
Lean Transformation of the Widget Company - Manufacturing ...
Upload
khangminh22Category
view
0download
0
Save����������� ������������������ Time,����������� ������������������ Learn����������� ������������������ Quickly,����������� ������������������ Be����������� ������������������ Lean����������� ������������������
Kanban Course in 5 E-MailModule 3
Kanban Implementation Roadmap.
www.leanmanufacturingpdf.com Mod.3 - Page �1
Now is the time to understand if you are ready for the Kanban
implementation. Lean is based on people and action. Lean is not something you have to do only at the desk.
Let us summarize the "homework" suggested in module 1 and 2.
Module 1
Action 1: Go on www.leanvlog.com and see the videos on KANBAN.Action 2: Do the questionnaire as we showed on page 14, to have a clear
problem defined prior the next module.
Module 2A - State your problem clearly with numbers and statistics.
B - Find who buy (or produce) the SKU's of Point 1 for you.C - Do your homework on consumption.
D - Stand up! Reach the buyer (supplier) and make a deal!
The question is: "Have you completed all the points?"
If the answer is YES --> CongratulationsIf the answer is NO --> I suggest you perform the tasks.
www.leanmanufacturingpdf.com Mod.3 - Page �2
Chapter 8Have you done your homework?
It is not important what you did so far. It could be you already started 2 or
3 times in Kanban implementation, and you were unsuccessful.
Today is a new day.
Follow these steps made many times by my team and me and I bet you will be successful this time.
This roadmap is created with a step by step methodology, and you have to
complete one step before you go to the next one.
Who are you, what you control and what is your problem.
The first step is a sort of self-assessment,
Who are you?
• Operation Manager?• Quality Manager?• Lean Expert?• Manufacturing Engineer?• Supervisor?• Team Leader?
www.leanmanufacturingpdf.com Mod.3 - Page �3
Chapter 9Kanban Roadmap Step by Step.
1
What do you control?
Here you have to clarify what is in your control.
• Are you ordering the consumables/parts by yourself or it is someone from your team?
• Have you any contact with your supplier/internal supplier of goods?• Can you ask him/her how many parts they have to deliver?
What is your problem?
If you have done your homework, you should have a clear problem
supported by data.
Remember! Do not start with more than 9 SKU's.
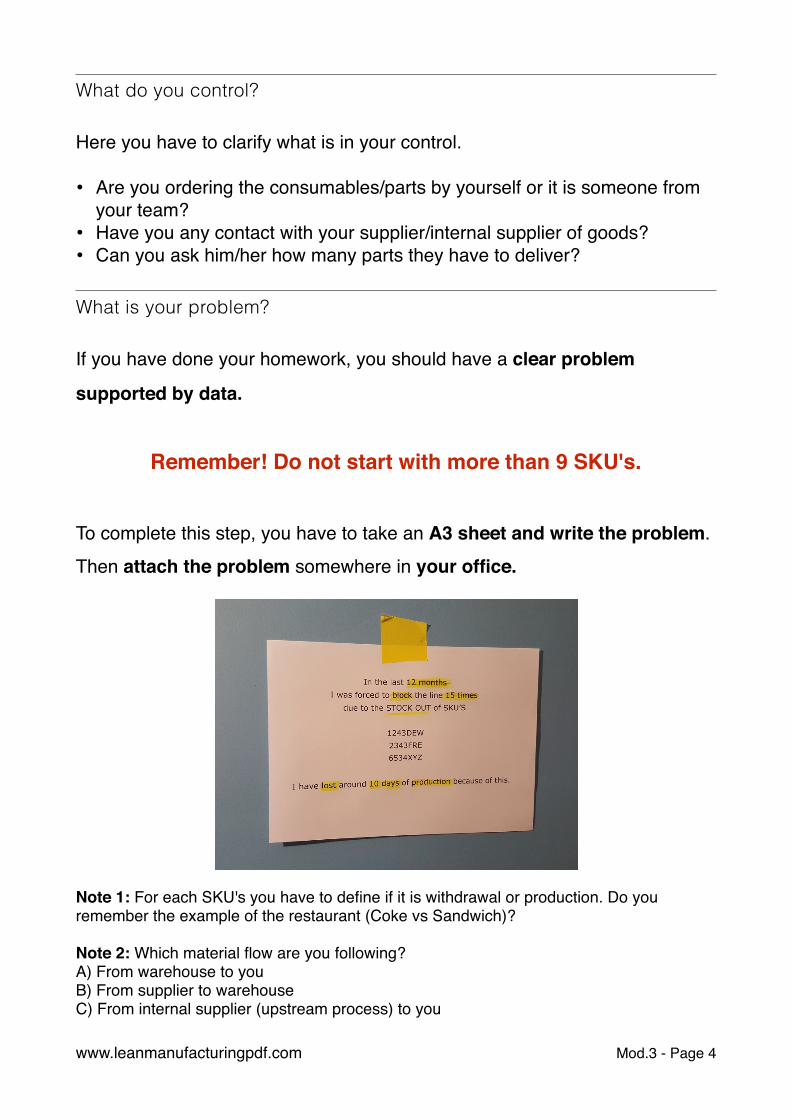
To complete this step, you have to take an A3 sheet and write the problem.Then attach the problem somewhere in your office.
