
On non-stationarity of dynamic systems
11
On non-stationarity of dynamic systems Satu-Pia Reinikainen a, * , Kari Aaljoki b , Agnar Ho ¨skuldsson c a Lappeenranta University of Technology, P.O. Box 20, 53851 Lappeenranta, Finland b Neste Engineering, P.O. Box 310, 06101 Porvoo, Finland c Technical University of Denmark, IPL, Bldg. 358, 2800 Lyngby, Denmark Received 24 July 2003; accepted 25 November 2003 Available online 10 March 2004 Abstract Past years have shown great advances in measurement instrumentation. Many chemical companies are using near infrared (NIR) instruments for process control, because they can offer various advantages compared to traditional on-line analysers. These new instruments use often, e.g., partial least square (PLS) models for predicting the results, and their success depends mostly on the quality of the spectra and the models. However, there is a need for new methods that can handle data from these modern instruments. Typically, a large amount of data is received and needs to be processed. This data usually show very low rank. Covariance structure of dynamic systems tends to vary over time. Here some procedures to find stable solutions to linear dynamic systems with low rank are presented. Subsets of variables and samples to be included in a model are considered. The procedures are based on the H-principle of mathematical modelling. The basic idea is to approximate the solution by rank one parts. Each of them is found by optimising the estimation and prediction part of the model. The aim is to balance improvement in fit and precision. Therefore, the present methods give better prediction results than traditional methods that are based on exact solutions. Within few seconds the algorithms can provide with solutions of models having hundreds or thousands of variables. The procedure is described mathematically and demonstrated for a dynamic industrial case. It is shown how the algorithms can provide solutions involving NIR data for process control. The method is simple to apply and the motivation of the procedure is obvious for industrial applications. It can be used, e.g., when modelling on-line systems. D 2003 Elsevier B.V. All rights reserved. Keywords: Dynamic models; H-principle; Low rank solutions; Supervision of processes; Subset selection; Partial least square (PLS) 1. Introduction Past years have shown great advances in measurement instrumentation. Sensors and optical instruments have be- come very popular to measure quality characteristics of various products, e.g., near infrared (NIR) has been adopted for accurate on-line process control during the past 15 years in a wide range of applications. There are several aspects why NIR instruments are used for on-line process control. The cost savings of NIR measurements related to improved control and product quality is often achieved. The NIR instrument can provide results significantly faster compared to traditional laboratory analysis. In batch processes, it allows to estimate the quality of the final product several times within a manufacturing cycle, instead of analysing only the quality of end batch. Therefore, it can also reveal problems early allowing early corrective actions. Also, e.g., safety aspects can be seen as one of the advantages due to intrinsically safe measurement probes and fibre optics. The NIR instrument provides a lot of data, which are nowadays cheap to store, and to send onwards. Thus, a large amount of data that need to be processed is received. This data usually show very low rank. Chemometrics methods have been found to be very useful for extracting information from NIR spectra [1] and there is great interest for using the NIR technology for measurements of phenomena of different types. However, there is still a great need for new methods that can handle data from these modern types of instruments [2,3]. Therefore, it is important to illustrate closer the matters concerning finding good solutions. Here NIR data from measurements of beer [12] shall be considered. Sixty-one spectra were measured together with a quality measure for beer. A closer analysis by the CovProc method revealed that it would be optimal to work with variables (wavelengths) from 411 to 450. Thus X is here 0169-7439/$ - see front matter D 2003 Elsevier B.V. All rights reserved. doi:10.1016/j.chemolab.2003.11.015 * Corresponding author. Tel.: +358-5-6212112, GSM: +358-40- 7301851; fax: +358-5-6212199. E-mail addresses: [email protected] (S.-P. Reinikainen), [email protected] (K. Aaljoki), [email protected] (A. Ho ¨skuldsson). www.elsevier.com/locate/chemolab Chemometrics and Intelligent Laboratory Systems 73 (2004) 119– 129
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of On non-stationarity of dynamic systems

www.elsevier.com/locate/chemolab
Chemometrics and Intelligent Laboratory Systems 73 (2004) 119–129
On non-stationarity of dynamic systems
Satu-Pia Reinikainena,*, Kari Aaljokib, Agnar Hoskuldssonc
aLappeenranta University of Technology, P.O. Box 20, 53851 Lappeenranta, FinlandbNeste Engineering, P.O. Box 310, 06101 Porvoo, Finland
cTechnical University of Denmark, IPL, Bldg. 358, 2800 Lyngby, Denmark
Received 24 July 2003; accepted 25 November 2003
Available online 10 March 2004
Abstract
Past years have shown great advances in measurement instrumentation. Many chemical companies are using near infrared (NIR)
instruments for process control, because they can offer various advantages compared to traditional on-line analysers. These new instruments
use often, e.g., partial least square (PLS) models for predicting the results, and their success depends mostly on the quality of the spectra and
the models. However, there is a need for new methods that can handle data from these modern instruments. Typically, a large amount of data
is received and needs to be processed. This data usually show very low rank. Covariance structure of dynamic systems tends to vary over
time. Here some procedures to find stable solutions to linear dynamic systems with low rank are presented. Subsets of variables and samples
to be included in a model are considered. The procedures are based on the H-principle of mathematical modelling. The basic idea is to
approximate the solution by rank one parts. Each of them is found by optimising the estimation and prediction part of the model. The aim is
to balance improvement in fit and precision. Therefore, the present methods give better prediction results than traditional methods that are
based on exact solutions. Within few seconds the algorithms can provide with solutions of models having hundreds or thousands of variables.
The procedure is described mathematically and demonstrated for a dynamic industrial case. It is shown how the algorithms can provide
solutions involving NIR data for process control. The method is simple to apply and the motivation of the procedure is obvious for industrial
applications. It can be used, e.g., when modelling on-line systems.
D 2003 Elsevier B.V. All rights reserved.
Keywords: Dynamic models; H-principle; Low rank solutions; Supervision of processes; Subset selection; Partial least square (PLS)
1. Introduction only the quality of end batch. Therefore, it can also reveal
Past years have shown great advances in measurement
instrumentation. Sensors and optical instruments have be-
come very popular to measure quality characteristics of
various products, e.g., near infrared (NIR) has been adopted
for accurate on-line process control during the past 15 years
in a wide range of applications. There are several aspects
why NIR instruments are used for on-line process control.
