Modélisation et Amélioration de performance d'une poste de ...
57
i Ministère de l’Enseignement Supérieur et de la Recherche Scientifique Direction Générale des Études Technologiques INSTITUT SUPERIEUR DES ÉTUDES TECHNOLOGIQUES DE BIZERTE Département de Génie Électrique RAPPORT DE PROJET DE FIN D’ETUDES En vue de l’obtention de : Licence Appliquée en Génie Électrique Modélisation et Amélioration de performance d’une poste de regroupement Effectué à : YAZAKI Élaboré par : Smirani Nawras (AII3) Namouchi Yahia (AII3) Encadré par : M r . Housseini Zaineb (ISET Bizerte ) M r . Nasri Brahim (YAZAKI) Soutenu le 12/06/2017 devant la commission composée de : Président : M r Shaiek Yosra Rapporteur : M r Ben chehida Ramzi Membre : M r Ben hamed Sofien Référence Dép. Génie Électrique A.U 2016-2017 N° 04.17
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of Modélisation et Amélioration de performance d'une poste de ...

i
Ministère de l’Enseignement Supérieur et de la Recherche Scientifique
Direction Générale des Études Technologiques
INSTITUT SUPERIEUR DES ÉTUDES TECHNOLOGIQUES DE BIZERTE
Département de Génie Électrique
RAPPORT DE
PROJET DE FIN D’ETUDES En vue de l’obtention de : Licence Appliquée en Génie Électrique
Modélisation et Amélioration de
performance d’une poste de regroupement
Effectué à : YAZAKI
Élaboré par : Smirani Nawras (AII3)
Namouchi Yahia (AII3)
Encadré par : Mr. Housseini Zaineb (ISET Bizerte )
Mr. Nasri Brahim (YAZAKI)
Soutenu le 12/06/2017 devant la commission composée de :
Président : Mr Shaiek Yosra
Rapporteur : Mr Ben chehida Ramzi
Membre : Mr Ben hamed Sofien
Référence
Dép. Génie Électrique
A.U 2016-2017
N° 04.17

ii
REMERCIMENTS
Avant de commencer la présentation de ce travail, nous profitons de l’occasion pour remercier
toutes les personnes qui ont contribué de près ou de loin à la réalisation de ce projet de fin
d’études.
Nos remerciements s’adressent en premier lieu à Madame Houssaini Zaineb d’avoir accepté
de nous encadrer dans notre projet de fin d’études ainsi que pour son soutient, ses remarques
pertinentes et son encouragement.
Nous tenons à exprimer nos profondes reconnaissances et toutes nos pensées de gratitude à
M.Nasri Brahim qui nous a accompagné de près durant tout ce travail, pour sa disponibilité,
pour la confiance qu’il a su nous accorder et les conseils précieux qu’il nous a prodigué tout au
long de la réalisation de ce projet.
Nous voudrons enfin, remercier vivement les membres du jury qui nous ont fait l’honneur de
juger notre travail.

ii
Table des matières
Sommaire Introduction générale .....................................................................................................................1
Introduction : ..................................................................................................................................2
I. Présentation de groupe YAZAKI ...............................................................................................2
II. Les clients YAZAKI ....................................................................................................................2
III. Organigramme général de YAZAKI .......................................................................................3
IV. Processus de production ......................................................................................................4
1. Zone de coupe P1 ....................................................................................................................4
2. Zone préparation P2 ................................................................................................................5
3. Zone assemblage P3 ................................................................................................................7
4. Produits YAZAKI .......................................................................................................................8
V. Présentation du projet ............................................................................................................8
1. Cadre et objectif du projet ......................................................................................................8
2. Les inconvénients du poste de regroupement .........................................................................9
3. Les étapes du déroulement du projet .....................................................................................9
Conclusion ......................................................................................................................................9
Introduction .................................................................................................................................. 10
I. Partie étude bibliographique ................................................................................................. 10
1. Qu’est- ce que le Lean Manufacturing ................................................................................... 10
2. Concept de base de Lean Manufacturing ............................................................................... 10
A. Chantier VSM (Value Stream Mapping).................................................................................. 11
3. Diagramme Pareto ................................................................................................................ 12
4. La problématique QQOQCCP ................................................................................................. 13
5. Le digramme Ishikawa ........................................................................................................... 13
6. Cinq pourquoi ....................................................................................................................... 14
II. Partie analyse de l’état actuel ................................................................................................ 14
1. Historique des défauts des chaines ........................................................................................ 14
2. La problématique QQOQCCP ................................................................................................. 19
3. VSM ...................................................................................................................................... 19
4. L’Ishikawa ............................................................................................................................. 21
5. Les causes racines ................................................................................................................. 22
Introduction .................................................................................................................................. 25

iii
I. Définition d’un système de navigation ................................................................................... 25
1. Le POKA-YOKE ....................................................................................................................... 25
II. Analyse fonctionnelle ............................................................................................................ 25
1. Diagramme A-0 ..................................................................................................................... 26
2. Diagramme A0 ...................................................................................................................... 26
III. Choix de matériels ............................................................................................................. 27
1. Définition de l’automate programmable................................................................................ 27
2. Objectif ................................................................................................................................. 28
3. Structure d’un système automatisé ...................................................................................... 28
4. Choix de l’automate .............................................................................................................. 29
5. Choix des Leds ....................................................................................................................... 31
6. Choix de lecteur code a barre ................................................................................................ 31
Introduction .................................................................................................................................. 33
I. Programmation ..................................................................................................................... 33
1. Création d’un projet .............................................................................................................. 33
II. Supervision ........................................................................................................................... 36
1. WinCC ................................................................................................................................... 36
Conclusion .................................................................................................................................... 39
Conclusion générale ...................................................................................................................... 40
Références bibliographiques ......................................................................................................... 41
Nètographie .................................................................................................................................. 42
Annexes ........................................................................................................................................ 43

