
Nanotechnology Applications in Fibres & Textiles - CiteSeerX
45
IFC Project Agreement TEP 090-04 Deakin Milestone December 2005 1 Nanotechnology Applications in Fibres & Textiles P.G. Cookson and X. Wang School of Engineering and Technology Deakin University
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Nanotechnology Applications in Fibres & Textiles - CiteSeerX

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
1
Nanotechnology Applications in Fibres & Textiles
P.G. Cookson and X. Wang
School of Engineering and Technology Deakin University

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
2
Contents
Section Page
Statement of purpose 3 1. What are meant by ‘nanoscience’, ‘nanotechnology’ and ‘nanoscale’? 3 2. What things are driving modern-day nanotechnology? 5 3. Impacts of nanotechnology 6 4. Nanomaterials
Nanoscale on one dimension Nanoscale in two dimensions Nanoscale in three dimensions Nanocomposites Why are things different in the nanoworld? Manufacture of nanomaterials Health, environmental and safety issues
11 11 12 13 14 15 16 17
5. Nanoscale in nature – the Lotus effect 19 6. Fibres and textiles with nanoscale features
Nanofibres Nanocomposite fibres Coatings Membranes
22 22 24 27 35
7. Implications of nanotechnology for the Australian textile and fibre industries The Warren Report Council of Textile & Fashion Industries of Australia Limited (TFIA) Report Nanotechnology and textiles Conclusions
37 38 39 41
References 42 General reading 45 Hyperlinks to images in Figure 1 45

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
3
Nanotechnology Applications in Fibres & Textiles
The purpose of this document is to examine the implications of nanotechnology for the Australian fibre and textile industries. The basics and impacts of nanotechnology are examined in some detail so that non-scientists (including managers, technicians and students) will be able to gain an appreciation of what nanotechnology is all about. With an appreciation of what nanotechnologies are emerging globally in the fibre and textile areas, the local industry will have the necessary background to ask the right questions and make informed decisions. 1. What are meant by ‘nanoscience’, ‘nanotechnology’ and ‘nanoscale’? The prefix ‘nano’ is derived from the Greek word ‘nanos’, which means ‘dwarf’. In broad terms, nanotechnology refers to scientific and technological advances that rely on the properties of materials at a very, very small scale [1, 2]. It involves many complex concepts that cannot be seen or understood easily. Tim Harper, CEO of Científica Ltd., states the following [3]: “Take a random selection of scientists, engineers, investors and the general public and ask them what nanotechnology is and you will receive a range of replies as broad as nanotechnology itself. For many scientists, it is nothing startlingly new; after all we have been working at the nanoscale for decades, through electron microscopy, scanning probe microscopy or simply growing and analysing thin films. For most other groups, however, nanotechnology means something far more ambitious: miniature submarines in the bloodstream, little cogs and gears made out of atoms, space elevators made of nanotubes, and the colonization of space. It is no wonder people often muddle up nanotechnology with science fiction.” The following formal definitions come from a comprehensive article by The Royal Society and The Royal Academy of Engineering [4, 4(a)]:
Nanoscience is defined as the study of phenomena and manipulation of materials at atomic, molecular and macromolecular scales, where properties differ significantly from those at a larger scale. Nanotechnologies are defined as the design, characterisation, production and application of structures, devices and systems by controlling shape and size at the nanometre scale. Nanoscale region: 0.2-100 nanometres (nm) is the dimension range that holds the greatest interest.
1 metre = 1 billion nanometres As the term ‘nanotechnology’ encompasses such a wide range of tools, techniques and potential applications, it has been considered more appropriate to refer to ‘nanotechnologies’. For the purposes of this report, however, we shall refer to ‘nanotechnology’.

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
4
The upper limit of the nanoscale region is somewhat arbitrary, and for this report is taken as 250 nm. The dimensions of different objects are shown in Figure 1. The diameter of a virus particle is at the upper end of the nanoscale region, and the width of a DNA strand and diameter of a silicon atom, at the lower end.
Figure 1. Dimensions of different objects. Nanoscale region = 0-250 nm Nanotechnology Victoria [5] has stated that nanotechnology investments have: “a key property derived from a nanoscale phenomenon; that property is controllable; and the outcome is valuable”. Essentially, nanoscience involves fundamental research, and nanotechnology involves the delivery of something that is useful to somebody. It is this latter aspect that is immediately relevant to industry. Not all nanoscience will become nanotechnology.
“Actual application of knowledge and skills at nanometre scale for production purposes is still only possible to a very restricted extent. Nor will all the nanoscience research that is being carried out lead in the foreseeable future to nanotechnology that can be applied in practice. Nevertheless, we are currently only in the early stages of development and in theory major breakthroughs can be expected in the foreseeable future.”
Royal Netherlands Academy of Arts and Sciences, November 2004 [6] As nanoscience and nanotechnology cover such a wide range of fields (from chemistry, physics and biology, to medicine, engineering and electronics), they have been considered in four broad categories: nanomaterials; nanometrology; electronics, optoelectronics and information and communication technology; and biotechnology and nanomedicine [4(b)]. The category of most relevance for textiles is nanomaterials (section 4).
diameter of each cell= 7000 nm
DNA strand = 2 nmvirus particle = 150 nm
silicon atom = 0.2 nm
H2O
median anti-brachial vein = 2 million nm (2 mm)
5 million red cells

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
5
2. What things are driving modern-day nanotechnology? The use of nanoscale materials is nothing new. Three examples that are often used to illustrate this are as follows:
• Nano-sized particles of carbon black have been used to improve the wear resistance of rubber in car tyres. Degussa have been producing carbon black since the 1920’s. In the early days, they had no control over particle size, or even any knowledge of the nanoscale, and as such they were not using nanotechnology as defined above [3].
• Silver and gold particles were used in glass by the ancient Romans in order to achieve effects with colour [1(a)]. The Lycurgus chalice, which dates back to the Fourth Century AD, was made from glass that appears green in reflected light, but translucent red when light is shone through it. This unusual optical effect - likely to have been achieved initially by accident - is caused by 70 nm particles of silver and gold contained within the glass. As for carbon black, this was not really nanotechnology, although its effect was derived from particles with nanoscale dimensions.
• The ‘read head’ of computer hard disk drives uses the phenomenon of giant magneto resistivity (GMR) to sense recorded magnetic data. GMR sensors use metallic strips that are less than 2 nm thick to sense changes in magnetic fields [1(b)].
The development of tools such as scanning tunnelling microscopy and atomic force microscopy to observe and manipulate individual atoms has played an important part in driving the growing interest in nanotechnology over the past 20 years. The operation of the scanning tunnelling microscope is illustrated in Figure 2 [7]. A sharp conducting tip is held about 0.5 nm from the surface of the sample, and electrons ‘tunnel’ across the gap. This provides surface structural and electronic information with atomic resolution. Figure 2. Scanning tunnelling microscope [7]
tunnelling voltage
data processing and display
sample
tip
tunnelling current
amplifier
distance control and scanning
unit
control voltages for piezotube
piezoelectric tube with electrodes

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
6
In a landmark experiment in 1990, Eigler and Schweizer at IBM positioned 35 xenon atoms on a nickel surface using a scanning tunnelling microscope to write the company logo (Figure 3) [1(a), 4(a)]. The experiment was carried out under high vacuum at liquid helium temperature, and took a day to complete. Figure 3. Scanning tunnelling microscopy – the beginning [8, 9].
Another major reason for the interest in nanoscience and nanotechnology is the realization that virtually all processes important to life operate at the nanometre scale. For example, the metabolic activities within living cells, the fertilization of embryos in reproduction and the interaction of cellular components for cell movement all rely heavily on nanoscale structures [1(c)]. Nanoscale features on the surface of the Lotus leaf are responsible for water repellency (section 5), and attempts have been made to replicate this effect on textiles (section 6).
“Nanotechnology, like any other branch of science, is primarily concerned with understanding how nature works.”
Tim Harper, 2003 [3] 3. Impacts of nanotechnology The impacts of nanotechnology are discussed in terms of public funding, perceived value, and actual commercial outcomes achieved so far. The reported public sector spending on nanotechnology in Europe, Japan, USA and other countries from 1997 until 2002 is illustrated in Figure 4 [5]. It is apparent that, from 2000 onwards, the growth has been especially rapid. It has been estimated that US$8.6 billion would be spent worldwide on nanotechnology-related research and development in 2004, with just over half (US$4.6) from government bodies [10(a)]. More detailed information for the spending breakdown in Europe, Japan, USA and the United Kingdom is given in Table 1. The number of published patents in nanotechnology increased from 531 in 1995 to 1976 in 2002 [4(c)]. More than 600 companies were active in nanotechnology in 2003, ranging from small venture-capital backed start-ups, to some of the world’s largest corporations, such as IBM and Samsung [3]. The annual value for all nanotechnology-related products (including information and communication technologies) has been estimated by the US National Science Foundation to reach US$1 trillion by 2011-2015 [4(c)]. This estimate was arrived at by describing something as a ‘nanoproduct’ if nanotechnology forms any part of the manufacturing process [11]. Others have been less optimistic. The promise of nanotechnology is said to have “created lofty expectations in some quarters”, and largely “remains a set of solutions in search of a problem” [12]. Nanotechnology has been described as being “somewhere between wild hype and settling down to reality” [13].

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
7
Figure 4. Global, public sector spending on nanotechnology for 1997-2002 [5]
Region Expenditure on Nanoscience and Nanotechnology
Europe Current funding for nanotechnology R&D is about 1 million euros, two-thirds of which comes from national and regional programmes.
Japan Funding rose from $400 million to $800 million in 2003 and was expected to rise by a further 20% in 2004.
USA The USA’s 21st Century Nanotechnology Research and Development Act (passed in 2003) allocated nearly $3.7 billion to nanotechnology from 2005 to 2008 (which excludes a substantial defence-related expenditure). This compares with $750M in 2003.
UK With the launch of its nanotechnology strategy in 2003, the UK Government pledged £45M per year from 2003 to 2009.
Table 1. Examples of public funding for R&D in nanoscience and nanotechnology [4(c)] Estimates on the value of nanotechnology have been produced by Business Communications Company, Inc. [14]. The total global demand for nanoscale materials, tools, and devices was estimated at US$7.6 billion in 2003, and was expected to grow at an average annual growth rate of 30.6% to reach US$28.7 billion by 2008. In comparison with other key emerging technologies, the global nanotechnology market - at about US$7 billion in 2002 - was said to be roughly comparable in size to the biotechnology sector, but far smaller than the US$800 billion global informatics market. However, the nanotechnology market is believed to be growing at more than double the rate of the other two. The nanomaterials segment, which includes several long-established markets such as carbon black rubber filler, catalytic converter materials and silver nanoparticles used in photographic films and papers, accounted for over 97.5% of global nanotechnology sales in 2004 [14]. By 2008, the nanomaterials share of the market is predicted to decrease to 74.7% of total sales.
135128
190
83
1998
$536
135128
190
83
1998
$536
Source: Yole Consulting Europe Japan USA OthersEurope Japan USA Others
70118 120 116
0
200
400
600
800
1997
$424
US$ Millions
400
650604
520
2002
$2,174
400
650604
520
2002
$2,174
168
110
245270
2000
$793
168
110
245270
2000
$793
96150 157
255
1999
$658
96150 157
255
1999
$658
250
422380
2001
$1,552
500
250
422380
2001
$1,552
500

