché R1<R2.
Questo potrebbe determinare unadifferenza di finitura su tutta la su-perficie A - B o anche delle brucia-ture. Con albero inclinato a + 45°(fig.28) tale differenza di finituraviene minimizzata in quanto R1 ~R2, utilizzando un opportuno uten-sile sagomato.
R1
U
0°R2
AK
B
2763_071_0.tif
R1
+ 45°
63_072_0.tif
K
R2
B
A258
Profiling with tilted shaft(fig. 26)The machine can be supplied witha shaft tilting from 0° to 45°. Thisallows machining of differentprofiles using the same tools.Set up the machine in the followingway:
– fit the hood G;– remove if necessary the rings
on the table hindering shaft tilting;– mount the tools on the shaft (see
chapter 5);
Machining with inclined spindlemust exclusively be carried outwith a tool of maximum 150 mm
diameter.
– Adjust the height and theinclination of the router spindle(Chap. 5).Should there be interferencebetween the tool and the hoodG, unscrew the knobs A andmove the router hood forwardinto the holes B .
– adjust working depth using themoulder fences (see chapter 5.);
The most common practical ap-plications of this type of profiling are:
+45° tilt: profiling of flitch(K) in wings.
Adjust the shaft so that it isperpendicular to the table andusing the specially shaped tool U(fig. 27) verify that:
– the tool rim speed at point B ismuch higher than at point A,because R1 < R2.
This might lead to a difference infinishing all over the A - B surfaceor even to burns. When the shaftis tilted to +45° (fig. 28), thisdifference is minimized becauseR1 ~ R2, if a specially shaped toolis used.
26028.106.0.tif
B
B
B
G AA
B
www.bricose
rgio.it

- 147 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Profilieren bei geneigter Welle (Abb. 26)Die Maschine kann mit einer von 0°bis 45° neigbaren Welle ausgestattetwerden. Diese macht es möglich,unterschiedliche Profile unterVerwendung der gleichen Werkzeugeherzustellen.Die Maschine folgendermaßen auf dieBearbeitung vorbereiten:– Die Haube G einbauen;– Falls notwendig die Ringe auf dem
Tisch, die die Neigung der Welleverhindern, herausziehen;
– Die Werkzeuge auf der Welleanbringen (Kap. 5);
Die Bearbeitung mit schräger Welledarf nur mit Werkzeugen ausgeführt
werden, deren Durchmesser maximal150 mm beträgt.
– Höhe und Schrägung der Toupie-Welle einstellen (Kap. 5);Bei eventuellen Unstimmigkeitenzwischen Werkzeug und Haube GBallengriffe A ausschrauben undToupie-Haube nach vorn in dieBohrungen B schieben;
– Die Bearbeitungstiefe einstellen,indem man die Anschläge derHolzfräse verstellt (Kap. 5.);
Folgende praktische Anwendungensind weit verbreitet:
Neigung + 45°: Bogenprofil (K) anTüren
Mit der Welle rechtwinklig zum Tischund dem speziellen geformtenWerkzeug U (Abb. 27) kann folgendesüberprüft werden:
– Die Spitzengeschwindigkeit desWerkzeugs im Punkt B ist deutlichhöher als im Punkt A, da R1 < R2.
Dies könnte einen Unterschied desFinishings auf der gesamtenOberfläche A-B oder auchVerbrennungen bewirken. Bei um 45°(Abb. 28) geneigter Welle wird dieserUnterschied des Finishings minimalgehalten, da R1 ~ R2 ist, wenn man eindafür geeignetes geformtes Werkzeugverwendet.
Profilage avec arbre incliné (fig.26)La machine peut être munie d’un arbreinclinable de 0° à 45°. Cela permet laproduction de profils différents enutilisant les mêmes outils.Pour préparer la machine au travail,effectuer les opérations suivantes:– monter le protecteur G;– si nécessaire, sortir les bagues sur
la table qui empêchent l’inclinaisonde l’arbre;
– monter les outils sur l’arbre(chap. 5);
L’usinage avec l’arbre incliné, doits’effectuer exclusivement avec un
outil ayant un diamètre maximum de150 mm.
– régler la hauteur et l’inclinaison del’arbre toupie (chap. 5);s’il y a des interférences entre l’outilet la protection G, dévisser lespommeaux A et déplacer vers l’avantla protection toupie dans les trous B;
– régler la profondeur d’usinage enagissant sur les guides de la toupie(chap. 5.);
Voici les applications pratiques les plusutilisées:
Inclinaison +45°: profil de la plate-bande (K) dans les portes.
Avec l’arbre perpendiculaire à la tableet l’outil spécial façonné en U (fig.27)on obtient:
– la vitesse périphérique de l’outil encorrespondance du point B estbeaucoup plus haute qu’au point A,car R1 < R2.
Cela pourrait donner lieu à unedifférence de finition sur toute la surfaceA - B ou même à des brûlures. Sil’arbre est incliné à +45° (fig. 28) cettedifférence de finition est moindre enutilisant un outil façonné spécifique carR1 ~ R2.
Perfilado con árbol inclinado(fig. 26)La maquina puede estar dotada deárbol inclinable de 0° a 45°. Estopermite la producción de perfilesdiferentes utilizando las mismasherramientas.Preparar la máquina para el trabajo delsiguiente modo:– montar la envoltura G;– extraer si es necesario, los anillos
ubicados sobre el plano que impidenla inclinación del árbol;
– montar las herramientas sobre elárbol (cap. 5);
La elaboración con el árbol inclinadodebe ser efectuada exclusivamente
con herramientas de 150 mm dediámetro máximo.
– Regular la altura y la inclinación delárbol tupí (cap. 5); si existeninterferencias entre la herramientay la protección G, aflojar las peri-llas A y desplazar hacia delante laprotección tupí hasta los orificiosB;
– regular la profundidad de trabajoaccionando sobre las guías tupí(cap. 5.);
Entre las aplicaciones prácticas máscomunes encontramos las siguientes:
Inclinación +45°: perfil de la plata-banda (K) en las portezuelas.
Con el árbol perpendicular al plano ycon la herramienta perfilada especialU (fig. 27) se constata:
– la velocidad periférica de laherramienta en el punto B es muchomayor que en el punto A, ya que R1 <R2.
Esto podría determinar una diferenciade acabado en toda la superficie A-Bo inclusive quemaduras. Con el árbolinclinado a +45° (fig.28) dichadiferencia de acabado se minimizaya que R1 ~ R2, utilizando unaoportuna herramienta perfilada.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 148 -
Per fresature non passanti (H fig.29) e lavorazioni di pezzi corti, è indi-spensabile creare sulla guida in in-gresso e su quella in uscita, dellebattute antirigetto A e B (non in do-tazione).
Queste devono essere fissate conle viti C sulle guide D (fig. 30).
Per la lavorazione operare nel se-guente modo:– predisporre la macchina;– avviare l'albero toupie;– appoggiare il legno contro la bat-
tuta A e spingerlo contro la fresa;
– avanzare con il pezzo fino allabattuta B (fig. 31).
Levigatura (fig. 32)
Questa lavorazione richiede bas-se velocità di rotazione dell'alberotoupie.
Questa è l'unica lavorazione cheva eseguita con una velocità dirotazione di 1400 / 1700 giri/
min.
63_062_0.tif31
028_108_0.tif
C C AB
D
C
•
B
32028_107_0.tif
30
For dead milling cuts (H fig. 29)and the machining of short pieces,it is necessary to fit the stops Aand B (not supplied) onto the inputfence and the half–fence.
The stops must be fastenedontothe fences D by means of thescrews C (fig. 30).
To perform the machining,proceed as follows:– prepare the machine;– start the moulder shaft;– rest the wood piece against the
stops A and push it against themilling cutter ;
– move the piece forward to thestop B (fig. 31).
Sanding (fig. 32)
This operation requires lowmoulder spindle rotation speed.
This is the only machiningwhich should be carried out at
a revolving speed of 1400 /1700 r.p.m.
2963_061_0.tif
D
www.bricose
rgio.it