iv
Liste des figures
Fig 1:Localisation mondiale de YAZAKI ............................................................................................2
Fig 2: Les principaux clients de YAZAKI ...........................................................................................3
Fig 3 : Organigramme de la société YAZAKI .....................................................................................3
Fig 4 : Processus de fabrication du câble automobile ...........................................................................4
Fig 5:Machine de coupe Komax ..........................................................................................................5
Fig 6:Schéma de réalisation des fils dans la zone de préparation ..........................................................5
Fig 7:Poste de regroupement ...............................................................................................................6
Fig 8: Soudure ultrason .......................................................................................................................6
Fig 9: Fils torsadés ..............................................................................................................................7
Fig 10:Table d’assemblage ..................................................................................................................7
Fig 11:Câblage FINI ...........................................................................................................................8
Fig 12:Le Lean et les différents outils ............................................................................................... 11
Fig 13: Déroulement d’une value Stream Mapping ............................................................................ 12
Fig 14:Diagramme de Pareto des défauts de Décembre...................................................................... 15
Fig 15: Diagramme de Pareto des défauts de Janvier ......................................................................... 17
Fig 16: les majeurs défauts ................................................................................................................ 17
Fig 17: Le défaut fréquent ................................................................................................................. 18
Fig 18:Cartographie de flux par le VSM ............................................................................................ 20
Fig 19: Ishikawa ............................................................................................................................... 22
Fig 20: fonction globale du système de navigation............................................................................ 26
Fig 21: Diagramme A0 ..................................................................................................................... 27
Fig 22:Structure d’un système automatisé ........................................................................................ 29
Fig 23: Les Leds ............................................................................................................................... 31
Fig 24:Lecteur code à barre LS4208 .................................................................................................. 32
Fig 25: Vue portail ............................................................................................................................ 33
Fig 26: Vue de projet ........................................................................................................................ 34
Fig 27: La configuration de l'appareil ................................................................................................ 34
Fig 28: La communication de CPU ................................................................................................... 35
Fig 29: Un exemple de réseaux pour notre application ...................................................................... 35
Fig 30: Bloc de données .................................................................................................................... 36
Fig 31 : Notre application à l'état initial ............................................................................................. 37
Fig 32: La simulation de notre application ........................................................................................ 38
Fig 33: Saisir une référence avec un lecteur code à barre ................................................................... 38
Liste des tableaux
Tab 1:Pictogrammes utilisés en VSM ................................................................................................ 11
Tab 2: Historique des défauts de Décembre ....................................................................................... 15
Tab 3:Historique des défauts de Janvier ............................................................................................ 16
Tab 4: Le défaut précis...................................................................................................................... 18
Tab 5 : Tableau QQOQCCP .............................................................................................................. 19
Tab 6: Les causes racines .................................................................................................................. 23
Tab 7:Tableau comparatife entre deux solutions ................................................................................ 23
Tab 8: Choix de l’API ....................................................................................................................... 29
Introduction Générale
1
Introduction générale
u cours de ces dernières années, les industries spécialisées dans le câblage automobile
ont été confronté à une concurrence de plus en plus féroce.
YAZAKI figure parmi les trois premiers fournisseurs mondiaux des systèmes de
distribution d'électricité et de composants électroniques destinés à l'industrie automobile.
Cette entreprise est consciente des enjeux économiques qui en découlent et elle accorde une
attention particulière pour chercher des atouts leur permettant de gagner la concurrence
acharnée. De ce fait, la recherche de la qualité est devenue un point clé pour assurer une
meilleure satisfaction de ses clients qui sont de plus en plus exigeants.
Pour ce faire et pour pérenniser les gains et rendre les processus internes plus efficients,
YAZAKI a décidé d’implanter des méthodes d’amélioration continue dans ses usines dans le
but d’atteindre un niveau de qualité totale qui conduit à la satisfaction client.
Le Lean Manufacturing est la démarche qui répond le plus à ces défis. En effet, il consiste à
identifier et à éliminer toutes les pertes d’efficacité qui jalonnent la chaine depuis la réception
de la matière jusqu’à l’expédition du produit.
Donc, dans le cadre de notre projet de fin d’étude, nous allons s’intéresser à l’amélioration de la
performance du poste de regroupement au sein de l’atelier de préparation particulièrement le
projet PANDA.Nous avons proposé d’implanter une solution avec l’automate programmable
industriel (API) pour éviter les problèmes posés par ce poste.
Ce rapport s’articule autour de quatre chapitres qui révèlent la démarche suivante.
Le premier consiste en une présentation générale de l’entreprise et une description de l’existant.
Le deuxième chapitre porte sur les études et les analyses de l’existant.
Le troisième chapitre décrit la solution pour optimiser les défauts et le choix de
matériels.Finalement, dans le quatrième chapitre, nous allons présenter la programmation et la
réalisation de notre solution.
A

Chapitre1 : Présentation de l’entreprise et description de l’état actuel
2
Chapitre 1 : Présentation de l’entreprise
et description de l’état actuel
Introduction :
Ce premier chapitre sera dédié à la présentation du groupe mère de l’entreprise qui nous a
accueillispour effectuer ce projet de fin d’étude, c’est le groupe YAZAKI. A la fin nous présentons
le cadre du projet et la méthodologie de travail que nous avons suivi.
I. Présentation de groupe YAZAKI
YAZAKI est une multinationale japonaise, créée en 1941. Ses activités principales sont :
Le câblage
la fabrication de composants électriques et instruments pour le secteur automobile.
Ses autres activités sont :
La fabrication de fils et câbles électriques
La fabrication de produits de gaz
La climatisation
La figure 1 présente la localisation de YAZAKI dans le monde. [1]
Fig1:Localisation mondiale de YAZAKI
II. Les clients YAZAKI
Sur le marché du câblage, YAZAKI figure parmi les leaders au niveau mondial. Grâce au
niveau de qualité/ Prix qu’elle offre. Elle compte parmi ses clients des sociétés de réputation,
telles que : MERCEDES, JAGUAR, LAND ROVER, PEUGEOT, NISSAN, FIAT,
TOYOTA, FORD, PANDA…comme l’indique la figure 2. [1]

Chapitre1 : Présentation de l’entreprise et description de l’état actuel
3
Fig2: Les principaux clients de YAZAKI
III. Organigramme général de YAZAKI
L’entreprise YAZAKI Tunisie est constituée d’une hiérarchie bien structurée, son
organigramme est présenté dans la figure suivante. [1]
Fig3 : Organigramme de la société YAZAKI
Manager
RH
Manager
Finance
Consultant
CS
Manager
segment client Manager des
opérations
Manager
Qualité
Manager IE &
NYS
Manager
département
technique
Manager PLPP Manager
production
Manager
logistique
Directeur générale

Chapitre1 : Présentation de l’entreprise et description de l’état actuel
4
IV. Processus de production
Le câblage dans la société YAZAKI passe par différentes étapes de fabrication dans des zones
différentes qui sont :
1. Zone de coupe P1
2. Zone de préparation P2
3. Zone d’assemblage P3
Ces différentes étapes sont illustrées dans la figure 3. [1]
Fig4 : Processus de fabrication du câble automobile
Dans ce qui suit nous allons détailler le processus de fabrication qui est réalisé en passant par
les zones suivantes :
1. Zone de coupe P1 La coupe, appelée aussi zone P1, est la première étape après le stockage de la matière
première dans le processus de production. On coupe la matière première (les fils électriques
provenant des bobines) selon l’ordre de fabrication lancé par un système appelé Coupe
(figure5).

Chapitre1 : Présentation de l’entreprise et description de l’état actuel
5
Les types de fils produits dans la zone de coupe sont :
Fil simple fini : contient deux connexions sur les deux extrémités de fil. Le sertissage des
terminaux est assuré automatiquement par la machine KOMAX.
Fil simple semi fini : contient une seule connexion dans l’une des extrémités du fil. Ces
fils nécessitent un passage par la zone de pré-assemblage. [1]
Fig5:Machine de coupe Komax
2. Zone préparation P2
C’est une zone qui regroupe des opérations intermédiaires entre coupe et assemblage. Les fils
venant de la zone coupe peuvent passer par l’une ou plusieurs de ces opérations dans le but de
fabriquer des ensembles semi finis. Elle est sculptée par plusieurs opérations :
Fig6:Schéma de réalisation des fils dans la zone de préparation
Poste
Regroupement
Soudure ultrason
Sertissage semi-
automatique
Thermo-réaction
Torsadage
Fils
issues
de la
zone
coupe
Ensemble semis finis
Pagoda

Chapitre1 : Présentation de l’entreprise et description de l’état actuel
6
Le regroupement
Cette opération consiste à regrouper deux ou plusieurs références fils selon la
nomenclature de l’article en question. C’est une opération de préparation pour le poste
soudure ou directement pour l’assemblage.
Fig7:Poste de regroupement
La soudure ultrason
C’est une opération de soudure de plusieurs fils ensemble à l’aide d’une technique de
vibration ultrason. La machine utilisée pour cette opération est la SCHUNK
Fig8: Soudure ultrason