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
8
Nanoparticles currently account for the largest share of the nanomaterials market. The fastest-growing nanomaterials segments are carbon nanotubes (with a projected annual growth rate of 173% over the next five years) and nanocomposites (76% annual growth rate). “Nanotechnology is an enabling technology whose importance chiefly lies in the impact that it will have on established industries and markets. While it appears inevitable that nanotechnology will have a broad and fundamental impact on many sectors of the U.S. economy, various technical, marketing, and other hurdles need to be overcome before nanotechnology fulfils this promise. These challenges and differences of opinion regarding their commercial implications are reflected in the wide divergence among existing estimates of the U.S. and global nanotechnology markets.”
Business Communications Company, Inc., 3rd February 2004 [14] In terms of commercial outcomes from nanotechnology innovations, we refer to the Forbes web site where the top nanotechnology products for 2003 have been nominated (Table 2) [15].
Forbes/Wolfe Top Nanotech Products of 2003
High-Performance Ski Wax “Cerax Nanowax is one of the world’s first products made using chemical nanotechnology, which creates ‘intelligent’ surface coatings with multifunctional properties.” The wax “hardens as temperatures drop, adapting to the ski bases and snow crystals, so you can reach top speed from the first few feet on”. This results in “unique glide properties and unprecedented performance on turns”. Breathable Waterproof Ski Jacket “Using nanotechnology”, Franz Ziener GmbH & Co. has developed a “two-layer laminate” that is “windproof, waterproof, breathable and grime resistant”. “The result: a jacket with a long, functional life, superior to coated jackets and competitive with Gore-Tex products.” Wrinkle-Resistant, Stain-Repellent Threads “Nano-Tex researchers (have) attached molecular structures to cotton fibres, forming a barrier that causes liquids and stains to bead up on the surface and prevent absorption. Treated fabrics are not only wrinkle-proof, but repel stains from perennial offenders like soda, coffee, wine, mayonnaise and syrup.” Deep-Penetrating Skin Cream “Compared to conventional skin creams that sit on top of your skin, nanotechnology-enhanced cosmetic treatments penetrate deep beneath the surface and affect the base molecular layer. Plenitude uses a patented 200-nanometer nanotechnology process to incorporate vitamin A inside a polymer ‘capsule’. The capsule acts like a sponge, soaking up and holding the cream inside until the outer shell dissolves under your skin.” World’s First OLED Digital Camera Kodak has developed “the world’s first digital camera with an OLED display”. “Organic light-emitting diodes (OLED’s) are much brighter than the liquid crystals (LCD’s) used in many of today’s flat-screen TVs and computer monitors. They boast a wider viewing angle than LCD’s, which must be viewed

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
9
head-on. OLED’s don't require backlighting as LCD’s do, reducing power consumption.” Performance Sunglasses Nanofilm has used “nanotechnology to produce protective and antireflective ultrathin polymer coatings for eyewear”. “To give the glasses antireflection and scratch-resistance functionality, Nanofilm deposits coating layers of 150 nanometres and 20 microns thick. Then it uses chemical self-assembly to form a polymer coating, three to ten nanometres thin, on the outer layer of the antireflective lenses. This not only seals and repels grime and skin oils but also makes the lenses more responsive.” Nanocrystalline Sunscreen “The common SPF (sun protection factor) rating system only rates protection against UVB rays. Zinc oxide provides broad-spectrum protection against UVA and UVB rays, but its characteristic white pasty goop often leaves sunbathers and lifeguards feeling like they’re wearing clown makeup. The nanotechnology in Z-COTE (made by BASF) produces a high-purity nanocrystalline zinc oxide, which allows the sunscreen to go on clear. And, to boot, the inorganic Z-COTE can’t be absorbed by the skin and won’t cause allergic reactions.” High-Tech Tennis Rackets and Balls “Babolat introduced the VS Nanotube Power racket in 2002, retailing for $250. The Nanotube Power and VS Nanotube Drive lightweight, oversized-head models are made out of high modulus graphite with carbon nanotubes.” “One hundred times stronger than steel, yet one-sixth the weight, carbon nanotubes increase the rigidity of the stabilizers on each side of the racket's sweet spot.” “As a result, VS Nanotube rackets are five times more rigid than current carbon rackets and pack significantly more power.” “Regular balls left out of the can become flat and unplayable after two weeks or less.” But Wilson Double Core tennis balls, with “InMat’s Air D-Fense nanocomposite product inside, remain playable for four weeks”. “Natural rubber, which is required to obtain the correct bounce, is very permeable. So InMat makes it harder for the air to escape by coating the ball’s inner core with 20 microns thick of layered sheets of clay polymer nanocomposites, each 1 nanometre thin.” Table 2. Forbes/Wolfe top nanotech products of 2003 [15] A comment from the BBC [16]: “Scientists say they have only just begun to consider how they might exploit these amazing properties but they warn that many potential applications [of nanotechnology] have been overhyped. Real uses include the more mundane - such as stay-clean glass, more efficient catalysts, and improved techniques for biomedical imaging.” One could debate how ‘mundane’ or otherwise the items on the Forbes list are, but it is interesting to note that two of technologies involve textiles. The Forbes/Wolfe top ten nanotech products of 2004 have just been published, and include two textile initiatives [17]:
• Washable Bed Mattress. This development from Simmons Bedding Company involves a three-layer, removable, mattress top that includes fabric treated using technology from Nano-Tex (section 6). The product can be laundered or dry cleaned.
• Nanosilver Wound Dressing for Burn Victims. This consists of a rayon/polyester core sandwiched between two layers of “silver-coated high density polythene mesh”. “Nucryst’s

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
10
nanosized silver particles increase surface area improving its antibacterial effectiveness against 150 types of microbes, including drug-resistant bacteria.”
Leading scientists were polled by Forbes to decide which nanotechnologies they thought would really change the world over the next five years, i.e. would disrupt our future, like things such as mobile phones and the internet have in the past. The five disruptive technologies are listed in Table 3 [18]. One of the five technologies relates to textiles.
Forbes/Wolfe Top Five Industry-Changing Nanotechnologies of the Next Five Years
Photovoltaic Paint/Liquid Solar Cells “Nanosolar has developed a material of metal oxide nanowires that can be sprayed as a liquid onto a plastic substrate where it self-assembles into a photovoltaic film. A roll-to-roll process similar to high-speed printing offers a high-volume approach that doesn't require high temperatures or vacuum equipment. Nanosys intends for its solar coatings - based on structures called nanotetrapods - to be sprayed onto roofing tiles. And Konarka is developing plastic sheets embedded with titanium dioxide nanocrystals coated with light-absorbing dyes.” “If nanotech solar fabrics could be applied to, say, buildings and bridges, the entire energy landscape could dramatically change. Integrated into the roof of a bus or truck, they could split water via electrolysis and generate hydrogen to run a fuel cell.” Biological Electronics “Cambrios Technologies was formed in 2003 to apply molecular biology to making materials like semiconductors. “People question using biological manufacturing for the mass markets, but beer, bread and vitamin B12 are all manufactured by micro-organisms,” says Chief Executive Mike Knapp. “Biological manufacturing on a huge scale is cost-effective and done all the time. Long before it's possible to commercialize the biologically self-assembled Pentium 40, there will be biological components inside your television set or cell phone battery.”” Multifunctional Dendrimers (Combination Disease Imaging and Treatment) “The University of Michigan's Jim Baker is one of the pioneers of dendrimer technology, tree branch-like polymers that can have multiple, simultaneous attachments to biological targets (e.g., cell surfaces).” “If dendrimers make it to market for diseases like cancer, you could not only be saving treatment costs by piggybacking multiple drugs on one carrier (the dendrimer), but you will likely be able to image, follow the progress and treat the cancer sooner and more effectively than ever before.” Regenerative Neurotechnology “Stem-cell research has become a hot button issue, yet one area absent from this political and ethical debate is work being done by researchers at MIT. John Kessler and Samuel Stupp showed that they were able to cause neural progenitor cells to change into neurons (rather than the scar tissue that causes paralysis) upon spinal injury.” “Using nanofibers, the two scientists were able to stop paralysis from happening in rats.” Self-Cleaning and Self-Freshening Clothes “While Nano-Tex’s stain- and wrinkle-resistant technology, called NanoCare, has been the first out of the gate, its NanoFresh (wicks away odour from sports clothing) will not be far behind. Also, scientists at the Hong Kong Polytechnic University have been able to build a nano-thin layer of particles of

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
11
titanium dioxide, a substance that reacts with sunlight to break down dirt and other organic material. This layer can be coated on cotton to keep the fabric clean. Clothes simply need to be exposed to natural or ultraviolet light for the cleaning process to begin. Once triggered by sunlight, clothing made out of the fabric will be able to rid itself of dirt.” Table 3. Forbes/Wolfe top five industry-changing nanotechnologies of the next five years [18] The Royal Society and The Royal Academy of Engineering [4(b)] have stated that “nanoparticles have a range of potential applications: in the short-term in new cosmetics, textiles and paints”; in the longer term, in methods of targeted drug delivery where they could be used to deliver drugs to a specific site in the body.” Nanotechnology Victoria [19] has stated that “the textiles industry [in Australia] is likely to be one of the early adopters of nanotechnology products and processes”. 4. Nanomaterials Nanomaterials are materials that possess structured components with one, two or three dimensions in the nanoscale region [4(b)]. They are manufactured by ‘bottom-up’ or ‘top-down’ processes. The properties of nanomaterials differ significantly from those of other materials because of their increased surface area and quantum effects. Health concerns have been expressed concerning nanoparticles. Nanoscale in one dimension [4(b)] One-dimensional nanomaterials, such as thin films and engineered surfaces, have been used for many years in fields such as electronic device manufacture, chemistry and engineering. In the silicon-integrated circuit industry, for example, many devices rely on thin films for their operation, and control of film thickness approaching the atomic level is routine. Figure 5. Physical structure of an RGB organic light emitting diode (OLED) cell [20] Organic light emitting diode (OLED) displays look set to take over from LCD and plasma displays in monitors and TV sets [20]. An RGB OLED cell (Figure 5) is manufactured by depositing a conductive, transparent anode material onto a transparent substrate. Organic
anode
glass substrate
2-10 V DC
hole injection layer
organic emitters
electron transport layer
light output
metal cathodeOLED

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
12
layers are added next, and a reflective metal cathode completes the structure. The organic compounds used are luminescent and act as hole/electron transporters. The thickness of the structure - not including the substrate - is only about 300 nm. OLED displays have high brightness and contrast, an ultra-wide viewing angle, no need for a backlight, a fast response time and low power consumption. Nanoscale in two dimensions [4(b)] Two dimensional nanomaterials such as tubes and wires are the subject of considerable research. Carbon nanotubes are extended tubes of rolled graphene sheets, and may be multi-walled (several concentric tubes) [Figure 6(a)] or single-walled (one tube) [Figure 6(b)] [21]. Single-walled carbon nanotubes can be considered to be formed by the rolling of a single layer of graphite into a seamless cylinder [22]. A multi-walled carbon nanotube can be considered to be a coaxial assembly of cylinders of single-walled nanotubes, the separation between the tubes being about equal to that between the layers in natural graphite [22].
Figure 6(a). Schematic of a multi-walled carbon nanotube [21]
Figure 6(b). Schematic of a capped, single-walled carbon nanotube [21]

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
13
Carbon nanotubes are typically a few nanometres in diameter, and several microns to centimetres long. They are very strong and flexible, and are excellent conductors of electricity. Potential uses include conductive plastics, sensors, fuel cells and display devices. They can be synthesized by a number of techniques, including pyrolysis of hydrocarbons over metal catalysts [4(d)], and are available in limited quantities. Nanoscale in three dimensions [4(b)] Nanoparticles are three-dimensional nanomaterials, and are often defined as particles of less than about 100 nm in diameter. More specifically, nanoparticles are classified as particles that exhibit new or enhanced size-dependant properties compared with larger particles of the same material. Nanoparticles exist widely in the natural world, for example as the products of photochemical and volcanic activity; they are also produced from combustion and food cooking, and from vehicle exhausts. Deliberately synthesised nanoparticles [e.g. Figures 7(a) and 7(b)] are, by comparison, in the minority. Figure 7(a). Gold nanoparticles grown in solution [23] Figure 7(b). Gold nanoparticle ‘film’ on semiconductor base [24] Manufactured nanoparticles are typically not products in their own right, but generally serve as raw materials, ingredients or additives in existing products [4(b)].
100 nm
0 µm
2 µm
3 µm
0 nm
75 nm
150 nm

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
14
Nanocomposites Nanocomposities are formed by integrating nanomaterials into organic polymers. Properties which have been shown to undergo substantial improvements - in comparison with the base polymer as well as conventional filler counterparts - include [25]:
• Mechanical properties, e.g. strength, modulus and dimensional stability. • Permeability (decreased) to gases, water and hydrocarbons. • Thermal stability and heat distortion temperature. • Flame retardancy and reduced smoke emissions. • Chemical resistance. • Surface appearance. • Electrical conductivity. • Optical clarity in comparison to conventionally-filled polymers.
The most heavily researched type of nanocomposite uses layered mineral clays as the reinforcing phase [26]. Natural clay ‘particles’ are sheet-like materials that are no more than 3-5 atoms thick [27]. When dispersed in a polymer (illustrated in Figure 8 for nylon), the high surface area of these particles has a big impact on fibre properties. Toyota discovered that addition of 3-5% clay to nylon 6 increased the softening temperature from 600C to 1400C, opening up possibilities for the use of nylon in timing belts in cars.
Figure 8. Schematic of a nanocomposite of nylon and clay [27] An obvious area of application for carbon nanotubes is in nanocomposites, with performance characteristics beyond those of current carbon-fibre composites [4(b)]. One current limit to the introduction of carbon nanotubes in composites is the problem of structuring the tangle of nanotubes in a well-ordered manner so that maximum use can be made of their strength. Another challenge is generating strong bonding between carbon nanotubes and the matrix, to give good overall composite performance and retention during wear or erosion of composites.

