LEAN MANUFACTURING IMPLEMENTATION: AN APPROACH TO REDUCE PRODUCTION COST
Upload
khangminh22Category
view
5download
0
Lean assignmenLean assignment t -1-1
Summary:Summary:
This document will give a good view of manufacturing via lean. Most manufacturingThis document will give a good view of manufacturing via lean. Most manufacturing
companies have already started approaching lean manufacturing system. The maincompanies have already started approaching lean manufacturing system. The main
objective of lean methodology is to reduce waste and aims at supplier integration forobjective of lean methodology is to reduce waste and aims at supplier integration for
the common the common achievable goal in manufacturing by reducing the non value achievable goal in manufacturing by reducing the non value added time. i.e,added time. i.e,
raising ratio of value added time to non value added time and waste. Here the case of araising ratio of value added time to non value added time and waste. Here the case of a
automotive manufactures is considered after some serious trouble in business. Theautomotive manufactures is considered after some serious trouble in business. The
manufacturer after losing few successive business and with some serious issues, look manufacturer after losing few successive business and with some serious issues, look
forward for forward for lean implementationlean implementation..
The current state mapping analysis gives the current process flow and the level of The current state mapping analysis gives the current process flow and the level of
inventory at various product families. And with this the future mapping is to be drawninventory at various product families. And with this the future mapping is to be drawn
for some serious implementation which will focus and resolve all the current state map.for some serious implementation which will focus and resolve all the current state map.
Introduction of the Organisation:Introduction of the Organisation:
M Automotive parts (MAP) is one leading manufacturing company, located at Midlands.M Automotive parts (MAP) is one leading manufacturing company, located at Midlands.
They are first tier supplier to automotive industries. With the current trend of massThey are first tier supplier to automotive industries. With the current trend of mass
production, they lost two major orders to overseas competitors, along with employeeproduction, they lost two major orders to overseas competitors, along with employee
redundant of 20%.redundant of 20%.
Lean Introduction:Lean Introduction:
Lean manufacturing is a variation on the theme of efficiency; it is a present-day instanceLean manufacturing is a variation on the theme of efficiency; it is a present-day instance
of the larger recurring theme in human life of increasing efficiency, decreasing waste,of the larger recurring theme in human life of increasing efficiency, decreasing waste,
and using empirical methodsand using empirical methods
Lean principles come from tLean principles come from the Japanese he Japanese manufacturmanufacturing industry.ing industry.
Lean is nothing but is set of tools that elimination of waste. As waste is eliminatedLean is nothing but is set of tools that elimination of waste. As waste is eliminated
quality improves while production time and cost are reduced.quality improves while production time and cost are reduced.
Examples:Examples:
Value Stream MappingValue Stream Mapping
Pull systemsPull systems
Poka-yokePoka-yoke
Toyota production system follows the lean operation principles. Whose goal is cost Toyota production system follows the lean operation principles. Whose goal is cost
reduction by the elimination of waste these principle is nothing but pull processing,reduction by the elimination of waste these principle is nothing but pull processing,
Pull processing:Pull processing:
a)a) Perfect first-time quality,Perfect first-time quality,
b)b) Waste minimizationWaste minimization
c)c) Continues improvement Continues improvement
d)d) FlexibilityFlexibility
e)e) Building and maintaining a long term relationship with suppliersBuilding and maintaining a long term relationship with suppliers
f)f) Automation load levelling and production flow and visual controlAutomation load levelling and production flow and visual control
Lean implementation is mainly focused on getting the right things, to the Lean implementation is mainly focused on getting the right things, to the right place, at right place, at
the right time, in the right quantity and minimizing waste.the right time, in the right quantity and minimizing waste.
Seven Wastes of Lean:Seven Wastes of Lean:
As learned, lean is a tool eliminate waste in any form in chosen sector. Waste meanAs learned, lean is a tool eliminate waste in any form in chosen sector. Waste mean
performances that consume time, capital and space, but do not contribute to fulfillingperformances that consume time, capital and space, but do not contribute to fulfilling
customer needs. They are classified under the following categories.customer needs. They are classified under the following categories.