- 149 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Für nicht durchgehendes Fräsen (HAbb. 29) und für die Bearbeitung vonkurzen Werkstücken müssen an derEinlauf - und Auslaufführung dieAbweisschutzanschläge A und B(nicht mitgeliefert) angebrachtwerden.
Diese Anschläge sind mit denSchrauben C an den Führungen D(Abb. 30) zu befestigen.
Bei der Bearbeitung ist wie folgtvorzugehen:– die Maschine vorbereiten;– die Holzfräse einschalten;– das Holzstück an den Anschlag A
legen und gegen die Fräse drücken;
– das Werkstück bis zum AnschlagB (Abb. 31) vorschieben.
Schleifen (Abb. 32)
Diese Arbeit erfordert die niedrigeRotationsgeschwindigkeit derOberfräsenwelle.
Dies ist die einzige Bearbeitung,die bei einer Drehgeschwindigkeit
von 1400 / 1700 Umdr./mdurchgeführt wird.
Pour fraisages non débouchants (Hfig. 29) et usinage de pièces courtes,il est indispensable de créer desbutées anti–rejet A et B soit sur leguide à l’entrée soit sur celui en sortie(non fournies).
Celles–ci doivent être fixées par lesvis C sur les guides D (fig. 30).
Pour l’usinage, opérer de la façonsuivante:– préparer la machine;– démarrer l’arbre toupie;– appuyer le panneau contre les butées
A et le pousser contre la fraise;
– avancer la pièce jusqu’à la butée B(fig. 31).
Ponçage (fig. 32)
Cet usinage doit être réalisé à despetites vitesses de rotation de l’arbretoupie.
C’est le seul usinage qui doit êtreeffectué avec une vitesse de rotation
de 1400 / 1700 tr/min.
Para fresados no pasantes (H fig. 29)y elaboraciones de piezas cortas, esindispensable preparar, sobre las guíasen entrada y en salida, algunos topesanti-rechazo A y B (no suministradosen el equipamiento de base).
Sujetar los topes con los tornillos Csobre las guías D (fig. 30).
Para el trabajo, obrar de la manerasiguiente:– preparar la máquina;– poner en funcionamiento el árbol
tupí;– apoyar la madera contra el tope A
y apretarla contra la fresa ;
– avanzar con la pieza hasta el topeB (fig. 31).
Lijado (fig. 32)Esta elaboración requiere que el árboltupí rote a bajas velocidades.
Esta es la única elaboración queva efectuada con una velocidad
de rotación de 1400 / 1700 r.p.m.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 150 -
6.6. LAVORAZIONI CON LACAVATRICE
ATTENZIONE ALCOLLEGAMENTO ELETTRICO
L'utensile deve obbligatoriamenteruotare nel senso indicato dalla
freccia di fig.33.
Accendere la macchina per unafrazione di secondo verificando il
senso di rotazione; nel caso larotazione non sia corretta, seguire
le indicazioni riportate nel cap.4"Collegamento elettrico".
Montare l'utensile seguendo leistruzioni e attenzioni riportate nel
cap.5.
Verificare che l'utensile sia benserrato.
Fra due utilizzi della cavatricesmontare la punta, poiché la suarotazione è comune all’albero di
piallatura a filo e la punta non puòessere protetta.
Verificare sempre che il pezzo siaben serrato sul piano
Per i pezzi lunghi, utilizzare unsupporto regolabile in altezza eaggiungere, all’occorrenza, un
morsetto sul piano.
6.6. WORKING WITHSLOTTER
CAREFUL WITH THEELECTRICAL CONNECTION
The tool must turn in the directionindicated by the arrow as shown
in Fig. 33.
Switch on the machine for afraction of a second and checkthe direction of rotation. Shouldrotation be incorrect, follow the
instructions listed in Chap. 4“Electrical connection”.
Mount the tool following theinstructions and warnings listed
in Chap. 5.
Check that the tool is welltightened.
When the slotter is not in use, it isnecessary to disassemble the bit,
as it rotates jointly with thesurfacing table shaft and it cannot
be protected.
Always check that the piece iswell locked to the table
For long workpieces, use asupport that can be adjusted as
for its height and apply, ifnecessary, a clamp to the table.
028_110_0.tif 33
www.bricose
rgio.it

- 151 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
6.6. TRAVAIL AVECLA MORTAISEUSE
ATTENTION AU BRANCHEMENTELECTRIQUE
L’outil doit obligatoirement tournerdans le sens indiqué par la flèche de la
fig. 33.
Actionner la machine pendant unefraction de seconde en vérifiant le
sens de rotation: si la rotation n’estpas correcte, suivre les indications
figurant au chapitre 4 “Branchementélectrique”.
Monter l’outil en suivant lesinstructions et les consignes figurant
au chap. 5.
Entre deux utilisations de lamortaiseuse démonter la mèche, carsa rotation est comune à l'arbre de
dégauchisseuse et la mèche ne peutêtre protégée.
Vérifier toujours que la pièce soit bienbridée sur la table
Pour les pièces longues utiliser uneservante réglable en hauteur et ajouter
éventuellement un serre joint sur latable.
6.6. TRABAJOS CON LARANURADORA
CUIDADO CON LA CONEXIÓNELÉCTRICA
La herramienta tiene que girarobligatoriamente en sentido indicado
por la flecha de la figura 33.
Encienda la máquina por unafracción de segundo comprobandoel sentido de rotación: si la rotaciónno es correcta, siga las indicaciones
que encontrará en el capítulo 4“Conexión eléctrica”.
Montar la herramienta siguiendo lasinstrucciones y advertencias
indicadas en el cap. 5.
Controlar que la herramienta seencuentre bien ajustada.
Entre dos ciclos de trabajo con lamortajadora hace falta desmontar lapunta, ya que su rotación es comúnpara el árbol de acepilladura de eje
vertical y la punta no puede serprotegida.
Controlar siempre que la pieza esténbien apretada sobre el plano
Para las piezas largas, usar unsoporte regulable y añadir, cuando
necesario, una morsa sobre el plano.
6.6. BEARBEITUNG MITLANGLOCHBOHRER
ACHTUNG BEIM ELEKTRISCHENANSCHLUSS
Das Werkzeug muss sich unbedingtin die von dem Pfeil auf Abb. 33angezeigte Richtung drehen. DieMaschine für den Bruchteil einer
Sekunde einschalten undüberprüfen, ob sie sich in die richtige
Richtung dreht; anderenfalls denAnweisungen von Kapitel 4
„Elektrischer Anschluss“ folgen.
Das Werkzeug montieren und dabeiden in Kapitel 5 wiedergegebenen
Anweisungen folgen.
Überprüfen, ob das Werkzeug gutfestgezogen ist.
Nach zweimaligem Benutzen derStoßmaschine Einsatz ausbauen,da seine Drehung entsprechenddem Hobelwellenanstz vorgehtund die Spitze nicht geschützt
werden kann.
Prüfen, ob das Stück immer gutauf dem Tisch aufliegt
Für lange Stückehöhenregulierbare Stützen und
wenn nötig eine Klemme auf demTisch benutzen.
www.bricose
rgio.it

6.NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISHITALIANO
- 152 -
040.077 Ec.0 35
Con la cavatrice, o mortasa, sipossono eseguire fori e asole(bedanature) cieche o passanti.
Per fori non passanti occorre regi-strare la corsa del pianetto A(fig. 34) in profondità:
– posizionare il pezzo sul pianomandandolo in battuta e fissarlotramite pressore B;
– posizionare il piano in altezzatramite volantino accessorio C;
– provare la corsa in avanti trami-te la leva F e registrare la battu-ta di profondità tramite il pomellosotto il piano.
Per bedanature non passanti oc-corre registrare la corsa in profon-dità, come già visto, e la corsaorizzontale del pianetto:
– segnare a matita sul pezzo lazona della cava da eseguire(fig. 35);
– posizionare il pezzo sul piano efissarlo con pressore B (fig. 34);
– posizionare il piano in altezzatramite volantino accessorio C;
– provare la corsa orizzontale tra-mite leva D in funzione della cavada eseguire e registrare di con-seguenza le battute laterali E tra-mite i pomelli sotto il piano.
Per le bedanatureoccorre eseguire una serie di fori
vicini, poi facendo traslare ilpiano tramite la leva (D), si
pulisce completamentel’interno della cava.
With the use of slotter it is possibleto carry out holes and slots bothdead or through.
In the case of dead holes you haveto adjust the stroke of additionaltable A (fig. 34):
– place the workpiece on the tablestopping it and tightening it bymeans of the presser B;
– adjust the table height by meansof headwheel C;
– check the forward stroke by leverF, adjust the depth stop by meansof knob under the table.
In the case of dead slots adjustthe stroke depth as already seenand the horizontal stroke of theadditional table:
– mark on the workpiece thearea where you want to carryout the slot (fig. 35);
– set the workpiece on the tableand clamp it with presser B(fig. 34) ;
– adjust the table height withhandwheel C;
– check horizontal stroke withlever D, adjust stops E byknobs under the table.
To carry out slots, it is necessaryto drill a row of holes, then,
moving the table by means of thelever (D), the inside of the slot is
thoroughly cleaned.
A
F
C
E
B
D
028_110_0.tif 34
www.bricose
rgio.it