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
15
The surfaces of carbon nanotubes are smooth and relatively unreactive, and so tend to slip through the matrix when it is stressed. One approach that is being explored to prevent this slippage is the attachment of chemical side-groups to carbon nanotubes, effectively to form ‘anchors’ (Figure 9). Another limiting factor is the cost of production of carbon nanotubes.
Figure 9. Schematic of an uncapped, single-walled carbon nanotube with functionalized side groups [21] Why are things different in the nanoworld? Two factors that cause the properties of nanomaterials to differ significantly from other materials are as follows [4(b), 6]:
• Increased surface area. As particle size decreases, the ratio of surface area to volume increases, and a greater proportion of atoms are found at the surface. For example, a particle of diameter 30 nm has approximately 5% of its atoms on the surface, and a particle of diameter 3 nm has 50% of its atoms on the surface. The increased ratio of surface area to mass for nanoparticles leads to enhanced reactivity.
• Quantum effects begin to dominate as size is reduced to the nanoscale. A single isolated iron atom, for example, behaves very differently to the millions of atoms making up the tiniest observable iron filing. This is due to the change in physical properties resulting from ‘quantum confinement’. If there is considerable space relative to the dimensions of the atoms, the material has the familiar bulk properties. As the particle size is reduced, the space available to the electrons is reduced. Silicon - the main component of sand - is not luminous, but restricted mobility of the electrons causes nanoparticles of silicon to emit light. The light-emitting behaviour of ‘quantum dots’ - semiconductor nanoparticles - is shown in Figure 10 [28].
Another feature of nanoscale materials is their invisibility. This is explained as follows. The electromagnetic spectrum is illustrated in Figure 11 (based on Figure 1 in [29]). The wavelength for visible light extends from 400nm to 700 nm. If discrete particles have dimensions that are significantly smaller than the wavelength of visible light, they will be invisible. This includes particles dispersed in a transparent medium. If nanoparticles aggregate, they will be seen, and will also suffer an impairment of their functionality: the ratio of surface area to volume will be reduced. Titanium dioxide and zinc oxide, transparent at the nanoscale, are able to absorb and reflect UV light, and have found application in sunscreens [4(b)].

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
16
Figure 10. Individual quantum dots are too small to see with the naked eye, but they signal their presence by emitting light in a variety of colours [28]. The quantum dots shown here are suspended in fluid inside laboratory plastic ware emit different colours (depending on their size).
Figure 11. Electromagnetic spectrum Manufacture of nanomaterials Manufacturing techniques fall into two categories [4(d)]:
• Top-down. Essentially, one starts with a larger piece of material, and etches, mills or machines a structure from it by removing material. Examples include:
Precision engineering (e.g. for high-quality optics). Lithography (e.g. computer chips). This involves patterning of a surface through exposure
to light, ions or electrons, and subsequent etching and/or deposition of material onto that surface to produce the desired device.
Milling (e.g. nanoparticles). • Bottom-up. This involves the building up of structures, atom-by-atom or molecule-by-
molecule. Examples include:
Chemical synthesis. Includes production of nanoscale materials, such as films. Self-assembly. Atoms or molecules arrange themselves into ordered nanoscale structures,
e.g. carbon nanotubes. Although common in nature, e.g. formation of snowflakes and soap bubbles, the use of self-assembly in industry is relatively new.
Positional assembly. Atoms or molecules are deliberately manipulated one-by-one. Scanning probe techniques are used for this (see Figures 3 and 12).
400 500 600 700visible region
wavelength (nanometres)
gamma rays1 micron 1 mm 1 metre
X-rays UV infrared radio waves
0.01 1 100 104 106 108 1010

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
17
While useful in aiding our understanding of the nanoworld, arranging atoms one-by-one is considered unlikely to be of much use in industrial processes [3]. Hybrid methods of manufacture involving both top-down and bottom-up methods are emerging [4(d)].
Figure 12. ‘Stadium corral’ [8]. Stadium-shaped enclosure, composed of individually placed iron atoms on a copper surface using a scanning tunnelling microscope [30].
Estimated production rates for various nanomaterials and devices are given in Table 4 [4(d)].
Estimated production rate (tones/annum) Application Material/device
Present 2005-2010 2011-2020 Structural applications Ceramics, catalysts,
composites, coatings, thin films, powders, metals
10 103 104-105
Skincare products Metal oxides (titanium dioxide, zinc oxide, iron oxide)
103 103 103 or less
ICT Single-walled carbon nanotubes, opto-electro materials, organic light-emitting diodes
10 102 103 or more
Biotechnology Nanoencapsulates, targeted drug delivery, bio-compatible, quantum dots, composites, biosensors
less than 1 1 10
Instruments, sensors, characterisation
Micro-electromechanical systems, nano-electromechanical systems, scanning probe microscopy, dip-pen lithography, direct write tools
10 102 102-103
Environmental Nanofiltration, membranes 10 102 103-104 Table 4. Predicted global production rates for nanomaterials [4(d)] Health, environmental and safety issues [4(e), 31, 10(b)] Serious concerns have been expressed concerning the risks of ‘free’ nanoparticles and carbon nanotubes to humans and the environment. ‘Free’ refers to unrestrained particles, rather than

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
18
those fixed within a composite or coating. The fear is that properties such as enhanced reactivity due to the small size of nanoparticles might promote toxic effects, even if the bulk substance is non-toxic. The Royal Society and The Royal Academy of Engineering state the following [4(e)]: “For physical harm to occur, humans or other organisms must come into contact with the materials or be involved in the processes in such a way that the material contacts or enters the body and takes part in reactions with cells, leading to tissue-damaging reactions. Any such damage might be anticipated if the material has toxic properties and reaches the target organ in sufficient dose.” Access to the human body can occur through the lungs, skin or intestinal tract. Possible exposure routes are set out in Figure 13 [4(e)]. Figure 13. Possible exposure routes for nanoparticles and carbon nanotubes [4(e)] Nanoparticles have a high tendency to agglomerate, which renders them less reactive and less mobile [31]. In order to prevent this, commercially-available nanoparticles are often specially treated, and the particles in many commercial products - such as sprays or powders - remain extremely reactive. Humans have been long exposed to nanoparticles though air pollution, especially from the products of combustion. However, it is believed that pollution exerts its adverse effects on only a minority of individuals who, because of prior illness, are particularly susceptible [4(e)]. There are special concerns regarding carbon nanotubes, which could conceivably cause similar problems to asbestos if inhaled as single fibres [4(e), 31]. Current manufacturing techniques generally produce agglomerated products, but there is considerable activity being directed at producing separated fibres. The insolubility of carbon nanotubes means they may
CONSUMER
AIR
WATERDIET
WORKERSTRANSPORT
discharge/leakage
STORAGEdischarge/leakage
PRODUCT
WASTEdischarge/leakage
PRODUCTIONLab/Factory
discharge/leakage
Transport/Diffusion?
Transformation/Degradation?
Transport/Diffusion?
Release of fixed nanoparticles/ nanotubes during product lifecycle?
Potential use of nanoparticles in environmental applications e.g. remediation of polluted groundwater.

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
19
remain in the lung tissue and induce the reactions that lead to inflammation and disease. At least in the short term, people at the greatest risk of inhaling manufactured nanoparticles and carbon nanotubes are those in the workplace, especially in industry and universities, and steps should be taken to minimise exposure. Another area of potential exposure to nanoparticles is through the use of cosmetics and sunscreens. It is still unclear if nanoparticles can permeate the skin and be absorbed into the blood stream [31]. Considering the wide variety of products already on the market, answers are considered to be urgent. There is virtually no information on the environmental impacts of nanoparticles. Possibly the greatest potential risk for environmental exposure in the near future arises from the application of nanoparticles to soil or water for remediation purposes [4(e)]. 5. Nanoscale in nature – the Lotus effect What is remarkable about the Lotus leaf (Figure 14) is that “its leaves unfold dry and clean, even from muddy waters; water drops roll off the surface carrying dirt and leaving the surface perfectly clean [32]”. A number of successful attempts have been made to duplicate this effect on textiles (section 6), and so the phenomenon is discussed here in some detail. The fine structure on the Lotus leaf is shown in Figure 15 [33]. A micro structure is made up of protruding nubs that are about 20-40 microns apart [32]. Superimposed on this is a nano structure, whereby the whole surface is covered with wax crystals with dimensions 2-200 nm. Figure 14. Nelumbo nucifera [32]
Figure 15. Fine structure on the Lotus leaf [33]
The roughness of the surface of the Lotus leaf leads to low levels of contact between liquid and surface, and a strong water-repellent effect [32]. A drop of water on the surface of the Lotus leaf creates a three-phase, solid/liquid/gas boundary (Figure 16); solid = leaf, liquid = water, gas = air. The interactions at this boundary determine the shape of the drop and how well or poorly the liquid spreads over the solid surface, i.e. how well it wets the solid substrate. A droplet of water on the rough, super-hydrophobic surface of the Lotus leaf will have a contact angle (Θ) exceeding 1600. Such a surface is not wetted by water; nearly

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
20
spherical water drops roll off, and the surface remains completely dry, even during rain. The hydrophobic nature of the Lotus leaf is shown in Figure 17(a) [34]. Figure 16. Behaviour of water drops on hydrophobic and super-hydrophobic (Lotus leaf) surfaces [32]
(a)
(b)
Figure 17. (a) Water on a Lotus leaf [34]; (b) Mercury droplet on Coloscasia esculenta [33] If a drop of water rolls over a dirt particle on the Lotus leaf, it will adhere to the surface of the drop, and be removed from the leaf with the drop (Figure 16) [32]. “For the lotus leaf, nature has perfectly implemented the self-cleaning effect of a micro/nano-structured, hydrophobic surface. It is the model for synthetic surfaces with similar self-cleaning characteristics. Dirt particles adhere more strongly to a completely smooth surface (left) than to the surface of the drop, and a running drop merely pushes the dirt particles a little to one side. However if the surface is rough, the dirt particles adhere more strongly to the surface of the drop than to the solid substrate and thus roll away with the drop [32].” This behaviour is demonstrated in Figure 17(b) for a droplet of mercury on Coloscasia esculenta (similar to Nelumbo nucifera) [33].
hydrophobic smooth surface
super-hydrophobic rough surface
Lotus leafΘ
20 µm