The cost savings of NIR measurements related to improved
control and product quality is often achieved. The NIR
instrument can provide results significantly faster compared
to traditional laboratory analysis. In batch processes, it
allows to estimate the quality of the final product several
times within a manufacturing cycle, instead of analysing
0169-7439/$ - see front matter D 2003 Elsevier B.V. All rights reserved.
doi:10.1016/j.chemolab.2003.11.015
* Corresponding author. Tel.: +358-5-6212112, GSM: +358-40-
7301851; fax: +358-5-6212199.
E-mail addresses: [email protected] (S.-P. Reinikainen),
[email protected] (K. Aaljoki), [email protected] (A. Hoskuldsson).
problems early allowing early corrective actions. Also, e.g.,
safety aspects can be seen as one of the advantages due to
intrinsically safe measurement probes and fibre optics.
The NIR instrument provides a lot of data, which are
nowadays cheap to store, and to send onwards. Thus, a large
amount of data that need to be processed is received. This data
usually show very low rank. Chemometrics methods have
been found to be very useful for extracting information from
NIR spectra [1] and there is great interest for using the NIR
technology for measurements of phenomena of different
types. However, there is still a great need for new methods
that can handle data from these modern types of instruments
[2,3]. Therefore, it is important to illustrate closer the matters
concerning finding good solutions.
Here NIR data from measurements of beer [12] shall be
considered. Sixty-one spectra were measured together with
a quality measure for beer. A closer analysis by the CovProc
method revealed that it would be optimal to work with
variables (wavelengths) from 411 to 450. Thus X is here
S.-P. Reinikainen et al. / Chemometrics and Intelligent Laboratory Systems 73 (2004) 119–129120
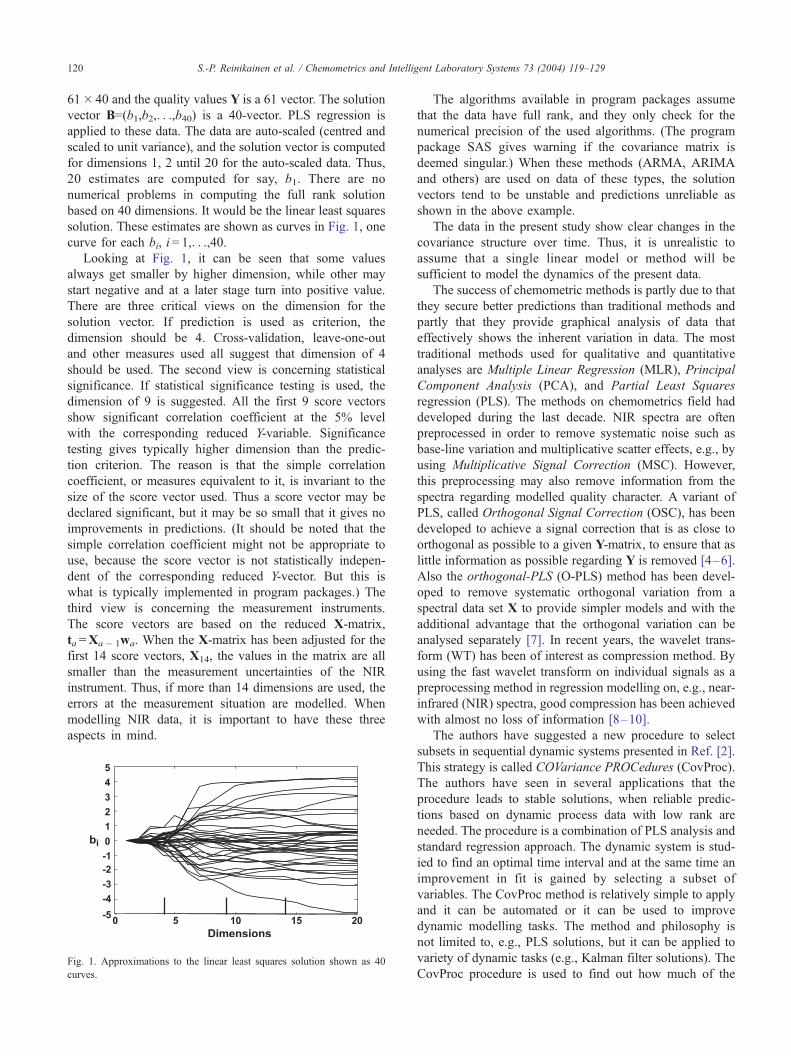
61� 40 and the quality values Y is a 61 vector. The solution
vector B=(b1,b2,. . .,b40) is a 40-vector. PLS regression is
applied to these data. The data are auto-scaled (centred and
scaled to unit variance), and the solution vector is computed
for dimensions 1, 2 until 20 for the auto-scaled data. Thus,
20 estimates are computed for say, b1. There are no
numerical problems in computing the full rank solution
based on 40 dimensions. It would be the linear least squares
solution. These estimates are shown as curves in Fig. 1, one
curve for each bi, i = 1,. . .,40.Looking at Fig. 1, it can be seen that some values
always get smaller by higher dimension, while other may
start negative and at a later stage turn into positive value.
There are three critical views on the dimension for the
solution vector. If prediction is used as criterion, the
dimension should be 4. Cross-validation, leave-one-out
and other measures used all suggest that dimension of 4
should be used. The second view is concerning statistical
significance. If statistical significance testing is used, the
dimension of 9 is suggested. All the first 9 score vectors
show significant correlation coefficient at the 5% level
with the corresponding reduced Y-variable. Significance
testing gives typically higher dimension than the predic-
tion criterion. The reason is that the simple correlation
coefficient, or measures equivalent to it, is invariant to the
size of the score vector used. Thus a score vector may be
declared significant, but it may be so small that it gives no
improvements in predictions. (It should be noted that the
simple correlation coefficient might not be appropriate to
use, because the score vector is not statistically indepen-
dent of the corresponding reduced Y-vector. But this is
what is typically implemented in program packages.) The
third view is concerning the measurement instruments.
The score vectors are based on the reduced X-matrix,
ta =Xa� 1wa. When the X-matrix has been adjusted for the
first 14 score vectors, X14, the values in the matrix are all
smaller than the measurement uncertainties of the NIR
instrument. Thus, if more than 14 dimensions are used, the
errors at the measurement situation are modelled. When
modelling NIR data, it is important to have these three
aspects in mind.