Chapitre1 : Présentation de l’entreprise et description de l’état actuel
7
Le sertissage automatique
Il assure le raccordement électrique permanent conducteur-contact par déformation
contrôlée de l’âme du conducteur dénudé dans le fut de sertissage d’un contact à l’aide
d’un moyen mécanique exerçant une pression.
Le torsadage
Cette opération permet de créer un assemblage en tournant plusieurs éléments les uns
autour des autres en hélice circulaire à un pas constant dans le même sens.
Fig9: Fils torsadés
3. Zone assemblage P3
La majorité des opérations sont manuelles dans cette zone. L’opératrice assemble les fils et les
sous éléments précédemment établis par la coupe et la préparation pour former des faisceaux
électriques sur des tableaux tournants ou fixes. [1]
Fig10:Table d’assemblage

Chapitre1 : Présentation de l’entreprise et description de l’état actuel
8
Les opérations qui se réalisent dans cette zone sont :
L’encliquetage
L’enrubannage
Contrôle électrique
Test camera
Inspection visuel
Firewall
4. Produits YAZAKI
Un câble (figure 10) est un ensemble de circuits et des parties supplémentaires façonnées sous
forme des troncs qui a pour but d’assurer la conductivité électrique entre les différents points
de la voiture.
Fig11:Câblage FINI
V. Présentation du projet
1. Cadre et objectif du projet
Notre projet consiste à améliorer le poste de regroupement dans la zone P2, ce poste est
constitué d’une pipe ligne qui contient les fils constituant les circuits complexe de câblage
(joint, double crimping…).
Pour notre cas d’étude, nous avons l’objectif suivant :
Développer une application permettant de minimiser les défauts liés au
regroupement des fils.
Améliorer la qualité de ce poste.

Chapitre1 : Présentation de l’entreprise et description de l’état actuel
9
2. Les inconvénients du poste de regroupement
Cette méthode de regroupement est :
Non pratique
Non automatisée
Demande une concentration de la part de l’opératrice pendant la période de son
travail
Engendre des défauts de regroupements: Fils de type erronés
Source de rebuts
3. Les étapes du déroulement du projet
Après avoir saisi les différentes tâches qui nous ont été confiées, nous avons mis en place la
démarche à suivre pour la réalisation de notre travail, qui se focalise sur les quatre axes
suivants :
Observation détaillée a la zone P2
Traitement des informations obtenues et choix duposte goulot
Analyse de l’état actuel
Recherche des causes racines
Recherche et choix de solution
Implémentation de la solution
Analyse des résultats
La justification sera plus détaillée dans le chapitre suivant.
Conclusion
Il est très important de connaître l’entreprise et de cerner le problème avant de s’engager dans
une démarche d’amélioration. Dans ce chapitre nous avons présenté l’entreprise d’accueil et
nous avons pu cerner notre problème.Nous pouvons maintenant procéder aux changements
dans l’entreprise et comme nous avons spécifié précédemment,Nous allons adopter les outils
d’améliorations convenables.
Chapitre2 : Etude et Analyse de l’existant
10
Chapitre2 : Etude et analyse de l’existant
Introduction
Dans le but de réussir notre projet, il est obligé d’établir une analyse fonctionnelle dans
l’objectif d’améliorer la qualité du produit du système ou du service en se basant sur l’outil
Lean Manufacturing. Ce mécanisme est important pour guider la conception et trouver une
solution technologique adéquate. Solution technologique adéquat. Ce chapitre est divisé en
deux parties.
I. Partie étude bibliographique
1. Qu’est- ce que le Lean Manufacturing
Lean Manufacturing est une méthode d’optimisation de la performance industrielle qui
permet, grâce à une analyse détaillée des différentes étapes d’un processus de production,
d’optimiser chaque étape et chaque fonction de l’entreprise. Elle repose sur le principe de la
chasse aux gaspillages tout au long du processus, et permet donc de réduire les gaspillages et
les coûts associés à chaque étape.[1]
2. Concept de base de Lean Manufacturing
La notion de Lean est liée à l’efficience et la performance, que soit management ou
Manufacturing. D’abord, le Lean management concerne l’amélioration au niveau des
techniques de managements, leadership et coaching qui servent à l’atteinte des objectifs.
D’autre part, le Lean Manufacturing concerne la production elle-même dans un point de
vue technique. Ce dernier est définit par l’amélioration de la performance de la production
en éliminant les déchets, l’élimination des stocks, l’élimination des activités à non-valeur
ajoutée, la normalisation du flux de travail et l'amélioration de la chaîne de valeur.

Chapitre2 : Etude et Analyse de l’existant
11
Fig12:Le Lean et les différents outils
A. Chantier VSM (Value Stream Mapping)
La « Value Stream Mapping » est l’un des outils développé par Toyota connu sous le nom
cartographie des flux et d’information. Elle est utilisée pour décrire l’état actuel et futur ou «
idéal », des plans de mise en œuvre de système de production au plus juste. Il permet de
visualiser le flux de création de la valeur le long d'un processus, d’identifier et de collecter les
informations relatives aux diverses étapes. Le flux parcourt des tâches successives d'un point
de départ jusqu'à son point d'arrivée. [2] [ Christian HOHMANN]
Tab 1:Pictogrammes utilisés en VSM
Lean
Lean
Manufacturing
Lean
Management
JIT SMDE 5S VSM Chasse
MUDA

Chapitre2 : Etude et Analyse de l’existant
12
La cartographie consiste à suivre l’ensemble du processus pour identifier tous les éléments de
la performance sur chaque étape. On cherchera à identifier l’ensemble des éléments
Importants du flux de valeur comme :
• les délais,
• les temps de cycle (temps à valeur ajoutée),
• les rebuts, retouche, etc.,
• les temps de changement de séries.
Aussi, un indicateur est calculé au cours de l'élaboration du VSM : Le lead Time ou délai
de Production. C'est le temps requis pour qu’un produit traverse un processus ou une
chaine de
Valeur de la 1ère étape à la dernière. C'est l'indicateur de référence du VSM.
Après l'élaboration de la cartographie actuelle, on établit un plan d'action puis on dessine la
cartographie cible. "La cartographie cible" vise à se débarrasser de tous types de gaspillages
afin de s’intégrer dans la philosophie « Lean Manufacturing ».
Fig 13: Déroulement d’une value Stream Mapping
3. Diagramme Pareto
Est un diagramme graphique représentant l'importance de différentes causes sur un
phénomène. Ce diagramme permet de mettre en évidence les causes les plus importantes sur
le nombre total d'effet et ainsi de prendre des mesures ciblées pour améliorer une situation. Il

Chapitre2 : Etude et Analyse de l’existant
13
obéit à la loi 20/80, autrement dit 20 % des causes engendrent 80 % des problèmes. C’est pour
cette raison qu’on tient à définir seulement les 20 % des problèmes. [2]
4. La problématique QQOQCCP
En utilisant l’outil QQOQCCP, on va présenter la problématique du projet : qui est
concerné ? C’est quoi le problème ? Où réside ce dysfonctionnement ? Quand et
comment apparait-il ? Combien et pourquoi apparait-il ? Ainsi que les différentes
parties concernées.
5. Le digramme Ishikawa
Le diagramme de causes à effets : Le diagramme d’Ishikawa permet d’analyser les
grandes catégories des causes pour parvenir à un effet particulier. Il est particulièrement
bien adapté à la gestion des risques qui fait partie de la gestion du projet.
Elle présente sous la forme d’un graphe en arêtes de poisson. Dans ce dernier, sont
classées par catégorie les causes selon la loi des 5 M (Matière, Main d’œuvre, Matériel,
Méthode, Milieu). Il se construit en cinq étapes :
Étape 1 : Placer une flèche horizontalement, pointée vers le problème identifié ou le but
recherché. Étape 2 : Regrouper à l’aide de la méthode de « brainstorming » par exemple,
les causes potentielles en familles, appelées communément les 5M :
M1 - Matières : matières premières, pièces, ensembles, fournitures,
identification,stockage, qualité, manutention
M2 - Matériel : Recenser les causes probables ayant pour origine les supports techniques
et les produits utilisés. Machines, outils, équipements, capacité, âge, nombre, maintenance
M3 - Main d'œuvre : directe, indirecte, motivation, formation, absentéisme, expérience,
problème de compétence, d’organisation, de management
M4 - Milieu : environnement physique, éclairage, bruit, aménagement, relations,
température, climat, marché, législation
M5 - Méthodes : instructions, manuels, procédures, modes opératoires
Étape 3. Tracer les flèches secondaires correspondant au nombre de familles de causes
potentielles identifiées, et les raccorder à la flèche principale. Chaque flèche secondaire
identifie une des familles de causes potentielles.