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
21
6. Fibres and textiles with nanoscale features Nanoscale features may be built into fibres and textiles in different ways [35]:
• Production of fibres with diameters of nanoscale dimensions. These fibres are described as ‘nanofibres’.
• Incorporation of nanomaterials into fibres to produce ‘nanocomposite fibres’. • Coating of fibres with films or related structures. The coating may have nanoscale dimensions,
or alternatively may simply be a ‘carrier’ for nanoparticles. Coatings would normally be applied to fibres in the form of yarn or fabric.
• Incorporation of membranes - with nanoscale features - into garment structures. Nanofibres Electrospinning Figure 18. Schematic of electrospinning process [36] The electrospinning process is illustrated in Figure 18. “A basic electrospinning system consists of a charged polymer solution (or melt) that is fed through a small opening or nozzle (usually a needle or pipette tip). Because of its charge, the solution is drawn toward a grounded collecting plate (usually a metal screen, plate, or rotating mandrel), typically 5-30 cm away, as a jet. During the jet’s travel, the solvent gradually evaporates, and a charged polymer fiber is left to accumulate on the grounded target. The charge on the fibres eventually dissipates into the surrounding environment. The resulting product is a non-woven fiber mat that is composed of tiny fibres with diameters between 50 nanometres and 10 microns [37].”
polymer solution
fibre matcounter electrode
fibre formation
needle/tip
metering pump
IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
22
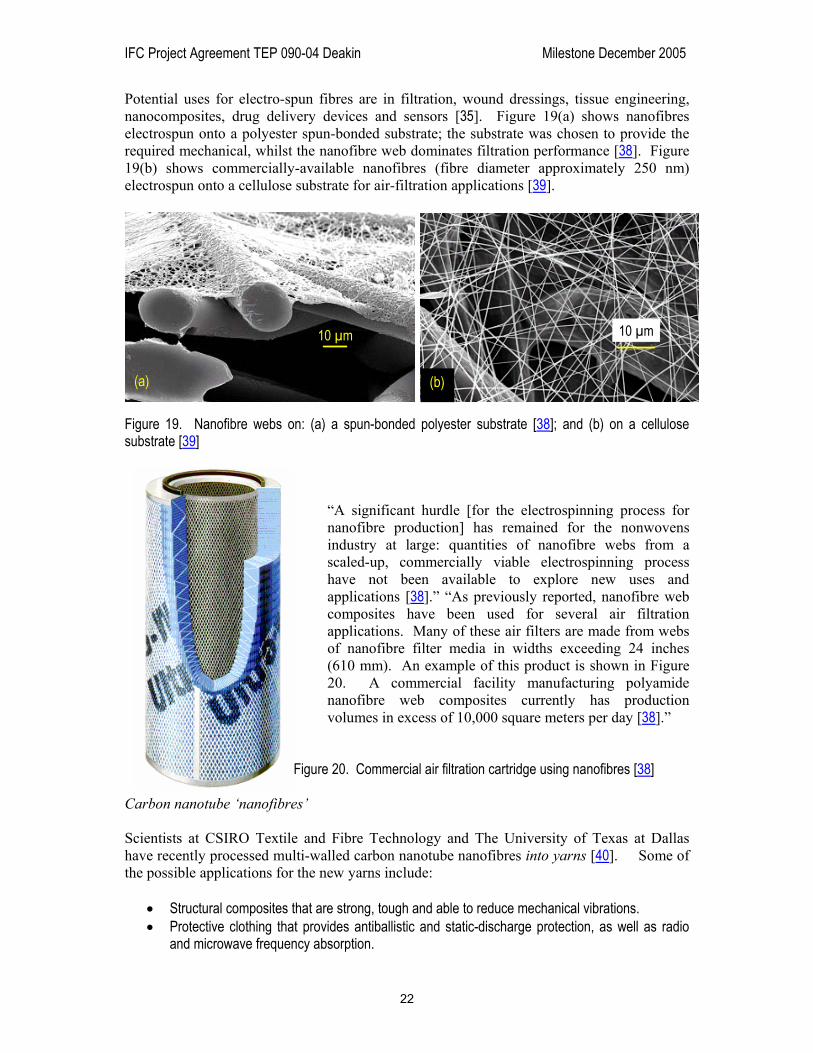
Potential uses for electro-spun fibres are in filtration, wound dressings, tissue engineering, nanocomposites, drug delivery devices and sensors [35]. Figure 19(a) shows nanofibres electrospun onto a polyester spun-bonded substrate; the substrate was chosen to provide the required mechanical, whilst the nanofibre web dominates filtration performance [38]. Figure 19(b) shows commercially-available nanofibres (fibre diameter approximately 250 nm) electrospun onto a cellulose substrate for air-filtration applications [39]. Figure 19. Nanofibre webs on: (a) a spun-bonded polyester substrate [38]; and (b) on a cellulose substrate [39]
“A significant hurdle [for the electrospinning process for nanofibre production] has remained for the nonwovens industry at large: quantities of nanofibre webs from a scaled-up, commercially viable electrospinning process have not been available to explore new uses and applications [38].” “As previously reported, nanofibre web composites have been used for several air filtration applications. Many of these air filters are made from webs of nanofibre filter media in widths exceeding 24 inches (610 mm). An example of this product is shown in Figure 20. A commercial facility manufacturing polyamide nanofibre web composites currently has production volumes in excess of 10,000 square meters per day [38].”
Figure 20. Commercial air filtration cartridge using nanofibres [38] Carbon nanotube ‘nanofibres’ Scientists at CSIRO Textile and Fibre Technology and The University of Texas at Dallas have recently processed multi-walled carbon nanotube nanofibres into yarns [40]. Some of the possible applications for the new yarns include:
• Structural composites that are strong, tough and able to reduce mechanical vibrations. • Protective clothing that provides antiballistic and static-discharge protection, as well as radio
and microwave frequency absorption.
10 µm 10 µm
(a) (b)

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
23
• Supercapacitors, batteries and fuel cells in the form of yarn structures that are weaveable into textiles for storing or generating electrical energy.
• Chemically or electrically powered artificial muscles for prosthetics and robots, morphing air vehicles and minimally invasive catheters with enhanced functionality for medical applications.
• Electrical wiring and distributed sensors for electronic textiles. • Heat pipes that provide both structural reinforcement and heat dissipation. • High intensity source of field-emitted electrons for intense fluorescent lights and displays, as
well as X-ray sources small enough to fit in a medical catheter. • Filaments for incandescent light sources with decreased susceptibility to mechanical damage
because of yarn toughness and mechanical damping ability. Nylon nanofibres Toray has developed a nylon fibre with enhanced water-sorption properties [41, 42, 43, 44]. “The new Nylon fibre has nothing special; it looks like any other nylon fibre with a diameter of 60 microns. But that one fiber is in fact a bundle of more than 1.4 million fibres, each just dozens of nanometers in diameter. Water seeps through the spaces between these fibers, which is what makes the material so absorbent. The fibre is spun using conventional spinning equipment, but the starting material is a precision mixture controlled at the molecular level. The new nylon fibre is just as strong and supple and easy to process as regular nylon, but with two to three times the ability to absorb moisture. And to cap it all, the material has the feel of a natural fibre, which is something synthetic fibre makers have never achieved before. The company plans to begin a business with the new fibre in two or three years, selling it for use in luxury apparel at a price that is more than 10 times that of the conventional nylon. Non-woven fabrics for medical applications are another possibility [44].” Nanocomposite fibres “In general, polymer nanocomposites with as little as 2 vol% addition exhibit large increases in tensile strength (>40%), tensile modulus (>70%), flexural strength (>60%), flexural modulus (>125%) and heat distortion temperature (from 65° to 150°C) without any significant loss of impact resistance (≤10%). They also lower water sensitivity, permeability to gases and thermal co-efficient of expansion values. By contrast, conventional polymer composites show poor ductility and mouldability with degradation and inferior surface smoothness and are difficult to process as films or fibres [45].” Nanomaterials that are most commonly incorporated into synthetic fibres are nanoparticles and carbon nanotubes. “The particles may be spheres, fibrils or platelets, and by varying the amounts, their alignment, and distribution within the fibre, improvements in the mechanical, electrical, optical or biological properties may be obtained [35].” With carbon nanotubes “We are going to have dramatic developments in the textile materials field over the next 10 or 20 years because of nanotechnology, specifically carbon nanotubes [46],” predicts Satish Kumar (Figure 21), a professor at Georgia Tech’s School of Polymer, Textile and Fiber Engineering. “Using carbon nanotubes, we could make textile fibres that would have thermal and electrical conductivity, but with the touch and feel of a typical textile. You could have a shirt in which the electrically-conducting fibres allow cell [i.e. mobile] phone functionality to

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
24
be built in without using metallic wires or optical fibres [46].”
Figure 21. Examination of a nanocomposite fibre made with single-walled carbon nanotubes [46] Researchers have developed a technique for producing composite fibres containing up to 10% of carbon nanotubes [46]. The strength of Zylon - the strongest known polymeric fibre - has been increased by 50% by incorporating 10% carbon nanotubes into the fibre. Single-walled nanotubes exist in bundles of more than 100 tubes measuring 30 nm in diameter. The use of carbon nanotubes will have the greatest impact when “researchers can learn how to break up the bundles to produce individual nanotubes, a process called exfoliation. If that can be done, the quantity of tubes required to improve the properties of fibres could be reduced from 10 percent to as little as 0.1% by weight. That could help make use of the nanotubes - which now cost hundreds of dollars per gram - feasible for commercial products [46].” “Beyond breaking up the nanotube bundles, researchers also face a challenge in uniformly dispersing the carbon nanotubes in polymers and properly orienting them. Producing conducting fibres would require boosting the nanotube percentage to as much as 20% [46].” The toughness, or capability to absorb energy, of composite fibres containing carbon nanotubes has been found to be “more than four times that of spider silk and 17 times that of the Kevlar used in bullet-proof vests - making them what is believed to be the toughest known material. These fibres have twice the stiffness and strength, and 20 times the toughness, of the same weight and length steel wire [47].” With silver nanoparticles The Korean company, Hyosung, is one of the world’s major nylon manufacturers [48]. Within its suite of ‘Mipan’ functional fibres, the company has developed ‘Nano Magic Silver’ nylon fibres containing silver nanoparticles to eliminate “up to 99.9% of various harmful bacteria [48(a)]”. “The developed ‘Mipan Nano-Magic Silver’ is a material proven to function far better in its antibiotic function than any other material used currently as antibiotic fibres. It excels in post-manufacture processes such as dyeing and is much more pleasant to the touch. In addition, as silver is mixed into the raw materials during the polymeric process, it maintains the powerful antibiotic effect and ultra-red ray emission even after repeated washings, and is more environmentally friendly as the antibiotic substance does not dissolve during washing [48(b)].” It can be used in the following applications [48(a)]:

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
25
• Daily activities and sport: sportswear, outdoor wear, sports bags, and running shoes. • Intimate freshness: lingerie, underwear, stockings and socks. • Clean and safe lifestyle: bedding, towels, dishcloths and personal sanitary goods. • Medical uses: hospital and laboratory gowns, clothes for patients, etc.
In addition to anti-microbial effects, the product exhibits anti-mould and UV-protective effects (Figure 22) [48(a)]. Figure 22. Properties of Mipan Nano-Magic Silver [48(a)] UK-based company, JR Nanotech, has developed SoleFreshTM Nano-silver socks that are treated with silver nanoparticles [49]. The product is manufactured from 80% cotton and 20% “elastic yarn”, and contains 0.3% w/w nano-silver, with particle sizes ranging from 25 nm up to 250 nm. The following features are reported: • Foot odour is eliminated. • Athlete’s foot is eliminated. • Foot infection is prevented in patients with diabetes. • Feet are kept dry and fresh. It is not stated how the silver is incorporated into the product [49], but it seems likely that the “elastic” fibre is produced as a composite containing the nanoparticles (Figure 23) [50]. With other nanomaterials Carbon nanofibres (e.g. see [51]) and carbon black nanoparticles are effective reinforcing materials for composite fibres [52]. Both nanomaterials also lead to high chemical resistance and electrical conductivity when used in composite fibres. Composite fibres with nano-sized clay particles or flakes (hydrated aluminosilicate) exhibit excellent flame retardance, UV blocking power and inertness to corrosive chemicals [52]. Inclusion of 5% nanoclay in nylon 6 has been found to increase tensile strength by 40%, tensile modulus by 68%, flexural
SD FD Nano MAGIC SILVER
UV protection
anti-mould effect
Nano MAGIC SILVER normal
0 .2 .4 .6 .8 1hours
20151050
bacteria (x 104) Nano MAGIC SILVER competitor general nylon
anti-microbial effect
Nano MAGIC SILVER normal
“The Ag fiber keeps you clean and Cares for You”