1.1. Over productionOver production : Considered as greater source of waste: Considered as greater source of waste
22.. WaWaiting timeiting time: : This is time This is time spend waiting by labour or equipment waiting to add value to thespend waiting by labour or equipment waiting to add value to the
productproduct..
33.. TTrraansportnsportaationtion: Unnecessary transportation of WIP is another waste: Unnecessary transportation of WIP is another waste ..
44.. PProcessrocess: Operations that do not add value, but are done just due to some poor work (i: Operations that do not add value, but are done just due to some poor work (i ..ee.. rere--
work)work)
55.. IInventorynventory: Inventory of all types: Inventory of all types..
66.. MMotionotion: Unnecessary movement of man and material: Unnecessary movement of man and material..
77.. DDefective goodsefective goods: Total cost of poor quality could be high, includes poor quality and scrap: Total cost of poor quality could be high, includes poor quality and scrap
material, waste of labour time, and time expecting ordersmaterial, waste of labour time, and time expecting orders
TTools andools and TTechniques of Lean:echniques of Lean:
Lean aim is to reduce the waste, mean if we do any work it is simple sufficient toLean aim is to reduce the waste, mean if we do any work it is simple sufficient to
recognize, to do and to manage. Lean is help to short methods to produce the product inrecognize, to do and to manage. Lean is help to short methods to produce the product in
right way and reduce waste and cost reduce more with less time, inventory, space,right way and reduce waste and cost reduce more with less time, inventory, space,
people, and money.people, and money.
The manufacturing process is depended on the lean techniques that are being used toThe manufacturing process is depended on the lean techniques that are being used to
improve the production process. Those techniques are based on the followingimprove the production process. Those techniques are based on the following
applications:applications:
yy Value: the main information is taken from what and up to what amount theValue: the main information is taken from what and up to what amount the
customer is willing to afford to buy that object.customer is willing to afford to buy that object.
yy The value stream: this gives us the information about the processing steps that The value stream: this gives us the information about the processing steps that
are used to remove the non-value work processes from the designing process toare used to remove the non-value work processes from the designing process to
the usage of the customer.the usage of the customer.
yy Flow: this removes the wastage from the Flow: this removes the wastage from the process without any obstacles. The flowprocess without any obstacles. The flow
can be reduced for inventory and expertise.can be reduced for inventory and expertise.
yy Pull: it is the way in which we can make the lining of the products as well as thePull: it is the way in which we can make the lining of the products as well as the
processes from the production process based on processes from the production process based on the usage of the cthe usage of the customer.ustomer.
yy Perfection: it is the way of motivating to get the things done right the in the first Perfection: it is the way of motivating to get the things done right the in the first
time by using the application of continuous improvement.time by using the application of continuous improvement.
By following lean techniques we can easily identify the places of Non-value added timeBy following lean techniques we can easily identify the places of Non-value added time
and then accordingly the yamazumi board is drawn and from which, we can calculateand then accordingly the yamazumi board is drawn and from which, we can calculate
the takt time.the takt time.
The most commonly accepted and used few tThe most commonly accepted and used few tools are,ools are,
VValue Mappingalue Mapping : Value stream mapping is tool typically used during lean initiatives to: Value stream mapping is tool typically used during lean initiatives to
present pictorially the flow of material and information as a product or service makespresent pictorially the flow of material and information as a product or service makes
its way through the value stream. A its way through the value stream. A value stream map is value stream map is often used to identify where tooften used to identify where to
focus future improfocus future improvement efforts vement efforts to reduce or elito reduce or eliminate non value added aminate non value added activities,ctivities,
cycle time and costs.cycle time and costs.