Chapitre2 : Etude et Analyse de l’existant
14
Étape 4. Inscrire sur des petites flèches, les causes rattachées à chacune des familles. Il faut
veiller à ce que toutes les causes potentielles apparaissent.
Étape 5. Rechercher parmi les causes potentielles exposées, les causes réelles du problème
identifié. Ce sera notamment la cause la plus probable qu’il restera à vérifier dans la réalité et
à corriger.
6. Cinq pourquoi
Les cinq pourquoi est la base d'une méthode de résolution de problèmes proposée dans un
grand nombre de systèmes de qualité.
Il s'agit de poser la question pertinente commençant par un pourquoi afin de trouver la source,
la cause principale de la défaillance. Cette méthode de travail est surtout faite pour trouver la
cause principale du problème rencontré.
Avec cinq questions commençant par « pourquoi », on essaie de trouver les raisons les plus
importantes ayant provoqué la défaillance pour aboutir à la cause principale.
II. Partie analyse de l’état actuel
1. Historique des défauts des chaines
Afin de déterminer le défaut majeur dans la zone de préparation on a eu recours à un
historique des deux mois Décembre et Janvier fournit par le service qualité qu’on va
le déployer par la suit pour mieux visualiser les arrêts les plus pénalisés en appliquant
la méthode de Pareto. Cette méthode a pour objectif de classer par ordre d’importance
les défauts.

Chapitre2 : Etude et Analyse de l’existant
15
Tab 2: Historique des défauts de Décembre
Les résultats se présentent sous la forme d’une courbe comme représenter dans la figure 14.
Fig14:Diagramme de Pareto des défauts de Décembre
Chapitre2 : Etude et Analyse de l’existant
16
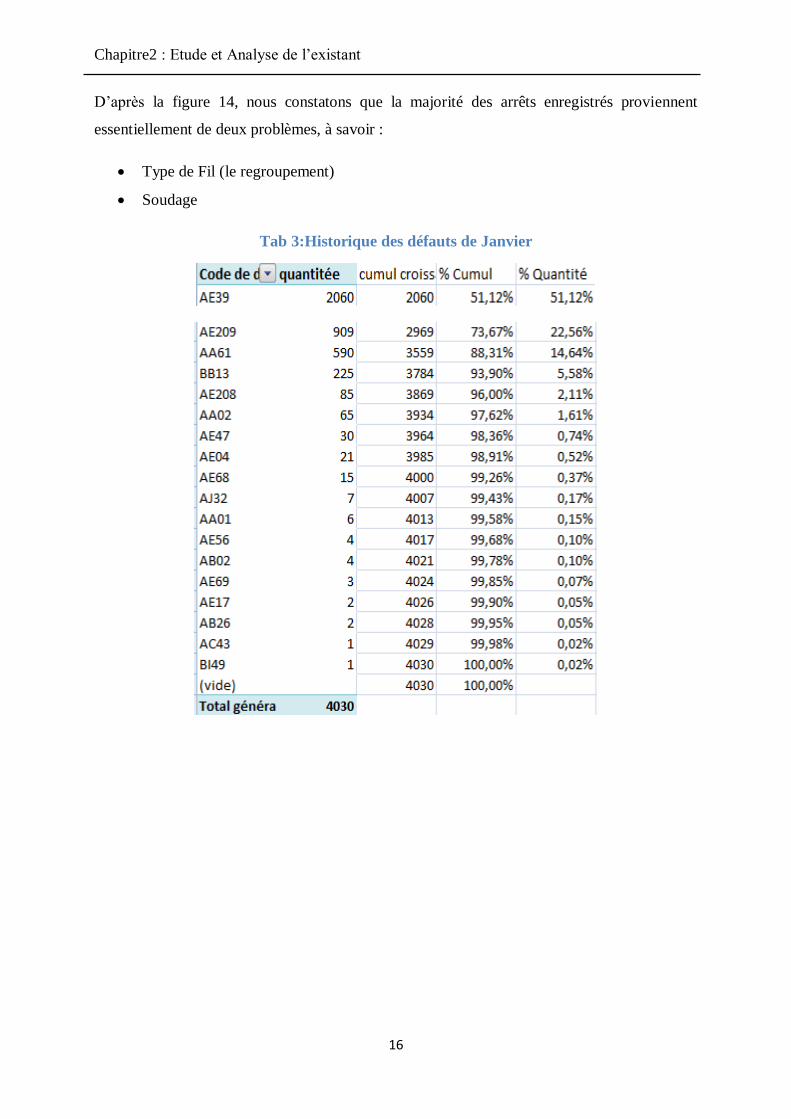
D’après la figure 14, nous constatons que la majorité des arrêts enregistrés proviennent
essentiellement de deux problèmes, à savoir :
Type de Fil (le regroupement)
Soudage
Tab 3:Historique des défauts de Janvier

Chapitre2 : Etude et Analyse de l’existant
17
Fig15: Diagramme de Pareto des défauts de Janvier
D’après la figure 15, nous constatons aussi que la majorité des arrêts enregistrés proviennent
essentiellement de problème, à savoir :
Type de Fil(Regroupement)
soudage incorrect
Fig16: les majeurs défauts
D’après ce diagramme le problème le plus élevé « AE39 » c’est le défaut le plus
fréquent et le plus important « c’est le défaut de regroupement ».

Chapitre2 : Etude et Analyse de l’existant
18
Dans la zone P2 (zone de préparation) un défaut a été détecté dans le poste de regroupement qui
contient des pipes lignes contenant des fils qui vont être préparé pour : twist, double crimping….
A travers ce tableau on va relever le type de défauts selon les fils utilisé dans chaque opération de
préparation.
Tab 4: Le défaut précis
La figure 17 illustre l’emplacement exact de défaut AE39.
Fig17: Le défaut fréquent
Cette figure présente le défaut le plus fréquent : qui réside dans la zone P2 de type double
crimping (Sertissage). Ce type utilise des fils de même couleur (Noire) et c’est pour cela que

Chapitre2 : Etude et Analyse de l’existant
19
lors de regroupement des fils l’opératrice se trompent dans le choix des fils qui sert à réaliser
cette action.
2. La problématique QQOQCCP
Afin de résoudre le problème et aborder à une amélioration de l’état actuel, il faut
toutd’abord bien y identifier pour finir à relever la problématique et puis lancer l’analyse
de la meilleure façon qui mène à la solution la plus adéquate possible
Tab 5 : Tableau QQOQCCP
Qui ? L’opératrice
Quoi ? Défaut de regroupement
Où ? Poste de regroupement dans la zone P2
Quand ? Lorsque l’opératrice faire le regroupement
Comment ? Regroupement manuel
Combien ? 6535 défauts
Pourquoi ? Manque auto contrôle d’opératrices
3. VSM
Dans l’objectif d’envisager des améliorations, il est nécessaire d’avoir une vision claire et
approfondie du processus actuel et donc d’analyser les flux d’information et de matière.
Pour cela nous avons opté pour l’outil Value Stream Mapping afin de collecter les
différentes opportunités d’amélioration.