Fig. 1. Approximations to the linear least squares solution shown as 40
curves.
The algorithms available in program packages assume
that the data have full rank, and they only check for the
numerical precision of the used algorithms. (The program
package SAS gives warning if the covariance matrix is
deemed singular.) When these methods (ARMA, ARIMA
and others) are used on data of these types, the solution
vectors tend to be unstable and predictions unreliable as
shown in the above example.
The data in the present study show clear changes in the
covariance structure over time. Thus, it is unrealistic to
assume that a single linear model or method will be
sufficient to model the dynamics of the present data.
The success of chemometric methods is partly due to that
they secure better predictions than traditional methods and
partly that they provide graphical analysis of data that
effectively shows the inherent variation in data. The most
traditional methods used for qualitative and quantitative
analyses are Multiple Linear Regression (MLR), Principal
Component Analysis (PCA), and Partial Least Squares
regression (PLS). The methods on chemometrics field had
developed during the last decade. NIR spectra are often
preprocessed in order to remove systematic noise such as
base-line variation and multiplicative scatter effects, e.g., by
using Multiplicative Signal Correction (MSC). However,
this preprocessing may also remove information from the
spectra regarding modelled quality character. A variant of
PLS, called Orthogonal Signal Correction (OSC), has been
developed to achieve a signal correction that is as close to
orthogonal as possible to a given Y-matrix, to ensure that as
little information as possible regarding Y is removed [4–6].
Also the orthogonal-PLS (O-PLS) method has been devel-
oped to remove systematic orthogonal variation from a
spectral data set X to provide simpler models and with the
additional advantage that the orthogonal variation can be
analysed separately [7]. In recent years, the wavelet trans-
form (WT) has been of interest as compression method. By
using the fast wavelet transform on individual signals as a
preprocessing method in regression modelling on, e.g., near-
infrared (NIR) spectra, good compression has been achieved
with almost no loss of information [8–10].
The authors have suggested a new procedure to select
subsets in sequential dynamic systems presented in Ref. [2].
This strategy is called COVariance PROCedures (CovProc).
The authors have seen in several applications that the
procedure leads to stable solutions, when reliable predic-
tions based on dynamic process data with low rank are
needed. The procedure is a combination of PLS analysis and
standard regression approach. The dynamic system is stud-
ied to find an optimal time interval and at the same time an
improvement in fit is gained by selecting a subset of
variables. The CovProc method is relatively simple to apply
and it can be automated or it can be used to improve
dynamic modelling tasks. The method and philosophy is
not limited to, e.g., PLS solutions, but it can be applied to
variety of dynamic tasks (e.g., Kalman filter solutions). The
CovProc procedure is used to find out how much of the

S.-P. Reinikainen et al. / Chemometrics and Intelligent Laboratory Systems 73 (2004) 119–129 121
historical data (of past time points, of lags, of variables)
should be used at each time point such that the linear model
is optimal in certain sense.
The present approach to study changes in covariance
structure is to use the H-principle of mathematical model-
ling [11]. The basic idea is to carry out analysis of non-
stationarity in steps and at each step compute a rank one
approximation to the solution. This rank one solution is
based on optimising the balance between the improvement
in fit and the associated precision that can be obtained by
such an improvement in the solution. Thus, each of the rank
one part is a result of optimisation task involving fit and
precision, such that all parts are in certain sense optimal at
the respective step of the analysis. The approach gives the
possibility of studying the variation of parameters over time
and to identify the behaviour of the dynamic system. A
collection of measures that describe the changes over time is
defined and it is shown how they can assist in improving the
predictions for the dynamic system in question.
The focus of this paper is application and extensions of
the CovProc method [2]. Here the results in Ref. [2] are
extended to situation, where there is dominant non-statio-
narity in data. It is also shown how the CovProc method can
be used in traditional statistical process control methods.
The theory is illustrated by on-line NIR data, which is used
to predict the product quality. It is shown that the proposed
approach using the CovProc approach can provide with the
precision in the predictions that are needed for these difficult
production data.
2. Models and algorithm
Suppose that there are given values of the instrumental
variables that have been collected in a matrix X. A common
assumption in standard linear regression is to assume that
the response variable can be derived linearly from X apart
from small random values that are assumed normally
distributed. It can be written as y =Xb + e, or yfN(Xb,r2I). This indicates that the residuals have the same vari-
ance, r2. The linear least squares method is concerned in
finding the value of b that minimises the measure of fit,
AXb� yA2!min. The exact solution, b1, to this task is
given by b1=(XTX)� 1XTy. Sometimes there is a requirement
that the solution vector in some sense should be as small as
possible. This can be included in the optimisation task as
minimising the sum bTUb +AXb� yA2!min. The exact
solutions are b2=(XTX +U)� 1XTy. The matrix U can be the
unity matrix, I, a constant times the unity matrix, kI, the
covariance matrix for the b’s or some other positive definite
matrix. A common choice for U is kI, where the constant k is
chosen by some external condition, e.g., the value that gives
the smallest leave-one-out predictions. This is used in the
Ridge Regression method. In the algorithm below
S =XTX +U, where U is any positive semidefinite matrix.
Very many methods in process control can be ‘mapped’ into
the algorithm that is considered in this paper by appropriate
choices of the U matrix.
The literature on dynamic modelling is large, and there
are several statistical program packages available for dy-
namic modelling. However, many of these present the
dynamic modelling from statistics point of view, but the
procedures are not often satisfactory, when an industrial data
set that has reduced rank is considered. The basic reason is
that the procedures compute the exact (unbiased) solutions.
It is expected that the users carry out a significance testing
in order to reduce the model appropriately. It is also
assumed that the data fit well except for some small random
noise, which is not necessarily true when an industrial data
set is involved. Also the fact that the industrial data often
have singular or almost singular covariance matrix causes
unstable solutions. These questions and CovProc procedures
have been considered closer in Refs. [2,3].
The basic idea of the CovProc approach is to build on
relatively few but reliable components. It is based on the H-
principle of mathematical modelling that shall be considered
closer. H-principle is a recommendation of how one should
carry out the modelling procedure for any mathematical
model:
(1) Carry out the modelling in steps. You specify how you
want to look at the data at this step by formulating how
the weights are computed.
(2) At each step compute expressions for (i) improvement
in fit, DFit, and (ii) the associated prediction,
DPrecision.