55 S HousekeepingS Housekeeping: Work place are well organised by using Japanese plan, which: Work place are well organised by using Japanese plan, which
directly reduces the waste of looking and searching for equipment. It consists of 5 steps,directly reduces the waste of looking and searching for equipment. It consists of 5 steps,
each starting with the letter S, hence the name 5 S housekeeping are Sort, Straighten,each starting with the letter S, hence the name 5 S housekeeping are Sort, Straighten,
Sweep, Standardise, Self DisciplineSweep, Standardise, Self Discipline
Poka-yokePoka-yoke is otherwise known as mistake proofing concept.is otherwise known as mistake proofing concept. The important view of thisThe important view of this
concept is to stop the process whenever a defect occurs, and explain concept is to stop the process whenever a defect occurs, and explain the cause as the cause as well aswell as
prevent it from reoccurring and also provides source of the defect. Alternatively on-prevent it from reoccurring and also provides source of the defect. Alternatively on-
line adjustment can be made to the product or process, which enables the continuousline adjustment can be made to the product or process, which enables the continuous
process improvement. As production lot sizes are constantly reduced which results inprocess improvement. As production lot sizes are constantly reduced which results in
defect free parts. This system avoids the defects to happen in manufacturing work flow.defect free parts. This system avoids the defects to happen in manufacturing work flow.
Although this concept developed for manufacturing systems (Shingo, .S. 1986,Although this concept developed for manufacturing systems (Shingo, .S. 1986, ZeroZero
Quality Control Quality Control ))
SMEDSMED Single Minute Exchange of Dies, a concept by Shigeo Shingo at Toyota, objective isSingle Minute Exchange of Dies, a concept by Shigeo Shingo at Toyota, objective is
to reduce all factory setups by 59/60ths. In other words, a seto reduce all factory setups by 59/60ths. In other words, a se tup of one hour should taketup of one hour should take
one minute. The adoption of SMED to the traditional mass production system is a toughone minute. The adoption of SMED to the traditional mass production system is a tough
job. This method also used to reduce waste the main objective is to reduce thejob. This method also used to reduce waste the main objective is to reduce the
changeover time. Two elements for set up time is Internal (machine need to stop) andchangeover time. Two elements for set up time is Internal (machine need to stop) and
external (machine need not to stop). Improvement can be made in simplified methods:external (machine need not to stop). Improvement can be made in simplified methods:
jigs, clamps, and quick-release. (Shingo, .S. 1986,jigs, clamps, and quick-release. (Shingo, .S. 1986, Zero Quality Control Zero Quality Control ))
K K an Banan Ban: Kan Ban is otherwise defined as the two bin system. It is material control: Kan Ban is otherwise defined as the two bin system. It is material control
system wsystem which only calls for materials which only calls for materials when required. Inventoriehen required. Inventories s are not maintained upare not maintained up
at line side or in part of finished goods.at line side or in part of finished goods.
Performance MeasuresPerformance Measures: Measures will influence the objective of the company, as what : Measures will influence the objective of the company, as what
we measure is what we achieve. Performance measures are such as:we measure is what we achieve. Performance measures are such as:
yy Dock to Dock (DTD)Dock to Dock (DTD)
yy First Time Through (FTT)First Time Through (FTT)
yy Build to Schedule (BTS)Build to Schedule (BTS)
yy OOverall Equipment Efficiency (verall Equipment Efficiency (OOEE)EE)
Visual Management: Visual Management should enable the manufacturing time at theVisual Management: Visual Management should enable the manufacturing time at the
production facilities within 3 minutes. With reference to the Machine availability,production facilities within 3 minutes. With reference to the Machine availability,
Production targets, Buffers etc.Production targets, Buffers etc.