Chapitre2 : Etude et Analyse de l’existant
20
Fig18:Cartographie de flux par le VSM

Chapitre2 : Etude et Analyse de l’existant
21
Pour dresser la carte de flux VSM nous sommes focalisés sur la zone de préparation P2
dans le projet Panda qui fait l’objet de notre étude car les câbles de Panda sont les plus
demandés pas les clients de YAZAKI.Cette figure illustre les étapes pour constituer un
câble fini. La société YAZAKI communique avec ses clients avec le logiciel SAP. Le
stockage des bobines sera dans lemagasinimport, lefiliste place les fils à la zone de coupe
P1, l’étape suivante est celle de préparation (P2) .Par la suit on trouve la zone
d’assemblage, dans cette zone les câbles va passer à plusieurs tests comme test caméra et
testélectrique…Finalement on stocke les câbles contrôlés 100% dans le magasin export
pour qu’ils seront expédiés vers le client.
4. L’Ishikawa
Il faut tout d’abord d’analyser les grandes catégories des causes pour parvenir à
un effet particulier.
La figure 18 illustre les problèmes rencontrès dans la zone P2 on tenant compte des 5M.

Chapitre2 : Etude et Analyse de l’existant
22
.
Fig19: Ishikawa
5. Les causes racines
D’après l’étude de diagramme Ishikawa on va dégager les causes racines de défauts avec les
cinq questions commençant par « pourquoi », on essaie de trouver les raisons les plus
importantes ayant provoqué la défaillance pour aboutir à la cause principale.
Main d'œuvre
Manque
auto
contrôle
Non-respect de la
méthode de travail de
regroupement
Erreur
chargement de
filiste
Méthode
Mauvaise
répartitiondes fils
dans les pipes
Mauvaise maintien
des identifications
pipes
Matière
Erreur
identification
produit d’origine
coupe
Fils
semblable(Coule
ur, section,
terminal ;
longueur)
Structure de
regroupementinadéquat
es les files tombent
Un
système
on prévu
Structure de
regroupement sans
POKA YOKE
Mauvaise
apprentissage de la
machine
Non-respect
del’identification des
pipes
Opérateur non
formé
Matériel
Erreur
chargement de
filiste

Chapitre2 : Etude et Analyse de l’existant
23
Tab 6: Les causes racines
Cause
Pourquoi est dû ce
problème ?
Opératrice a fait un défaut
Pourquoi l’opératrice a fait
un défaut ?
Fil incorrect
Pourquoi fils incorrect ? Manque d’identification de fils
Pourquoi manque de fils ? Manque de POKA-YOKE
On a constaté que le grand défaut est dû par l’opératrice.
6. Choix de la partie commande
D’après l’étude précédente, nous avons prouvé que le problème majeur est le poste de
regroupementPour mettre en place notre solution qui consiste d’améliorer ce poste dans la
zone de préparation P2, il est primordial de bien choisir la partie commande. Ainsi plusieurs
propositions sont susceptibles d’être utilisées. Parmi eux on peut citer les deux solutions
potentielles : la carte Arduino et l’automate programmable. Afin de fixer notre choix on va
présenter ci-dessous une comparaison des deux solutions.
Tab 7:Tableau comparatife entre deux solutions
Arduino
« Méga » Automate programmable
« S7-300 »
Arduino est un circuit
imprimé en matériel libre sur
lesquelles se trouve
un microcontrôleur basé sur
L’ATmega28P.
Est un dispositif électronique
programmable de la tinée à la commande
de processus industriel par un traitement
séquentiel
Nombre entrée /sortie :
54
Nombre entrée /sortie :
32 modules d’entrées/ sorties
Capacité mémoire : 32 ko Capacité mémoire :192 ko
Fréquence : 16 Mhz Fréquence :230 MHz

Chapitre2 : Etude et Analyse de l’existant
24
Performance :
Temps de réponse élevé
Non robuste
Performance :
Temps de réponse faible
Robuste
Fiabilité :
Durée de vie courte
Fiabilité :
Durée de vie moyenne
D’après la comparaison ci-dessus et en tenant compte des spécifications de notre
solution qui nécessite une large espace des mémoires programmées, un grand nombre
des entrées /sorties et connaissant la condition du milieu, il est clair que l’automate
programmable est la solution la plus efficace et adaptative pour notre solution.
Conclusion
Dans ce chapitre on a défini le défaut et de chercher les causes racines. Nous avons analysé
ces défauts avec les indicateurs clés sur lesquels on va agir notre méthodologie de travail.
Dans le chapitre suivant on va passer a appliqué notre solution. D’après l’étude précédente, on
remarque que la meilleure solution pour améliorer la productivité au niveau de la poste de
regroupement est d’essayer de minimiser ces défauts de regroupement.
Le but de notre projet est donc de faire des modifications au niveau de ce poste. Cette
modification consiste essentiellement à utiliser des Leds commandé par une automate
programmable.