(3) Compute the solution that maximises the product
DFit�DPrecision.
(4) In case the computed solution improves the prediction
abilities of the model, the solution is accepted. If the
solution does not provide this improvement, it stops.
(5) The data are adjusted for what has been selected and
start again at (1).
The main motivation for this approach is the prediction
aspect of the model. When a new sample, x0, is available,
the response values Y(x0) are estimated from the regression
equation. The prediction variance for the estimated response
values for a standard regression model is,
VarðYðx0ÞÞ ¼ ½YTðI � XðXTXÞ�1XTÞY�
� xT0 ðXTXÞ�1x0=ðN � KÞ
Assuming normal distribution, (XTX)� 1 and [YT(I�X
(XTX)� 1XT)Y] are stochastically independent, hence both
must to be modelled, if one wants to control the prediction
variance. The H-principle suggests that a weight vector
w that gives us a solution of step 3 should be found [11].
In the CovProc approach, the basic idea is to follow the
H-principle and carry out the modelling task in steps. At
each step a score vector t as t =Xw is computed. The

S.-P. Reinikainen et al. / Chemometrics and Intelligent Laboratory Systems 73 (2004) 119–129122
CovProc method is concerned with finding an optimal
weight vector w. In Ref. [12] it was shown that each step
in PLS regression consists of two independent parts. The
first is to find the weight vector w. This is done by finding
the eigenvector associated with the largest eigenvalue of the
eigenvalue task: XTYYTXw = kw. The second part is to
compute the score vector, loading vector, change in regres-
sion coefficients and other things. Finding the weight vector
w is specific for the PLS regression. Most other types of
linear regression can be obtained by appropriate choices of
the weight vector. This property is used in the CovProc
method. The starting point is the weight vector found by the
eigenvalue task. The values of the weight vector w are
sorted according to the numerical values. Starting with the
numerically largest weight the score vector is computed. It
is checked how well it performs. Then the weight vector is
expanded with the second largest weight and a new score
vector is computed. This is continued until all values of the
eigenvector have been used. The weights chosen are the
ones that give optimal score vector. Here it is the size of the
improvement in fit AYTtA2/(tTt). The procedure can be
viewed as follows: ‘‘The matrix X is expanded by adding
new columns that correspond to the largest weights. It is
expanded until a maximal improvement in fit is obtained,
when the weights come from the eigen system. This is
carried out for each score vector’’. The matrix X is also
expanded by adding rows (samples). The results of the
CovProc method is thus that at a given time point, a certain
amount of variables should be used and a given amount of
previous samples should be used.
The CovProc method here is formulated in terms of a
general covariance matrix S =XTX +U, where U is any
positive semidefinite matrix. As mention above, it can be
shown that many of the linear methods that are used in
process control (e.g., Kalman filter method) can be formu-
lated as special choices of the U matrix. Thus the present
algorithm extends the CovProc approach to different process
control methods. In the present study, the authors have
experimented with different types of updating methods like
Kalman filter methods, but the main emphasis for the
company that provided with the data are simple predictions.
The authors found that the best predictions were obtained,
when U was chosen as 0, U = 0. Therefore, the case study
only contains the results for U = 0. The algorithm in Ap-
pendix A is formulated for general U.
The steps of the CovProc method are summarised in
Appendix A. The algorithm that the authors have used for
the case study is also given. In the appendix, some of the
numerical properties of the algorithm are also shown. It
should be emphasised that the modelling task consists of
two steps. The first step is to find the weight vector w. PLS
regression selects the weight vector as an eigenvector. Other
regression methods are based on other choices for the
weight vector. In the CovProc method, the starting points
are the weights found by the PLS method. By sorting the
weights, the columns (variables) of X are found that are
reliable to work with. On the basis of the order found, the
weights are determined such that maximal fit is obtained.
When such a weight vector has been found, the score
vector t is computed. The regression is carried out using this
score vector. The X is adjusted for this score vector, and the
analysis continues again to find an optimal weight vector at
this step [2]. In case there are many variables, it is often
necessary to be careful in finding the weight vector w. A
collection of methods has been developed that optimise the
choice of w [2]. In CovProc method, two main aspects are
considered: (1) a large score space should be achieved, and
(2) the model should give as good fit as possible.
As already discussed, the procedure is basically indepen-
dent of the specific model in question. The present method
can easily be applied to several subspace methods, which
present an important collection of methods for analysing
dynamic systems [13]. Also, time dependent models [14],
(Kalman filtering, Bayesian methods, time series analysis)
can use the present method to improve the modelling task.
3. Analysis of non-stationarity
The algorithms proposed to analyse the systems are often
illustrated with simulated data. However, when applying the
methods to industrial data, the results and particularly the
predictions are often worse, because there are often more
features in the data than specified by the model. Therefore,
the procedure is best illustrated by an industrial case study.
The NIR data originate from an oil refinery and, in the
present example, it is used to model one product quality
variable. The data include spectra from one NIR instrument
measured during a relatively long time period (Fig. 2) and it
represents a reasonable amount of process variation and
shows several cases of effects of sample handling problems
on spectra. Only a data set from one NIR instrument and one
regularly determined quality variable were selected to dem-
onstrate the procedures. However, there are seven on-line
NIR instruments at the plant, and they provide about 7000
spectra daily. Based on the NIR data over 200 models are
used to estimate approximately 85,000 different values,
which are used for automatic on-line process control.
Accurate process control depends on the availability of the
reliable on-line continuous data and the reliable estimates.
Therefore, the mathematical procedures should be automat-
ed and provide the accurate estimates within few seconds
for process optimisation.
In the present example, the non-stationarity analyses are
described by modelling only one quality variable (Y). The
variable describes content of some aromatic compounds in
the process stream. The reference Y concentrations are
determined with laboratory analysis, and they are used for
calibration. However, the on-line sampling frequency of NIR
instrument is higher than the laboratory one. The NIR spectra
are pretreated (normalised, etc.) as it is routine at the plant. To
clarify the results and illustrations, the most informative

Fig. 2. In case study, data were measured automatically from a plant during a relative long time period.