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
26
strength by 60%, and flexural modulus by 128% [52]. Nanoclays - used either alone or in conjunction with flame retardants - have potential to improve the flame retardance of synthetic polymers (such as nylon 6.6) [35].
Figure 23. “Nano-Silver powders are uniformly dispersed inside and on the surface of the material [polyester] unlike coatings on yarn [50].” Research on the use nanosized particles of the oxides of titanium (TiO2), aluminium (Al2O3), zinc (ZnO) and magnesium (MgO) in composite fibres has focused on “antimicrobial, self-decontaminating, and UV blocking functions for both military protection gear and civilian health products [52]”. Incorporation of ZnO nanoparticles into nylon produces a UV-protective effect and reduces static electricity [52]. “A composite [nylon] fibre with nanoparticles of TiO2 and MgO can provide a self-sterlising function [52].”
Fibres with nanosized cellular structure [52] “Apart from using nanosize fillers to create nanostructured composite fibres, another centre of attention is to create a nanosize celluar structure in a fibre polymer matrix. A certain degree of nanosize porosity in fibres can result in beneficial attributes such as lightness in weight, good thermal insulation and high cracking resistance without sacrificing much in mechanical strength … [52].” Techniques to produce these structures include “using organic solvents with low boiling points and supercritical liquids. After being well dispersed into a polymer melt, the tiny drops of the selected liquid can expand their volume if the temperature is raised or the pressure reduced. As a result, the nanosize cells can be formed in a polymer matrix if the polymer is solidified at a high temperature [52].” An objective is “to keep cells [at] 10-20 nm through control of the thermodynamic foam-forming process [52]”. Coatings
Nanoemulsions Aminofunctional, polysiloxane finishes - in macroemulsion and microemulsion form - can be used to enhance the softness of textiles [35]. “The fine particle size of silicone softener microemulsions enables the emulsion to penetrate into the closely packed yarn structures of microfilament fabrics, imparting enhanced internal lubrication and softening through the improved distribution of the softening agent over the very high surface area of the microfilaments [53].”

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
27
A novel cationic silicone softener, Sandoperm SE1 oil liq [54], has been developed by Clariant [53]. “The novelty lies in the fact that, for the first time, the emulsifiers are linked through a covalent bond to the silicone chain, to produce a self-emulsifying amino-functional silicone fluid. By this special chemical engineering of the molecule, Sandoperm SE1 oil liq is emulsified for its applications by stirring it in water. The process creates nano-emusions wherein the particle size is extremely small and the silicone fluid is hydrophilic. Compared with typical macroemulsions (>150 nm paricles) and microemulsions (50-150 nm), Sandoperm SE1 oil liq produces nanoemulsions (10 nm), which impart an inner softness with a unique cool, natural and dry handle to woven and knitted fabrics [53].” Plasma-enhanced Chemical Vapor Deposition (CVD) “A plasma generated by electrical discharge through a gas consists of a mixture of positive and negative ions, electrons, free radicals, ultraviolet radiation, and many different electronically-excited molecules. By varying the conditions of the gas or gases present, a variety of surface treatments can be produced that change the chemical or physical nature of the fibre surface, thereby radically altering all treatments that depend upon fibre adhesion, e.g. coating, lamination and bonding [35].” Vacuum polymer coating enables very thin polymer films to be deposited onto fibre surfaces. This can be achieved through the condensation of monomer onto the fibre after the plasma treatment. This process is illustrated by the DryFabTM process commercialised by Sigma Technologies International Inc. [55, 56]. “The core of Sigma’s technology is the deposition of multifunctional acrylate polymers in conjunction with plasma activation and other inorganic layers on moving webs (Figure 24). Acrylate monomers are flash evaporated outside the vacuum chamber. Monomer vapor is guided into the vacuum and deposited onto the moving substrate with a linear nozzle. The vapor forms a thin liquid film, which is cured with an electron beam curtain. Additional metal or ceramic coatings may be deposited in various combinations to produce a variety of products [55(a)].” Figure 24. DryFabTM Nanolayer process [55(a)]
pump
vacuum
evaporator
nozzle
curing device
substrate
plasma treater process drum
degas vessel with liquid monomer
atomizermetallisation

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
28
“Thin-film radiation-cured acrylate coatings can be used to functionalize the surface of a variety of substrates. These include: fabrics, polymer films, metal-coated films, fibers, paper and metal sheets. The combination of in-line plasma treatment of the substrate for cleaning and adhesion promoting, with ultra thin polymer coatings (20 nm to 1 micron [56]) with unique functional properties, creates opportunities for new, high value-added products. This versatile technology does not involve solvents or water based coatings, it is environmentally friendly, and the high process speed and low cost monomer materials make it highly cost competitive [55(a)].” “Conventional wet processes that are used to functionalize fabrics, impart the same properties on both sides of the material. For example an anti-stain coating is water and oil repelling. Apparel in contact with the body with an anti-stain coating will feel very uncomfortable due to its inability to absorb moisture. The DryFabTM process can produce different functionalities on each side of a single fabric layer (Figure 25). For example an absorbing cotton fabric can be made anti-stain only on the outside surface, allowing the cotton against the body to absorb moisture [55(b)].”
Figure 25. Different functionalities on each side of a single fabric layer [55(b)] The DryFabTM technology has numerous textile applications, including: sports, leisure and casual apparel; medical apparel; filter media; linen and upholstery; industrial membranes; packaging; and building insulation [56]. Polymer coatings containing nano zinc oxide The colour fading of textiles on exposure to ultraviolet light is a problem, especially for articles such as canvas awnings and flags used in outdoor environments. Micronisers Pty Ltd [57] has developed a unique product, NanocrylTM, to tackle this problem. NanocrylTM uses nanoparticles of zinc oxide (with particle sizes ranging from 30 to 50 nm) in a unique acrylic polymer matrix that is applied to fabric as a surface coating, and then cured; it provides a physical barrier to ultraviolet (UV) light, yet remains transparent to visible light (Figure 26) [58, 59]. Nano-sized particles of zinc oxide are normally unstable in coatings [58, 59]. This problem has been overcome through the use of a specially developed stabiliser that prevents the zinc oxide from dissolving in the coating. When applied to the surface of textiles, the nanoparticles are encapsulated and dispersed in the acrylic polymer on the surface of the fibre. The treated textiles have enhanced resistance to UV degradation and improved colour fastness. Figure 27 shows the absorbance curves of the Nanocryl TM system.
oleophobic and hydrophobic hydrophilic

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
29
Figure 26. Effects of NanocrylTM on UV and visible light [58, 59] Figure 27. Absorbance curves of NanocrylTM (E) and related systems [58, 59] Trials have demonstrated that NanocrylTM is very effective in enhancing the colour fastness of some substrates and colours, e.g. the fastness of the red colour in 100% polyester screen-printed flags has been improved by 1.5-2 blue-scale units [58, 59]. Super-hydrophobic polymer coatings (Schoeller Textil AG) Swiss company, Schoeller, has developed the ‘NanoSphere®’ technology for making fabrics “naturally self-cleaning” [60, 61]. The technology involves a “normal finishing process” that “can be applied to every fabric” after coloration [61]; it centres on the use of “proven silicon-based nanoparticles which are firmly anchored in a coating mix [62]”. “In order to transfer the non-stick and self-cleaning process from nature to textiles, the surface is altered through nanoparticles. On the basis of the ‘guest-host system’ and in combination with what is known as ‘sol-gel engineering’, Schoeller has developed a finishing technology which leads to the formation of a structured surface. The result is NanoSphere® [63].” Atomic force micrographs showing the surface of a Lotus leaf in comparison with the surface of a fabric treated with NanoSphere® are presented in Figure 28 [61]. Although, as expected, the ‘peaks’ and ‘troughs’ are not as pronounced with the treated fabric, untreated fabric by comparison reveals a relatively smooth surface devoid of any nanostructured elements [60; select ‘Function’].
textile substrate
visible light passes through polymer layer
UV light reflected & absorbed
NANOCRYLTM layer
Absorbance
Wavelength (nm)
A acrylic resin only
B Stabiliser 1 only
C Stabiliser 2 only
D ZnO + Stabiliser 1
E ZnO + Stabiliser 2 (NanocrylTM)
4
3
2
1
0190 290 390 490 590 690 790
A
BC
D
E

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
30
Figure 28. Atomic force micrographs of the surfaces of fabric treated with NanoSphere® (top), and the Lotus leaf (bottom) [61] The properties of fabric treated with NanoSphere® are given in Table 5 [63]:
“The result: self-cleaning, ecologically sound, stable and versatile!” “NanoSphere® provides optimum impregnation of textiles. The waterproofing is excellent and the oil and grease repelling properties at a level never achieved before. Ketchup, honey, coffee, red wine and many other substances simply run off the nano-structured surface. And even if they fail to run off of their own accord, the stain can easily be rinsed off under running water. NanoSphere® also benefits the environment. These textiles need less frequent washing and can be washed at lower temperatures. This offers a considerable saving in the consumption of energy, detergent and water. NanoSphere® makes textiles robust, abrasion-proof and long-lasting. The washing permanency is many times higher than is the case with conventional impregnation. NanoSphere® resists pressure and friction and has no influence on the comfort of wear, appearance, feel, breathability or elasticity. NanoSphere® is suitable for use in many areas of clothing. Further applications, for example in the home furnishing area or in the medical sector are definitely conceivable.” Table 5. Properties of fabric treated with NanoSphere® [63] Figure 29 shows still frames from an animated sequence [60] of honey rolling off a NanoSphere®-treated fabric, a process facilitated by running water (without any need for rubbing the fabric).
0
0
5 µm
5 µm
0.5 µm

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
31
Figure 29. Removal of honey with running water from a NanoSphere®-treated fabric [60; select ‘zoom movie clip’] The functionality of the NanoSphere® treatment is said to be stable to 50-80 washing cycles at temperatures up to 750C [61]. The use of fabric softeners is not recommended, and heating and ironing of treated fabric are advised for optimum function. Press releases from Schoeller giving details of the range of products available with the NanoSphere® are given in references [64], [65], [66] and [67]. Super-hydrophobic polymer coatings (Nano-Tex) The US company, Nano-Tex [68], has developed a technology to make fabrics repellant to water and stains. This technology would appear to be similar to the NanoSphere® process developed by Schoeller (above), in that its effectiveness is attributed to its ability to reproduce the Lotus effect on fibre surfaces in fabrics. The scientific and technical basis for this technology is given in Table 6. This information is based on a transcript of a program shown on US television [69]. Nano-Tex does not sell fabrics directly, but provides the chemistry to licensed mills worldwide to carry out the process [72]. Nano-Tex-treatments have been used in men’s, women’s and children’s trousers, active wear, as well as uniform, shirting and business attire. Nano-Tex also has product represented in the residential and interior furnishings industries, e.g. mattress fabrics and stadium seating.
1
3
2
4

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
32
The Science Channel – Techknowledge [69] “Nano-Tex uses the same, stain-resistant fluorinated particles as Teflon® [70] or ScotchguardTM [71].” These particles “are about 500 times smaller than a human hair”. “… scientists combine three molecular ingredients. One has hooks that bind to fabric. A second has whiskers that repel oil and water. A third is water soluble. When something called an ‘initiator’ is added to the ‘nanostew’, it starts a chain reaction, binding the molecules together into chains that then curl into balls with hooks on the outside, whiskers on the inside.” [See Figure 30.] When applied to the fabric, the polymer chains open up, reverting to their linear states. Heating then cures the polymer and binds it to the fabric, making the water and oil repellency permanent. Whiskers point away from the surface, forming an air layer between the water droplets and fabric surface, and this inhibits wetting of the fabric. Nano-Tex-treated garments will wet out by adding detergent when washing [72]. The whiskers fold over in the presence of detergent, allowing water to penetrate into the fabric and clean out any dirt. “… heat realigns these whiskers so that they are in the repellent position again and ready to wear.” Table 6. Scientific basis for the Nano-Tex technology [69]
Figure 30. Whiskers (measuring 10-100 nm in length) are responsible for the water- and stain-repellant behaviour [73]. Product attributes encompassed by the Nano-Tex treatments include [72]:
• Resists Spills – “Spill resistant fabric enhancement for many types of fibers (cotton, synthetics, wool, silk, rayon, polypropylene) that repels a range of liquids (e.g. beverages, salad dressings, etc.).”
• Coolest Comfort – “Quick-absorbing fabric enhancement providing superior wicking properties, which pulls perspiration away from the body and dries it quickly to keep the body cool and comfortable.”
• Repels and Releases Stains – “In this dual-acting treatment, the first line of defense is Nano-Tex's superior repellency technology which causes liquids to bead up and roll off the fabric. For stains that get ground into the fabric, Nano-Tex's patented release technology frees stains
Whiskers, spines and hooks
Fibre
Whiskers = 10 – 100 nmOne fibre = 10,000 – 50,000 nm