- 153 -
6.ESPAÑOLFRANÇAISDEUTSCH
BETRIEBSVORSCHRIFTEN • NORMES POUR LE FONCTIONNEMENTNORMAS DE FUNCIONAMIENTO
Zur Durchführung von blinden oderdurchgehenden Löchern undSchlitzenDurchführung von blindenLöchern.
Die Tiefe des Laufes desZusatztisches A (Abb. 34) einstellen:
– das Stück auf dem Tisch aufsetzenund bis zum Anschlag vorschiebenund es mit dem Drücker Bbefestigen;
– Tischhöhe über Handradeinstellen C;
– Vorlauf durch Hebel F prüfen,Tiefenanschlag durch Kugelgriffunter dem Tisch einstellen
Durchführung von blinden Schlitzendie Tiefe des Laufes sowie denHorizontallauf des Zusatztischeseinstellen:
– den Bereich des durchzuführendenSchlitzes auf dem Werkstück mitBleistift markieren (Abb. 35);
– Werkstück auf dem Tisch durchSpannvorrichtung B (Abb. 34)festspannen;
– Tischhöhe über Handrad einstellen;– Horizontallauf durch Hebel D
prüfen, Seitenanschläge E durchKugelgriffe unter dem Tischeinstellen.
Für die Lochbeitelbearbeitungmüssen eine Reihe von
Bohrungslöchern in der Näheausgeführt werden, danach durchHebel (D) den Tisch versetzen unddie Aushöhlung vervollständigen.
Avec la mortaiseuse on peut exécuterdes trous et mortaises debouchantesou borgnes.
Pour trous borgnes il faut régler lacourse de la table supplémentaire A(fig. 34) en profondeur:
– positionner la pièce à usiner sur latable en la envoyant en butée et lafixer avec le presseur B;
– régler la hauteur de la table par vo-lant C;
– vérifier la course en avant par levierF, régler la butée de profondeur parpoignée sous la table.
Pour mortaises debouchantes il fautrégler la profondeur de la course ainsique la course horizontale de la tablesupplémentaire:
– avec crayon marquer sur la pièce lazone ou on exécute la mortaise(fig. 35);
– serrer la pièce sur la table parpresseur B (fig. 34);
– régler la hauteur de la table par vo-lant C;
– vérifier la course horizontale parlevier D en fonction de la mortaise,régler les butées E par les poignéessous la table.
Pour les mortaises il faut exécuter unesérie de trous , puis, en déplaçant latable à l’aide du levier (D), on nettoiecomplètement la mortaise au dedans.
Mediante la ranuradora o mortaja,es posible efectuar agujeros o ojalesciegos o pasantes.
Para los agujeros no pasantes hacefalta regular la carrera del plano A(fig. 34) en profundidad:
– colocar la pieza en el planomandándolo al tope y fijarlo a travésdel prensador B;
– colocar el plano el altura mediantevolante accesorio C;
– intentar la carrera hacia adelantemediante la palanca F y ajustar eltope de profundidad a través delpomo bajo de la mesa.
Para ojales no pasantes hace faltaajustar la carrera en profundidad,como ya explicado, y la carrerahorizontal del plano:
– marcar con un lápiz la zona la ranuraa efectuar sobre la pieza (fig. 35);
– colocar la pieza sobre la mesa yfijarla mediante prensador B(fig. 34);
– colocar la mesa en altura medianteel volante accesorio C;
– intentar la carrera horizontal me-diante palanca D según la ranura aefectuar y regular en consecuencialos topes laterales E mediante lospomos bajo la mesa.
Para los ojales hace falta efectuar unaserie de agujeros cercanos, y luego
limpiar completamente la parte interiorde la ranura dejando traslar el plano
mediante la palanca (D).www.bric
oserg
io.it

– 154 –
7.ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISHITALIANO
Prima di eseguire le operazioni dipulizia, manutenzione, regolazioni
e/o sostituzioni di qualunqueorgano, è obbligatorio metterel'interruttore generale sullo 0
(zero) e chiuderlo con l'aiuto di unlucchetto.
7.1. CINGHIE TRAPEZOIDALI -SOSTITUZIONE ETENSIONAMENTO
Verif icare i l grado ditensionamento dopo le prime 10ore di funzionamento della mac-china.Dei controlli periodici dovrannoessere effettuati sulla cinghia al-meno ogni 6 mesi.Non eccedere nel tensionamentodelle cinghie per non sovraccari-care i cuscinetti.L’eccessivo tensionamento, pro-voca lo stiramento delle cinghie,surriscaldamento e la rapida di-struzione delle stesse.Sui gruppi operatori con 2 cinghie,queste devono essere sostituitesempre in coppia e devonoessere della stessa marca e lun-ghezza.Verificare almeno una volta almese il tempo di arresto dell'al-bero pialla, della lama sega e del-l'albero toupie con utensile evelocità massima ammessa; seil tempo di arresto supera i 10secondi intervenire tensionandoo sostituendo le cinghie (nel casosiano rovinate) come indicato neiparagrafi che seguono.A regolazione eseguita verifica-re nuovamente il tempo di arre-sto.
Before carrying out any cleaning,maintenance, adjustment and/orreplacement operations of any
part, the main switch must be setto 0 (zero) and locked with a
padlock.
7.1. V-BELT REPLACEMENTAND TIGHTENING
Check the belt tension after thefirst 10 hours of machine operation.At least every 6 months,it isnecessary to perform a periodicalcheck on the belt.Do not overstretch the belts not tooverload the bearings.Overstretching may overheat anddestroy the belts.On operator units with 2 belts,these must always be replaced inpairs and must be of the samebrand and length.At least once a month check thestopping times of the planerspindle, the saw blade and therouter spindle with tool andmaximum permitted speed; if thestopping time exceeds 10seconds, act by tightening orreplacing the belts (should theybe worn) as described in thefollowing paragraphs.After the adjustments have beenmade, again check the stoppingtime.
www.bricose
rgio.it

- 155 -
7.ESPAÑOLFRANÇAISDEUTSCH
WARTUNGSARBEITEN • NORMES POUR L'ENTRETIENEXIGENCIAS PARA EL MANTENIMIENTO
Vor Durchführung von Reinigungs-,Wartungs-, Einstell- und/oder
Austauscharbeiten irgendwelcherMaschinenteile muss stets der
Hauptschalter auf 0 (Null) gestelltund mittels Vorhängeschloss
abgeschlossen werden.
7.1. KEILRIEMEN - AUSWECH-SELN UND SPANNEN
Die Riemenspannung nach den er-sten 10 Betriebsstunden überprüfen.
In regelmäßigen Zeitabständen vonhöchstens 6 Monaten sind dieRiemen zu überprüfen.
Die Riemen nicht übermäßig span-nen, so daß die Lager nicht zu starkbeansprucht werden.
Das übermäßige Spannen führt zumDehnen der Riemen, zur Überhitzung undzum raschen Verschleiß.
An den Bedienergruppen mit zweiRiemen müssen diese immerpaarweise ausgewechselt werdenund von der gleichen Marke undLänge sein.
Zumindest einmal im Monat dieAnhaltezeit der Hobelwelle, desSägeblatts und der Fräswelle mitWerkzeug und max. zulässigerGeschwindigkeit kontrollieren; dieRiemen wie in den folgendenAbschnitten angegeben spannenoder ersetzen (falls verschlissen),wenn die Anhaltezeit 10 Sekundenüberschreitet.
Nach der Durchführung derEinstellung die Anhaltezeit erneutüberprüfen.
Avant d’effectuer les opérations denettoyage, d’entretien, les réglages et/
ou les remplacements de n’importequel organe, il faut obligatoirementplacer l’interrupteur principal sur 0
(zéro) et le fermer à l’aide du verrou.
7.1. COURROIES TRAPEZOIDA-LES - REMPLACEMENT ETMISE SOUS TENSION
Contrôler la tension des courroies aprèsles dix premières heures de fonction-nement de la machine.
Il faut vérifier la performance de lacourroie au moins tous les 6 mois.
La tension des courroies ne devra pasêtre excessive pour ne pas surchargerles paliers.
Une tension excessive entraîne l’étire-ment des courroies, elles sesurchauffentet elles se détériorent ra-pidement.
Sur les groupes opérateurs avec 2courroies, celles-ci doivent être toujoursremplacées par paires et doivent êtrede la même marque et de la mêmelongueur.
Contrôler, au moins une fois par mois,le temps d’arrêt de l’arbre rabot, de lalame scie et de l’arbre toupie avec l’outilet la vitesse maximale admise; si letemps d’arrêt dépasse 10 secondes in-tervenir en tendant ou en remplaçantles courroies (si elles sont abîmées)comme indiqué dans les paragraphessuivants.
Après le réglage contrôler de nouveaule temps d’arrêt.
Antes de realizar las operaciones delimpieza, mantenimiento, regulacióny/o sustitución de cualquier parte, es
obligatorio poner el interruptorgeneral en 0 (cero) y trabarlo con
candado.
7.1. CORREASTRAPEZOIDALES - SUSTI-TUCION Y TENSION
Verificar el grado de tensión despuésde las primeras 10 horas de funcio-namiento de la máquina.
Cada 6 meses es necesario controlarperiódicamente la correa.
No excederse en la tensión de lascintas para no sobrecargar los coji-netes.
La excesiva tensión provoca el esti-ramiento de las correas, el recalen-tamiento y la rápida destrucción delas mismas.
En los grupos operadores con 2correas, las correas tienen quesustituirse en parejas, ser de lamisma marca y tener la mismalongitud.
Comprobar por lo menos una vez almes el tiempo de parada del árbolcepillo, de la cuchilla de la sierra y delárbol tupí con herramienta a lavelocidad máxima permitida; si eltiempo de parada supera los 10segundos hay que intervenir tensandoo cambiando las correas (si estuvieranrotas) como indican los puntossiguientes.
Una vez efectuada la regulacióncomprobar de nuevo el tiempo deparada.
www.bricose
rgio.it