Y Y amazumi:amazumi: A Yamazumi chart is a stacked bar chart that shows the balance of cycleA Yamazumi chart is a stacked bar chart that shows the balance of cycle
time workloads between a number of operators typically in an assembly line or work time workloads between a number of operators typically in an assembly line or work
cell. The Yamazumi chart can be either for a single product or multi product assemblycell. The Yamazumi chart can be either for a single product or multi product assembly
line. line. Y Y amazumi is a Japanese word that literally means to stack upamazumi is a Japanese word that literally means to stack up . Toyota uses. Toyota uses
Yamazumi work balance charts to visually present the work content of a series of tasksYamazumi work balance charts to visually present the work content of a series of tasks
and facilitate work balancing and the isolation and elimination of non value added work and facilitate work balancing and the isolation and elimination of non value added work
content.content.
TTakt time:akt time: It isIt is the ratio between the time available and the customer demand.the ratio between the time available and the customer demand.
Takt time = time available / customer demandTakt time = time available / customer demand
VValue Stream Mapping:alue Stream Mapping:
Its the most commonly used lean techniques to analyse the flow of material to theIts the most commonly used lean techniques to analyse the flow of material to the
customer. This is highly advantages in visually showing the current flow and delay andcustomer. This is highly advantages in visually showing the current flow and delay and
identifies the part family. Also helps in drawing future state mapping by analysing theidentifies the part family. Also helps in drawing future state mapping by analysing the
current state.current state.
Current State of MAP:Current State of MAP:
MAP availability:MAP availability:
yy 20 days a month.20 days a month.
yy 2 Shif2 Shifts a dts a day (6AM-2PM and 2PM-10PM) = ay (6AM-2PM and 2PM-10PM) = 16 Hours.16 Hours.
yy 30 mints lunch and30 mints lunch and twotwo 15 mints break = 30+ (2*15) = 60Mints = 1Hour break 15 mints break = 30+ (2*15) = 60Mints = 1Hour break
per shift.per shift.
yy Available time per day = 2 shifts * (8-1) hour = 14 Hours.Available time per day = 2 shifts * (8-1) hour = 14 Hours.
Customer Requirement:Customer Requirement:
yy 1400 car parts per month = (1400/20days) = 70 sets per day1400 car parts per month = (1400/20days) = 70 sets per day
yy Single set comprises of 4 parts (AZ123, AZ124, AZ223 and AZ224) = HenceSingle set comprises of 4 parts (AZ123, AZ124, AZ223 and AZ224) = Hence
(70*4) 280 parts are to flow in line to meet requirement.(70*4) 280 parts are to flow in line to meet requirement.
yy And BZ111 is assembled to AZ123A and And BZ111 is assembled to AZ123A and AZ124A; hence its flow is to be twice theAZ124A; hence its flow is to be twice the
required sets. (2*70) = 140 components.required sets. (2*70) = 140 components.
TTakt akt TTime Calculation:ime Calculation:
Takt Takt time time = = time time available/cuavailable/customer stomer demanddemand
= (2shifts * 7 hours * 60 mints * 60 secs)/(70 sets * 4 parts)= (2shifts * 7 hours * 60 mints * 60 secs)/(70 sets * 4 parts)
= 180 Secs= 180 Secs
Inventory days calculation:Inventory days calculation:
Invent Invent days days = = Summation Summation of inventory/ of inventory/ Demand Demand for for next next operationoperation
(i.e, AZ operation one)= (1800 AZ123A + 2600 AZ124A + 2400 AZ223 + 1700 AZ224)/(i.e, AZ operation one)= (1800 AZ123A + 2600 AZ124A + 2400 AZ223 + 1700 AZ224)/
280280
= 30.357 Days= 30.357 Days
VValue Addedalue Added TTime calculation (ime calculation (VVAAT)T)::
All operations, that change the physical shape of the product and helps in gettingAll operations, that change the physical shape of the product and helps in getting
the final requirement of customer.the final requirement of customer.
NonNon VValue Addedalue Added TTime calculation (Nime calculation (NVVAAT)T)::
Any operations, that support the value added process, and supports it without Any operations, that support the value added process, and supports it without
taking part in direct operation. Ie setting up machine, tools.taking part in direct operation. Ie setting up machine, tools.