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
33
from fibers during a normal wash cycle.” • Resists Static – “The first permanent anti-static treatment reduces static cling and repels
statically-attractive substances - such as dog hair, lint and dust - to improve the overall appearance and comfort of garments.”
Garments should be washed in the normal way [72]. Tumble-drying with heat is required. For optimal performance, steam ironing will enhance performance. The use of liquid softeners is not advised. Dry cleaning is not recommended. “The chemicals found in typical dry cleaning solutions contaminate the fabric and can negatively affect performance and mask the technology.” “Nano-Tex enhancements were consciously engineered to run on industry-standard fabric and garment production equipment, with minimal modification or capital investment required by licensees.” “Nano-Tex enhancements can be pad-applied in fabric form or can be dipped or spray-applied in garment form. This process is followed by a normal curing procedure.” Coatings with titanium dioxide Self-cleaning glass products, which rely on the photo-catalytic breakdown of dirt using titanium dioxide, have been developed by both PPG (SunCleanTM) [74] and Pilkington (ActivTM) [75]. Attempts are being made to develop self-cleaning clothes using a similar technique. The self-cleaning property of glass is made possible by a durable, transparent coating of titanium dioxide that is fused directly into the glass while it is still molten. The result is an ultra-thin layer (about 15 nm [76]) that does not cut down on the light passing through the window, but reacts chemically with the ultraviolet rays in sunlight to oxidize organic material on the glass [Figure 31(a)] [74, 75]. This process is called photocatalysis; it generates reactive hydroxy radicals and superoxide ions, which are responsible for the breakdown of organic matter [Figure 31(b)] [77, 78]. The process is said to work on cloudy days and in shaded areas. The coating also has a hydrophilic property that makes water droplets spread out, or sheet, across the surface of the glass. When rain or a light spray of water hits the window, the water carries away the loosened organic matter, as well as inorganic material. This sheeting action also helps the window dry quickly with minimal spotting or streaking. The technology developed for breaking down organic matter on windows using titanium dioxide coatings has been extended for use on clothes. Scientists at The Hong Kong Polytechnic University “have found an efficient way of coating cotton cloth with nanoparticles of titanium dioxide. These particles are catalysts that help to break down organic materials, requiring only sunlight to trigger the reaction. For maximum activity, the nanoparticles must have the correct ‘anatase’ crystal structure, which has previously been difficult to achieve in these tiny grains. The authors dipped a small cotton patch into a suspension of titanium dioxide held in a mixture of water, ethanol and acetic acid at about 40°C. After just half a minute the cloth was removed, padded dry and heated to 97°C in an oven for 15 minutes. Three hours in boiling water completed the process. The authors report a good covering of anatase nanoparticles, each of which measures about 20 nm in diameter. They speculate that catalyst-coated materials could one day lead to self-cleaning fabrics that tackle organic dirt, environmental pollutants and harmful micro-organisms [79].”

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
34
Figure 31. Self-cleaning glass; (a) breakdown of organic matter [76]; (b) photocatalytic process [77, 78]; (c) removal of residual dirt with water [76] Coatings incorporating silver Scientists at Clemson and Clarkson Universities have developed a multilayer approach to the problem of making textile fibres “ultrahydrophobic” in an attempt to mimic the Lotus effect [80, 81]. Polyester fabric was treated with plasma discharge before being dip-coated with a mixture of poly(glycidylmethacrylate) (PGMA) and poly(2-vinylpyridine), and annealed [81]. The fabric was then treated with ethanol, followed by a suspension of silver nanoparticles (110-130 nm). Treatment with a second layer of PGMA entrapped the silver nanoparticles between the two polymer layers. Finally, carboxy-terminated polystyrene was grafted to the unreacted epoxy functionalites of the top layer. Water contact angles demonstrated the greater hydrophobicity of this approach in comparison with treatment with polystyrene alone. Coated polyester fibres Kanebo has increased the hygroscopic properties of polyester fibres by a factor of 30 through a coating with a special, multi-layered film whose thickness is measured in tens of nanometres [47, 48, 49,]. The company plans to market the fibre for use in underwear and dress shirts [49]. Luminescent polyester “Teijin Fibers Ltd. has been the first in the world to trial the production of luminescent polyester. The polyester core is covered with approximately 60 layers of nylon and polyester
h+
e-
H2O
O2
OH radical
UV
3.2 eV
O2-
hole
electron
windowwith
SunCleanTM
glass
windowwith
traditional glass
waterwater
hydrophilic property
windowwith
traditional glass
windowwith
SunCleanTM
glasssun UVUV
dirt
photo-catalytic process
(a)
(b)
(c)

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
35
Gore-Tex®
membrane inner fabric
windrain
body vapour
outer fabric
that have different refractive indices for light, with provisions made for red, green, blue and violet. In the case of violet, the thickness of one layer measures only 69 nanometers. This creates a mystical hue that changes according to both how light strikes the fabric and the angle from which the fabric is viewed [47].” Membranes Gore-Tex® “All breathable microporous membranes comprise an extremely thin man-made film whose physical structure contains microscopic pores that are large enough for water vapour (perspiration) to pass through but small enough not to let water droplets through. Thus the membrane is breathable, waterproof and windproof. Modern microporous membranes are usually laminated to a face fabric, and available in two- and three-layer versions. Gore-Tex (Figure 32) is a unique, wafer-thin microporous membrane, which contains over 9 million pores per square inch. Each pore is 20,000 times smaller than a water droplet, yet some 700 times bigger than a water vapour molecule. This gives the fabric the excellent levels of waterproofness and breathability that the brand is famous for. Gore-Tex® is a bi-component membrane, meaning that it is made up of two parts. The main part (that you see) is made from expanded polytetrafluoroethylene (ePTFE for short). This is then combined with an oleophobic layer that protects the membrane from the natural oils that the human body emits, insect repellents, cosmetics etc. The outer face of the Gore-Tex® fabric is coated with a hydrophobic DWR (Durable Water Repellency) treatment which encourages surface water to bead up and run off, improving the wet weather performance of the garment and promoting breathability by preventing wetting-out of the outer face [82].” Figure 31. Functionality of the Gore-Tex® membrane; pore size is approximately 200 nm [83] “High-performance functional clothing is an increasingly important feature of the workplace - especially where the wearer needs to be protected from potentially dangerous situations. An electric spark, for example, could have fatal consequences for someone refuelling an aeroplane. To deal with dangers of this kind we [Gore] have developed our special Gore-Tex® Antistatic Outerwear weather protective fabrics. Nanotechnology has been used to integrate tiny carbon particles into the Gore-Tex® membrane and guarantee full-surface

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
36
protection from electrostatic charges for the wearer [84].” Franz Ziener has developed a breathable waterproof ski jacket, and this is mentioned in Table 2. Nanotechnology is said to be involved [15], but it is not clear exactly how. 7. Implications of nanotechnology for the Australian fibre and textile industries The Warren Report [85] In June 2004, two workshops were organized by The Warren Centre for Advanced Engineering (University of Sydney) to examine the implications of nanotechnology for the Australian industry. The industry sectors addressed were Textiles and Fashion, Component Manufacture and the Built Environment. The objectives of the workshop were to “take the first steps to stimulate commercial application of nanotechnology by creating awareness of the here and now”, and to “create links between industry, government and academia with the aim of building a competitive advantage for Australian manufacturers”. Industry-specific break-out groups were “asked to consider the potential impacts of nanotechnology on their industry and, in light of the potential opportunities and threats arising, what responses they should make”. A wide range of new product lines and enhancements achievable with nanotechnology in the textiles area was identified, and included medical textiles, self-cleaning clothes, disposable clothing and intelligent textiles. “Use of nanotechnology to develop high value textiles and provide brand protection through such means as labelled fibres were rated in the top five impacts … ” Participants identified four likely impacts of nanotechnology on the Australian textile and related industries: 1. “Movement of textile products and producers into non-traditional markets. 2. Changes in the entire manufacturing and supply chain process. 3. A reduction in the volume of imported textiles - Australian textiles competing on the basis of
functionality, not cost. 4. Structural changes such as diminished need for dry cleaning and attendant social impacts.” “The concept of industry-focused collaborative networks was supported by a high proportion of attendees in each of the industry break-out groups. Such networks should: educate industry and the public about nanotechnology; provide nanotechnology training for industry employees; keep abreast of industry-relevant nanotechnology, R&D and innovation; represent the industry in relation to nanotechnology initiatives (e.g. OH&S, standards and testing).” While this seemed fairly unanimous, “there were widely differing levels of enthusiasm for more proactive responses, such as: 1. “R&D collaboration on nanotechnology opportunities. 2. Proactive monitoring of nanotechnology developments and related commercial opportunities and
threats. 3. Investing in nanotechnology capabilities and relationships in advance of ‘proven’ nanotechnology
products being available.” These responses were “generally more popular among the consultants and other service providers rather than the ‘core’ industry executives”.

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
37
The conclusions of the Warren Report were as follows: 1. “The attendees agreed that nanotechnology is likely to impact their industries, and supported
shared-cost, industry-focused initiatives to help their organisations learn about nanotechnology and the potential opportunities and threats.
2. However, the industry executives were not convinced of the need to make any direct investment in nanotechnology, with several attendees adopting the view that they would wait until commercially proven nanotechnologies were available.
3. The implication appears to be that the perceived nanotechnology-related opportunities and threats are not compelling enough to justify taking significant investment risk at this stage.”
It appears that industry prefers to adopt a wait-and-see approach, without undertaking any significant investment at the present time. Council of Textile & Fashion Industries of Australia Limited (TFIA) Report [86] This report was prepared following the attendance by a TFIA representative at the ‘Nanotech 2004’ Conference. “Around 400 presentations over the four days to more than 1500 attendees who ranged from academic researchers to industry-based researchers, government officials - US and non-US - and venture capitalists. Around 70 companies exhibited … ” “Nanotech is an annual event organized by the Nano Science and Technology Institute (NSTI), a technology consultancy whose purpose is the promotion and integration of small technologies through education, technology and business development. The conference was organized to have four separate streams running at once - broadly classified into a business stream, bio-tech stream, materials technology stream and a Micro-Electro-Mechanical Systems (MEMS) development stream.” For the author of the report, the conference produced the following key points: 1. “Nanotechnology is not the ‘the technology’ that will solve all problems; rather it is an enabling
technology in the same context as microtechnology, biotechnology and MEMS development. 2. The majority of speakers in the business stream noted that a shift must occur in nanotechnology
from a science-push focus to an industry-pull focus. 3. Considerable benefits exist for companies who can commercialise products, but key to this is the
selection of the right research and business partners. 4. A greater emphasis must be placed on issues around consumer and public education on
nanotechnology.” The main conclusions of this report are as follows: 1. “At least in the medium term, nanotechnology will require a premium to be charged for goods and
thus it will be successful in those areas where price is not a consideration or where market demand is sufficiently elastic to pay a premium for nano-textiles. Such markets may include medical supplies, defence, emergency services, environmental markets and top-end fashion apparel and household textiles.
2. There seem to be few commercial applications of nano-textiles. Perhaps the best known are the products produced by Nano-Tex and more recently an announcement that a Korean company had released medical textiles with silver nanoparticles woven into them - thus providing superior anti-bacterial properties. There is however considerable scope for the development of nano- and micro-technologies in textiles in both man-made synthetics and natural fibres. For instance improved