S.-P. Reinikainen et al. / Chemometrics and Intelligent Laboratory Systems 73 (2004) 119–129 123
wavelengths are preselected based on a priori knowledge of
the data. This selection of subset of wavelengths is not a
critical issue, when using the procedure suggested here. The
original data matrix X was 83� 461. A closer study of the
data suggested that besides X, also the lagged values of X,
X� 1, and the lagged value of y, y� 1 should be included. A
new X matrix was performed as [X X� 1 y� 1], and it had
82 = 83� 1 rows and 923 = 2� 461 + 1 columns. In the first
case, only the present values of spectral data were consid-
ered as description variables.
In non-stationarity analysis the first question was: how
the correlation between X and y during time? This was
answered by dividing the samples into four (time) intervals,
21, 21, 20 and 20. The first 21 samples were from the first
period and so on. Fig. 3 gives the squared correlation
coefficient between the variables and the response variable.
From the figure, it can be seen that the first 21 samples show
Fig. 3. Squared correlation coefficients with 99% confidence limit: variables on
studied.
very little correlation with the response variable. The
horizontal line corresponds to the 99% significance limit
for the correlation coefficient. It shows that for the last 20
samples there are many variables that show high degree of
correlation with the response variable.
In the process control situation, it is important to look
back and study what samples and variables that should be
used at the present situation. In the following analysis, it is
assumed that the analysis is started at the last sample and
looked back. The first task is to compute the squared
correlation coefficients for all the samples, last 75% or 62
samples, last 50% or 41 samples and last 25% or 20
samples. This is shown in Fig. 4. From the figure, it can
be seen that the first peak is broader and larger, which
indicates possibilities of improvement of the modelling task,
if only the last part of the samples is used. Note that the 99%
significance line in the lower right figure is 0.52 = 0.25 for
axis: X(t), X(t� 1) and Y(t� 1). Samples from four time intervals were

Fig. 4. Squared correlation coefficients with 99% confidence limit: variables on axis: X(t), X(t� 1) and Y(t� 1). Process was studied by looking back from the
present sample.
S.-P. Reinikainen et al. / Chemometrics and Intelligent Laboratory Systems 73 (2004) 119–129124
20 samples. When looking at the figures, the immediate
impression is that the number of samples that should be used
is somewhere between 20 and 41.
In order to give some light on how many samples back
that should be used, a sequence of PLS regression was
carried out on the data, where one sample was removed at a
time. The total number of samples was 83. A PLS regression
was carried out for samples 1 to 83, then for 2 to 83, then 3
to 83 and so on. The last PLS regression was carried out for
samples 69 to 83, i.e., for 15 samples. Fig. 5 gives the R2
values for the 69 PLS-regressions. Fig. 5 shows increasing
values of the R2 measure of fit. It can be seen that the R2
value for four components is relatively constant for the last
13 regressions. It indicates that 30 and 35 samples in the
regression analysis should be used.
Fig. 5. In order to give some light on how many samples back that should
be used, a sequence of PLS regression was carried out on the data, where
samples were removed one at a time. Total number of samples was 83.
The CovProc regression is finding the largest values of
R2 but at the same time securing as large score vectors as
possible. It may be interesting to see, what the maximal
values of R2 are, when a similar procedure is used. This is
shown in Fig. 6. It shows that a considerable improvement
is possible by finding the set of variables that should be
used at each step of the regression, when finding the score
vector. The figure shows that R2 equal 98% or more was
found for the last 30 samples or so and for fewer samples.
It also shows that there may be only three components
needed, if 30 or so samples are used. Fig. 6 also shows
that a value of R2 equal to 99.5% was obtainable for 15
samples. This result may not be reliable because the
CovProc procedure is finding the largest possible increase
Fig. 6. The CovProc regression is finding the largest values of R2 but at the
same time securing as large score vectors as possible. The highest R2 values
were obtained in a model based on 15 samples. The result should be
validated by, e.g., cross-validation.

Fig. 7. The regression coefficients, which were found by the 68 CovProc regressions presented in Fig. 6.
S.-P. Reinikainen et al. / Chemometrics and Intelligent Laboratory Systems 73 (2004) 119–129 125
in the R2 value across a sequence of variables that are
specified by the weight vector found. The result must be
validated by for instance cross-validation.
It is also useful to look at the variation in the regression
coefficients of the score vectors. Fig. 7 shows the regression
coefficients that were found by the 68 CovProc regression
used in Fig. 6. Fig. 7 shows a lot of variation in the regression
coefficients. The large variation in the regression coefficients
is partly due to the search at each step for a score vector giving
maximal increase in the R2 value. The large variation in the
regression coefficients emphasises the importance of choos-
ing good data for the prediction of future samples.
As a conclusion, the figures show a lot of variation in the
numbers that are typically computed in regression analysis.
The figures also emphasise that a careful study is needed to
find the samples and variables that should be used. The
authors have not found it appropriate to define measures of
non-stationarity. It is usually better to carry out a similar
analysis as the one shown here.
4. Results and discussion
The dynamic behaviours in data are described with score
vectors of a PLS model in Fig. 8. The score vectors decom-
pose the data matrix X and they show what has been used of
it. Thus, the plots of ta versus tb show the sample (time)
variation inX data and how they can describeY. Fig. 8 reveals
that the process (samples) has been changing with the time.
The dynamic behaviour can be clearly seen. The samples
from different time periods clustered, even though there were
no clear groups found. This was seen as a sign that the
covariance structure has changed and that it could not be
expected that the same model would be valid over the whole
time period. In this case, the change should not only concern
the solution vector found in dynamic modelling, but the
whole model should be changed. The result is interpreted
with measures of fit and precision in Table 1. It can be seen
that using the whole NIR data only 92.3% of the Y variance
could be explained. The prediction error from cross-valida-
tion was 3.5. For reliable process control, this was not
accurate enough, and the modelling task had to be improved
with subset selection. The number of latent components was
selected based on cross-validation criteria and H-error.
In non-stationarity analysis the spectral variables are
sorted based on their correlation with the quality variable.
These variables are introduced to the model at blocks of five
variables. Also the samples are divided into blocks of five
samples. At each step of iteration introduced in the previous
chapter, the number of variables is increased until the
criterion is fulfilled. The number of samples is increased
and the modelling procedure is started all over again. In the
following example of non-stationarity analysis, two cases
were studied. In the first case only, the present values of
spectral data were considered as description variables and in
the second case also the lagged values (X� 1 and y� 1) were
included. The results in both cases were very similar. In both
cases, the procedures suggested that 4 latent components, 30
samples and only 15 variables (wavelengths) should be
included. With these models approximately 97% of the Y
variance could be explained. The prediction error from
cross-validation was in first case 1.4 and in second case
0.8. Thus, with the lagged values the precision (uncertainty)
on the model was improved. Both results were clearly better

Fig. 8. The score vectors (ti) interpret the time variation in X data.