Lead time Lead time calculatiocalculation:n:
Its the time taken by the product to reach customer, right from the reach of rawIts the time taken by the product to reach customer, right from the reach of raw
materials.materials.
Critical Path:Critical Path:
It is the path of higher time in a parallel flow process. In here, the BZ processIt is the path of higher time in a parallel flow process. In here, the BZ process
holds the high value added time and this path of process is critical path of the product holds the high value added time and this path of process is critical path of the product
family.family.
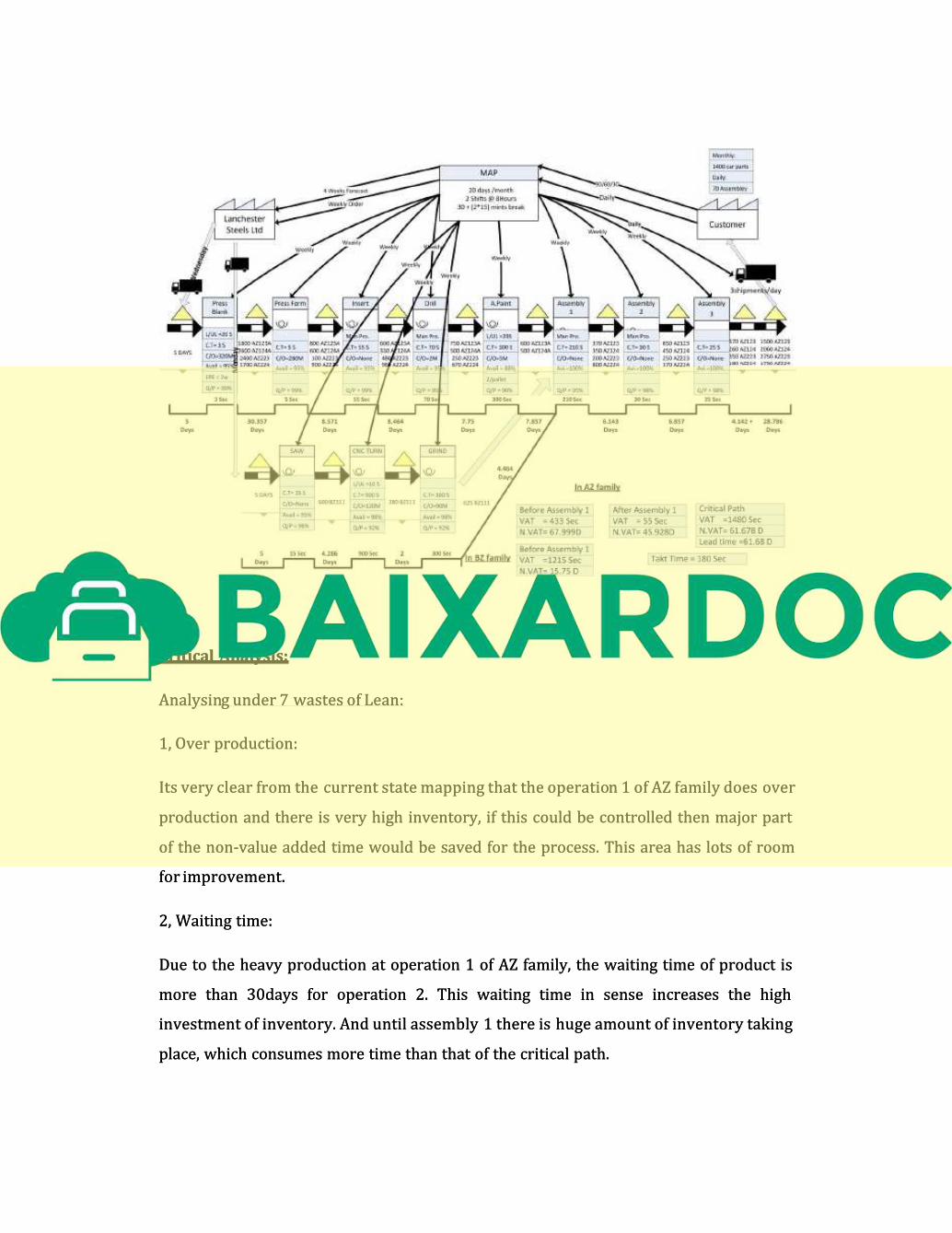
Critical Analysis:Critical Analysis:
AnalysinAnalysing under 7 g under 7 wastes of Lean:wastes of Lean:
1,1, OOver production:ver production:
Its very clear from the Its very clear from the current state mapping that the operatiocurrent state mapping that the operation 1 of AZ family does n 1 of AZ family does overover
production and there is very high inventory, if this could be controlled then major part production and there is very high inventory, if this could be controlled then major part
of the non-value added time would be saved for the process. This area has lots of roomof the non-value added time would be saved for the process. This area has lots of room
for improvement.for improvement.