Chapitre3 : Conception de la solution
25
Chapitre 3 :Conception de la solution
Introduction
Après avoir déterminé la phase « Analyse » et valider les causes des défauts .c’est le temps
de trouver la bonne solution.Nous sommes souvent amener à chercher une méthode pour
minimiser les défauts.
I. Définition d’un système de navigation
Les systèmes de navigation indiquent au conducteur l'itinéraire qu'il doit suivre pour atteindre
sa destination. Dansnotre solution on va l’utiliser comme un système à l’aide des voyant
commandé par un automate faire a guidé l’opératrice à faire le regroupement des fils correcte
lorsque les voyants sont allumer.
1. Le POKA-YOKE
POKA-YOKE, terme japonais que l'on peut traduire en français par prévention d'erreur, sont
des systèmes anti-erreur. Leur objectif est réduire les erreurs lors de la réalisation d’une tâche
il est aussi Utilisé systématiquement lorsque des problèmes de qualité sont constatés ou bien
lorsqu’une tâche doit être effectuée par plusieurs personnes qui sont peu familières avec celle-
ci (arrivée de nouveaux employés, changement des attributions ou des façons de faire).
Les POKA-YOKE contribuent à l’harmonisation et à l’optimisation des processus en :
éliminant les sources de non-qualité
diminuant le temps consacré aux contrôles de qualité et améliorant leur efficacité
réduisant le temps perdu à corriger les erreurs qui n’ont pas été détectées plus tôt dans le
processus.
Pour être utile, il doit
- être simple (et donc souvent visuel)
- être intégré à la réalisation de la tâche (ne pas l’alourdir)
- réduire très significativement le nombre d’erreurs détectées à la fin du processus. [3]
II. Analyse fonctionnelle
La modélisation du système détermine une représentation globale simplifiée, cette
représentation nous permet de mieux appréhender :
la fonction globale de système
Chapitre3 : Conception de la solution
26
La matière d’œuvre entrante
La matière d’œuvre sortante
La contraint d’activité
Cette méthode SADT, ou méthode d'analyse fonctionnelle descendante, est une
méthode graphique qui part du général pour aller au particulier. Elle permet de décrire
des systèmes complexes où coexistent différents flux de matière d'œuvre. [4]
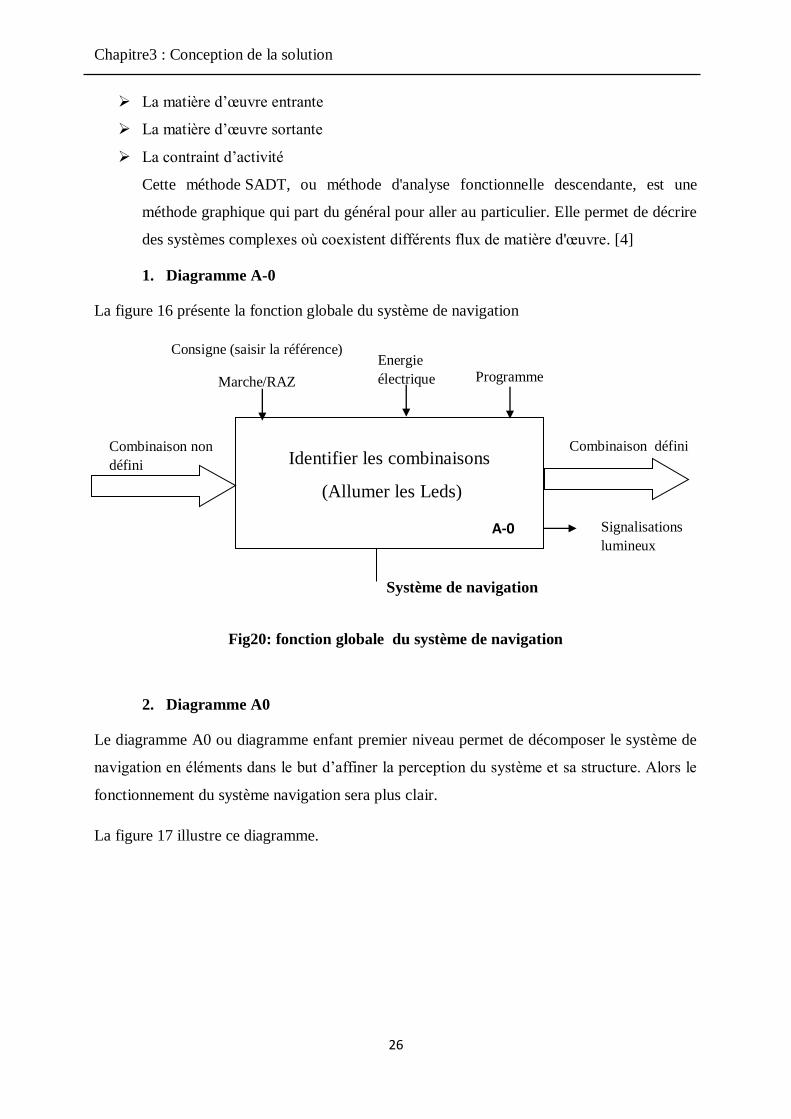
1. Diagramme A-0
La figure 16 présente la fonction globale du système de navigation
Fig20: fonction globale du système de navigation
2. Diagramme A0
Le diagramme A0 ou diagramme enfant premier niveau permet de décomposer le système de
navigation en éléments dans le but d’affiner la perception du système et sa structure. Alors le
fonctionnement du système navigation sera plus clair.
La figure 17 illustre ce diagramme.
Identifier les combinaisons
(Allumer les Leds)
Energie
électrique Programme
Consigne (saisir la référence)
Marche/RAZ
Combinaison non
défini
Combinaison défini
Système de navigation
Signalisations
lumineux
A-0

Chapitre3 : Conception de la solution
27
Fig21: Diagramme A0
Nous n’avons pas procédé à une méthode d’analyse temporelle (GRAFCET) vu que le
fonctionnement de notre système n’est pas séquentiel.
Nous passons par la suite à définir notre choix matériel.
III. Choix de matériels
1. Définition de l’automate programmable
Un automate programmable est une machine électronique, programmable par un personnel et
destinée à piloter en ambiance industrielle et en temps réel des procédés automatiques. La
définition d’un API d’après la norme NFC 63-850 est donnée par : Appareil électronique qui
comporte une mémoire programmable par un utilisateur automaticien (et non informaticien) à
l’aide d’un langage adapté, pour le stockage interne des instructions composant les fonctions
d’automatisme comme par exemple :
Exploiter la base
des données
Traiter
l’information et
commander les
leds Identifier les
combinaisons
(allumer les leds)
Information
Ordre
Energie électrique
Programme
PC
API
Combinaison
non définie
Combinaison définie
Signalisations lumineux
A0
Poste de regroupement
Base de
données

Chapitre3 : Conception de la solution
28
Logique séquentielle et combinatoire.
Temporisation, comptage, décomptage, comparaison.
Calcul arithmétique.
Réglage, asservissement, régulation. [5]
2. Objectif
La compétition économique impose à l’industrie de produire en qualité et en quantité pour
répondre à la demande dans un environnement très concurrentiel. En terme d’objectifs il
s’agit de :
Produire à qualité constante
Fournir les quantités nécessaires au bon moment
Accroître la productivité et la flexibilité de l’outil
Les API offrent de nombreux avantages par rapport aux dispositifs de commande câblés:
Fiabilité
simplicité de mise en œuvre
Souplesse d’adaptation
Maintenabilité
Intégration dans un système de production
3. Structure d’un système automatisé
Tout système automatisé, comme l’indique la figure 20, comporte essentiellement :
Une partie opérative (P.O) procédant au traitement des matières d’œuvre afin d'élaborer la
valeur ajoutée ; c’est la partie mécanique du système qui effectue les opérations. Elle est
constituée d’actionneurs tels que vérins, moteurs… utilisant de l’énergie électrique,
pneumatique, hydraulique...
Une partie commande (P.C) coordonnant la succession des actions sur la PartieOpérative
avec la finalité d'obtenir cette valeur ajoutée.
Une interface Homme – Machine permettant le dialogue entre l’opérateur et la partie
commande.
Le schéma de la figure représente la structure générale d’un système automatisé.

Chapitre3 : Conception de la solution
29
Fig22:Structure d’un système automatisé
4. Choix de l’automate
Le choix d’un automate programmable est en premier lieu le choix d’une société précisément
par le département Industriel Engineering.
La famille des automates Siemens présente une grande variété de choix selon les besoin de
l’application. En effet les familles siemens les plus répandues sont S7-1200 et S7-300. Il est
nécessité d’ajouter des module d’entrées/sorties Donc nous devons tenir compte de plusieurs
critères qui seront donnés par le tableau suivant.
Tab8: Choix de l’API
Automate s7-300 Référence Description Coût
6ES7 314-
6EH04-0AB0
Mémoire de travail de 192 ko ;
0,06 ms/kilo-instructions ;
fonction de positionnement intégrée ; 2 ports ; MRP ; PROFINET CBA ;
PROFINET Proxy CBA ; protocole de
transport TCP/IP ; interface MPI/DP combiné (maître MPI ou DP ou bien esclave DP) ;
configuration multi rangée pouvant comporter
jusqu'à 31 modules ; possibilité d'émission et de réception pour l'échange direct de données ;
équidistance ; routage ; firmware V3.3
4 712,92TND HT 5 655,63TND TTC