S.-P. Reinikainen et al. / Chemometrics and Intelligent Laboratory Systems 73 (2004) 119–129126
than the results achieved by using whole data, and are
therefore more suitable for process control and optimisation.
The results based on the X with lagged values are shown in
Table 1. The modelling procedure can be viewed closer. Fig.
9 presents R2 values and prediction error from cross-vali-
dation, when the number of components, the number of
variables and the number of samples were increased. It can
be clearly seen that the prediction error increased, when the
number of variables or the number of samples was in-
creased. Some improvement in precision was gained by
increasing the number of latent variables. However, the
prediction error measure increased at any dimension of
model, when number of X variables or samples was
increased. This may indicate, e.g., changes in covariance
structure. The improvement in fit was mainly gained by
increasing the number of latent variables. The improvement
in fit was also dependent on number of variables and
samples. When new samples and longer time period was
introduced to the model the R2 value begun to decrease.
When new X variables were included, the fit was at first
improved. However, when the number of variables was
Table 1
(A) Results from a PLS model, in which 463 wave numbers combine the X mat
variables: (1) number of latent components, (2) variation of X used (%), (3) variat
coefficient, (6) covariance explained, (7) estimated standard deviationffiffiffiffiffiffiffiffiffiffiffiffiffiffivarðyðx
pvalidation
1 2 3 4 5 6
No. SR2(X) SR2(Y)ffiffiffiffiffiffiffiffiffiffiffiffiffiYVY
N � A
rcorr(yi, ti) AyiVtiA
(A) X includes all the NIR wave numbers
1 43.56 36.33 7.12 0.60 6.83
2 78.08 58.59 5.78 0.59 5.13
3 84.92 89.07 2.99 0.86 3.01
4 89.72 92.28 2.53 0.54 0.73
5 92.93 93.90 2.26 0.46 0.42
6 97.77 94.38 2.19 0.28 0.25
(B) Original X included the lagged values, from which 15 were selected
1 93.28 87.18 1.08 0.93 2.99
2 96.81 90.36 0.95 0.49 0.04
3 99.98 93.39 0.80 0.56 0.10
4 99.99 97.09 0.55 0.49 0.001
expanded over some certain number, the fit begun to lower.
The procedure stopped with a model with four latent
variables, in which it can be seen that the optimum model
could be combined, when the modelling task was carried out
with sample blocks containing 30 samples and 15 variables.
The R2 and precision of the model were remarkably better
than when the model with whole data with all wave
numbers and samples were computed.
When a CovProc regression model was computed based
on this analysis, i.e., by using 30 samples and 4 latent
variables, the R2 value for this model is 98.0%. In the
CovProc modelling procedure, the first step is to compute w.
Then variables starting from the highest absolute w are
sorted. After that the new X matrix according to the measure
of fit in the order of sizes of w is expanded. The criterion to
stop the subset selection is the maximum of the fit measure.
Thus, each step the solution with nonzero values of w,
which give the best fit, is extracted and X matrix is adjusted
[2]. At first step only one variable with nonzero value were
selected. However, at the second step 129 and on third step
2 nonzero values were found. This result is not studied
rix, and (B) results from non-stationarity analysis: 30 samples in block, 15
ion of Y explained (%), (4) residual standard deviation of Y, (5) correlationffiffiffiffiffiffiffiffiffiffiffiffiffioÞÞ0:75 , (8–9) estimated biases, (10) mean of prediction error from cross-
7 8 9 10
std(y(x0)) Bias Ay� yoAmedian
Bias Ay� yoAmaximum
Pred. error
7.36 4.55 16.70 9.30
6.12 3.70 18.28 6.73
3.23 1.28 7.56 4.32
2.80 1.09 6.20 3.54
2.54 0.80 4.93 4.01
2.52 0.88 3.60 4.03
1.13 0.61 3.02 1.30
1.04 0.42 2.55 1.39
0.93 0.33 1.19 0.99
0.68 0 0 0.79
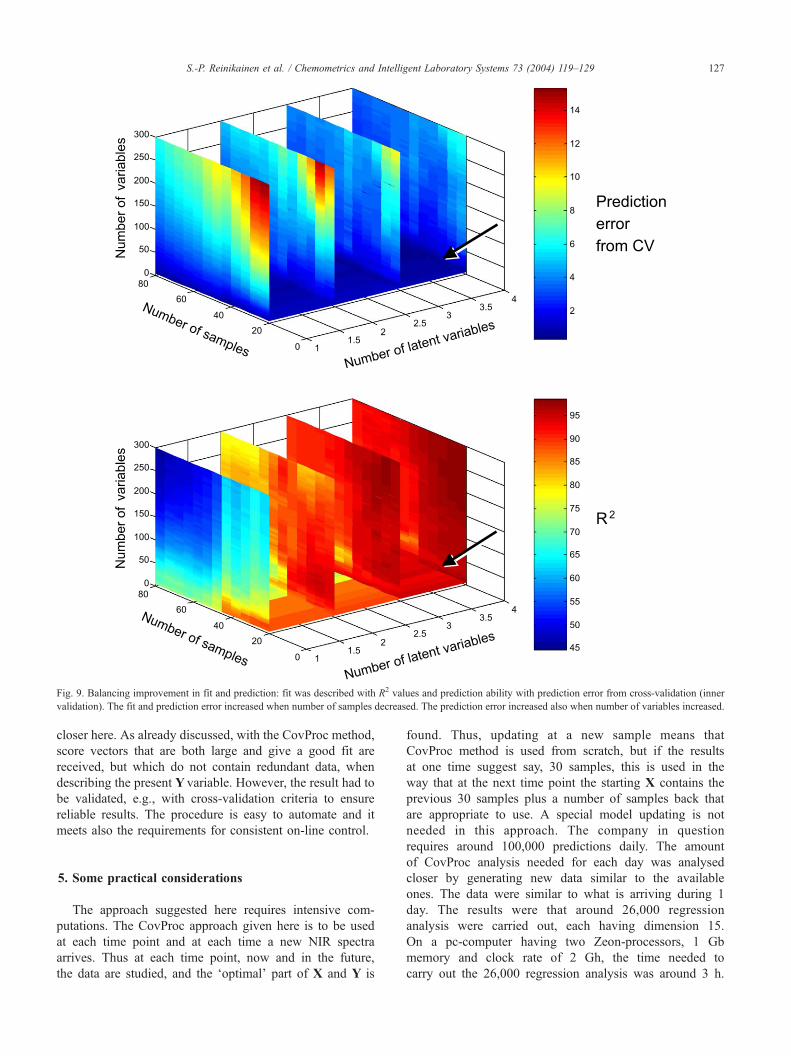
Fig. 9. Balancing improvement in fit and prediction: fit was described with R2 values and prediction ability with prediction error from cross-validation (inner
validation). The fit and prediction error increased when number of samples decreased. The prediction error increased also when number of variables increased.