2, Waiting time:2, Waiting time:
Due to the heavy production at operation 1 of AZ family, the waiting time of product isDue to the heavy production at operation 1 of AZ family, the waiting time of product is
more than 30days for operation 2. This waiting time in sense increases the highmore than 30days for operation 2. This waiting time in sense increases the high
investment of inveninvestment of inventory. And until assembly tory. And until assembly 1 there is 1 there is huge amount of inventory takinghuge amount of inventory taking
place, which consumes more time than that of the critical path.place, which consumes more time than that of the critical path.

3, Transport:3, Transport:
There isnt much transport other than moving from department to department, thoughThere isnt much transport other than moving from department to department, though
this isnt quite high can be looked as a option for improvement.this isnt quite high can be looked as a option for improvement.
4, Process:4, Process:
There is no much of process delay, still SMED tools could probably drop the setup timesThere is no much of process delay, still SMED tools could probably drop the setup times
and other process delays.and other process delays.
5, Inventory:5, Inventory:
Investments over inventory is significantly quite higher in all levels of process, theInvestments over inventory is significantly quite higher in all levels of process, the
change over the push to pull and JIT could help in dropping inventory totally and Kanchange over the push to pull and JIT could help in dropping inventory totally and Kan
Ban also could be used as a Ban also could be used as a tool in dropptool in droppinin g inventory.g inventory.
6, Motion:6, Motion:
This doesnt show the motion between cells, but the other tools of lean could beThis doesnt show the motion between cells, but the other tools of lean could be
employed to find the motion and controlled.employed to find the motion and controlled.
7, Defective Goods:7, Defective Goods:
Defective goods are common everywhere, but the way of control defers. The easy andDefective goods are common everywhere, but the way of control defers. The easy and
better way of controlling is to stop the poor quality material there itself and stopbetter way of controlling is to stop the poor quality material there itself and stop
passing it to next departments.passing it to next departments. OOnce this is followed there isnt need for a thoroughnce this is followed there isnt need for a thorough
check at final assembly, where some critical parts could hide from text just because of check at final assembly, where some critical parts could hide from text just because of
pre assembly.pre assembly.
Conclusion:Conclusion:
This current state gives a clear view for future and good improvements for future. TheThis current state gives a clear view for future and good improvements for future. The
current system has lots of inventory and high lead time, which takes most part of thecurrent system has lots of inventory and high lead time, which takes most part of the
assets, reducing inventory turnover. There is also a unnoticed problem of sharingassets, reducing inventory turnover. There is also a unnoticed problem of sharing
informatiinformation, while the customer produces orders on daily basis, it easy to adopt to on, while the customer produces orders on daily basis, it easy to adopt to a JITa JIT
manufacturimanufacturing system, for ng system, for which they need to get their suppliers ready for JIT. And alsowhich they need to get their suppliers ready for JIT. And also
redesigning cells will give good utilisation of machinredesigning cells will give good utilisation of machin es.es.