Note 1: For each SKU's you have to define if it is withdrawal or production. Do you remember the example of the restaurant (Coke vs Sandwich)?
Note 2: Which material flow are you following?A) From warehouse to youB) From supplier to warehouseC) From internal supplier (upstream process) to you
www.leanmanufacturingpdf.com Mod.3 - Page �4
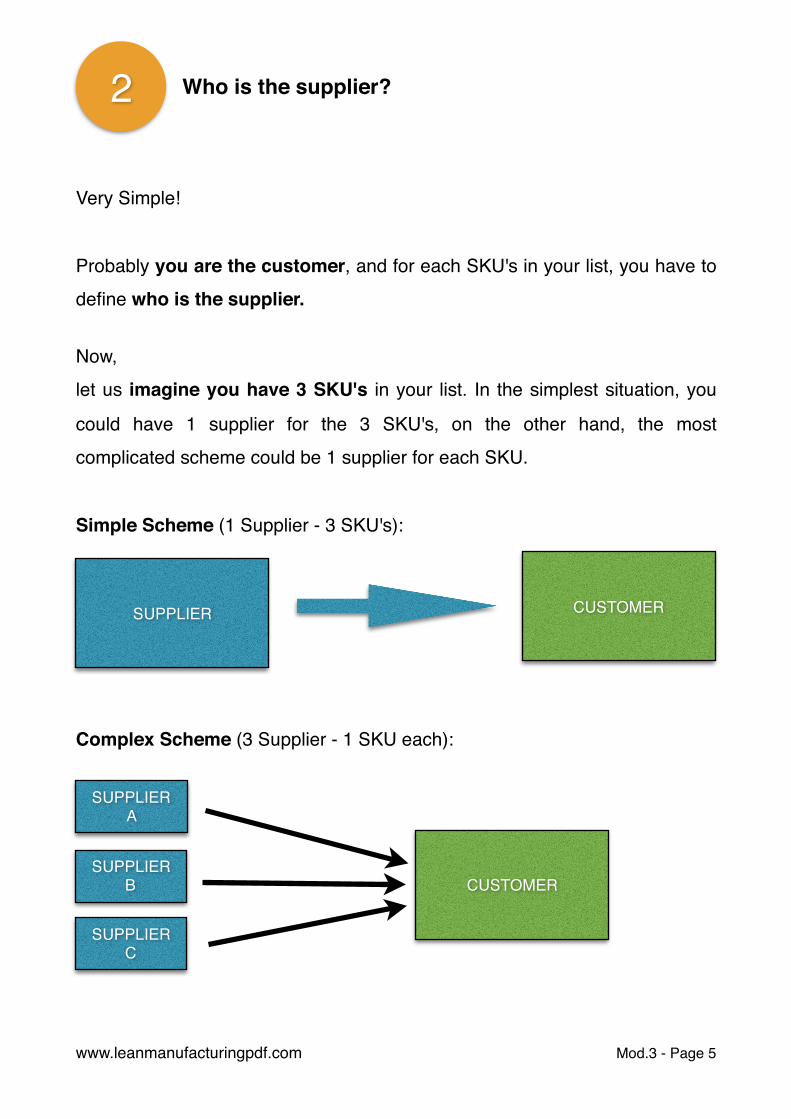
Who is the supplier?
Very Simple!
Probably you are the customer, and for each SKU's in your list, you have to define who is the supplier.
Now,let us imagine you have 3 SKU's in your list. In the simplest situation, you
could have 1 supplier for the 3 SKU's, on the other hand, the most complicated scheme could be 1 supplier for each SKU.