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
38
ballistic resistance, electronic resistance, photovoltaic cells in clothing to provide power, and health/medical equipment to aid recovery.
3. There is little doubt that parts of the Australian TCF industry will gain a significant benefit from nanotechnology and other small-scale technologies; however, this will not be the case for all companies who may need to look to other areas and processes. Further, the research capabilities in Australia would seem to be as good as anywhere in the world.”
Nanotechnology and textiles As stated in the TFIA report (above), the Nano-Tex initiative is a prime example of a commercial application of nanotechnology in textiles. This technology is used to illustrate a number of points in the discussion below. Much of what has been discussed above is nanoscience, and is yet to make the transition to nanotechnology. Plasma treatment of textiles, poised to become a significant nanotechnology of the future (in our estimation), is also discussed further. Nano-Tex The following comments have been made about the Nano-Tex technology, and nanotechnology in general [43]:
“Looking at the previously stated definition of nanotechnology it could be argued that Nano-Tex’s technology isn’t really nanotechnology but improved chemistry. However, the company is realising a profit whilst other ‘proper’ nanotechnology companies are still waiting and dreaming.”
“Nanotechnology has been defined as the thorough three-dimensional structural control of materials, processes and devices at the atomic scale, or one billionth (US) of a metre (1x10-9m). The ability to manipulate individual atoms and place them in a desired structure would lead to a new industrial revolution and completely change the way most things are constructed. The potential benefits of nanotechnology are so compelling that over thirty countries are now initiating national research and development initiatives.”
The definition of nanotechnology above is inappropriate at best, and misleading at worst. “Manipulating individual atoms” is nanoscience in its purist form. It is not nanotechnology, and understandably is of little current interest or relevance for the fibre and textile industries. That is not to say, of course, that it isn’t currently relevant in other higher-tech industries. Whilst one might question the importance of semantics and definitions, there is a crucial point here. If the leaders of the Australian textile and fibre industries were to believe this definition, then it would be understandable that they would be unprepared to take “significant risk at the present time”, as mentioned in The Warren Report.
The Nano-Tex technology is described as “clever chemistry”, and this is what really matters. What else is clever is the manner in which it has been marketed. From a technical point of view, the concept of ‘nanowhiskers’ being responsible for the hydrophobic behaviour is irrelevant; what matters is that the technology lives up to its claims. The Nano-Tex process is essentially the same as any aqueous-based, pad-dry polymer system for fabric; it utilises existing equipment, and requires no special capital investment. Being a ‘nanotechnology’ does not require (in this instance) that the fabric finisher has a degree in physical chemistry. The smart chemistry has already been done. All the finisher has to do is

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
39
apply the treatment uniformly and effectively, as he would for any other polymer system. One of the likely impacts of nanotechnology on the Australian textile and related industries which was articulated in The Warren Report was a change “in the entire manufacturing and supply chain process” [85]. The chemical needs of the Australian textile industry are often met by large, multi-national companies such as Ciba and Clariant, who have agents in different locations throughout the country. A chemical is generally only a phone-call away. Nano-Tex operates quite differently. The company provides the chemistry only to “the Nano-Tex family of licensed mills”, of which there are 80 world-wide [72], with none in Australia [94]. Retailers who sell Nano-Tex products are also licensed by the company [87]. The ‘local’ point of contact for interested Australian mills is in India [88]. The tyranny of distance, together with the relatively small size of the local industry, would make it more difficult for an Australian company to gain a licence.
It would appear, then, that the perceived impact of nanotechnology on the manufacturing and supply chains is correct, at least for the Nano-Tex example. However, it is our opinion that the Nano-Tex ‘arrangements’ have absolutely nothing to do with the fact that we are dealing with nanotechnology. The arrangements best suit the needs of the company to protect their intellectual property, and maximise financial returns. That is not to say, of course, that other nanotechnologies will not be forced, by necessity, to operate with different manufacturing and supply chains. Potentially, Nano-Tex has an advantage over the larger companies in that it can concentrate all of its attentions on a focussed range of technologies and products.
In Melbourne, Nano-Tex garments can be purchased from Kathmandu in Bourke Street. It appears to us that the here-and-now situation with ‘self-cleaning clothes’ means that there are relatively few opportunities for local companies to gain a competitive advantage in this market.
Plasma Plasma treatment of textiles offers potential for the enhancement of the properties of textile substrates. The DryFabTM Nanolayer process from Sigma Technologies International Inc. is one such example of a plasma technology that can be adapted to textiles. Essentially, the equipment depicted in Figure 23 fits inside a huge vacuum chamber, where the pressures achieved are in the range 10-2 to 10-4 Torr. This is especially important for the metallization process, where metals such as aluminium, copper and stainless steel are vaporized and condensed onto a substrate, generally plastic sheeting. The flash evaporator used for monomer deposition requires only a moderately high vacuum to work effectively. The process is extremely versatile in that a wide range of monomers and monomer combinations can be utilised. Deakin University has carried out trials at Sigma in order to examine the impacts of the technology on textiles. Four fabrics (100% cotton woven, 65:35 polyester/cotton interlock, 100% cotton single jersey and 65:35 polyester/cotton woven) were subjected to treatment by the DryFabTM Nanolayer process. Each fabric was quite hydrophilic to begin with, and treatment with the plasma/monomer system rendered the fabrics extremely hydrophobic (Figure 33). In comparison with the Nano-Tex procedure, the DryFabTM Nanolayer process has an advantage in that fabric functionality can be purpose-engineered through the choice of

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
40
monomer(s). A disadvantage of the latter process is that expensive equipment is required, and currently most of the applications for the vacuum technology are not textile-related. However, Sigma is looking to act as a commission converter for textiles. This would allow companies to access the expensive vacuum technology without the capital outlay for the processing equipment. As a commission converter, Sigma would convert unfinished fabric into finished fabric using vacuum monomer deposition on a Sigma-owned and -run machine.
Figure 33. Polyester woven fabric treated with water; untreated fabric on left, and DryFabTM-treated fabric on right. Sigma has also developed an atmospheric plasma treater, which operates at atmospheric pressure and does not incur the relatively high costs associated with the vacuum system. There is essentially no difference between the atmospheric and vacuum plasma treatment systems in the plasma component of the equipment; high surface energies and surface grafting can be achieved to similar levels with both. The major difference between the systems is in the application of coatings after the plasma treatment. The atmospheric treater achieves coating by bubbling helium gas through a bath of monomer before it is fed to the plasma head; polymer deposition can, at the present time, utilize only monomers with a relatively high vapour pressures, leading to levels of polymer that are considerably lower than achievable through the vacuum system. The advantages or disadvantages of this for textiles are unknown. Although metallization is possible only under high vacuum, the inability to access this in the atmospheric system is unlikely to be of any significant disadvantage for textiles. Longer term, Sigma intends to develop the atmospheric technology, as it is a lot cheaper, and there is considerable scope for the development of more efficient polymer coating systems. Trials carried out by Deakin University using the atmospheric plasma treater in the surface-grafting mode, i.e. without any liquid monomer evaporation followed by polymer deposition, have revealed significant changes to the surface properties of fibres and fabrics. A prototype has been purchased, and should be installed and fully operational in first half of 2006. A wide range of product development opportunities is envisaged. Conclusions The hype surrounding nanotechnology, and especially references to engineering atom by atom, does not assist in the process of making informed decisions about its applicability for the Australian fibre and textile industries. This process is not helped when, for example, The Warren Report talks about the nanotechnological future for textiles in terms of “improved ballistic resistance, electronic resistance, photovoltaic cells in clothing to provide power, and

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
41
health/medical equipment to aid recovery”. This is an exciting wish-list of nanoscience achievements, but it does not assist the industry in deciding how it will survive long enough to be able to take advantage of those ground-breaking technologies that one day may or may not be commercially viable. Technological innovation must be one of the keys for survival of the Australian industry. But that innovation must be judged solely on its merits, whether or not it is nanotechnology, or is claimed to be. Focusing too far into the future may blur the vision of what can be achieved in the short and medium terms. Innovation has to be an on-going, evolving process. The Australian fibre and textile industries must look increasingly for niche markets where higher added values are attainable. There is, however, expected to be increasing competition for these markets, as supported by the following quote from the 4th Nanoforun Report, an initiative funded under the European Commission’s Fifth Framework Programme [89]:
“One trend in the textile industry is that more and more clothes are manufactured in low-cost countries. High-cost countries like Western Europe can only compete in this industry if they produce high-tech clothes with additional benefits for users. This includes windproof and waterproof jackets, where nanotechnology already plays a role.”
In addition, low-cost countries will not be content to continue servicing lower value markets, and in fact are already looking for opportunities where returns per unit of production are greater. “A reduction in the volume of imported textiles - Australian textiles competing on the basis of functionality, not cost”, as one of the impacts of nanotechnology articulated in The Warren Report, is less likely to occur when there is growing competition for niche markets. A wait-and-see approach for technological innovations will lead to missed opportunities. Use should be made of inputs from research providers (e.g. Universities and CSIRO), operating either individually or through the International Fibre Centre, to make informed assessments of current and emerging technologies that could add value to local industry. One of the conclusions from the TFIA Report is that parts of the Australian TCF industry will gain a significant benefit from nanotechnology and other small-scale technologies. It can be argued, however, that new technologies for the Australian industry will pose more of a threat than an opportunity, given the situation where the local industry is slow and/or reluctant to adopt. It is further concluded in the report that “the research capabilities in Australia would seem to be as good as anywhere in the world”. While we are not going to disagree with this, the immense capacity to innovate which exists outside Australia is something that cannot be ignored. It has been estimated that the annual rate at which science and engineering graduates are emerging in China and India is greater than in the United States by a factor of 10 [90]. The corresponding numbers for Europe are probably close to those in the United States, with each of these two regions ‘outnumbering’ Australia by a factor of 10-20. Access to the latest innovations by the local industry will be enhanced through the formation of partnerships abroad [90], especially in countries such as China where rapidly increasing textile production is being fed from an immense talent pool. “For business, nanotechnology is no different from any other technology: it will be judged on its ability to make money.”
Tim Harper, 2003 [3]

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
42
References
1. http://www.begbroke.ox.ac.uk/nano/accessWeb/index.html (a) http://www.begbroke.ox.ac.uk/nano/accessWeb/history.html (b) http://www.begbroke.ox.ac.uk/nano/accessWeb/technology.html (c) http://www.begbroke.ox.ac.uk/nano/accessWeb/nature.html
2. http://www.begbroke.ox.ac.uk/begbroke/Display/page/90.html# 3. http://www.iop.org/EJ/abstract/0957-4484/14/1/001 4. “Nanoscience and Nanotechnologies: Opportunities and Uncertainties”, The Royal
Society and The Royal Academy of Engineering, July 2004. http://www.nanotec.org.uk/finalReport.htm
(a) http://www.nanotec.org.uk/report/chapter2.pdf (b) http://www.nanotec.org.uk/report/chapter3.pdf (c) http://www.nanotec.org.uk/report/chapter1.pdf (d) http://www.nanotec.org.uk/report/chapter4.pdf (e) http://www.nanotec.org.uk/report/chapter5.pdf
5. Peter Binks, CEO Nanotechnology Victoria, private communication. 6. “How Big Can Small Actually Be?”, Study Group on the Consequences of
Nanotechnology, Royal Netherlands Academy of Arts and Sciences, Amsterdam, November 2004. http://www.knaw.nl/nieuws/pers_pdf/43732b.pdf
7. http://www.iap.tuwien.ac.at/www/surface/STM_Gallery/stm_schematic.html 8. http://www.almaden.ibm.com/vis/stm/library.html#ref1 9. D. M. Eigler and E.K. Schweizer, “Positioning Single Aatoms with a Scanning
Tunnelling Microscope”, Nature 344, 524-526 (1990). 10. Nano Today, December 2004 (Elsevier Ltd, UK): (a) M.J. Pitkethly, “Nanomaterials - the
Driving Force”, pp. 20-29; (b) A.P. Dowling, “Development of Nanotechnologies”, pp 30-35. The latter article summarises the key findings and recommendations from reference [4].
11. http://www.usnews.com/usnews/tech/nextnews/archive/next040212c.htm 12. http://www.bccresearch.com/advmat/GB290.html 13. http://www.smalltimes.com/document_display.cfm?section_id=46&document_id=7701 14. http://www.bccresearch.com/editors/RGB-290.html 15. http://www.forbes.com/home/2003/12/29/cz_jw_1229soapbox.html 16. http://news.bbc.co.uk/1/hi/sci/tech/3513382.stm 17. Forbes/Wolfe Nanotech Report, “Top 10 Nanotech Products of 2004”, Volume 3,
Number 12 (December 2004). http://www.nano.org.uk/profmembers/nanotop10.pdf Membership required for access. See http://www.nano.org.uk
18. http://www.forbes.com/investmentnewsletters/2004/10/21/cz_jw_1021soapbox.html 19. http://www.nanovic.com.au/index.php?a=industry_focus.textile&p=23 20. http://www.siliconchip.com.au/cms/A_30650/article.html 21. http://www.thomas-swan.co.uk/pages/nano_images.html 22. http://www.nanotech-now.com/nanotube-buckyball-sites.htm 23. http://www.cemes.fr/r1_labo/ErikDujardin/Dujardin_ImageGallery.htm 24. http://www.nanotech-now.com/Purdue-release-12112002.htm 25. http://www.azom.com/details.asp?ArticleID=921#_Advantages_of_Nanosized 26. http://www.pslc.ws/macrog/mpm/composit/nano/index.htm 27. http://www.rps.psu.edu/0301/clay.html 28. http://www-news.uchicago.edu/releases/04/040715.qdots.shtml