References:References:
yy Jeffrey P. Wincel (2003) Lean Suppy Chain Management. New York: ProductivityJeffrey P. Wincel (2003) Lean Suppy Chain Management. New York: Productivity
yy Michael A. LewMichael A. Lewis (2000) is (2000) 'Lean production and 'Lean production and sustainable competitivsustainable competitive advantage'. e advantage'. UnivUniv
of Warwick 20 (8), 1-20of Warwick 20 (8), 1-20
yy Peter Hines, Matthias Holweg and Nick Rich (2004) Peter Hines, Matthias Holweg and Nick Rich (2004) 'Learnin'Learning to g to evolve'. Emeraldinsight evolve'. Emeraldinsight
24 (10), 1-824 (10), 1-8
yy Paul D. Ericksen, Nathan J. Stoflet, and Rajan Suri (2007) 'Manufacturing CriticalPaul D. Ericksen, Nathan J. Stoflet, and Rajan Suri (2007) 'Manufacturing Critical OOathath
Time (MCT)Time (MCT)'. Technical report 1 1'. Technical report 1 1 -4-4
yy Andrew Greasley (1992)Andrew Greasley (1992) OOperation Management peration Management
yy Windey Garner (2010) LeanWindey Garner (2010) Lean OOperations, perations, Lecture notes. Coventry: CovenLecture notes. Coventry: Coventry Universitytry University
yy Liker, Jeffrey Liker, Jeffrey (1998) Becoming Lean. Productivity.(1998) Becoming Lean. Productivity.
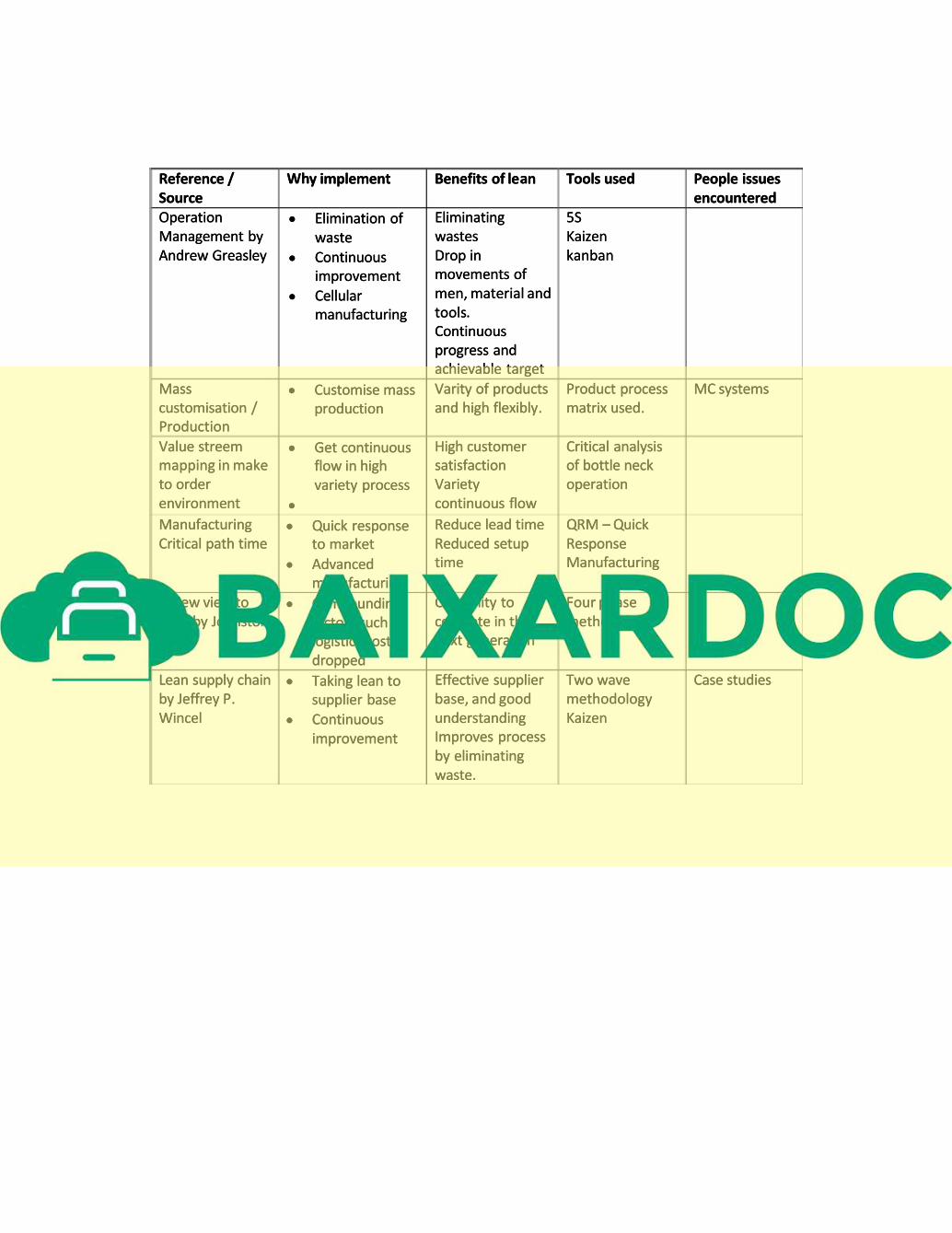
RReference /eference /
SourceSource
WhWhy y implement implement Benefits Benefits of of leleaann TTools usedools used PPeople issueseople issues
encounteredencountered
OperationOperation
Management byManagement by
Andrew GreasleyAndrew Greasley
yy EElimination of limination of
wastewaste
yy ContinuousContinuous
improvementimprovement
yy CellularCellular
manufacturingmanufacturing
EEliminatingliminating
wasteswastes
Drop inDrop in
movements of movements of
men, material andmen, material and
toolstools..
ContinuousContinuous