Simple Scheme (1 Supplier - 3 SKU's):
Complex Scheme (3 Supplier - 1 SKU each):
www.leanmanufacturingpdf.com Mod.3 - Page �5
2
SUPPLIER CUSTOMER
CUSTOMER
SUPPLIERA
SUPPLIERC
SUPPLIERB
As you can imagine you could have a more complex situation if you have 9 SKU's and I strongly suggest you to draw on an A3 and stick the scheme
in the office close to the problem.
What the customer (YOU ?) want.
Now you have to clarify the customer demand.
Believe me!It is common that the customer does not know exactly what he/her wants.
At this point we normally experience these 2 approaches:
A) I am the customer, and they have to give me what I need. Period.B) The production is too complicated, and I cannot do any forecast.
Which is the correct one?
Both A and B are WRONG!
Keep in mind this example:A car is made of more than 10.000 SKU's, and in Toyota, they are capable
of having the exact components they need, when they need and in the exact quantity they need. They call this: "Just in Time."
So,
are your 9 SKU's more complicated than 10.000 SKU's?
www.leanmanufacturingpdf.com Mod.3 - Page �6
3
Now,once your mindset is changed, let us go into the system and make some
interview on the shop floor.
The output should be something like:
Daily Consumption of SKU 2345AEK = 125 pcs. +/- 50Daily Consumption of SKU 1432RSE = 100 pcs. +/- 20
and so on.
Do not go only for average, evaluate the variation too.
Be accurate but do a fair estimation. Do not paralyze yourself in complete SIX SIGMA project in this step.
www.leanmanufacturingpdf.com Mod.3 - Page �7
Reach the supplier (a person) and make a deal.
In this step, you are looking for a face!
This is an important point.You have not to be satisfied if you have an e-mail or a phone number.
• If your supplier is in your company --> Reach him/her
• If your supplier is not so far from your company --> Reach him/her
• If your supplier is too far from your company --> Reach him/her or SKYPE!
You need a visual contact!Then, once you have reached him/her propose a deal as we described in the
previous modules.
Something like:
"Dear Mike, you know we have a problem with SKU's 2345AEK, and I think they call you time to time with urgency to manage this.
I know that we have a daily consumption of 125 pcs. +/- 50."
"Let us make this deal; you will provide us 175 pcs. every day starting from a date to agree. Me and you will be the team that will monitor this simple
system for the next 2 months."
www.leanmanufacturingpdf.com Mod.3 - Page �8
4
"What do you think?" (the most important question!)
Important note: If you have more than 1 supplier you have to repeat the step
4 for each supplier. Clearly, if 1 supplier has more than 1 SKU's the deal has to be done on each SKU.
www.leanmanufacturingpdf.com Mod.3 - Page �9
Everything about the SKU's
Now you have a clear problem to solve, you know what you want, you
know who the supplier is.
In this step, you have to go into details of each SKU's by listing all the information about the SKU's that are causing you problems.
Here some minimum information you should list:
• SKU's Number
• Description
• Daily Consumption
• Where used
• Who buy this SKU in the company
• How often He/She buy
• Supplier
• Minimum order to be placed
• Lead Time from Purchase Order
• Type of container
Please consider this list as a minimum number of things you have to know. In
general, the more info you have, the better. Do this task with the team!
Again, once you have this list of information, you have to print and stick somewhere in the office.
www.leanmanufacturingpdf.com Mod.3 - Page �10
5
Create a "Visual Management" for the SKU's
At this step, you have to create a visual management for the SKU's.
Do not go for anything complicated.
RedYellow
Green
It is more than sufficient. I strongly suggest using tapes.
What is the scope of this?Where the material is used (consumed), you have never to see the RED. If
you see the RED, there is something wrong with the system, and you have to react.
When you see RED is equal to the reserve light for the fuel of your car, you
can continue driving, but you have to refill as fast as you can.
I know what are you thinking ...
How to determine the levels of RED, YELLOW, and GREEN?
Well,
here I am going to disclose you a couple of secrets and resources.
www.leanmanufacturingpdf.com Mod.3 - Page �11
6
Secret n°1 - The levels are mainly related to the Lead Time the supplier usually take to give you the SKU's once the signal is given. The greater is the
time the greater are the levels.
Secret n°2 - Overestimate! At the beginning do not be so precise. The benefits of the continuity is much more than the level of inventory. You
will have time to refine.
The calculation will be treated in the next module, but you can start to be familiar with the topic by these resources.