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
43
29. http://acept.la.asu.edu/PiN/rdg/color/color.shtml 30. http://www.umsl.edu/~fraundor/stm97x.html 31. “Nanotechnology - Small Matter, Many Unknowns”, Swiss Reinsurance Company,
Zurich, 2004. http://www.swissre.com Document can be downloaded in English by following links from the home page: Research & Publications, Risk Perception, Nanotechnology, Nanotechnology - Small matter, many unknowns.
32. http://www.turi.org/content/content/download/1472/7639/file/Lotus%20Paper.pdf 33. http://www.botanik.uni-bonn.de/system/planta.htm 34. http://home.comcast.net/~zlevay/gallery/06.html 35. I. Holme, “Nanotechnologies for Textiles, Clothing, and Footwear”, Textiles Magazine,
32 (No. 1), 7-11 (2005) (and references therein). 36. http://www.chemie.uni-marburg.de/ag-wendorff/Forschung/F1-Elektrospinning_e.html 37. http://www.people.vcu.edu/~glbowlin/electrospinning.htm 38. T. Graf and K. Graham, “Polymeric Nanofibers and Nanofiber Webs: A New Class of
Nonwovens”, paper presented at INTC 2002: International Nonwovens Technical Conference (Joint INDA – TAPPI Conference), Atlanta, USA, September 24-26, 2002. http://www.donaldson.com/en/filtermedia/support/datalibrary/003317.pdf
39. T. Graf and K. Graham, “Nanofiber Webs from Electrospinning”, paper presented at Nonwovens in Filtration - Fifth International Conference, Stuttgart, Germany, March 2003. http://www.donaldson.com/en/filtermedia/support/datalibrary/003321.pdf
40. M. Zhang, K.R. Atkinson and R.H. Baughman, “Multifunctional Carbon Nanotube Yarns by Downsizing an Ancient Technology”, Science 306 (Issue 5700), 1358-1361, 19th November 2004. http://www.sciencemag.org/cgi/content/full/306/5700/1358 See also: http://www.utdallas.edu/news/archive/2004/downsizingancienttech.html
41. http://www.nanotech-now.com/2002-october-news.htm 42. http://textileinfo.com/en/tech/three/05.html 43. “Nanotechnology in Textiles”, INNEUORTEX, Heriot-Watt University, March 2004.
http://test.nanotextiles.net/Nanotechnology_in_Textiles.pdf 44. http://www.tifac.org.in/offer/tsw/jappol.htm 45. http://nanomaterials.npl.co.uk/composites/nano_comp3.html 46. http://gtresearchnews.gatech.edu/newsrelease/nanofibers.htm 47. http://www.nanotech-now.com/UTDallas-release-06112003.htm 48. http://www.mipan.com/eng/company/summary.html
(a) http://www.mipan.com/eng/products/magic_silver.html (b) http://www.azonano.com/details.asp?ArticleID=648
49. http://www.jrnanotech.com/socks.html 50. http://www.ntbase.net/eng/board/bNewsContent.asp?mode=note&num=17&CurPage=1 51. http://www.zae-bayern.de/a2/englisch/nano/carbon_nanofibers.html 52. L. Qian, “Nanotechnology in Textiles: Recent Developments and Future Prospects”,
American Association of Textile Chemists and Colorists Review, 4 (No. 5), 14-16, May 2004 (and references therein).
53. I. Holme, “Softness Enhances Consumer Comfort”, International Dyer, 190 (No. 2), 9-11 March 2005.
54. http://www.paper.clariant.com/tlp/TC_PROD.nsf/0/1836eaa2ac4e47afc1256b1400299d5e/$FILE/Sandoperm%20SE1%20oil%20liq_e.pdf
55. http://www.sigma-technologies.com/sigma/index.htm

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
44
(a) http://www.sigma-technologies.com/sigma/radcurpol.htm (b) http://www.sigma-technologies.com/sigma/coatedmat.htm
56. A. Yializis, “A Nanolayer Technology for Treating and Coating Textile Materials”, International Fibre Centre, Dyeing and Finishing Resources Seminar, 19th August 2004. http://www.ifc.net.au/news/angelo.pdf
57. http://www.micronisers.com/Products%20Colour%20Fast%20Textiles.html 58. Ken King, Micronisers Pty Ltd, private communication. 59. Reno Beltrame, Beltrame Consultants Pty Ltd, private communication. 60. http://www.nano-
sphere.ch/main.asp?site=nanosphere&language=english&webpageID=255 [Select ‘zoom movie clip’.]
61. Markus Schwarzenbacher, “The Nano-Technologie - by Schoeller®”, Schoeller Textil AG (Switzerland), private communication.
62. http://www.nano-sphere.ch/presse/eng-NanoSphere-on-Cotton-11305.pdf 63. Markus Schwarzenbacher, “Smallest Particles with a Major Effect: Nanotechnology
Facilitates the Self-Cleaning Principle”, Schoeller Textil AG (Switzerland), private communication.
64. http://www.nano-sphere.ch/presse/pressemitteilung_nanosphere_fabrics_PV_e.pdf 65. http://www.nano-sphere.ch/presse/pressemitteilung_nanosphere_pfanner_e.pdf 66. http://www.nano-sphere.ch/presse/pressemitteilung_nanosphere_bugatti_e.pdf 67. http://www.nano-sphere.ch/presse/pressemitteilung_nanosphere_fabrics_active_e.pdf 68. http://www.nanotex.com 69. http://www.nanotex.com/news&media/tv_coverage.html [Select ‘The Science Channel’.
Other programs are also available to be viewed.] 70. http://www.teflon.com/ 71. http://www.3m.com/us/home_leisure/scotchgard/whatsnew.jhtml 72. http://www.nanotex.com/faqs/faqs.html 73. D. Neff, Nano-Tex, private communication. 74. http://www.ppg.com/gls_residential/gls_sunclean/default.htm 75. http://www.pilkington.com/international+products/activ/usa/english/activ+home.htm 76. http://news.bbc.co.uk/2/hi/technology/3770353.stm 77. http://www.greenmillennium.com/tio2intro.htm 78. http://www.photocatalyst.co.jp/e/toha/toha.htm 79. http://www.nature.com/cgi-
taf/DynaPage.taf?file=/nature/journal/v429/n6992/full/429620a_fs.html See also: W.A. Daoud and J.H. Xin, “Nucleation and Growth of Anatase Crystallites on Cotton Fabrics at Low Temperatures”, J. Amer. Ceram. Soc., 87 (5), 953-955 (2004).
80. http://www.sciencedaily.com/releases/2004/11/041122095432.htm 81. I. Luzinov, P. Brown, G. Chumanov and S. Minko, “Ultrahydrophobic Fibres: Lotus
Approach”, poster presented at The National Textile Center 13th Annual Forum, North Carolina, March 2005.
82. http://www.fieldandtrek.com/article-Waterproof-Fabrics-tech_waterproof_fabrics.htm 83. http://www.gore-tex.co.uk/published/gfe_navnode/gb.prod.memb.html 84. http://www.gore-tex.tm.fr/published/gfe_link/1021833051684.pdf 85. “Nanotechnology - The Next Big Thing in Your Industry Could be Really Small”,
Proceedings of Workshops (in Sydney and Melbourne) organised by The Warren Centre for Advanced Engineering, The University of Sydney, June 2004. http://www.warren.usyd.edu.au/nano/nano_bk_lr.pdf

IFC Project Agreement TEP 090-04 Deakin Milestone December 2005
45
86. A. Van Krieken, “Report to Stakeholders on the Potential Application of Nanotechnology in the Australian TCF Industry”, Council of Textile and Fashion Industries of Australia Limited, 2nd April 2004.
87. Nitin Jain, Nano-Tex (India), private communication. 88. http://www.nanotex.com/contact_us/global.html 89. Nanoforum.org, European Nanotechnology Gateway, 4th Nanoforum Report: “Benefits,
Risks, Ethical, Legal and Social Aspects of Nanotechnology”, June 2004. See page 34. http://www.nanoforum.org/dateien/temp/ELSIcomplete.pdf?07102004095752
90. T. Harper, “The Economic Impact of Nanotechnologies”, AsiaFutureTex Conference (collaborative effort between Científica Ltd. and the Textile and Fashion Federation of Singapore), Singapore, 20th October 2005.
General reading
“Nanotechnology - Innovation for Tomorrow’s World”, European Commission, 2004. http://www.cordis.lu/nanotechnology/src/pe_leaflets_brochures.htm
ftp://ftp.cordis.lu/pub/nanotechnology/docs/nano_brochure_en.pdf “Nanotechnology - Enabling Technologies for Australian Innovative Industries”, Prime Minister’s Science, Engineering and Innovation Council (PMSEIC), Australia, 11th March 2005. http://www.dest.gov.au/NR/rdonlyres/1E1B501A-727A-4153-85EF-134B2DAF0925/4112/nanotechnology_pmseic110305.pdf “Australian Nanotechnology”, Capability & Commercial Potential, 2nd Edition, Nanotechnology Australia, Commonwealth of Australia, 2005. http://www.investaustralia.gov.au/index.cfm?menuid=0DA5E4E7-B0D0-36D2-5C0BF55FC0AAA99D&CFID=364072&CFTOKEN=64690617
http://investaustralia.hyperlink.net.au/media/IR_Nano_NanotechReport.pdf “Australian Directory of Nanotechnology Service Providers - 2004”, The Warren Centre for Advanced Engineering, The University of Sydney, June 2004. http://www.warren.usyd.edu.au/nano/workshop.htm
http://www.warren.usyd.edu.au/nano/nano_directory(LR).pdf
Hyperlinks to images in Figure 1
Figure 1 is based on Figure 2.1 in [4(a)] and image 2 (open ‘In pictures’) in: http://news.bbc.co.uk/1/hi/sci/tech/3930179.stm. The different images were obtained from the following sources (clockwise from top left hand corner): (a) http://www.handtransplant.org/procedure/3d.htm (b) http://www.harperchildrens.com/teacher/catalog/book_xml.asp?isbn=0060091088 (c) http://inventors.about.com/library/inventors/blsolar4.htm (d) http://www.ornl.gov/sci/techresources/Human_Genome/graphics/slides/01-0085jpg.shtml (e) http://www.mit.edu:8001/afs/athena/course/other/esgbio/www/cb/virus/virus.html (f) See Figure 2.1 in [4(a)] Note: All of the hyperlinks on pages 43-45 were accessible as of 16th December 2005.




