S.-P. Reinikainen et al. / Chemometrics and Intelligent Laboratory Systems 73 (2004) 119–129 127
closer here. As already discussed, with the CovProc method,
score vectors that are both large and give a good fit are
received, but which do not contain redundant data, when
describing the present Y variable. However, the result had to
be validated, e.g., with cross-validation criteria to ensure
reliable results. The procedure is easy to automate and it
meets also the requirements for consistent on-line control.
5. Some practical considerations
The approach suggested here requires intensive com-
putations. The CovProc approach given here is to be used
at each time point and at each time a new NIR spectra
arrives. Thus at each time point, now and in the future,
the data are studied, and the ‘optimal’ part of X and Y is
found. Thus, updating at a new sample means that
CovProc method is used from scratch, but if the results
at one time suggest say, 30 samples, this is used in the
way that at the next time point the starting X contains the
previous 30 samples plus a number of samples back that
are appropriate to use. A special model updating is not
needed in this approach. The company in question
requires around 100,000 predictions daily. The amount
of CovProc analysis needed for each day was analysed
closer by generating new data similar to the available
ones. The data were similar to what is arriving during 1
day. The results were that around 26,000 regression
analysis were carried out, each having dimension 15.
On a pc-computer having two Zeon-processors, 1 Gb
memory and clock rate of 2 Gh, the time needed to
carry out the 26,000 regression analysis was around 3 h.

S.-P. Reinikainen et al. / Chemometrics and Intelligent Laboratory Systems 73 (2004) 119–129128
It shows that today the pc’s are so fast that there is not a
problem to carry out such intensive computations that are
needed here and get an answer within seconds after a new
NIR spectra has arrived.
The data received from the company had many miss-
ing values. For some data up to 40% of the data values
were missing, in some cases most of the spectra. When
much of recent data are missing, one needs to be very
careful with the modelling procedure. Therefore, in the
implementation procedure of the CovProc method there
must be considerations concerning the question if a
reliable prediction at a given time point can be made,
but otherwise there is in principle no problem in handling
missing values in a similar way as is handled by the
NIPALS algorithm. There is also another difficult issue in
the implementation of the CovProc method in the online
environment of the company. That is one that the NIR
spectra arrive at faster rate than the values of the response
variables. Therefore, it may be difficult to synchronise
precisely the two types of data, X-samples (NIR spectra)
and Y-samples (concentrations), which is required for the
modelling task.
Robustness is another important issue, because the
measurement values at the company are not always
reliable. There are many aspects of the robustness that
need to be taken into account in online operating environ-
ments. Each value in the weight vector is based on a
linear relationship between a variable and the response
variables. This can be replaced by some robust measure
of covariation. The score vector is a sum of the weighted
variables (wixi). Other choices than the sum can be used
which also can be used in computing predicted score
values. When a score vector has been found, there can be
used different measures to express the relationship be-
tween the score vector and Y. There is not any problem
in incorporating these more robust measures in the
CovProc method in order to make the weight vector,
the score vector and the relationship more robust, but
these robustness considerations are outside the scope of
this paper.
6. Conclusions
In the last decade, both the amount and the complex-
ity of generated data have increased remarkably. Extract-
ing useful and valuable information from these data is a
complicated task. Without control of the data, it is very
likely to be drowned in the data. When the number of
analysers and measurements increases, it becomes obvi-
ous that some automated system and continuous valida-
tion are absolutely necessary. Particularly for on-line
control reliable predictions for response variables and
stable solutions that can be automated are wanted. In
the present industrial case, the solution that can provide
100,000 reliable estimates every day is desired. This
paper applies the CovProc method to select both sub-
systems of variables and optimal timeframe in order to
model non-stationary systems. The procedures presented
here provide with solutions that give acceptable predic-
tions for on-line control using the NIR instruments. The
methods were found to work well with NIR data con-
taining over 1000 variables and very low rank. In spite
of the massive number of variables, the procedures are
numerically very fast, and there are no problems, numer-
ically or time-wise, in providing with all the daily
predictions that are needed and as fast as required for
on-line control. The use of reliable advanced process
control can be a huge benefit to those who choose to
use this technology. It will result in a more robust
process, better products, more uniform results, and a
huge cost savings for the manufacturer.
Appendix A. CovProc method in steps
In order to simplify the reading of this paper, the basic
steps of the CovProc method are given here. For further
details of the steps see Ref. [2]. The method starts with Y
matrix and X matrix, in which the lags may have been
included. The matrices have been divided into subsets of
samples based on some other criteria. For each of the sample
subsets the CovProc procedure is carried out in steps to
select the subset from X matrix:
1. Carry out the PLS regression. Find weights for a PLS
component, w.
2. Arrange weights according to their absolute values, AwA.3. Include the variables stepwise starting from the highest
AwA. At each step, compute the corresponding wr, tr, and
the measure of fit: AY’trA2/(tr’tr).
wr ¼ ð0; . . . ; 0;wi; 0; . . .wj; . . . 0;wK ; 0 . . .Þ and tr
¼ Xwr:
The nonzero values in wr are the r numerically largest
values. Select variables based on the maximum of the fit
measure found, for r= 1,2,. . .,K, where K is the number
of X-variables. The w’s are computed as wi =YVxi.4. Adjust the X by corresponding score vector (tr).
5. Start over at (1) to select more variables.
The algorithm in analysis of non-stationarity is as follows:
The method begins with the same X and Y matrices as
found by CovProc method.