To evaluate the levels
Reorder Point XLS --> http://www.leanlab.name/reorder-point-software-excel
To start calculate N° KANBANKanban Calculator XLS --> http://www.leanlab.name/kanban-calculator-
software
www.leanmanufacturingpdf.com Mod.3 - Page �12

The information flow
Sorry, but it is important to summarize again:
• You have a definite problem with some SKU's
• You know who supply you the SKU's
• You know how many do you need daily
• You know who buy the SKU's for you
• You have a team and a deal
• You know a lot on the SKU's
• You have a visual management for the SKU's
Now there is the hardest part!
Now is where there is the biggest change!
The question is simple:
"Who will be accountable to see the Visual ManagementSignal and communicate to the buyer?"
Here is where many companies fail.
You have to create the "information flow."
If the level of the SKU's is RED and nobody is accountable to give the
information you will be in stock out again.
www.leanmanufacturingpdf.com Mod.3 - Page �13
7

My suggestion is to create a "waterspider" figure in your department.Here there is a video that explains who is the waterspider in Lean Company.
http://www.leanvlog.com/waterspider-perfectly-explained/
At the beginning should be not 100%, especially if the n° of SKU's are
limited.
One idea could be to delegate one operator to perform this task on Monday and Thursday for example.
The crucial words for this task are:
- Accountability- Standard
Here an example:
My name is Frank and I am the supervisor of the paint department.
I asked Tom to check the visual management of 3 SKU's we decided; every
Mon., Wed. and Fri. at 9.00 am.
The rule is: "The red has to be always covered, if not covered notify immediatly to me and Mike (the buyer)".
If we go in stock out because lack of visual control, Tom is accountable for
this failure.
www.leanmanufacturingpdf.com Mod.3 - Page �14
Select the "right" Kanban.
On this topic, I would like to suggest you the best post from a Lean Sensei
and Professor.
Different Kanban Types --> http://www.allaboutlean.com/losing-kanban/
Train all the people involved, Start, Track, Improve.
At the end of step 8 you should have a clear sketch on how should the
KANBAN SYSTEM works.
It is now time to share with all the people involved in the process.
Remember: Lean is firstly on people, secondly tools.
So,arrange a meeting and train the people on how the model should work, listen to their concern and try to adjust what you can adjust easily.
For the training you can use these videos: http://www.leanvlog.com/category/
kanban/
Then, even if something is not clear, the team has to decide a date to start!
www.leanmanufacturingpdf.com Mod.3 - Page �15
8
9
Do not be afraid! START!
START! TRY!
Important note: You have to decide one of the team that has to be the reference if something goes wrong. A quick reference that has to be available
any time and go and see if something goes wrong.
Then,track it continuously by setting a quick meeting every day or every 2 days.
Find the frequency that fits better for you.
Finally, improve the standard. With the standard you set were you able to avoid the stock out?
If no, ask WHY!
If yes, you have to look for opportunities to reduce the inventory and the seven wastes.
Conclusions:
In this chapter, I showed you the Step by Step method to implement a
Kanban System.
It is more about people, involvement, challenge and improvement than tools
Follow these steps, start, try and let me know. The best way to learn is trying
to implement it.
www.leanmanufacturingpdf.com Mod.3 - Page �16