– 156 –
7.ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISHITALIANO
7.1.1 Cinghia di comando al-bero pialla (fig.1)
Aprire lo sportello toupie e proce-dere come descritto di seguito:– Allentare i 4 dadi A di fissaggio
del supporto motore;– Allentare la vite B di registrazio-
ne e procedere alla sostituzionedella cinghia;
– Tensionare la cinghia avvitan-do la vite B.
A regolazione eseguita spingere ilmotore tutto a sinistra contro labattuta e stringere i dadi A e ildado C.
Per controllare la tensionedella cinghia, adottare il
metodo indicato in figura.Lo spostamento risultante (R)
deve essere 15 mm.
7.1.2 Cinghie trasmissionesega e incisore(fig.2 - fig.3)
– Smontare la lama sega e incisore(vedi capitolo 5);
– smontare il coltello divisore C;– smontare il convogliatrucioli D;– abbassare completamente il
gruppo sega e inclinarlo a circa45°.
Cinghie trasmissione sega(fig.2)– allentare il controdado A e la vite B;– sostituire le 2 cinghie E e
tensionarle avvitando la vite B;– serrare il controdado A a
regolazione eseguita;
Per controllare la tensionedella cinghia, adottare il
metodo indicato in figura.Lo spostamento risultante (R)
deve essere 8 mm.
Cinghia trasmissione incisore(fig.3)– spingere il tendicinghia E e so-
stituire la cinghia F;– il giusto tensionamento della cin-
ghia dell’incisore è assicuratodalla molla G e non necessita dialcuna registrazione.
7.1.1 Cutterblock driving belt(fig.1)
Open the router door and proceedas described below:– Loosen the 4 retaining nuts A of
the motor support.– Loosen the adjusting screw B
and replace the belt.– Tighten the belt screwing down
the screw B.When the adjustment has beenmade, push the motor completelyto the left against the stop andtighten the nut A and the nut C.
To check belt tension, use themethod indicated in the figure. The
resulting movement (R) mustmeasure a maximum of 15 mm.
7.1.2 Saw and engravertransmission belts(fig.2 - fig.3)
- Disassemble the saw andengraver blades (see chapter 5);
- Disassemble the dividing knife C;- Disassemble the shaving
conveyors D;- Completely lower the saw
assembly and incline it to about45°;
Saw driving belt (fig.2)- Loosen the counternut A and the
screw B;- Replace the belt E and tighten it
by screwing down the screw B;- Tighten the counternut A when
the adjustment has been made;
To check belt tension, use themethod indicated in the figure.
The resulting movement (R)must measure a maximum of
8 mm.
Engraver driving belt (Fig. 3)- Push the belt tightener E and
replace the belt F;- The correct engraver belt tension
is assured by the spring G and itdoes not require any adjustment.
028.063.0.tif
C
B
1
A A
CB
026_021_0.TIF 2
A
F
E
D
028.067.0.tif
G
E F
3
1a
R2 Kg
www.bricose
rgio.it

- 157 -
7.ESPAÑOLFRANÇAISDEUTSCH
WARTUNGSARBEITEN • NORMES POUR L'ENTRETIENEXIGENCIAS PARA EL MANTENIMIENTO
7.1.1 Steuerriemen für dieHobelwelle (Abb.1)
Die Klappe der Oberfräse öffnen undwie folgt vorgehen:– Die 4 Befestigungsmuttern A der
Halterung des Motors lösen.– Die Registerschraube B lösen und
den Riemen ersetzen.– Den Riemen durch Anziehen der
Schraube B spannen.
Nach durchgeführter Einstellung denMotor ganz nach links gegen denAnschlag drücken und die Muttern Aund die Mutter C anziehen.
Um die Spannung des Riemenszu prüfen die in der Abbildung
dargestellte Methode anwenden.Die sich ergebende Verschiebung
(R) darf max. 15 mm betragen.
7.1.2 Antriebsriemen Säge undGravurschneider(abb.2 - abb.3)
- Sägeblatt und Schneider demontie-ren (siehe Kapitel 5);
- Trennmesser C demontieren;- Späneabführvorrichtung D demon-
tieren;- Sägegruppe vollständig absenken und
um circa 45° schrägstellen;
Säge-Übertragungsriemen (abb.2)- Gegenmutter A und Schraube B lok-
kern;- Riemen E austauschen und durch An-
ziehen der Schraube B spannen;- nach erfolgter Einstellung Gegen-
mutter A anziehen;
Um die Spannung des Riemenszu prüfen die in der Abbildung
dargestellte Methode anwenden.Die sich ergebende Verschiebung
(R) darf max. 8 mm betragen.
Schneider-Übertragungsriemen(Abb. 3)- Druck auf den Riemenspanner E aus-
üben und Riemen F austauschen;- Die richtige Spannung des
Schneiderriemens wird durch dieFeder G gewährleistet und bedarfkeiner Einstellung;
7.1.1 Courroie de commande del’arbre porte-fers (fig.1)
Ouvrir la porte toupie et procédercomme indiqué ci-après:– Desserrer les 4 écrous A de fixation
du support moteur.– Desserrer la vis B de réglage et
procéder au remplacement de lacourroie.
– Tendre la courroie en vissant la visB.
Une fois le réglage effectué, pousserle moteur gauche contre la butée etserrer les écrous A et l’écrou C.
Pour contrôler la tension de lacourroie, suivre la méthode
indiquée en fi gure. Ledéplacement effectué (R) evra
être max. de 15 mm.
7.1.2 Courroies de transmissionscie et inciseur (fig.2 - fig.3)
- Démonter la lame scie et la lame dudispositif de coupe (voir chapitre 5);
- démonter le couteau séparateur C;- démonter le convoyeur de copeaux D;- baisser complètement le groupe scie
et l’incliner à environ 45°;
Courroie de transmission (fig.2)- desserrer le contre-écrou A et la vis B;- remplacer la courroie E et la tendre en
vissant la vis B;- serrer le contre-écrou A après avoir
effectué le réglage;
Pour contrôler la tension de lacourroie, suivre la méthode
indiquée en fi gure. Ledéplacement effectué (R) evra
être max. de 8 mm.
Courroie de transmission dispositifde coupe (fig. 3)- pousser le tendeur courroie E et
remplacer la courroie F;- la tension exacte de la courroie du
dispositif de coupe est assurée parle ressort G et n’a besoin d’aucunréglage.
7.1.1 Correa de comando árbolcepillo (fig.1)
Abrir la puerta tupí y proceder comose describe a continuación:- Aflojar las 4 tuercas A de fijación
del soporte motor;- Aflojar el tornillo B de ajuste y
sustituir la correa;- Tensar la correa enroscando el
tornillo B.Cuando se ha realizado el ajuste,empuje el motor completamente haciala izquierda contra el tope y apriete latuerca A y C.
A fin de controlar la tensión de lacorrea de transmisión, hay que
adoptar el método que se indica enla figura. El desplazamiento
resultante (R) debe ser, comomáximo, de 15 mm.
7.1.2 Correas de transmisiónsierra y tallador (fig.2-fig.3)
- Desmontar la hoja sierra y tallador(véase capítulo 5)
- Desmontar la cuchilla divisora C- Desmontar el conductor de virutas D- Bajar el grupo sierra completamente
e inclinarlo a aproximadamente 45°.
Correa de transmisión sierra (fig.2)- Aflojar la contratuerca A y el tornillo
B- Sustituir la correa E y tensarla enros-
cando el tornillo B- Ajustar la contratuerca A tras haber
efectuado la regulación A fin de controlar la tensión de
la correa de transmisión, hay queadoptar el método que se indicaen la figura. El desplazamientoresultante (R) debe ser, como
máximo, de 8 mm.
Correa de transmisión tallador (fig.3)- Empujar el tensor de correa E y
sustituir la correa F- La tensión correcta de la correa del
tallador es garantizada por el muelleG y no necesita calibración alguna.
www.bricose
rgio.it

– 158 –
7.ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISHITALIANO
– rimontare il convogliatrucioli fa-cendo attenzione che il disposi-tivo F entri nella sede delmicrointerruttore (fig.2) (Versio-ne USA e CANADA);
– rimontare il coltello divisore, lalama sega e la lama incisore.
verificare il correttofunzionamento del
microinterruttore, VersioneUSA e CANADA (vedi
paragrafo 2.7).
7.1.3 Cinghia di comando al-bero toupie (fig.4)
Aprire lo sportello toupie e proce-dere come descritto di seguito:
Allentare la maniglia C e agire sulmotore per tensionare la cinghia.Stringere la maniglia a regolazioneeseguita.
Per sostituire la cinghia fare riferi-mento alle istruzioni riportate nelpar. 5.9.
7.2. VERIFICA DISPOSITIVIDI SICUREZZA
La sicurezza della macchina è con-seguenza diretta dello stato di effi-cienza dei dispositivi di sicurezzautilizzati.Controllare ogni 2 settimane idispositivi seguenti :- verificare che i micro di sicurez-
za descritti nel cap. 2 funzioninocorrettamente (Versione USA eCANADA).
- verificare che premendo i pul-santi di emergenza (vedi cap.2)i motori si arrestino.
- accertarsi del buono stato delleprotezioni sega,toupie e pialla(vedi cap.2) verificando che fun-zionino correttamente e che as-sicurino una protezioneefficace.
- Remount the shaving conveyortaking care that the device F slipsinto the microswitch housing(fig.2) (U.S.A. and CANADAversion);
- Remount the dividing knife, thesaw blade and the engraverblade.
Check proper functioning ofthe microswitch, U.S.A. and
CANADA version(see paragraph 2.7).
7.1.3 Moulder shaft drivingbelt (fig.4)
Open the router door and proceedas described below:
Unloose handle C and act on themotor to stretch the belt. Tightenthe handle at completion of theadjustment.
To replace the belt refer to theinstructions in Par. 5.9 .
7.2. CHECKING THE SAFETYDEVICES
The safety of the machine is adirect consequence of the state ofefficiency of the safety devicesused.Every 2 weeks check the followingdevices:- Check that the safety
microswitches described inChap. 2 function properly (U.S.A.and CANADA version).
- Check that the motors stop whenthe emergency buttons arepressed (see Chap. 2).
- Check the good state of the saw,router and planer guards (seeChap. 2), checking that theyfunction properly and that theyassure efficient protection.
C
033.045.0.tif 4
www.bricose
rgio.it