progress andprogress and
achievable targetachievable target
5S5S
KaizenKaizen
kanbankanban
MassMass
customisation /customisation /
ProductionProduction
yy Customise massCustomise mass
productionproduction
Varity of productsVarity of products
and high flexiblyand high flexibly..
Product processProduct process
matrix usedmatrix used..
MC systemsMC systems
Value streemValue streem
mapping in makemapping in make
to orderto order
environmentenvironment
yy Get continuousGet continuous
flow in highflow in high
variety processvariety process
yy
High customerHigh customer
satisfactionsatisfaction
VarietyVariety
continuous flowcontinuous flow
Critical analysisCritical analysis
of bottle neckof bottle neck
operationoperation
ManufacturingManufacturing
Critical path timeCritical path time
yy Q Q uick responseuick response
to marketto market
yy AdvancedAdvanced
manufacturingmanufacturing
Reduce lead timeReduce lead time
Reduced setupReduced setup
timetime
Q Q RM RM Q Q uickuick
ResponseResponse
ManufacturingManufacturing
A New view toA New view to
Lean by JohnstonLean by Johnston
DavidDavid
yy CompoundingCompounding
factors such asfactors such as
logistics costslogistics costs
droppeddropped
Capability toCapability to
compete in thecompete in the
next generationnext generation
Four phaseFour phase
methodologymethodology
Lean supply chainLean supply chain
by Jeffrey Pby Jeffrey P..
WincelWincel
yy Taking lean toTaking lean to
supplier basesupplier base
yy ContinuousContinuous
improvementimprovement
EEffective supplierffective supplier
base, and goodbase, and good
understandingunderstanding
Improves processImproves process
by eliminatingby eliminating
wastewaste..
Two waveTwo wave
methodologymethodology
KaizenKaizen
Case studiesCase studies
Copyright © 2022 FDOKUMEN