Chapitre3 : Conception de la solution
30
6ES7 307-
1EA00-0AA0
Alimentation externe AC120/230V :
DC24V/5A
376,875TND HT 452,246TND TTC
Automate s7-1200
6ES7 1214-
1BE30-0XB0
Mémoire de travail 50 Ko;
alimentation AC120/240V
extension des E/S intégrées par Signal Board;
jusqu'à 3 modules de communication pour communication série; jusqu'à 8 modules
d'entrées-sorties pour extension des E/S;
0,1ms/k instructions; interface PROFINET pour la programmation,
communication IHM et API-API
848,921TND
HT 1 534,11TND TTC
6ES7 221-1BH30-0XB0
Module d'entrées TOR DI16 x DC24V
SINK/SOURCE; retard à l'entrée paramétrable; borniers enfichables
388,263TND HT 465,899TND TTC
6ES7 231-5ND30-0XB0
Module d'entrées analogiques AI4 x 16 bits ; borniers enfichables ; entrées : 1,25V, 2,5V,
5V, 10V et 0..20mA ; réjection des fréquences
perturbatrices paramétrable ; lissage paramétrable ; diagnostic paramétrable
833,112TND HT 999,726 TND TTC
6ES7 232-4HD30-0XB0
Module de sorties analogiques AQ4 x 14Bit ;
borniers enfichables ; sortie : +/-10V et
0..20mA ; diagnostic paramétrable ; valeur de remplacement en sortie paramétrable
847,264TND HT 1 016,64TND TTC
D’après le caractéristiques des différents automates citées dans les tableaux précédents,
nous avons choisi d’utiliser la marque siemens et plus précisément la famille S7-314. Cet
automate répond à nos exigences et plus précisément une grande mémoirepar rapport aux
autres.

Chapitre3 : Conception de la solution
31
5. Choix des Leds
Est un dispositif opto-électronique capable d’émettre de la lumière lorsqu’il est parcouru par
un courant électrique. Une diode électroluminescente ne laisse passer le courant
électrique que dans un seul sens (le sens passant, comme une diode classique, l'inverse étant
le sens bloquant) et produit un rayonnement monochromatique ou polychromatique non
cohérent à partir de la conversion d’énergie électrique lorsqu'un courant la traverse.[6]
Fig23: Les Leds
6. Choix de lecteur code a barre
Un lecteur de code-barres est un appareil électronique servant à lire et transforme les
informations stockées sous la forme de codes à barreset les envoient vers le PC comme
s’ils avaient été tapés au clavier. On l'appelle aussi douchette ou scannette dans le cas de
son utilisation courante.
Dans la société, il existe plusieurs types de lecteur code à barre et nous avons choisi le
lecteur Motorola LS4208 avec fils.
Chapitre3 : Conception de la solution
32
Fig24:Lecteur code à barre LS4208
Conclusion
Au cours de ce chapitre, nous avons fait l’étude théorique de notre système de navigation.
Nous avons commencé par la modélisation (Analyse fonctionnelle). Nous avons passé par la
suite à justifier notre choix matériel (automate, leds, scanner).
Dans ce qui suit, nous abordons la partie pratique, dans laquelle nous allons créer l’interface
permettant d’identifier les combinaisons des fils selon la référence saisie par le scanner.

Chapitre4 : Programmation et Réalisation
33
Chapitre 4 : Programmation et réalisation
Introduction
La plateforme Totally Integrated Automation Portal est le nouvel environnement de travail
Siemens qui permet de mettre en œuvre des solutions d’automatisation avec un système
d’ingénierie intégrécomprenant les logiciels SIMATIC STEP 7 et SIMATIC WinCC.
Dans le chapitre précédent, nous avons choisi l’automate s7-300, de ce fait le logiciel TIA
PORTAL sera l’outil de programmation de notre solution.
I. Programmation
Dans ce qui suit, nous allons décrire les différentes étapes de programmation, commençant
par la création du projet arrivant à la simulation.
1. Création d’un projet
Pour créer un projet dans la vue du portail, il faut sélectionner l’action « Créer un projet ».
Fig25: Vue portail
La fenêtre de la figure 25 apparait alors on choisit l’emplacement de projet et son nom et on
appuis sur le bouton « Crée ».

Chapitre4 : Programmation et Réalisation
34
Fig26:Vue de projet
Après la création du projet on trouve cette interface qu’ à partirde laquelle on peut débuter
notre projet en cliquant sur l’icône « Ouvrir la vue de projet ».
Fig27:La configuration de l'appareil
Nous choisissons le SIMATIC 300 et puis le CPU 314C-2PN/DP pour lancer notre projet.

Chapitre4 : Programmation et Réalisation
35
Fig28:La communication de CPU
Cette figure illustre la communication entre l’automate et le système PC ou ce qu’on appelle
l’interface. Nous avons choisi la communication PROFINET car on va utiliser le câble
Ethernet pour la communication de l’API avec le PC et le réseau de l’Usine et que le câble
profinet coute moins cher que MPI ou d’autre types, en plus la configuration d’un réseau
Ethernet est plus simple.
Fig29: Un exemple de réseaux pour notre application

Chapitre4 : Programmation et Réalisation
36
L’automate met à disposition différents types de blocs qui contiennent le programme et les
données correspondantes. Selon les exigences et la complexité du processus, il est possible de
structurer le programme en différents blocs : OB, FB et FC.
OB (Bloc Organisation) : Un OB est appelé cycliquement par le système d’exploitation et
réalise ainsi l’interface entre le programme utilisateur et le système d’exploitation. Le
dispositif de commande est informé dans cet OB par des commandes d’appel de blocs, de
quels blocs de programme il doit traiter.
Fig30:Bloc de données
Bloc DB (Bloc des données) : Les blocs de données (DB) peuvent être utilisés à travers votre
programme pour sauvegarder les données dans la CPU peuvent être chaine de caractère, réel
etc… Votre emplacement mémoire s’élève, selon la CPU, jusqu’à 8 k Octets (8192 octets) ou
plus.
II. Supervision
1. WinCC WinCC, intégré au TIA Portal est le logiciel pour toutes les applications IHMdes simples
solutions de commande par Basic Panels aux visualisations de processus sur systèmes
multipostes à base de PC.
Données de configuration non dédiées utilisables sans conversion sur différents
systèmes cibles. L’interface s’adapte aux capacités fonctionnelles du matériel cible.