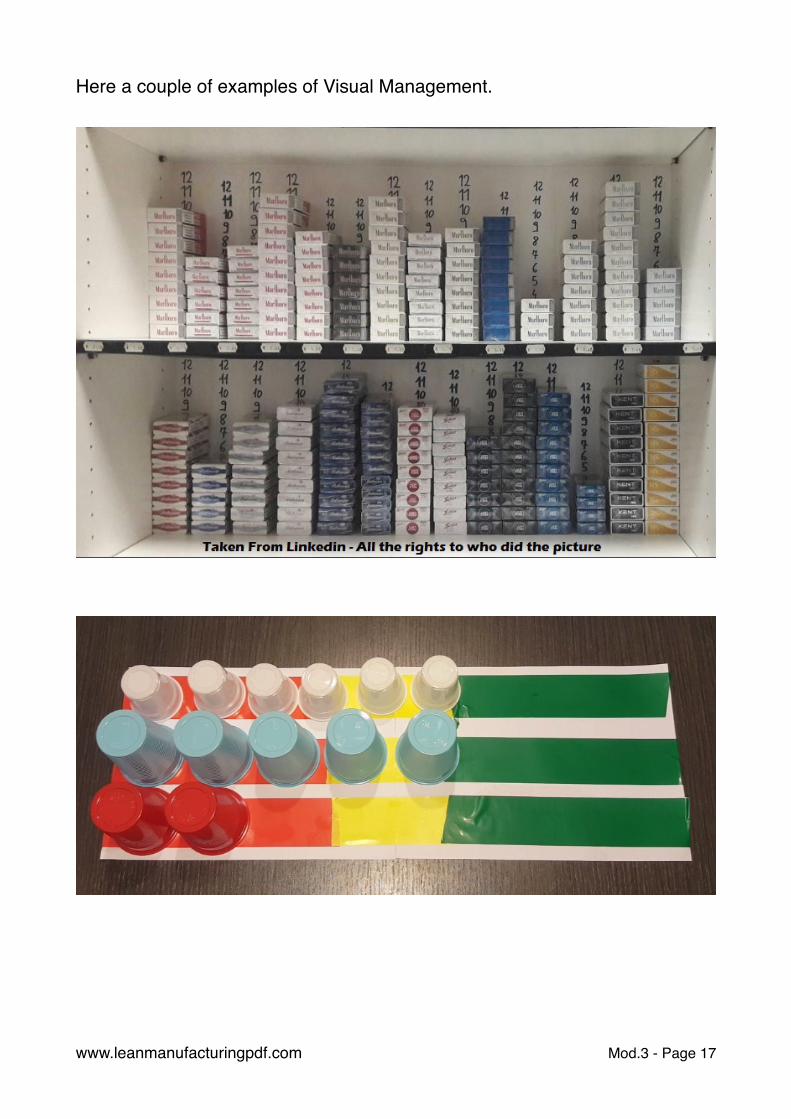
Here a couple of examples of Visual Management.
www.leanmanufacturingpdf.com Mod.3 - Page �17
Now, as usual, I leave the word to Luis Perona (logistic expert) to answer
your FAQ.
Question n°1 - How to implement the Kanban System correctly?
When we start with a replenishment process, we use the sales average to define the
minimum stock level, but this is a typical mistake and will produce shortages or stock
excess.
Honestly average means nothing in the real world, I always explain the same case.
Let´s say we go to a restaurant to eat chicken, and you eat just a wing,
and I eat all the rest. Average tells me you have eaten half chicken and me too, but I´m sure you
are still hungry, and I´m full.
In the stock level happens same, what kills your stock level, is not average but peaks in demand.
www.leanmanufacturingpdf.com Mod.3 - Page �18
Chapter 10FAQ on Kanban Implementation
If your customers purchase 50 units per week, everything will go smoothly till a customer suddenly will purchase 80 units in a single order. This will
create your stock shortage.
Therefore you must take into consideration those peaks, which create instability in your production.
To solve these problems, we can use a tool named buffer stock, that is
the stock amount needed to cover the demand instability.
Then you must check the demand variation, the peaks over the average and the frequency.
This will help you to plan your kanban and keep enough stock than
average to supply an unexpected demand.
Also, we should take into consideration another tool, the safety stock, than in plain English means the stock level needed to ensure delivery on time,
despite problems or inefficiencies in production or suppliers shortages.
For instance, on some production lines, we always have some processes where we have quality issues, that doesn´t permit to produce the target
quantity, as we need to re-process parts.
Also in some seasons, we have suppliers' stock shortages, and we may be in troubles.
So check those problems in advance to define correctly your safety stock.
www.leanmanufacturingpdf.com Mod.3 - Page �19
In summary:
Average + Buffer Stock + Safety Stock = No shortages.
And what about minimum kanban level?
Same case, check demand valleys, seasons where you have stock excess, to know how much can you reduce your minimum stock before starting to
produce, and have no stock shortage.
Therefore we need to analyze deeply before creating the kanban cards.That´s why kanban cards are used for the high turn parts, not for all parts.
Low and medium turn parts don´t need kanban cards.
May be somebody will say this process requires too much work and analysis,
but if you want to have the right stock level, there are no miracle tricks, but very careful analysis of demand and production inefficiencies.
www.leanmanufacturingpdf.com Mod.3 - Page �20
Question n°2 - How to train employees to trust the Kanban System?
Same as you train anything else, step by step. We must start
teaching very well what to do.
This means we must create few kanban cards and place them in the
working area to show employees what they need to do.
For instance:
We have in the bin location a card that says minimum stock 10 units, maximum 20 units. Our actual stock is 15 units. Ask operators, what
should we do? And let them answer.
The right answer is: Do nothing, as we are over the minimum of 10 units and below the maximum of 20 units.
May be some guys can ask to produce more to achieve the maximum of 20
units, but this is not the case.