- 159 -
7.ESPAÑOLFRANÇAISDEUTSCH
WARTUNGSARBEITEN • NORMES POUR L'ENTRETIENEXIGENCIAS PARA EL MANTENIMIENTO
- Späneabführvorrichtung montierenund darauf achten, dass die Vorrich-tung F in den Sitz des Mikroschalterseinrastet (Abb. 2) (USA und CANA-DA-Version);
- Trennmesser, Sägeblatt undSchneiderblatt montieren.
Funktionstüchtigkeit desMikroschalters überprüfen. USA
und CANADA-Version sieheAbschnitt 2.7.
7.1.3 Steuerriemen für dieHolzfräswelle (Abb. 4)
Die Klappe der Oberfräse öffnen undwie folgt vorgehen:
Den Griff C lösen und den Motor ver-stellen, um den Riemen zu spannen.Nach erfolgter Einstellung den Griffanziehen.
Bei Ersetzen des Riemens auf die inAbschnitt 5.9 wiedergegebenenInformationen Bezug nehmen.
7.2. ÜBERPRÜFUNG DERSICHERHEITS-VORRICHTUNGEN
Die Sicherheit der Maschine ist indirekter Weise von der Funktions-tauglichkeit der verwendetenSicherheitsvorrichtungen abhängig.Alle zwei Wochen die folgendenVorrichtungen kontrollieren:- überprüfen, ob die in Kapitel 2
beschriebenen Sicherheits-mikroschalter richtig funktionieren(USA und CANADA-Version).
- Überprüfen, ob die Motoren beimDrücken der Notaustasten anhalten(siehe Kapitel 2).
- Einen einwandfreien Zustand derSchutzvorrichtungen von Säge,Oberwelle und Hobel sicherstellen(siehe Kapitel 2), indem überprüft wird,ob sie ordnungsgemäß funktionierenund einen effizienten Schutzdarstellen.
- remonter le convoyeur de copeaux enfaisant attention à ce que le dispositifF entre dans le logement du micro-interrupteur (fig. 2) (version U.S.A.et CANADA) ;
- remonter le couteau séparateur, lalame scie et la lame du dispositif decoupe.
contrôler le bon fonctionnementdu micro-interrupteur. Version
U.S.A. et CANADA voirparagraphe 2.7.
7.1.3 Courroie de commande del’arbre de la toupie (fig. 4)
Ouvrir la porte toupie et procédercomme indiqué ci-après:
Desserrer la poignée C et agir sur ledu moteur pour tendre la courroie.Serrer la poignée une fois que le ré-glage a été effectué.
Pour remplacer la courroie voir lesinstructions figurant au paragraphe5.9.
7.2. VERIFICATION DESDISPOSITIFS DE SECURITE
La sécurité de la machine dépenddirectement du bon fonctionnementdes dispositifs de sécurité utilisés.Contrôler toutes les 2 semaines lesdispositifs suivants:- vérifier que les microcontacts de
sécurité décrits au chap. 2fonctionnent correctement (versionU.S.A. et CANADA) ;
- vérifier qu’en appuyant sur lesboutons d’urgence (voir chap. 2)les moteurs s’arrêtent;
- s’assurer du bon état desprotections de la scie, de la toupieet du rabot (voir chap. 2) encontrôlant qu’elles fonctionnentcorrectement et assurent uneprotection efficace.
- Montar nuevamente el conductor devirutas prestando atención en que eldispositivo F entre en el alojamientodel microinterruptor (fig.2) (versiónU.S.A. y CANADA);
- Montar nuevamente la cuchilla divi-sora, la hoja sierra y la hoja tallador.
Controlar que el microinterruptorfuncione correctamente. Versión
U.S.A. y CANADA véaseapartado 2.7.
7.1.3 Correa de comando árboltupí (fig. 4)
Abrir la puerta tupí y proceder comose describe a continuación:
Aflojar la manija C y regular el motorpara tensar la correa. Apretar la ma-nija después de efectuar la regula-ción.Para sustituir la correa tomar comoreferencia las instrucciones del parr.5.9.
7.2. COMPROBACIONDISPOSITIVOS DESEGURIDAD
La seguridad de la máquina es unaconsecuencia directa del estado deeficacia de los dispositivos deseguridad utilizados.Controlar cada dos semanas lossiguientes dispositivos:- comprobar que los
microinterruptores de seguridaddescritos en el cap. 2 funcionencorrectamente (versión U.S.A. yCANADA).
- comprobar que al pulsar los botonesde emergencia (véase cap. 2) separen los motores.
- asegurarse del buen estado de lasprotecciones de la sierra, tupí ycepillo (véase cap. 2) comprobandoque funcionen correctamente y queaseguren una protección eficaz.
www.bricose
rgio.it

– 160 –
7.ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISHITALIANO
7.3. PULIZIA GENERALE
Dopo ogni ciclo di lavoro, pulireaccuratamente la macchina e tut-ti i suoi organi, aspirando truciolie polvere, e rimuovere ogni resi-duo mediante un getto di aria com-pressa (a bassa pressione).Usare l'aria compressa solo quan-do è strettamente necesario, fa-cendo uso di occhiali di protezionee mascherina.Almeno una volta ogni 6 mesi op-pure ogni 500 ore, togliere i carterlaterali per completare la totalepulizia della macchina e di tutti isuoi organi.
7.4. LUBRIFICAZIONEGENERALE
Pulire settimanamente e lubrifi-care con un leggero velo di olio lacolonna spessore e con grasso leviti senza fine del sollevamentotoupie, inclinazione e sollevamen-to sega e sollevamento spesso-re.Proteggere tutte le cinghie e lepuleggie per evitarne la possibilecontaminazione con il lubrifican-te.Impedire il contatto di olli,grassoe di qualunque tipo di lubrificantecon le piste in acciaio del vagone.
7.4. OVERALL CLEANING
After each working cycle,thoroughly clean the machine andall of its parts, vacuum theshavings and dust and removeany resin residues.Use compressed air only whenstrictly necessary, usingprotective glasses and a mask.At least once every 6 months orevery 500 hours, remove sideguards to complete overallcleaning of the machine and of itsparts.
7.5. GENERALLUBRICATION
Weekly clean and lubricate all themobile couplings of the machinewith a thin film of oil and grease.Do not lubricate the wagon andthe swinging support (dry cleanwith petrol).Protect all belts and pulleys toavoid contamination with oil.
www.bricose
rgio.it

- 161 -
7.ESPAÑOLFRANÇAISDEUTSCH
WARTUNGSARBEITEN • NORMES POUR L'ENTRETIENEXIGENCIAS PARA EL MANTENIMIENTO
7.4 GENERALREINIGUNG
Verwenden Sie nur dann Pressluft (mitniedrigem Druck), wenn es unbedingtnötig ist. Tragen Sie dabei eineSchutzbrille und eine SchutzmaskeDruckluft nur benutzen, wenn esunbedingt erforderlich ist und dabeiSchutzbrille und –maske tragen.Mindestens alle 6 Monate oder alle500 Stunden die seitlichen Verkleidun-gen entfernen, um die Reinigung derMaschine und der Maschinenteile zuvervollständigen.
7.5. GENERALSCHMIERUNG
Reinigen und schmieren Sie dieFührungen sowie dieEndlosschrauben zum Anheben undSchrägstellen der Säge einmalwöchentlich mit einer dünnen Fett-oder Ölschicht.Alle Riemen und Riemenscheibenschützen, um die möglicheVerschmutzung mit Schmieröl zuvermeiden.Den Kontakt der Waagenbahnen
aus Stahl mit Öl, Fett oderirgendeiner Art von Schmiermittelvermeiden.
7.4 NETTOYAGE GENERAL
Après chaque cycle d’usinage,nettoyer minutieusement la machineet tous ses organes, en aspirant lescopeaux, la poussière et en éliminantles éventuels résidus de résine.Utiliser de l’air comprimé (faiblepression) uniquement si c’eststrictement nécessaire et en portantdes lunettes de protection et unmasque.Au moins une fois tous les 6 mois outoutes les 500 heures enlever lescarters latéraux pour effectuer unnettoyage complet de la machine etde tous ses organes.
7.5. GRAISSAGE GENERAL
Nettoyer chaque semaine et lubrifier,avec un léger voile d’huile et degraisse et les vis sans fin de la montéeet de l’inclinaison de la scie.Protéger toutes les courroies et lespoulies pour ne pas les salir avec lelubrifiant.Eviter que les pistes en acier du
wagon ne soient en contact avecl’huile, la graisse et tout type delubrifiant.
7.4. LIMPIEZA GENERAL
Tras cada ciclo de trabajo, limpiarbien la máquina y todas sus partes,aspirando las virutas y el polvo yeliminando también los eventualesresiduos de resina.Usar aire comprimido (a baja presión)sólo cuando resulte estrictamentenecesario, usando gafas de proteccióny mascarilla.Al menos una vez cada 6 meses, ocada 500 horas, quitar los cártereslaterales para completar la limpiezatotal de la máquina y de todos susórganos.
7.5. LUBRICACION GENERAL
Limpiar las guías y los tornillos sinfin para la elevación e inclinación dela sierra una vez por semana ylubricarlos con una fina película deaceite o grasa.Proteger todas las correas y laspoleas para evitar una posiblecontaminación con el lubricante.Impedir el contacto de aceites, grasay cualquier tipo de lubricante con laspistas de acero del vagón.
www.bricose
rgio.it