Chapitre4 : Programmation et Réalisation
37
Données communes d’un projet, telles que classe de signalisation, textes du projet,
etc., gérées de manière centralisée dans TIA Portal et pouvant s’utiliser sur plusieurs
matériels.
Configuration d’IHM bénéficiant, en fonction du maté- riel considéré, d’un assistant
permettant de créer rapidement et aisément la structure de base de la visualisation.
Fig31 : Notre application à l'état initial
Notre interface contient unezone de texte pour entrer les références, un bouton Start pour
assurer l’allumage des voyants et un bouton Stop pour effacer et initialiser l’état des
sorties.Cette figure représente l’état initial lorsque tous les leds sont éteintes.
Chapitre4 : Programmation et Réalisation
38
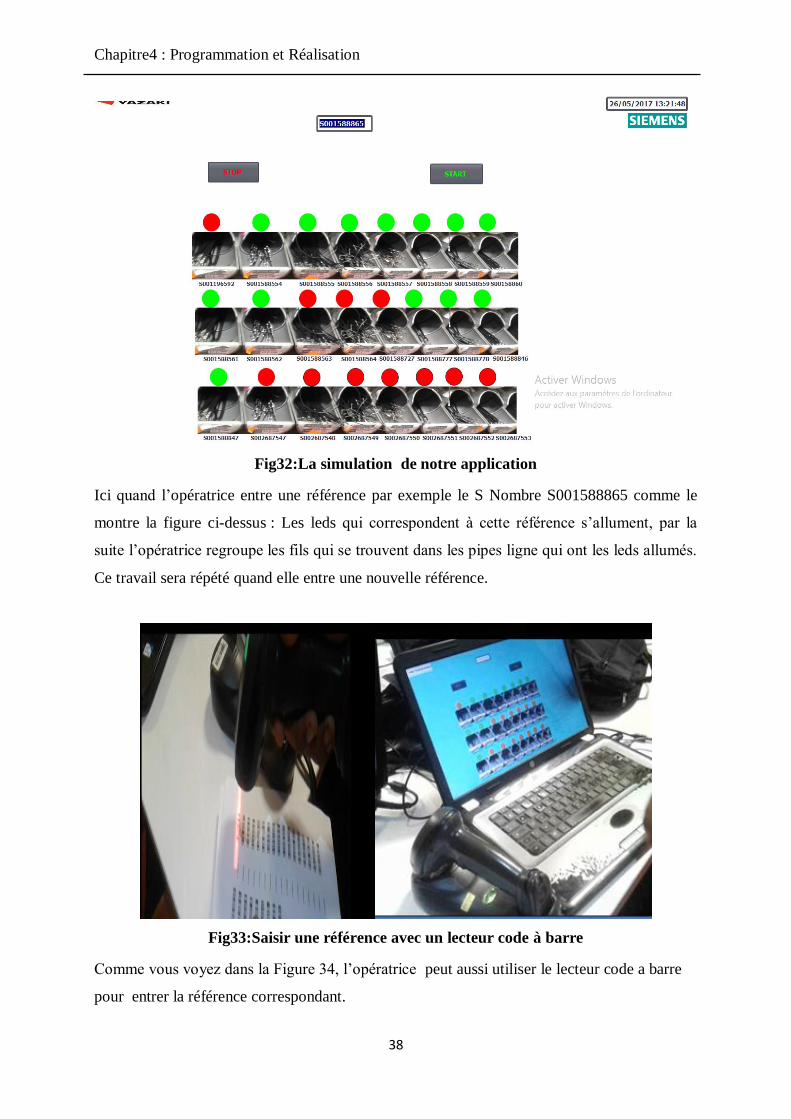
Fig32:La simulation de notre application
Ici quand l’opératrice entre une référence par exemple le S Nombre S001588865 comme le
montre la figure ci-dessus : Les leds qui correspondent à cette référence s’allument, par la
suite l’opératrice regroupe les fils qui se trouvent dans les pipes ligne qui ont les leds allumés.
Ce travail sera répété quand elle entre une nouvelle référence.
Fig33:Saisir une référence avec un lecteur code à barre
Comme vous voyez dans la Figure 34, l’opératrice peut aussi utiliser le lecteur code a barre
pour entrer la référence correspondant.

Chapitre4 : Programmation et Réalisation
39
Conclusion
Tout au long de ce chapitre, nous avons expliqué les étapes de réalisation de réalisation de
notre application sur le WinCC Advancedà l’aide du logiciel Tia portal .Nous pouvons dire
que cet investissement va être bénéfique pour l’entreprise, puisque nous avons amélioré la
productivité de la poste par un minimum des coûts.
Conclusion Générale
40
Conclusion générale
e projet de fin d’étuderéalisé au sein de la société YAZAKI Bizertea étéélaboré dans le
but de l’améliorationdes performancesde la zone de préparation à travers la
minimisation du nombre de défautsdétectés au poste du regroupement de la ligne
Panda.
Au cours de ces quatre mois passés au sein de l’entreprise YAZAKI BIERTE, nous
avons eu l’opportunité d’effectuer un stage très bénéfique qui nous a permis de découvrir le
Lean Manufacturing qui vise dans sa globalité l’excellence opérationnelle.
Pour atteindre des résultats fiables fondés sur des bases solides, nous sommes menés à faire
une investigation afin de relever nos axes d’améliorationséventuelles. Ceci est élaboré en
analysant les flux de production de la ligne Panda et en étudiant les contraintes et les
dysfonctionnements du système productif de cette ligne.
Tout d’abord, nous avons fait un diagnostic du processus de production afin de bien
comprendre la situation actuelle pour cibler les points de faiblesse les plus critiques.
En deuxième étape, nous sommes passés à la phase d’analyse pour comprendre l’origine de
dysfonctionnement du poste de regroupement. Au cours de cette étape nous avons utilisé le
diagramme d’Ishikawa afin de réunir les causes probables de notre problème.
Par la suite, nous avons déduit que la cause principale de notre problème est due aux erreurs
commises par l’opératrice en effectuant la tâche du regroupement des fils manuellement.
Pour résoudrece problème, nous avons réfléchi à équiper ce poste par un POKA YOKE qui
garantit la réductiondes erreurs lors du regroupement des fils. Ce système est composé par des
Ledscommandés par un automate programmable. Ces Leds vont être comme une aide visuelle
pour les opératrices et vont rendre le poste du regroupement semi-automatique.
Ce projet de fin d’études nous a permis d’effectuer le travail d’un technicien débutant au sein
d’une grande entreprise comme YAZAKI Bizerte .En outre, il nous a permis d’exercer le
métier d’un technicien industriel et de réaliser un projet réel. Cette expérience a été une
occasion enrichissante pourdévelopper un esprit méthodique et rigoureux dans la résolution
des problèmes, savoir être en écoute des opérateurs et collaborer avec les services supports.
C

Références bibliographiques
41
Références bibliographiques
[1]Christophe Rousseau, Lean Manufacturing, 2013
[2] Christian HOHMANN,Lean Management,2012

Annexes
42
Nètographie
[1] https://www.yazaki-group.com/global/network/nsa.html : Le 1mars
[2]https://www.tuv.com/media/france/essentiel/normes/Diagramme_de_PARETO.pdf: Le24 mars
[3]http://non-qualite.over-blog.com/article-comment-eviter-les-erreurs-dues-a-un-
dysfonctionnement-machine-47993623.html: Le 8 avril
[4] http://ced.forget.free.fr/html/co/cours%20analyse%20fonctionnelle%20interne_4.html:Le 8
avril
{5]http://www.ingveh.ulg.ac.be/uploads/education/meca0504/AP%20tome%201%20version%20200
5.pdf : Le 12 avril
[6]https://fr.wikipedia.org/wiki/Diode_%C3%A9lectroluminescente : Le 10 mai

Annexes
43
Annexes
DataSheet de Led

Annexes
44

Annexes
45
DataSheet de la CPU 314

Annexes
46

Annexes
47

Annexes
48

Annexes
49

Annexes
50
DataSheet du lecteur code à barre

Annexes
51

Annexes
52
Résumé
Abstract
Ce projet porte sur l’étude et la réalisation d’un système anti erreurs pour le poste du
regroupement, ce système est composé des leds commandés par une automate
programmable.
Nous avons utilisé le logiciel Tia portal afin de réaliser notre application, on a fait aussi une
interface sur le WinCC pour simuler cette application. Le test de cette solution proposée a
été effectué à l’aide d’une simulation sur le Tia portal.
Mots clés : tia portal 'wincc
This project involves the design and implementation of an anti-error system for the
grouping station, which consists of leds controlled by a programmable logic controller.
We used the software Tia portal to realize our application, we also made an interface on
the WinCC to simulate this application. The test of this proposed solution was carried out
using a simulation on the Tia portal.
Keywords: Tia portal