(0) Initialise variables. X0 =X, S0= S, Y0 =Y, E0= IK,B=0.For a=1,2,. . ., K.(1) Find the weight vector wa.
wa is the left eigenvector of (XTY) associated withthe largest singular value.

S.-P. Reinikainen et al. / Chemometrics and Intelligent Laboratory Systems 73 (2004) 119–129 129
(2) Compute
loading vector pa: pa= Sa� 1wa,score vector ta=Xa� 1wa,scaling constant da: da=1/wa
TSa� 1wa.(3) Transformation vectors va:
va ¼ Ea�1wa;
Adjust transformation matrix: Ea =Ea� 1� davapaT.
(4) Compute new solution coefficients B:
qa ¼ ðXTYÞTva:
Ba ¼ Ba�1 þ davaqTa ;
(5) Adjust S: Sa = Sa� 1� dapapaT.
(6) Adjust covariance: (XTY)=(XTY)� dapaqaT.
(7) Adjust X: Xa=Xa� 1� datapaT.
(8) Adjust Y: Ya =Ya� 1� dataqaT.
(9) Check if this step has improved the prediction aspect of
the model, and if ka or da are not too small. If it pays to
continue, start a new iteration at 1.
The steps 7 and 8 are not necessary. The score vectors
can be computed afterwards as T=XV. The covariance
(XTY) need not be equal to Xa� 1T Ya� 1. The covariance
is the right hand terms in the set of linear equations. The
results of this algorithm are expansions of the matrices as
follows:
X ¼ d1t1pT1 þ d2t2p
T2 þ . . .þ dAtApT
A þ . . .þ dKtKpTK
¼ TDPT:
S ¼ d1p1pT1 þ d2p2p
T2 þ . . .þ dApApT
A þ . . .þ dKpKpTK
¼ PDPT:
S�1 ¼ d1v1vT1 þ d2v2vT
2 þ . . .þ dAvAvTA þ . . .þ dKvKvT
K
¼ VDVT:
B ¼ d1v1qT1 þ d2v2qT
2 þ . . .þ dAvAqTA þ . . .þ dKvKqT
K
¼ VDQT:
Here the vectors are collected in a matrix, e.g.,
T=(t1,t2,. . .,tK). D is a diagonal matrix with da’s in the
diagonal. The decomposition of S is a rank one reduction,
meaning that the rank of say, Sa is one less than that of
Sa� 1. (Follows from Sawa = 0). Thus SK will be the zero
matrix. The matrix V satisfies VTP=D� 1, or viTpj = dij/di,
where dij = 0 for i p j and 1 for i = j. It can also be written as
(VD1/2)T(PD1/2) = I or VDPT = I. The score vectors (ta) are
not orthogonal, tiTtj p 0 for i p j. The idea of the algorithm is
simultaneously to decompose S and approximate S� 1 with
the aim to optimise the quality of the predictions derived
from the model.
This algorithm is carried out for each time point t.
These equations can be applied to several linear dynamic
procedures [3]. If S =XTX, the algorithm reduces to PLS
regression. In that case the score vectors become orthog-
onal, TTT=D� 1.
One can view the algorithm as an approximation,
B ¼ S�1XTY ¼ ðd1v1vT1 þ . . .Þðd1p1t�T1 þ . . .Þ
Y ¼ ðd1v1tT1 þ . . .ÞY ¼ ðd1v1qT1 þ . . .Þ:
Note that only A terms in the expansions are used. The
choice of the weight vector w at each step reflects the
covariance that is left. The expansion stops, when there is no
covariance left, XaTYai0. The algorithm works with four
sets of vectors. The weight vectors W are found such that at
each step the prediction of the model is optimised. The score
vectors T show the variation in X that is used for the
solution found. The loading vectors P show how S has
been decomposed. Finally, the transformation vectors V
show how the loading vectors are derived from S, P= SV.
These vectors can be used in graphical analysis, when
studying dynamic behaviour in process [3].
References
[1] M. Blanco, I. Villarroya, NIR spectroscopy: a rapid-response analy-
tical tool, Trends Anal. Chem. 21 (4) (2002) 240–250.
[2] S.-P. Reinikainen, A. Hoskuldsson, COVPROC method: strategy in
modeling dynamic systems, J. Chemom. 17 (2003) 130–139.
[3] S.-P. Reinikainen, K. Aaljoki, A. Hoskuldsson, Analysis of linear
dynamic systems of low rank, Comp. Chem. Eng. (2003) (submitted
for publication).
[4] S. Wold, H. Antti, F. Lindgren, J. Ohman, Orthogonal signal correc-
tion of near-infrared spectra, Chemom. Intell. Lab. Syst. 44 (1998)
175–185.
[5] A. Hoskuldsson, Subset selection in PLS regression, Chemometr.
Intell. Lab. Syst. 55 (2001) 23–38.
[6] S. Wold, J. Trygg, A. Berglund, H. Antti, Some recent develop-
ments in PLS modelling, Chemom. Intell. Lab. Syst. 58 (2) (2001)
131–150.
[7] J. Trygg, S. Wold, Orthogonalized projections to latent structures
(O-PLS), J. Chemom. 16 (3) (2002) 119–128.
[8] J. Trygg, S. Wold, PLS regression on wavelet compressed NIR spec-
tra, Chemom. Intell. Lab. Syst. 42 (1998) 209–220.
[9] L. Eriksson, J. Trygg, E. Johansson, R. Bro, S. Wold, Orthogonal
signal correction, wavelet analysis, and multivariate calibration of
complicated process fluorescence data, Anal. Chim. Acta 420
(2000) 181–195.
[10] J. Trygg, N. Kettaneh Wold, L. Wallbacks, 2-D wavelet analysis and
compression of on-line industrial process data, J. Chemom. 15 (2001)
299–319.
[11] A. Hoskuldsson, Prediction Methods in Science and Technology,
Thor Publishing, Copenhagen, 1996, ISBN 87-985941-0-9.
[12] A. Hoskuldsson, PLS regression methods, J. Chemom. 2 (1988)
211–228.
[13] P. Van Overschee, B. De Moor, Subspace Identification for Linear
Systems, Kluwer Academic Publishing, Dordrecht, 1996.
[14] R.E. Kalman, A new approach to linear filtering and prediction prob-
lems, J. Basic Eng. (1960 March) 35–45.




