– 162 –
7.ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISHITALIANO
7.5. SOSTITUZIONE ESMALTIMENTO
Qualora fosse necessario, le partidella macchina devono essere so-stituite con componenti originali difabbricazione al fine di garantire laloro efficacia.
Sul catalogo parti di ricambiocon la lettera “C” sono staticontrassegnati i codici deiricambi che incidono sulla
sicurezza e sulla salute deglioperatori.
Questi ricambi possono essereinstallati anche da personale esper-to incaricato dall’utilizzatore.Per tutti gli altri ricambi, rivolgersial SERVICE del Concessionario/Rivenditore del Fabbricante oppu-re contattare direttamente ilSERVICE del Fabbricante.
Per la rimozione della macchinascollegarla dall’impianto elettrico eda quello pneumatico ed attenersialle istruzioni dei paragrafi per ilsollevamento.In caso di una prolungata inattivitàdella macchina, scollegarla dall’im-pianto elettrico, eseguire una puli-zia accurata nel modo come giàdetto per la pulizia ordinaria e co-prire i piani di lavoro, di scorri-mento e alberi portautensili conprotettivo antiruggine.Non immagazzinare la macchinain ambienti umidi e proteggerladagli agenti atmosferici.La macchina è costruita con ma-teriali non tossici nè nocivi; in casodi demolizione separare i materialiferrosi da quelli plastici ed avviarlialla rispettiva rottamazione.
E’ obbligatorio che glioperatori addetti allamoviemntazione ed i
manutentori utilizzino i DPIprevisti in base ai rischi
relativi al tipo d’impiego econformi alle leggi e
normative vigenti.
7.6. REPLACEMENT ANDDISPOSAL
Should replacement becomenecessary, the machine parts mustbe replaced with originalcomponents in order to guaranteetheir efficiency.
In the spare parts cataloguethe letter “C” indicates thecodes of spare parts which
affect operatorhealth and safety.
These spare parts can be installedby expert personnel instructed bythe user.For all other spare parts contactthe Manufacturer’s DealerSERVICE or contact theManufacturer’sSERVICE directly.To remove the machine,disconnect it from the electric andpneumatic system. Follow theinstructions in chap. 4.In case of extended inactivity ofthe machine, disconnect it fromthe electrical and pneumaticsystem. Thoroughly clean it asalready described for ordinarycleaning and cover the work andsliding tables and the tool holderspindles with antirust protection.Do not store the machine in humidenvironments and protect it fromatmospheric agents.The machine is constructed in non-toxic unharmful materials. In caseof demolition, separate the ferrousmaterial from the plastic materialsand send them to the respectivescrap yards.
The operators moving themachine and the maintenancepersonnel must wear the IPE
required for the risks involvedwith the type of use and in
compliance with theapplicable laws and
standards.
www.bricose
rgio.it

- 163 -
7.ESPAÑOLFRANÇAISDEUTSCH
WARTUNGSARBEITEN • NORMES POUR L'ENTRETIENEXIGENCIAS PARA EL MANTENIMIENTO
7.6. ERSETZUNG UNDENTSORGUNG
Falls erforderlich müssen die Bauteileder Maschine durch Originalersatzteileersetzt werden, damit die Funktions-tauglichkeit gewährleistet ist.
Im Ersatzteilkatalog sind solcheErsatzteile mit dem Buchstaben“C” gekennzeichnet, die mit derSicherheit und der Gesundheit
der Bediener zusammenhängen.
Diese Ersatzteile dürfen auch vonerfahrenem, vom Anwenderbeauftragten Personal installiertwerden.Für alle sonstigen Ersatzteile wendenSie sich an den KUNDENDIENST desKonzessionärs /Wiederverkäufers des Herstellers oderdirekt an den KUNDENDIENST desHerstellers.Zum Standortwechsel der Maschinedie Elektroanlage und dieDruckluftanlage abschalten: sieheHinweise Kapitel 4.Soll die Maschine auf lange Zeit nichtarbeiten, nach Abschalten derElektroanlage, die Maschine sorgfältigreinigen, den Arbeitstisch, dieSägenwelle mit Rostschutzmittelbehandlen.Die Maschine in feuchtem Raum nichtlagern und sie gegen Bewitterungschutzen.Die Maschine wurde mit nicht giftigenund nicht schädlichen Werkstoffenhergestellt; bei Abbau der Maschinedas Eisenmaterial von demPlastikmaterial trennen dann die Ma-teriale verschrotten.
Gefahren in Bezug auf die Art derAnwendung und entsprechend
der geltenden Gesetze undRichtlinien vorgesehen sind.
7.6. REMPLACEMENT ETDESTRUCTION
Si c’est nécessaire, les composantsde la machine doivent être remplacéspar des composants d’origine, afin degarantir leur bon fonctionnement.
Sur le catalogue piècesdétachées, les codes des piècesrelatives à la santé et la sécurité
des opérateurs sontcontremarqués par la lettre “C”.
Ces pièces détachées peuvent êtreinstallées aussi par des personnesexpertes désignées par l’utilisateur.Pour toutes les autres piècesdétachées, s’adresser au SERVICEdu Concessionnaire/Revendeur duFabricant ou bien contacterdirectement le Fabricant.Pour le déplacement de la machine; ladébrancher de l’installation électriqueet de celle pneumatique, s’en tenir auxinstructions dans le chapitre 4.En cas d’inactivité prolongée de lamachine, la débrancher de l’installationélectrique et de celle pneumatique,effectuer un nettoyage soigneux de lafaçon déjà décrite pour le nettoyageordinaire et couvrir les tablesd’usinage, de coulissement et lesarbres porte-outils avec une protectionantirouille. Ne pas emmagasiner lamachine en milieux humides et laprotéger contre les agentsatmosphériques.La machine est construite avec desmatériaux ni toxiques ni nocifs, en casde démolition séparer les matériauxferreux de ceux plastiques et les faireparvenir dans les diffèrents endroitsde démolition.
Les opérateurs chargés du levageet du transport ainsi que les agentsde maintenance ont l’obligation deporter les EPI préconisés pour lesrisques auxquels ils sont exposéset conformes aux lois et à laréglementation en vigueur.
7.6. SUSTITUCION YELIMINACION
En caso de necesidad, las piezas dela máquina deben ser sustituidas porpiezas de repuesto originales con elfin de poder garantizar su eficacia.
En el catálogo partes derecambio con la letra “C” se han
marcado los códigos de losrecambios
que afectan a la seguridad y a lasalud de los operadores.
Estos recambios también pueden serinstalados por personal expertoencargado por el usuario.Para todos los demás repuestos, hayque dirigirse a la ASISTENCIA delConcesionario/Revendedordel Fabricante, o bien hay que ponerseen contacto directamente con laASISTENCIA del Fabricante.Para la remoción de la máquinadesconectar la instalación eléctrica yla neumatica, seguir las instruccionesde la seccion 4.
En caso de prolungada inactividad dela máquina, desconectar la instalacióneléctrica y la instalación neumática,ejecutar una limpieza adecuada en elmodo descripto para la limpieza ordi-naria y cubrir las mesas de trabajo, dedeslizamiento y eje portautensilios conprotección anti-óxido. No depositar lamáquina en ambientes humedos yprotegerla de los agentesatmosfericos.Es obligatorio que los operadoresencargados del desplazamiento y delmantenimiento util icen los DPIprevistos según los riesgos relativos altipo de uso y conformes con las leyesy normativas vigentes.
La máquina ha sido construidacon material no tóxico ni nocivo,
en caso de demolición separarlos materiales ferrosos de los
plásticos, y proceder a laeliminación.
www.bricose
rgio.it