Kanban says. Do nothing till you have less than 10 units.
Then we will produce to achieve 20 units in stock and will put the kanban card in the right place to permit the runner to supply parts to produce till 20 units.
www.leanmanufacturingpdf.com Mod.3 - Page �21
After this “theater session” to let them understand the process, we will
start a pilot phase with few kanban cards, may be 5 or 6, no more, till operators learn completely what they must do.
Don´t forget to be present as much time as you can to check that units are
not below the minimum, as people forgets.
When the process is completely clear, you can create the rest of cards for all the kanban parts.
www.leanmanufacturingpdf.com Mod.3 - Page �22
Question n° 3 - Can kanban be implemented in small scale industry?
Some people may say, Kanban is good for
big enterprises, but in a small company, has no sense, right?
Of course not, big companies have
enough cash to permit inventory excess, but not smaller ones. Therefore as smaller
is a company, more important is to reduce the inventory level and improve cash flow. And Kanban is a great tool for both.
Start as soon as possible; your financial manager will appreciate your
efforts.
As you see, kanban has an implementation process, is quite simple, you only must follow the instructions, working step by step and explaining as much as
you can to operators.
www.leanmanufacturingpdf.com Mod.3 - Page �23
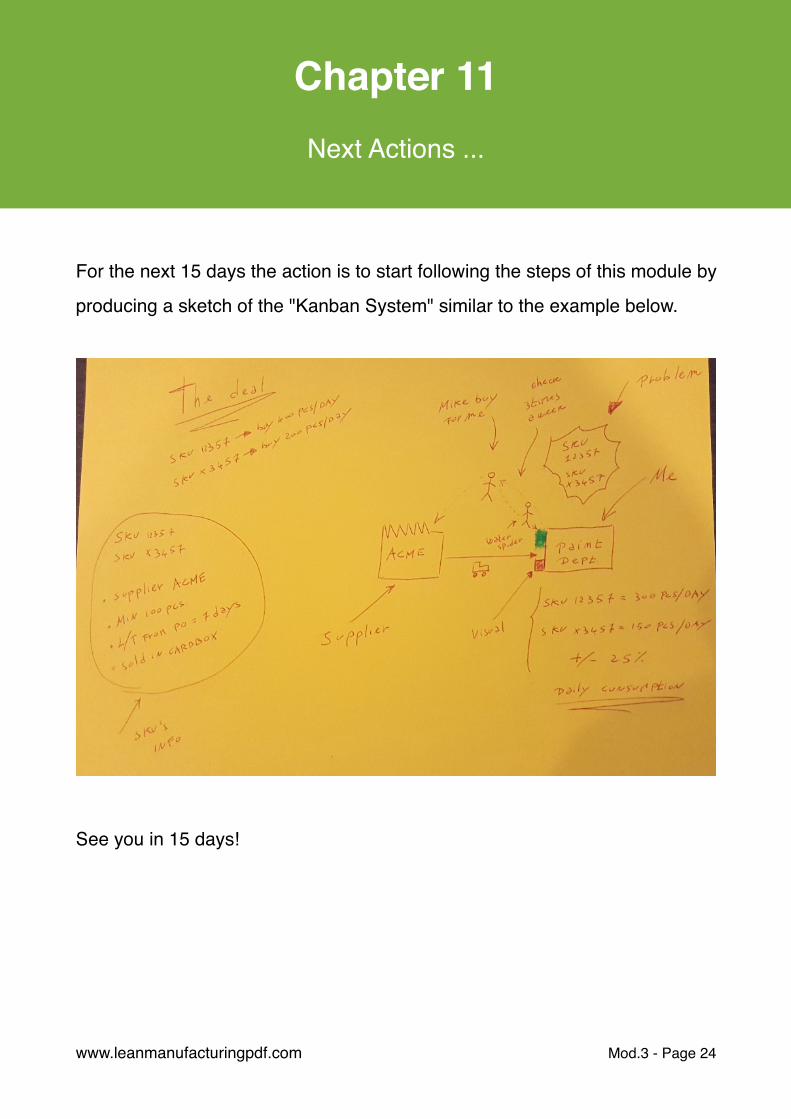
For the next 15 days the action is to start following the steps of this module by
producing a sketch of the "Kanban System" similar to the example below.
See you in 15 days!
www.leanmanufacturingpdf.com Mod.3 - Page �24
Chapter 11Next Actions ...
Copyright © 2022 FDOKUMEN




