8.GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISHITALIANO
- 164 -
8.1. EVENTUALI INCONVE-NIENTI, CAUSE, RIMEDI
Per qualsiasi informazione o pro-blema contattare il concessiona-rio di zona o il nostro centroassistenza (vedi recapito telefoni-co pag.3).
Gli interventi da eseguire devonoessere effettuati da personale
tecnico specializzato.Prima di accedere all'interno del
quadro elettrico, mettere a zero Ol'interruttore generale posto a
monte della macchina, e chiuderlocon l'aiuto di un lucchetto.
Inconveniente
ALL'ACCENSIONE LAMACCHINA NON PARTE O SI
FERMA DURANTE LALAVORAZIONE
Causa
1 - Mancanza di energia elettricasu una o più fasi.
2 - Fusibili interrotti (Versione USAe CANADA).
3 - Emergenza inserita.
4 - Termico di protezione A (fig. 2)inserito a causa di:- un eccessivo assorbimento di
corrente dovuto ad un uso im-proprio della macchina (lavo-ro troppo pesante in rapportoalla potenza del motore).
- sezione del cavo insufficientein rapporto alla potenza delmotore (vedi riferimenti colle-gamento elettrico cap.4)
- caduta di tensione dovuta allaeccessiva lunghezza del cavodi alimentazione.
- parte elettrica in corto circuito
5 - Micro di sicurezza inserito (Ver-sione USA e CANADA).
8.1. TROUBLES - CAUSES -WHAT TO DO
For any information or problemcontact your area dealer or ourtechnical service centre (see tel-ephone number on Page 3).
The necessary interventions mustbe carried out by specialised
technical personnel.Before accessing the electric
panel, set the main switch at thetop of the machine to O and lock
it with a padlock.
Trouble
THE MACHINE DOES NOTSTART WHEN IT IS TURNED
ON OR STOPS DURING AMACHINING CYCLE
Cause
1 - Lack of line voltage.
2 - Fuses blown (U.S.A. andCANADA version).
3 - Emergency on.
4 - Overload switch A (fig. 2) trig-gered because:- excessive current absorption
caused by improper machineuse (work too heavy in rela-tion to motor power).
- cable too small for motorpower (see electrical connec-tion specifications chap.4)
- drop in voltage due to exces-sive length of power supplycable.
- short circuit in the electric sys-tem.
5 - Safety microswitch on (U.S.A.and CANADA version).
L1
L2 L3 N
20_076_0.tif 1
028.068.1.tif
A
2
www.bricose
rgio.it

- 165 -
8.ESPAÑOLFRANÇAISDEUTSCH
STÖRUNGSSUCHE • GUIDE POUR LA RECHERCHE DES ANOMALIESGUIA PARA BUSCAR LAS AVERIAS
8.1. STÖRUNGEN - URSACHEN -BESEITIGUNGEN
Für jede Information oder bei Auftre-ten irgendeines Problems setzen Siesich bitte mit dem Konzessionär odermit dem Kundendienstzentrum inVerbindung (Telefonnummer sieheSeite 3).
Die durchzuführenden Eingriffe müs-sen von spezialisierten Technikern
vorgenommen werden.Vor dem Öffnen des Schaltkastensist der der Maschine vorgeschalteteHauptschalter auf O (null) zu stellenund mittels eines Vorhängeschlos-
ses abzuschließen.
Störung
BEIM EINSCHALTEN STARTETDIE MASCHINE NICHT ODER SIEHÄLT WÄHREND DER BEARBEI-
TUNG AN
Ursache
1 - Mangel von Netzspannung.2 - Sicherungen unterbrochen (USA
und CANADA-Version).3 - Notaus eingeschaltet.4 - Wärmeschutzschalter A (Abb 2)
hat sich eingeschaltet wegen:- einer zu hohen Stromaufnahme
aufgrund einer unvorhergesehe-nen Anwendung der Maschine(zu schwere Arbeit im Verhältniszur Stärke des Motors)
- Kabelquerschnitt ungenügendim Verhältnis zur Stärke desMotors (siehe Bezugspunkte derelektrischen Anschlüsse Kap. 4).
- Spannungsabfall aufgrund einerzu großen Länge desVersorgungskabels.
- der elektrische Teil hat einenKurzschluss.
5 - Sicherheitsmikroschalter einge-schaltet (USA und CANADA-Ver-sion).
8.1. DEFAUTS, CAUSE,REMEDES
Pour toute information ou problème, con-tacter le concessionnaire de zone ounotre service après-vente (voir coordon-nées téléphonique page 3).
Les interventions à exécuter doiventêtre effectuées par un personnel tech-
nique spécialiséAvant d’accéder à l’intérieur de l’ar-
moire électrique, mettre à zéro O l’in-terrupteur général situé en amont de la
machine, et la verrouiller.
Defaut
LA MACHINE NE SE MET PAS ENMARCHE OU S'ARRETE PENDANT
L'USINAGE
Cause
1 - Manque de tension d’alimentation.2 - Fusibles grillés (version U.S.A. et
CANADA).3 - Poussoir d’urgence activé.4 - Thermique de protection A (fig. 2)
enclenché à cause de :- une absorption excessive de cou-
rant due à un usage impropre de lamachine (usinage trop lourd parrapport à la puissance du moteur).
- section du câble insuffisante parrapport à la puissance du moteur(voir informations branchementélectrique Ch 4)
- chute de tension due à la longueurexcessive du câble d’alimentation.
- partie électrique en court-circuit.5 - Microcontact de sécurité enclenché
(version U.S.A. et CANADA)
8.1. POSIBLES INCONVENIENTES,CAUSAS, REMEDIOS
Para cualquier tipo de información oproblema contacte con su distribui-dor en la zona o su centro de serviciotécnico (ver número de teléfono en laPágina 3).
Las operaciones a realizar deben serefectuadas por personal técnico es-
pecializado.Antes de acceder al interior del cua-dro eléctrico, llevar el interruptor ge-neral situado al inicio de la máquinaa la posición O y trabarlo con canda-
do.
Inconveniente
EN EL ENCENDIDO LA MAQUINANO ARRANCA
O SE PARA DURANTE EL TRA-BAJO
Causa
1 - Falta de tensión de alimentación.
2- Fusibles interrumpidos (versiónU.S.A. y CANADA).
3- Emergencia activada.
4 - Térmico de protección A (fig. 2)activado por causa de:- una excesiva absorción de co-rriente debido a un uso impropiode la máquina (trabajo demasia-do pesado con respecto a la po-tencia del motor).
- sección del cable insuficientecon respecto a la potencia delmotor (véanse las referenciasconexión eléctrica cap.4)
- caída de tensión debida a la ex-cesiva longitud del cable de ali-mentación.
- parte eléctrica en cortocircuito.
5- Microinterruptor de seguridad co-nectado (versión U.S.A. y CANA-DA).
www.bricose
rgio.it

8.GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISHITALIANO
- 166 -
Rimedi
1 - Verificare con un tester che cisia tensione sulle tre fasi L (fig.1).
2 - Controllare l'integrità dei fusi-bili ed eventualmente sostituirli(i fusibili sono posizionati all'in-terno dell'apparecchiatura elet-trica).
3 - Disinserire il pulsante d'emer-genza tirandolo.
4 - Risolvere la causa, attendereche la termica si raffreddi eriavviare la macchina.
5 - Verificare il correttoposizionamento delle piane filo,cuffia lanciatruccioli, sportelloprotezione accesso lame esportello toupie come indicatonel cap.2.
Inconveniente
BLOCCAGGIO TOUPIEINSUFFICIENTE
Causa
1 - Usura del dispositivo dibloccaggio.
Rimedi
1 - Registrare ruotando legger-mente il grano A in sensoantiorario.
Inconveniente
IL MOTORE GIRA MAL'UTENSILE SI FERMA
QUANDO È A CONTATTOCON IL PEZZO DA LAVORARE
Causa1 - La cinghia del motore si è al-
lentata o è rovinata.
Rimedi1 - Tensionare la cinghia o cam-
biarla seguendo le istruzioni delcap.7.
What to do
1 - With a tester check that thereis power on the three phases L(Fig. 1)
2 - Check that the fuses are un-damaged and, if necessary,replace them (the fuses arepositioned inside the electricalequipment).
3 - Disconnect the emergency but-ton by pulling it.
4 -Put the problem right, wait forthe overload switch to cooldown and start the machine upagain.
5 - Wait for the thermal cutout tocool down and start the ma-chine.
Trouble
INSUFFICIENT MOULDERBLOCK
Cause
1 - Blocking device is worn out.
What to do
1 - Adjust by lightly turning thegrain A anticlockwise.
Trouble
THE MOTOR TURNS BUT THETOOL STOPS WHEN IT
COMES INTO CONTACTWITH THE PIECE TO MA-
CHINE
Cause1 - The motor belt is loose or ru-
ined.
What to do1 - Tighten the belt or change it
following the instructions inChap. 7.
028_119_0.tif3
A
www.bricose
rgio.it

- 167 -
8.ESPAÑOLFRANÇAISDEUTSCH
STÖRUNGSSUCHE • GUIDE POUR LA RECHERCHE DES ANOMALIESGUIA PARA BUSCAR LAS AVERIAS
Behebung
1 - Prüfen, ob alle 3 Phasen L unterSpannung sind (Abb. 1).
2 - Die Integrität der Sicherungenkontrollieren und gegebenenfallsersetzen (die Sicherungen befin-den sich im Innern der elektrischenGeräte).
3 - Notfallschalter durch Herauszie-hen ausschalten.
4 - Die Ursache beheben, abwarten,bis alles abkühlt und die Maschi-ne neu starten.
5 - Korrekte Position der Anschlag-flächen, Spanauswurfhaube,Sägeblattzugangsschutzklappeund Toupieklappe wie in Kap. 2angegeben kontrollieren.
Störung
BLOCKIERUNG TOUPIE UNGE-NÜGEND
Ursache
1 - Abnutzung der Blockiervor-richtung.
Behebung
1 - Ausrichten durch leichtes Drehendes Stifts A gegen den Uhrzei-gersinn.
Störung
DER MOTOR LÄUFT, ABER DASWERKZEUG BLEIBT STEHEN,
WENN ES MIT DEM ZUBEARBEITENDEN WERKSTÜCK
IN KONTAKT KOMMT
Ursache1 - Der Riemen des Motors ist locker
oder abgenutzt.
Behebung
1 - Den Riemen spannen oder unterBefolgung der Anweisungen vonAbschnitt 7 auswechseln.
Remedes
1 - Contrôler, avec un testeur, que latension se trouve bien sur les troisphases L (fig. 1).
2 - Contrôler le bon état des fusibles et,le cas échéant, les remplacer (lesfusibles sont placés à l’intérieur del’armoire électrique).
3 - désinsérer le bouton d'urgence enle tirant.
4 - Résoudre le problème, attendre quele thermique refroidisse et relancerla machine.
5 - Contrôler le positionnement exactdes tables d’épaisseur, de la pro-tection contre les copeaux, de laporte de protection d’accès aux la-mes et de la porte toupie commeindiqué au chap.2.
Defaut
BLOCAGE TOUPIE INSUFFISANT
Cause
1 - Usure du dispositif de blocage.
Remedes
1 - Enregistrer en faisant tourner légè-rement le boulon A dans le senscontraire des aiguilles d'une mon-tre.
Defaut
LE MOTEUR TOURNE MAISL’OUTIL S’ARRETE LORSQU’IL
EST EN CONTACT AVECLA PIECE A USINER
Cause1 - La courroie du moteur s’est déten-
due ou est abîmée.
Remedes
1 - Tendre la courroie ou la remplacer ensuivant les instructions fournies au chap.7.
Remedios
1 - Mediante un comprobador contro-lar la presencia de tensión sobre lastres fases L (fig.1).
2 - Controlar la integridad de los fusi-bles y sustituirlos si es necesario(los fusibles se encuentran situa-dos dentro de la instalación eléc-trica).
3 - Desconectar el pulsador de emer-gencia estirándolo.
4 - Solucionar la causa, esperar aque la térmica se enfríe y volver aarrancar la máquina.
5 - Controlar la correcta ubicación delas viguetas al ras, de la envolturalanzadora de virutas, del postigode protección acceso hojas y delpostigo del tupí, como se indicaen el Cap.2.
Inconveniente
BLOQUEO TUPÍ INSUFICIENTE
Causa
1 - Desgaste del dispositivo de blo-queo.
Remedio
1 - Ajustar girando ligeramente laespiga A en sentido antihorario.
Inconveniente
EL MOTOR GIRA PERO LA HE-RRAMIENTA SE DETIENE CUAN-DO ENTRA EN CONTACTO CON
LA PIEZA A ELABORAR
Causa1 - La correa del motor está floja o
deteriorada.
Remedio
1 - Tensar la correa o cambiarla si-guiendo las instrucciones del pun-to 7.
www.bricose
rgio.it

8.GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISHITALIANO
- 168 -
Inconveniente
LA RIGA TELESCOPICA NONSI POSIZIONA
CORRETTAMENTE A 90°.
Causa1 - Le battute nel telaio non sono
regolate.
Rimedi1 - Togliere i due tappi A e agire
sulle viti B di registrazione(fig. 4).
Inconveniente
LA LAMA INCISORE SISPOSIZIONA.
Causa
1- Il grano di bloccaggio A (fig.5)è lento.
Rimedi
1- Registrare l'incisore come de-scritto nel cap. 5 e serrare ilgrano A (fig.5).
Inconveniente
IL PANNELLO SCORRE AFATICA DURANTE IL TAGLIO
(È STRETTO FRA GUIDA ELAMA)O NON VIENE
TAGLIATO CON I LATIPARALLELI.
Causa
1- La guida per tagli paralleli si èsregolata (deve essere paral-lela alla lama con una leggeraapertura di uscita di 0,10 mm).
Rimedi
1 - Rivolgersi al nostro centro as-sistenza (vedi recapito telefo-nico pag.3).
028.070.0.tif
A
5
028.069.0.tif
A
B
B
A
4
Trouble
THE TELESCOPIC RULERDOES NOT POSITION COR-
RECTLY AT 90°
Cause1 - The end-stops in the frame are
not adjusted.
What to do1 - Remove the two caps A and
turn the adjusting screws B(Fig. 4).
Trouble
THE SCORER BLADE MOVESOUT OF POSITION.
Cause
1- The lock dowel A (fig. 5) is loose.
What to do
1 - Adjust the engraver as de-scribed in Chap. 5 and tightenthe grub screw A (Fig. 5).
Trouble
THE PANEL SLIDES WITH DIF-FICULTY DURING CUTTING (IT
IS TIGHT BETWEEN THEFENCE AND THE BLADE) ORIS NOT CUT WITH SIDES PAR-
ALLEL.
Cause
1- The parallel cutting fence isbadly positioned (this must beparallel with the blade with aslight opening exit of 0.10 mm).
What to do
1 - Contact our technical service(see telephone number onPage 3).
www.bricose
rgio.it

- 169 -
8.ESPAÑOLFRANÇAISDEUTSCH
STÖRUNGSSUCHE • GUIDE POUR LA RECHERCHE DES ANOMALIESGUIA PARA BUSCAR LAS AVERIAS
Störung DAS TELESKOPLINEAL POSI-TIONIERT SICH NICHT RICHTIG
AUF 90°
Ursache1 - Die Anschläge des Rahmens sind
nicht eingestellt.
Behebung1 - Die beiden Stopfen A entfernen
und die Einstellschrauben B ein-stellen (Abb. 4).
Störung
DAS VORRITZERMESSERBLEIBT NICHT IN ARBEITSGE-
RECHTER STELLUNG.
Ursache
1- Der Sperrstift A (Abb. 5) hat sichgelöst.
Behebung
1- Den Vorritzer einstellen, wie inKapitel 5 beschrieben, und denBolzen A (Abb. 5) anziehen.
Störung
HOLZPLATTENVORSCHUB WÄH-REND DES SCHNITTES STOK-
KEND (ZWISCHEN FÜHRUNG UNDSÄGEBLATT EINGEZWÄNGT), UN-
REGELMÄßIGER PARALLEL-SCHNITT.
Ursache
1- Führung für Parallelschnitt ver-stellt (diese muß parallel zum Sä-geblatt verlaufen und sich gegendas Ende wenigstens 0,10 mmöffnen).
Behebung
1- Wenden Sie sich bitte an unserKundendienstzentrum (Telefon-nummer siehe Seite 3).
DefautLA REGLE TELESCOPIQUE NE SE
PLACE PAS CORRECTEMENTSUR 90°
Cause1 - Les taquets de butée dans le bâti ne
sont pas réglés.
Remedes1 - Enlever les deux bouchons A et agir
sur les vis B de réglage (fig. 4).
Defaut
LA LAME DE L’INCISEUR SEDEPLACE.
Cause
1- La goupille de blocage A (fig.5) estdesserrée.
Remedes
1- Régler le ciseleur comme décrit auchap. 5, puis serrer la vis A (fig. 5).
Defaut
LE PANNEAU COULISSE DIFFICI-LEMENT PENDANT LA COUPE (ILEST SERRE ENTRE LA GLISSIERE
ET LA LAME) OU LA COUPE DESES COTES N’EST PAS
PARALLELE.
Cause
1- La glissière, pour les coupes paral-lèles, s’est déréglée (elle doit êtreparallèle à la lame avec une légèreouverture de sortie de 0,10 mm).
Remedes
1- Contacter notre service après-vente(voir coordonnées téléphoniquespage 3).
Inconveniente
LA REGLA TELESCOPICA NOSE UBICA CORRECTAMENTE A
90°
Causa1 - Los topes del bastidor no han sido
regulados.
Remedio1 - Quitar las dos tapas A y regular
los tornillos de ajuste B (fig. 4).
Inconveniente
LA HOJA ENTALLADOR PIERDESU POSICIÓN.
Causa
1- La espiga de bloqueo A (fig. 5)está floja.
Remedio
1- Ajustar el tallador como se des-cribe en el cap. 5 y apretar la tuer-ca A (fig.5).
Inconveniente
EL PANEL SE DESPLAZA CONDIFICULTAD DURANTE EL
CORTE (ESTÁ SITUADO ENTREGUÍA Y HOJA) O NO ES CORTA-DO CON LOS LADOS PARALE-
LOS.
Causa
1- La guía para cortes paralelos seha desregulado (debe estar para-lela a la hoja, con una ligera aper-tura de salida de 0,10 mm).
Remedio
1- Contacte con nuestro servicio téc-nico (ver número de teléfono enla Página 3).
www.bricose
rgio.it